Флюс для низкотемпературной пайки алюминия: состав, виды
Алюминий признан самым капризным материалом, который требует применения специальных средств и технологий, где флюс для пайки алюминия обеспечивает высокое соединение контактов изделий. Прочное соединение требуется не только при проведении несложных работ в бытовых условиях, но им для обеспечения промышленного и производственного масштаба соединения алюминиевых материалов и активный флюс для низкотемпературной пайки алюминия будет гарантом прочного соединения. В отличие от других металлов и материалов, алюминий требует специальной технологии обработки проведения качественного соединения готовых обрабатываемых частей и главная конечная цель данного процесса создание специального и надёжного прочного соединения, относящегося к механическому типу, который обладает физико-химическими, а также электропроводными характеристиками.

Флюс для пайки алюминия
Особенности проведения работ по соединению алюминия 
Применяя флюс для пайки алюминия, необходимо иметь представление о некоторых понятиях и терминах, используемые для данной работы. Итак, используя для работы флюс для пайки алюминия, помните, что это своеобразная смесь, где присутствуют органические или неорганические компоненты, главной задачей которых является обеспечение прочного соединения и адгезии физико-химической природы припоя для обеспечения прочного соединения однородной группы металлического поверхности, а иногда разных по природе материалов металла.

Использование флюса для пайки алюминия
Чтобы флюс для пайки алюминия ф 64 подошёл к материалу обработки, необходимо знать некоторые физические и химические характеристики и свойства алюминия:
- Алюминий имеет высокую степень для обеспечения теплопроводности, а также достаточную электропроводность.
- Алюминий очень устойчив к органическим и неорганическим растворителям.
- Материал имеет достаточную пластичность, то есть гнётся, меняет форму, что позволяет в свою очередь выпускать различные группы изделий — проволоку, технологические листы, изделия гнутой формы и т.д.
- Температура плавления одна из самых низких, всего +660 С.
Учитывая вышеперечисленные параметры можно сделать вывод, что флюс для пайки алюминия должен иметь специальную структуру взаимодействия с поверхностью.
«Важно!Электропроводность, это основной параметр популярности алюминия, и, следовательно, необходимо подбирать соответствующую группу пасты для пайки алюминия.»
Для создания технологических мостиков обеспечения соединения между алюминиевыми контактами, необходимо помнить, что имеются определённые трудности, которые не позволяют обеспечить качественное соединение материала. Низкое качество обеспечения соединения вызвано тем, что в процессе окисления на поверхности возникает эластичная, и в то же время прочная оксидная плёнка, которая имеет химическую формулу Al²O³. Главное преимущество данной плёнки, в химическую реакцию не могут вступить иные инородные материалы, а также обеспечивается надёжная защита соединения, если есть негативное воздействие жидкости (например, смоченный контакт сохранит свои первоначальные свойства без ущерба качества соединения).
Сфера применения
Использование флюса для пайки ф 64 достаточно обширное, и достаточно указать несколько технологических направлений, где широко используется алюминиевая основа:
- Создание систем теплопроводной магистрали, например, автомобильные радиаторы.
- В энергетических системах замкнутого пространства, например образование замкнутой электрической цепи.
- Соединение токоведущих частей, которые были разорваны под воздействием механической силы, например провода общей магистральной сети электропроводов.
- Создание технологических конструкций, которые обеспечивают связь по принципу электропроводимости.

Флюс Ф 64
Припои, основа для качественного соединения изделий из алюминия
Как видно, флюс для пайки своими руками позволит отремонтировать как сложные и проблемные источники повреждения, так и лёгкие участки и узлы. В качестве припоя используют такие традиционные материалы как:
- Олово;
- Сплав с использованием цинка;
- Сплав на основе кадмия.
Температура плавления выше перечисленных материалов в диапазоне от +200 С до +400 С, и для этих целей можно использовать не очень мощный работоспособный паяльный инструмент. Дополнительно в качестве припоя используют тугоплавкие вещества, в составе которых присутствуют медь, цинк и даже кремний.
В результате проведения технологического процесса состав флюса для пайки алюминия обеспечивает облуженный слой надежной конструкции, где происходит надёжное сцепление с поверхностью обрабатываемой части, которая создаёт своеобразный контактный мостик электросопротивления, что позволяет осуществлять дополнительную обработку в процессе проведения паяльных работ.
Серийная группа флюсов
В качестве примера можно привести флюс для пайки алюминия Векта.

Флюс Векта
А также серийный ряд припоев:
- ПОС-40. В состав припойного компонента входит до 40 % материала олова, а также 3-5 % сурьмы, и оставшаяся часть компонента состава включает в себя свинец. Номинальная действительная температура плавления материала 185-270 С. Применение данного препарата предпочтительно для мало-ответственных производственных узлов общего предназначения, например для простых технологических швов.
- Серия 34А. Этот тип флюса для пайки алюминия Firinit Afp 200 предназначен не только для соединения с алюминием, но и для пайки дюралюминия, авиаля, а также для сложного литейного сплава. Нет необходимости проходить дополнительную обработку расплавления обрабатываемых частей деталей.
Особенности флюсов для алюминиевых сплавов
Некоторые мастера знают, что флюс для пайки алюминия своими руками можно создать при помощи сподручных материалов, но в то же время есть традиционные группы, используемые в промышленных и бытовых условиях соединения изделий. В качестве таковых являются:
- Флюс 34А. Один из самых сильнейших препаратов, который основан на химическом принципе воздействия на окислы, создавая при этом качественное преобразование. По окончании производственных работ, необходимо удалить излишки препарата с поверхности обрабатываемого изделия.
- Машинное масло. Как ни странно, это самый простой и дешёвый способ удаления защитной окисной образуемой на поверхности плёнки, которая удаляется при помощи абразивного воздействия. Нанесённая жидкость полностью препятствует проникновению атмосферного воздуха, который независимо воздействует на поверхность изделия. В данном случае все обрабатываемая поверхность изделия становится исключительно восприимчивой к процессу нанесения припоя на поверхность алюминия.
Согласно общепринятой классификации припоев и флюсов, можно условно разделить на две группы, которые представлены следующими категориями:
- Твёрдая группа. В этом классе присутствуют материалы солей, а также органических веществ.
- Жидкая или гелеобразная группа флюсов. К этой группе относятся кислоты, а также традиционная органика, всем известная канифоль и солевая группа
Положительные стороны применения припоев заключаются в следующем:
- Допускается различная комбинация твёрдого преобразования совместно с припоем, например, при помощи проволоки, где наружная оболочка может выступать как твердоплавкий материал, а в сердцевине используется 100 % флюс.
- Жидкая основа. Достаточно опустить в специальное устройство припой, и им же натирается обрабатываемая поверхность.
- Все имеющиеся остатки жидкого вещества необходимо удалить.
Заключение
Техника безопасности применения припоев должна быть очень высокой. При проведении паяльных работ, необходимо помнить, что ряд припоев содержат ядовитые и опасные для организма человека вещества, которые раздражают слизистую оболочку глаз и дыхательные пути человека. Все работы необходимо осуществлять в перчатках, а также использовать специальные защитные средства. По окончании работы необходимо удалить остатки припоя, а также проветрить помещение, тщательно вымыть руки с мылом.
Видео: использование флюса Ф-64
svarkaipayka.ru
Активный флюс для низкотемпературной пайки алюминия
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Время чтения: 4 минуты
Алюминий — один из самых часто используемых, но вместе с тем сложных для сварки металлов. Профессиональные сварщики без проблем справляются со всеми трудностями в силу своего опыта и навыков. А вот новички часто отказываются от работы с алюминием, поскольку уверены, что качество швов будет неудовлетворительным.

Сварка алюминия действительно связана с несколькими трудностями. Но чтобы облегчить задачу можно использовать различные приспособления, например, флюс для пайки алюминия своими руками. В этой статье мы кратко расскажем, с чем сталкивается любой сварщик при сварке алюминия и как избежать этих проблем с помощью флюса. Вы также узнаете, какой флюс использовать и какие нюансы нужно соблюдать, чтобы добиться наилучшего результата.
Общая информация
В начале статьи мы упомянули, что сварка алюминия всегда связана с некоторыми сложностями. Мы постараемся описать их просто и кратко. Температура плавления алюминия не превышает 660 градусов по Цельсию. Поэтому для нагрева металла можно использовать маломощный сварочный аппарат. Но на поверхности алюминия есть окисная пленка. Ее температура плавления гораздо выше температуры плавления металла. И чтобы ее расплавить, необходимо прогреть металл до температуры более 2000 градусов.
В таких температурных условиях окисная пленка разрушается, но вместе с ней разрушается и сам алюминий. Заготовка становится менее прочной и результат такой сварки, мягко говоря, неудовлетворительный. Проблема усложняется еще и тем, что в составе алюминия есть компоненты, плавящиеся уже при температуре около 500 градусов. А это часто приводит к перегреву детали и образованию прожогов. Мы также не упомянули, что окисная пленка способна восстанавливаться после своего разрушения.
С этой проблемой можно бороться по-разному. Один из способов — применения флюсов, выполняющих защитную функцию. Они не дают кислороду проникать в сварочную зону, тем самым ослабляя свойства окисной пленки. Ведь ее прочность и образование во многом зависят от попадания кислорода в зону сварки.
Выбор флюса
Выбирая флюсы для алюминия необходимо учитывать сразу несколько факторов. Во-первых, нужно понимать, какой фронт работ вам предстоит. Ведь порой необходимо сварить не только алюминий с алюминием, но и алюминий с другими металлами. Такие нюансы нужно учитывать. Во-вторых, необходимо обратить внимание на состав флюса. Он должен содержать активные компоненты. Например, хлорид цинка, калия или лития.
Что касается марок, то наиболее универсальный флюс — это Ф64. В его составе содержатся компоненты с повышенной активностью. С помощью этого флюса можно варить алюминий, невзирая на трудности плавления окисной пленки.

Для высокотемпературной сварки подойдет марка 34А. Ну а если вам необходим активный флюс для низкотемпературной пайки алюминия, то рекомендуем Ф 61 , также встречается под названием Ф61А. А для пайки алюминия с медью можно использовать флюс Сastolin 192 CW, он хорошо зарекомендовал себя в работе.
Особенности
Чтобы применяемые вами флюсы исправно выполняли свою функцию, необходимо предварительно подготовить металл. Без подготовки немыслима ни одна сварка. При этом не важно, что вы используете — флюс, газ или вообще варите контактной сваркой. Процесс подготовки обязателен в любом случае.
Обезжирьте поверхность алюминия. Для этого используйте любой растворитель и безворсовую ткань. Подготовьте инструменты для зачистки металла. Можете использовать шлифмашинку, наждачку или болгарку. При применении болгарки используйте абразивные круги или сменные металлические щетки. Мы рекомендуем комбинировать различные способы зачистки, в зависимости от степени загрязненности металла.

Если металл сильно загрязнен, примените метод травления. Поместите деталь в емкость с кислотными растворами и подождите, пока грязь или коррозия растворятся. После зачистки окисная пленка так же будет удалена, но это ненадолго. Как вы теперь уже знаете, она способна самовосстанавливаться под действием кислорода.
Зачем тогда вообще нужна зачистка? Дело в том, что после механического удаления окисная пленка снова образуется, но она уже гораздо тоньше и не так химически активна. К тому же, флюс для пайки алюминия отлично работает на зачищенной поверхности, упрощая сварку.
Вместо заключения
Вот и все, что мы хотели рассказать вам о флюсах для сварки и пайки алюминия. Конечно, существует еще с десяток хороших марок флюсов, которые отлично справляются со своей задачей. Но мы перечислили самые популярные. Их без труда можно найти в любом специализированном магазине. Если вы когда-нибудь применяли выше перечисленные флюсы в своей работе, то расскажите об этом в комментариях. Ваш опыт будет полезен для всех начинающих сварщиков. Желаем удачи в работе!
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
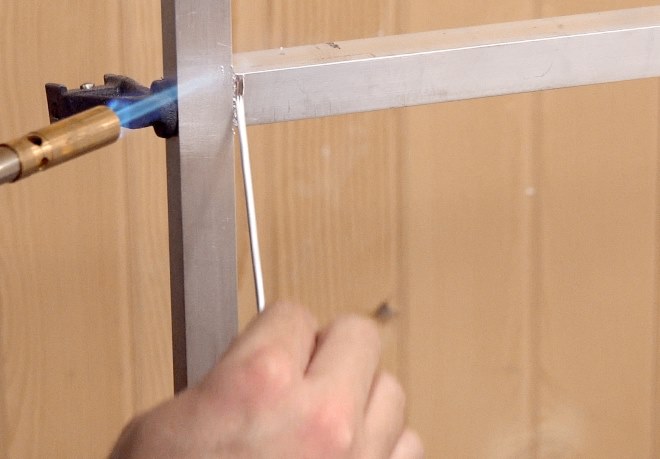
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
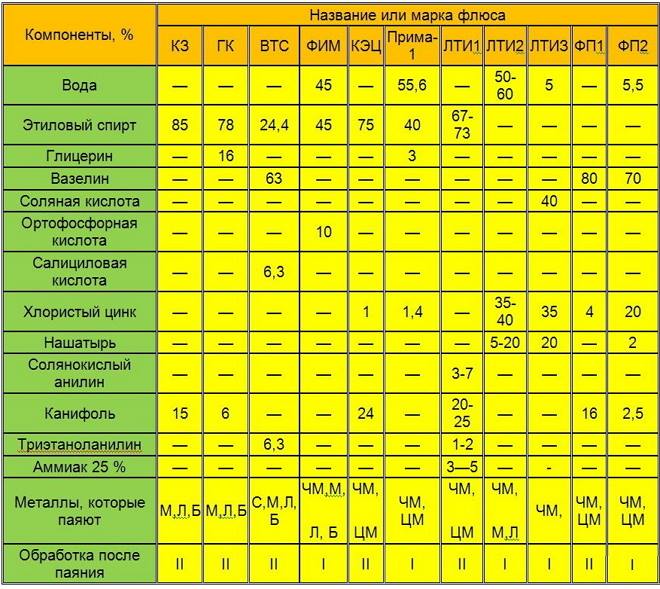
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
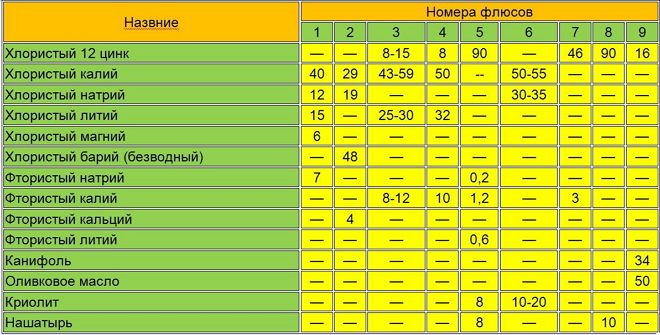
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
morflot.su
Флюс для пайки алюминия при низких и высоких температурах: популярные марки
Алюминий – это особенный металл, пайка которого требует специальных знаний. На его поверхности легко образуется очень прочная оксидная пленка, плавящаяся при высоких температурах.
Сам металл плавится при 660 градусах, но у сплавов этот показатель может понижаться до 500 ℃ . При пайке есть опасность перегрева алюминиевого изделия, при котором он теряет свою прочность.
Дополнительная сложность процесса обусловлена низкой способностью алюминия к взаимному растворению. Полученное соединение может не иметь требуемых прочностных характеристик. Обеспечить хороший результат может грамотно выбранный флюс для пайки алюминия. Используют преимущественно активные марки.
Подготовка к работе
Навыки пайки алюминия пригодятся при ремонте проводки, электрооборудования, каких-то бытовых предметов и небольших самодельных конструкций.

Процесс нужно проводить в несколько этапов. Сначала поверхность моют, протирают, чистят при необходимости. Затем выравнивают дефекты шлифовкой. При этом нужно достичь слоя самого металла. После небольшой паузы можно нанести флюс. Затем поверхность нагревают.
Следует учесть, что у алюминия хорошая теплопроводность. Он будет быстро остывать.
Размеры нагревательного прибора должны соответствовать размерам зоны пайки. Удобны в работе паяльники с регулируемой температурой нагрева. Непосредственно перед спаиванием следует поместить в место соединения припой. Это дополнительно предотвратит реакции окисления.
Для средних и низких температур
Существует большое количество готовых составов для работы с алюминиевыми изделиями. Большинство из них имеет в маркировке букву А, указывающую на предназначение. Флюсы могут иметь жидкую, мазеобразную, гелеподобную или твердую консистенцию.
Активный флюс Ф-59А рекомендуется для пайки алюминия и его сплавов в диапазоне температур от 150 до 320 градусов. В его составе преобладает триэтаноламин, к которому добавлены борфториды кадмия, цинка, аммония.
Близкий состав имеет средство ФТБФ-А, более концентрированный, чем предыдущий аналог. Массовая доля борфторида кадмия варьируется от 9 до 11 %; цинка – от 2,5 до 3,5 %; аммония – от 4,5 до 5,5 %. Всю остальную часть составляет триэтаноламин. Работу с таким флюсом проводят при температурах от 270 до 350 °С.
Несколько отличается составом средство Ф-61А. В нем присутствуют фторбораты цинка и аммония, а преобладающим компонентом является триэтаноламин. Флюс рекомендован для плавки рабочей зоны в температурном интервале от 150 до 320 °С.
Средство можно использовать при работе паяльником с терморегуляцией, проведении индукционного нагрева. Допустимо погружение детали в припой, который следует предварительно расплавить.

Для пайки алюминиевых проводов с изоляцией используют флюсы нескольких составов:
- тетрафторбората цинка и триэтаноламина;
- фторгидрата анилина и канифоли;
- триэтаноламина, фторбората кадмия, фторида аммония, канифоли.
Первый из них применяют при температуре, не превышающей 350 ℃; второй — 250 ℃; третий — 150 ℃.
Для пайки алюминия с медью, оцинкованным железом, некоторыми бронзами применяют флюс из растворенных в этиловом спирте двух компонентов: триэтаноламина и салициловой кислоты.
Паять алюминиевые изделия можно составами, содержащими высшие органические кислоты. Известна смесь из иодида титана, канифоли и капроновой кислоты.
Применяется флюс, составленный из канифоли, бромида висмута и спирта; иодида титана, канифоли, капроновой кислоты. Температура использования таких композиций не превышает 450 °С.
Особенности высокотемпературного процесса
 Популярен активный флюс с маркировкой Ф-34А. В его состав входят фторид натрия, хлориды лития, калия, цинка.
Популярен активный флюс с маркировкой Ф-34А. В его состав входят фторид натрия, хлориды лития, калия, цинка.
Флюс можно применять для пайки алюминия и его сплавов, в которых содержание магния не превышает 15 %.
Процесс ведут при 420-620°С. Для равномерного плавления массы нужно проводить осторожное нагревание, учитывая высокую теплоотдачу алюминия. По окончании пайки место соединения следует хорошо промыть водой.
При необходимости пайки алюминия в диапазоне высоких температур процесс проводят локальным нагреванием или погружением в ванны. На практике эффективность подтвердили флюсы на основе хлоридов лития и калия, к которым иногда добавляют хлорид натрия и фторид калия или алюминия. Смеси обладают хорошей текучестью, обеспечивают прочное соединение в месте пайки.
При температуре, достигающей 600 ℃, в качестве флюса рекомендуют использовать смесь хлорида цинка и меди. Вещества склонны инициировать коррозию. Поэтому остатки флюса сначала промывают содовыми растворами, а затем водой.
svaring.com
Флюсы для низкотемпературной пайки алюминия и его сплавов
Алифатические кислоты, аминикислоты
Состав флюсов для высокотемпературной пайки приведены в соответствующем разделе.
В таблице приведены состав, температурные интервалы активности и назначение некоторых флюсов, разработанных с 1973 по 1984 г. Среди органических кислот и других веществ, пригодных в качестве активатора флюсов
для пайки алюминия и его сплавов при температуре <300 °С, пригодны только алифатические кислоты, их амиды, а также триэтаноламин, имеющий свойства основания. Среди алифатических кислот наиболее активны одноосновные кислоты: стеариновая, элаидиновая, олеиновая, лауриновая, коприновая, каприловая, капроновая, валериановая, масляная, пропионовая, уксусная, муравьиная. Активность этих кислот повышается с увеличением их относительной молекулярной массы и температуры плавления. При взаимодействии их с оксидом Al 2O3 протекают следующие реакции:
Al2O3 + 6RCOOH → 2 (RCOO)3Al + ЗН2O (1)
2Al + 6RCOOH → (RCOO)3Al + ЗН2 (2)
Наиболее энергично протекает реакция с муравьиной и уксусной кислотами, менее энергично с капроновой кислотой. Однако введение этих кислот во флюсы мало перспективно вследствие их интенсивного выкипания при температуре пайки и снижения энергии разрыва связи СОО—НС — с возрастанием молекулярной массы кислоты. Соли карбоновых кислот, получаемые по реакциям (1) и (2), термически неустойчивы. Например, уксуснокислый алюминий разлагается при температуре 200°С.
| Марка или номер флюса | Состав флюса, % | Температурный интервал активности,°С |
Примечание |
| 1 | 4—7 борофтористого аммония; 4—7 борофтористого кадмия; эпоксидная смола остальное |
<450 | Для пайки алюминия и сплава Al — 2 % Mg(АМг2). Высокая коррозионная стойкость |
| Ф59А | 10±0,5 фторобората кадмия; 2,5±0,5 фторбората цинка; 5±0,5 фторбората аммония; 82±1 триэтаноламина |
150—320 | Для пайки алюминия или сплава АМц с медью и сталью припоями на основе: Sn — Zn, Zn —Cd |
| Ф61А | 10 фторбората цинка; 8 фторбората аммония; 82 триэтаноламина |
150—320 | Для пайки алюминия, бериллиевой бронзы, оцинкованного железа, меди припоями на основе Sn — Zn, Zn — Cd |
| Ф54А | 10 фторбората кадмия; 8 фторбората аммония; 82 триэтаноламина |
150—320 | |
| 3 | 7 бромида висмута; 47,9 уксусной кислоты; 55,1 олеиновой кислоты |
<380 | Для лужения в жидком олове более активен, чем флюс Ф54А |
| 4 | 4,2—10 иодида титана; 16,8—22 канифоли; капроновая кислота — остальное |
<350 | Для лужения алюминиевых сплавов слабокорро-зионно-активен |
| 5 | 1,5 триэтаноламина; 4 салициловой кислоты; 94,5 этилового спирта |
150—320 | Для пайки алюминия с медью, бериллиевой бронзой, оцинкованным железом припоями на основе Sn —Zn и Zn —Cd |
| 6 | 30 г иодида лития; 200 мл олеиновой кислоты |
<450 | Для пайки алюминия |
| 7 | 4,2—10 иодида титана; 16,8—22 канифоли; капроновая кислота — остальное |
<450 | |
| 8 | 5—8,6 BiBr2; 23—39,8 капроновой кислоты; канифоль — остальное |
<450 | |
| 9 | 10—15 тетрафторбората цинка; триэтаноламин остальное |
≥350 | Для пайки алюминиевых проводов с изоляцией (повышает ее стабильность) Для пайки алюминия |
| 10 | 7,5 фторгидрата анилина; 92,5 канифоли |
<250 | |
| 11 | 83 триэтаноламина; 9 фтор-бората кадмия; 7 кислого фтористого аммония; 1 канифоли |
> 150 |
Среди двуосновных предельных кислот, более сильных, чем одноосновные, первые три члена гомологического ряда кислот (щавелевая, малоновая, янтарная) не обладают активностью при пайке алюминия, что обусловлено декарбоксилированием их при нагреве. Высшие кислоты имеют во флюсах такую же активность, как и одноосновные кислоты, с тем же числом атомов в радикале.
Ангидриды кислот не активны при пайке. Более высокую активность во флюсах для пайки алюминия имеют галогензамещенные кислоты, что объясняется одновременным воздействием на оксид алюминия как карбоксильной группы, так и атома галогена.
Обнаружено, что активны во флюсах некоторые твердые аминокислоты: α-аминопропионовая и фениланитрониловая, которые обеспечивают хорошее растекание припоя.
С учетом физических свойств, степени токсичности и активности во флюсах среди органических кислот наиболее пригодными можно считать высшие жидкие незамещенные кислоты, их твердые аналоги и аминокислоты. Флюсующая способность смесей кислот в любых соотношениях не превышает активности компонента с наиболее высокой молекулярной массой.
Салициламид и мочевина по активности равноценны действию капроновой или элаидиновой кислоты.
Добавка солей в кислотные растворы
Активность аммонийных солей органических кислот близка к активности исходных одно- и двуосновных кислот. Эти соли имеют преимущества перед амидами — меньшую летучесть при пайке и лучшую растворимость в кислотах. Характерно, что введение органических кислот и их производных в триэтаноламин не повышает его активности при флюсовании алюминиевых сплавов.
Дальнейшее повышение флюсующей активности кислотных органических растворов достигается при добавке в них галлоидных солей аминов или металлов. Введение в дециловый спирт (температура кипения 231°С) LiI и SnCb или в капроновую кислоту (температура кипения 205°С) LiBr, LiI, NaI, SnCb в виде кристаллогидратов активирует раствор.
Введение в кислотные флюсующие растворы солей 95 %-ного этилового спирта дезактивирует их из-за вытеснения воды по реакции:
Al (OR)3 + 3H2O → Al (ОН)3 + 3ROH.
Однако присутствие кристаллизационной воды в спиртовом растворе хлорида олова не влияет на активность его при пайке
Реактивные органические флюсы
Для пайки алюминия легкоплавкими припоями были предложены реактивные органические флюсы. Основой этих флюсов является органический аминоспирт триэтаноламин, а активаторами фторбораты тяжелых металлов и аммония. В местах контакта фторборатов с алюминием через несплошности в оксидной пленке Al2O3 высаживаются металлы: кадмий и цинк. Остатки триэтаноламина в процессе нагрева переходят в инертное вещество смолообразного вида, не вызывающее коррозии паяных соединений. Эти флюсы и их остатки после пайки имеют рН = 8, что также подтверждает их некоррозионно-активность. Все эти флюсы не отличаются по коррозионной активности при пайке алюминия, но при пайке его со сплавом АМц, медью и ее сплавами наиболее эффективным является флюс Ф59А. Температурный интервал активности этих флюсов 150—300°С. Флюсы этого типа непригодны для пайки в нахлестку с укладкой припоя у зазора деформируемых сплавов АМг, Д1, Д16, В95 и литейных алюминиевых сплавов. Ими можно пользоваться только при облуживании паяемой поверхности алюминия с последующей пайкой, например с флюсом ЛТИ-120. При этом температура между паяемыми деталями при пайке не должна отличаться более чем на 10°С. Остатки флюсов легко смываются водой или протираются влажной салфеткой, смоченной водой или этиловым спиртом, и не вызывают сколько-нибудь заметной коррозии в течение более 1000 ч. Исследования показали, что по сравнению с флюсами, содержащими в качестве растворителя уксусную, капроновую, олеиновую, лауриновую кислоты, а в качестве активатора хлорид висмута, флюс Ф54А обеспечивает большую площадь растекания припоя П250А по алюминию АД1; но он менее активен при пайке коррозионностойкой стали, латуни и меди, чем флюсы, содержащие хлорид висмута.
Флюсы Ф54А, Ф59А и Ф61А пригодны для пайки в указанном интервале температур припоями П200А, П250А, П300А, П170А и П150А. Для этого используют терморегулирующие электропаяльники, индукционный нагрев, а также пайку погружением в расплавленный припой. Недопустима пайка с этими флюсами при нагреве открытым пламенем из-за возможности их сгорания. При температуре выше 350 °С в паяных швах соприкасающихся соединений, выполненных этими флюсами, образуются непропаи. При быстром нагреве (электроконтактным, индукционным способами) в среде чистого аргона пайка с этими флюсами возможна при температуре 320°С.
Есть данные о применении для пайки алюминиевых сплавов легкоплавкого припоя Sn — (8—15)% Zn— (2—5)% Pb с температурой плавления 190°С с флюсом в виде раствора борно-фтористого и фтористого аммония в моноэтаноламине. Во флюсах для низкотемпературной пайки алюминия и его сплавов вместо канифоли предложено использовать пентаэритрит бензоата, который более термостоек, чем канифоль, а остатки его некоррозионно-активны и в виде эластичной пленки предохраняют паяные швы от окисления. В качестве активатора флюса используют карбоновые кислоты. Паяные соединения (припой П250) не разрушаются в солевом растворе в течение 200 суток. Припой из проволоки (Sn—Pb—Ag) с сердцевиной из указанного флюса пригоден для пайки всех алюминиевых материалов, в которых содержится менее 3% Mg и 3% Si.
www.metmk.com.ua
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами. Технические трудности пайки изделий и деталей из алюминияПаять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия. Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
Подготовка к пайке алюминиевых деталейБольшое значение придается подготовке алюминия к предстоящей пайке. Для этого существует несколько способов, обеспечивающих надежность соединения:
Выбор припоя и флюса для алюминияПрипои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы. К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии. Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения. Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки. Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие. Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности. Спаивание компонентов из алюминияПорядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов. Среди домашних мастеров чаще всего используются следующие два варианта:
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится. Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт. Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
|



rem-serv.com
Как выбрать качественный флюс для пайки алюминия?
Время чтения: 4 минуты
Алюминий — один из самых часто используемых, но вместе с тем сложных для сварки металлов. Профессиональные сварщики без проблем справляются со всеми трудностями в силу своего опыта и навыков. А вот новички часто отказываются от работы с алюминием, поскольку уверены, что качество швов будет неудовлетворительным.
Сварка алюминия действительно связана с несколькими трудностями. Но чтобы облегчить задачу можно использовать различные приспособления, например, флюс для пайки алюминия своими руками. В этой статье мы кратко расскажем, с чем сталкивается любой сварщик при сварке алюминия и как избежать этих проблем с помощью флюса. Вы также узнаете, какой флюс использовать и какие нюансы нужно соблюдать, чтобы добиться наилучшего результата.
Содержание статьи
Общая информация
В начале статьи мы упомянули, что сварка алюминия всегда связана с некоторыми сложностями. Мы постараемся описать их просто и кратко. Температура плавления алюминия не превышает 660 градусов по Цельсию. Поэтому для нагрева металла можно использовать маломощный сварочный аппарат. Но на поверхности алюминия есть окисная пленка. Ее температура плавления гораздо выше температуры плавления металла. И чтобы ее расплавить, необходимо прогреть металл до температуры более 2000 градусов.
Читайте также: Домашняя сварка алюминия
В таких температурных условиях окисная пленка разрушается, но вместе с ней разрушается и сам алюминий. Заготовка становится менее прочной и результат такой сварки, мягко говоря, неудовлетворительный. Проблема усложняется еще и тем, что в составе алюминия есть компоненты, плавящиеся уже при температуре около 500 градусов. А это часто приводит к перегреву детали и образованию прожогов. Мы также не упомянули, что окисная пленка способна восстанавливаться после своего разрушения.
С этой проблемой можно бороться по-разному. Один из способов — применения флюсов, выполняющих защитную функцию. Они не дают кислороду проникать в сварочную зону, тем самым ослабляя свойства окисной пленки. Ведь ее прочность и образование во многом зависят от попадания кислорода в зону сварки.
Выбор флюса
Выбирая флюсы для алюминия необходимо учитывать сразу несколько факторов. Во-первых, нужно понимать, какой фронт работ вам предстоит. Ведь порой необходимо сварить не только алюминий с алюминием, но и алюминий с другими металлами. Такие нюансы нужно учитывать. Во-вторых, необходимо обратить внимание на состав флюса. Он должен содержать активные компоненты. Например, хлорид цинка, калия или лития.
Что касается марок, то наиболее универсальный флюс — это Ф64. В его составе содержатся компоненты с повышенной активностью. С помощью этого флюса можно варить алюминий, невзирая на трудности плавления окисной пленки.
Для высокотемпературной сварки подойдет марка 34А. Ну а если вам необходим активный флюс для низкотемпературной пайки алюминия, то рекомендуем Ф 61 , также встречается под названием Ф61А. А для пайки алюминия с медью можно использовать флюс Сastolin 192 CW, он хорошо зарекомендовал себя в работе.
Особенности
Чтобы применяемые вами флюсы исправно выполняли свою функцию, необходимо предварительно подготовить металл. Без подготовки немыслима ни одна сварка. При этом не важно, что вы используете — флюс, газ или вообще варите контактной сваркой. Процесс подготовки обязателен в любом случае.
Обезжирьте поверхность алюминия. Для этого используйте любой растворитель и безворсовую ткань. Подготовьте инструменты для зачистки металла. Можете использовать шлифмашинку, наждачку или болгарку. При применении болгарки используйте абразивные круги или сменные металлические щетки. Мы рекомендуем комбинировать различные способы зачистки, в зависимости от степени загрязненности металла.
Если металл сильно загрязнен, примените метод травления. Поместите деталь в емкость с кислотными растворами и подождите, пока грязь или коррозия растворятся. После зачистки окисная пленка так же будет удалена, но это ненадолго. Как вы теперь уже знаете, она способна самовосстанавливаться под действием кислорода.
Зачем тогда вообще нужна зачистка? Дело в том, что после механического удаления окисная пленка снова образуется, но она уже гораздо тоньше и не так химически активна. К тому же, флюс для пайки алюминия отлично работает на зачищенной поверхности, упрощая сварку.
Вместо заключения
Вот и все, что мы хотели рассказать вам о флюсах для сварки и пайки алюминия. Конечно, существует еще с десяток хороших марок флюсов, которые отлично справляются со своей задачей. Но мы перечислили самые популярные. Их без труда можно найти в любом специализированном магазине. Если вы когда-нибудь применяли выше перечисленные флюсы в своей работе, то расскажите об этом в комментариях. Ваш опыт будет полезен для всех начинающих сварщиков. Желаем удачи в работе!
svarkaed.ru
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.

Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны. Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Поделись с друзьями
0
0
0
0
svarkalegko.com