с канифолью и оловом в домашних условиях
Пайка — это надежный и популярный способ соединения проводов и деталей. Зная, как правильно паять паяльником и освоив все тонкости процесса, можно проводить самостоятельно несложные работы, не прибегая к помощи мастеров.
Содержание
- Что такое пайка
- Технология пайки паяльником
- Пайка с канифолью
- Пайка с флюсом
- Что может понадобиться для пайки
- Паяльник
- Припой
- Флюс
- Паяльные пасты
- Подставка для паяльника
- Оплетка для удаления припоя
- Вспомогательные приспособления для пайки
- Подставка для паяльника
- «Третья рука»
- Очистители для жал
- Ручной инструмент
- Подготовка
- Рабочего места
- Выбор паяльника по мощности
- Подготовка паяльника к работе
- Подготовка деталей к пайке
- Разогрев и выбор температуры
- Пошаговая техника пайки проводов
- Возможные проблемы при пайке
- Меры безопасности
Паяльник относится к травмоопасным приборам, поэтому при его эксплуатации следует соблюдать осторожность
Что такое пайка
Пайка — это способ соединения металлических деталей с помощью более легкоплавкого металла. Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Овладев техникой пайки, мастер сможет соединить любые деталиВажно! Главным является качественное прогревание деталей, подлежащих пайке, с последующим закреплением их припоем.
Технология пайки паяльником
Существует два вида технологий, а именно с использованием флюса или с канифолью. Стоит отметить, что выбор технологии проведения работ целиком и полностью зависит от мастера, здесь каждый исходит из собственного опыта.
Пайка с канифолью
Паять инструментом с канифолью намного сложнее, чем с использованием флюса. Однако, мастерски овладев техникой, любой человек может выполнить 90 процентов задач.
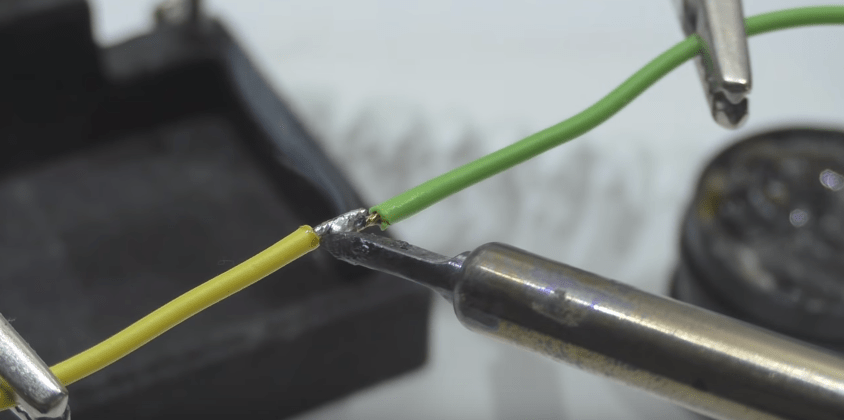
Ярким примером станет техника, как правильно паять провода паяльником. Первоначально следует его прогреть: жало инструмента приложить плоскостью. Затем опустить провод с прижатым жалом в канифоль. После выполнения данной процедуры он становится подготовленным. Затем, жалом прибора необходимо взять небольшую часть припоя и нанести его на провод.
После выполнения данной процедуры он становится подготовленным. Затем, жалом прибора необходимо взять небольшую часть припоя и нанести его на провод.
Жало прибора нужно очистить металлической губкой и коснувшись канифоли, провести прибором по плате, при этом останется тонкий слой канифоли на поверхности. После выполнения данных манипуляций, поверхности становятся подготовленными. В завершение, следует прижать к проводу жало тонким слоем припоя и «пройтись» по месту спайки.
Важно! Если работа выполнена безошибочно, то поверхность будет блестеть, а соединение иметь высокую прочность.
Пайка с флюсом
Для пайки потребуется окунуть во флюс кисточку и переместить ее на место спайки. Затем, нанести припой и приступить к процессу.
Казалось бы, процедура проста и выполнить ее может даже человек, не имеющий опыта. Однако, это не так. Работа с кислотой имеет массу сложностей:
- под каждый материал следует подбирать свой флюс, поскольку они не взаимозаменяемы и зачастую могут давать обратный эффект;
- категорически запрещено применять через чур активные флюсы на микросхемах;
- по окончании эксплуатации прибора важно удалить остатки флюса, в противном случае он будет способствовать разложению металла.

Что может понадобиться для пайки
Для пайки необходим источник тепла: открытое пламя, электрическая спираль или луч лазера. Последний способ подходит даже если нужно спаять чистейшим металлическим материалом. В домашних условиях используют электрический прибор, который предназначен для:
- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.
Для работы рекомендуется использовать специальную подставкуПаяльник
Ручное устройство используется для:
- прогрева соединяемых деталей;
- нагрева припоя;
- нанесения жидкого припоя на элементы, подлежащие соединению.
Важно! Для работы бытового паяльника необходимо напряжение электрической сети 12 и 220 в.
Припой
Для эксплуатации агрегата мастеру может потребоваться припой — сплав олова со свинцом. Он бывает, как в форме трубки, так и проволоки. Трубчатый припой более удобен в эксплуатации.
Он бывает, как в форме трубки, так и проволоки. Трубчатый припой более удобен в эксплуатации.
Для домашних целей паяют сплавами с меньшим процентом содержания олова. Кроме того, используют мягкие и твердые припои. Первые имеют температуру плавления до 450 градусов, остальные относятся к твердым.
Флюс
Процесс обязательно осуществляют под флюсом, который обеспечивает:
- максимальное сцепление с ним сплава;
- растворение окисных пленок.
Зачастую применяют канифоль, а также составы в которые она входит. Для размягчения материала достаточно температуры 50 градусов, при 200 градусов она уже кипит.
С помощью флюса можно определить готовность к пайкеПаяльные пасты
Паяльные пасты также необходимы для пайки. Они представляют собой смесь из припоя и флюса. Позволяют осуществить пайку в любых местах. Состав наносят на компонент, а затем жалом прогревают его.
Приготовить состав можно своими руками в домашних условиях. Для этого необходимо соединить оловянные опилки и жидкий флюс. Масса должна по консистенции напоминать гель.
Масса должна по консистенции напоминать гель.
Важно! Хранить самостоятельно приготовленную паяльную пасту допустимо не более 6 месяцев.
Подставка для паяльника
Подставка для инструмента необходима в первую очередь для безопасности. В процессе эксплуатации прибор нагревается до максимальной температуры, поэтому в перерывах между работой его следует ставить на подставку. Для мощных приборов используют подставку с двумя опорами, которая может крепко держать прибор.
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
Перед каждой эксплуатацией прибор нужно проверять на техническую исправностьВспомогательные приспособления для пайки
Чтобы использование паяльника было комфортным и главное безопасным для работника, могут потребоваться дополнительные инструменты. Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.
Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.
Подставка для паяльника
Отнести подставку к вспомогательным предметам можно условно, поскольку ее роль существенна в процессе эксплуатации агрегата. Паяльник, в перерывах между работой, нужно ставить на свое место, которое специально выделено для этой цели на рабочем столе. Такое простое правило позволит работнику обезопасить себя от получения случайного ожога в процессе эксплуатации прибора.
Важно! Рекомендуется выбирать модель с дополнительной подставкой под губки.
«Третья рука»
Для работы очень удобно использовать «третью руку». Прибор получил такое наименование за счёт надёжной фиксации объектов пайки в абсолютно любом положении, к примеру, это может быть чайник, светодиодный материал или труба.
С помощью паяльника можно восстановить изделия из самых различных материаловОчистители для жал
В ходе пайки жало быстро окисляется, поэтому его регулярно нужно очищать от окислов и нагара. Для этого применяются целлюлозные губки и стружка для очистки.
Для этого применяются целлюлозные губки и стружка для очистки.
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.
Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.
Прибор следует регулярно очищать от различных загрязненийПодготовка
Правильная подготовка позволит работнику избежать трудностей в ходе эксплуатации инструмента и травм.
Рабочего места
В первую очередь важно обеспечить достаточное освещение— не меньше 500 люкс. При необходимости улучшить условия можно путем использования источника местного освещения.
При необходимости улучшить условия можно путем использования источника местного освещения.
Также следует уделить внимание вентиляции. Помещение лучше всего оборудовать вытяжкой, но если это невозможно, то в ходе работы мастеру потребуется делать небольшие перерывы, для проветривания рабочего места.
Важно! Если в качестве материала для пайки выступает полипропилен или пластиковый элемент, то работать с ним в неотапливаемом помещении не рекомендуется. Также полипропиленовый материал не следует паять при минусовой температуре.
Выбор паяльника по мощности
Для работы используют приборы различной мощности. Чтобы выбрать конкретную модель, чаще всего учитывают то, что:
- для работы с электроникой используют маломощные паяльники;
- если необходимо спаивать толстый слой меди, применяют 100-ваттный инструмент;
- для массивных деталей используют модели с мощностью 200 Вт.
Для домашнего применения подойдут паяльники с небольшой мощностьюВажно! Определить мощность инструмента можно «на глаз»: чем больше он по размерам, тем выше его мощность.

Подготовка паяльника к работе
Перед первой эксплуатацией агрегата важно убрать остатки заводской смазки с его корпуса. В противном случае они будут выгорать, в результате чего образуется неприятный запах. Кроме того, жало нужно также очистить от оксидной пленки.
Подготовка деталей к пайке
Паяют детали всегда в несколько шагов. Изначально следует подготовить поверхность проводника:
- удалить оксидную пленку с последующим обезжириванием;
- выполнить облуживание.
После выполнения данных действий можно приступать к соединению деталей. Важно также зачистить провода, которые ранее использовались.
Также следует снять оксидную пленку. Выполнить действие можно с помощью наждачной бумаги, ножа или напильника. Паять деталь разрешено только после обезжиривания.
Залудить проводник из меди нужно под флюсом, после прогрева припой должен покрыть поверхность материала тонким слоем. Если имеется наплыв, пайку стоит отложить. В данном случае припой нужно расположить вертикально и провести паяльником с верхней в нижнюю точку.
Если имеется наплыв, пайку стоит отложить. В данном случае припой нужно расположить вертикально и провести паяльником с верхней в нижнюю точку.
Если же нужно паять алюминий, то следует совместить процесс зачистки и обслуживания. Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.
Перед эксплуатацией инструмента требуется очистить жалоРазогрев и выбор температуры
Чтобы правильно паять инструментом, мастеру важно научиться определять хорошо ли разогрето место пайки. Если применяется обычный паяльник, то ориентироваться можно на канифоль и флюс, а именно на их поведение. Так, при достаточном разогреве, они кипят, выделяют пар, но ни в коем случае не горят.
Если используется паяльная станция, то исходить необходимо из следующих правил:
- температура, при которой происходит нагрев деталей должна быть на 40-80 градусов больше температуры плавления припоя;
- температура наконечника инструмента должна быть на 20-40 градусов выше температуры нагрева деталей.

Важно! При нагреве следует ориентироваться на состояние канифоли — когда она кипит, но не дымится, стоит начать припаивать материал.
Пошаговая техника пайки проводов
Существует пошаговая инструкция, которую работнику необходимо соблюдать, чтобы не столкнуться с дополнительными сложностями:
- Удалить изоляцию на длине 3-5 см.
- Зачистить и обезжирить соединяемые жилы.
- Выполнить плотную скрутку проводов.
- Нанести флюс на полученный сросток.
- Набрать на жало припой и припаять скрутки.
- Полученный сросток нужно изолировать.
Возможные проблемы при пайке
В ходе эксплуатации паяльника, могут возникнуть проблемы, которые мастеру потребуется устранить. Однако, большую часть недочетов можно определить «на глаз», к примеру:
- холодная пайка — припой имеет тусклый цвет, прочность контакта низкая, в результате чего со временем он разрушается;
- перегрев компонентов — припой не покрывает поверхность;
- перемещение компонентов, подлежащих соединению, до полного затвердевания припоя.

Перед тем как приступить к работе, следует пройти обучение у опытных специалистовВажно! Устранить все вышеперечисленные проблемы возможно путем повторной пайки.
Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.
В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Важно! Рекомендуется перед самостоятельными действиями пройти обучение у мастеров, чтобы начинающая практика не обернулась рядом ошибок.

Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу. Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью.
Как правильно паять паяльником с канифолью и оловом
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
Содержание:
- 1 Особенности
- 2 Рабочий процесс
- 3 Чистка
- 4 Пайка труб
- 5 Пайка проводов
- 6 Пайка
В быту очень полезно знание, как паять паяльником. Есть целый ряд методик, как это делать, но лучше всего усвоить теоретическую часть до начала рабочего процесса.
Особенности
Существует много способов, как научиться паять паяльником с нуля. Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Перед пайкой нужно выполнить ряд действий:
- В первую очередь удалите с поверхности загрязнения. Для этого воспользуйтесь наждачной бумагой.
Обезжирьте нужный участок бензином либо ацетоном. - После прогревания инструмента его конец покрывают канифолью. Следующий шаг – лужение. Припой необходимо растереть с помощью деревянного бруска. Поверхность после выполнения процедуры приобретает оттенок серебра.
- Далее припой нагревают до того момента, пока будет достигнута оптимальная температура. Показатель нагрева наконечника должен превышать на 20–40 градусов температуру пайки.

- Кисточку смачивают в спирте, затем удаляют ей излишки канифоли.
- Пайка должна происходить за один раз, если количество процедур увеличить, это негативно скажется на качестве выполненной работы. Припой приобретет серый цвет (так как произойдет окисление). При прикосновении жалом детали фиксируются для создания прочного соединения без микротрещин.
- Для более качественного спаивания используют флюс, специальную жидкость, которая помогает очистить поверхность перед пайкой. Он является тем веществом, с помощью которого можно удалить оксиды с поверхности под пайку. Благодаря его применению жидкий припой лучше растекается, ровным слоем.Не стоит перегревать паяльник, так как из-за этого флюс сгорает, обугливается.
Если вы работаете с таким металлом, как алюминий, стоит знать его характеристики. Температура плавления алюминия составляет 660,1 градуса. Небольшое его количество наносят на участок соединения, после чего разравнивают. Место контакта должно быть закрыто.
Рабочий процесс
Своеобразным соединителем двух компонентов называют пайку. Ее основная роль заключается в создании достаточно прочного соединения.
Припой является сплавом металлов, который можно разделить на две большие группы. Мягкие припои характеризуют температуру плавления до 300 градусов, данный тип используется в электронике.
Следующая разновидность припоя – твердая группа, в которой температура плавления превышает 300 градусов. Этот тип активно применяют для надежного соединения металлов.
Последовательность действий пайки следующая:
- предварительно проводят очищение поверхности от коррозии либо от любого другого рода загрязнений;
- следующим шагом является полное очищение до приобретения характерного блеска. Не должны быть видны следы окислов;
- для покрытия используют флюс, который удаляет остатки окислов, минимизируют появления окисления поверхности. Оптимальным выбором в этом случае послужат флюс-пасты.
 Жидкие либо твердые флюсы не подойдут;
Жидкие либо твердые флюсы не подойдут; - мастер проводит лужение. Припой наносят на определенный участок поверхности в расплавленном виде, после чего он ровным тоном растекается;
- с помощью скрутки и сжатия пинцетом или струбцинкой соединяются основные детали;
- проводится повторная процедура нанесения флюса. Это необходимо для минимизации риска окисления припоя под высокой температурой;
- вместе с прогревом наносится припой;
- важно также отметить, что при использовании инструмента с луженым жалом его нужно очистить с помощью неактивного флюса. Паяльник необходимо хранить с зафлюсованным жалом. Это влияет на качество дальнейших работ.
Чистка
Процедуру очищения жала паяльника проводят с помощью потирания о мягкую пористую, либо волокнистую подкладку. Лучшим вариантом станет выбор натурального войлока. Альтернативой станет использование базальтового картона. Качественной считается двухступенчатая чистка.
Первая ступень касается использования губки-путанки из металлической ленты.
Вторая ступень очистки заключается в применении войлока.
В конце инструмент выключают. Важным считается этап, когда мастер горячее жало вводит в твердую канифоль. Необходимо дождаться момента, пока она перестанет пускать пузыри. После этого жало мастер вынимает, придерживая концом вниз. Таким образом, излишки канифоли стекут. После того, как инструмент полностью остыл, его можно отложить на хранение.
Пайка труб
Исходя из технологических особенностей проведения данной процедуры, применяют мастера такие этапы действий:
- В первую очередь необходимо подготовить инструмент. Речь идет о его разогреве до оптимальной температуры. Весомое значение имеет также температурный режим в помещении. Ведь если жаркая погода, тогда время сокращается. Во время холодной поры года, например, продолжительность пайки увеличивается.
- Следующий этап касается подготовки трубы. Труборезом необходимо обрезать трубу под прямым углом. Заменить инструмент можно специальными ножницами.
 Участок среза стоит очистить, затем обезжирить.
Участок среза стоит очистить, затем обезжирить. - Детали должны быть сухими.
- Следующий этап касается пайки. Элементы соединяются, таким образом, надежно друг с другом. После выполнения процедуры необходимо подождать, пока детали охладятся.
Процедуру можно выполнить самостоятельно. Если вы не можете выполнить процедуру, тогда лучше всего использовать услуги специалиста. Лучше всего проделать сначала пайку первого элемента. Нужно остудить и разрезать деталь для того чтобы проверить качество выполнения. При наличии ошибок это будет заметно. В процессе проведения монтажных работ, либо во время ремонта трубопроводов это умение пригодится.
Пайка проводов
Наиболее распространенный вопрос касается того, как правильно паять паяльником. Нужно концы проводов освободить для начала от изоляции с помощью ножа, либо кусачек. Параметры жил должны соответствовать размерам деталей. Лучше всего, когда паяльник не слишком большой, тогда соседние участки в процессе не будут повреждены. Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Если вы занимаетесь пайкой многожильного провода, тогда нужно его скрутить, затем залудить. Процедура происходит следующим образом. Провод опускают в ванночку с канифолью. Каплей припоя мастер проводит по поверхности медных жил. Покрытие должно быть равномерным, покрывать все стороны. Излишки канифоли удаляют.
Относят к слабым сплавам припой. Он характеризуется низкой надежностью, ведь под воздействием небольших нагрузок повреждается. В процессе на провода наносят канифоль, после этого — припой. Время прогревания скрутки составляет 2–3 секунды.
Если речь идет об одножильных проводах, то их сначала зачищают до приобретения блеска, затем окунают в канифоль. Соединение занимает примерно 3–5 секунд. Затем на оголенный провод надевают трубку термоусадочного типа большого диаметра. Выполнение этой процедуры обеспечит высокий уровень изоляции.
Специалисты рекомендуют при быстром остывании использовать обыкновенную зажигалку.
Пайка
Задавая вопрос касательно того, как правильно паять паяльником микрочипы, такую работу лучше доверить специалисту. Ведь работа сама по себе достаточно щепетильная, требует опыта и определенного мастерства.
Для правильной пайки необходимо уделить время подготовки деталей, необходимых в процессе инструментов. Ознакомьтесь с теоретическим аспектом, после чего закрепляйте знания на практике.
Необходимо помнить о защите флюсом слоя расплавленного припоя. Весомое значение имеет также выполняемая вами операция. Отталкиваясь от этого нужно подбирать прибор соответственной мощности и с подходящей формой жала.
Соблюдая основные правила пользования прибором и рекомендации специалистов, вы сможете соединить детали правильным образом, благодаря чему пайка прослужит действительно долго.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
Понимание пайки Часть 7: Канифольный флюс
Многие популярные сети ресторанов и продуктов питания повышают интерес к своей продукции, рекламируя «секретный» ингредиент. Однако они не единственные, кто полагается на секрет; пайка электронных компонентов на печатной плате также зависит от скрытого ингредиента. Совместная работа с припоем — это вещество, о котором многие не знают, которое называется флюсом, но без него мы не смогли бы надежно спаять ни одну деталь.
Припой представляет собой комбинацию металлических сплавов, которые после плавления сплавляют штырек компонента с металлической площадкой или отверстием на печатной плате для создания электропроводящего соединения. Флюс облегчает этот процесс пайки, очищая металлические поверхности перед их расплавлением. Различные типы флюса различаются по основным материалам, используемым для его создания, при этом канифоль является одним из наиболее распространенных вариантов, используемых при сборке печатных плат. Об этом секретном ингредиенте есть что рассказать; давайте рассмотрим использование канифольного флюса при сборке печатных плат.
Об этом секретном ингредиенте есть что рассказать; давайте рассмотрим использование канифольного флюса при сборке печатных плат.
Что такое Канифольный флюс?
Когда металл подвергается воздействию воздуха, на незащищенных поверхностях могут образовываться оксиды. В случае с электроникой эти оксиды могут препятствовать образованию хорошего паяного соединения во время сборки печатной платы. Чтобы облегчить процесс пайки, флюс используется для химической очистки металлических поверхностей путем удаления оксидов, а также любых других примесей. Флюс также способствует смачиванию припоя, что определяет, насколько хорошо расплавленный припой будет течь на соединяемые поверхности.
Флюсы для пайки электроники делятся на три категории: канифоль, водорастворимые (или органические кислоты) и не требующие очистки. Водорастворимые флюсы, изготовленные из органических материалов, отличных от канифоли, чрезвычайно активны при пайке. Это очень эффективно для подготовки поверхностей к пайке, но вскоре после этого требуется тщательная очистка и осмотр, чтобы предотвратить загрязнение флюсом или повреждение платы, если их не удалить своевременно.
Основной материал канифольного флюса состоит в основном из канифоли, извлеченной из сока сосновых деревьев. Он также содержит различные виды кислот в качестве активаторов, которые способствуют смачиванию расплавленного припоя за счет удаления оксидов из металла. По уровню активности эти кислоты подразделяются на три категории канифольного флюса:
- R (канифоль): Это самая мягкая форма канифольного флюса, которая содержит наименьшее количество активаторов и предназначена только для чистого металла. поверхности. Благодаря низкому уровню активности этот канифольный флюс не оставляет вредных остатков во время пайки.
- RMA (мягко активированная канифоль): Эта категория содержит более высокий уровень активаторов, достаточный для очистки контактных площадок и отверстий печатных плат, а также контактов компонентов во время пайки.
 Этот флюс оставит некоторый осадок, который обычно не является проблемой.
Этот флюс оставит некоторый осадок, который обычно не является проблемой. - RA (активированная канифоль): Этот канифольный флюс содержит самые высокие уровни активаторов для очистки, а также оставляет наибольшее количество остатков после пайки.
В дополнение к канифоли и активаторам флюс также будет содержать другие растворители и добавки, облегчающие пайку и защищающие металл от коррозии. Теперь рассмотрим, как используется канифольный флюс в процессе пайки.
Использование флюса во время пайки
Канифольный флюс можно использовать для автоматизированной сборки печатных плат в зависимости от требований к печатной плате. При пайке волной припоя флюс обычно распыляется на печатную плату до того, как он пройдет над расплавленной волной припоя. В печатных платах, которые обрабатываются в печи для оплавления припоя, используется паяльная паста, состоящая из крошечных частиц припоя и липкого флюса, которые удерживают компоненты на месте до оплавления.
Канифольный флюс часто используется при ручной пайке, его можно найти в сердечнике намотанной паяльной проволоки. Припой с сердечником из канифоли помогает пользователю, гарантируя, что флюс распределяется в одинаковых количествах для применения припоя. Однако, если требуется больше флюса для больших площадей, жидкость или пасту можно нанести с помощью кисти, ватного тампона или специального аппликатора флюса. Канифольный флюс также можно найти в имеющихся в продаже ручках-дозаторах для дополнительного удобства.
После завершения пайки вы можете обнаружить остатки канифольного флюса на печатной плате, особенно если вы использовали флюс с более высоким содержанием активаторов. Небольшие остатки канифольного флюса часто остаются на плате после пайки, если только их удаление не требуется по эстетическим соображениям. Остаток, оставленный более активной канифолью или органическими водорастворимыми флюсами, может быть более агрессивным и должен быть удален. Обычно для этого используется деионизированная вода (ДИ). Помните, что нельзя злоупотреблять флюсом во время пайки, иначе у вас будет больше остатков, которые нужно очистить, чем ожидалось. Далее мы рассмотрим несколько передовых методов пайки, чтобы обеспечить желаемые результаты.
Помните, что нельзя злоупотреблять флюсом во время пайки, иначе у вас будет больше остатков, которые нужно очистить, чем ожидалось. Далее мы рассмотрим несколько передовых методов пайки, чтобы обеспечить желаемые результаты.
DFM для печатных плат HDI
Загрузить сейчас
Советы по достижению наилучших результатов при пайке
Вышеприведенное обсуждение канифольного флюса предназначено для того, чтобы помочь вам создать наилучшие возможные паяные соединения при пайке проводов или компонентов вашей схемы. доска. Вот некоторые дополнительные основные советы по пайке, которые следует помнить:
- Прежде чем приступить к пайке, убедитесь, что поверхности, подлежащие пайке, максимально чистые, чтобы флюс не переполнялся.
- Установите паяльник достаточно высоко, чтобы полностью нагреть тип припоя, который вы используете.
- Добавьте дополнительный флюс к проводам, которые необходимо залудить, или к другим большим участкам платы, подлежащим пайке.

- Наконечником паяльника одновременно доведите до температуры две соединяемые поверхности, обычно контакт компонента и контактную площадку или отверстие печатной платы.
- Добавьте припой в нагретый шов, убедившись, что он течет и покрывает соединяемые поверхности.
- Когда закончите, удалите лишний флюс.
Внесение изменений в печатную плату — нормальная часть разработки нового проекта, но будьте осторожны. Ручная пайка сопряжена с риском повреждения платы простым движением паяльника. Возможно, лучший совет для пайки — это воспользоваться профессиональными услугами по пайке контрактного производителя вашей печатной платы для внесения любых необходимых изменений. Это гарантирует, что детали припаяны с прочным соединением и не будут повреждены окружающие области платы.
Канифольный флюс для пайки — Типы флюсовых канифольных флюсов и их классификация
Какие распространенные типы канифольных флюсов используются при пайке электроники?
Канифоль, неочищенная, канифоль слабоактивированная, активированная канифолью, водорастворимая
Что делает флюсовый припой?
Флюс удаляет поверхностные оксиды, песок и грязь с металлических поверхностей, тем самым улучшая качество интерметаллических связей. Флюс — это компонент, соединенный с прутком или проволокой для припоя, который очищает и грунтует металлическую поверхность перед пайкой.
Флюс — это компонент, соединенный с прутком или проволокой для припоя, который очищает и грунтует металлическую поверхность перед пайкой.
Что такое ROL0 ?
RO означает канифоль, L означает низкую активность, а число 0 означает отсутствие обнаруживаемых галогенидов. безгалогенная паяльная паста на основе канифоли с низкой активностью относится к категории ROL0
В чем преимущество флюса для припоя?
Флюс снижает поверхностное натяжение, что обеспечивает равномерный поток припоя.
Канифольный флюс для припоя
Канифольный (R) флюс представляет собой комбинацию канифоли и растворителя, наиболее подходящую для чистых и легко поддающихся пайке поверхностей. Канифоль твердая, не проводящая и в целом устойчивая к коррозии. Остатки канифольного флюса можно оставить на сборке или удалить с помощью совместимого растворителя.
- Большие провода
- Только чистые и легко поддающиеся пайке поверхности
No Clean Solder Flux
No Clean (NC) Флюс сочетает в себе канифоль, растворитель и химический активатор. Флюс NC лучше всего подходит для легко припаиваемых поверхностей. Активность от низкой до умеренной и совместима со многими типами сборок. Прозрачный твердый осадок не является проводящим или коррозионно-активным. Удаление остатков возможно с помощью совместимого растворителя, но это сложнее, чем при использовании флюсов RMA.
- Большинство работ с печатными платами
- Предназначен для использования во многих сборках
- Более трудно удалить, чем флюсы RMA
Мягко активированный канифольный флюс для припоя (RMA)
Мягко активированная канифоль (RMA) флюс на основе растворителя, состоит из канифоли небольшое количество активатора. Флюс RMA часто малоактивен и лучше всего подходит для легко припаиваемых поверхностей.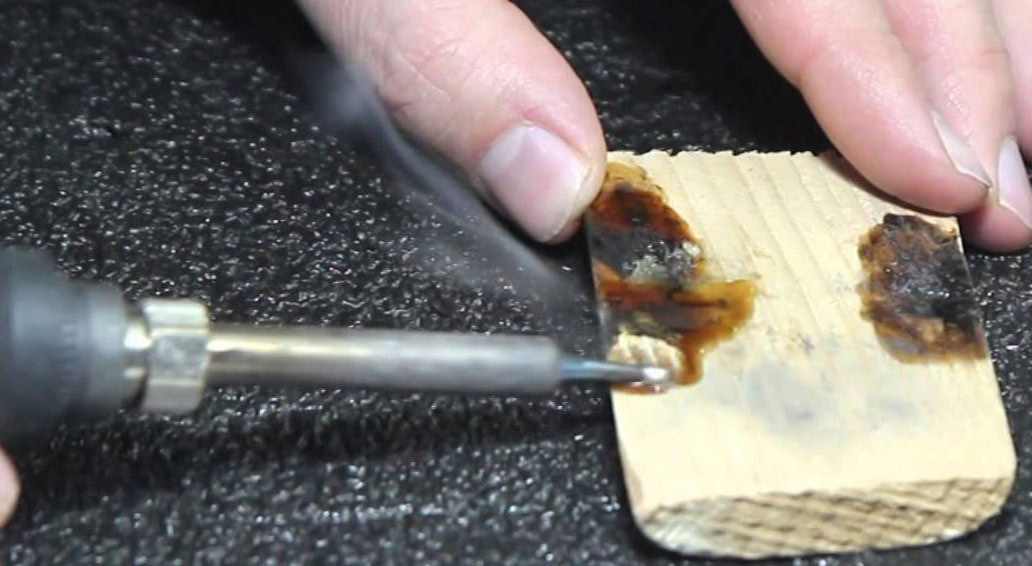 Прозрачный мягкий материал часто не вызывает коррозии и не проводит ток. Очистка зависит от активности флюса и рассматриваемого продукта при выборе подходящего растворителя.
Прозрачный мягкий материал часто не вызывает коррозии и не проводит ток. Очистка зависит от активности флюса и рассматриваемого продукта при выборе подходящего растворителя.
Активированный канифолью флюс для припоя (RA)
Активированный канифолью флюс (RA) сочетает в себе канифоль, растворитель и агрессивные активаторы. Активность выше, чем у RMA для использования на окисленных поверхностях. Флюс RA вызывает коррозию, поэтому чувствительные узлы необходимо как можно скорее очистить с помощью совместимого растворителя, иначе существует риск повреждения электропроводящих характеристик.
- Лучше всего подходит для окисленных поверхностей
- Очистите как можно скорее после сборки
Водорастворимый (WS) флюс сочетает в себе органические кислоты, тиксотроп и растворитель. Уровни активности потока WS варьируются от отсутствия активности до очень высокой активности. Идеально подходит для пайки сложных поверхностей, включая нержавеющую сталь. Обратитесь к спецификации продукта, чтобы узнать об опасностях, связанных с коррозией и электропроводностью. Классификация пайки WS включает уровни активности L, M и H и содержание галогенидов 0 или 1. Удалите остатки водой.
Обратитесь к спецификации продукта, чтобы узнать об опасностях, связанных с коррозией и электропроводностью. Классификация пайки WS включает уровни активности L, M и H и содержание галогенидов 0 или 1. Удалите остатки водой.
- Пайка сложных поверхностей, таких как нержавеющая сталь
- Необходимо учитывать опасность коррозии и электропроводности.
Типы флюсов и уровни активности
Тип флюса:
• RO: Канифоль
• OR: Водорастворимый
Уровень активности:
Уровень активности:
•3 Высокий:
•3 Высокий:
•3 Высокий:
•31 Низкий:
Обнаруживаемые галогениды
- Нет: 0
- Да: 1
ROL0 – «RO означает канифоль, L означает низкую активность, а число 0 означает отсутствие обнаруживаемых галогенидов. безгалогенная паяльная паста на основе канифоли с низкой активностью относится к категории ROL0»
Митч Уоллезер
Митч является автором статей в Корпорации автоматизации производства.