применение, классификация, меры предосторожности при использовании
Пайка представляет собой процесс соединения радиоэлементов между собой, и для этого требуется применение различных присадочных материалов, таких как припой и флюс.
Припой представляет собой металл или сплав различных металлов, имеющий температуру плавления меньшую, чем в соединяемых металлах. Он обеспечивает прочное соединение и заполняет зазоры между соединяемыми частями заготовки.
Требования к флюсам
Для улучшения спаивания деталей и качества получаемого соединения, а также очищения поверхности от оксидной пленки и жировых загрязнений, применяются различные флюсы. Любой применяемый в работе флюс должен выполнять следующие требования:
- Температура плавления должна быть ниже температуры плавления припоя. Это основное условие качественного соединения деталей.
- Не должен вступать в реакцию с припоем.
- Должен обеспечивать хорошее растекание припоя по поверхности и смачивать все обрабатываемые изделия.

- Должен удалять и разрушать все оксидные и жировые пленки.
- Остатки должны хорошо смываться с поверхностей.
Флюсы принято делить на активные и нейтральные в зависимости от наличия в их составе кислот. Кислотные активно взаимодействуют с многими растворяемыми оксидными пленками и жирами.
При этом они выделяют токсичные вещества при испарении и могут со временем повредить печатную плату, если их не удалить. Это связано с тем, что активная кислота, входящая в состав данных флюсов, хорошо растворяет различные металлы, например, те, из которых состоят радиодетали и сама плата.
Нейтральные варианты зачастую лишены этих недостатков, но пайка проходит не так качественно, как при применении кислотных.
Группы флюсов
Все существующие препараты можно разделить по эффективности на три группы согласно ГОСТу:
- Нейтральная группа. Из-за почти нулевой активности компонентов данные флюсы слабо очищают поверхности, а припои, которые используются с ними, должны быть легкоплавкими.
 Применяются при работе с медными материалами, медью, покрытой кадмием, серебром и оловом. К этой категории относят канифоли, воски, древесные смолы и стеарин.
Применяются при работе с медными материалами, медью, покрытой кадмием, серебром и оловом. К этой категории относят канифоли, воски, древесные смолы и стеарин. - Слабокоррозийная группа. Для нее характерно растворение в спирте, воде, различных жирах и слабых кислотах. Одним из обязательных компонентов каждого флюса данной группы является канифоль, обеспечивающая антикоррозийную функцию. В процессе пайки хорошо испаряется, разлагается и сгорает.
- Сильная коррозийная группа. Компонентами данных флюсов являются хлориды, фториды и сильнейшие неорганические кислоты. Изготавливаются в виде паст и в твердом виде, способны разрушать стойкие оксидные пленки на черных и цветных металлах.
Обзор различных флюсов для пайки
- Канифоль. Различают канифоль по количеству в ней жирных кислот, чем темнее — тем больше кислот в составе. Хоть и является неактивным флюсом, но учитывая наличие кислот в составе, остатки канифоли лучше удалять с пайки.
 Является самым популярным и доступным материалом. К недостаткам можно отнести выделение большого количества дыма при пайке и быстрое покрытие копотью жала паяльника. Твердую канифоль тяжело использовать при пайке, поэтому ей лудят паяльники и провода, а для соединения радиоэлементов лучше применять жидкую канифоль в спирту.
Является самым популярным и доступным материалом. К недостаткам можно отнести выделение большого количества дыма при пайке и быстрое покрытие копотью жала паяльника. Твердую канифоль тяжело использовать при пайке, поэтому ей лудят паяльники и провода, а для соединения радиоэлементов лучше применять жидкую канифоль в спирту. - Паяльная кислота. Состав данного флюса включает в себя сильные кислоты — ортофосфорную или соляную и хлористого цинка, который может достигать 50% в растворе. Доступный и дешевый материал, разъедающий все жировые пленки и позволяющий спаивать почти любые виды металлов. Но кислота очень токсична, поэтому работы следует проводить вне жилых помещений с применением индивидуальных средств защиты. Помимо этого, является неплохим проводником электричества, даже малейший остаток на соединении разъест дорожки платы, поэтому ее лучше не использовать совсем.
- Бура. Является солью борной кислоты и представлена в виде порошка. Для получения жидкого флюса ее смешивают с борной кислотой и водой.
 Работает при очень высоких температурах, поэтому ее можно применять при работах со строительным феном. Бура — активный флюс, поэтому необходимо тщательно смывать остатки.
Работает при очень высоких температурах, поэтому ее можно применять при работах со строительным феном. Бура — активный флюс, поэтому необходимо тщательно смывать остатки. - Паяльный жир. В зависимости от состава может быть как нейтральным, так и активным. Состоит из канифоли, вазелина, парафина, хлоридов цинка и аммония. Очень хорошо показывает себя при очищении сильно загрязненных поверхностей, поскольку парафин в составе вытягивает всю грязь от места пайки. Медленно испаряется, почти не дает нагара, но остатки долго испаряются.
- ЛТИ 120. Состав представлен канифолью (20%), этиловым спиртом (95%) и вспомогательными добавками, такими как триэтаноламин (2%) и диэтиламин солянокислый (3−5%). Обладает низкой стоимостью, не проводит электрический ток, что позволяет использовать этот флюс для пайки радиодеталей. В комплекте часто идет удобная кисточка, которой легко наносить материал на место пайки. К некоторым недостаткам можно отнести быстрое испарение и потенциальную токсичность.

- СКФ. Спирто-канифольный флюс состоит из этилового спирта (60−80%) и сосновой канифоли (20−40%). Неактивный материал, который можно изготовить самостоятельно, добавив в спирт измельченную канифоль. Слабо коптит, удобен в нанесении. К недостатку относят быстрое высыхание по причине испарения спирта, поэтому хранить его следует в плотно закрытой таре.
- Оксидал. Применяется для чистки жала паяльника, а также пайки сильно окисленных и загрязненных медных проводов.
Вышеперечисленные материалы являются самыми доступными и популярными. Кроме них существуют специальные флюсы в виде гелей, но они обладают очень высокой стоимостью и вряд ли потребуются в любительском радиоделе.
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны.
- Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
- Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
- Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.
Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
особенности вещества, изготовление своими руками и используемые припои
Алюминий является популярным, но сложным для сварочного процесса металлом. Решением проблемы является флюс для пайки алюминия. Следует использовать именно эту разновидность, поскольку флюс для алюминия имеет значительные отличия от такого же элемента, предназначенного для сварки других материалов.
Применение алюминия
Распространенность применения изделий из алюминия заключается в первую очередь в том, что он является легким металлом. Алюминий широко используется в электротехнике, поскольку обладает отличной электропроводимостью.
Алюминий широко используется в электротехнике, поскольку обладает отличной электропроводимостью.
Для бытовых нужд из этого металла изготавливаются кастрюли, бидоны, дуршлаги, кружки. Чистый алюминий применяют для производства фольги, используемой для электролитических конденсаторов. Можно его использовать и при производстве радиаторов.
Однако, пайка этого металла может доставить массу проблем. Это объясняется тем, что при легком взаимодействии с воздухом, поверхность алюминия покрывается тонкой, но твердой оксидной пленкой. Она защищает алюминий от дальнейшего окисления, но при процессе пайки создает труднопреодолимую преграду.
Существует несколько методов решения этой проблемы, например, пайка с канифолью, однако наилучший результат дает применение специально предназначенных для этого флюсов.
Проблемы при пайке
Температура плавления алюминия не превышает 660 градусов. Следствием этого является применение из экономических соображений сварочных аппаратов, не обладающих чересчур большой мощностью.
Однако, на поверхности алюминия имеется окисная пленка, которую необходимо убрать перед началом процесса сварки. А вот для ее расплавления требуется нагрев до температуры 2000 градусов. При достижении такого значения разрушится не только окисная пленка, но и сам металл, что приведет к ухудшению качества сварного соединения. Помимо всего окисная пленка после ее расплавления может восстановиться. Из-за устойчивости оксидной пленки, обладающей слабой адгезией к припою, обычный припой с трудом прилипает к поверхности детали.
Флюс для пайки алюминия решает эту проблему. При его нанесении на область сварки он перекроет проход воздуха в эту зону, что приведет к ослаблению негативного воздействия окисной пленки. По сравнению с другими металлами, например, железом и цинком, алюминий является более активным — зачищенная деталь может мгновенно вновь покрыться пленкой окиси. Поэтому и от флюса, предназначенного для алюминиевых деталей, также требуется быстрота воздействия.
Активный флюс для низкотемпературной пайки алюминия быстро растворит окисную пленку на поверхности изделий, мешающую нормальному растеканию припоя. Помимо этого, в припой, предназначенный для соединения алюминиевых изделий, добавляют цинк, обладающий способностью хорошо растворяться в алюминии.
Соединение на основе припоя с содержанием цинка обладает большей прочностью. Сочетая соответствующий припой и флюс универсальный для пайки алюминия можно без особых сложностей получить качественное соединение.
Особенности вещества
Активный флюс для пайки алюминия имеет существенные отличия от аналогичных веществ, используемых для соединения изделий из стали, латуни и меди, так же, как отличаются между собой свойства самих этих металлов. В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
К наиболее простым относятся флюсы № 8 и 9, однако, их активность не является слишком большой по сравнению с теми, которые включают в себя соединения фтора. Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.
Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.
Состав флюса для пайки алюминия под номером Ф-64 способствует его повышенной активности, что позволяет с успехом очищать от оксидной пленки даже не зачищенные поверхности. Раствор является бесцветным или светло-желтым.
Используемые припои
Когда осуществляется сварка изделий, изготовленных из алюминия, рекомендуется использование припоев из оловянно-свинцовой группы. Наиболее качественное соединение можно получить, если использовать вид припоев, в составе которых содержатся такие элементы, как кремний, цинк, медь. Внесение добавок значительно улучшают качество припоя — понижают температуру его плавления, увеличивают смачиваемость, делают более прочными.
Такие виды припоев выпускаются отечественной промышленностью и зарубежными производителями. Наиболее низкой температурой плавления обладают оловянно — свинцовые припои. К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
Наиболее низкой температурой плавления обладают оловянно — свинцовые припои. К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
К неплохим веществам из этой области также можно отнести припой французской фирмы Castolin 192FBK, а также припой Castolin 1827, используемый при соединении деталей из алюминия и меди. Отечественным аналогом HTS-2000 служит изготавливаемый в Новосибирске припой SUPER A+, который применяется совместно с флюсом SUPER FA.
Флюс Ф-61
Достоин особого внимания такой вариант, как Ф-61 флюс. Он относится к виду флюсов активного действия для удаления оксидов с поверхности алюминиевых изделий, предназначенных для спаивания. Одновременно он улучшает процесс растекания жидкого припоя. Флюс Ф-61А может использоваться также при соединении алюминия и сплавов на его основе с медными и стальными изделиями.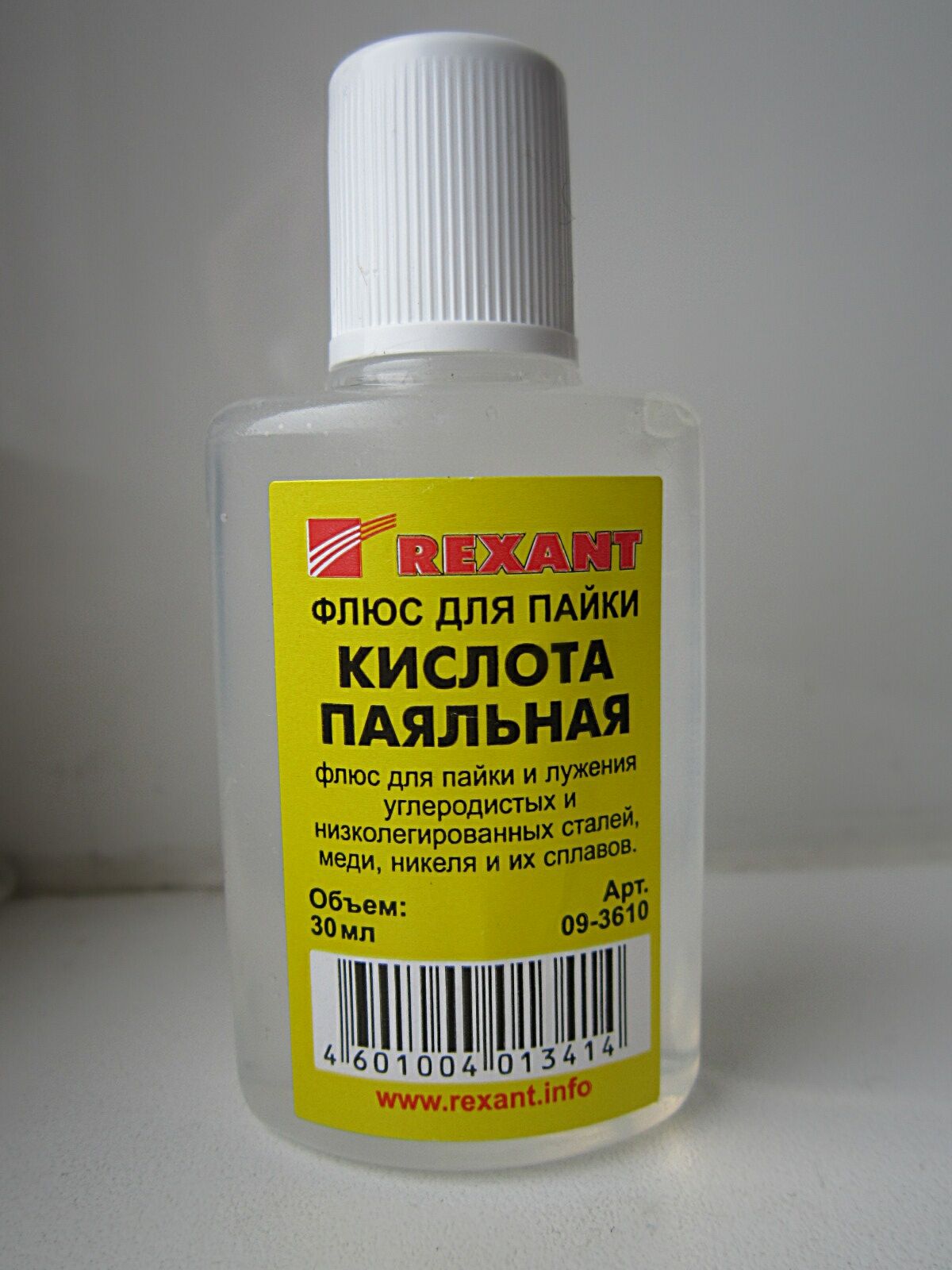 Из всей группы подобных элементов его выделяет то, что он изготовлен на основе фторборатов.
Из всей группы подобных элементов его выделяет то, что он изготовлен на основе фторборатов.
Флюс Ф-61А производства «REXANT» является низкотемпературным флюсом. Он используется, когда происходит пайка алюминия с помощью припоев, входящими в оловянно-свинцовую группу. Температурный режим при этом находится в диапазоне 150-320 градусов.
Ф-61А флюс имеет следующий состав:
- триэтаноламин — 82 процента;
- фторборат цинка — 10 процентов;
- фторборат аммония — 8 процентов.
Флюс расфасован в стеклянные флаконы темного цвета по 30 миллилитров вещества в каждом. Размеры флакона в среднем составляют 35х20 с высотой 76 миллиметров. Вес флакона составляет порядка 0,03 килограмма. Для удобства применения флакон снабжен капельницей, что дает возможность применять флюс дозировано.
Флюс соответствует требованиям нормативного документа ОСТ 4 ГО.033.200. Его стоимость является доступной. Флюс Ф-61А снабжен инструкцией по применению, которую необходимо внимательно изучить перед началом использования. В частности, в нем указаны меры предосторожности во время сварки.
В частности, в нем указаны меры предосторожности во время сварки.
Если флюс попадет на кожный покров сварщика, то следует сразу промыть эту область мыльной водой и протереть насухо чистой материей. Хранить флаконы с флюсом необходимо таким образом, чтобы они не могли попасть в руки детей. Гарантийный срок хранения составляет один год. После окончания процесса остатки флюса убирают при помощи салфетки, смоченной водой или спиртом.
Самостоятельное изготовление
Имеется возможность изготовить флюс для пайки алюминия своими руками. Для изготовления подойдут вещества, которые обладают хорошей растворяемостью и антиокислительными качествами. Когда готовят флюс для алюминия своими руками, то за основу берутся спирт, кислоты, масла.
Самый простой флюс можно приготовить, растворив воде таблетку ацетилсалициловой кислоты, наиболее известной под названием аспирин. Растворять таблетку следует до исчезновения осадка. Также можно использовать гранулы лимонной кислоты.
Хороший флюс можно получить, растворив в этиловом спирте канифоль. Поскольку она растворяется медленно, то ее следует измельчить как можно более тщательно. Для завершения растворения раствор следует оставить на некоторое время. Этот процесс можно ускорить, поместив раствор в стеклянную баночку и нагревать в водяной бане до температуры 80 градусов.
Преимущество флюса, полученного из растворенной в спирте канифоли, заключается в его нейтральности, что позволяет не смывать его остатки после окончания процесса пайки. Допускается растворение не в этиловом спирте, а в глицерине. Такой флюс будет более густым и удобным при применении.
Интересное видео
Что такое флюс для пайки?
Процедура пайки может проводиться самостоятельно при наличии требуемых материалов и инструментов. Она применяется для соединения отдельных металлических элементов при применении припоя и флюса. Второе вспомогательное вещество позволяет существенно повысить качество получаемого шва. При рассмотрении того, что такое флюс для пайки, следует учитывать большое количество его разновидностей, только при правильном выборе и применении можно обеспечить требуемую надежность соединения.
Второе вспомогательное вещество позволяет существенно повысить качество получаемого шва. При рассмотрении того, что такое флюс для пайки, следует учитывать большое количество его разновидностей, только при правильном выборе и применении можно обеспечить требуемую надежность соединения.
Что такое флюс?
Паяльный флюс применяется при соединении нескольких материалов. В зависимости от особенностей структуры вещества температура, при которой может проходить пайка, варьирует в диапазоне +50…+500°C.
Выбор флюсовых составов проводится с учетом нижеприведенных моментов:
- Температура плавления. Все материалы характеризуются показателем температуры, при которой он становится пластичным.
- Вид материала тоже имеет значение. Некоторые из них могут вступать в химическую реакцию с используемыми веществами при пайке.
- Температурный режим работы. Некоторые получаемые изделия могут подвергаться воздействию жара со стороны окружающей среды.
- Устойчивость поверхности к образованию коррозии. Некоторые из них подвержены окислению. Коррозия становится причиной снижения электропроводности, прочности и других свойств.
Некоторые варианты исполнения изготавливаются в твердом виде, другие в мягком. Использование предусматривает воздействие высокой температуры, при которой происходит изменение состояния.
Предназначение
При применении припоев изменение основных качеств материала происходит на температуре более +500°C. В результате воздействия жара и некоторых веществ получается качественное соединение. Недостатком рассматриваемого метода соединения можно назвать то, что есть высокая вероятность перегрева материала.
Флюс используется как легко сплавная разновидность вещества, которое применяется в сфере радиотехники и другой производственной деятельности. Температурный режим составляет +500°C, поэтому обработка при применении этих флюсов не приводит к повреждению соединительных элементов и платы. Среди особенностей отметим следующее:
Температурный режим составляет +500°C, поэтому обработка при применении этих флюсов не приводит к повреждению соединительных элементов и платы. Среди особенностей отметим следующее:
- В состав включается свинец и олово.
- Сверх легкоплавкие материалы используются при работе с транзисторами и другим электронным оборудованием. Температура окисления не выше +150°C.
Применение специальных растворов позволяет достигнуть лучшего результат. Это можно связать с нижеприведенными моментами:
- Повышенный показатель теплообмена, а также электрической проводимости. Подобные свойства позволяют быстро нагреть соединяемые поверхности без изменения основных характеристик.
- Прочность получаемого соединения существенно повышается. Некоторые элементы включаются в состав металла, делая его более прочным и надежным.
- Повышается степень устойчивости поверхности к процессу коррозии и окисления. Подобные изменения могут стать причиной ухудшения прочности и проводимости.

Наиболее распространенной формой поставки является прут из олова, диаметр сечения которого варьирует в большом диапазоне. Встречаются и проволочные катушки, трубки с канифолью и некоторые другие варианты исполнения.
Как правильно выбрать?
В продаже встречаются различные флюсовые соединения, которые могут применяться при пайке. Рекомендациями по выбору можно назвать следующее:
- Определяется температура нагрева. Каждый материал плавится при своей температуре, которая должна учитываться.
- Учитывается тип материала, который будет соединяться.
- Рассматриваются основные свойства, которыми должно обладать соединение: проводимость, прочность, устойчивость к переменным нагрузкам.
При ремонте радиотехники применяется один состав, для промышленной плавки другой.
Разновидности флюсовых составов
Рассматриваемые вещества делятся по типу воздействия на соединяемые детали в процессе пайки. Флюс способен удалять тонкий оксидный слой металла с поверхности, за счет чего снижается вероятность появления коррозии. Наибольшее распространение получили следующие виды флюсов:
- Активные. При производстве применяется соляная кислота. Подобные составы подходят для соединения железных элементов. В некоторых случаях при изготовлении используется хлористый цинк. Активный флюс обладает повышенной химической активностью. Повышенная степень электропроводности позволяет соединять крупные провода. Этот вариант исполнения не рекомендуют использовать в радиотехнике, т. к. остатки флюса практически не удалить с поверхности плат.
- Бескислотные. Это вещество создается на основе глицерина, а также этилового спирта или скипидара. Его применение возможно при температуре до +150°C. Активный состав может удалять с поверхности тонкие слои свинца, меди, олова.
 Поэтому при его использовании поверхность можно очистить. Область применения — пайка поверхности при отсутствии разъединения металла. Мастера используют состав для работы с небольшими деталями и электрическими схемами.
Поэтому при его использовании поверхность можно очистить. Область применения — пайка поверхности при отсутствии разъединения металла. Мастера используют состав для работы с небольшими деталями и электрическими схемами. - Активированные. Подобное вещество изготавливается на основе солянокислого анилина и салициловой кислоты. Область применения заключается в пайке всех деталей, которые не нужно предварительно очищать. Есть возможность использовать активированный флюс при соединении материалов, которые при эксплуатации подвержены механическому воздействию.
- Антикоррозионные. Предназначение подобных составов заключается в защите поверхности от возникновения коррозионных отложений. Основным компонентом выступает ортофосфорная кислота, она включается в состав всех пропиток с антикоррозионными свойствами. Вещество не оказывает разрушающего воздействия на структуру материала, удаление коррозии обеспечивается за счет химической реакции.
- Защитные. Состав вещества определяет то, что после его нанесения обеспечивается требуемый уровень защиты от окисления.
 Отличительная черта этой группы заключается в том, что при изготовлении используется оливковое масло, воск, вазелин и другие маслянистые вещества. Область применения заключается в пайке небольших микросхем.
Отличительная черта этой группы заключается в том, что при изготовлении используется оливковое масло, воск, вазелин и другие маслянистые вещества. Область применения заключается в пайке небольших микросхем. - Тугоплавкие. При изготовлении подобных вариантов флюса применяется медь, цинк и фосфор. В некоторых случаях включается и серебро.
Классификация проводится и по другим признакам, выбрать подходящий вариант исполнения вещества может исключительно специалист, основываясь на своем опыте. Неправильное вещество снизит эксплуатационные характеристики получаемым соединений.
Порядок применения
Рассматриваемые вещества могут распространяться в твердом и жидком состоянии. Порядок применения характеризуется следующими особенностями:
- Если материал твердый, жало паяльника опускают в тело реагента на несколько секунд, после чего захватывается немного припоя. На видео можно увидеть особенности подобного процесса.
- Жидкое вещество нанести легко, для этого его достаточно распределить кисточкой по поверхности.
 Для дозирования количества жидкого вещества следует наносить его постепенно.
Для дозирования количества жидкого вещества следует наносить его постепенно. - В продаже встречаются пастообразные варианты исполнения. На момент работы вещество наносится палочкой, после чего распределяется кончиком паяльника. Пастообразное вещество просто наносить и распределять по поверхности, как и хранить.
В продаже можно встретить канифоль в другом виде, например, геля. Он используется для пайки миниатюрных деталей.
Технические регламенты
Производство флюса регламентируется единым стандартом ГОСТ 9087-81. В радиотехнике применяется вещество, которое должно соответствовать стандарту ГОСТ Р 56427-2015. Отдельные стандарты разработаны для:
- Пайки и лужения.
- Формовки выводов, установки изделий и печатных плат.

- Пайка печатных плат.
Встречаются и другие нормативные акты, которые касаются отраслевой структуры. При их учете можно подобрать наиболее подходящие материалы.
Приведенная выше информация указывает на то, что флюс является важным веществом, которое должно применяться при пайке. При его отсутствии качество соединения существенно снижается. Поэтому при частом проведении пайки следует уделить внимание выбору более подходящего флюса.
классификация и назначение, применение канифоли и буры, техника безопасности
Для быстрой и качественной пайки необходимо иметь несколько вещей: качественный флюс, хороший припой и мощный паяльник. Припой выбирается в зависимости от объекта пайки и её температуры, а также содержания олова и свинца в нём. Основная характеристика паяльника — его мощность, но сегодня некоторые радиолюбители смотрят и на такие вещи, как размер жала и скорость нагрева и остывания.
С флюсами всё несколько иначе. Они бывают очень разных видов и применяются для противостояния процессам окисления припоя, равномерного распределения температуры по поверхности пайки и образования лучшей сцепляемости и диффузии спаиваемых контактов и деталей.
Они бывают очень разных видов и применяются для противостояния процессам окисления припоя, равномерного распределения температуры по поверхности пайки и образования лучшей сцепляемости и диффузии спаиваемых контактов и деталей.
Основные виды флюсов
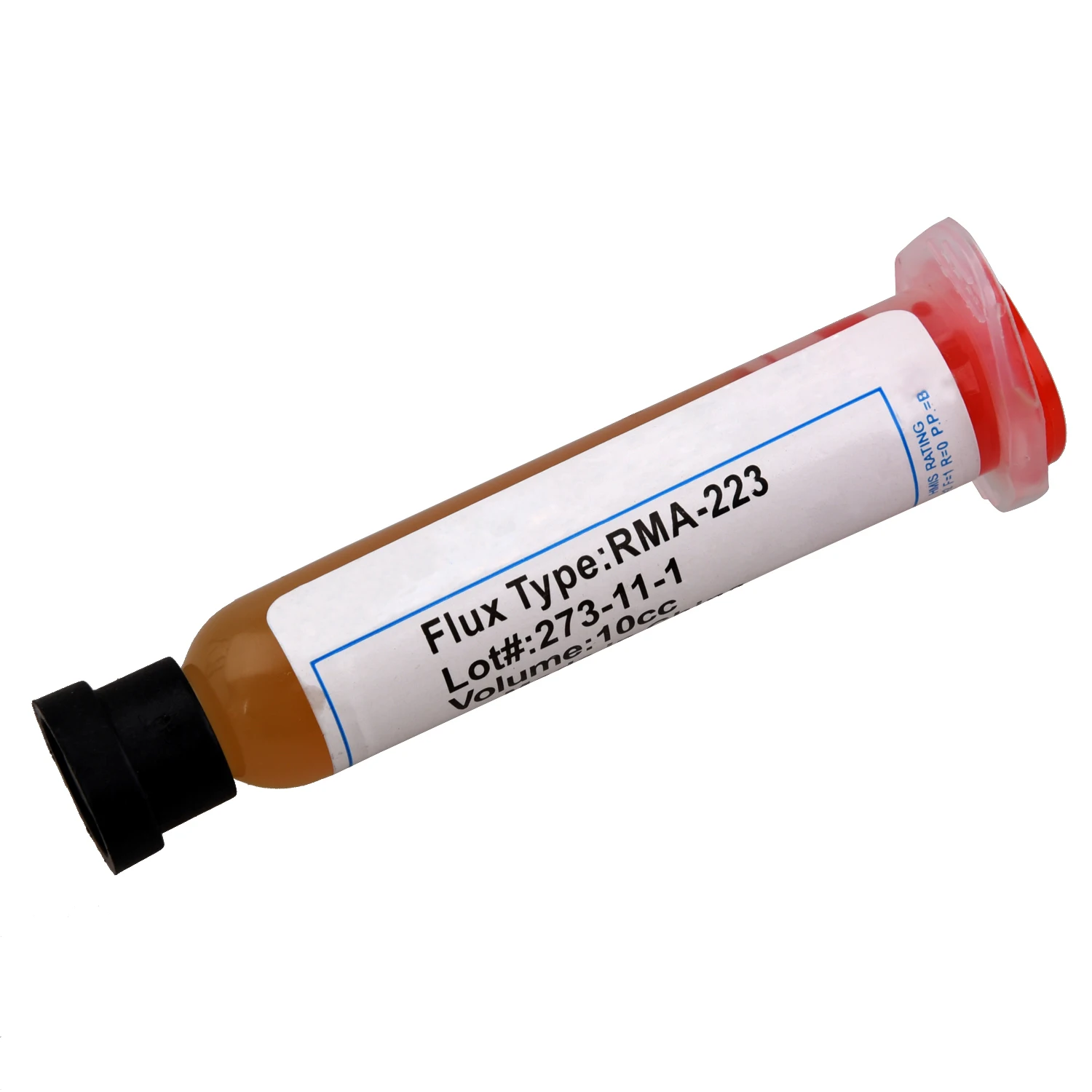
Бывают как твёрдые, так и жидкие флюсы. Для удобства нанесения на область пайки и более лёгкого удаления выпускают также пастообразные марки, упакованные в тубы или сразу расфасованные в специальные шприцы. Жидкие формы используются для лужения в некоторых труднодоступных частях сложных деталей. Флюсы, как правило, представляют собой поверхностно-активные вещества, которые не проводят ток.
Кроме того, можно приготовить так называемую самодельную паяльную пасту своими руками, смешав опилки припоя с растворённой в спирте канифолью. Она используется в тех случаях, когда недопустим перегрев спаиваемых поверхностей — например, во избежание их повреждения.
Флюсы в основном классифицируют по степени их активности и действия, которое они оказывают на припой и спаиваемые детали. Различают следующие основные типы:
Различают следующие основные типы:
- Активные — производятся преимущественно из растворов соляной кислоты, но нередки и случаи применения её в чистом виде. Сюда же входит очень популярная «паяльная кислота», которая представляет собой обработанный соляной кислотой цинк. Активные флюсы легче разрушают плёнки на поверхностях деталей, но, кроме этого, ещё и вступают в реакцию с самой металлической поверхностью. Из-за этого они должны быть нейтрализованы после проведения всех операций. Кроме того, такие флюсы имеют невероятно сильную электропроводимость, что исключает их применение в радиоэлектронике.
- Антикоррозийные — защищают от возникновения окислов на поверхностях и противодействуют коррозийным процессам. В качестве таких составов можно применять ортофосфорную кислоту или её смеси с другими веществами со схожими свойствами.
- Защитные — представлены самыми инертными по взаимодействию с металлом составами и включают различные масла (в том числе оливковое или растительное), сахар-песок и вазелин с воском.

Существует также классификация по рабочей или активной температуре. По этому принципу флюсы бывают:
- Высокотемпературные с температурой перехода в жидкое состояние от 450 градусов Цельсия.
- Низкотемпературные, температура плавления которых ниже 450 градусов.
Обязательно следует выбирать флюсы с температурой плавления ниже, чем у припоя, ведь иначе спаять детали будет невозможно. Припои и флюсы, применяемые при пайке необходимо также подбирать в зависимости от задач, выполняемых ими.
Состав и описание канифоли для пайки
Для начинающего радиолюбителя в качестве оптимального решения подойдёт канифоль для пайки. Сырьё для её производства — сосновая живица или смола. Это смесь различных изомеров смоляных кислот, которая обрабатывается специальным образом, или продукт отходов некоторых химических производств. Она относительно дешёвая и доступная, хорошо противостоит образованию оксидных поверхностных плёнок и совершенно нерастворима водой и ацетоном. Из-за природного характера образования, канифоль на основе живицы абсолютно нетоксична и не предъявляет дополнительных требований к защите дыхательных органов и глаз и повышенной вентиляции рабочего помещения.
Она относительно дешёвая и доступная, хорошо противостоит образованию оксидных поверхностных плёнок и совершенно нерастворима водой и ацетоном. Из-за природного характера образования, канифоль на основе живицы абсолютно нетоксична и не предъявляет дополнительных требований к защите дыхательных органов и глаз и повышенной вентиляции рабочего помещения.
Канифоль стекловидна и имеет температуру плавления, не превышающую 70 градусов, что делает её пригодной для использования в радиоэлектронике. Очень хорошо растворяется спиртом и ацетоном, которые используются для удаления её с поверхности деталей и печатных плат. Однако, если эстетическая сторона процесса пайки вас не заботит или положение детали исключает последующую обработку, канифоль спокойно можно не стирать. Она не обладает электропроводностью и совершенно неактивна после застывания.
Растворы канифоли имеют приблизительное её содержание на уровне 30−35 процентов. Остальное — это спирт и активаторы. В качестве спиртов могут выступать:
Остальное — это спирт и активаторы. В качестве спиртов могут выступать:
- Этиловый.
- Изопропиловый.
- Этиленгликоль.
- Этилацетат.
Активаторами же являются такие присадки:
- Салициловая кислота.
- Органические соединения галогенов.
Такие флюсы наносятся ручным способом легче и обеспечивают равномерное покрытие рабочей области.
Бура и её применение
Тетраборат натрия имеет очень широкое назначение в качестве флюса. Им можно паять и варить изделия из меди, драгоценных металлов (серебра, например) и хромированных изделий. Кроме того, он используется при работе с тугоплавкими металлами вроде чугуна. Применяется практически без добавок, иногда может смешиваться в равных частях с борной кислотой, из которой и производится. Имеет высокую температуру плавления (около семисот-девятисот градусов), поэтому подходит для работ по прокладке водопроводных сетей и их ремонту.
Из-за того, что обычные бытовые паяльники неспособны выдавать нужное количество тепла для работ, которые проводятся с этим флюсом, используются газовые горелки. После завершения всех работ с металлической поверхностью образовавшийся налёт необходимо удалить, так как он провоцирует образование ржавчины.
Использование ортофосфорной кислоты
Ортофосфорная кислота представляет собой хорошо растворимые в воде прозрачные кристаллы, хорошо впитывающие влагу. Может применяться как флюс для пайки изделий из алюминия, стали и меди. Отлично подходит для чистки поверхностей металлов от ржавчины, покрывая их защитной плёнкой, которая противодействует повторному появлению коррозии.
Принципы применения и техника безопасности
Соблюдая всего несколько универсальных правил, можно выполнять работы по соединению металлических деталей с помощью пайки очень легко. Эти правила пойдут для любого флюса, типа припоя и вида работы:
Эти правила пойдут для любого флюса, типа припоя и вида работы:
- Очищайте соединяемые поверхности спиртом или другим активным растворителем.
- Следите за тем, чтобы жало паяльника всегда было залужено, то есть покрыто достаточным количеством припоя для усиления контакта.
- Следите за чистотой жала, не давайте ему окислиться.
- Флюс наносите так, чтобы при расплавлении он покрывал всю обрабатываемую поверхность.
- Не перегревайте детали, особенно радиотехнические — это чревато получением травм из-за взрыва отдельных компонентов (конденсаторов, например) и повреждением внутренней структуры печатных плат.
- Очищайте поверхности от продуктов окисления припоя и флюса, особенно если последний проводит электричество.
Правила техники безопасности и охраны труда, которых следует придерживаться, стандартны для выполняемых работ. Следует обеспечивать соответствующую защиту тела от попадания случайных капель раскалённого припоя. Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
какие виды бывают, состав и процесс применения
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.
Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.
Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота).
 Используется при спаивании меди, медных сплавов и стали.
Используется при спаивании меди, медных сплавов и стали. - Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении.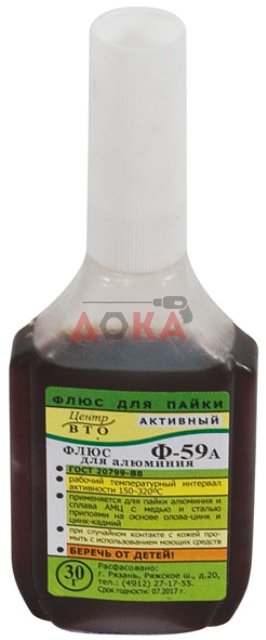 Их легко наносить.
Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
- Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.
Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ.
Только при выполнении этих условий можно обеспечить необходимое качество соединения.
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Безопасность при пайке — Департамент инженерии, здоровья и безопасности
перейти к основной навигацииперейти к содержанию- Учеба в Кембридже
- Об университете
- Исследования в Кембридже
- Учеба в Кембридже
- Бакалавриат
- Курсы
- Применение
- События и дни открытых дверей
- Сборы и финансы
- Студенческие блоги и видео
- Аспирант
- Почему Кембридж
- Каталог курсов
- Как подать заявку
- Сборы и финансирование
- Часто задаваемые вопросы
- Международные студенты
- Продолжая образование
- Исполнительное и профессиональное образование
- Курсы в образовании
- Об университете
- Как работают университет и колледжи
- История
- Посещение университета
- Срок действия и календари
- карта
- Для СМИ
- Видео и аудио
- Найдите эксперта
- Публикации
- Глобальный Кембридж
- Новости
- События
- Общественное участие
- Вакансии
- Отдать Кембриджу
- Исследования в Кембридже
- Отдать Кембриджу
- Для персонала
- Для нынешних студентов
- Для выпускников
- Для бизнеса
- Колледжи и факультеты
- Библиотеки и объекты
- Музеи и коллекции
- Электронная почта и поиск по телефону
| AlumBraze | Порошковый флюс, рекомендуемый для припоя алюминия 4047 (ранее 718) и других алюминиевых припоев.Он имеет диапазон температур пайки от 1030 ° F до 1400 ° F. Флюс способствует созданию прочных паяных соединений в алюминиевых сплавах без плавления основных металлов. Тщательно смачивает соединяемые поверхности и предотвращает улавливание включений оксида алюминия в соединениях. Применения включают HVAC, промышленное оборудование и техническое обслуживание. |
| Бронза Флюкс | Для пайки латуни, бронзы, меди, стали, нейзильбера и ковкого чугуна. BronzeFlux заставляет бронзу глубже проникать в сустав, создавая более прочное соединение, чем это возможно с другими флюсами.Это самый эффективный и экономичный флюс для пайки на рынке. |
| Flux10 | Порошковый флюс для пайки и сварки алюминия. Премиум-формула флюса. Активен в диапазоне от 1080 ° F до 1140 ° F. Порошок превращается в прозрачную жидкость, когда достигается надлежащая температура пайки. Также может использоваться как паста. |
| Flux11 | Порошковый флюс для пайки литого или ковкого чугуна бронзовым стержнем. Flux11 активен при температуре от 1500 ° F до 2000 ° F.Стыки светлые, чистые, прочные и не пористые, благодаря удаляющему действию флюса. Области применения включают промышленное оборудование, судовые двигатели и техническое обслуживание. |
| Flux17 | Высокотемпературный флюс, Flux17 очень хорошо работает с черными металлами, нержавеющими сталями, карбидами и специальными сплавами, содержащими тугоплавкие оксиды. Применения включают твердосплавные инструменты, промышленное оборудование, горнодобывающие инструменты, огнетушители, работы с крупными деталями и длительные циклы нагрева. |
| Flux 600 | Белый гранулированный порошковый флюс. Хорошо работает с черными, цветными сплавами и нержавеющей сталью и наиболее подходит для использования с присадочным металлом из легкоплавящей бронзы (C681). Полностью не содержит фторидов, с высоким содержанием борной кислоты, которая позволяет флюсу прилипать к горячим стержням из присадочного металла. |
Флюс и расходные материалы для пайки
- Запчасти для часов
- Инструменты для часовщика
- Абразивы
- Клеи, Клей
- Скамейка и аксессуары
- Инструменты для часов Bergeon
- Книги, публикации
- Щетки, стекловолокно и воздуходувки
- Моющие средства
- Инструменты для оформления
- Размагничивающие
- Конверты, пакеты, бирки и коробки
- Гибкий вал, сверла
- Манометры
- Молотки, Молоток
- Инструменты для часов Horotec
- Фары, Лампы
- Лупы и лупы
- Сделать собственные наборы часов
- Новые инструменты для часовщиков
- Масла и смазки
- Инструменты для ремонта Rolex®
- Пайка
- Нажми и умри
- Следите за открывателями и доводчиками
- Инструменты для часов
- Смотреть аккумуляторные инструменты
- Коробки для часов и держатели для часов
- Смотреть Crystal Tools
- Смотреть ручные инструменты
- Инструменты движения часов
- Инструменты для полировки часов
- Отвертки для часов
- Наборы для ремонта часов
- Смотреть тестеры
- Пинцет часовщика
- Смотреть Winders
- Смотреть провод
- Инструменты для часов XL и детали для часов XL
- Ремешки для часов
- Инструменты для ювелиров
- Абразивы
- Клеи, Клей
- Скамейка и аксессуары
- Книги, публикации
- Burs
- Кастинг
- Инструменты для оформления
- Диски, Фрезы
- Гравировка
- Гибкий вал, сверла
- Манометры
- Инструменты геммологии
- Принадлежности для тестирования золота
- Молотки, Молоток
- Чистка ювелирных изделий
- Файлы для ювелирных изделий
- Кусачки и кусачки для ювелирных изделий
- Полировка ювелирных изделий
- Наборы инструментов для ювелирных изделий
- Лампы, Фонари
- Инструменты Лэмпворк
- Лупы и лупы
- Оправки
- Инструменты из металлической глины
- Резина для пресс-форм, силикон
- Новые инструменты ювелиров
- Организаторы, Товары для магазинов
- Покрытие
- Инструменты для определения размеров колец
- Пильные полотна, Пильные рамы
- Весы
- Ножницы, ножницы
- Отвертки
- Пайка
- Инструменты для штамповки
- Инструменты для установки камня
- Студенческие товары для прокалывания ушей
- Факелы и оборудование
- Пинцет
- Тиски
- Воск, резьба и принадлежности
- Инструменты для намотки проволоки
- Выводы
- Упаковка
Пайка для DCC
Резюме: Пайка — это процесс, при котором одинаковые или разнородные металлы соединяются с использованием припоя, который обычно включает олово, с другим металлом, таким как серебро, свинец, медь, сурьма, висмут, индий или другие металлы.Припой покрывает диапазон температур от 60 до 445 ° C.
Паять несложно, так что не пугайтесь. Немного попрактиковавшись, любой может сделать прочное паяное соединение. В этой статье есть несколько технических аспектов, но пусть это вас не смущает.
Припой
- Основная статья: Пайка / припой
Припой бывает разных форм, толщины и материалов. Однако все они преследуют одну и ту же цель: соединить металлы вместе для образования физических и электрических соединений с использованием высокой температуры.Все это подробно рассматривается в припойной статье. Важно отметить, что правильный выбор припоя и флюса важен для защиты ваших изделий от чрезмерной коррозии.
Флюс
- Основная статья: Пайка / флюс
Флюс происходит от латинского fluxes , что означает поток . Флюс используется в качестве химического очищающего и текучего агента при соединении металлов. Это помогает припою правильно прилегать к паяемым материалам.Флюс также помогает удалить предыдущее окисление и предотвратить дополнительное окисление в процессе пайки.
Безопасность
Опасности
Продолжительное воздействие паров канифоли, выделяемых во время пайки, может вызвать профессиональную астму (в данном контексте называемую колофонической болезнью) у чувствительных людей, хотя неизвестно, какой компонент паров вызывает проблему.
Хотя расплавленный припой имеет низкую склонность к прилипанию к органическим материалам, расплавленные флюсы, особенно типа смола / канифоль, хорошо прилипают к коже.Масса горячего липкого флюса может передавать больше тепла коже и вызывать серьезные ожоги, чем сопоставимая частица неприлипающего расплавленного металла, которую можно быстро стряхнуть. В этом отношении расплавленный флюс похож на расплавленный горячий клей. (Из Википедии)
ВНИМАНИЕ! Припой — это расплавленный металл. Паяльники еще горячее, чтобы расплавить припой. Ожоги — обычное дело — как для вашего окружения, так и для вашей кожи!
Всегда соблюдайте безопасные методы пайки!
- НЕ ПРИКАСАЙТЕСЬ к горячему утюгу.
- НЕ ПРИКАСАЙТЕСЬ к нагретому стыку.
- Пользоваться средствами защиты глаз
- Надевайте перчатки, даже тонкая кожа лучше, чем совсем ничего.
- Работайте в хорошо вентилируемом помещении из-за дыма, образующегося при пайке.
- Как и со всеми электроинструментами, рекомендуется заранее удалить все украшения.
Первая помощь
Если вы все же обожглись, вот что делать (мы не врачи, но даем этот совет):
- Немедленно охладите пораженный участок холодной проточной водой в течение не менее 5 минут.
- Некоторые люди хранят прохладную влажную губку рядом с рабочей зоной. Используйте это, чтобы охладить ожог по пути к крану для дальнейшего охлаждения.
- Немедленное охлаждение ожога поможет предотвратить образование волдырей (ожоги второй и третьей степени), так что образование рубцов будет предотвращено или значительно уменьшено.
- Подробную информацию и лечение см. На сайте BurnSurvivor.com.
- Хотя перед работой вы должны были снять все кольца или другие украшения, снимите их сейчас, если вы этого не сделали — до того, как начнется набухание
- Наложите стерильную повязку для защиты от инфекции.
- Не применяйте лосьоны или мази.
- Не трогайте, не протыкайте и не прокалывайте волдыри, которые образуются позже.
- При необходимости обратитесь за профессиональной медицинской помощью.
Пайка
Паяльники
- Основная статья: Припой / Утюги
Для большинства задач пайки, связанных с модельным железнодорожным транспортом, будет использоваться паяльник.
Жала паяльника
- Основная статья: Пайка / Полезные_ подсказки
Подготовка к пайке
Чтобы пайка была эффективной, все должно быть чистым .Если у вас нет успеха, это часто является причиной, помимо металлов, которые несовместимы с пайкой.
- Изделие (соединяемые материалы) должно быть чистым и не содержать следов коррозии, краски, масел и т. Д. Флюс для канифоли очистит изделие при активации под действием тепла, но может только этого сделать. Как и клей, припой не может прилипать к грязной поверхности. Если припой клубится, поверхность необходимо очистить.
- Изделие можно очистить с помощью инструмента Dremel с металлической щеткой, металлической мочалкой, наждачной бумагой и / или чистящим растворителем, если необходимо.
- Очистите кончик утюга и залудите.
- Наконечник можно очистить смоченной губкой (при ее наличии используйте дистиллированную воду), тряпкой или бумажным полотенцем. Залудите наконечник припоем, шлак должен плавать на припое, затем вытрите его начисто. Смочите наконечник еще немного припоя, и он готов к использованию.
- Также доступны очистители наконечников из латунной стружки, которые могут соскабливать окалину с наконечника. Латунь достаточно мягкая, чтобы не повредить наконечник. Никогда. не используйте для чистки наконечника напильники или наждачную бумагу, так как это приведет к удалению металлического покрытия.Как только медь под ней обнажится, припой очень быстро разрушит наконечник. Помните, что процесс пайки включает сплавление нескольких металлов вместе.
- Прочтите страницу «Электростатический разряд», чтобы узнать о дальнейших мерах предосторожности при пайке декодеров DCC и дорожек.
Сколько тепла необходимо?
Это зависит от ряда факторов.
- Что паяется
- Размер работы
Утюг должен быть намного горячее точки плавления припоя.Когда утюг прикладывается к изделию, тепловая энергия должна передаваться изделию, чтобы расплавить припой. У горячего утюга будет достаточно энергии, чтобы после потери энергии на работу он все еще был достаточно горячим, чтобы расплавить припой.
Если утюг недостаточно горячий:
- Нагрев изделия до необходимой температуры займет слишком много времени
- Возможна пайка холодным припоем
- Повреждение окружающих материалов из-за распространения тепла в течение длительного периода времени.
Практическое правило: соединение не должно занимать больше нескольких секунд.
Как паять разные вещи
- Основная статья: Пайка / Как паять
Устранение неполадок
Часто возникают проблемы при пайке. У большинства есть простые решения.
- Основная статья: Пайка / Устранение проблем с пайкой
Декодеры цифрового управления и пайка
Этот символ означает, что устройство чувствительно к статическому электричеству, и при обращении с ним необходимо соблюдать меры предосторожности.Прочтите страницу ESD для получения дополнительной информации.
Рекомендуется использовать утюг с защитой от электростатического разряда ESD (электростатический разряд) при пайке DCC декодеров во время установки. Многие паяльные станции устойчивы к электростатическому разряду, попросите продавца подтвердить их при покупке или проконсультируйтесь с производителем. Более старые утюги, не защищающие от электростатического разряда, могут иметь значительное напряжение на наконечнике, что может повредить электронику.
Этот символ означает защиту от электростатического разряда. Паяльная станция с этим символом безопасна для пайки электроники.Утюг с защитой от электростатического разряда разработан для пайки электронных компонентов, особенно компонентов, чувствительных к статическому электричеству.
Электростатический разряд может вывести из строя звуковую цепь или схему управления двигателем во время пайки. Серьезный отказ легко обнаружить, а скрытый ущерб от электростатического разряда — нет.
Припой
Канифольный стержень, НИКОГДА не кислотный стержень!
Канифольный сердечник Припой, изготовленный в рамках программы Apollo или в советское время, неэффективен, поскольку канифоль вступит в реакцию с содержанием свинца в припое.Срок годности припоя всего несколько лет со дня изготовления. Поскольку многие моделисты не делают больших объемов пайки на ежегодной основе, большинство будет использовать припои, срок годности которых истек.
Если припой не работает, причиной может быть возраст. Таким образом, дополнительный поток имеет большое значение для решения проблем. Свежий припой также может быть решением.
Припои проволочного типа доступны во многих калибрах, от тяжелой до очень легкой (тонкой) проволоки.Припои более легкой толщины полезны для деликатной работы, поскольку они позволяют лучше контролировать количество припоя, наносимого в процессе соединения. Он также доступен в различных сплавах. Для DCC и электромонтажных работ предпочтительным сплавом является припой олово / свинец 63/37. Также подойдет сплав 60/40. Приобретите припой для канифольных стержней для электромонтажных работ.
Сантехнические припои обычно представляют собой сплошные проволочные припои, в отличие от припоев, продаваемых для электроники. Припои малого калибра полезны для точной работы, и они обычно недостаточно велики, чтобы вместить флюсовый сердечник, используемый в припоях более тяжелого калибра, продаваемых для электронных работ.
Дополнительная литература
Расширение железной дороги
Внешние ссылки
Дополнительная литература по пайке:
Поищите на YouTube канал SolderingGuru для получения дополнительной информации о пайке.