Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.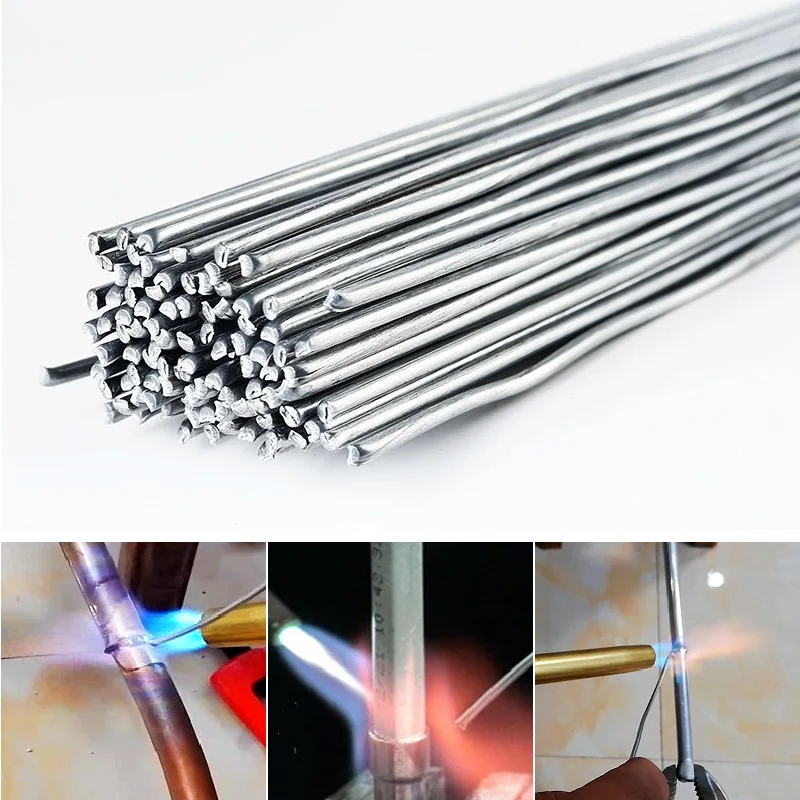
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.

Пайка алюминия: методы, особенности, рекомендации
Так же, как и остальные виды пайки, пайка алюминия, позволяет соединять компоненты, состоящие из паяемых сплавов и припоя. Точка плавления припоя ниже точки плавления паяемого материала. Материал припоя помещается между изделиями, подлежащих пайке, в виде пластины или валика. Обрабатываемые изделия и припой нагревают. Как правило, припой расплавляется при температурах 580-62СГС. Расплавленный материал припоя растекается и заполняет пространство между паяемыми изделиями. Затем температуру в рабочем пространстве понижают, и припой, охладившись и затвердев, образует шов между двумя обрабатываемыми изделиями.При осуществлении пайки изделий из алюминия специалисты сталкиваются с рядом проблем, без решения которых очень трудно обеспечить желаемый результат. Рассмотрим факторы, мешающие обеспечить высокое качество пайки.
Алюминий является материалом с высокой способностью к окислению. На поверхности изделий образуется слой оксида алюминия (А120 ). Данное химическое соединение появляется за счет контакта материала детали, алюминия, с газовой смесью, содержащей кислород, например, с воздухом. Отличительная особенность оксида алюминия — высокая твердость. Расплавленный материал припоя, контактируя со слоем оксида, не вступает в контакт с материалом обрабатываемого изделия. Процесс пайки изделий происходит не в полной мере, что ведет к образованию брака. Поэтому очень важно устранить данный слой перед проведением пайки и предотвратить его формирование перед завершением плавки и повторным затвердением присадочного материала. Удаление слоя оксида производят, используя коррозийно-активный флюс, кислоту или магний. Подготовку поверхности можно провести и с помощью механического воздействия, например, методом пескоструйной очистки.
При производстве пайки изделий из алюминия необходимо очень точно регулировать и отслеживать температуру нагрева. Ведь интервал температур плавления основного и присадочного металла очень невелик. Специалисту необходимо точно подобрать температуру процесса и гарантировать равномерное распределение тепла по деталям садки.
Ведь интервал температур плавления основного и присадочного металла очень невелик. Специалисту необходимо точно подобрать температуру процесса и гарантировать равномерное распределение тепла по деталям садки.
Температура перехода алюминиевых сплавов из жидкого в твердое состояние определяет, могут ли они подвергаться пайке. Эта температура должна быть выше минимальной температуры пайки припоя.
Таким образом, температура солидуса материала обрабатываемого изделия должна быть выше 600°С. Поэтому многие сплавы алюминия с температурой солидуса около 570СС не могут подвергаться операции пайки. Также необходимо учитывать содержание магния в сплаве, подвергаемом пайке. Если содержание магния в сплаве более 2%, образующийся на поверхности детали оксид становится слишком твердым, и потому пайку данного изделия производить крайне не рекомендуется.
К материалам, которые рекомендуется обрабатывать, относят следующие сппавы алюминия:
•Алюминий технический с содержанием AI > 99% (марки типа АО, А5, А6, А8, А85, А995, А999 и им подобные). Механические свойства данных сплавов могут быть невозвратно ухудшены при осуществлении пайки
Механические свойства данных сплавов могут быть невозвратно ухудшены при осуществлении пайки
•Силумин, сплавы Al-Mn, Al-Mg, Al-Si-Mg (марки типа АЛ4, АЛ9, АК9, АК8М, АК12, АМ4,5, АМ5, АМгЮ и им подобные)
•Дюралюминий, сплавы Al-Cu, Al-Zn-Mg (марки типа АЛ11, АЛЗ, АЛ5, АЛ6, Д16, Д18, АДЗЗ, АД31Е, АД35 и им подобные)
При осуществлении пайки силумина или дюралюминия рекомендуется обеспечить высокую скорость охлаждения по завершении процесса с последующим натуральным или искусственным старением.
Высокое содержание магния в сппавах понижает температуру плавления, но уменьшает склонность сплава к пайке. Данные марки наиболее часто используются в вакуумной пайке без флюса.
На данный момент в промышленности используется около 4000 марок припоев. Их основными отличиями друг от друга являются температуры плавления и интервал температур ликвидус-солидус. При выборе припоя для пайки алюминия и его сплавов руководствуются близостью к эвтектике алюминий-кремний (табл. 1). Это позволяет понять точку плавления материала припоя.
Это позволяет понять точку плавления материала припоя.
Табл. 1. Соотношение влияния кремния в материале припоя на точку солидус-ликвидус
| Содержание Si, % | Солидус-ликвидус, °С |
| 7,5 | 575 — 615°С |
| 10 | 575 — 590°С |
| 12 | 575 — 585°С |
Альтернативой данному методу пайки служит метод пайки изделий в среде защитного газа с использованием флюса, основным назначением которого является подготовка поверхностей обрабатываемых изделий.
Процесс пайки данным методом осуществятся по следующему принципу:
-На контактную поверхность изделия, которая будет паяться, наносят тонким слоем флюс — фторалюминат калия
-Между обработанными флюсом поверхностями помещают припой
-Изделия нагревают в среде защитного газа до температуры 565- 572°С, флюс расплавляется и вступает во взаимодействие с поверхностью обрабатываемой детали. По отношению к материалу припоя флюс абсолютно нейтрален. Происходит подготовка поверхности изделия с материалом припоя, и при достижении необходимой температуры происходит пайка изделий
По отношению к материалу припоя флюс абсолютно нейтрален. Происходит подготовка поверхности изделия с материалом припоя, и при достижении необходимой температуры происходит пайка изделий
Данный метод является более прогрессивным, чем описанный выше, но имеет ряд особенностей, без соблюдения которых невозможно обеспечить требуемое качество пайки:
•Обязательна тщательная подготовка поверхности обрабатываемых изделий. Необходимо удалить слой оксида алюминия. В противном случае, оксид вступит в реакцию с флюсом, что приведет, в конечном итоге, к получению низкого качества пайки
•В рабочем пространстве оборудования во время проведения пайки необходимо обеспечить полное отсутствие воздуха или соединений кислорода. Иначе,произойдет коррозия материала обрабатываемого изделия и самого припоя
•В качестве защитного газа необходимо использовать только азот. Газ должен быть сухим и иметь чистоту содержания основного элемента не менее 99,99% от объема
Следующим методом пайки явпяется пайка изделий в условиях вакуума. Например, с использованием вакуумной печи серии ВА производства французской фирмы Fours Industriels B.M.I, (рис. 1).
Например, с использованием вакуумной печи серии ВА производства французской фирмы Fours Industriels B.M.I, (рис. 1).
При осуществлении технологического процесса пайки на данном оборудовании также используется флюс.
Технология пайки состоит из четырех последовательных фаз:
I фаза: подготовка поверхности обрабатываемых изделий флюсом, размещение припоя и сборка изделия; достижение необходимого уровня вакуума и нагрев изделия до температуры 400°С. На данном этапе процесса необходимо обеспечить высокую степень точности и необходимую скорость нагрева. За счет этого происходит частичное разрушение слоя оксида алюминия. Это происходит потому, что оксид алюминия и сплав алюминия имеют несколько разную степень термического расширения
2 фаза: при достижении температуры 560°С материал изделия, припоя и флюса остаются в твердом состоянии
3 фаза: флюс, нагретый до температуры 565°С начинает плавиться и вступать во взаимодействие с материалом обрабатываемого изделия. -600°С расплавляется и вступает в реакцию с материалом обрабатываемых изделий. По завершению выдержки производится охлаждение обработанных деталей и их выгрузка
-600°С расплавляется и вступает в реакцию с материалом обрабатываемых изделий. По завершению выдержки производится охлаждение обработанных деталей и их выгрузка
Представленное Вашему вниманию оборудование для обработки изделий в условиях вакуума отвечает самым высоким технологическим требованиям и позволяет вести четкий учет параметров процесса, точно регулировать температуру нагрева. Обработка в условиях вакуума обеспечивает чистоту обработанной поверхности обработанного изделия.
Мы рассмотрели три метода пайки изделий, изготовленных из алюминия. Суммируем недостатки и преимущества каждого из методов.
1. Метод пайки алюминия в условиях окислительной атмосферы: — необходимость проведения дополнительной подготовки поверхности обрабатываемых изделий; — присутствие в рабочем пространстве воздуха создает условия для восстановления слоя оксида за счет контакта газовой смеси с материалом обрабатываемого изделия. Из-за этого очень трудно обеспечить достойный уровень качества пайки; — негативным фактором является также процентное соотношение содержания кремния и магния как во флюсе, так и в припое — они вступают в реакцию и образуют соединения с кислородом. Отсутствие кремния повышает стойкость оксида алюминия и препятствует улучшению качества пайки. Магний предотвращает образование оксида алюминия. При его отсутствии ничего не мешает образованию слоя и его увеличению; — низкая степень повторяемости результатов пайки
Отсутствие кремния повышает стойкость оксида алюминия и препятствует улучшению качества пайки. Магний предотвращает образование оксида алюминия. При его отсутствии ничего не мешает образованию слоя и его увеличению; — низкая степень повторяемости результатов пайки
2. Метод пайки алюминия в условиях защитной атмосферы: — по сравнению с методом пайки в среде окислительной атмосферы — сокращение степени воздействия кислорода на материал изделий, флюса и припоя; — не требуется подготовка поверхности обрабатываемых изделий; — необходима дополнительная термическая обработка; — необходимость и сложность обеспечения высокой скорости охлаждения обрабатываемых изделий; — средняя степень повторяемости результатов пайки; — невозможность использования конвективного нагрева за счет наличия в рабочем пространстве печи остаточного кислорода
3. Метод пайки алюминия в условиях вакуума: — полное отсутствие воздействия кислорода на материал изделия, флюса и припоя; — не требуется подготовка поверхности обрабатываемых изделий; — «использование метода конвективного нагрева; — высокая точность нагрева изделий; — сохранение и использование кремния и магния в полной мере; — высокая степень повторяемости результатов пайки; — полная готовность изделия. Таким образом, пайка в вакууме является самым передовым, обеспечивая высокое качество обрабатываемых изделий
Таким образом, пайка в вакууме является самым передовым, обеспечивая высокое качество обрабатываемых изделий
Источник: «Индустрия» №3/2014
проволока с флюсом, кастолин и другие виды сплавов
Алюминий – это химический элемент с сильно выраженными металлическими свойствами. Под действием кислорода из окружающего воздуха он легко подвергается окислению, образуя тусклое, серое оксидное покрытие.
Такими выглядят алюминиевые изделия. Если поверхность зачистить, то в течение нескольких минут можно наблюдать металлический блеск чистого вещества. Плотный, тугоплавкий налет из оксидов существенно затрудняет любую работу с металлом.
Считается, что паять алюминиевые изделия очень сложно. Так бывает не всегда. Хороший припой для пайки алюминия облегчает ситуацию. Состав композиций позволяет справиться с оксидным слоем, обеспечивает образование шва.
В чем состоит проблема
Оксидная пленка плавится при очень высокой температуре. Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.
Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.
Алюминий имеет низкую температуру плавления. Он полностью переходит в жидкое состояние при 660 ℃. Начинается изменение агрегатного состояния при температуре около 300 ℃. В большинство алюминиевых сплавов входят металлы, которые расплавляются уже при 500 ℃.
При высокотемпературной пайке очень легко «проскочить» маленький интервал нагревания, позволяющий получить нормальный шов.
Велика вероятность перегрева зоны плавления, вследствие которого в жидкое состояние перейдут фрагменты деталей. Следует помнить, что паяние должно проводиться путем обволакивания твердых рабочих участков изделий расплавленной массой припоя.
Материалы с оловом
Существует множество металлических композиций для пайки алюминиевых изделий.
В составе большинства легкоплавких припоев преобладают медь, олово, свинец; присутствуют кадмий, висмут, индий.
Однако алюминий в этих металлах не очень хорошо растворяется, что обуславливает пониженную прочность образующихся при пайке швов.
Дополнительную сложность создает низкая устойчивость к коррозии припоев из олова, свинца. В случае проведения работы с этими составами спаянное соединение из алюминия покрывают лакокрасочными защитными средствами.
Хороший результат дает пайка посредством припоев со следующими металлами:
- медью;
- цинком;
- алюминием;
- серебром;
- кремнием.
Существует множество композиций, содержащих эти металлы в различном соотношении. Отечественных мастеров в первую очередь интересует российская продукция (прутки и проволока), имеющая хорошее качество и доступную стоимость.
Популярен припой, состоящий из 60 % олова и 40 % цинка. Известно, что повышенное подержание цинка придает шву коррозионную стойкость.
Кастолин
Импортный кастолин состоит только из алюминия и цинка. Он обладает хорошей текучестью, проникающей способностью, электропроводностью.
Некоторое неудобство доставляет невозможность применения данного припоя для деталей с содержанием магния в количестве более 1,5 % и изделий, которые в последующем планируется анодировать.
Компания Castolin поставляет в продажу линейку припоев с разнообразным сочетанием компонентов. Проконсультировавшись, можно подобрать средство для конкретных условий.
Алюминиевые сплавы с добавками
Эффективен для пайки высокотемпературный припой, содержащий 66 % чистого алюминия, 28 % меди и 6 % кремния. Сделан он в России. Значительная концентрация базового металла, идентичного материалу рабочих деталей, увеличивает растворяемость, проникновение расплава.
Основа шва, включающая медь с алюминием, укрепляется присутствием кремния. Образующееся посредством алюминиевого припоя соединение не корродирует, имеет хорошие механические качества.
Образующееся посредством алюминиевого припоя соединение не корродирует, имеет хорошие механические качества.
Добавка кремния повышает температуру плавления припоев. Так, состав из 87 % алюминия и 13 % кремния плавится при значениях температуры около 600 ℃. Этот вид импортной продукции поступает в продажу уже готовый к применению. Припой с флюсом стоит дороже. Повышенная цена окупается высоким качеством шва.
Отличный результат пайки дает американский композит из 9 компонентов. Прутки плавятся при температуре 347 ℃, увеличиваясь в объеме на 10 %. Образующийся шов отличается пластичностью, в 3 раза превосходящей показатели соединений из других сплавов.
Высокотемпературную пайку проводят при работе с массивными деталями из алюминия или изделиями из сплавов, плавящихся только при сильном нагревании. Нагрев обеспечивается газовыми горелками, работающими на чистых углеводородах или их смесях с кислородом. Можно пользоваться обычным паяльником.
Можно пользоваться обычным паяльником.
Подбор флюсов
С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
Существует отечественные средства, состоящие из нескольких компонентов. Они обеспечивают эффективную очистку деталей, препятствует окислительным процессам при нагревании. Это особенно актуально при использовании припоев из олова и свинца, известных своей склонностью к окислению.
Хорошую проникающую способность обеспечивает многокомпонентный флюс из фторборатов аммония и цинка, триэтаноламина, добавочных веществ. Средство имеет доступную цену. Его эффективность многократно проверена на практике.
Известный высокотемпературный флюс состоит из хлоридов калия, лития и цинка; фторида натрия. Сухую смесь всыпают в рабочую зону пайки на палочке, дожидаясь равномерного расплавления и перемешивания с массой припоя.
Как подготовить детали
Перед началом пайки нужно провести обезжиривание поверхностей алюминия. Сделать это можно легко с помощью доступного органического растворителя. Можно взять ацетон, бензол, бензин.
Сделать это можно легко с помощью доступного органического растворителя. Можно взять ацетон, бензол, бензин.
После испарения жидкости детали нужно тщательно зачистить любым абразивом: наждачным полотном или бумагой, щетками, сетками из проволоки.
Можно поверхность обработать кислотными растворами, провести травление. Это занимает время, поэтому выполняют процедуру только при необходимости очень прочного шва.
Подготовку поверхности следует проводить непосредственно перед пайкой. Алюминий окисляется на воздухе мгновенно.
Очистка позволяет удалить старый толстый слой оксидов. При правильном проведении пайки вновь образовавшийся тонкий слой не навредит образованию шва.
Процесс пайки:
Готовый шов.
особенности процесса, разновидности флюса и припоев, как запаять трубу
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл.
 Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла.
 Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса. - Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл.
 После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида. - А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия.
 Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А. - ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки.
 Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса. - Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
припой : Припой для пайки алюминия HTS-2000
HTS-2000 — это припой в форме стержней, применяемый для низкотемпературной пайки и сварки алюминия, алюминиевых сплавов и цветных металлов без флюса. Для работы достаточно газовой горелки, например, пропановой, ацетиленовой или MAФ.Припой HTS-2000 — это продукт последних достижений в области металлургии, представляющий собой сплав нового поколения, надежность и прочность которого превосходят предыдущие аналоги. Доступность и простота в использовании делают HTS-2000 лидером среди всех известных припоев.
HTS 2000 — это уникальный сплав, состоящий из девяти компонентов. Припой HTS-2000 имеет вязкость и тянется на 10% (в то время как сплавы первого поколения растягиваются на 3% при удлинении 50мм), что делает его в 3 раза пластичней и прочней аналогов. Кроме этого, плохо подготовленная поверхность металла и оксидная пленка не влияет на прочность шва.
 При нагреве расплавленный припой HTS 2000 проникает через пленку оксида алюминия (на поверхности детали) и создает прочные молекулярные связи. Коррозия для такого соединения не страшна, т.к. электрохимический потенциал между материалом припоя и алюминия невелик. Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.
При нагреве расплавленный припой HTS 2000 проникает через пленку оксида алюминия (на поверхности детали) и создает прочные молекулярные связи. Коррозия для такого соединения не страшна, т.к. электрохимический потенциал между материалом припоя и алюминия невелик. Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.Область применения припоя для алюминия HTS 2000.
— Ремонт и восстановление головок блока цилиндров (трещины, сколы, прогары и др.)
— Ремонт топливных баков из алюминия
— Пайка алюминиевых и медных трубок в различных сочетаниях
— Ремонт трубок насосов, компрессоров , кондиционеров
— Ремонт днищ лодок, выполненных из алюминиевых сплавов
— Ремонт картеров автомобилей
— Восстановление деталей после износа, поломки, скола
— Ремонт алюминиевых корпусов, ремонт радиаторных трубок
— Восстановление резьбовых отверстий
Достоинства.

— Не требует флюсов и полученное соединение 100% металлическое
— Прочней чем обычные сплавы — до 45900 PSI
— Низкая температура плавления. Рабочая температура 337 — 357 С
— Температура плавления на 300 градусов ниже, чем у алюминия
— Для работы достаточно газовой горелки.
Температура плавления алюминия около 660ºС, при этом тонкостенные алюминиевые детали начинают деформироваться. Припой HTS-2000 плавится при температуре 390 градусов, что значительно упрощает пайку тонкостенных деталей.
После подогрева алюминиевой детали и HTS 2000, припой проникает под оксидную пленку и создает молекулярную связь, которая прочней чем связь молекул в образце. Важным свойством HTS 2000 является устойчивость к электрической коррозии.
HTS 2000 подходит для работы со всеми сплавами цветных металлов, включая все алюминиевые сплавы, сплавы магния и алюминия, цинка, меди, бронзы, никеля, титана и оцинкованных частей.

Физические свойства.
Растяжение: 45900 PSI Therm. Опыт:. 15,2 х 10 — 6in./in./F °
Удлинение: 10% в 2 дюйма Elec. Cond: 26 (% меди станд.)
Воздействие: 43 Ft. фунтов (Шарпи) С. П. Grav. 6,6
Сдвиг: 31000 PSI
Вес: 0,24 кг / куб. дюйм
Точка плавления: 390 С
Диаметр: 2.5 — 3 мм
Длина: 460 мм
Инструкция по применению HTS-2000
Шаг 1:
Область соединения должна быть зачищена щеткой, наждачной шкуркой или надфилем (для удаления оксидной пленки).
Шаг 2:
Нагрейте рабочую поверхность (НЕ ПРИПОЙ) до 200 С и, для лучшего сцепления, нагретую поверхность зачистите ещё раз (при нагревании на алюминии появляется оксидная пленка), после чего доведите температуру детали до температуры плавления припоя (390 С). НЕ ПОМЕЩАЙТЕ СТЕРЖЕНЬ В СТРУЮ ПЛАМЕНИ ГОРЕЛКИ! Вы должны довести температуру свариваемого металла до температуры плавления припоя HTS-2000.
 Тепло должно переходить с открытой поверхности на стержень припоя.
Тепло должно переходить с открытой поверхности на стержень припоя.Шаг 3:
После достижения рабочей температуры, проведите прутком припоя HTS-2000 по поверхности алюминия для удаления царапин.
В остальных случаях используйте лудильную щетку из нержавеющей стали для лужения поверхности с помощью сплава HTS 2000. Соблюдение этих рекомендаций приведет к отличным результатам.
Шаг 4:
После завершения работы всегда давайте детали остывать естественным путём. Пропан лучше подходит для работы с изделиями до 10мм, для изделий толще 10мм можно использовать MAPP-газ (он продается в желтых болонах), его температура выше на 200 градусов.
При более сложной работе или в целях экономии времени, используйте кислородно-ацетиленовую горелку либо предварительно прогревайте деталь дополнительным источником тепла (например, паяльной лампой или электрической плиткой).
 Чем толще материал, тем больше требуется времени для его нагрева.
Чем толще материал, тем больше требуется времени для его нагрева.При работе с кислородно-ацетиленовой смесью всегда используйте рассеивающий наконечник либо осуществляйте нагрев нейтральным пламенем. Не помещайте стержень припоя HTS-2000 в струю пламени.
Описание работы с HTS 2000.
Пайка алюминия.
Предварительно нагрейте места пайки до 260 С, до температуры выгорания углерода. При первоначальном применении ацетилена для нагрева место пайки почернеет. Далее нагревайте почерневшую поверхность нейтральным пламенем до тех пор, пока углерод не исчезнет. Нагрев продолжайте до достижения температуры чуть более 400 С – это нужно для расплавления припоя во время лужения поверхности заготовки. Во время нагрева пруток держите в стороне от открытого пламени. После лужения нарастите поверхность с помощью пламени и прутка. Постепенно остудите обработанную деталь. Использовать воду для охлаждения не рекомендуется.
Пайка «ушек» из алюминия.
Тщательно покройте место разлома припоем. Возможно использование стальной формы в виде старого ушка. Форму заполните припоем.
Если оказалось, что часть ушка после зачистки отсутствует, то можно использовать болт и шайбу требуемого размера. Закрутите болт при помощи гайки, обработайте поверхность припоем, сделайте мост над болтом. Если сплав потек через край, уберите пламя горелки. После короткого перерыва продолжайте работу, пока не будет достигнута требуемая толщина.
Трудно нагреть две сплавляемые части одновременно – в этом случае, можно напаять припой на каждую часть по отдельности, затем совместить обе части и нагреть до точки плавления припоя.
При соединении внахлест нужно предварительно напаять припой HTS-2000 на поверхность обеих заготовок, и соединить — пока он расплавлен. С помощью припоя можно округлить края, соединенные внахлест. Пайка алюминия таким способом очень эффективна.

Восстановление сорванной резьбы.
Способ а). Высверлить старую резьбу сверлом большего размера, примерно на 3 мм. Если резьба сквозная, нужно плотно закрыть одно отверстие с помощью стальной пластины. Энергично натирая внутреннюю поверхность отверстия, затолкните припой и дайте ему возможность полностью расплавиться. После того, как деталь остынет, заново просверлите нужное отверстие и нарежьте резьбу. Это удобный способ для нарезания резьбы в любых случаях при ремонте.
Способ б). При ремонте болтов, вначале нагрейте его и материал основы до температуры плавления припоя. Залейте припой HTS 2000 вокруг болта до незначительного переполнения. После охлаждения выкрутите болт. Такой способ не годится для ремонта мелких болтов, так как усилие при выкручивании болта может его деформировать.
Работа с медью.
Для открытия структурных пор медь требует большего прогрева.
 Очистить и нагреть рабочую поверхность до тех пор, пока прут не будет оставлять хорошо видимый след при ударных движениях. После появления заметной линии нужно увеличить нагрев. Когда тестовая линия начнет впитываться в поверхность, продолжайте нагрев до полного открытия пор и проникновения сплава в медь.
Очистить и нагреть рабочую поверхность до тех пор, пока прут не будет оставлять хорошо видимый след при ударных движениях. После появления заметной линии нужно увеличить нагрев. Когда тестовая линия начнет впитываться в поверхность, продолжайте нагрев до полного открытия пор и проникновения сплава в медь.Заполнение больших отверстий.
1. Очистить обрабатываемую поверхность. Покрыть внутреннюю полость отверстия тонким слоем припоя HTS-2000. Закрыть вторую сторону отверстия стальной пластиной и зафиксировать ее. Обработанное отверстие заполняем расплавленным припоем непрерывно — пруток за прутком.
2. Большое отверстие можно заделать с помощью заплаты. Заплату из любого вида алюминиевой пластины или фольги и края отверстия залудить, удерживая заплату, после чего нагреть.
Медно-свинцовые сплавы, гальванизированные и баббит металлы.
С такими материалами производить пайку можно без предварительного нагрева рабочей поверхности.
 Температура плавления металла и припоя примерно одинаковая. Для стабилизации температуры, при восстановлении медно-свинцовых сплавов, применяют иногда контейнер с сырым песком.
Температура плавления металла и припоя примерно одинаковая. Для стабилизации температуры, при восстановлении медно-свинцовых сплавов, применяют иногда контейнер с сырым песком.УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с количеством в штуках (в данный момент от 20 шт. по цене 120,00 грн. за 1 шт).
Нажимаете курсором мышки на это окошко и выбираете «кликом» необходимое Вам. Сверху автоматически появится цена.
Благодарим за покупку !
Видео работы с припоем HTS-2000.
Купить припой для алюминия HTS 2000 Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Припой для пайки алюминия HTS-2000 купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочные материалы.
Припой для алюминия HTS-2000 купить. Припой HTS-2000 купить. HTS 2000 купить. Припой для алюминия HTS купить. Припой для алюминия HTS-2000 цена. Припой для алюминия HTS-2000 Кривой Рог.Флюсы для пайки алюминия твердыми припоями – aluminium-guide.com
Обычно пайка алюминия твердыми припоями производится на воздухе или другой атмосфере, содержащей кислород, и поэтому требует применения химического флюса. Флюсы становятся активными до достижения температуры пайки и находятся в расплавленном состоянии во всем температурном интервале пайки. Они проникают сквозь оксидную пленку, вытесняют воздух и обеспечивают смачивание основного металла припоем.
Флюс: хороший и идеальный
Хороший флюс для пайки должен:
- начинать плавиться при достаточно низкой температуре, чтобы минимизировать окисление изделия;
- быть полностью расплавленным к тому времени, когда начнет плавиться припой;
- растекаться по стыку и припою, чтобы защитить их от окисляющих газов;
- проникать сквозь и под оксидную пленку;
- оставаться жидким пока не затвердеет припой;
- легко удаляться после завершения пайки.
Идеальный флюс для пайки в печи или горелкой плавиться при температуре только немного ниже температуры плавления припоя. Этим он обеспечивает однородное смачивание и растекание припоя за минимальное время. Флюс, который применяют при пайке погружением в расплавленный припой, имеет такой состав, что он остается расплавленным и стабильным во всем температурном интервале плавления припоя. Для пайки погружением требуются менее активные флюсы, чем при пайке горелкой, поскольку соединяемые детали полностью погружаются во флюс в ходе процесса пайки. Поэтому поверхность деталей полностью защищена от окисления кислородом.
Состав флюсов для твердой пайки алюминия
Флюсы, которые применяются при пайке алюминия и его сплавов твердыми припоями, обычно состоят из смеси хлоридов и фторидов щелочных и щелочноземельных металлов. Иногда они содержат фторид алюминия или криолит (3NaF·AlF3). Состав флюсов подбирается таким образом, чтобы они имели благоприятный баланс между температурным интервалом плавления, плотностью, химической активностью, травильной способностью и стоимостью. Снижения содержания фторидов во флюсах снижает их эффективность для удаления оксидов, а слишком большая их концентрация приводит к нежелательному широкому интервалу плавления.
Состав флюса может влиять на цвет или внешний вид готового паяного шва. Некоторые флюсы интенсивно травят и огрубляют поверхность шва. Флюсы, которые содержат хлориды цинка и других тяжелых металлов, могут осаждать эти металлы на основной металл и окрашивать ее в более темный цвет.
Флюсы обычно поставляют в виде сухого порошка во влагонепроницаемых контейнерах. В такой упаковке их можно хранить длительное время. Когда контейнер с флюсом открывается, то должны быть приняты строгие меры по предотвращению загрязнения флюса атмосферной влагой. Контейнер для флюса должен быть идеально чистыми и быть из алюминия, стекла или керамики – и никогда из стали.
Способы применения флюсов для пайки алюминия
Флюсы для пайки алюминия твердыми припоями применяют сухими или смешивают с водопроводной водой или спиртом и наносят на место пайки путем кисточкой, опрыскиванием или окунанием. Часто сухим флюсом посыпают изделие или нагретый пруток из припоя окунают в сухой флюс. Хотя, в принципе, флюс можно смешивать с водопроводной водой до пастообразного состояния, применение спирта, часто считают более предпочтительным. Под воздействием водяного пара во флюсе могут образовываться химические соединения, которые потом будет трудно удалять с поверхности паяного шва и изделия.
Обычно пауза до 45 минут между наложением флюса и последующей пайкой считается нормальной. Вместе с тем, все-таки рекомендуют накладывать флюс непосредственно перед пайкой. Водная паста из флюса должна быть свежей или, по крайней мере, приготавливаться не реже одного раза в смену.
Смачивающее действие флюса улучшают добавлением смачивающих «агентов», таких как вода. Смесь из двух третей флюса и одной трети воды (по весу) обычно хорошо подходит для нанесения кисточкой. Для опрыскивания или окунания потребуется больше воды – пропорция подбирается из опыта.
Источник: Aluminum and Aluminum Alloys, ASM International, 1996
| |||||
| |||||
| |||||
| |||||
Пайка алюминия: коррозионный или некоррозионный флюс
Пайка алюминия широко используется в автомобилестроении и HVAC / R. Большинство производителей используют полностью алюминиевые или преимущественно алюминиевые компоненты, включая змеевики испарителя и конденсатора, распределители, жидкостные и всасывающие линии. При пайке алюминия коммерчески доступны два семейства флюсов: коррозионные и некоррозионные. Чтобы выбрать подходящий для вашего приложения, давайте определим преимущества каждого из них.
Коррозионный флюс
Исторически коррозионный флюс был стандартом для соединения алюминиевых материалов.Коррозионный флюс водорастворим, содержит как хлоридные, так и фторидные соли. Остатки можно смыть с деталей раствором азотной кислоты и воды, и полученное паяное соединение будет иметь чистый вид.
В автомобильной промышленности этот флюс обычно используется в автомобильных узлах под капотом, где внешний вид имеет решающее значение. Коррозионный флюс также используется в электрических системах и радиаторах, поскольку некоррозионные остатки флюса действуют как изолятор и их нелегко удалить.
Из-за своей коррозионной природы флюс этого типа доступен только как флюс для нанесения краски или расходный материал. Использование дозируемого флюса с автоматическим дозатором позволяет тщательно контролировать количество флюса, наносимого на соединение. Многие из наших клиентов используют расходный флюс с автоматическим дозатором, такой как Handy Flo® Dispensable Flux DF 731 от Lucas-Milhaupt. Помните, что тщательный контроль количества флюса жизненно важен для получения качественных паяных соединений.
Некоррозионный флюс
Ключевым преимуществом некоррозионного флюса является отсутствие промывки после пайки.Многие клиенты из автомобильной промышленности перешли на использование некоррозионного флюса, потому что устранение процесса промывки после пайки исключает возможность коррозии из-за остатков коррозионного флюса. Коррозия соединений и компонентов может со временем привести к утечкам и проблемам с гарантийным обслуживанием, что может быть дорогостоящим.
Некоррозионный флюс доступен в порошковой, покрытой или пастообразной форме как со сплавом, так и без него, что позволяет вам контролировать количество флюса и сплава для вашего применения. Этот флюс используется при пайке на открытом воздухе горелочным, индукционным и печным методами.
Некоррозионные флюсы состоят из фторидных солей и могут содержать соединения цезия, в зависимости от основного материала и применения присадочного материала. Поскольку некоррозионные флюсы оставляют белый осадок, не забудьте обучить инспекционный персонал не отбраковывать детали из-за их различного внешнего вида.
Деталь, спаянный с использованием некоррозионного флюса, с остатками.
Деталь, спаянная с использованием коррозионного флюса, без остатка после очистки.
Lucas-Milhaupt предлагает три основных неагрессивных флюса, и все они доступны в форме замещаемого флюса, пасты и порошковой проволоки:
- Флюс Nocolok® — это стандартный промышленный флюс, который подходит для всех алюминиевых сплавов серий 1000 и 3000. Часто этот продукт используется для алюминиевых теплообменников и межтрубных соединений.
- Флюс типа KX содержит небольшое количество цезия и имеет такие же характеристики плавления, как и флюс 100% Nocolok.Это чаще всего используется с нашим сплавом AL 718 (88Al / 12Si). Флюс KX можно использовать для соединения алюминиевого сплава серии 6000; его содержание цезия помогает реагировать с магнием в этих основных материалах для более эффективного смачивания поверхностей. Этот продукт часто используется в трубке 3003 и соединительном блоке 6061, часто встречающемся в автомобильных трубах HVAC.
- Флюс типа CX можно также использовать для соединения алюминиевого сплава серии 6000. Флюс CX состоит из большего количества соединения цезия, которое значительно снижает температуру плавления и является еще более агрессивным для алюминиевых сплавов серии 6000.Этот флюс также можно использовать с нашим сплавом AL 718, но чаще всего он используется с нашими сплавами Zn / Al (AL 802 и AL 822). Эти сплавы требуют, чтобы флюсы плавились и активировались при более низкой температуре из-за их характеристик плавления. Будучи цезийсодержащим флюсом, он часто используется в соединениях серии 6000, где желательно меньшее травление поверхности и где допустима немного более высокая миграция флюса, например, в автомобильных трубах HVAC.
Nocolok — зарегистрированная торговая марка Solvay Fluor.
ЗАКЛЮЧЕНИЕ:
При пайке алюминия коммерчески доступны два семейства флюсов: коррозионные и некоррозионные. Коррозионный флюс растворим в воде, и после промывки полученное паяное соединение имеет чистый внешний вид. Ключевым преимуществом некоррозионного флюса является устранение промывки после пайки; этот флюс используется при пайке на открытом воздухе горелочным, индукционным и печным методами. Lucas-Milhaupt предлагает несколько различных вариантов некоррозионного флюса в зависимости от ваших алюминиевых сплавов и области применения.
Дополнительные сведения об основах пайки см. На сайте нашего блога.
Вопросы? Свяжитесь с нами для дальнейшей помощи. По вопросам, связанным с конкретными приложениями, обращайтесь в технический отдел Lucas Milhaupt по телефону 800.558.3856.
Мы рады предоставить экспертную информацию о Global Brazing Solutions®. Не стесняйтесь поделиться этим сообщением с коллегами и сохраните наш блог в своем Избранном для удобства использования!
| Советы для
Пайка алюминия А.Э. ГИКЛЕР И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ. Алюминий пайка может быть простой но имеет ряд критических областей, требующих жесткого контроля процесса. Плотный оксид алюминия делает большинство попыток паять, используя обычные средства сложно. Кроме того, следует позаботиться о выбор сплава из-за возможных последствий гальванической коррозии, потому что несхожести алюминия со многими обычными припоями. В разновидности алюминиевых сплавов, калибров и температур часто широко представлены различные результаты пайки и то, как алюминий принимает или отводит тепло во время пайки необходимо тщательно изучить каждую отдельную работу. Левый.Купоны сплава 6111,2 ¥ 4 ¥ 0,036 дюйма с 2-дюймовым перекрывать. Верхний купон имеет 0,125 дюйма отверстие по центру в области перекрытия для облегчения введения проволоки из твердого припоя Zn / 15Al. Припой течет к каждому краю, обеспечивая полное смачивание стыка. Методы или процессы в пайка алюминия предполагает механическое трение алюминия припоем, пайка в ультразвуковой ванне, термическое напыление (эти три не используют флюсы), нагрев сборки индукцией, пламенем, инфракрасным излучением, горячей пластиной, печь, паяльник, лазер и дуговая лампа (все из которых обычно предполагают использование флюсов).Пайка алюминия требует соответствующего объем тепла на компоненте, а не на припое. Из-за высокого теплопроводность и отражательная способность алюминия, источник тепла должен быть адаптированным к работе. Использование флюсаБыстрый формирование слой оксида алюминия и сложность удаления этого оксидного слоя, поэтому припой может намочить алюминий — вот причины использования флюса. В «Нормальная» пайка меди, удаление оксида меди относительно легко с мягкими органическими и неорганические флюсы.Алюминий оксид не так легко удаляются и могут потребоваться более сильные флюсы, такие как органический флюсы на основе аминов (до 285 ° C), неорганические флюсы (хлорид или фторид до 400 ° C) и комплексные фторалюминатные соли (см. выше 550 ° С). Использование механического трения, ультразвука или термического спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва слой оксида алюминия и позволяющий подповерхностное смачивание алюминия. Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с первые два флюса, так как их температура плавления ниже 330 ° C и цинковая часть помогает предотвратить гальваническую коррозию.Твердый на основе цинка В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления. Остатки некоторых флюсов для мягкой пайки могут оставаться активными после пайку и ее необходимо удалить. Припои, обычно используемые для алюминия содержат цинк с некоторым количеством свинца, кадмия, олова, меди или алюминия. Однако любой припой, содержащий олово, может вызвать электрохимическое проблема коррозии из-за его гальванического потенциала. С ожидаемым всемирный запрет на использование свинца в припоях, в большинстве отраслей промышленности уже переход на бессвинцовые припои.Это удаляет некоторые из более пластичных и / или доступны мягкие припои, работающие при более высоких температурах. Кадмиевый припои были фактически запрещены из-за проблем со здоровьем. Правильно. Крупный план подтверждает полное смачивание. Внешний вид меняется, когда происходит реакция между флюсом и поверхностью. окисление, но остатки считаются некоррозионными. Стыки этого типа обычно прочнее, чем основной материал. Добавки Бессвинцовые и без кадмия Сплавы, которые обычно используются для пайки алюминия, включают 91Sn9Zn, 70Sn30Zn и 98Zn2Al.Другие сплавы семейства Zn / Al включают: 85Zn / 15Al, 90Zn / 10Al и 97Zn / 3Al. Другие варианты 60Sn / 40Zn и 80Sn / 20Zn, которые относятся к семейству Sn / Zn. Алюминий часто есть другие добавлены элементы для повышения прочности, жесткости, коррозионной стойкости, обрабатываемость и формуемость. Некоторые добавки не вызывают проблем пайка, но магний — исключение. Магнийсодержащий алюминиевые сплавы (например, серии 5ххх и 6ххх) используются для увеличения отношение прочности к массе и для обеспечения лучшей коррозионной стойкости в некоторые приложения.Однако авторам неизвестны припои или флюс, который очень эффективен с магнийсодержащими алюминиевыми сплавами. Оксид магния очень быстро восстанавливается и не позволяет паять смачивание должно иметь место. Титан и некоторые экзотические добавки, такие как ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или выше), 2ххх (с добавлением меди), 3ххх (с добавлением марганца), 4ххх (с добавлением кремния). добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx (с добавлением магния) серия, вероятно, не подлежит пайке, а 6xxx (с добавлением кремния и магния) может или не может быть припаяна в зависимости от индивидуального сплава.Сплав 6061 определенно паяемые, а серия 2ххх в листовой форме может иметь оболочку 6ххх это могло изменить его паяемость. Левый. Купоны из сплава 6111, спаянные с использованием Zn / 15Al и флюс на основе комплексных фторалюминатных солей. Для Для этого испытания использовалась одна длина припоя диаметром 0,093 дюйма. размещается на одной стороне сустава, затем протягивается к противоположной стороне сторона с теплом. Облицовка или покрытия В некоторых ящики алюминиевые могут быть плакированы более припаяемым сплавом, покрыты никелем или покрыты с цинком термическим напылением или другими методами.Тогда эта поверхность более паяется и облегчает указанную выше проблему, поскольку их легче припой, чем просто алюминий. Пайка алюминия с другими металлами (сталь, оцинкованная сталь, медь, латунь, нержавейка и др.) тоже делается, но с некоторыми трудностями, поскольку конструкция шарнира должна учитывать дифференциал тепловое расширение и многие флюсы не подходят для обоих металлов. В простая работа по разогреву сборки в области стыка становится затруднительной поскольку алюминий очень быстро отводит тепло от стыка по сравнению ссклонность других металлов отводить тепло намного медленнее (нержавеющая на ум приходит сталь). Общее практическое правило пайки — «нагреть компонент, а не припой ». Это позволяет субстрату передавать тепло к припою и расплавьте припой, когда он дойдет до плавления температура. Флюсы могут изолировать припой от подложки и вызвать истечение реакционной способности флюса до того, как припой расплавится, или, возможно, останется твердый осадок, в который припой не сможет проникнуть. чтобы смочить субстрат.Мягкие припои с сердечником могут использоваться для устранения эта проблема, поскольку флюс не выделяется, пока припой не расплавится; однако не все алюминиевые припои доступны с сердечниками из флюса. Опасности перегрева из-за его низкая температура плавления температура, алюминий может быть отожжен или отпущен при температурах низкая до 325–350 ° C за относительно короткое время. Это говорит о том, что любой процесс присоединения к этим температурам более чем на короткое время интервал может начать изменять свойства основных металлов присоединился.Перегрев может привести к снятию напряжения, провисанию или деформации. панели, изменение твердости, состояния, состояния поверхности, повторное легирование основной металл в непосредственной близости от стыка, горячих трещин или даже ужасный крах. Левый. Крупный план подтверждает хорошее филе с обеих сторон. Твердые припои на основе цинка могут не быть такими красивыми, как мягкий припой, но они не подвержены гальваническая коррозия при пайке алюминия, а также сплавов на основе Sn. Обычно говорящий, мягкий припои не представляют большой опасности для основных материалов от нагрева, при условии, что детали не выдерживаются при температурах пайки в течение длительный период времени.Однако в некоторых случаях воздействие алюминия к расплавленному цинковому сплаву даже в течение короткого периода времени может привести к повторное легирование основного металла в зоне термического влияния (ЗТВ). Этот может изменить свои свойства и вызвать появление тепловых трещин, которые выходят за пределы ЗТВ. Один финал совет: Работа в лаборатория может помочь в выборе процесса, сплава и флюса. Макет может быть полезно для определения типа, местоположения и объема тепла требуется для достижения желаемого результата.Как и в других процессах, предварительный нагрев или гибридный нагрев могут быть полезны и могут изменить исходный процесс выбора. Время перезарядки и задержка перед обработкой могут отличаться. существенно от лаборатории до производственного цеха. Алюминий пайка не сложна, но и не прощает ошибок. Контроль процесс плотно.Работы Консультации Металлов
Справочник, 10-е
Ред., Т. 2. 1990. Свойства деформируемого алюминия и алюминиевых сплавов.
Парк материалов, Огайо: ASM International, стр. 102–103. A.E. Gickler и F.ЧАС. ЛеПревост-младший, , работает в Johnson Manufacturing Company, Princeton, Айова. |
Пайка Алюминий
Пайка алюминия и его сплавов аналогична пайке других металлов. Но при выборе флюса нужно проявлять особую осторожность.
Нельзя использовать флюс для пайки других металлов. Алюминий легче реагирует с атмосферным воздухом и образует на поверхности толстый слой оксида алюминия. Убрать этот слой очень сложно.
Итак, вам нужен более сильный флюс для пайки алюминия.
Кроме того, алюминий лучше поглощает тепло, чем большинство других металлов. Вы должны использовать сильный источник тепла, чтобы поднять температуру алюминия. Только тогда припой (присадочный материал) расплавится и соединит две металлические детали.
В статье ниже описаны различные методы пайки алюминия и его сплавов. Он также предоставляет информацию о различных типах припоев, которые можно использовать для эффективной пайки.
Пайка алюминиевых сплавовЧаще всего паяют алюминиевые сплавы, содержащие менее 1 процента магния и 5 процентов кремния. Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Кроме того, для пайки не подходят сплавы с высоким содержанием меди и цинка.
ПрепаратПеред тем, как приступить к пайке алюминия, убедитесь, что металлическая поверхность чистая.На нем не должно быть пыли, жира и другого мусора.
Для очистки поверхности можно использовать щетку из нержавеющей стали или шерсть.
Кроме того, необходимо обезжирить поверхность растворителем, чтобы обезжирить поверхность. Если поверхность окислена, возможно, вам потребуется использовать химические вещества для очистки алюминиевой поверхности.
Методы пайки алюминияСуществует 4 различных метода пайки алюминия. Они следующие:
1.Жидкий флюс и припойВ этом случае жидкий флюс получают с использованием смеси органических аминов и неорганических солей фторборатов. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, например спирт, для снижения вязкости.
Жидкий флюс идеально подходит для индукционной пайки, поскольку он быстро портится после достижения определенной температуры.
2. Паста флюс и припойВы можете создать пастообразный флюс, добавив в жидкий флюс химические связующие.Пастообразный флюс обеспечивает более точное нанесение, поскольку он использует иглу для нанесения пасты на металл.
3. Паяльный присадочный металлНаполнитель с флюсовой сердцевиной будет иметь более высокую вязкость и более твердое содержание. Когда этот флюс нагревается, он переходит в жидкую форму. Затем вы можете использовать инжектор, чтобы нанести его на металлическую поверхность.
Наполнитель остынет и затвердеет, прочно удерживая две заготовки вместе.
4.Паяльная присадочная пастаВы можете превратить органический флюс в металлическую пластину для пайки, добавив порошок припоя и связующие. Вы можете использовать его для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Наполнитель выдерживает температуру до 420 ºC. Но это означает, что вам нужно произвести столько тепла, чтобы расплавить присадочный материал.
Типы припоевПрипои делятся на три основных типа в зависимости от температуры плавления.Ниже приведены эти типы,
1. Низкотемпературные припоиНизкотемпературные припои имеют точку плавления в диапазоне температур от 300 до 500 ºF. Обычно они сделаны из цинка, олова, свинца и кадмия.
Эти припои создают соединения с низкой коррозионной стойкостью.
2. Припои для промежуточных температурТемпература плавления припоев с промежуточной температурой составляет от 500 до 700 ºF. Олово или кадмий с цинком являются основным материалом.Кроме того, он также содержит небольшое количество других материалов, таких как свинец, медь, алюминий, никель или серебро.
3. Высокотемпературные припоиВысокотемпературные припои имеют точку плавления в диапазоне температур от 700 до 800 ºF. В качестве основного материала используется цинк, а припой содержит от 3 до 10 процентов алюминия.
Кроме того, в нем есть другие материалы, такие как железо, никель и серебро. В зависимости от состава этих материалов будет небольшая разница в их характеристиках плавления и смачивания.
Припои с самым высоким содержанием цинка обладают наибольшей прочностью. Кроме того, они являются наиболее стойкими к коррозии припоями.
Правила пайки алюминия- Перед пайкой удалить пыль и прочий мусор с алюминиевой поверхности
- Во время пайки следить за тем, чтобы детали не двигались
- Используйте правильный тип флюса
- Используйте правильную температуру для плавления присадочного материала
Основным преимуществом пайки алюминия является устранение необходимости в отдельном покрытии алюминия перед пайкой.Для пайки алюминия существует несколько методов и способов пайки.
Исходя из состава алюминиевых сплавов, вы можете выбрать технику, которая обеспечит наиболее прочное соединение.
Также не забудьте очистить алюминиевую поверхность перед пайкой.
Если у вас есть другие вопросы или сомнения, дайте нам знать, используя раздел комментариев. Мы вам поможем. Вы также можете публиковать свои мысли и мнения в поле для комментариев.
A Припой для алюминия без флюса
Просмотреть техническое описание продукта
Просмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
DIN: 1707: L-Zn Sn20
Идеально подходит для соединения алюминиевых профилей, используемых при производстве и ремонте алюминиевых дверей и окон.Также для ремонта поводков, водостоков, сайдинга, алюминиевых лодок и ящиков для инструментов. Большинство отливок из кирксита и цинка можно отремонтировать с помощью этого сплава. Также может использоваться в качестве износостойкого сплава на алюминии.
- Самофлюсующийся припой максимальной прочности для соединения, наплавки и упрочнения алюминия.
- Высокое содержание цинка обеспечивает хорошее соответствие цвета алюминию.
- Флюс не требуется — устраняется необходимость в последующей очистке.
- Низкая рабочая температура предотвращает коробление, деформацию и обесцвечивание.
Анализ металла сварного шва (типичная масса,%) |
Типичные механические свойства |
Неразбавленный металл шва Максимальное значение До:
Предел прочности на разрыв 260 МПа (35000 фунтов на кв. Дюйм)
Рабочая температура прибл. 710 ° F (375 ° C)
Очень хорошая коррозионная стойкость
Очень хорошее соответствие цветов
Методы пайки: Зона стыка должна быть тщательно очищена, желательно механическими средствами (соскабливанием, опиливанием и т. Д.).). Срезание тяжелых участков. Используйте зажимы или зажимы, чтобы удерживать детали на одном уровне. С помощью пламени науглероживания нагрейте основной металл примерно до 750 ° F (400 ° C) и натрите сплав в стыке. Не нагревайте стержень пламенем, позвольте теплу от припаянной детали расплавить стержень. Сильное трение поверхности основного металла позволяет стержню пробить твердый оксид и соединиться с прочным металлом. Более высокая прочность и лучшее сцепление могут быть получены при использовании чистой проволочной щетки из нержавеющей стали через расплавленный припой к поверхности основного металла.Дайте детали медленно остыть.
СохранитьСохранить
Что нужно знать • WelditU
0Не можете найти сварочную проволоку для алюминия с флюсовым сердечником ?
Вы не одиноки. По этой теме много путаницы и даже некоторого обмана.
Также называемая безгазовой сварочной проволокой для алюминия, это звучит как подходящий вариант для небольших сварочных работ. И тот, который может сэкономить сотни на сварочном газе MIG и пистолете для катушки.
Плюс, если ваш сварочный аппарат работает только с флюсовым сердечником, это ваш единственный вариант.Либо это?
Давайте узнаем, что реально, а что миф: существует ли сварочная проволока с сердечником из алюминиевого флюса? И можно ли сваривать алюминий с помощью сварочного аппарата с флюсовым сердечником?
Мои поиски алюминиевой проволоки с флюсовым сердечником — что реально?
Простой поиск в Интернете дает интересные, но в основном бесполезные результаты, которые вносят путаницу.
Паяльная и паяльная проволока с сердечником из флюса
Хотя это порошковые присадочные материалы для соединения алюминия, пайка и пайка — это разные процессы, которые не работают в сварочном аппарате.Дуговая сварка слишком горячая для этой проволоки.
Хотя это и не то, что мы ищем, прутки для пайки — удобный способ соединения алюминия с материалом без дорогостоящего оборудования. Если вы выучите эту технику и будете держать под рукой несколько удочек, когда-нибудь вы будете рады, что сделали это.
Подробнее об этом позже.
Объявления о товарах
По запросу «безгазовый алюминиевый провод для миграции» или другим подобным запросам Google подает многообещающие объявления.
Но безуспешно. Продукция представляет собой цельную алюминиевую проволоку или стальную проволоку с флюсовым сердечником.Они не будут работать с алюминием, и им не понадобится защитный газ.
Универсальные сварочные аппараты
Этот сварочный аппарат 4-в-1 привлек мое внимание. Может производитель тоже расходники продает?
Нет, еще одна забастовка. Эта машина, способная выполнять сварку как алюминиевых сердечников , так и , определенно не является машиной с алюминиевым флюсом .
Сварочная проволока для алюминия с поддельным сердечником из флюса
Название этого на eBay выглядит победителем…
В нем упоминается:
✔ Алюминий
✔ Сердечник из флюса
✔ Сердечник (для уверенности)
✔ Без газа
✔ Нет упоминания о сплошной проволоке
Но подождите — ниже указан номер детали Blue Demon для фунтовой катушки 0.035 диаметр цельная алюминиевая проволока. Для этого провода требуется газ аргон .
Как выяснил этот покупатель:
Жаль, но спасибо ему за предупреждение.
То, что я не нашел
Я согласен с приведенным выше обзором. Доказательства того, что алюминиевая проволока, предназначенная для аппаратов дуговой сварки флюсовым сердечником (FCAW), реальна, ускользнуло от меня.
Подтверждение пришло, когда я увидел эту таблицу характеристик присадочного металла от Американского сварочного общества (AWS):
Таблица: Американское сварочное обществоКогда AWS не перечисляет спецификации алюминиевой сварочной проволоки FCAW, пора признать свое поражение.Такого провода не существует .
Почему нет алюминиевой сварочной проволоки с флюсовым сердечником?
Использование алюминиевой проволоки FCAW препятствует ряду проблем. К ним относятся проблемы с удобством использования и качеством.
Тяжело подавать
Даже сплошная алюминиевая проволока мягкая, и ее сложно подавать. Только представьте, что вы пытаетесь подать проволоку с пустотелым сердечником из флюса без защемления и заклинивания. Обычные канатные приводы просто не справились бы с этой задачей. Потребовалась бы специализированная приводная система.
Плохие свойства флюса
Из-за уникальных характеристик алюминия флюсы, разработанные для углеродистой или нержавеющей стали, не работают.А флюсы, используемые при пайке и пайке, неэффективны при дуговой сварке при более высоких температурах.
Кроме того, испытанные на сварку алюминиевые флюсы чрезвычайно агрессивны. Это беспокоит как пользователей, так и окружающую среду. К тому же флюсы гигроскопичны и впитывают воду из воздуха. Эти свойства способствуют плохому качеству сварки и чрезмерному разбрызгиванию.
Природа FCAW
Дуговая сварка стали под флюсом может привести к образованию большого количества брызг. Жидкая природа алюминия при температурах сварки усугубила бы проблему.Количество расплавленного материала, выходящего из сварного шва, снизит качество и внешний вид шва.
Альтернативы сварке сердечником флюсом для соединения алюминия?
Теперь мы знаем, что не может сваривать алюминий с сердечником из флюса с помощью сварочного аппарата с подачей проволоки. Итак, давайте посмотрим на другие варианты, которые вы можете использовать, чтобы отремонтировать или построить свой проект.
Сварка MIG
Вы можете установить катушечный пистолет на совместимый сварочный аппарат. Это, наряду с баллоном со 100% -ным аргоном сварочного газа и небольшой катушкой сплошной алюминиевой проволоки, представляет собой эффективный и надежный метод.
Если ваш сварщик не готов к работе с катушкой или вы просто хотите сэкономить, попробуйте сварку алюминия методом MIG без катушки. По цене катушки проволоки и, возможно, лайнера, вы узнаете, на что способна ваша машина. Немного терпения и практики могут дать удивительные результаты.
Сварка TIG
Сварочный аппарат TIG на переменном токе с чистым аргоном в защитном газе может обеспечить самый красивый вид сварных швов. Как и при любой сварке алюминия, для этого потребуется немного практики. Помните, что это ручной процесс, который выполняется медленнее, чем MIG.TIG лучше всего подходит для небольших проектов.
В крайнем случае, сварочный аппарат TIG на постоянном токе вместе со стержнями для стержневой сварки с флюсовым покрытием может выполнить свою работу.
Ручная сварка
Альтернативой является установка для сварки штангой со сварочными стержнями, покрытыми флюсом.
Пайка / пайка
Если вы занимаетесь металлообработкой, подумайте о добавлении пайки и пайки в свой набор инструментов.
Оба процесса нагревают заготовку до температуры плавления присадочного материала, а не основного металла. Более низкий нагрев по сравнению с дуговой сваркой означает меньший риск деформации основных металлов.
«Пайка и пайка — это процессы, которые имеют много больших преимуществ… хорошая конструкция соединения приведет к прочности соединения, равной прочности сварки или выше».
Л. Джеффус «Принципы и применение сварки» (8-е издание, стр. 816)
840 ℉ — это разделительная линия между процессами: пайка происходит при температуре ниже, а пайка выше.
Капиллярное действие затягивает наполнитель, заполняя пустоты между деталями. Вы даже можете соединить разнородные металлы.
Вы можете начать с простой горелки, небольшого баллона с газом MAPP и нескольких алюминиевых стержней.
Вот несколько практических советов по пайке от Bernzomatic
Заклепки
Это так просто, но придает красивый законченный вид проекту.
Купите хороший заклепочный пистолет и заклепки из нержавеющей стали или алюминия. Просверлите отверстия. Вставьте заклепки. Достаточно хорошо работает для лодок и самолетов.
Для масштабных проектов может помочь пневматический пистолет, или вот модель с батарейным питанием.
The Big Picture
Алюминий обладает уникальными качествами, которые делают его привлекательным материалом для проектов.
Другие характеристики препятствуют разработке алюминиевой сварочной проволоки с флюсовым сердечником, имеющей надежное качество сварки, безопасной и простой в использовании.
АЛЮМИНИЕВАЯ ФЛЮСОВАЯ ПАСТА (1 фунт) — markal.com
{«id»: 954651181103, «title»: «ALUMINIUM FLUX PASTE (1 LB)», «handle»: «aluminium-flux-paste», «description»: «\ u003cp \ u003eЭта флюсовая паста предназначена для алюминия- пайка алюминия или алюминия с медью при низких температурах.Он обеспечивает пайку ниже точки плавления алюминия. \ U003c \ / p> \ n \ u003cp> \ u003ca href = \ «https: \ / \ / laco.imagerelay.com \ / fl \ / 9972232d00b14de1a8c6fd0bc236f90b \» \ u003eSDS Download \ u003c \ / a \ u003e \ u003c \ / p \ u003e «,» published_at «:» 2018-08-28T17: 03: 08 «,» created_at «:» 2018-08-28T17: 03: 08 » , «vendor»: «LA-CO», «type»: «Паяльные флюсы», «tags»: [«application: soldering», «application_soldering», «Applicator brush_no», «brand: LA-CO», «brand_LA» -CO «,» сертификация \ / согласования_DOD Стд.1866 »,« chem-mro »,« chem-other »,« Hazmat_air »,« hvac »,« цена: от 50 до 100 долларов »,« цена_ от 50 до 100 долларов »,« категория продукта: химия »,« категория продукта_химия », «тип продукта: паста», «тип продукта_паста», «поверхность: алюминий», «поверхность_алюминий»], «цена»: 6049, «цена_мин.»: 6049, «цена_макс»: 6049, «цена_варианты»: false, «compare_at_price» : null, «compare_at_price_min»: 0, «compare_at_price_max»: 0, «compare_at_price_varies»: true, «all_variant_ids»: [9204777746479], «варианты»: [ {«id»: 9204777746479, «product_id»: 954651181103, «product_handle»: «aluminium-flux-paste», «title»: «Название по умолчанию», «option1»: «Название по умолчанию», «option2″: null, » option3 «: null,» sku «:» 022407 «,» requires_shipping «: true,» taxable «: true,» Feature_image «: {» created_at «:» T «,» id «: 33829827,» position «: 1, «product_id»: 954651181103, «src»: «\ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 0023 \ / 5932 \ / 8815 \ / products \ /22404_Alum_Flux_Paste_4oz.jpg? v = 1552667386 «,» updated_at «:» T «},» image_id «: 33829827, «available»: true, «name»: «ALUMINUM FLUX PASTE (1 LB) — Название по умолчанию», «options»: [«Default Title»], «price»: 6049, «weight»: 533, «compare_at_price»: null, «inventory_quantity»: 39, «inventory_management»: «shopify», «inventory_policy»: «deny», «inventory_in_cart»: 0, «inventory_remaining»: 39, «incoming»: false, «next_incoming_date»: null, «облагается налогом. «: true,» barcode «:» «}],» available «: true,» images «: [» \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 0023 \ / 5932 \ / 8815 \ / products \ /22404_Alum_Flux_Paste_4oz.jpg? v = 1552667386 «,» \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 0023 \ / 5932 \ / 8815 \ / products \ /app_alum_flux_paste_540x540.jpg? v = 1552667386 «,» \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 0023 \ /5932\/8815\/products\/app_alum_flux_kit_540x540.jpg?v=1552667386 «],» Feature_image «:» \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 0023 \ / 5932 \ /8815\/products\/22404_Alum_Flux_Paste_4oz.jpg?v=1552667386 «,» options «: [» Title «],» url «:» \ / products \ / aluminium-flux-paste «}
- Дом
- ПАСТА АЛЮМИНИЕВАЯ ФЛЮСОВАЯ (1 ФУНТ)
Особенности / преимущества
- Низкотемпературная пайка предотвращает плавление алюминиевых деталей
- Новые алюминиевые компоненты HVAC не остановят завершение работ
- Противостоит электролитическому действию между алюминием и медью, предотвращая утечку между разнородными металлами
- Сделано в U.S.A.
для использования на
- Припой олово-серебро
- 96/4 припой
- 94/6 припой
- 95/5 припой
- припой 60/40
- 40/60 припой
- припой 50/50
Как паять алюминий с помощью паяльника
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас.Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я могу получить комиссию без каких-либо дополнительных затрат для вас. Узнать большеПаять алюминий может быть непросто, если вы этого раньше не делали. Оксид алюминия сделает большинство ваших попыток тщетными. Но если у вас есть четкое представление о процессе, он становится действительно простым. Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
Что такое пайка?
Пайка — это метод соединения двух металлических частей вместе. Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области. Припой, соединяющий расплавленный металл, очень быстро охлаждается после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Достаточно надежный клей для металла.
Относительно более мягкие металлы припаяны, чтобы удерживать их вместе. Обычно сваривают более твердые металлы.Вы также можете сделать свой паяльник именно для ваших конкретных задач.
Припой
Представляет собой смесь различных металлических элементов и используется для пайки. Раньше припой изготавливали из олова и свинца. В настоящее время чаще используются варианты без свинца. Паяльные провода обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припоям является способность проводить электричество, поскольку пайка широко используется при создании цепей.
Флюс
Флюс важен для создания качественных паяных соединений. Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов. Типы флюсов, которые обычно используются в электронных припоях, обычно изготавливаются из канифоли. Вы можете получить сырую канифоль из сосны.
Пайка Алюминий
Это никогда не будет прежней традиционной пайкой. Алюминиевые заготовки, занимающие 2-е место в мире по пластичности и высокой теплопроводности, часто бывают гораздо тоньше.Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Правильный инструмент
Перед началом работы очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия. Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую вы должны иметь, — это флюс, предназначенный для пайки алюминия.Канифольные флюсы с этим просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но, поскольку это твердый металл, с ним нелегко работать. Большинство изделий из алюминия — это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Если ваш алюминиевый продукт отмечен буквой или цифрой, вам следует изучить спецификации и придерживаться их.Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы, в которых их больше, будут иметь плохие характеристики смачивания флюсом. Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Пайка алюминия может быть сложной задачей по сравнению с другими металлами.Вот почему вы все-таки здесь. В случае алюминиевых сплавов они покрываются слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия нельзя паять, поэтому перед этим придется соскрести его. Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует выполнять как можно скорее.
Теперь, когда вы познакомились с основами, вы должны быть готовы приступить к пайке.Внимательно выполните следующие действия, чтобы убедиться, что вы все делаете правильно.
Шаг 1. Нагрев утюга и меры безопасности
Чтобы нагреть паяльник до идеальной температуры, потребуется некоторое время. Я бы посоветовал вам держать под рукой влажную ткань или губку, чтобы очистить утюг от излишков припоя. Надевайте защитную маску, очки и перчатки, пока вы работаете.
Шаг 2: Удаление слоя оксида алюминия
Используйте стальную щетку, чтобы удалить слой оксида алюминия с алюминия.Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: Нанесение флюса
После очистки деталей нанесите флюс на места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя. Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Шаг 4: Зажим / позиционирование
Это необходимо, если вы соединяете два куска алюминия вместе.Зажмите их в том положении, в котором вы хотите присоединиться к ним. Убедитесь, что алюминиевые куски имеют небольшой зазор между ними при зажиме, чтобы припой для железа мог течь.
Шаг 5: Нагревание заготовки
Нагрев металла предотвратит легко растрескавшееся «холодное соединение». Нагрейте паяльником части деталей, прилегающие к стыку. Нагревание одной области может привести к перегреву флюса и припоя, поэтому старайтесь перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Шаг 6: Добавление припоя в стык и окончательная обработка
Нагрейте припой, пока он не станет мягким.