схема, назначение, принцип работы, плюсы и минусы
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.

- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
- Вольфрамовые электроды для аргонодуговой сварки
- Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.

Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.

Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
схемы и инструкция по сборке
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.

Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода. - Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.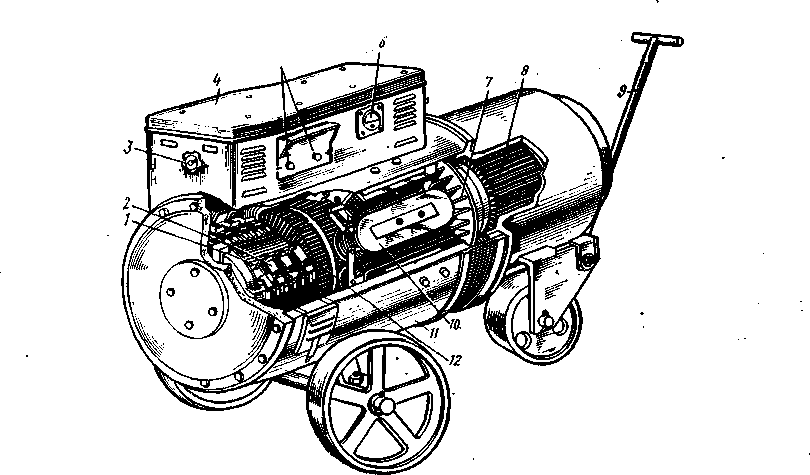 ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.

- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатораКак видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройстваПроцесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
 13: подключите силовые конденсаторы
13: подключите силовые конденсаторы- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока.
Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типаТакой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве.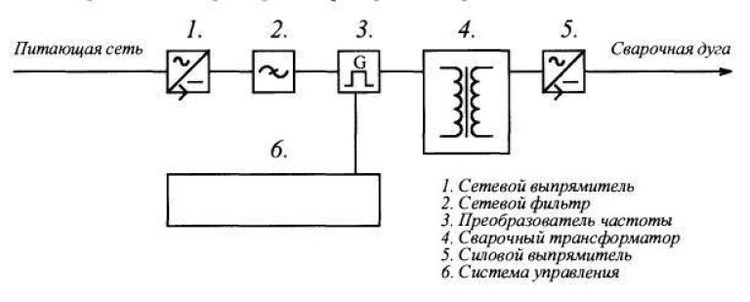 Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертораИспользование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.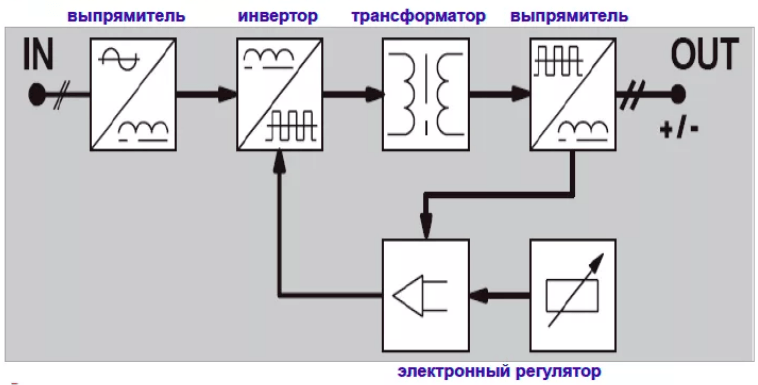
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссельКонденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сваркиПлата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Рисунок 4 — Принципиальная электрическая схема сварочного инвертораСхема инверторного сварочного аппарата:Рисунок 5 — Схема инверторного сварочного аппарата
Как собрать инверторную сварку: поэтапное описание
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятораЕго рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройстваПри работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер.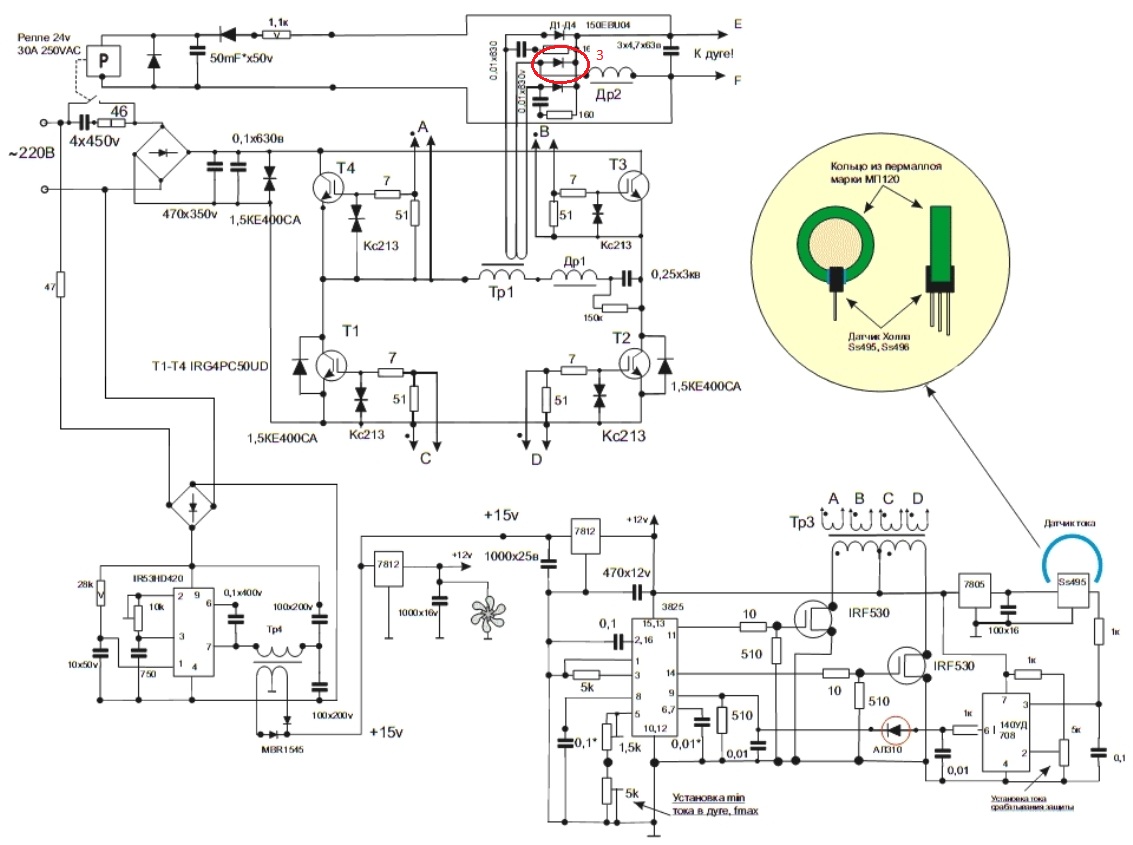 Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютераГде взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Рисунок 8 — Схема сварочного резонансного инвертораДиодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.

- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источники
- https://www.asutpp.ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html
- https://stankiexpert.ru/spravochnik/svarka/svarochnyi-invertor-svoimi-rukami.html
- http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
- https://WikiMetall.ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
[свернуть]
Устройство сварочного инвертора.
Принцип работы сварочного инвертора
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата –
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Как работает сварочный инвертор?
Схема управления и контроля. Часть 2.
Продолжаем изучение сварочного инвертора Telwin. В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.
Схема управления выполнена в основном из поверхностно-монтируемых элементов (SMD). Как видно на фото поверхность платы покрыта слоем защитного лака и это затрудняет считывание маркировки с микросхем и некоторых элементов. Но, несмотря на это, можно предположительно определить, что микросхема в 14-ти выводном корпусе – это микросхема LM324. Неподалёку смонтирована микросхема в 8-ми выводном планарном корпусе. Это ШИМ-контроллер (UC3845AD).
Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.
С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части). Схема на транзисторах Q6, Q7 и «обвязка» этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора TELWIN Force 165 можно обнаружить занятную деталь – трансформатор тока T2.
Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.
Выходное напряжение снимается с выходов OUT+, OUT- и через элемент гальванической развязки – оптрон ISO1 (h21817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.
В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – «жёлтый»), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1. Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.
Ручка резистора выводится на панель управления аппарата.
Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора TELWIN Force 165. Об этом читайте здесь.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Схема работы и основные детали сварочного инвертора
Уникальные возможности инверторов и вполне понятная схема сварочного аппарата объясняют тот высокий интерес, который проявляют к ним многие пользователи.
Некоторые из них даже пытаются изготовить аппарат своими руками. Однако для того чтобы собрать сварочный аппарат в домашних условиях необходимо хотя бы приблизительно знать, что представляет собой схема инвертора.
Лишь после изучения схемного решения этого электронного прибора можно будет собрать качественный бытовой инвертор и в случае необходимости самостоятельно отремонтировать его.
Как происходит преобразование
Электрические схемы инверторных устройств от различных производителей могут отличаться небольшими деталями, однако все они работают по одному и тому же алгоритму. Основная задача встроенной электроники во всех случаях сводится к следующему:
- обеспечить выпрямление входного сетевого напряжения;
- преобразовать (инвертировать) его в импульсный сигнал относительно высокой частоты;
- понизить уровень полученного импульсного сигнала до требуемого значения и снова выпрямить его на выходе устройства.
Основная цель этой цепочки – получить постоянный ток величины, необходимой для поддержания сварочного процесса. Причём сделать это нужно так, чтобы используемые в схеме детали позволили снизить габариты и вес всего аппарата в целом.
Поскольку электронный преобразователь состоит из полупроводниковых деталей, то поставленная перед конструкторами задача решается без особых проблем. Инвертор всегда значительно меньше по размерам, чем обычный трансформаторный преобразователь тока.
Однако схема сварочного инвертора значительно сложнее, и собрать ее своими руками с нуля практически невозможно. Можно только использовать готовые части, соединив в общую конструкцию.
Ещё одним достоинством инвертора является возможность электронного регулирования амплитудного значения тока. Это позволяет расширить возможности прибора, варить металл разной толщины, в том числе сваривать достаточно тонкие детали. Причем делать это можно без механических регуляторов, заметно уступающих по надёжности своим электронным аналогам.
Пояснения к работе аппарата
Хорошо знакомые с электроникой специалисты сразу заметят, что рассмотренный принцип преобразования используется в блоках питания большинства современных электронных приборов (в компьютерах, холодильниках, телевизорах и так далее).
Основная особенность электросхем (схемных решений) инверторов – это увеличение частоты переменного сигнала за счёт его преобразования (инвертирования).
Многим неспециалистам не вполне понятно, зачем нужно дважды преобразовывать один и тот же сигнал, сначала выпрямляя его, затем превращать в переменный, а после снова выпрямлять.
Дело в том, что размеры и вес основного узла любого сварочного аппарата – его трансформатора – определяются не только мощностью, но и частотой протекающего через обмотки тока. Чем выше рабочая частота – тем более лёгким и компактным получается сам трансформатор.
Зависимость от частоты достаточно сильна; при её четырехкратном увеличении габариты трансформаторного модуля снижаются вдвое.
Поскольку типовая схема инверторных источников сварочного тока обеспечивает повышение частоты с 50 Герц до 60-80 килогерц –выигрыш в габаритах и весе может оказаться очень существенным.
В итоге получается очень лёгкий и компактный сварочный инвертор, при изготовлении которого расходуется минимум дорогих материалов (включая дефицитную медь).
Сетевой выпрямитель
Особенности работы инвертора предполагают наличие на его входе постоянного сигнала, получаемого путём выпрямления сетевого напряжения 220 Вольт. Выпрямительный модуль состоит из классического диодного мостика и нескольких конденсаторов, обеспечивающих фильтрацию получаемых после выпрямления пульсаций.
К источнику электроэнергии, обеспечивающему электрическим питанием сварочный инвертор, выпрямитель подключён через ещё одну фильтрующую цепочку, защищающую сеть от высокочастотных помех.
Большие рабочие токи выпрямителя сильно нагревают диодный мост, вследствие чего во время работы он нуждается в непрерывном охлаждении. Один из традиционных способов снижения температуры – крепление моста на специальном радиаторе с термическим предохранителем, отключающим схему при его нагреве до 90°.
После подключения резонансного сварочного инвертора к сети, зарядный ток конденсаторов увеличивается настолько, что может вызывать пробой элементов диодного мостика.
Во избежание этого каждый сварочный инвертор должен оборудоваться схемой обеспечения плавного запуска. Для этого в неё вводятся элемент коммутации (реле) и резистор, ослабляющий уровень потребляемого тока в момент включения.
После того как инверторный аппарат выходит на рабочий режим функционирования, реле своими контактами блокирует резистор, отключая его временно от схемы.
Импульсный преобразователь
На выходе выпрямительного модуля увеличенное напряжение 310 Вольт поступает на участок схемы с транзисторами. Они в сварочном инверторе выполняют функцию импульсных ключей.
Основное функциональное назначение транзисторов – обеспечение коммутации подводимого к ним напряжения с целью получения импульсного сигнала прямоугольной формы частотой в диапазоне от 60 до 80 килогерц.
Ключевые транзисторы так же, как и диодные мостики, всегда монтируются на радиаторах, обеспечивающих возможность их постоянного охлаждения. Для защиты этих элементов от перенапряжения в схеме предусмотрены специальные демпферные RC-цепочки. Работу остальных преобразовательных модулей сварочного инвертора стоит рассмотреть отдельно.
Импульсный трансформатор
Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
В сварочных инверторах он отличается особой компактностью. Другое существенное отличие этого узла от традиционных трансформаторов – наличие ещё одной (дополнительной) выходной обмотки, предназначенной для запитывания схемы управления.
На приёмную обмотку инверторного преобразователя поступает последовательность прямоугольных импульсов величиной порядка 310 Вольт и частотой 60-80 килогерц. При этом наводимое во вторичной обмотке напряжение снижается до 60-70 Вольт (за счёт меньшего количества витков).
Одновременно с этим величина тока в выходных цепях сварочного инвертора возрастает до 110-130 Ампер, после чего ток подвергается окончательному выпрямлению.
Выходное выпрямительное устройство
Сигнал, формируемый высокочастотным трансформатором, должен быть преобразован в постоянный ток, используемый для получения сварочной дуги. Для этого необходим выходной выпрямительный узел.
Его схема построена на основе сдвоенных диодов, отличающихся высоким быстродействием и определяющих максимальный потребляемый ток всего сварочного аппарата. Эти выходные элементы также устанавливаются на охлаждающие радиаторы.
Схема запуска устройства работает так. В момент включения напряжение питания через стабилизаторный блок подаётся на модуль управления и сразу активирует его.
После этого в работу вступают ключевые транзисторы, благодаря чему во вспомогательной обмотке трансформатора начинает действовать переменное напряжение.
Затем оно выпрямляется с помощью диодного мостика и через стабилизатор начинает самостоятельно питать управляющую схему, отключая последнюю от сетевого выпрямителя сварочного инвертора.
Управляющий модуль
Управляющая схема предназначена для координации переключений всех узлов сварочного инвертора. Её основу составляет микросхема с функцией микроконтроллера, осуществляющего широтно-импульсную модуляцию входного сигнала. Основная задача этой схемы – управление переключением инверторных транзисторов, стоящих на её выходе.
Помимо этого, в состав управляющего модуля входит ряд дополнительных элементов, облегчающих процесс формирования импульсного сигнала и управления его параметрами.
Благодаря принципиально иной схеме работы, сварочные аппараты инверторного типа позволяют получать стабильную дугу. Инвертор делает сварку компактной, быстрой и удобной.
Коэффициент полезного действия при этом возрастает почти до 90%, а потребляемая мощность снижается, что приводит к экономии электроэнергии. Применение транзисторов и диодов открывает возможности для развития сварочной техники.
Появляются аппараты с дополнительными функциями, такими, как автоматическое отключение и программирование работы.
Принцип работы сварочного инвертора с пояснениями на схеме преобразователя
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится.
Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.
К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
Пояснения на схеме
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.
Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.
Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Управление током
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.
Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
ARC FORCE
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока. После отрыва электрода режим работы аппарата возвращается к норме.
HOT START
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Что такое сейсмический преобразователь? — Определение, конструкция и типы
Определение: Сейсмический преобразователь используется для измерения вибрации земли. Пружинный демпферный элемент и датчик смещения являются двумя основными компонентами сейсмического преобразователя.
Масса, соединенная с демпферным элементом и пружиной без какой-либо другой опоры, называется демпфирующим элементом с пружинной массой. А датчик смещения преобразует смещение в электрическую величину.Сейсмический преобразователь используется для измерения вибрации земли, извержения вулкана и других вибраций и т. Д.
Конструкция сейсмического преобразователя
Систематическая схема сейсмического преобразователя показана на рисунке ниже. Масса с помощью демпфера и пружины соединяется с корпусом. Рама корпуса подключается к источнику, вибрации которого необходимо измерять.
Расположение сохранено таким образом, чтобы положение груза в пространстве оставалось неизменным.Такой тип конструкции сохраняется для обеспечения относительного движения между рамой корпуса и массой. Термин относительное движение означает, что один из объектов остается неподвижным, а другой находится в движении относительно первого. Смещение, которое происходит между ними, воспринимается и отображается преобразователем.
Режим преобразователя
Сейсмический преобразователь работает в двух разных режимах.
- Режим смещения
- Режим разгона
Выбор режима зависит от сочетания массы, пружины и демпфера.Большая масса и мягкая пружина используются для измерения режима смещения, тогда как комбинация небольшой массы и жесткой пружины используется для режима ускорения.
Типы сейсмических преобразователей
Виброметр и акселерометр — это два типа сейсмических преобразователей.
1. Виброметр — Виброметр или низкочастотный измеритель используется для измерения смещения тела. Он также измеряет высокую частоту вибрирующего тела. Их частотный диапазон зависит от собственной частоты и системы демпфирования.
2. Акселерометр — Акселерометр измеряет ускорение измерительного тела. Ускорение показывает общую силу, действующую на объект.
Датчик ультразвуковой сварки
Описание
Ультразвуковой сварочный преобразователь разработан для работы на определенной частоте от 15 до 300 кГц для различных систем и приложений. Большинство систем для сварки металлов работают на частоте от 20 до 70 кГц, причем наиболее распространенной является частота 20 кГц.
Что такое ультразвуковая сварка?
Ультразвуковая сварка — это промышленный метод, при котором высокочастотные ультразвуковые акустические колебания локально применяются к деталям, удерживаемым вместе под давлением, для создания твердотельного шва. Он обычно используется для пластмасс, особенно для соединения разнородных материалов. При ультразвуковой сварке не нужны соединительные болты, гвозди, паяльные материалы или клеи, необходимые для связывания материалов вместе.
Ультразвуковое сварочное оборудование состоит из машинного пресса, генератора ультразвуковой сварки, преобразователя ультразвуковой сварки , ультразвукового рожка, а также вспомогательного инструмента и усилителя.
Технические характеристики преобразователя ультразвуковой сварки
| Тип | Емкость (пФ) | Резонанс Импеданс (Ω) | Полная длина (мм) | Шарнирный болт (мм) | Частота (кГц) | Входная мощность (Вт) |
| BJW-152500F-70S PZT8 | 13000 | 15 | 153 | M20 × 1,5 | 15 | 2500 |
| BJW-152000F-60S PZT8 | 9500 | 10 | 167 | M20 × 1.5 | 15 | 2000 |
| BJW-151500F-50S PZT8 | 12500 | 12 | 171 | M18 × 1,5 | 15 | 1500 |
| BJW-201800F-60S PZT4 | 15000 | 15 | 118 | M20 × 1,5 | 20 | 1800 |
| BJW-202000F-55SPZT8 | 11000 | 10 | 128 | M18 × 1 | 20 | 2000 |
| BJW-201500F-50SPZT8 | 10000 | 12 | 124 | M18 × 1.5 | 20 | 1500 |
| BJW-20700F-40SHPZT8 | 9000 | 15 | 112 | 1 / 2-20 UNF | 20 | 700 |
| BJW-20900F-40SH PZT8 | 10000 | 15 | 133 | 1 / 2-20 UNF | 20 | 900 |
| BJW-20600D-50D PZT8 | 6000 | 15 | 121 | M18 × 1,5 | 20 | 600 |
| BJW-30500F-30S PZT8 | 5500 | 5 | 77 | M10 × 1.5 | 30 | 500 |
| BJW-28200D-30S PZT4 | 3000 | 20 | 92,1 | M10 × 1 | 28 | 200 |
| BJW-28100D-25S PZT8 | 2200 | 25 | 91 | M8 × 1 | 28 | 100 |
| BJW-28250D-38SPZT8 | 4000 | 20 | 94 | 1 / 2-20 UNF | 28 | 250 |
| BJW-202000L-50HPZT8 | 20000 | 10 | 128 | 1 / 2-20 UNF | 20 | 2000 |
| BJW-201500L-40HPZT8 | 16000 | 10 | 124 | 1 / 2-20 UNF | 20 | 1500 |
| BJW-201300F-50HPZT8 | 12500 | 10 | 128 | 1 / 2-20 UNF | 20 | 1300 |
| BJW-201500F-50HPZT8 | 11000 | 10 | 132 | 1 / 2-20 UNF | 20 | 1500 |
| BJW-209000F2040HPZT8 | 9500 | 10 | 123 | 1 / 2-20 UNF | 20 | 900 |
| BJW-152000F-60HPZT4 | 10000 | 12 | 171 | M18 × 1.5 | 15 | 2000 |
| BJW-35100D-25SHPZT8 | 2200 | 25 | 71 | M8 × 1 | 35 | 100 |
| BJW-38100D-20SHPZT8 | 1200 | 40 | 66 | M8 × 1,25 | 38 | 100 |
| BJW-38200D-30H PZT4 | 3300 | 14 | 65 | M8 × 1 | 38 |
Видео об ультразвуковом сварочном аппарате
Платеж
Мы принимаем PayPal, T / T и Western Union.
Доставка
Товар будет отправлен в течении 48 часов после получения полной оплаты.
- Мы отправляем товар по адресу, указанному при оплате через PayPal. Убедитесь, что адрес в PayPal правильный.
- мы дадим вам номер для отслеживания после того, как мы отправим товар, как правило, вы получите товар в течение пяти дней.
- Если у вас есть вопросы, пожалуйста, свяжитесь с нами по электронной почте (наш адрес электронной почты support @ bjultrasonic.com)
Гарантия на продукцию
Гарантийный срок на продукцию составляет один год. В течение гарантийного срока приобретенные товары могут бесплатно обслуживаться или заменяться.
Отзывы клиентов
Джесси оказывает отличные услуги всякий раз, когда запрашивает информацию о продукте и поддержку, особенно когда продукт сталкивается с некоторыми техническими проблемами. Была некоторая неточность в информации между обменом данными и проблемой для нашего приложения, но Джесси может пойти на компромисс для решения проблемы.Я хотел бы поблагодарить Джесси за ее хорошую поддержку.
Оценка 4.7 / 5 на основе 15 отзывов
— Крис Л. — Вашингтон, АвстралияПосмотреть все отзывы клиентов
Доставка и оплата
Стоимость и доступность
Несмотря на то, что мы стараемся обеспечить точность всех деталей, описаний и цен, представленных на этом веб-сайте, могут возникать ошибки. Если мы обнаружим ошибку в цене любого заказанного вами товара, мы сообщим вам об этом как можно скорее и предоставим вам возможность подтвердить свой заказ по правильной цене или отменить его.Если мы не сможем связаться с вами, мы будем считать заказ отмененным. Если вы отмените и уже оплатили товар, вы получите полный возврат средств.
Стоимость доставки взимается дополнительно; такие дополнительные расходы четко отображаются, где это применимо, и включаются в «Общую стоимость».
Платеж
Bjultrasonic.com использует PayPal, который позволяет совершать платежи различными способами, включая: баланс PayPal, банковский счет, дебетовые и кредитные карты PayPal, кредит PayPal, дебетовую карту и кредитную карту.Bjultrasonic.com зашифрован с помощью SSL для вашей безопасности, мы также сотрудничаем с PayPal, чтобы обеспечить безопасную и безопасную транзакцию.
Доставка
Какие способы доставки доступны?
Товары Bjultrasonic.com отправляются через DHL. http://www.dhl.com/en.html
Сколько времени потребуется, чтобы получить мою посылку?
Bjultrasonic.com гордится тем, что доставит вам вашу посылку вовремя.
- Есть на складе товары отправляются сразу после оплаты, обычно доставка занимает менее 10 дней.
- Производство продукции по индивидуальному заказу занимает от 10 до 30 дней, мы свяжемся с вами по электронной почте, а затем отправим через DHL, доставка менее 10 дней.
Политика возврата и возврата
Возврат
Наша политика действует 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не сможем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Для завершения возврата нам потребуется квитанция или документ, подтверждающий покупку.
Есть определенные ситуации, когда предоставляется только частичный возврат:
- Изделие с явными признаками использования
- Любой товар не в исходном состоянии, поврежден или отсутствует часть по причинам, не связанным с нашей ошибкой.
- Любой предмет, возвращенный более чем через 30 дней после доставки
Возврат
После получения и проверки вашего возврата мы отправим вам электронное письмо с уведомлением о том, что мы получили ваш возвращенный товар.Мы также сообщим вам об утверждении или отклонении вашего возмещения.
Если вы одобрены, то ваш возврат будет обработан, и кредит будет автоматически зачислен на вашу кредитную карту или исходный способ оплаты в течение определенного количества дней.
Просроченный или отсутствующий возврат
- Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
- Затем обратитесь в компанию, обслуживающую вашу кредитную карту. Прежде чем ваш возврат будет официально отправлен, может пройти некоторое время.
- Затем обратитесь в свой банк. Перед отправкой возврата часто требуется некоторое время на обработку.
- Если вы сделали все это, но еще не получили возмещение, свяжитесь с нами по адресу [email protected].
Предметы продажи
Возврату подлежат только товары по стандартной цене, к сожалению, товары со скидкой не подлежат возврату.
Биржи
Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на такой же, отправьте нам письмо по адресу support @ bjultrasonic.com и отправьте свой товар по номеру:
- Пекинская ультразвуковая установка (автор: Ван Джесси)
- Bao Jia Road, город Лученг, район Тунчжоу, Пекин
- Пекин, 101107, Китай
Подарки
Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или если дарителю был доставлен заказ, чтобы передать его вам позже, мы отправим дарителю возмещение, и, к сожалению, он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте его по адресу:
- Пекинская ультразвуковая установка (автор: Ван Джесси)
- Bao Jia Road, город Лученг, район Тунчжоу, Пекин
- Пекин, 101107, Китай
Вы должны сами оплатить доставку при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, необходимое для того, чтобы обмененный товар был доставлен вам, может варьироваться.
Если вы отправляете товар (-ы) на сумму более 75 долларов, вам следует рассмотреть возможность использования отслеживаемой службы доставки или приобретения страховки доставки. Мы не можем гарантировать, что получим ваш возвращенный товар.
Преобразователь| Электрические уроки | Повязки Mepits
Преобразователь
Преобразователь можно рассматривать как устройство, преобразующее одну форму энергии в другую.Электрические преобразователи можно рассматривать как устройство, предназначенное для преобразования формы энергии в эквивалентные электрические сигналы. Измеряемая физическая величина может быть положением, смещением, расходом, температурой, деформацией, скоростью и т. Д., А выходной сигнал имеет форму электрических параметров, таких как ток, емкость , напряжение, индуктивность , изменение сопротивления и т. Д. блок-схема приведена ниже.
Преобразовательсостоит из двух основных частей, то есть
- Датчик или чувствительный элемент: Эта часть отвечает за формирование измеримого отклика в отношении изменения физической величины, которая должна быть измерена.
- Преобразовательный элемент: Выходной сигнал датчика передается на преобразовательный элемент, который преобразует неэлектрический сигнал в электрический сигнал пропорционально входному сигналу.
Параметры преобразователя
- Прочность: Преобразователи обладают способностью выдерживать перегрузки и поставляются с предохранителями для защиты от перегрузок.
- Линейность: Преобразователь предназначен для измерения физической величины и вывода электрического сигнала относительно измеряемой величины.Это преобразование ввода / вывода обычно имеет линейный характер и также является симметричным.
- Повторяемость: Преобразователь может воспроизводить один и тот же выходной сигнал для одной и той же входной физической величины, многократно измеряемой, которая измеряется в одинаковых условиях окружающей среды.
- Динамический отклик: Преобразователь демонстрирует хороший динамический отклик с изменением выходного сигнала в зависимости от входа в зависимости от времени.
- Высокая стабильность и надежность: Измерения преобразователя показывают минимальную погрешность, и на выходной сигнал не влияют вибрации окружающей среды, температура и т. Д.
Коэффициенты выбора преобразователя
- Принцип работы: Преобразователи выбираются для различных применений в зависимости от используемого принципа работы. Эти принципы могут быть индуктивными, резистивными, пьезоэлектрическими, емкостными, резистивными и т. Д.
Схема пьезоэлектрического преобразователя, работа и применение пьезоэлектрических преобразователей
Некоторые кристаллы, такие как титанат бария, кварц, литий-танталит и т. Д.обладают свойством производить электричество при приложении к ним силы или давления при определенных условиях. Кроме того, они могут работать в обратном направлении, преобразуя электрический сигнал, приложенный к ним, в колебания. Следовательно, они используются в качестве преобразователей во многих приложениях. Они называются пьезоэлектрических материалов . Следовательно, пьезоэлектрический преобразователь создает напряжение при приложении к ним силы и наоборот. Во-первых, давайте рассмотрим некоторые из применений пьезоэлектрического преобразователя , за которыми следует определение.
Пьезоэлектрический эффект:
1. Анализатор механических напряжений:
Основное применение — анализатор напряжения для колонн в здании, где измеряется пропорциональное напряжение, возникающее при нагрузке на кристалл, и может быть рассчитано соответствующее напряжение.
2. Зажигалки:
Зажигалка газовой горелки и зажигалка также подчиняются одному и тому же правилу пьезоэлектрического эффекта, который создает электрический импульс под действием силы, возникающей при внезапном ударе курка по материалу внутри них.
Пьезоэлектрический эффект определяется как изменение электрической поляризации, которое возникает в определенных материалах при воздействии механических напряжений.
Обратный пьезоэлектрический эффект:
1. Кварцевые часы:
Внутри наших часов находится кварцевый резонатор, который работает как генератор. Элемент — диоксид кремния. Электрический сигнал, приложенный к кристаллу, заставляет его периодически вибрировать, что, в свою очередь, регулирует шестерни внутри наших часов.
2. Пьезозуммеры:
Зуммерышироко используются во многих приложениях, таких как индикатор заднего хода автомобиля, компьютеры и т. Д. В этом случае при приложении напряжения определенной величины и частоты к вышеупомянутому кристаллу они имеют тенденцию вибрировать. Вибрация может передаваться в закрытое пространство с небольшим отверстием, превращая ее в слышимый звук.
Обратный пьезоэлектрический эффект определяется как деформация или деформация, возникающая в определенных материалах под действием электрического поля.
Пьезоэлектрический преобразователь:
Выше представлен дешевый трехконтактный пьезоэлектрический преобразователь, используемый в пьезо-зуммере 12 В, который воспроизводит звук с помощью схемы ниже. Где черный корпус становится структурой для создания слышимого звука.
Преобразование силы в электричество с помощью пьезоэлектрического преобразователя:
Попробуем поэкспериментировать с пьезоэлектрическим эффектом, преобразовав силу в сигнал малого напряжения с помощью диска пьезоэлектрического преобразователя .Тогда давайте попробуем сохранить энергию, произведенную силой или давлением.
Пайка клемм:
Припаивание провода к пьезоэлектрическому преобразователю — основная часть их использования. Будьте осторожны, чтобы не перегреть поверхность, так как она тает даже при низкой температуре в течение нескольких секунд. Поэтому попробуйте расплавить свинец в паяльнике и капнуть расплавленный припой на поверхность. Для этой операции будет достаточно клемм положительный и отрицательный, что видно на картинке выше.
Операция:
Пьезоэлектрический преобразователь выдает прерывистый или чередующийся выходной сигнал при многократном приложении к нему силы нажатия. Следовательно, он должен быть исправлен, чтобы сделать его пригодным для хранения или использования постоянного тока. Следовательно, для повышения эффективности выпрямления 80% или выше мы будем использовать двухполупериодный выпрямитель. Либо мы можем использовать комбинацию из четырех диодов в мостовой конфигурации, либо корпус со встроенным мостовым диодом, например RB156. Вот ссылка на сборку полноволнового выпрямителя с фильтром.
Следовательно, здесь применяется та же концепция, где переменный выходной сигнал пьезоэлектрического преобразователя преобразуется в постоянный ток и сохраняется внутри выходного конденсатора. Накопленная энергия затем рассеивается через светодиод с управляемым выходом. Следовательно, будет видна диссипация накопленной энергии.
Принципиальная схема пьезоэлектрического преобразователя:
Ниже представлена принципиальная схема цепи пьезоэлектрического преобразователя , в которой энергия, накопленная в конденсаторе, будет рассеиваться только при замкнутом тактильном переключателе.
Конденсатор, используемый на выходе, может быть дополнительно увеличен для увеличения емкости накопителя, но, однако, количество пьезоэлектрических преобразователей также должно быть увеличено. Значит, здесь 47 мкФ.
Рабочие:
Как объяснено в моделировании выше, подключения выполняются на макетной плате. Но причина использования двух пьезоэлектрических преобразователей заключается в увеличении количества энергии, производимой за короткий промежуток времени. Сначала мы даем непрерывное постукивание по датчикам.
При достижении необходимого уровня напряжения нажимаем тактильный переключатель, и светодиод на мгновение светится.
Причина, по которой светодиод мигает, как показано ниже, заключается в том, что используемый конденсатор емкостью 47 мкФ может хранить только то количество энергии, которое необходимо для мигания светодиода в течение нескольких секунд. Количество произведенной и сохраненной энергии может быть увеличено за счет увеличения количества преобразователей и емкости конденсатора. Видео ниже демонстрирует пошаговый процесс, выполненный выше.
режимов переноса металла: короткое замыкание
Режимы переноса металла относятся к различным способам переноса присадочного металла (электрода) через сварочную дугу в сварочную ванну. Мы можем написать книгу по этой теме, но мы постараемся упростить ее, чтобы дать представление о различных способах передачи, о том, что они требуют и каковы их преимущества и ограничения.
Переменные, которые определяют режим переноса металла, включают: диаметр проволоки, силу тока, напряжение и состав защитного газа.
Основные режимы переноса металла:
- Короткое замыкание переключения (короткая дуга)
- Шаровидный
- Спрей
- Импульсный спрей
Существуют вариации, которые создают подкатегории внутри этих четырех, но нет необходимости усложнять вещи по большей части теоретической дифференциацией.
Эта статья будет посвящена передаче короткого замыкания, а остальные три режима мы рассмотрим в следующих статьях.
Короткое замыкание переключения
Короткое замыкание, обычно называемое «короткой дугой» и формально называемое GMAW-S, представляет собой режим переноса металла с низким тепловложением, при котором перенос металла от электрода к сварочной ванне происходит за счет серии коротких замыканий.По мере подачи сварочной проволоки она вступает в физический контакт с основным материалом и создает короткое замыкание. Когда происходит короткое замыкание, напряжение сразу падает до нуля. Однако сварочные аппараты MIG являются источниками питания постоянного напряжения, и их основная задача — поддерживать постоянное напряжение. Чтобы сделать это в случае короткого замыкания, которое стремится снизить напряжение до нуля, источник питания увеличит силу тока, чтобы разорвать короткое замыкание.
Короткое замыкание по существу сносится скачком силы тока, вызывая своего рода взрыв.Этот взрыв производит брызги и треск, который мы слышим. Некоторые люди сравнивают звук при коротком замыкании со звуком жарки бекона. Каждый раз, когда проволока замыкается на основной металл, сварочная дуга гаснет. Сварочный аппарат мгновенно отреагирует всплеском силы тока, чтобы устранить короткое замыкание и снова зажгнуть дугу. Это происходит много раз в секунду (до 200 раз в секунду!), Поэтому мы никогда не видим, чтобы дуга погасла.
Этот график зависимости силы тока и напряжения от времени показывает, как короткое замыкание доводит напряжение до нуля, и в то же время источники питания увеличивают силу тока, чтобы разорвать короткое замыкание .
Передача короткого замыкания генерирует низкое тепловложение из-за низкого тока и низкого напряжения. Из-за этого ограничивается тонкими материалами. Американское сварочное общество запрещает использование короткого замыкания в процедурах сварки, прошедших предварительную квалификацию, из-за высокой вероятности отсутствия плавления.
Типичные защитные газы для переноса короткого замыкания включают 100% двуокись углерода и смеси, содержащие до 75% аргона, остальное — двуокись углерода.
Преимущества переключения короткого замыкания
- Подходит для более тонких материалов (1/8 дюйма и меньше) — низкое тепловложение предотвращает продувку основного материала, а при соответствующей скорости движения также предотвращает деформацию.
- Сварка во всех положениях — благодаря низкому тепловложению сварочная ванна быстро затвердевает, что позволяет выполнять сварку во всех положениях.
- Отлично подходит для зазоров и плохой подгонки — короткое замыкание хорошо подходит для плохой подгонки, включая зазоры. По этой причине короткое замыкание широко используется для выполнения корневого прохода трубы.
- Низкая стоимость — низкие требования к силе тока при передаче короткого замыкания означают, что можно использовать базовые источники питания низкого уровня. Двуокись углерода также относительно недорога по сравнению со смесями с высоким содержанием аргона.
Ограничение переключения при коротком замыкании
- Ограничивается листовым металлом — как упоминалось выше, низкое тепловложение вызывает отсутствие плавления на более толстых секциях.
- Брызги — короткое замыкание дуги и последующее подрыв дуги из-за всплеска силы тока образуют брызги, которые увеличивают время очистки и снижают эффективность электрода.
- Не разрешено для использования в процедурах сварки, прошедших предварительную квалификацию (из-за подверженности неплавлению).
Самая большая проблема с переносом короткого замыкания заключается в том, что мы можем сделать очень красивый сварной шов, который создает иллюзию качества. Однопроходные и многопроходные переходные швы короткого замыкания выполняются ежедневно на рамах прицепов, стальных зданиях и других несущих конструкциях. Вот почему так важно иметь квалифицированные сварочные процедуры. Следующие нормы, такие как AWS D1.1 «Правила сварки конструкций (сталь)», следует рассматривать не как неудобство, а как возможность повысить качество путем следования проверенным рекомендациям.
Чтобы проиллюстрировать, что может означать использование передачи короткого замыкания в элементах конструкции, взгляните на изображения ниже. Первый сварной шов (слева) был выполнен с использованием передачи короткого замыкания. Сварочный шов справа был выполнен методом распыления.
Сварочный шов слева был сделан с помощью короткого замыкания, и за счет изменения движения электрода образуются отчетливые ряби. Сварной шов справа был косой (без каких-либо манипуляций), выполненный методом распыления. Оба шва были выполнены на пластине толщиной 3/8 дюйма.
Глядя на внешний вид этих сварных швов, мы можем предположить, что оба шва являются хорошими.Некоторые люди предпочитают сварной шов слева, потому что им нравится вид ряби. Но что находится под этими сварными швами? Давайте взглянем.
На протравленном поперечном сечении шва короткого замыкания (слева) видно отсутствие плавления. Изображение справа показывает глубокое проникновение, связанное с переносом распылением.
Хотя оба сварных шва имеют одинаковый размер, сварной шов справа (перенос распылением) имеет почти вдвое большую несущую способность из-за глубокого проплавления корня.Передаточный шов короткого замыкания справа показывает значительное отсутствие плавления. Эти сварные швы были выполнены на материале толщиной 3/8 дюйма, чтобы показать, что перенос короткого замыкания не следует использовать на толстых секциях. Для получения дополнительной информации по этой теме прочтите «Как определить прочность на сдвиг углового сварного шва».
Пришло время подумать о качестве сварных швов?
Ссылка: Руководство по процедуре дуговой сварки, 14-е издание
Общие сведения о режимах передачи для GMAW
Правильная регулировка индуктивности и наклона в режиме переключения при коротком замыкании помогает обеспечить более плоский вид валика с меньшим разбрызгиванием.
Процесс газовой дуговой сварки (GMAW) использует четыре основных режима для переноса металла от электрода к заготовке. Каждый режим переноса зависит от процесса сварки, источника сварочного тока и расходных материалов, и каждый имеет свои отличительные характеристики и области применения.
Тип переноса, который вы используете, зависит от нескольких переменных, включая количество и тип сварочного тока, химический состав электрода, поверхность электрода, диаметр электрода, защитный газ и расстояние от контактного наконечника до рабочей поверхности.Режим переноса также влияет на выбор используемого присадочного металла.
Какой режим вам подходит? Разумный выбор может сильно повлиять на вашу эффективность и производительность.
Передача короткого замыкания
При переносе короткого замыкания электрод касается детали и замыкает накоротко, вызывая перенос металла в результате короткого замыкания. Это происходит от 20 до более чем 200 раз в секунду.
Преимущество передачи короткого замыкания — это низкая энергия.Этот метод обычно используется для тонких материалов толщиной ¼ дюйма или меньше, а также для корневых проходов на трубе без подкладки. Его можно использовать для сварки во всех положениях.
Для этого режима передачи обычно требуются электроды меньшего диаметра, например 0,023, 0,030, 0,035, 0,040 и 0,045 дюйма. Сварочный ток должен быть достаточным для расплавления электрода, но если он чрезмерен, это может вызвать резкое разделение. закороченного электрода, что приводит к чрезмерному разбрызгиванию. Использование регулируемых регуляторов наклона и индуктивности может улучшить передачу, чтобы минимизировать разбрызгивание и способствовать получению более плоского профиля сварного шва.Регулировка наклона ограничивает силу тока короткого замыкания, а регулировка индуктивности контролирует время, необходимое для достижения максимальной силы тока. Правильная настройка этих двух факторов может обеспечить превосходный внешний вид валика и имеет важное значение для переноса короткого замыкания с электродами из нержавеющей стали.
Наиболее распространенными твердыми электродами из нержавеющей стали являются ER308L, ER309L и ER316L. Эти электроды также доступны в исполнении Si, например 308LSi. Типы LSi содержат больше кремния, что увеличивает текучесть сварочной ванны и помогает сварочной ванне лучше смачиваться, чем стандартные сплавы.Хотя может потребоваться небольшая регулировка источника питания, оба типа могут успешно использоваться, пока спецификация разрешений на сварочные материалы.
Для электродов из углеродистой стали классификация электродов определяет уровень кремния. ER70S-3 и ER70S-6 являются наиболее широко используемыми. Для конвейерных приложений ER70S-2, ER70S-4 и ER70S-7 иногда используются для работы с открытым корнем, поскольку они предлагают более низкие уровни кремния. Нижний слой силикона создает более жесткую лужу и дает вам больше контроля над профилем заднего борта.При сварке с открытым корнем вы можете использовать электрод типа S-6 с меньшей индуктивностью, чем электрод типа S-2, потому что тип S-6 имеет более высокий уровень кремния, а лужа более жидкая.
Поддержание постоянного контактного расстояния между наконечником и изделием при передаче короткого замыкания важно для обеспечения плавного перехода.
Наиболее распространенным защитным газом для режима передачи короткого замыкания для электродов из углеродистой стали является 75 процентов аргона / 25 процентов CO 2 . Для этого режима перекачки также доступны многочисленные трехкомпонентные смеси защитного газа для углеродистой и нержавеющей стали.
Шаровидный перенос
Глобальный перенос означает, что металл сварного шва переносится по дуге большими каплями, обычно больше диаметра используемого электрода. Этот способ переноса обычно используется только для углеродистой стали и использует 100-процентный защитный газ CO 2 . Этот метод обычно используется для сварки в плоском и горизонтальном положениях, потому что размер капель большой и будет труднее управление при использовании в вертикальном и верхнем положениях по сравнению с переносом дуги короткого замыкания.В этом режиме образуется наибольшее количество брызг; однако при использовании более высоких токов с экранированием CO 2 и скрытой дугой разбрызгивание может быть значительно уменьшено. Вы должны соблюдать осторожность со скрытой дугой, поскольку это может привести к чрезмерному усилению, если скорость движения не контролируется.
Электроды GMAW из нержавеющей стали обычно не используются в этом режиме переноса, поскольку содержание в них никеля и хрома (от 9 до 14 процентов никеля и от 19 до 23 процентов хрома) создает более высокое электрическое сопротивление, чем электроды из углеродистой стали.Помимо различий в электрическом сопротивлении, использование 100-процентного CO 2 в качестве защитного газа может вызвать коррозию. сопротивление электродов из нержавеющей стали. Электроды из углеродистой стали ER70S-3 и ER70S-6 обычно являются предпочтительными.
Режим распыления
Распылительная передача названа в честь распыления крошечных капель расплава поперек дуги, подобно распылению, выходящему из садового шланга, когда отверстие закрыто. Перенос распылением обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока.В отличие от переключения при коротком замыкании, после возникновения дуги она постоянно горит. Этот метод дает очень с небольшим разбрызгиванием и чаще всего используется на толстых металлах в плоском и горизонтальном положениях.
Переходные токи защитного газа | ||
Диаметр проволоки | Защитный газ | Ток дуги при распылении (амперы) |
0.023 | 98% Ar / 2% O 2 | 135 |
0,035 | 95% Ar / 5% O 2 | 155 |
0.035 | | 175 |
0,035 | 85% Ar / 15% CO 2 | 180 |
0,035 | 80% Ar / 20% CO 2 | 195 |
Распылительный перенос достигается при высоком содержании аргона в защитном газе, как правило, минимум 80 процентов.В этом режиме, также называемом осевым распылением, используется уровень тока выше того, который описывается как переходный ток. Переходный ток будет изменяться в зависимости от диаметра электрода, процентного содержания смеси защитного газа и расстояния между контактным наконечником и рабочей поверхностью. Когда текущий уровень выше чем переходный ток, электрод переходит в работу очень маленькими капельками, которые могут образовываться и отделяться со скоростью несколько сотен в секунду. Требуется достаточное напряжение дуги, чтобы эти маленькие капельки никогда не касались изделия, обеспечивая сварку без брызг.Перенос распылением также создает профиль проникновения, напоминающий пальцы.
Этот режим переноса используется в основном в плоском и горизонтальном положениях, потому что он создает большую сварочную ванну. По сравнению с другими режимами переноса можно достичь высоких скоростей наплавки. Из-за длины дуги на нее также легче воздействовать магнитными полями. Если это не контролировать, это может отрицательно повлиять на профиль проникновения, внешний вид валика и уровень разбрызгивания.
Основным фактором при выборе электрода из углеродистой стали иногда является количество островков силиката, которые остаются на поверхности сварного шва.Это особенно актуально, если вам нужно минимизировать время очистки после сварки или если готовый продукт будет окрашен. По этой причине вы можете выбрать электрод ER70S-3, ER70S-4 или ER70S-7. С электродами из нержавеющей стали разница в появление бусинок в типах Si из-за более высокой энергии, используемой в этом режиме переноса. Преимущество смачивающего действия кремниевых типов необязательно, и, если они используются, это обычно вопрос предпочтения. Влияние химии на переходный ток минимально, но для получения истинного распыления может потребоваться более высокое напряжение для одного сплава по сравнению с другим.
Импульсно-распылительный перенос
В режиме переноса импульсного распыления источник питания переключается между высоким током переноса распыления и низким фоновым током. Это позволяет переохлаждать сварочную ванну во время фонового цикла, что немного отличается от истинного распыления. В идеале в каждом цикле одна капля переходит от электрода в сварочную ванну. Из-за низкого фонового тока этот режим перенос может использоваться для сварки вне позиции на толстых секциях с более высокой энергией, чем перенос при коротком замыкании, что обеспечивает более высокий средний ток и улучшенное плавление боковых стенок.Кроме того, его можно использовать для снижения тепловложения и уменьшения деформации, когда высокие скорости движения не нужны или не могут быть достигнуты из-за ограничений оборудования или производительности.
Как правило, те же защитные газы, которые используются для распыления, используются и для импульсного режима распыления.
Электроды, которые вы можете использовать, включают все стандартные типы углеродистой стали и нержавеющей стали, а также некоторые специальные сплавы, такие как INCONEL® (625), дуплекс (2209) и супердуплекс (2509). Благодаря программируемому импульсному источнику питания большинство сплавов с сплошной проволокой можно использовать с индивидуальной формой импульса.
Во всех режимах передачи тип провода будет иметь некоторое влияние на настройки машины.