Сварка аргоном — особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки.
 Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика. - Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
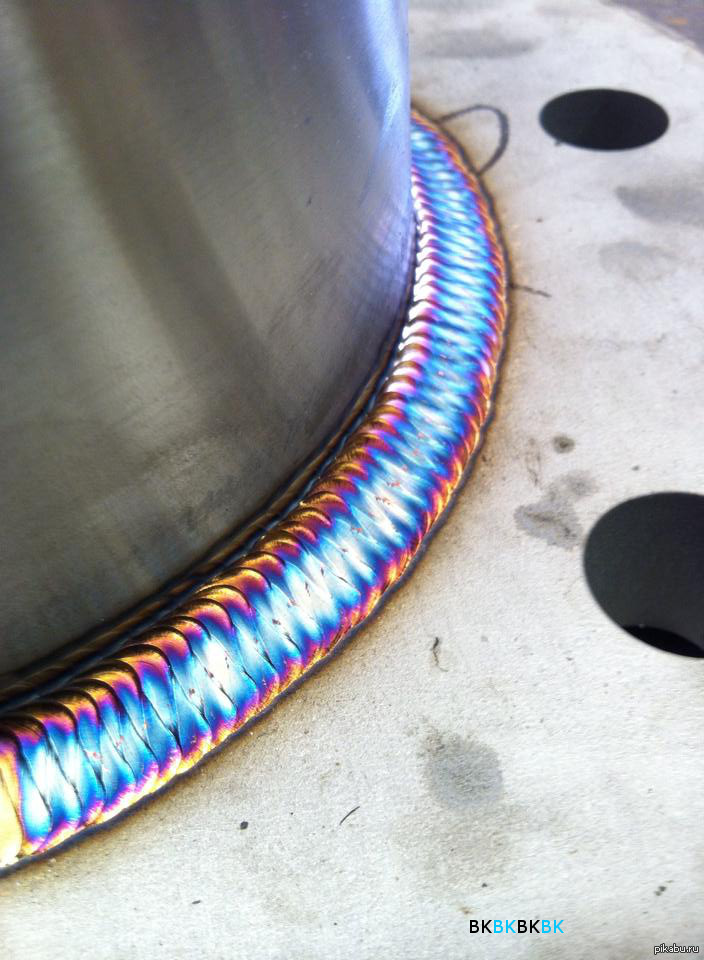
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.

- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности.
 Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности. - Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки.
 Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва.
 Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией. - Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.

- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.

Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Поделись с друзьями
0
0
0
2
Принцип аргонной сварки
Сварочный процесс, использующий для нагревания электродугу с аргоном в виде защитной среды, получил название аргонодуговой сварки. Главная цель подачи инертного газа состоит в осуществлении защиты металлов от воздействия на них кислорода. В отдельных случаях бывает целесообразна замена аргона на гелий, однако, поскольку он имеет более высокую стоимость, аргонная сварка все же предпочтительнее. При этом принцип сварочных работ с защитной гелиевой средой аналогичен аргонодуговому принципу действия.
Особенности применения аргонной сварки
Данная технология сварки реализуется в двух схемах: посредством неплавящегося электрода и при помощи плавящихся металлических электродов. Первую из них чаще используют для работ с материалами толщинами от 0,1 мм, а вторую – при соединении заготовок от 2 мм и толще. Причем такое разграничение не является принципом аргонной сварки, оно скорее условность. Зачастую, если не требуется значительной производительности работ, изделия больших толщин соединяют также сваркой неплавящимися электродами швами в несколько проходов.
Атмосфера газовой защиты позволяет проведение аргонодуговой сварки неплавящимся электродом (вольфрамовым), расплавляя только основной материал толщиной в пределах 3 мм. Если необходимо усиление шва либо требуется заполнить разделку кромок деталей толще 3 мм, то применяют присадочные материалы. Это проволоки с присадочными прутками для аргонодуговой сварки, их подают в зону дуги со стороны с помощью специального механизма подачи либо вручную.
Аргонную сварку неплавящимися электродами проводят на прямой полярности постоянных токов. Они позволяют быстро зажигаться дуге с последующим устойчивым горением при незначительном напряжении. Возможно даже использование токов высокой плотности без значительного расхода электродов и сильного нагревания. Причем стойкость горения электродуги сохраняется на минимальных электротоках, чем объясняется способность аргоновой сварки соединять довольно тонкий листовой материал.
Обратная токовая полярность вызывает возрастание напряжения электродуги, а это снижает стойкость ее горения с усилением нагрева и ростом расходования электродов. Такие свойства дуги обратной полярности почти исключают ее использование в ходе ручной аргонодуговой сварки. Но эта дуга имеет одну важную технологическую особенность: ее воздействие способно очищать свариваемые кромки от загрязнений и поверхностных окислов. Данную операцию еще называют катодным распылением, в ходе которого поверхность изделия подвергается бомбардировке положительно заряженными частицами газа аргона. Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Принцип аргонной сварки
Для питания электродуги в аргоне необходим переменный ток, получаемый от специального источника. Его схемой предусмотрено включение стабилизатора горения электродуги. Это особое электронное приспособление, способное подавать на дугу импульсы добавочного напряжения в период ее функционирования на обратной полярности тока. Наличием данного устройства в аппаратах аргонной сварки достигается устойчивость дуги на любой полярности при постоянстве тока и процесса образования шва.
Сварочные операции в аргонной среде неплавящимся электродом возможны как с применением присадок в виде проволоки для аргонодуговой сварки, так и без ее использования. Соединение материалов малых толщин встык либо по отбортовке производят без присадочных материалов. В сваривании аргоном высоколегированных сталей с использованием неплавящихся электродов в виде присадок применяют электродные проволоки со схожими с основным материалом химическими свойствами.
В сваривании аргоном высоколегированных сталей с использованием неплавящихся электродов в виде присадок применяют электродные проволоки со схожими с основным материалом химическими свойствами.
Технология аргонодуговой сварки основывается на возбуждении дуги, возникающей между поверхностью обрабатываемого элемента конструкции и электродом. Он размещается в устройстве проведения тока горелки для аргонной сварки в окружении керамического сопла. От действия электродуги в процессе плавления соединяемых кромок происходит образование общего расплава сварочной ванны. Нагнетаемый под давлением токоведущим устройством аппарата аргонодуговой сварки аргон вытесняет собой кислород. Таким образом осуществляется защита расплава ванной сварки от действия азота и окисления.
В этом виде сварочного процесса в дугу осуществляется подача присадочных металлов (прутков либо проволок), которые технологически свариваются с основными материалами. Подаваемые в область горения дуги присадки не включают в электроцепь. Особый уровень прочности получаемого шва, а также герметичность и долговечность конструкции обеспечиваются тем обстоятельством, что шов становится неотъемлемой частью единого с соединяемыми заготовками целого. В ходе обучения аргонодуговой сварке следует учитывать достижение сварочной зоной предельно высокой температуры. Это объясняется высокой концентрацией электродуги на ограниченной из-за сжатия поверхности.
Особый уровень прочности получаемого шва, а также герметичность и долговечность конструкции обеспечиваются тем обстоятельством, что шов становится неотъемлемой частью единого с соединяемыми заготовками целого. В ходе обучения аргонодуговой сварке следует учитывать достижение сварочной зоной предельно высокой температуры. Это объясняется высокой концентрацией электродуги на ограниченной из-за сжатия поверхности.
Возбуждение электродуги при сваривании неплавящимися электродами невозможно от касания к поверхности детали. Отчасти это объясняется значительным потенциалом ионизации аргона, что существенно осложняет этот процесс для дугового промежутка при прохождении искры между деталью и электродом. Помимо этого, от соприкосновения с изделием электрод из вольфрама способен активно оплавляться, загрязняясь. Поэтому принципом работы аргонной сварки предусмотрено одновременное присоединение особого приспособления (осциллятора) к источнику питающего тока. Посредством осциллятора осуществляется передача на электроды импульсов высокой частоты. Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Технология аргонодуговой сварки
Сварочные процессы, требующие применения аргона, проводят как в механизированном, так и ручном режимах аргонодуговой сварки. Последний предполагает нахождение сварочной горелки с присадочным металлом в руках проводящего сварку, в противном случае перемещение того и другого осуществляется автоматически. Операция ручной сварки, имея свои отличительные особенности, производится без совершения колебательных действий горелкой для аргонодуговой сварки. Это могло бы нарушить защиту зоны сваривания. Угол между поверхностью заготовки и горелкой не может превышать 80º, а между элементом конструкции и присадочным материалом находиться в пределах 20º. В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
Ряд случаев, связанных с обработкой коррозионностойких сталей или алюминия, требуют использования установок аргонодуговой сварки с помощью плавящихся электродов. Хотя масштабы применения данного способа производства значительно уступают обработке неплавящимся электродом. Нормальный ход сварочного процесса с помощью плавящихся электродов в аргонной атмосфере с получением швов должного качества достигается применением токов довольно высокой плотности. В таком случае переносимый с электрода расплав металла приобретает мелкокапельный и даже струйный вид, когда от электромагнитных сил расплавленные капли, быстро двигаясь, соединяются в одну струю жидкого металлического расплава. Этот перенос электродного металла создает глубокое проплавление основного материала заготовки с образованием шва хорошей плотности. Причем его поверхность получается чистой и достаточно ровной, а разбрызгивание металлов оборудованием для аргонодуговой сварки остается в допустимых объемах.
Необходимость использования токов большой плотности в сварочном процессе с плавящимися электродами обусловила использование сварочной проволоки небольших диаметров на высокой скорости ее подачи в зону электродуги. Требуемый режим способна обеспечить лишь автоматизированная подача. Причем электрические характеристики дуги во многом определяются существованием в ее столбе ионизированных частиц металла анода, образующихся из-за испарения электрода. Такая электродуга обратной полярности в сварке плавящимися электродами обладает стойким горением, обеспечивая должное образование шва, высокие скорость расправления проволок с производительностью сварочного процесса.
Аргонный способ сварки активно используют при изготовлении конструкций из легких металлов и тугоплавких сплавов, а также в аргонодуговой сварке сталей. В последнем случае эффективно смешивание аргона с другими горючими газами (углекислым с кислородом). В данной смеси электродуга обладает лучшими технологическими качествами, обеспечивающими ее устойчивое горение с должным формированием шва.
Аргонодуговая сварка WIG/TIG | Рудетранс
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.Для обозначения аргонодуговой сварки могут применяться следующие названия:
- РАД – ручная аргонодуговая сварка неплавящимся электродом,
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Сварка аргоном: особенность и технология процесса
Если в бытовых условиях понадобилось соединить нержавеющий трубопровод или детали автомобиля на основе алюминия, потребуется сварка аргоном. Такого рода аргонодуговая сварка имеет способность создавать высоковольтную электродугу, которая с легкостью плавит кромки металлических поверхностей, благодаря чему на выходе образуется едва заметный шов.
Технология процесса
Сварка аргоном имеет технологический принцип, который состоит из использования электродуги. Она же является источником подачи тока, под действием которого плавятся кромки металла. В жидком состоянии он заполняет стыковые ниши.
Чтобы на металл не влияли различные сплавы из газов, применяют инертный газ аргон: он выше по инертности воздуха на 38 %, благодаря чему с быстротой и легкостью вытесняет кислородную массу из участка сварочного процесса. Аргонная смесь надежно защищает сварочный отсек от внешнего атмосферного влияния.
Начало подачи газа в сварочную зону осуществляется за 20 секунд до розжига дуги, а остановить подачу необходимо после 7-10 секунд после пайки. Аргонная сварка не образует химического воздействия с поверхностью исходной заготовки, даже если используются другие виды газа в местах подачи тока на дугу. За это аргон получил название инертный.
Однако имеется в данной технологии одно «но»: при пайке с режимом обратного полярного процесса молекулы аргона могут распадаться на электроны, что в итоге создает электронную плазменную проводимость.
Аргонная сварка может осуществляться плавкими электродами или неплавкими. Вольфрамные стержни, с помощью которых производиться аргонодуговая сварка, имеют нити для розжига аппарата. Ширина электродного стержня полностью зависит от состава соединительных частей, показатели которых можно изучить на этикетке расходного материала.
Принцип работы
В сопло аппарата вставляется электрод на основе неплавящегося вольфрама, который должен иметь выступ за пределы самой горелки не больше чем на 2-5 мм. Аргонно дуговая сварка предусматривает подбор электродов в соответствии с диаметром в таблице, указанной на пачке материала.
Внутренняя часть горелки имеет держатель, в который встраивают, а затем фиксируют электрод выбранной ширины. По оси электрода размещают сопло из керамики, из которого будет подаваться газ аргон. Аргонодуговая сварка должна состоять из осадочной проволоки того же состава, что и свариваемая деталь, его ширина высчитывается по данным таблицы.
Чтобы получить более эффективный результат соединения двух изделий, нужно грамотно установить сварочный режим. Полярную подачу тока стоит подбирать, основываясь на химическом свойстве металлических участков. Основные стальные листы и сплавы подвергаются пайке под воздействием постоянного тока с прямой полярностью. Цветные металлические конструкции лучше паять с обратимой полярностью или с подачей переменного напряжения, что помогает быстрее разрушить оксидную пленку.
Аргонная сварка при постоянном напряжении выделяет неравномерное количество теплопроводности на анодной и катодной пластине. Чтобы полноценно нагревался электрод и при этом глубоко накалялся участок исходного материала, нужно задействовать модуль с полярностью прямого действия.
Аргонодуговая сварка в процессе сварочных работ может образовать закись на медных изделиях при взаимодействии с водородом, находящимся в воздушной массе. При выходе наружу водородные пары превращаются в поры на швах. В связи с этим защита сварочной поверхности аргоном должна проводиться в обязательном порядке.
На каких этапах основана работа аппарата?
Начало сварочных работ нужно организовывать согласно таким действиям:
Сварка аргонодугового типа и ее рабочий участок должны быть очищены от окиси, пыли и жира. Проделывается это с помощью обработки аппарата химическими реагентами.
Если свариваемые детали имеют небольшую толщину, оборудование можно уложить на железную ровную поверхность или стол. Осадочный шнур в электрощит не запускается, электропитание должно подаваться отдельно.
В правой руке сварщика должна находиться аппаратная горелка, а в левой — осадочная проволока. Горелка должна быть оснащена блоком регулировки, с запуском которой произойдет подача тока и газа.
Подавать газ необходимо раньше, чем ток. Сила напряжения устанавливается с учетом свариваемых исходников.
Далее сопло с электродом опускается как можно ниже к сварочному участку на расстоянии 2 мм. Электродуга появляется между электродным кончиком и сталью, она плавит кромочные края исходной детали и осадочной проволоки.
Не спеша проводят горелкой поперек стыковочного места, без резких движений сварщик должен с нарастающим темпом подавать проволоку в сопло инвертора. Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.
Сварка с использованием аргона обеспечивает надежные и прочные швы с равноценной глубиной плавки металла. Этот фактор является важным при сварочном процессе по пайке тонколистого изделия из металла с односторонним участком доступа. Если допускается сварка аргоном по соединению цветных металлов небольшого диаметра, проволоку для осадки можно не использовать.
Похожие статьиСварка аргоном своими руками. Как быстрее освоить процесс?
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Сварка аргоном — всесторонний обзор технологии
Применять сварку высокой температурой можно не для всех сплавов. В некоторых случаях применяется особая сварка аргоном. Подробно разберем технологию.
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов. Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:
Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Преимущества технологии
Сварка в среде аргона имеет ряд преимуществ, которые позволяют использовать эту технологию во многих ситуациях, где другие виды сварочных работ невозможны. Среди них характерными преимуществами являются:
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.
Оборудование для аргонодуговой сварки
Разные режимы технологии аргонодуговой сварки предполагают использование оборудования, имеющего различные принципы работы и устройства.
Аппараты для соединения деталей с помощью дуги в аргонной среде подразделяются на специальные и универсальные устройства:
- Сварочные трансформаторные устройства работают на использовании переменного тока.
- Аппараты, играющие функцию выпрямителей и генераторов, служат для обеспечения выпрямленного (постоянного) тока при выполнении сварочных работ.
- Универсальные аппараты предназначены для сварочных работ, как на постоянном, так и на переменном характере тока.
Наиболее востребованным является аппарат универсального действия. К таким устройствам относятся инверторы.
Аппараты для ручной сварки с использованием вольфрамового электрода обязательно содержат в комплекте горелку, а также трансформаторы для преобразования тока из переменного в постоянный ток, стабилизаторы напряжения и устройства для розжига дуги.
Аппараты для работы в автоматическом режиме должны включать устройства для управления сварочным процессом и подачей защитного газа.
Аргонно-дуговая сварка – что это?
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.
Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у насДля аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, газ аргон — один из наиболее широко используемых профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металлы воздействию высоких температур.Часто эти температуры превышают 5000 градусов и могут быть очень высокими.
Газ — один из важнейших газов, в котором часто нуждаются сварщики, и то, что может улучшить работу, которую выполняют люди этой профессиональной категории. Газ без цвета и запаха. Газ также не горюч и совершенно нетоксичен, поэтому его можно использовать в таких огромных масштабах.
Один из наиболее популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется.Это тип газа, который невероятно полезен для конкретных целей, но мало кто знаком с причинами его действия и с тем, почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон, и о тонкостях этого газа.
Подробнее о том, почему сварщики используют аргон
Как я уже сказал выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами.Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать им соответствующую форму.
Роль, которую играет аргон в этом процессе, заключается в защите плавящихся металлов. Когда металлы подвергаются воздействию высоких температур, они могут вступать в реакцию с некоторыми газами в воздухе вокруг них. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. Газообразный аргон применяется к металлам, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных веществ в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется по отношению к аргону и может быть невероятно полезным для любого, кто выполняет любые сварочные работы.Защитные газы — это тип классификации инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Причина, по которой защитный газ важен, потому что он помогает сварщику защитить металл, с которым он работает. Это предотвращает любые поломки металла и позволяет сварщику работать без каких-либо проблем.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать, пытаясь это сделать.Сварщики также склонны использовать гелий, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. В некоторых случаях аргон используется вместе с кислородом для достижения лучших результатов.
В чем опасность аргона?
При использовании любого газа отметьте, какие меры предосторожности необходимо предпринять и что необходимо сделать, чтобы обеспечить его наиболее безопасное использование.В основном газ аргон относительно безопасен. Этот газ негорючий и не выделяет токсичных веществ, поэтому сварщики могут его регулярно использовать. Это также означает, что газ аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, при использовании этого газа соблюдайте необходимые меры безопасности. Газообразный аргон обычно дают сварщикам в баллоне со сжатым газом, для чего существует свой собственный список мер предосторожности. При использовании этого продукта необходимо соблюдать регулярные указания по безопасности компрессионного бака.
Одна из самых больших опасностей, которые возникают при использовании газа аргона, — это его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в местах с хорошей вентиляцией. Есть ограничения на то, что большое количество аргона может быть помещено в сжатый резервуар.Как правило, количество в одном резервуаре достаточно безопасно для использования и не приводит к появлению избыточного количества в окружающей атмосфере.
Какие типы аргона используют сварщики?
Хотя газ аргон необходим в любом сварочном процессе, разные сварщики используют аргон разной плотности и чистоты при работе. Обычно сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов для газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных своим аргоном. Некоторые сварщики используют чистый аргон. Это тот газ, который выбирают немногие сварщики, когда собираются использовать этот газ. Чистый аргон не содержит каких-либо других компонентов и не содержит следов каких-либо других газов или элементов. Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистыми газами аргона, но является хорошим и менее дорогим вариантом, которым могут заняться сварщики.Еще один существующий тип аргона — это аргон медицинского качества.
Считается самой чистой формой Агона и полностью не содержит следов каких-либо других соединений или элементов. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому сварщики редко его используют.
Каков срок службы резервуаров с аргоном?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек.Одним из первых факторов, влияющих на период существования аргона, является размер резервуара.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется вне резервуара, может определять, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в резервуаре также могут повлиять на его срок службы. Настройки предварительного и последующего потока в резервуаре могут сыграть роль в определении того, сколько и как долго будет работать.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF.Это одни из наиболее распространенных размеров, которые сварщики используют при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать, что аргона хватит примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют так называемый регулятор аргона. Это важно для тех, кто регулярно использует аргон в сварочных процессах. Любой хороший сварщик порекомендует это из-за эффективности, которую он приносит с собой, и легкости, с которой можно использовать имеющийся у них аргон.
Одна из главных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более постоянную подачу аргона, а не все сразу.
Найдите регулятор, который хорошо работает и совместим с используемым резервуаром. Отметьте резервуар, который вы используете, и регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, имеющихся в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, которые люди задают о сварщиках, — это давление, при котором они используют аргон. Большинство резервуаров с аргоном хорошо работают при установке 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно управлять своим оборудованием. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки — огромный плюс в этом.Это также позволяет им адаптировать выпуск аргона в соответствии с тем, что им лучше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод расположен дальше, сварщику требуется большее усилие. Чем больше давление аргона использует сварщик, тем больше у него покрытия при работе таким образом.
Связанные вопросы
Что такое газ C25? Газ C25, также известный как Autoweld, — это просто негорючая, адаптивная, эксклюзивная комбинация газов, используемая при сварке углеродистой, нержавеющей стали, а также металлической стали с покрытием.
Какой газ лучше всего подходит для сварки MIG низкоуглеродистой стали? Аргон является одним из наиболее часто используемых инертных газов для сварки MIG низкоуглеродистой стали. Аргон, без сомнения, является основным защитным газом, который используется при сварке TIG большинства металлов, а также при сварке легких сплавов методом MIG или при пайке MIG. Самые обычные активные газы — это стопроцентный Co2 и смесь аргона и углекислого газа.
Подобные сообщения:
Почему аргон используется в сварке и что это такое? Гид на 2021 год
0Последнее обновление: 4 мая 2021 г.
Введение
Некоторые из самых популярных сварочных процессов, особенно TIG (вольфрамовый инертный газ), используют газ под названием аргон.Он также используется при сварке MIG. При сварке MIG он часто сочетается с диоксидом углерода в газовой смеси в качестве защитного газа. Хотя сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без газа, такого как аргон.
Корень слова расскажет нам больше о том, что это такое. Аргон происходит от греческого слова argos, что означает «медленный» или «бездействующий». Другими словами, газ «инертен». Аргон — это химическое вещество, принадлежащее к группе благородных газов.Благородные газы, как правило, не имеют запаха, цвета и одноатомны. Аргон, безусловно, подходит под это описание. Но единственное, что делает аргон идеальным для сварки в благородных газах, — это то, что он обладает свойством относительно низкой химической реактивности, если только он не находится в экстремальных условиях. Это также может помочь предотвратить окисление. Вы могли слышать, как некоторые старожилы называют сварку TIG Heliarc. Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Почему при сварке используется аргон?
Поскольку аргон имеет низкую химическую активность, это означает, что он может действовать как газ, отталкивая другие газы, не мешая процессу сварки. Аргон также помогает избежать окисления. Это особенно полезно при сварке TIG, которая может иметь даже незначительные дефекты.
При сварке MIG он используется в сочетании с углекислым газом, поскольку он помогает лучше стабилизировать дугу. Обычная газовая смесь — это 75% углекислого газа и 25% аргона.
Как аргон используется при сварке?
Он действует как защитный газ. Это означает, что он защищает зону сварки и вольфрамовый электрод от загрязнения во время процесса. Представьте, что газ распространяется по поверхности металла и создает отдельную атмосферу или озоновый слой, изолирующий сварной шов от внешних загрязнений.
Кредит: Prowelder87, Commons Wikimedia
Газ выходит из газового диффузора, прикрепленного к сварочному пистолету.Газовый диффузор на сварочном пистолете TIG обычно больше, а поток более прямой, чем у сварочного пистолета MIG (в том числе с флюсовой сердцевиной). На сварочном пистолете MIG диффузор устанавливается под соплом и имеет отверстия по бокам, тогда как диффузор или линза TIG обычно представляют собой поверхность, через которую может проходить газ.
Еще одно различие в способах диффузии газов состоит в том, что для сварки TIG часто используется предварительная подача. Это означает, что когда сварщик нажимает на педаль, нажимает на спусковой крючок или царапает вольфрам, чтобы зажечь дугу, газ начнет течь еще до того, как дуга возникнет.Причина этого в том, что сварной шов будет загрязнен, иначе он будет защищен только от защитного газа. Существует также дополнительный поток, который используют как TIG, так и MIG. Сварщик после завершения сварки будет как бы «зависать» над последней сваренной частью, чтобы убедиться, что она остывает должным образом и без каких-либо дефектов.
Часто задаваемые вопросы (FAQ)
Является ли аргон взрывчатым веществом?Поскольку он не обладает высокой реакционной способностью, он не подвержен взрыву.Однако, если вы проткнете баллон с аргоном под давлением, он может взорваться из-за сброса давления. Самая большая проблема безопасности при использовании аргона — обеспечение надлежащей вентиляции. Поскольку аргон не пригоден для дыхания, он, как и углекислый газ, обладает удушающим действием. Всегда следите за тем, чтобы у вас было достаточно кислорода или вентиляции.
Насколько дорог аргон?Он достаточно доступен для использования в больших масштабах. Однако углекислый газ дешевле аргона. Вот почему порошковая порошковая краска с двойным экраном чаще всего используется со 100% диоксидом углерода.Для работы FCAW нет необходимости в аргоне, но он, безусловно, улучшает характеристики дуги.
Изображение предоставлено: Christopher.S.rcbc, Commons Wikimedia
Истекает ли газ аргон?Поскольку аргон является благородным газом и не реагирует с другими химическими веществами, он никогда не испортится.
Заключение
Санитарная пищевая нержавеющая сталь, электростанции, нефтеперерабатывающие заводы — все, что связано с сваркой TIG, которая была бы невозможна без аргона.В таких проектах ставки высоки, и аргон помогает защитить сварные швы от водорода, кислорода и азота, обеспечивая безопасность оборудования.
Featured Image: Welder, Wikimedia Commons
6 причин, почему аргон используется для сварки TIG — Welding Mastermind
Когда дело доходит до покупки аргона, я часто слышу вопрос о более дешевых альтернативах аргону и почему мы должны использовать этот дорогой (благородный) газ. Если вам, как и мне, интересно, почему аргон является основным продуктом газо-дуговой сварки и сварки TIG, я собрал шесть причин ниже.
6 Причин, по которым аргон используется в процессах сварки TIG:
- Аргон сохраняет сварные швы TIG чистыми и чистыми
- Аргон может смешиваться с другими газами
- Это «благородный газ. ”
- Необходимо для зажигания дуги
- Уменьшает цвет отжига (и время очистки) для сварных швов нержавеющей стали
- Дешево с учетом альтернатив
Прежде чем я перейду к химическим и техническим деталям, я перечислите практические, повседневные преимущества аргона для сварки TIG и газовой сварки в целом.И в конце я расскажу, почему аргон дешев.
1. Аргон сохраняет чистоту и чистоту сварных швов TIG
Вероятно, самая известная причина, по которой аргон используется при сварке TIG, — это защитный эффект, который оказывает газовая защита аргона на сварной шов. Аргон проходит через сопло горелки и создает газовый «зонтик» вокруг расплавленной сварочной ванны. Этот экран идеально вытесняет весь воздух вокруг зоны фокусировки и предотвращает образование оксидов. Оксиды образуются, когда различные материалы вступают в реакцию с кислородом.
При сварке TIG одним из рисков является образование оксидов вольфрама. Это увеличивает износ вольфрамового электрода и увеличивает вероятность загрязнения сварного шва оксидами вольфрама. Эти оксиды действуют как лезвия бритвы, отлитые в резиновую ленту. Как только сварной шов (или в этом примере резинка) будет растянут или напряжен каким-либо образом, лезвия бритвы прорежут материал. Точно так же, поскольку оксиды имеют более высокую твердость по сравнению с окружающим сварочным материалом, они будут создавать трещины и значительно снижать прочность соединения.Эти включения крайне нежелательны и могут быть одной из причин, по которой сварные швы необходимо полностью удалить. Или, что еще хуже, суставы критически выходят из строя.
Некоторые материалы более чувствительны к загрязнению. Водород, вода, воздух или кислород критически реагируют с коррозионно-стойкими металлами, такими как нержавеющая сталь. Один из эффектов, вызванных этими примесями в сварочной атмосфере, может привести к дефектам, таким как снижение коррозионной стойкости, трещины, повышенная хрупкость, выделение карбидов и, как правило, уродливый сварной шов с большим обесцвечиванием.
Водород, вода, воздух, кислород, откуда все эти вещи? И простой ответ — «везде». Водород может поступать из загрязненного источника защитного газа или образовываться при попадании воды в контур сварочного шва. Например, из-за утечек при охлаждении или во влажной рабочей среде. Водород также может присутствовать в вашей заготовке. Водород, химический символ H, можно найти при ремонтных работах, особенно если посмотреть на время службы на море. Кроме того, некоторая плохо производимая сталь может содержать водород.Если вы не можете доверять источнику вашего материала и у вас нет надежной сертификации, соблюдайте осторожность при сварке.
И третий источник воды / водорода — это обычный воздух. Воздух переносит влажность и кислород в незащищенную зону сварного шва, поэтому его необходимо держать в стороне.
Установка манометра для аргона2. Аргон можно смешивать с другими газами
Аргон бывает не только разной степени чистоты (чем выше, тем лучше), но и в виде смесей. Во-первых, обзорная таблица наиболее распространенных комбинаций и их влияние на сварку TIG для сравнения.Позже я расскажу немного подробнее и упомяну еще пару экзотических смесей.