Как правильно паять в домашних условиях
Смотрите также обзоры и статьи:
Что нужно для пайки: необходимые составляющиеВсе мы знаем, что метод спаивания элементов между собой — один из самых надежных и крепких. Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Суть заключается в том, чтобы при нагревании определенной зоны заливать ее жидким припоем, который при застывании обеспечит надежное соединение.
Для проведения процесса спаивания понадобится тепло, обычно источником тепла является паяльник. Паяльники бывают разные по мощности, по типу и их выбор зависит также от вида работ, которые необходимо провести.
Обычный электрический паяльник прогревает соединяемые детали, разогревает припой до жидкого состояния, а также наносит его на элементы. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой.
Помимо главного агрегата, без которого не удастся ни одна пайка, нужны дополнительные составляющие, например, припой. Это сплав из олова и свинца, но допустимы и дополнительные добавки. Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Свинцовая добавка в сплаве позволяет сэкономить на нем, а количество может быть разным – от этого зависит марка. Например, один из самых распространенных припоев, ПОС-61: П — припой, ОС – оловянно-свинцовый, 61 – процент содержания олова. Чем больше эта цифра, тем меньше содержание свинца. Обычно используют сплавы с небольшим содержанием олова.
Припои бывают мягкими и твердыми: мягкие плавятся при температуре 450 градусов, остальные являются твердыми. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Алюминиевые детали паяют припоями с добавлением алюминия или кадмия, но они токсичны, поэтому увлекаться ими особо не стоит.
Следующий нужный компонент – флюс.
Он улучшает растекание сплава тонким слоем по поверхности детали, обеспечивает более надежное сцепление между деталями и сплавом, а также растворяет имеющие тончайшие пленочки, находящиеся на поверхностях деталей.
Канифоль является наиболее используемым флюсом, но и составы с добавлением в нее глицерина, спирта или цинка также хороши. Температура размягчения канифоли составляет 50 градусов, температура кипения – 200 градусов. Сама по себе канифоль обладает таким свойством как гигроскопичность, насыщаясь водой, ее проводимость увеличивается. Флюс из канифоли может иметь вид раствора, порошка или твердого куска.
Небольшой лайфхак от мастеров: когда выполняется пайка проводов нагрев можно выполнить, используя таблетку простого аспирина, образовавшиеся пары будут выполнять функции флюса.
Для пайки в условиях стесненности лучше всего подойдет паяльная паста, которая представляет собой смесь из флюса и припоя. Ее нужно просто нанести на изделие и нагреть паяльником.
Ее нужно просто нанести на изделие и нагреть паяльником.
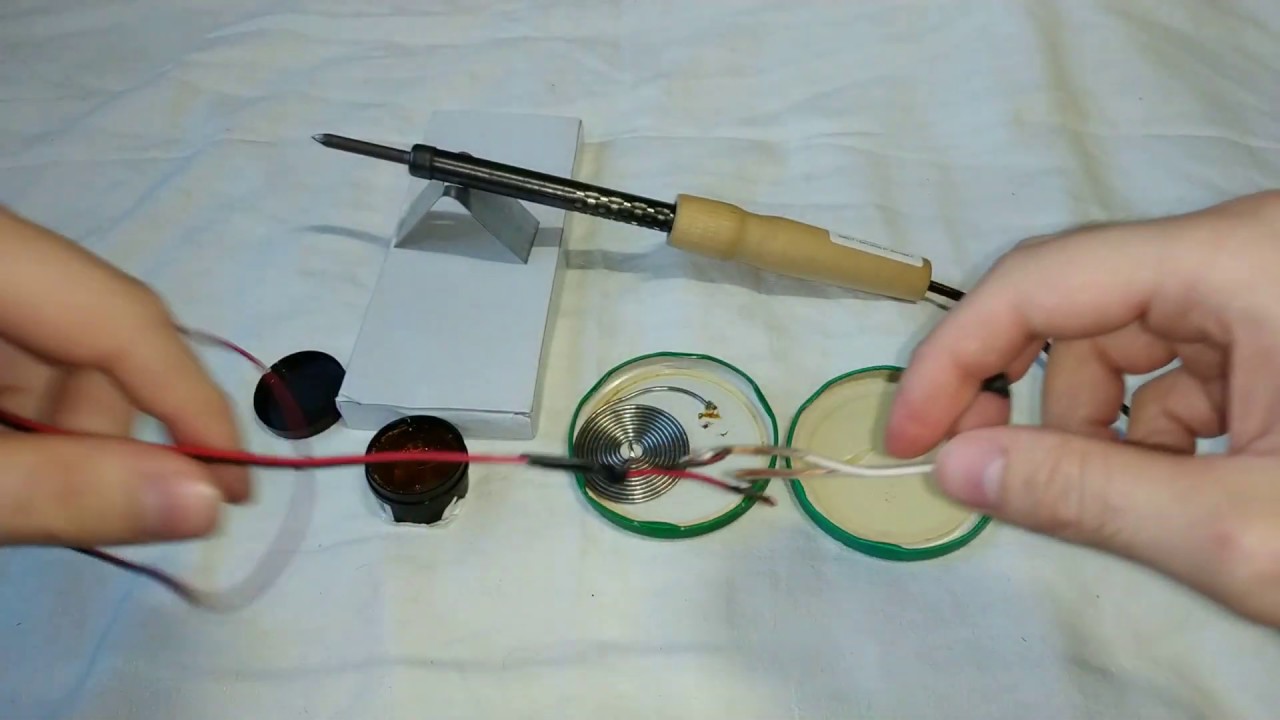
Для более удобной организации рабочего места, можно предусмотреть подставку, ее наличие не только облегчит работу, но и будет возможность использовать ее как подставку для всех сопутствующих материалов – припоя, канифоли, жал.
Подставку можно изготовить самостоятельно из куска деревяшки, там нет ничего сложного.
Основы пайки, или как научится паять При производстве работ нужно помнить о правилах по технике безопасности, соблюдая которые можно предотвратить пожары, различные повреждения, такие как ожоги, а также защититься от негативного воздействия электрического тока.Прежде всего нужно проверить провод на целостность, недопустимы никакие механические повреждения – порезов, оголения и пр. кроме того, нужно исключить спутанность, загибы, чтобы при дальнейшей работе раскаленное жало не прикасалось к нему. Паяльник можно брать только за держатель, ни в коем случае нельзя притрагиваться к его корпусу.
Обратите внимание на освещение рабочего места, если освещения недостаточно, то можно установить дополнительный источник света на месте работы – это создаст благоприятные и комфортные условия. Вентиляция также должна хорошо работать, ведь при пайке очень важно обеспечить кондиционирование воздуха в помещении от возникающих паров.
Прежде чем начать непосредственно работу, нужно избавиться от заводской смазки, находящейся на корпусе, поскольку она при нагревании может дымить. Поэтому зачастую паяльник подсоединяют к удлинителю и выводят ненадолго на улицу. Затем нужно при помощи наждачной шкурки или напильника с мелкой насечкой очистить выбранное жало от пленочки. Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
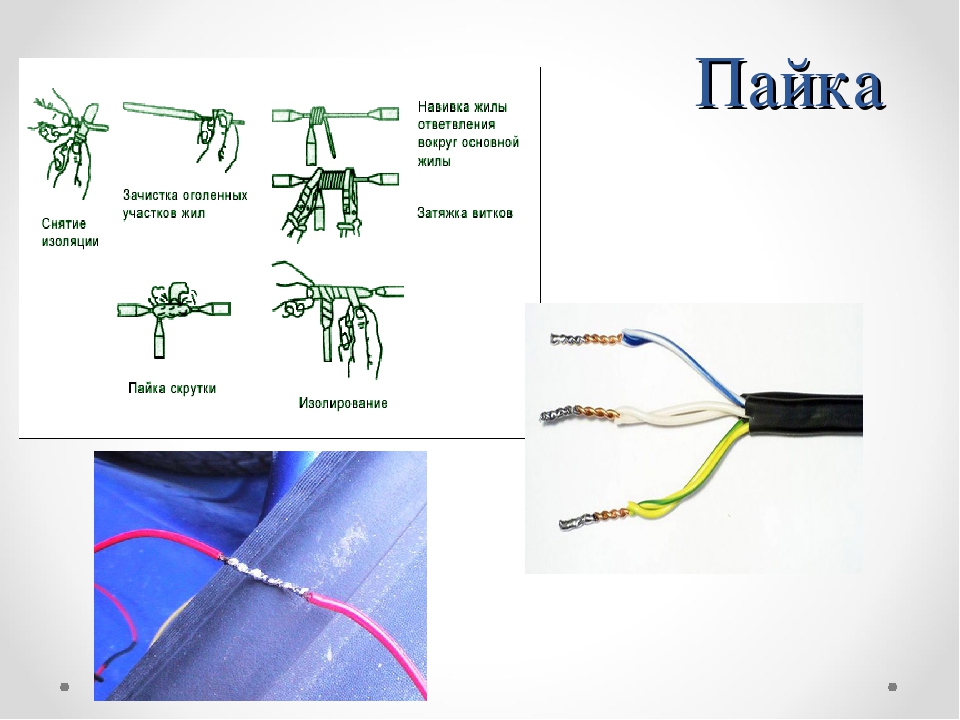
Процесс пайки проводов:- Убирается изоляция на несколько сантиметров (если диаметр провода большой, то участок тоже должен быть больше)
- Зачищение и обезжиривание жил (если это необходимо)
- Формирование скрутки проводов
- Контакты обрабатываются флюсом
- На жало набирается припой, производится пайка до полного растекания.
Если есть нужда, то процедуру можно повторить. Важно следить, чтобы припоем были заполнены все промежутки и полости
- Накладывание изоляционного материала.
Пайка алюминиевых и медных проводов практически не отличается. Да и, собственно, пайка любых других деталей друг с другом, имеет почти такой же алгоритм: подготовительные работы, обработка флюсом, воздействие температуры, работа с припоем.
Когда припой остынет, нужно оценить качество соединения: если есть неровности, пористые места, кривизна, значит работа некачественная вследствие недостаточной температуры, если имеются обуглености, значит, наоборот, температура была слишком высокой, а если место пайки отличается характерным блеском, значит все сделано правильно.
Как правильно паять микросхемыВ каждой радиодетали и в любом электронном изделии есть микросхема – это сложнейший элемент, где внедрены десятки или даже сотни мелких простых компонентов. Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей.
Для этого понадобится помощь паяльного инструмента. Мощность паяльника в этом случае должна быть совсем небольшой и рассчитанной на напряжение около 12 Вольт, жало лучше выбрать острое конусное. Еще одним интересным прибором, который несомненно может пригодиться, является оловоотсос, который позволяет удалить припой с платы. Оловоотсос визуально похож на шприц, где поршень оснащен пружиной и находится наверху. Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Более удобным признана термовоздушная станция, где пайка производится при помощи разогретого воздуха. В ней есть фен с возможностью регулировать температуру воздушного потока. Еще один интересный и нужный инструмент – термостол.Если дома сломалась какая-либо бытовая техника или компьютер, то вероятность того, что здесь нужны будут паяльные работы, стремится к ста процентам. Эта работа производится паяльником или паяльным феном. Существует еще один метод пайки – это с использованием бессвинцового припоя. Его применение стало практиковаться не так давно: воздействие на организм гораздо меньшее, чем при использовании свинца, но температура плавления выше.
Для пайки микросхем могут понадобиться еще такие приспособления как:- Трафарет – пластина с отверстиями, предназначенными под выводы. Они могут и не пригодиться. Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.
- Флюс – о нем уже было много сказано. Самый распространенный флюс – это канифоль в виде куска, но для микросхем он не подойдет. Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.

- Припой – для микросхем лучше использовать в виде проволоки, внутри которой может быть флюс из порошковой канифоли.
В наше время очень сильно упрощаются многие сферы, вот и здесь можно приобрести готовый набор, где собрано все необходимое, включая кисточку, пинцет и несколько разных припоев.
Итак, прежде всего все инструменты должны быть подготовлены к работе, включая вспомогательные – каждая мелочь сразу должна быть под рукой. Пайка плат должна происходить молниеносно, недопустимы даже намеки на перегревы, для удобства нужно пользоваться пинцетом. Если работа производится при помощи паяльника, нужно внимательно отслеживать все колебания температуры и не допускать превышения 280 градусов. Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
Итак, разберем пошагово алгоритм:- Пинцетом немного отгибаются выводы;
- Сама деталь фиксируется неподвижно;
- Набирается немного припоя, погружается в канифоль, присоединяется к нужному элементу.
 Припой распределяется ровным слоем;
Припой распределяется ровным слоем; - Деталь закрепляют и ждут когда затвердеет припой;
- После этого нужно осторожно промыть плату спиртовым раствором
Олово при пайке играет роль припоя. Чтобы произвести спаивание двух деталей таких манипуляций как: подогреть одну поверхность и приложить к другой, недостаточно. Для этого лучше пользоваться паяльной станцией, поскольку преимущества при этом явно видны:
- Возможна регулировка температуры нагревания
- Выбранная температура не сбивается, а сохраняется на заданном уровне, жало не перегорает
- Паяльные станции имеют термостойкие жала.
Для пайки оловом пригодятся кусачки и нож. Сначала нужно, как и при любом другом виде пайки, приготовить рабочее место: проверить освещение, подготовить место, куда вы будете помещать ненужные мелочи, лишние элементы, залудить поверхности деталей. Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Остатки флюса можно аккуратно убрать.
Для того, чтобы научиться паять, если не виртуозно, то хотя бы качественно, чтобы действительно приносить этим пользу, нужно практиковаться. Все приходит с практикой, и эти работы – не исключение.
Опубликовано: 2020-04-17 Обновлено: 2021-08-30
Автор: Магазин Electronoff
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Как правильно паять: полезные советы и рекомендации
Иногда некоторые вещи дешевле и проще отремонтировать самостоятельно, особенно это касается электроники. Если научиться правильно паять, то не составит труда соединить разорванные провода в плеере, например, или даже заменить микросхему в телевизоре. Научиться паять довольно легко: просто надо следовать советам специалистов, описанным в данной статье, которая подробно расскажет, как правильно паять радиодетали и другие контакты.
Что можно припаять?
К металлам, что поддаются пайке, относят следующие:
золото;
серебро;
латунь;
медь;
свинец;
олово.
Именно поэтому греющий аппарат можно использовать для соединения самых различных кабелей, для пайки плат и радиодеталей.
Что может понадобиться для пайки?
Перед тем как правильно паять паяльником, необходимо приобрести основной инструмент – паяльник. Без него не обойтись.Ещё лучше будет приобрести паяльную станцию: она немного дороже, но работать с ней проще и удобнее. Помимо этого, понадобится следующее:
Без него не обойтись.Ещё лучше будет приобрести паяльную станцию: она немного дороже, но работать с ней проще и удобнее. Помимо этого, понадобится следующее:
Канифоль.
Припой.
Плоскогубцы.
Напильник.
Рекомендуется использовать проволочный припой и канифоль, что находится в его полости. Это облегчит весь процесс. Весь перечисленный комплект можно приобрести в любом магазине радиотоваров. После приобретения аппарата, требуется его зачистить и залудить, и желательно это делать регулярно. Для этого жало счищается напильником, нагревается и поочередно обрабатывается: сначала канифолью, затем — припоем. Паяльных станций это не касается — они могут работать сразу после подключения к сети.
Для пайки контактов потребуется аппарат мощностью до 100 Вт. Если планируется работать с маленькими деталями, то такой мощности не надо — хватит 15-30 Вт. Если использовать более мощный прибор на мелких деталях, от перегрева они могут испортиться. Самый простой способ – приобрести прибор с разными насадками и регулятором мощности. Такой универсальный аппарат можно будет использовать для самых разнообразных нужд.
Как паять правильно?
Если вы не знаете, как правильно паять провода, то сначала стоит потренироваться. Только после практических занятий можно научиться соединять не только провода, но и микросхемы. Концы двух проводов вначале надо залудить, а для этого с них необходимо снять изоляцию примерно на полсантиметра, освободив место для соединения. Конец, с которым необходимо работать, опускается в канифоль, после чего на него ложится раскалённое жало и медленно вытягивается провод. Таким образом канифолью покрывается вся поверхность оголённого контакта. Берется капля припоя концом жала и переносится на залуженный конец.
Затем жало аппарата опускается в канифоль и припой, чтобы сразу же соединить 2 провода между собой. Всё надо делать быстро, чтобы канифоль не успела испариться. Провода не стоит держать руками: они во время пайки сильно нагреваются, лучше придерживать их плоскогубцами. Микросхемы паяются почти по такому же принципу, но более подробно этот процесс будет описан ниже.
Не стоит во время пайки сильно давить на соединяемые элементы жалом, достаточно просто их задеть, чтобы припой перешёл на них. Надо подождать, пока он остынет и закрепит провода. После таких тренировок можно приступать к пайке.
Как паять микросхему?
Первое, что нужно сделать, – разогреть паяльник и смазать его жало припоем. После этого подготавливается рабочая зона, плата и микродеталь, которую надо припаять. Плата должна быть обезжирена, для этого её можно просто протереть салфеткой с мыльным раствором либо воспользоваться специальными составами, предназначенными для этого. Все места под контакты микросхем надо очистить, например, ацетоном до появления блеска.
Плата должна быть обезжирена, для этого её можно просто протереть салфеткой с мыльным раствором либо воспользоваться специальными составами, предназначенными для этого. Все места под контакты микросхем надо очистить, например, ацетоном до появления блеска.
Следующий шаг – правильное размещение микросхемы на плате: все её концы аккуратно помещаются в специальные отверстия.
Почти все мелкие детали боятся статического электричества, поэтому лучше не задевать контакты руками или работать в резиновых перчатках.
На жало паяльника наносится припой, и им задевается каждый контакт для микросхемы на плате, чтобы соединить их. После того как припой остынет, можно проверять работоспособност
Не надо использовать много припоя, достаточно нанести его на самый кончик паяльника. И под конец необходимо очистить место запайки от остатков припоя. Нежелательно жалом задевать саму деталь, иначе она будет сразу испорчена. Работать надо максимально аккуратно и осторожно.
Нежелательно жалом задевать саму деталь, иначе она будет сразу испорчена. Работать надо максимально аккуратно и осторожно.
Несколько советов
Перед началом пайки любой микросхемы все её концы надо смазать флюсом. Рекомендуется разогреть микросхему, что можно сделать при помощи обычного фена. Все отверстия на плате надо предварительно залудить. По окончанию всех работ обязательно проводится проверка. Если желаемый результат не был достигнут, то можно повторить всю процедуру заново.
Необходимо следить, чтобы жало паяльника всегда было чистым, а если на нем есть остатки припоя, то перед началом работы их надо очистить при помощи напильника. Если планируется использование именно паяльника, а не станции, то обязательно необходимо приобрести подставку к нему. Во время работы он нагревается до высоких температур и запросто может прожечь стол.
Похожие статьиКак паять? Как правильно пользоваться паяльником и научиться пайке с нуля? С чем надо работать?
С давних времен человечество знакомо с паяльником и техникой его эксплуатации, благодаря чему получается соединить в единое целое несколько разных металлических изделий. Впервые данный метод начали практиковать кузнецы-ювелиры, так как их стандартная сварка не позволяла создавать оригинальные украшения. Чуть позже данная технология стала применяться при починке посуды из нержавейки. А когда человечество освоило электричество, припой стал основным методом соединения электрокомпонентов. Освоить технику спаивания несложно, главное – проявлять особую внимательность, щепетильность и огромное терпение.
Впервые данный метод начали практиковать кузнецы-ювелиры, так как их стандартная сварка не позволяла создавать оригинальные украшения. Чуть позже данная технология стала применяться при починке посуды из нержавейки. А когда человечество освоило электричество, припой стал основным методом соединения электрокомпонентов. Освоить технику спаивания несложно, главное – проявлять особую внимательность, щепетильность и огромное терпение.
Техника безопасности
Любые производственные процессы требуют соблюдения техники безопасности. Особенно важно следовать всем правилам в работе, связанной с высокой температурой и электричеством.
К сожалению, не каждый человек в полной мере оценивает риски процесса паяльных работ. А ведь банальное соблюдение правил безопасности позволяет обеспечить защиту от термических ожогов и удара током. А самое главное – при правильном использовании паяльника предотвращается риск возникновения пожара.
Прежде чем приступать к пайке металлических элементов, необходимо убедиться, что кабель питания паяльника исправен. Жало ни в коем случае не должно соприкасаться с проводом и другими предметами, подвергающимися воздействию высокой температуры. В процессе работы необходимо откладывать паяльник на специальную подставку. Категорически запрещается касаться корпуса прибора и уж тем более хватать его голыми руками.
Как говорят мастера, правильно паять – значит, паять безопасно. Каждый процесс пайки преследует 2 фактора опасности:
Каждый процесс пайки преследует 2 фактора опасности:
- высокий уровень температуры;
- опасные газы, выделяемые при нагреве проволоки и флюса.
Далее предлагается познакомиться с основными правилами техники безопасности, которые должен соблюдать каждый специалист, будь то опытный профессионал или же начинающий мастер.
- Прежде чем подключать устройство к розетке, необходимо внимательно его смотреть. Проверить, чтобы не было каких-либо механических повреждений. Убедиться, что кабель и вилка целые, а жало крепко зафиксировано у основания ручки.
- Так как в процессе пайки выделяются вредные для здоровья газы, необходимо, чтобы рабочее место имело хорошую вентиляцию.
 В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой.
В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой. - Ни в коем случае нельзя нагромождать рабочее место разными инструментами и материалами. Под рукой должны присутствовать только те предметы, которые требуются для выполняемой работы.
- Откладывать паяльник во включенном состоянии необходимо на специальную подставку, которая прочно фиксируется на рабочей поверхности.
- Во время припоя крайне важно защищаться от брызг флюса. Для этого необходимо использовать защитные перчатки, очки и щиток.
- Чтобы соединяемые детали не сдвигались, следует использовать только специальные инструменты: пинцет, зажим, «третья рука».
- Категорически запрещается прижимать спаиваемые элементы руками, нагретым корпусом паяльника или массивными предметами.
Если вдруг капли флюса или припоя случайно попали на кожный покров, требуется незамедлительно промыть участок поражения холодной воды.
Сверху обработать рану заживляющим кремом или спреем. В случае если брызги поразили слизистую или глаза, необходимо срочно обратиться к врачу.
Что необходимо?
Для любого процесса соединения металлических изделий важно иметь основной источник тепла. Как становится понятно, речь идет о паяльнике. Работы с открытым пламенем, электрической спиралью или лазерным лучом чаще всего проводят в производственных масштабах. Для дома специалисты предпочитают приобретать привычные электрические модели. С их помощью можно отремонтировать и восстановить разные электросхемы, сконструировать электротехническое оборудование, а также сделать лужение припоя металлических конструкций.
Активация электрического паяльника происходит посредством подключения вилки устройства в розетку. Стандартная длина кабеля большинства моделей составляет 1 м, однако мастера утверждают, что этого размера не всегда хватает для комфортной эксплуатации, поэтому приходится использовать удлинитель. Кабель электрического паяльника встроен в рукоятку, которая может быть выполнена из дерева или пластика. Внешне она напоминает удлиненную ручку, форма которой удобно располагается в руке.
Стандартная длина кабеля большинства моделей составляет 1 м, однако мастера утверждают, что этого размера не всегда хватает для комфортной эксплуатации, поэтому приходится использовать удлинитель. Кабель электрического паяльника встроен в рукоятку, которая может быть выполнена из дерева или пластика. Внешне она напоминает удлиненную ручку, форма которой удобно располагается в руке.
Для пайки электронных изделий предпочтительно использовать паяльник с невысокой мощностью, рукоятка которого отличается пистолетной формой с курком запуска нагрева. Именно на таких моделях жало довольно быстро приобретает высокую температуру.
Для соединения металлических изделий используется припой. Это сплав из олова и свинца. В некоторых случаях добавляются иные виды металлов. Припой представляет собой трубку или проволоку разных диаметров. В трубчатом припое внутренняя часть наполнена канифолью, благодаря чему процесс пайки протекает гораздо проще.
Это сплав из олова и свинца. В некоторых случаях добавляются иные виды металлов. Припой представляет собой трубку или проволоку разных диаметров. В трубчатом припое внутренняя часть наполнена канифолью, благодаря чему процесс пайки протекает гораздо проще.
Благодаря введению в сплав свинца уменьшается стоимость расходных материалов. Его количество в составе можно узнать, познакомившись с маркой выбранной трубки. Например, ПОС-62, где «П» означает припой, «ОС» говорит об оловянно-свинцовом содержании, «62» – процент присутствия химического элемента.
В бытовой сфере предпочтительно использовать припой с низким содержанием олова. А для лужения посуды предпочтительно выбирать составы с большим его содержанием. Также в процессе пайки используются мягкие и твердые припои. К мягкой разновидности относятся расходные материалы, плавящиеся при температуре ниже 450 градусов.
Также в процессе пайки используются мягкие и твердые припои. К мягкой разновидности относятся расходные материалы, плавящиеся при температуре ниже 450 градусов.
Стоит отметить, что обычному электрическому паяльнику очень сложно расплавить твердые припои, именно поэтому мастера рекомендуют использовать в быту только мягкие разновидности.
Обязательное условие пайки заключается в применении флюса – дополнительного компонента, который обеспечивает растворение окислов пленки соединяемых конструкций. Он гарантирует отличное сцепление и улучшает условия растекания сплавов.
В домашней мастерской в качестве флюса применяется обычная канифоль. Ее размягчение начинается при нагреве в 50 градусов. Максимальная температура плавления составляет 200 градусов, но при такой температуре она начинает кипеть.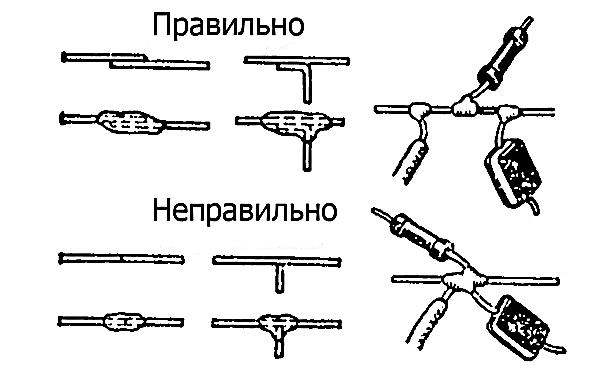
На сегодняшний день канифольный флюс можно встретить в разных формах: в виде порошка, густоватого раствора и небольших кусков. Но не всегда их можно применять для спаивания металлических элементов. Например, серебро или нержавейку предпочтительнее паять кислотным флюсом.
Наверняка о паяльной пасте слышали немногие, однако этот элемент обязательно используется мастерами в процессе соединения металлических изделий и в ремонте микросхем. Только используют ее в местах, куда сложно дотянуться обычным припоем. Наносится паста непосредственно на компонент, затем прогревается жалом паяльника.
Паяльную пасту можно приобрести в специализированном магазине либо сделать своими руками. Для этого потребуются оловянные опилки. Их необходимо смешать с жидким флюсом до получения густой консистенции. Хранить готовую пасту следует в плотно закрываемой упаковке. Но не стоит забывать, что даже домашняя паяльная паста имеет срок хранения. Использовать ее можно в течение 6 месяцев со дня приготовления.
Для этого потребуются оловянные опилки. Их необходимо смешать с жидким флюсом до получения густой консистенции. Хранить готовую пасту следует в плотно закрываемой упаковке. Но не стоит забывать, что даже домашняя паяльная паста имеет срок хранения. Использовать ее можно в течение 6 месяцев со дня приготовления.
Во время спаивания различных элементов основная часть работы возлагается на жало, которое нагревается до высокой температуры. После создания каждого соединительного шва паяльник откладывается в сторонку на небольшой промежуток времени. Ни в коем случае нельзя класть его на стол. Для домашних электрических моделей предпочтительно использовать специальные подставки. У мощных паяльников роль держателя выполняют 2 опоры, которые установлены на фанерном основании.
Для бытовых электрических моделей вполне сгодится конусообразный держатель, которой можно сделать самостоятельно либо приобрести в строительном магазине. Современные модели подставок оснащены регулировкой рабочей температуры. Они имеют дисплей, на котором указывается показатель нагрева жала.
Современные модели подставок оснащены регулировкой рабочей температуры. Они имеют дисплей, на котором указывается показатель нагрева жала.
Еще одним незаменимым элементом, предназначенным для спаивания металлических изделий, является оплетка. Ее используют только тогда, когда есть необходимость удалить припой. По внешнему виду она напоминает плотный сетчатый материал, поверхность которого покрыта флюсом из тончайших проволок меди. Принцип действия оплетки очень прост: сетка укладывается на рабочее место и впитывает расплавленный припой. Стандартная ширина оплетки составляет 5 мм. Продается она в виде рулонов, диаметр которых равен 5 см.
Из этого следует, что одного рулона оплетки хватит для длительного использования.
Подготовка
Прежде чем приступать к соединению металлических конструкций или восстановлению микросхем бытовых приборов, необходимо провести предварительную подготовку к предстоящим работам. В противном случае мастеру будет неудобно и некомфортно, а вся последовательность действий собьется.
Рабочего места
Очень важно, чтобы вентиляция в выбранном помещении работала бесперебойно, так как в процессе спаивания происходит образование вредных паров. А при отсутствии вытяжки они будут скапливаться в замкнутом пространстве, постепенно оседая в организме человека.
Если же помещения не оборудовано вытяжкой, можно воспользоваться привычной всем форточкой. Вот только процесс спаивания придется останавливать на некоторое время, чтобы сделать проветривание комнаты.
Очень важно, чтобы освещение в выбранном для работы пространстве было ярким. В качестве дополнительной подсветки на рабочей зоне можно установить лампу-прищепку.
Паяльника
Как известно, паяльники различаются по мощности. Модели с показателем в 20–50 Вт подходят для работы с электроникой. С их помощью можно восстанавливать разрывы тонких проводов. Модели мощностью 100 Вт и выше предназначены для спаивания слоев меди, толщина которых не превышает 1 мм. Инструмент в 200 Вт и выше позволяет специалистам работать с массивными конструкциями. Из этого следует, что для домашней эксплуатации вполне достаточно маломощного паяльника.
Современные модели имеют удобную и красивую форму, напоминающую слегка увеличенную шариковую ручку.
Только держаться необходимо не за кончик, а за верхнюю защищенную часть конструкции.
Прежде чем приступать к работе, паяльник необходимо подготовить. Если это первичное включение, с корпуса инструмента необходимо убрать заводскую жидкость. Не сделав этого в процессе нагрева, возникнут задымление и неприятный запах. Если вдруг у мастера не возникает желания производить очистку от смазки, необходимо подключить паяльник к удлинителю и выставить его на улицу примерно на 20 минут. Устройство быстро нагреется, а остатки заводского масла выгорят, растворившись в воздухе.
Далее необходимо проковать молотком жало и придать ему форму. Далее требуется снять с жала оксидную пленку. Для этого необходимо взять мелкозернистую наждачку или бархатный напильник. После очищения жала необходимо облужить припой.
Деталей
Процесс спаивания всегда состоит из нескольких этапов, и прежде всего необходимо подготовить металлическую поверхность, а именно: удалить окисную пленку, обезжирить – и только после приступать к облуживанию.
Обязательное условие подготовки – это зачистка старых проводов. При помощи наждачки снимается окисная пленка, однако лезвием будет гораздо удобнее. При подготовке гибких проводов придется обработать каждую отдельную проволоку. Главный признак готовности деталей к спаиванию заключается в появлении равномерного блестящего цвета поверхности, не имеющего остатков оксидной пленки.
Прежде чем спаивать детали, важно их обезжирить гладкой (неворсистой) ветошью, смоченной в ацетоне.
Что касается новых проводов, у них окисная пленка отсутствует. Их облуживание делается сразу после снятия изоляции. Залужевывать медные провода требуется под флюсом. В случае когда работа происходит с алюминием, процедуры зачистки и облуживания придется совместить.
Как пользоваться паяльником?
Наверняка каждый человек знает принципы действия паяльника, но не каждому приходилось с ним работать. Соответственно, первичные попытки соединить несколько разных деталей не увенчиваются успехом. Профессионалы в данной области советует неопытным мастерам начинать с обрезков проводов. Таким образом, они смогут научиться с нуля правильно держать паяльник, наносить расходный материал и создавать аккуратные соединительные швы.
Соответственно, первичные попытки соединить несколько разных деталей не увенчиваются успехом. Профессионалы в данной области советует неопытным мастерам начинать с обрезков проводов. Таким образом, они смогут научиться с нуля правильно держать паяльник, наносить расходный материал и создавать аккуратные соединительные швы.
Начинать лучше всего с одножильных проводов. Освоив технику простого соединения, можно приступать к более сложным работам, а именно к многожильным проводам.
Существует несколько признаков, позволяющих понять, что молодой мастер сделал качественное соединение:
- поверхность твердого припоя приобрела серебристый цвет с небольшим отблеском;
- отсутствуют капли и потеки;
- соединенные элементы прочно зафиксированы относительно друг друга – их невозможно разорвать руками;
- изоляция не имеет признаков оплавления.

После успешного окончания обучения на многожильных проводах можно приступать к жилам большого сечения.
Далее предлагается познакомиться с пошаговой техникой пайки проводов, которую используют профессионалы.
- Необходимо снять примерно 3–5 см изоляции.
- Произвести зачистку и обезжиривание соединяемых жил.
- Требуется сформировать плотную закрутку проводов.
- Сделанный проводной сросток обрабатывается флюсом.
- Жалом паяльника набирается припой – делается спаивания скрутки. Нагрев необходимо продолжать до полного обволакивания припоем. При необходимости данную процедуру придется повторить несколько раз.
 В готовом исполнении припой должен покрывать все части сростка.
В готовом исполнении припой должен покрывать все части сростка. - Спаянный сросток изолируется.
Данная технология предназначена для проведения работ с медными и алюминиевыми проводами, которые чаще всего встречаются в бытовой жизни. По окончании спаечных работ необходимо обработать концы проводов флюсом. А затем убрать его остатки. Далее берется безворсистый тканевый материал, который необходимо обмакнуть в мыльную пену и обработать место спаивания. В качестве просушки можно использовать фен либо сухую ветошь.
Возможные проблемы
К сожалению, не всегда даже у опытных мастеров процесс спаивания разных металлических элементов проходит удачно. В некоторых случаях могут возникнуть проблемы, которые легко выявляются визуально.
- Слабое нагревание соединяемых элементов. Если говорить профессиональным языком, данная проблема называется «холодная пайка». В такой ситуации припой становится тусклым, а его механическая прочность ослабевает. Он очень быстро разрушается.
- Сильный нагрев компонентов. В такой ситуации припой не покрывает поверхность соединяемых элементов. Говоря простыми словами, фиксация полностью отсутствует.
- Случайный сдвиг соединяемых компонентов, произошедший до затвердевания припоя. К сожалению, такая проблема возникает очень часто, когда посторонние шумы и звуки не дают мастеру сконцентрироваться на своей работе. В такой ситуации возникает разрыв пленки припоя, что можно увидеть невооруженным взглядом. Соответственно, соединение между элементами пропадает.
Единственным решением для всех представленных дефектов является повторная процедура пайки.

О том, как правильно паять паяльником, смотрите в следующем видео.
Как правильно паять паяльником
Приветствую вас, дорогие друзья! Вот посетила меня одна мысль, вот веду я свой радиолюбительский блог, а вот статей касающихся технологий все-таки маловато. Эта статья должна ситуацию несколько изменять.
Итак о чем же будет сегодняшняя статья?
Статья будет, как вы наверное догадались о технологии пайки, о том как лучше всего совершать сие действие, чтобы получилось качественно и надежно.
Кстати а вы читали о том как делать платы самостоятельно, настоятельно рекомендую. Кроме этого я задумал одну тему которая просто перевернет все с ног на голову [urlspan]не пропустите[/urlspan].
Кроме этого я задумал одну тему которая просто перевернет все с ног на голову [urlspan]не пропустите[/urlspan].
[contents]
Я вспоминаю, как впервые попробовал припаять что-то. Для этих целей я взял большой отцовский паяльник ват на сто (этот паяльник имел вид топорика, отец им паял баки и ведра), кусок олова и какую-то скляночку с паяльной кислотой.
Так как у меня не было никаких знаний насчет этого действа, поэтому я решил импровизировать и естественно у меня ничего не получалось. Капля олова, что удалось мне наплавить ба байским паялом, никак не хотела прилипать к ножке здорового резистора, выдранного из старого телевизора. Запах испаряющейся кислоты вдарил мне в нос, но к моему изумлению это ни к чему хорошему не привело. Эх и намучился же я тогда, и вдобавок сделал себе несколько ожегов.
Так что читайте дальше и вам не придется обжигать пальцы и печально наблюдать на неудачно припаянное соединение.
Технология процесса
Технология сего процесса на самом деле очень проста, и во главе угла нужно лишь понимание всего того что именно происходит когда мы тычем паяльником в расплавленный припой. Ну что же начнем наверное по порядку.
Ну что же начнем наверное по порядку.
Пайка — это процесс образования неразъемного соединения путем диффузии припоя (металла или сплава находящегося в расплавленном состоянии) в поры соединяемых металлов с последующей кристаллизации припоя.
Для соединения двух деталей посредством пайки нужно выполнить нагрев спаиваемых поверхностей, затем нужно обеспечить затекание расплавленного припоя в поры спаиваемых деталей.
Этому процессу может помешать грязь на поверхности деталей а также оксидная пленка, которая образуется на поверхности металла в присутствии воздуха. Поэтому любые спаиваемые детали должны быть тщательно зачищены, обезжирены. Если детали покрыты ржавчиной или просто грязные то расплавленный припой не сможет затечь туда куда оно должен затечь.
Итак у нас есть две металлические детальки, которые мы хотели бы соединить в одно целое изделие. Это может быть ножка резистора которую мы хотим впаять в монтажное отверстие в плате. Поэтому первым делом мы должны убедиться в чистоте процесса, плата должна быть чистой и обезжиренной так же как и выводы резистора. Хотя резистор как правило если он новый то не нуждается в дополнительной очистке.
Поэтому первым делом мы должны убедиться в чистоте процесса, плата должна быть чистой и обезжиренной так же как и выводы резистора. Хотя резистор как правило если он новый то не нуждается в дополнительной очистке.
Все бы хорошо, но на открытом воздухе на поверхности металла постоянно образуется оксидная пленка, и это нам может помешать. Об этом волноваться совершенно не стоит, так как с этим справиться нам поможет флюс.
Флюс — это вещество служащее для удаления оксидной пленки с поверхности металла, а также уменьшения поверхностного натяжения.
В качестве флюса в большинстве случаев нам подойдет канифоль, которую можно купить в большинстве магазинов радиодеталей. Канифоль это на самом деле обыкновенная смола, продается в маленьких баночках в твердом состоянии.
Я сказал в твердом, потому, что существует также СКФ — спиртоканифольный флюс, который продается в небольших флакончиках. Раствор канифоли в спирте можно сделать и самому в домашних условиях, а затем разлить во флакончики из под лака для ногтей, что очень удобно.
Итак для запаивания резистора в плату, нужно нанести немного флюса на спаиваемые поверхности. Для этого тычем разогретым паяльником в баночку с канифолью, наплавляя канифоли на жало столько сколько нужно (определяем это опытным путем, если переборщить то ничего страшного не произойдет, просто придется потом помучиться оттирая избытки флюса). Незамысловатым тычком переносим расплав смолы с жала паяльника на спаиваемы поверхности.
Для спаивания радиодеталей нам подойдет не любой паяльник. Паяльник должен быть маленьким (это просто удобно, так как современные радиодетали стремятся к постоянной миниатюризации), удобным и по возможности иметь регулировку температуры.
Теперь оксидная пленка больше не сможет образоваться на поверхности металлов. Следующим шагом нужно сформировать паяное соединение. Набираем на жало паяльника капельку припоя.
При пайке радиоэлектронной аппаратуры используется припой марки ПОС 61, температура плавления 190°С. В марке припоя число означает процентное содержание олова (получается 61% олово, остальное свинец). Чистым оловом паять нельзя, так как оно образует хрупкое соединение. Есть даже такое понятие как оловянная чума, можете погуглить по интернету и посмотреть видеоролики. Попросту говоря, это явление когда при воздействии низких температур олово рассыпается буквально на глазах.
В марке припоя число означает процентное содержание олова (получается 61% олово, остальное свинец). Чистым оловом паять нельзя, так как оно образует хрупкое соединение. Есть даже такое понятие как оловянная чума, можете погуглить по интернету и посмотреть видеоролики. Попросту говоря, это явление когда при воздействии низких температур олово рассыпается буквально на глазах.
Итак, для запайки резистора мы набираем капельку припоя на жало паяльника и небольшим тычком длительностью в 3 — 5 секунд касаемся спаиваемых деталей. Наша задача за такой короткий промежуток временя прогреть спаиваемые детали, добиться растекания припоя по поверхности деталей и постараться сформировать красивое паяное соединение.
Вот и вся технология, не сложно правда?
Так оно и есть вот только во всем этом процессе есть ряд нюансов, на которых я хотел бы остановиться по подробнее.
1. Температура пайки.
Вы наверное заметили, что я рекомендовал, касаться спаиваемых поверхностей радиодеталей не более 3-5 секунд. Это связано с тем, что в процессе длительного и чрезмерного нагрева некоторые радиодетали могут разрушаться. Может быть к резисторам это не так принципиально, а вот кремниевые транзисторы и диоды от этого могут очень пострадать.
Это связано с тем, что в процессе длительного и чрезмерного нагрева некоторые радиодетали могут разрушаться. Может быть к резисторам это не так принципиально, а вот кремниевые транзисторы и диоды от этого могут очень пострадать.
Именно для этих целей рекомендуется использовать маломощные паяльники примерно 25Вт, либо вообще использовать паяльник с регулируемой температурой жала. Этот вариант на мой взгляд самый выигрышный по той причине, что мы убиваем двух зайцев. Бережем капризный радиоэлемент, а также обеспечиваем стабильную температуру плавления припоя.
Ведь если температура будет избыточной то припой придет в негодность, будет таким зернистым месивом на поверхности паяльника, что не способствует качественному паяному соединению. Ну если температура не достаточна, то сами знаете, припой не сможет расплавиться и соединения также не получится.
2. Заземление.
По возможности жало паяльника должно быть заземлено. Дело в том, что некоторые радиодетали в частности полевые транзисторы очень чувствительны к статическому электричеству.
Как известно разность потенциалов на синтетической одежде, может достигать 1000В, что может вывести полевой транзистор из строя. Я думаю будет печально если вы после долгого, кропотливого монтажа устройства, убедитесь в полной неработоспособности последнего по причине пробитого транзистора.
Паяльники современных паяльных станций имеют свое заземление, но что делать если в наличии имеется только паяльник типа ЭПСН 220В 25Вт? Я честно говоря редко когда этим заморачиваюсь, как-то всегда обходилось, но есть способ. Можно доработать паяльник, подключить жало паяльника с земляной шиной здания, либо кинув на батарею отопления, вот как-то так. Кстати наверное именно для этих целей на паяльниках ЭПСН имеется небольшое ушко на нагревательном элементе.
3. Металл спаиваемых деталей.
На самом деле есть металлы которые легко поддаются пайке, такие как серебро ,медь, латунь, цинк, никель. Есть металлы, для пайки которых нужно основательно потрудиться. К примеру алюминий спаять на открытом воздухе практически невозможно.
На поверхности алюминия оксидная пленка образуется практически мгновенно, поэтому сколько не зачищай алюминий запаять его будет оочень сложно. Для спаивания алюминия есть специальные флюсы, но я думаю основная задача при пайке алюминия должна заключаться в обеспечении изоляции металла от воздухе в процессе пайки.
На просторах интернета я слышал об одном способе спаивания алюминия, при этом спаиваемые детали погружаются в масло, тем самым изолируются от воздуха, затем зачищаются и спаиваются в большом количестве активного флюса.
4. Немного о флюсах.
При пайки различной электроники в 99% случаев используется обычная сосновая канифоль. Этот флюс хорош тем, что он абсолютно нейтрален. В отличие от паяльных кислот, таблеток аспирина он не оказывает коррозирующего воздействия на металл. Это означает что со временем паяное соединение не пострадает от ржавчины и не будет окислено.
Канифольный флюс даже допускается не отмывать, да от этого пострадает внешний вид паяного соединения (будет заляпано капельками припоя), но это говорит о том, что канифоль не оказывает никакого негативного воздействия на металл.
Есть еще один флюс, в основе которого вся та же канифоль это канифоль-гель. Этот флюс просто офигенно эффективный, позволяет запаять то что не удается запаять другими флюсами.
Продается в шприцах. Этот флюс мне очень понравился, хотя он немного и дороговат, но все относительно. Только его нужно обязательно отмывать, по причине его проводимости.
Я как-то собирал программатор и был очень сильно удивлен в процессе его наладки. Путем доскональной прозвонки пришел к выводу, что сигнал распространялся по голому диэлектрическому участку текстолита. Оказалось что не отмытая канифоль-гель давала такие проблемы, только когда отмыл флюс все пришло в норму.
Хочу посоветовать еще один удачный флюс, который кстати можно раздобыть в аптеке. Это обычный глицерин. Есть только один косяк, аптечный глицерин как правило продается в виде водного раствора. Так что перед использованием желательно выпарить воду, вот только не переусердствуйте с нагреванием. Я как то был свидетелем небольшого фейерверка, когда нагревая флакончик с глицерином отвлекся на вскипевший чайник. Хорошо, что жена с ребенком были не рядом 🙂
А на этом у меня все. Если вы надеялись прочитать в этой статье как паять баки, то вы немножко зашли не туда и вы ошиблись, вам стоит вернуться в поиск по гугл или яндекс.
Для тех кому статья показалась полезной, я хочу сказать что был рад стараться и рекомендую [urlspan]подписаться на обновления[/urlspan]. Так как дальше будет еще больше полезных статей.
Кстати если вам статья показалась не полной, то пожалуйста напишите в комментариях, о чем бы вы хотели еще узнать. Действительно я ведь могу что-то забыть, а в комментариях отвечу.
P.S. Друзья, у меня тут возникло несколько идей и мне очень нужно ваше мнение. Есть идея проведения конкурса. по разгадыванию кроссвордов, по нашей радиолюбительской тематике. Так что очень интересует ваше мнение, напишите пожалуйста в комментариях, стоит проводить конкурс именно в таком формате или стоит придумать что-то поинтереснее. Буду очень ждать ответов.
Ну чтож на этом у меня действительно все. Поэтому желаю вам успехов во всем, прекрасного настроения и реализации всех ваших планов.
С н/п Владимир Васильев
P.S. Друзья, обязательно подписывайтесь на обновления! Подписавшись вы будете получать новые материалы себе прямо на почту! И кстати каждый подписавшийся получит полезный подарок!
Как правильно паять полипропиленовые трубы
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
Как правильно научиться паять паяльником. Как научиться правильно паять электрическим паяльником: правила работы
простой способ научиться хорошо паять провода (инструкция + 125 фото)
Соединить провода тонкого сечения не всегда получается скруткой. Каждое соединение – наиболее уязвимое место в схеме, испытывающее повышенную нагрузку. Чтобы получился хороший контакт, не искрило, не горела изоляция, провода должны тщательно прилегать друг к другу, Без пайки – не обойтись.
Уметь правильно пользоваться паяльником – очень важно. От этого напрямую будет зависеть нормальная работа собранного электрического устройства!
Чтобы понять, как правильно паять провода, первоначально получим теоретические знания о процессе: ознакомимся с материалами, которые нужно соединить, особенностью проведения работ.Потом, согласно инструкции, потренируемся.
Краткое содержимое статьи:
Припой и флюс. Для чего они нужны?
Пайка представляет собой процесс сваривания двух деталей. Только вместо электрода используется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Обычно это – канифоль, изготовленная из смолы сосны. По виду и цвету напоминает кусок янтаря.
Припой выпускается в виде проволоки или трубки с флюсом внутри. Первый вариант – более популярен. Флюс в любом случае используется.
В зависимости от способов соединения, пайки проводов, подбирается соответствующий вид припоя. Чем он темнее, тем больше в нем содержится свинца, на большую температуру плавления он рассчитан.
Припой для тех или иных целей подбирают согласно его маркировки. Расшифровка кода обозначения очень проста: буквы обозначают, что припой состоит из олова и свинца, цифры — процентное содержание элементов
Для домашних целей оптимально подходит припой марки ПОС 60, температура плавления которого — около двухсот. Несмотря на низкое содержание свинца и высокого – олова, соединение будет достаточно прочным.
Подготовка
Для того, чтобы начать паять, нужно обзавестись нужным инструментом. Вот что нам понадобится:
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Напильник, наждачка;
- Паяльник средней мощности (40 – 60 Ватт)
Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.
Включаем паяльник в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.
Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся. Придется его немного охладить. Выключить из сети.
Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда.
Процесс пайки проводов
Рассматривая многочисленные фото, показывающие как правильно паять, можно подумать, что это – ужасно сложный процесс. Определенная доля истины в этом есть. Нужны навыки, без которых не обойтись. В частности – умение пользоваться плоскогубцами, пинцетом, флюсом, припоем, следить за состоянием паяльника.
Придется много чему учиться, чтобы делать всё качественно. Пайка печатных плат – действительно ювелирно тонкая работа, без многочисленных предварительных тренировок не обойтись.
Начать можно с простого соединения проводов. Потом переходить к более сложным, ответственным конструкциям.
Чтобы научиться паять канифолью и оловом и, самое главное, понять, как это делается, немного потренируемся:
- Возьмем многожильный медный провод;
- Разрежем его на 12 кусков длиною 40 мм;
- Зачистим концы на 5 мм со всех сторон;
- Берем один провод плоскогубцами и начинаем залуживать его торцы. Сначала подносим к нему жало паяльника, разогреваем. Потом покрываем тонким слоем канифоли. Сверху равномерно наносим припой.
- Когда залудим паяльником 12 проводов, начинаем их спаивать. От того, как качественно это будет сделано, будет зависеть прочность нашей конструкции.
- Накладываем торцы проводов друг на друга, прогреваем, наносим флюс и припой.
- Ждем остывания стыков. Не дуем, не охлаждаем слюнявыми пальцами.
- В результате у нас должен получиться равносторонний кубик.
- Кладем его на ладонь и – сжимаем. Если пайка была качественной, то провода не отойдут друг от друга. Если нет – то неплохо было бы еще потренироваться!
Сейчас можно встретить различные мастер-классы с фото и видео иллюстрациями как пошагово правильно паять, делать это качественно.
Сложного в этом деле практически ничего нет. Важно следить за состоянием паяльника, чтобы он сильно не перегревался, не охлаждался.
Хорошо прогретая поверхность хорошо впитывает припой. Поэтому важно приловчиться работать с припоем и флюсом при оптимальной температуре раскаленности жала.
Чутье, когда настало время паять приходит со временем после многочисленных тренировок. Естественно, сначала будет всё смотреться и получаться коряво. После многочисленных проб и ошибок выработается свой стиль работы, а сама пайка будет выглядеть всё лучше и лучше.
Фото инструкция как правильно паять
electrikmaster.ru
Как правильно паять паяльником — правила, последовательность
Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств.
Технология паяльных работ
Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали.
Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия.
Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором.
Соединение деталей методом пайки возможно при соблюдении двух условий:
- чистота места спайки;
- соблюдение температурных условий.
Чистота места спайки
Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурных условий
Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся:
- непропай;
- перегрев;
- скатывание припоя;
- химическое разрушение.
Непропай
Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки.
Перегрев
Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Скатывание припоя
Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии.
Химическое разрушение
Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника.
Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта.
Подготовительный процесс
На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале.
Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения.
Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей.
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.
Техника пайки
Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса.
При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок.
Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей.
После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии.
Типы припоев
Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами.
Температура пайки
От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность.
Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором.
Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель.
Меры безопасности
В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару.
oxmetall.ru
Как научиться паять паяльником провода с нуля: технология пайки своими руками
Радиолюбители рано или поздно сталкиваются с пайкой. Это ответственный процесс, к проведению которого нужно подойти с особой тщательностью, чтобы добиться действительно качественного результата. Пайка является тем делом, мастерство в котором приходит с опытом, и здесь нужно не только знать основы, но и тренироваться в выполнении различных соединений. Работа будет сложнее, если она ведется с тонкими соединениями. Рассматривая методику «как научиться паять паяльником», начинайте с самых простых способов.
Подготовка к пайке
Для подготовки к процессу купите все необходимые материалы, которые пригодятся в дальнейшем. Для каждой отдельной пайки потребуется свой набор инструментов и расходных материалов. Для обучения не рекомендуется брать слишком дорогие вещи. Достаточно стандартных припоев и обыкновенного инструмента, чтобы освоить основы данного дела. Если смотреть на уроки «как научиться паять паяльником с нуля», там все будет объясняться на предельно простых и общедоступных материалах.
Ответственным моментом как для любительской, так и для профессиональной пайки является подготовка материалов. Жало паяльника необходимо зачистить от следов предыдущего использования, также оно должно иметь подходящую форму. Если эти условия не будут соблюдены, то качество соединения сильно пострадает, не говоря уже о том, что спаять детали не получится вообще.
Выбор паяльника и зачистка жала
Зачистка места пайки и обработка участков от окисления – важные элементы подготовки. Хоть это и не имеет прямого отношения к технологии «как правильно паять паяльником провода с канифолью», но без предварительной подготовки не удастся добиться даже удовлетворительных результатов. Если говорить о более сложных соединениях, там все сопутствующие процессы займут больше времени и окажутся более важными, чем сама пайка. Главной задачей подготовительного процесса является создание условий, в которых соединению не будет мешать ничего лишнего.
Минимальный набор для пайки
Главный инструмент здесь – паяльник. Более продвинутые мастера могут использовать паяльные станции, но принцип проведения процедуры от этого не меняется. Для обучения подойдут практически любые модели достаточной мощности. Если инструмент будет с возможностью регулировки температуры – это станет дополнительным преимуществом. В ином случае – нужно подбирать подходящий паяльник с номинальной мощностью.
Минимальный набор для пайки микросхем
Вторым обязательным элементом минимального набора является припой. Рассматривая самые простые уроки на тему «как научиться паять паяльником для чайников», можно отметить указания по выбору припоя и советы, как с ним обращаться. На рынке предложено много универсальных вариантов, которые подойдут для начинающих. Они не сильно дорогие, поэтому можно сразу взять несколько для пробы. Иногда приходится постигать все на собственном опыте, а не по таблицам подбора. Припой служит для непосредственного соединения проводов. Он расплавляется и наносится на нужный участок. После остывания образуется прочное неразъемное соединение.
Флюсы становятся завершением набора, но они не менее важны для работы с паяльником. С их помощью происходит защита от окисления и других негативных для пайки вещей. Без флюса не удастся ровно покрыть поверхность проводников. При пайке приходится учитывать некоторые особенности флюса. Есть специальные руководства по тому, как правильно паять паяльником провода с кислотой, канифолью и прочими видами флюса. Все это касается уже более сложных операций, тогда как для начала все особенности будут выглядеть практически одинаково.
Выбор флюса и припоя для пайки
Технология пайки паяльником
Вопросами «как правильно паять паяльником провода на наушниках» и «как создавать прочие виды соединений» задаются многие, кто столкнулся с необходимостью простого ремонта проводов. В таких случаях действительно проще обойтись своими силами, чем обращаться к мастеру. Первым делом нужно убедиться в чистоте поверхности и наличии подходящей заточки.
Следующим шагом является лужение жала. Для этого инструмент нужно включить в сеть и прогреть до максимальной температуры. После этого зачищенное жало погружается в канифоль. Затем, пока оно еще не остыло, его погружают в припой. Материал должен обволакивать основную рабочую часть инструмента.
Лужение жала паяльника
«Важно!
Далее нужно убедиться, что на проводах нет ржавчины, грязи, лака, жира и других лишних веществ.»
Соединяемые детали должны быть полностью чистыми. На поверхность соединяемых проводов наносится выбранный флюс. Разогретым паяльником нужно взять небольшое количество припоя, помещающееся на жале, и переместить его на участок соединения. Несмотря на кажущуюся простоту, здесь требуется навык, чтобы сделать это ровно и четко. Припой не всегда нормально берется и растекается. Проблемы с температурой, неподходящим флюсом и прочими компонентами всегда усложняют работу.
Жало паяльника с припоем подносится к месту соединения и прикладывается всей лопаткой. Новички часто стараются сделать это слишком аккуратно и переворачивают жало над проводами, чтобы припой стек, или подносят жало боком, что не позволяет материалу нормально стекать вниз.
Нанесение припоя на провод
После нанесения припоя инструмент нужно сразу же убрать от места пайки. У профессионалов процесс проходит достаточно быстро. Просматривая уроки и обучаясь, как правильно паять паяльником для чайников, можно не спешить, так как опыт приходит со временем. Качественно выполненная пайка не имеет трещин, наплывов и шероховатостей. Это ровные блестящие контакты.
Советы по пайке
Новичкам нужно усвоить несколько основных советов, которые помогут повысить качество работы:
- Не стоит начинать обучение с алюминиевых деталей. Они одни из самых сложных, так как на их поверхности очень быстро образуется окислительная пленка. Чтобы избежать проблем, нужны тщательная подготовка и обработка.
- Рекомендовано внимательно следить за температурой разогрева, так как у каждого припоя своя отметка плавления. Если жало будет слабо разогрето, то соединения не получится, а слишком высокая температура приводит к закипанию припоя, что также негативно влияет на общий результат.
- Вне зависимости от вида металла, с которым ведется работа, флюс наносится непосредственно перед пайкой, чтобы он не высох и не растекся.
- Чтобы повысить качество, для каждого металла подбирается свой флюс, максимально схожий по свойствам с соединяемыми проводами. Это увеличит крепость и долговечность соединения.
Заключение
На первых этапах обучения важно понять сам принцип создания соединения. Он практически одинаков во всех случаях. Для мастера главным моментом является подбор подходящей температуры и прочих режимов. Освоив начальные этапы на самых простых вещах, потом уже можно рассматривать особенности, как правильно паять паяльников провода к плате, как заменять контакты на микросхемах и как запаивать трещины на металлических изделиях.
С самого начала нужно усвоить принципы качественного соединения, чтобы потом на основе этого развиваться. Только усвоив основу, сколько бы времени это не заняло, стоит продвигаться дальше.
svarkaipayka.ru
Как правильно паять паяльником — как научится самостоятельно паять алюминиевые, медные провода паяльником?
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки. Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Принцип работы паяльника
Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
Паяльник и инструменты, необходимые для работы
Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится:
- Сам паяльник
- Специальная подставка
- Припой
- Флюс
- Дополнительные инструменты
Паяльник
Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
- 3-10 Вт. Это самые маломощные модели. Они предназначены для пайки самых маленьких и чувствительных микросхем
- 20-40 Вт. Относятся к категории «бытовых» или радиолюбительских. С их помощью можно как припаять провод, так и транзистор или другую деталь
- 60-100 Вт. Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками
- 100 Вт и более. Таким паяльником можно спаять как толстый провод, так и кастрюлю или даже радиатор автомобиля. Они используются только профессионалами, и по понятным причинам неприменимы в быту
Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
- Олово
- Свинец
- Кадмий
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Флюс
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Дополнительный инструмент
Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами:
- Кусачки. Ими откусывается провод, снимается изоляция, поддерживается деталь при работе
- Напильник – для очистки нагревающейся части паяльника
- Скальпель с пинцетом. Они помогут не обжечь пальцы при работе с мелкими деталями
Приступая к работе
Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно.
После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе.
Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность.
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
- Спайка должна быть быстрой
- Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
- Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Техника безопасности
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
- Освободите рабочую поверхность от посторонних предметов
- Уберите из комнаты излишне любопытных детей и животных
- Следите за шнуром – задев его ногой или рукой, есть риск ожога
- Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
- Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
- Каждый раз следует брать припоя не больше, чем на 2 пайки. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
remont.youdo.com
Как правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
Как правильно паять
Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.
Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.
Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.
Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.
Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.
Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Кто хочет знать, как правильно паять?
Любой из нормальных мужчин, будь то программист или сантехник, скажет, что паяльник это незаменимая вещь, так как он является главным помощником в соединении различных пластиковых и металлических деталей, начиная от микросхем и заканчивая трубами.
Как правильно паять, должен знать каждый уважающий себя мужчина. Если вы не умеете этого делать, не стоит расстраиваться, так как, прочитав эту статью, вы научитесь всему необходимому.
Для того чтобы произвести соединение двух или более нужных вам деталей, необходимо воспользоваться паяльником, то есть припаять их друг к другу. Пайкой можно назвать процесс расплавления припоя (специального металла) на всех поверхностях, предназначенных для последующего соединения, который после остывания скрепляет эти детали. При помощи паяльника и припоя можно производить укрепление деталей и запайку ненужных отверстий. Как правильно паять:
- При помощи наждачной бумаги произвести зачистку поверхности соединяемых деталей, после чего обезжирить их ацетоном или бензином. Это устранит все лишние вещества со спаиваемых поверхностей. Для того чтобы спайка прошла просто идеально, нужно произвести очистку поверхности от ржавчины, жиров и прочих окислителей. Такая очистка производится при помощи специальных растворов наподобие флюса. В результате вы защитите спаиваемые поверхности от появления ржавчины на довольно длительный срок.
- Мало узнать, как правильно паять паяльником, кроме этого необходимо уметь производить его правильную очистку. Для этого следует погрузить уже нагретый паяльник в порошок нашатыря или же в канифоли, что в свою очередь очистит его от выделенных металлом окислителей и продлит срок службы. Следует быть очень осторожным, так как нагретый паяльник очень легко может стать причиной пожара и от этого никто не застрахован.
- Припой представляет собой некую смесь из большого количества легкоплавких металлов, которые при незначительном нагревании плавятся и служат в качестве клея, то есть прочно держать припаянные детали. Форма припоя не фиксирована, а значит, она вполне может быть какой угодно, начиная от листиков и заканчивая палочками. При многократном использовании припой принимает форму бесформенного комка, что в свою очередь, существенно затрудняет его использование, так как нагрев такой площади занимает длительное время. Для того чтобы этого избежать, достаточно отрезать от него небольшой кусочек. Разберемся, как правильно паять: дотрагиваемся раскаленным паяльником до припоя, и ждем, пока он нагреется, после этого он должен собраться на жале паяльника и обволочь его. Аккуратно захватывает обволокший его припой и не менее аккуратно переносим его в точку спайки деталей, после чего разравниваем по всей поверхности. Далее повторяем эту операцию до тех пор, пока соединение не достигнет определенной прочности или не закроется вся необходимая площадь. По окончании застывания припоя нужно протереть спаянную поверхность влажной тряпкой и провести её зачистку при помощи напильника или наждачной бумаги. Во время зачистки нужно стараться сделать поверхность, как можно более ровной.
- Как правильно паять провода? Секрет такой пайки очень прост. Из-за того, что провода очень тонкие и подвержены повреждениям, их не следует обрабатывать различными растворами наподобие флюса. Достаточно развести немного канифоли в небольшом количестве этилового спирта и этой смесью зачистить оголенные провода непосредственно перед спайкой.
Вот вы и узнали, как правильно паять, теперь можно считать себя знающим человеком в этой области. Однако для полного овладения этой техникой необходима практика.
fb.ru
Правильно паять паяльником с использованием канифоли не сложно.
Казалось бы, сам вопрос, как правильно паять паяльником, весьма прост. Макнул жало в канифоль, набрал на кончик припоя – и коснулся контактов детали, которую надо припаять.
На самом деле, для выполнения этой работы нужны определенные навыки, которые приходят с опытом. Иначе, как объяснить отличие в качестве пайки, сделанной разными мастерами?
Как быстро научиться паять
Для того чтобы освоить азы пайки необходимо правильно подобрать инструмент. Начнем с главного, с выбора паяльника.
Выбираем правильный паяльник
В большинстве случаев, подойдет паяльник с медным жалом 40-60 Вт, подставка, флюс (лучше всего канифоль) и припой.
Не следует гоняться за дорогими керамическими приборами и паяльными станциями. Для обучения вполне подойдет базовый набор. И не забудьте пинцет.
ВАЖНО! После того, как вы освоите азы пайки – станет понятно, что обучающий набор подходить для 90% домашней работы с паяльником.
Многие продвинутые радиолюбители десятки лет пользуются еще советскими паяльниками без регуляторов.
А качеству пайки может позавидовать владелец оснащенной по последнему слову техники паяльной станции.
Чтобы правильно паять, нужно тренироваться
Если инструмент новый необходимо подготовить жало, заточить и залудить. Это способ годится исключительно для жал из меди.
Как залудить жало, пошаговая инструкция
Если вы уже пользовались инструментом, то правильно подготовить жало к работе поможет это видео
Далее, нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок.
Как правильно залудить жало, если припой не липнет — видео
Далее, нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок.
Как правильно залудить жало, если припой не липнет — видео
Выпаивайте и ставьте обратно радиодетали на схеме, соединяйте провода со скруткой и без нее. Лучшее пособие для обучения – самостоятельная практика на компонентах, которые не жалко испортить.
Последовательность действий
Не торопитесь сразу соединять две детали припоем. Для начала освойте зачистку провода и контактной площадки на монтажной плате. Затем потренируйтесь лудить разделанный провод.
Попробуйте выпаять из платы двух, а затем и трех контактную радиодеталь (к примеру – транзистор). И только после этого пробуйте паять начисто. Запомните главное правило – сначала прогреть место спайки, затем добавить в него припой.
Добавить припой можно несколькими способами.
- Поднести расплавленный состав на кончике жала
- Поднести проволочку припоя к месту соединения и прижав все жалом дождитесь, кода состав начнет плавиться.
Время прогрева и основное время пайки не должно превышать 2-3 секунды. Как только вы освоите этот временной интервал – считайте себя профессионалом.
ВАЖНО! Качественная пайка за такое короткое время возможна только при правильном подборе мощности паяльника и типа припоя с флюсом.
Правильная теплопередача
Многие начинающие радиолюбители паяют, касаясь детали лишь острым кончиком жала. Это распространенная ошибка, основанная на боязни перегреть радиодеталь. Площадь касания должна быть как можно больше.
Тогда теплообмен будет происходить быстрее, и времени на прогрев уйдет на порядок меньше. Деталь просто не успеет нагреться.
Обратите внимание
Температура жала считается правильной, если припой жидкий, собирается в виде капельки.
Учимся правильно паять паяльником с канифолью
Подавляющее большинство контактов медные, или сделаны из сплавов на её основе. Агрессивные флюсы разрушительно влияют на эти материалы, поэтому их надо либо тщательно смывать после пайки, либо использовать канифоль сосновую.
Этот тип флюса не содержит агрессивных химических добавок и синтетики, дым от которой разъедает глаза. Сосновая канифоль – натуральный продукт, производится в естественном виде.
Исключение составляют спиртовые растворы, которые можно приготовить и в домашних условиях. Для этого толченую канифоль разводят в спирте до нужной консистенции.
Единственный недостаток этого флюса – при работе с канифолью остается нагар. Как на деталях, так и на паяльнике. После работ паяльник чистят мокрой губкой или мелкой металлической щеткой из стружки, детали промывают изопропиловым спиртом.
Паять канифолью очень просто. Правильно зачищенную деталь подносят к баночке с флюсом, погружают контакт в массу, затем производят лужение.
На монтажную плату канифоль переносят при помощи паяльника. Быстро макнув жало в баночку, немедленно растирают массу по контактной площадке. Затем опять же производят лужение.
После чего необходимо прогреть место пайки, погрузить кончик жала в канифоль и сразу же набрать на него припой. И не теряя мгновения, начать пайку по месту. Если канифоль передержать на жале паяльника – она просто обгорит и превратится в шлак. Поэтому при работе с этим типом флюса важна высокая скорость.
ВАЖНО! Не стоит устраивать соревнования по скоростной пайке канифолью.
Со временем появится навык, и всю последовательность движений вы будете повторять с закрытыми глазами.
Обратите внимание на цвет пайки. Качественная пайка имеет яркий серебристый отблеск и однородную структуру. Зернистая структура спая говорит о недостаточном прогреве соединения, а губчатая — однозначный брак.
Чтобы правильно паять паяльником необходимо контролировать время пайки, переженное соединение становиться матовым и понижает прочность пайки.
Как правильно паять паяльником провода, специальная видео подборка
Пайка проводов малого сечения
Пайка многожильных проводов большого сечения
Как правильно спаять паяльником два провода
Как правильно паять паяльником алюминий
В основном, при пайке имеют дело с медью или ее сплавами. Материал привычный, легко очищается от окислов практически любым флюсом, имеет отличную адгезию.
Поэтому у радиолюбителя, привыкшего работать с красным металлом, возникает вопрос: а как паять алюминий? В принципе так же, как и медь, только с другими флюсами.
Проблема крылатого металла в том, что он после очистки моментально покрывается окислами, на которые никак не липнет припой.
Тем не менее, сначала необходимо зачистить место пайки механическим способом, например – мелкой наждачкой. Тут же появится новая пленка окисла, но по ней уже можно работать паяльником.
Затем место соединения деталей обрабатывается специальным флюсом.
Делать это необходимо максимально быстро. Затем по флюсу производят лужение, интенсивно натирая поверхность жалом паяльника с набранным припоем. Паяльник лучше выбрать большей мощности. После чего добавляется новая порция флюса и производится пайка традиционным способом.
Медный купорос
Довольно необычный способ, однако, доступный для применения в домашних условиях. На место пайки наносится пара капель медного купороса. К алюминиевой заготовке подключают минусовой провод аккумуляторной батареи 5-6 вольт.
Плюсовой провод подсоединяют к медной проволоке, расплющенной на конце. Плоский конец прижимают к мету пайки (с каплей купороса), через короткое время там будет медное пятно. Далее паяем как обычную медную заготовку.
Типичные ошибки, которые ухудшают качество соединения деталей
Чтобы правильно паять паяльником, прежде всего, необходимо знать основные ошибки и не допускать их в работе. Рассмотрим часто встречающиеся.
Непропай
Застывший припой матового оттенка, поверхность ноздреватая, растекание неравномерное. Приложив небольшое усилие – можно разорвать спайку.
Основные причины:
- Недостаточная температура во время пайки. Или паяльник не прогрет до требуемого значения (необходимо знать температуру плавления припоя), или спаиваемые компоненты имеют слишком большую теплоемкость, а паяльник напротив – малую мощность и массу жала;
- Тугоплавкий припой, который надо использовать с более горячим паяльником;
- Контакты были перемещены до застывания припоя;
- Нанесение разогретого олова на холодную поверхность.
Последствия:
- Из-за проникновения воздуха между деталями, со временем внутри спайки образуется коррозия;
- По причине плохого смачивания контактов припоем, соединение обладает высоким электрическим сопротивлением. Это приводит к сбоям в работе или полной потере контакта;
- Низкая прочность пайки. Припаянная деталь может отвалиться;
- При высоких токах может возникнуть искрение, сопровождаемое нагревом со всеми вытекающими последствиями, вплоть до пожара.
Скатывание припоя
Кусочки припоя похожи на капли ртути, нет прилипания к месту пайки. Олово не протекает в пустоты между спаиваемыми деталями. Соединение легко разорвать.
Основные причины:
- Недостаточная зачистка соединяемых деталей. Слой окислов не дает припою растечься по поверхности и проникнуть в щели;
- Слабая обработка флюсом. Неочищенные поверхности имеют плохую адгезию, в результате не происходит склеивания олова с другим металлом;
- Несоответствие марки флюса металлу, который соединяется пайкой.
Последствия:
- Практически отсутствует контакт в месте пайки;
- Соединение будет разорвано при малейшем механическом воздействии;
- Между припоем и металлом проникает влага, создавая коррозию.
Перегрев
Вокруг места пайки видны термические разрушения – обугливание лака, покоробившаяся изоляция проводов, расплавленная пластмасса корпуса радиокомпонентов.
Причины:
- Температура и мощность паяльника превышает необходимую для данного вида пайки;
- Слишком долгое воздействие жала на рабочую область;
- Для соединения деталей с низкой температурной устойчивостью выбран слишком тугоплавкий припой.
Последствия:
- Оплавление изоляции оголяет провода, что делает соединение небезопасным;
- Термическое разрушение может уничтожить проводящие дорожки на монтажной плате;
- Перегретые радиодетали меняют свои характеристики или выходят из строя;
- Место пайки имеет неопрятный внешний вид.
Химические разрушения в месте пайки
Вокруг припоя видны сильные коррозийные повреждения, медный провод покрыт зеленым порошком окислов.
Причины:
- Выбран агрессивный флюс (например – кислотный), не соответствующий типу спаиваемого материала;
- Не произведена промывка после завершения работ.
Последствия:
- Разрушение поверхности вокруг места пайки;
- Скрытая коррозия со временем разрушит металлический проводник с потерей контакта.
Для минимизации ошибок при работе с паяльником, обратите внимание на все рекомендации нашей статьи.
obinstrumente.ru
Руководство по пайкеРуководство по пайке
Руководство по пайке Главная | Карта | Проекты | Строительство | Пайка | Исследование | Компоненты | 555 | Символы | FAQ | СсылкиКак паять | Консультации по компонентам | Что такое припой? | Демонтаж | Ожоги
Информацию о паяльниках и других инструментах см. В Инструменты Требуемая страница.
Скачать PDF-версию этой страницы
Как припаять
Сначала несколько мер предосторожности:
- Ни в коем случае не прикасайтесь к элементу или наконечнику паяльника.
Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог. - Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к сетевому шнуру.
Утюг должен иметь термостойкую пластину для дополнительной защиты. Обычный пластик flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный опасность ожога и поражения электрическим током. - Всегда возвращайте паяльник на подставку, когда он не используется.
Ни на мгновение не кладите его на рабочий стол! - Работайте в хорошо вентилируемом помещении.
Дым, образующийся при плавлении припоя, в основном вызван флюсом и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней. - Вымойте руки после использования припоя.
Припой содержит свинец, который является ядовитым металлом.
Подготовка паяльника:
- Установите паяльник на подставку и подключите.
Утюгом потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C. - Смочите губку в подставке.
Лучше всего для этого приподнять подставку и подержать под струей холодной воды в течение на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым. - Подождите несколько минут, чтобы паяльник нагрелся.
Вы можете проверить, готов ли он, попытавшись расплавить немного припоя на наконечнике. - Протрите кончик утюга влажной губкой.
Это очистит наконечник. - Расплавьте немного припоя на кончике утюга.
Это называется «лужение», и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
- Держите паяльник как ручку рядом с основанием ручки.
Представьте, что вы собираетесь написать свое имя! Не прикасайтесь к горячему элементу или наконечнику. - Прикоснитесь паяльником к стыку, который нужно сделать.
Убедитесь, что он касается как вывода компонента, так и гусеницы. Держи кончик там на несколько секунд и … - Нанесите немного припоя на соединение.
Он должен плавно течь на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на рисунке. на диаграмме. Наносите припой на соединение, а не на железо. - Удалите припой, затем утюг, сохраняя соединение неподвижным.
Дайте стыку остыть в течение нескольких секунд, прежде чем перемещать печатную плату. - Внимательно осмотрите соединение.
Он должен выглядеть блестящим и иметь форму «вулкана». Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут впереди и следят за ним. полностью нагреваются перед нанесением припоя.
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалисту, разумно использовать радиатор, прикрепленный к проводу между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» работает так же, как ну и дешевле.Дополнительная информация
Более подробное руководство по пайке, включая поиск и устранение неисправностей, см. В Базовое руководство по пайке на сайте журнала Everyday Practical Electronics Magazine.Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Рекомендации по пайке компонентов
Очень заманчиво приступить к пайке компонентов на печатной плате прямо прочь, но сначала найдите время, чтобы определить все детали. У вас гораздо меньше шансов ошибиться, если вы сделаете это!- Наклейте все компоненты на лист бумаги с помощью липкой ленты.
- Определите каждый компонент и напишите его имя или значение рядом с ним.
- При необходимости добавьте код (R1, R2, C1 и т. Д.).
Многие проекты из книг и журналов маркируют компоненты кодами. (R1, R2, C1, D1 и т. Д.), И вы должны использовать список частей проекта, чтобы найти эти коды, если они есть. - Значения резистора можно найти с помощью цветового кода резистора что объясняется на нашей странице резисторов.Вы можете распечатать и сделать свой собственный калькулятор цветового кода резистора. чтобы помочь вам.
- Значения конденсатора может быть трудно найти, потому что есть
много типов с разными системами маркировки! Различные системы
объяснено на нашей странице конденсаторов.
Для получения дополнительной информации о конкретных компонентах см. Страница «Компоненты» или щелкните имя компонента в таблице.
Для большинства проектов лучше всего размещать компоненты на плате в порядке, указанном ниже:
| Компоненты | Изображения | Напоминания и предупреждения | |
| 1 | Держатели чипов (гнезда DIL) | Правильное подключение убедившись, что выемка находится на правильном конце. Пока НЕ вставляйте микросхемы (микросхемы). | |
| 2 | Резисторы | Никаких особых мер предосторожности с резисторами не требуется. | |
| 3 | Конденсаторы малой емкости (обычно менее 1 мкФ) | Они могут быть подключены любым способом. Будьте осторожны с конденсаторами из полистирола, потому что они легко повреждается нагреванием. | |
| 4 | Электролитические конденсаторы (1 мкФ и больше) | Подключите правильно. Они будут отмечены знаком + или — рядом с одним отведением. | |
| 5 | Диоды | Подключите правильно. Будьте осторожны с германиевыми диодами (например,грамм. OA91), потому что они легко повреждается нагреванием. | |
| 6 | Светодиоды | Подключите правильно. Схема может иметь обозначение a или + для анода и k или — для катода; да, для катода действительно k, а не c! Катод — это короткий вывод, и быть небольшой плоской на корпусе круглых светодиодов. | |
| 7 | Транзисторы | Подключите правильно. Транзисторы имеют 3 ножки (вывода), поэтому требуется дополнительная осторожность, чтобы соединения правильные. Легко повреждается при нагревании. | |
| 8 | Провод Связывает между точками на печатной плате. | одножильный провод | Используйте одножильный провод, это цельный провод с пластиковым покрытием. Если нет опасности прикоснуться к другим частям, можно использовать луженую медную проволоку, он не имеет пластикового покрытия и выглядит как припой, но более жесткий. |
| 9 | Зажимы аккумулятора , зуммеры и другие детали с собственными проводами | Подключите правильно. | |
| 10 | Провода к частям от печатной платы, в том числе переключатели , реле , переменные резисторы и громкоговорители . | многожильный провод | Следует использовать гибкий многожильный провод с пластиковым покрытием. Не используйте одножильный провод, потому что он сломается при неоднократно сгибались. |
| 11 | ИС (микросхемы) | Подключите правильно. Многие ИС чувствительны к статическому электричеству. Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, а затем заземлите руки. прикоснувшись к металлической водопроводной трубе или оконной раме, прежде чем прикасаться к ИС. Осторожно вставьте ИС в держатели : убедитесь, что все контакты выровнены с затем сильно надавите на гнездо большим пальцем. |
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Что такое припой?
Припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца.Плавится при температуре около 200 ° C. Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова. Свинец ядовит, поэтому после использования припоя всегда следует мыть руки.Припой для использования в электронике содержит крошечные сердечники из флюса, как провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа.Без флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не должным образом стечь на грязную окисленную металлическую поверхность.
Наилучший размер припоя для электроники — 22swg (swg = стандартный калибр проводов).
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Удаление припоя
На каком-то этапе вам, вероятно, потребуется распаять соединение, чтобы удалить или переместить провод или компонент.Удалить припой можно двумя способами:| С помощью демонтажного насоса (присоска для припоя) |
- Настройте насос, нажав на подпружиненный плунжер вниз до его фиксации.
- Приложите к стыку сопло насоса и наконечник паяльника.
- Подождите секунду или две, пока припой расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить плунжер и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени необходимо опорожнять насос путем откручивания форсунки.
2. С фитилем для удаления припоя (медная оплетка)
- Приложите конец фитиля и кончик паяльника к стыку.
- По мере того, как припой расплавляется, большая часть его будет стекать на фитиль в сторону от стыка.
- Снимите сначала фитиль, затем паяльник.
- Отрежьте и выбросьте конец фитиля, покрытый припоем.
После удаления большей части припоя из стыка (-ов) вы можете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл). Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Первая помощь при ожогах
В большинстве случаев ожоги от пайки незначительны, и их лечение несложно:- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут). Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Ожог лучше заживет без них. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если не уверены, что он холодный.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
© Джон Хьюс 2007, Клуб электроники, www.kpsec.freeuk.com
Этот сайт был взломан с использованием ПРОБНОЙ версии WebWhacker. Это сообщение не появляется на лицензированной копии WebWhacker.
Пайка: что можно и чего нельзя делать
Пайка может показаться сложной и сложной, но после небольшой практики она может стать довольно простой. Ничто не заменит опыта при пайке, но наши советы помогут быстро освоить эту технику. Так что читайте дальше!
В этом посте мы расскажем, что нужно и что не нужно знать о пайке.
Будьте осторожны, не прикладывайте слишком большое давление❌ Не прикладывайте слишком сильное давление инструментом к печатной плате или к паяемым деталям. Он не спаяет стыки быстрее, а только повредит долговечное покрытие и даже испортит самые лучшие наконечники.
✔️
Верните инструмент на подставку❌ Не оставляйте инструмент без присмотра , когда он включен.Это может привести к несчастным случаям и повреждению самого инструмента.
✔️ Всегда возвращайте инструмент на стойку , когда он не используется.
Используйте экстрактор картриджа❌ Не используйте плоскогубцы или другие инструменты для удаления и замены картриджей . Не регулируйте и не затягивайте картридж, используя другую поверхность, кроме экстрактора.Это может необратимо повредить насадки.
✔️
Поддерживать чистоту поверхности наконечника❌ Грязная ржавая поверхность не будет передавать тепло должным образом.
✔️ Держите насадки в чистоте и залудите их повторно. перед тем, как поместить инструмент в подставку.
❌ Не используйте наждачную бумагу или напильник для очистки наконечника.
✔️ Только используйте методы очистки, указанные производителем .
✔️ Влажная (не заболоченная) губка — это эффективный метод очистки , если он остается чистым. Его следует периодически менять и использовать только с деионизированной водой.
❌ запрещается использовать водопроводную воду ни при каких обстоятельствах.
Воспользуйтесь преимуществами режимов SLEEP & HIBERNATION.
❌ Не оставляйте инструмент при рабочей температуре на подставке .
✔️ Функции сна и гибернации автоматически снижают температуру наконечника , когда утюг находится в состоянии покоя на подставке.Это предотвращает ржавление или окисление.
Выберите правильное паяльное жало
✔️ Всегда выбирайте самый большой наконечник для каждого паяного соединения . Выберите наконечник с наибольшей площадью контакта.
Как наносить припой
❌ Не расплавляйте припой непосредственно на наконечник без необходимости.
✔️ Паяльная проволока должна быть нанесена на паяемые поверхности .Диаметр используемой проволоки должен соответствовать выполняемому вами паяльному соединению.
Работать при минимально возможной температуре .❌ Чем выше температура, тем выше риск окисления. Высокая температура может повредить печатную плату и сократить срок службы наконечников.
✔️ 90% паяных соединений с использованием инструментов JBC можно успешно выполнить при 350 ° C или ниже. Если для паяного соединения требуется температура выше 380 ° C, мы рекомендуем вам использовать подогреватель.
Избегать коррозии❌ Не используйте слишком много активного Flux . Чрезмерное использование может вызвать коррозию.
✔️ IPC рекомендует: ROL, REL и ORL . Внутреннего флюса от катушек с припоем небольшого диаметра может быть недостаточно. При необходимости вы можете добавить совместимый внешний поток.
Что еще можно и чего нельзя придумать?
Расскажите в комментариях!
Пожалуйста, лайк и поделитесь:
Как паять — Как делать
, автор — Сантош Дас | Последнее обновление 5 июля 2019 г.,
Как паять — научитесь паять как профессионал.
Как паять флюсом и паять проволокой — Узнайте, как припаять печатные платы и провода к металлу.
Что такое ручная пайка?
Пайка электронных компонентов вручную — очень важная часть ремонта мобильных телефонов или ремонта любой печатной платы (печатной платы). Хорошая пайка может увеличить срок службы и производительность любой печатной платы. Плохая пайка может привести к выходу из строя печатной платы. Это базовое руководство по ручной пайке представляет собой руководство о том, как делать ручную пайку, как профессионал.
Инструменты и расходные материалы, необходимые для ручной пайки
Вам понадобятся следующие инструменты и оборудование:
- Паяльник — Всегда старайтесь покупать хороший ESD-Safe паяльник. Паяльник на 50 Вт хорош для пайки любого электронного компонента на печатную плату.
- Паяльная станция — Если вы профессионал, попробуйте приобрести качественную фирменную паяльную станцию ESD-Safe. Он будет иметь отдельный блок ( Station ) для контроля температуры и паяльник, подключенный к станции.Паяльная станция Goot — одна из лучших.
- Порошковая проволока для припоя : Всегда лучше использовать порошковую проволоку для припоя. Флюс поможет удалить оксид и загрязнения с поверхности печатной платы и выводов электронных компонентов. Это поможет лучше паять. Проволока для припоя Куксона — одна из лучших.
- No Clean Liquid Solder Flux : Это поможет удалить оксид с поверхности платы и выводов электронных компонентов.
- Другие расходные материалы, которые могут потребоваться: фитиль для распайки, насос для распайки, держатель печатной платы, токопроводящая ручка, ручка для флюса, губка для очистки и т. Д.
Видео: Лучшая мини паяльная станция
Безопасность и меры предосторожности
Во время пайки необходимо соблюдать некоторые меры безопасности, чтобы избежать повреждений и травм:
- Ни в коем случае не прикасайтесь к наконечнику или наконечнику горячего паяльника. Температура наконечника может достигать 500 градусов Цельсия, что может привести к серьезным ожогам и травмам.
- Когда паяльник не используется, всегда держите его на подставке или держателе.
- Избегайте вдыхания дыма или дыма во время пайки. При пайке используйте поглотитель дыма.
- По окончании пайки всегда тщательно мойте руки.
Подготовка паяльника
- Всегда держите губку для влажной очистки припоя на подставке для утюга.
- Установите паяльник на подставку или подставку и включите вилку шнура питания.
- Включите питание утюга или паяльной станции.
- Подождите несколько секунд, пока не будет достигнута желаемая температура.
- Поместите припой на кончик утюга. Если проволока сразу плавится, значит, утюг готов к пайке.
- Очистите концы паяльника губкой для влажной уборки до и после пайки.
- По окончании пайки очистите жало с помощью чистящей губки и оставьте немного припоя на жало.Это предотвратит окисление наконечника и продлит срок его службы.
Видео: Как припаять и почистить оловянное паяльное жало
Как паять — пошаговое руководство
- Держите паяльник как ручку рядом с основанием ручки. Не прикасайтесь к наконечнику или металлической части, так как они слишком горячие.
- Поместите электронный компонент в желаемое место. Нанесите немного припоя.
- Соедините проволоку припоя и жало паяльника до точки, где соединяются вывод компонента и медная дорожка печатной платы.Расплавьте достаточно припоя в месте соединения. Убедитесь, что нет перемычек.
- Пайка должна быть блестящей и иметь правильную форму. Если вы используете бессвинцовый припой, то пайка может не выглядеть блестящей, даже если пайка была сделана правильно.
- Не касайтесь дорожки печатной платы горячим утюгом слишком долго. Удалите утюг, как только припой расплавится.
Надеюсь, теперь вы знаете, как правильно паять вручную, как профессионал. Делитесь своими мыслями и идеями в комментариях.
Когда и как использовать
Рис. 1. Пайка происходит при температуре выше 840 градусов по Фаренгейту, но ниже точки плавления основного металла. Источник: CDA, Справочник по медным трубам.
Четыре процесса, которые следует учитывать при соединении меди и медных сплавов, — это механическое соединение, сварка, пайка и пайка. Пайка подходит для мелких деталей и когда требуется высокая прочность соединения. По данным Американского сварочного общества (AWS), прочность паяного соединения может соответствовать или превышать прочность соединяемых металлов.Важно знать, когда выбрать пайку и как выполнять процесс.
С технологической точки зрения пайка и пайка по сути одно и то же. Единственные различия заключаются в используемом присадочном металле, а также в количестве времени и тепла, необходимого для завершения соединения. AWS определяет пайку как процесс соединения, который происходит при температуре ниже 840 градусов по Фаренгейту, а пайка — выше 840 градусов по Фаренгейту, но ниже точки плавления основного металла. На практике для медных систем большая часть пайки выполняется при температуре примерно от 450 до 600 градусов по Фаренгейту, в то время как большая часть пайки выполняется при температурах от 1100 до 1500 градусов по Фаренгейту.Однако при пайке медной трубки отжиг трубки и фитинга, вызванный повышенным нагревом, может привести к тому, что номинальное давление в системе будет меньше, чем у паяного соединения.
Температура плавления меди составляет 1981 градус по Фаренгейту (ликвидус) и 1949 градусов по Фаренгейту (солидус). При пайке важно знать температуру плавления соединяемых металлов и присадочного металла. Разница между состоянием солидуса и ликвидуса заключается в диапазоне плавления, который может быть важным при выборе присадочного металла.Он указывает ширину рабочего диапазона для присадочного металла и скорость затвердевания присадочного металла после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Температура ликвидуса — это минимум, при котором будет происходить пайка. См. Рисунок 1 , где указаны диапазоны плавления некоторых распространенных припоев.
Паять или не паять
Согласно книге Лукаса-Мильгаупта «Что такое пайка» (www.lucasmilhaupt.com) выбор пайки зависит от пяти факторов:
- Размер соединяемых частей. Пайка чаще используется для мелких деталей и требует нагрева широкой поверхности для доведения присадочного материала до точки текучести, что часто непрактично для больших деталей.
- Толщина металлических профилей. Более широкий нагрев и более низкая температура, используемые при пайке, в отличие от сварки, позволяют соединять секции без коробления или деформации металла. Сильный жар сварки может вызвать прожиг или деформацию тонкого среза.
- Совместная конфигурация. Пайка не требует ручного отслеживания, а присадочный металл протягивается через область стыка за счет капиллярного действия, что одинаково легко работает на прямых, неровных или трубчатых стыках.
- Природа неблагородных металлов. Для соединения разнородных металлов пайка не расплавит один или оба металла, если присадочный металл металлургически совместим с обоими основными металлами и имеет температуру плавления ниже, чем у любого из соединяемых металлов. Обратите внимание, что медные сплавы можно легко паять с другими металлами, такими как чугун, инструментальная и нержавеющая сталь, никелевые сплавы и титановые сплавы.
- Количество выполняемых стыков. Если вы выполняете много стыков, ручная пайка выполняется быстро и просто, а автоматическая пайка может быть выполнена недорого с использованием простых производственных технологий.
Флюсы для пайки
Паяльные флюсы для меди на водной основе растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от окисления во время нагрева и способствуют смачиванию соединяемых поверхностей. Паяльные флюсы также показывают температуру (см. , рис. 2, ).
Наиболее часто используемые флюсы и припои для меди и медных сплавов показаны на , рис. 3, , а руководство по их использованию показано на , рис. 4, . Эту и другую подробную информацию можно найти в The Welding Handbook , 8th Edition, Vol. 8, опубликованный Американским сварочным обществом и доступный от Ассоциации разработчиков меди под названием Welding Copper and Copper Alloys , A1050-72 / 97.
Процесс
Для пайки используются те же основные этапы, что и для пайки, с той лишь разницей, что используются флюсы, присадочные металлы и количество используемого тепла.
Как правило, могут выполняться соединения внахлестку и стык. Обязательно удалите все оксиды и поверхностные масла абразивной тканью, подушечками или щетками перед соединением металлов. Такие загрязнения мешают правильному течению присадочного металла и могут снизить прочность соединения или вызвать разрушение. Можно использовать химические чистящие средства, если их тщательно смыть, но не прикасайтесь к чистой поверхности голыми руками или в масляных перчатках.
Вскоре после очистки нанесите кистью тонкий ровный слой флюса на обе поверхности.Не наносите флюс пальцами, потому что химические вещества, содержащиеся во флюсе, могут нанести вред при попадании в глаза, рот или открытые порезы. Металлы медь-фосфор и медь-серебро-фосфор (BCuP) считаются самофлюсующимися металлами на основе меди.
Надежно поддержите поверхности и обеспечьте между ними достаточное капиллярное пространство для потока расплавленного припоя. Чрезмерный зазор в шарнире может привести к растрескиванию под нагрузкой или вибрацией. Совместный зазор от 0,001 до 0.005 дюймов развивает максимальную прочность и надежность соединения.
Рис. 2. В таблице показано, как флюсы реагируют на различные температуры и при какой максимальной температуре флюс защищает металл. Источник: CDA, Справочник по медным трубам.
Используйте столько тепла, сколько необходимо для расплавления присадочного металла. Перегрев стыка или направление пламени в капиллярное пространство может сжечь флюс, нарушив его эффективность и не допуская правильного попадания присадочного металла в стык.Подайте тепло вокруг области стыка, чтобы втянуть присадочный металл в капиллярное пространство. При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры предосторожности, описанные в ANSI / AWS Z49.1, «Безопасность при сварке, резке и смежных процессах».
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может привести к его повреждению или растрескиванию. Когда он остынет, счистите все оставшиеся остатки флюса влажной тряпкой и проверьте все готовые сборки на целостность соединений.
Научиться паять может каждый. И это важный навык, который нужно знать, создавая электронику.
Простая пайка проста. Все, что вам нужно, это паяльник и немного припоя. Когда мой папа учил меня в подростковом возрасте, я помню, как быстро это освоил.
Из этого руководства по пайке вы сначала научитесь паять два провода. Затем вы научитесь паять компоненты на печатной плате. Если вы уже знакомы с этим, подумайте о том, чтобы перейти к моему руководству по пайке SMD или пайке оплавлением.
Также ознакомьтесь с моей статьей о паяльных инструментах, необходимых для начала работы.
Подготовка рабочего места
Подготовьте рабочее место. Найдите свой паяльник и припой и начните нагревать утюг. Пара кусачков обычно также пригодится.
Поместите паяльник в держатель. Если у вас нет держателя, по крайней мере, убедитесь, что кончик ничего не касается, пока вы его нагреваете.
Если у вас есть паяльник с регулируемой температурой, ознакомьтесь с моим руководством по выбору правильной температуры пайки.
Очистите наконечник
Когда утюг горячий, первое, что вы должны сделать, это очистить жало, чтобы удалить с него старый припой. Вы можете использовать влажную губку, медную губку для мытья посуды или что-то подобное.
Оловянный наконечник
Перед тем, как приступить к пайке, следует олово жало паяльника. Это означает просто расплавить новый припой на наконечник. Это ускоряет передачу тепла наконечником и тем самым упрощает и ускоряет пайку.
Если на кончике остались большие капли олова, просто очистите его снова, как показано выше.
СОВЕТЫ: Если вы залудите жало перед тем, как положить паяльник на день, говорят, что жало должно прослужить дольше.
Пайка двух проводов
Если вы хотите соединить два провода припоем, первое, что вам нужно сделать, это залудить два провода. Обратите внимание, что проволока нагревается, поэтому следует придерживать ее пинцетом или чем-то подобным.
Поместите кончик утюга на проволоку и дайте ему нагреться в течение нескольких секунд. Затем добавляйте припой, пока провод не пропитается припоем.
Если это толстая проволока, увеличьте нагрев утюга (если возможно), чтобы проволока нагрелась быстрее. Повторите лужение с другой проволокой.
Теперь соедините два луженых провода вместе и держите неподвижно, нагревая их паяльником, чтобы олово на обоих проводах расплавилось.
Как припаять печатную плату
Теперь давайте посмотрим, как припаять компоненты со сквозными отверстиями к печатной плате.
Начните с размещения компонента в его отверстиях. Поместите его так, чтобы его ножки выходили на ту же сторону, что и контактные площадки.
На стороне пайки платы немного согните ножки компонента. Так она не выпадет, если перевернуть доску вверх ногами.
Не стесняйтесь добавлять сразу несколько компонентов.
Теперь вы готовы приступить к пайке.
Поместите кончик утюга на площадку так, чтобы он нагрел ножку компонента и площадку печатной платы.
Нагрейте их в течение секунды или около того, прежде чем наносить припой. Пока вы добавляете припой, держите утюг на стыке.
Когда у вас будет достаточно припоя, удалите припой. Затем извлеките жало паяльника из стыка.
Осмотрите ваше паяное соединение, чтобы убедиться, что он в порядке.Хорошее паяное соединение имеет форму конуса.
Если вы довольны своей пайкой, отрежьте вывод компонента над паяным соединением.
Но не сокращайте это слишком коротко! Это усложнит вам жизнь, если вам по какой-то причине придется демонтировать компонент позже.
Остерегайтесь холодных паяных соединений!
Всегда следите за тем, чтобы вы применяли достаточно тепла! И к колодке, и к штифту. В противном случае у вас может получиться соединение холодной пайкой .
На первый взгляд холодное паяное соединение часто выглядит нормально. Но если вы присмотритесь повнимательнее, вы увидите крошечный зазор между припоем и штифтом. Это означает, что штифт неправильно подсоединен к колодке.
Это может привести к серьезному разочарованию, когда ваша схема не работает, и вы пытаетесь выяснить, почему.
Как научиться паять
Хотите научиться паять? Самый быстрый способ научиться паять — это потренироваться на большом количестве схем.Например, купите себе набор для пайки, чтобы попрактиковаться.
Или вы можете сами придумать какие-нибудь интересные схемы и припаять их на плату.
Дайте мне знать, какие вопросы у вас есть по пайке, в разделе комментариев ниже!
Научиться паять провода сейчас как никогда важно. Домовладельцы все чаще берутся за ремонт бытовой техники, такой как посудомоечные машины и холодильники. Когда вы знаете, как паять, небольшие приборы, такие как электрические чайники и простые электронные предметы, больше не нужно выбрасывать, если они неисправны.Приложив терпение и немного практики, вы сможете научиться паять провода как для ремонта, так и для забавных проектов.
В этом простом проекте вы спаяете вместе оголенные концы двух многожильных медных проводов с пластиковым покрытием. Для выполнения этой задачи не требуется специальных навыков. Поскольку материалы такие недорогие, у вас будет много возможностей попрактиковаться в обрезке проводов, прежде чем делать окончательное паяное соединение.
Метрики проекта
- Время работы : 5 минут
- Общее время : 20 минут
- Уровень квалификации : Начинающий
- Стоимость материалов : от 25 до 50 долларов
Необходимые инструменты и материалы
- Паяльник
- Жало паяльника
- Губка и вода
- Подставка под паяльник
- Припой для канифольных стержней 60/40
- Флюс канифольный
- Трубка термоусадочная
- Тепловая пушка
- Инструмент для зачистки проводов
- Защита глаз
Инструкции
Вместо покупки отдельных паяльных компонентов вы можете купить паяльную станцию, которая включает в себя паяльник, подставку и очиститель жала.Поскольку вся станция подключается к розетке, уменьшается нагрузка на шнур паяльника, так как шнур не должен проходить непосредственно в розетку. Это важно для деликатных движений руки при пайке.
Припой60/40, состоящий из 60% олова и 40% свинца, давно используется для пайки и безопасен при правильном обращении. Для максимальной безопасности выбирайте бессвинцовый припой, состоящий из 99,3% олова и 0,7% меди.
Подготовьте безопасное рабочее место
Убедитесь, что ваше рабочее место хорошо вентилируется, особенно при работе с припоем на основе свинца.Поскольку температура наконечников паяльников может варьироваться от 600 до 800 градусов по Фаренгейту, работайте на негорючих поверхностях, так как расплавленный припой может стекать. При работе с припоем на основе свинца обязательно тщательно мойте руки после работы с припоем. При работе с припоем используйте защиту для глаз.
Зачистите провода
Удалите 1/2 дюйма пластикового покрытия с проводов с помощью приспособления для зачистки проводов. Старайтесь не оставлять слишком много или слишком мало пластикового покрытия. Удаление слишком малого количества пластикового покрытия затруднит пайку.Удаление слишком большого количества пластикового покрытия приведет к обнажению чрезмерного количества медной проволоки и потребует использования дополнительных термоусадочных трубок. Обязательно используйте инструмент для зачистки проводов правильного калибра, чтобы случайно не отрезать жилы.
Добавьте термоусадочную трубку
Найдите трубку наименьшего диаметра, которая пройдет поверх проволоки с пластиковым покрытием. Если вы выберете слишком большую трубку, она не сожмется до нужного размера. Что касается длины, трубка должна покрывать стык плюс еще 1/2 дюйма с каждого конца.Наденьте термоусадочную трубку на провод и опустите ее на фут примерно на фут.
Присоединяйтесь к проводам
Осторожно очистите отдельные жилы проволоки. Сдвиньте провода друг к другу, сцепив жилы. Слегка скрутите сетчатые провода. Если скрутить провода слишком сильно, припой не сможет проникнуть. Однако диаметр стыка должен быть меньше диаметра термоусадочной трубки.
Расположите провода
Расположите провода так, чтобы они были приподняты над рабочей поверхностью.Плоские провода могут прилипнуть к поверхности из-за припоя. Зажимы типа «крокодил» или даже бытовые металлические пружинные зажимы могут быть изготовлены для подъема проводов.
Добавьте канифольный флюс
Осторожно вотрите небольшое количество канифольной флюсовой пасты в соединенные провода, чтобы покрыть всю медь. Канифольный флюс поможет втянуть припой в сетчатые жилы.
Подготовка к пайке
Подключите и включите паяльник. Разверните около шести дюймов припоя, чтобы обнажить конец и приготовить его к использованию.
По мере того, как паяльник нагревается, протрите жало по влажной губке, чтобы удалить все предыдущее окисление. Для первого нагрева нового паяльника в этом нет необходимости.
Припаиваем провода
Прикоснитесь нагретым концом паяльника к стыку проводов. Крепко удерживайте наконечник на месте в течение нескольких секунд, чтобы нагреть проволоку. Слегка прикоснитесь оголенным концом припоя к стыку проводов. Нагрев должен заставить припой мгновенно расплавиться и втянуться в сетчатые жилы.
Усадите трубку
После того, как припой полностью остынет, наденьте термоусадочную трубку на соединение. Убедитесь, что он расположен ровно. Проведите тепловым пистолетом по трубке, пока она полностью не сузится.
Обзор: Что такое пайка и когда ее использовать?
- Пайка — это процесс, в котором два или более металлических предмета соединяются вместе путем плавления с последующим впрыскиванием в соединение присадочного металла — присадочного металла, имеющего относительно низкую температуру плавления.
- Пайка используется для создания постоянного соединения между электронными компонентами.
- Паяемый металл нагревается с помощью паяльника, а затем в соединение вплавляется припой.
- Плавится только припой, а не паяемые детали.
- Припой — это металлический «клей», который скрепляет детали и образует соединение, позволяющее протекать электрическому току.
- Вы можете использовать макетную плату без пайки для изготовления тестовых схем, но если вы хотите, чтобы ваша схема прослужила более нескольких дней, вам нужно спаять компоненты вместе.
Материалы и оборудование
- Паяльник
- Паяльником нагревают паяемые соединения.
- Для электронных схем следует использовать паяльник мощностью от 25 до 40 Вт (Вт).
- Паяльники большей мощности не обязательно горячее; они просто способны нагревать более крупные компоненты. Паяльник на 40 Вт делает соединения быстрее, чем паяльник на 25 Вт.
- Паяльник можно купить в хозяйственных магазинах и в большинстве крупных универмагов.
- Канифольный припой сердечника
- Припой имеет более низкую температуру плавления, чем соединяемые металлы. При нагревании паяльником припой плавится, но соединяемые металлы не плавятся.
- Канифольный стержень действует как флюс . Предотвращает окисление соединяемых металлов и увеличивает способность припоя «смачивать» соединяемые поверхности.
- Припой, который используется для соединения медных труб, имеет кислотную сердцевину, которая подходит для труб, но вызывает коррозию электронных соединений.Используйте припой с канифольной сердцевиной.
- Для большинства работ с электроникой лучше всего подходит припой диаметром от 0,75 миллиметра (мм) до 1,0 мм. Более толстый припой может затруднить пайку мелких соединений, а также увеличивает шансы образования перемычек из припоя между медными контактными площадками, которые не предназначены для соединения.
- Сплав 60/40 (60% олова, 40% свинца) используется для большинства работ с электроникой, но также доступны и бессвинцовые припои.
- Подставка для горячего паяльника
- Доступны различные стойки.Важно всегда держать горячий утюг на подставке, когда он не используется.
- Губка
- Влажная губка используется для очистки кончика утюга.
- Паяльная оплетка
- Используется для удаления припоя.
- Чтобы использовать оплетку, поместите ее на снимаемый припой и нагрейте сверху утюгом. Припой будет стекать в оплетку.
- Паяльная оплетка используется для извлечения электронного компонента, припаянного к плате.
- Он также используется для уменьшения количества припоя на соединении.
- Прототип платы
- Для сборки схемы используется прототип платы. Показанная плата взята с сайта www.protostack.com, но Jameco Electronics также поставляет прототипы плат. Платы-прототипы
- имеют медные дорожки или площадки для соединения компонентов.
- Стальная вата или мелкая наждачная бумага
- Используется для очистки соединений перед пайкой.
- Припой , а не будет стекать по грязному соединению.
- Зажимы типа «крокодил»
- При необходимости их можно использовать в качестве радиаторов.
Меры предосторожности
- Осторожно: Паяльник может нагреться примерно до 400 ° C, что может вызвать ожог или вызвать возгорание, поэтому используйте его осторожно.
- Отключайте утюг, когда он не используется.
- Держите шнур питания вдали от мест, о которых можно споткнуться.
- Соблюдайте осторожность, чтобы не прикасаться кончиком паяльника к линии электропередачи.Если коснуться шнура питания горячим утюгом, существует серьезная опасность ожога или поражения электрическим током.
- Всегда возвращайте паяльник на подставку, когда он не используется.
- Ни на мгновение не кладите паяльник на рабочий стол!
- Работайте в хорошо вентилируемом помещении.
- Дым, который образуется при плавлении припоя, в основном связан с флюсом и может вызывать сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней.
- Припой содержит свинец, который является ядовитым металлом.Мойте руки после использования припоя.
Надежная работа схемы с паяными соединениями зависит от надлежащей практики пайки. Вот несколько советов по успешной пайке.
- Планируйте перед тем, как приступить к пайке. Определите все части, которые вы будете использовать.
- Полезно прикрепить каждую деталь к листу бумаги и записать, что это такое и его значение (например, резистор №1: 100 Ом).
- Некоторые компоненты, такие как светодиоды, должны быть правильно размещены для нормальной работы.
- Ниже приводится примерный порядок установки различных компонентов:
- Держатели интегральных схем (ИС) (обратите внимание на ориентацию). ИС будет добавлен позже.
- Резисторы
- Конденсаторы, менее 1 мкФ
- Конденсаторы большой емкости, 1 мкФ или больше, обратите внимание на ориентацию.
- Диоды, обратите внимание на ориентацию.
- светодиодов, обратите внимание на ориентацию.
- Транзисторы, обратите внимание на ориентацию.
- Жесткие соединения проводов между компонентами на плате
- Сплошной провод довольно жесткий, поэтому после присоединения он останется на месте.
- Многожильный провод к частям, подключенным проводом к цепи
- Многожильный провод более гибкий, чем одножильный.
- Интегральные схемы
- Соедините их правильно.
- Многие микросхемы чувствительны к статическому электричеству.
- Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлической водопроводной трубе или оконной раме, прежде чем прикасаться к микросхемам.
- Осторожно вставьте микросхемы в держатели.Убедитесь, что все штифты выровнены с гнездом, затем сильно надавите на него большим пальцем.
Евгений является квалифицированным инженером по КИПиА, бакалавриатом (англ.) И работал разработчиком электроники и программного обеспечения для систем SCADA.
Что такое пайка?
Мягкая пайка — это метод, используемый для соединения металлических компонентов друг с другом. Компонентами могут быть электрические провода, клеммы или электронные компоненты.Печатные платы (PCB), используемые в электронных устройствах, содержат большое количество электронных компонентов, и эти компоненты должны быть надежно закреплены. Припой похож на клей, которым компоненты крепятся к печатной плате. Однако в отличие от клея, который физически связывает материалы, припой также обеспечивает хорошее электрическое соединение между компонентом и печатной платой.
Пайка также используется в сантехнике для соединения капиллярных фитингов с трубами, в металлообработке и в ювелирном производстве. Термин «мягкая пайка» происходит от того факта, что используются сплавы мягких металлов, и для их плавления требуются более низкие температуры. Пайка твердым припоем или припой Пайка — это еще один метод пайки, при котором для соединения металлических предметов используются более твердые металлы, такие как серебро и латунь, опять же, как правило, ювелирные изделия и рамы велосипедов.
Верхняя и нижняя стороны печатной платы, показывающие паяные соединения. Контакты интегральных схем (ИС) и других компонентов проходят через отверстия в печатной плате и электрически соединяются с медными дорожками с помощью капель припоя.
Axonite и Magnascan через Pixabay
Что такое припой?
Припой — это легкоплавкий металлический сплав, используемый для паяных соединений.Поставляется в рулонах проволоки разной толщины, в виде пасты и в прутках. Первоначально припой представлял собой сплав олова и свинца; однако свинец токсичен, и в ЕС в 2009 году вступили в силу директивы WEEE и RoHS, ограничивающие использование свинца в потребительских товарах. Бессвинцовый припой теперь содержит олово, медь, серебро и другие сплавы.
Припой обычно имеет температуру плавления от 50 ° C до более 200 ° C (от 122 ° F до 392 ° F). Паяльная проволока, используемая для электрических / электронных соединений, обычно порошковая. Флюс, сделанный из смолы, плавящейся при нагревании, стекает по стыку при пайке.Он способствует растеканию припоя, а также защищает припой и компоненты от кислорода в воздухе. Это предотвращает образование окислительной пленки, которая затрудняет прилипание припоя, а также потенциально может вызвать «сухое соединение» или плохое электрическое соединение.
Рулон припоя.
Типовой электрический паяльник на подставке. Синяя губка используется для удаления остатков флюса с кончика утюга.
Насадка для паяльника.
Какие инструменты нужны для пайки?
Паяные соединения выполняются с помощью паяльника . Он работает от электричества или газа, но старые утюги, используемые для работы с металлом, нагревали паяльной лампой. Он состоит из рукоятки с медным наконечником на конце, обычно покрытым металлом, например никелем или железом, чтобы свести к минимуму окисление сверла и улучшить теплопроводность при пайке. Электрический элемент или каталитический нейтрализатор, нагретый за счет горящего газа, нагревает долото примерно до 180 ° C или выше.
Другие инструменты, используемые для пайки:
- Бокорезы (кусачки) для резки проволоки и выводов компонентов
- Насос для демонтажа припоя («присоска для припоя»). Всасывает расплавленный припой из стыка, позволяя удалить провода или компоненты.
- Очиститель наконечников. При обычном использовании используется смоченная губка. Однако абразивные очистители для наконечников, в которых используется скрученная проволока, способны удалить более твердые отложения на наконечнике утюга.
- Подставка для паяльника для удержания горячего утюга между использованиями. К утюгу не всегда прилагаются подставки, но их можно купить отдельно
- Зам. Маленькие тиски используются для удержания разъемов или печатных плат во время пайки. Обычно эти тиски имеют резиновое покрытие для губок, чтобы избежать раздавливания компонентов, а иногда и присоску для прилипания к столу. Некоторые тиски зажимают край рабочей поверхности
- Фитиль для припоя. Плетеный медный провод, используемый для «впитывания» припоя при распайке.
- Flux используется при пайке без порошковой проволоки. Чаще всего это используется при пайке сантехнической арматуры или стыков металлоконструкций. Флюс выпускается в виде пасты или жидкости.
Насос для распайки или «присоска для припоя» для всасывания расплавленного припоя при распайке компонентов.
Уровень умения
От начала до конца
Инструменты
- щетка
- пропановая горелка
- влажная ткань
- защитные очки
Материалы
- проволока для пайки
- Трубы и фитинги медные
- флюс
Нравится? Вот еще:
- Твиттер
Шаг 1
очистите и нанесите флюс на трубу
Очистите и нанесите флюс
Перед пайкой медную трубу необходимо очистить.Сначала используйте наждачную бумагу, чтобы очистить внутреннюю и внешнюю часть труб и фитингов, которые будут соединяться.
Затем используйте флюс для удаления примесей с внутренней и внешней поверхностей обеих труб. Распределите флюс кистью по всей поверхности. Затем сдвиньте две части вместе.
Шаг 2
припаять стык
Припаять шарнир
Надев защитные очки, зажгите пропановую горелку. Все три части пламени должны быть синими; если пламя оранжевого цвета, убавьте газ.
Удерживайте пламя на кончике трубы, чтобы нагреться. Флюс превратится в жидкость, а труба немного изменит цвет. Когда труба нагреется, коснитесь паяльной проволокой стыка. Если все сделано правильно, припой втянется в стык.
После пайки соединения используйте влажную ткань, чтобы очистить место.
Содержание:
Прежде чем начать
Вам понадобится следующее оборудование:
- Паяльник с регулируемой температурой мощностью 25 Вт или более
- Очиститель наконечников, например латунная губка или влажная губка
- Припой (с выводами легче работать, чем с бессвинцовыми)
- (Дополнительно) Руки помощи
- Защитные очки
Примечание: расплавленный припой очень горячий! Утюг нагревается примерно до температуры кипения вдвое выше, чем вода, поэтому будьте предельно осторожны.При пайке надевайте защитные очки.
Шаг 1. Нагрейте утюг до подходящей температуры
Для компонентов со сквозными отверстиями в печатной плате вам потребуется 600-700 градусов по Фаренгейту.
Если вы припаиваете более крупные соединения с большим количеством меди, которая рассеивает тепло, вам может потребоваться немного более высокая температура. С утюгом с регулируемой температурой вы можете увидеть, что работает, и отрегулировать его соответствующим образом.
Шаг 2. Обеспечьте механическую устойчивость соединения
Пока ваш утюг нагревается, вы можете работать над тем, чтобы компоненты оставались на месте без вашей помощи.Здесь могут пригодиться ваши руки помощи. Используйте их, чтобы помочь вам расположить ваши компоненты так, чтобы они были стабильными, и вам не нужно ничего держать. Если вы припаиваете компонент со сквозным отверстием в печатной плате, вы можете согнуть выводы компонента в форме буквы V, чтобы он оставался на месте вплотную к плате. Для компонентов без длинных выводов вы можете использовать кусок ленты, чтобы закрепить их на месте.
Шаг 3. Очистите кончик утюга
Вы можете проверить, приближается ли ваше железо к своей конечной температуре, прикоснувшись припоем к концу утюга и посмотрев, плавится ли он.Когда вы это сделаете, вы увидите, как выходит дым. Это не испарение металла, а скорее горит флюс внутри него. Флюс — это мягкая кислота, которая разъедает слой окисления, образующийся на поверхности горячих металлов. Без флюса в припое для очистки поверхностей вам будет очень сложно намочить припой.
Очистите утюг с помощью латунной губки или влажной губки, чтобы удалить окисление или излишки припоя с жала. Не забывайте всегда содержать наконечник в чистоте во время пайки.Грязный наконечник покрыт оксидами металла, которые плохо переносят тепло и могут привести к плохой пайке соединений.
Шаг 4: Нанесите тепло и припой
Прикоснитесь плоской частью наконечника утюга к одной стороне соединения, одновременно подавая припой с другой стороны соединения. Идея состоит в том, чтобы нагреть все соединение до температуры плавления припоя, чтобы при прикосновении припоя к поверхностям он плавился. Единственный способ обеспечить хорошее электрическое соединение — это позволить припою течь по соединяемым компонентам.Не наносите припой прямо на кончик утюга. При использовании компонентов со сквозным отверстием прижмите утюг к проводу и подушке.
Маленькие суставы могут нагреться за несколько секунд, а большие — за минуту или две. После извлечения утюга держите соединение в неподвижном состоянии в течение нескольких секунд, так как припою нужно время, чтобы остыть. Помните, что косяк сейчас горячий! не трогайте его пальцами сразу.
Шаг 5: Осмотрите соединение
Припой должен смочиться на обе поверхности.На контактных площадках печатной платы припой должен покрывать всю контактную площадку, и он должен образовывать форму вулкана между контактной площадкой и выводом, что указывает на хорошую адгезию. Когда соединение будет идеальным, закрепите выводы компонентов со сквозным отверстием.
Типичные ошибки, или что НЕ делать
Теперь, когда мы рассмотрели, что делать, позвольте мне сказать вам, чего НЕ делать.
Не наносите каплю припоя на утюг, а затем пытайтесь перенести его на соединение. Это сжигает весь флюс в припое, что препятствует очистке флюсом металлических поверхностей.Кроме того, каплю припоя легко отвести от утюга, фактически не смачивая стык. Я гарантирую вам, что это приведет к ужасному электрическому соединению, поэтому не делайте этого.
Статьи по теме
- Как соединить две медные трубы без сварки
- Как закрыть Т-образную трубу, идущую к спринклерной линии
- Как сращивать оцинкованные трубы
- Как подключить ПВХ к латунной сантехнике
- Снятие фитингов из оцинкованной стали и черного чугуна
Латунь представляет собой сплав меди и цинка, поэтому она совместима с медью, и производители выпускают многие обычные сантехнические изделия из этого материала.Припой хорошо прилипает к латуни, как и к меди, поэтому фитинги обычно имеют скользящие соединения, чтобы их можно было припаять к трубам. Припаять медную сантехнику легко, если вы сделаете это правильно, но если вы сделаете ошибку, то это будет проблематично, а распространенная ошибка — паять трубы, пока вода течет по ним. Однако, если трубы и фитинги сухие, у вас не должно возникнуть проблем с изготовлением водонепроницаемого уплотнения.
Подготовьте трубу, к которой вы собираетесь паять латунный фитинг, сначала полностью отключив воду, чтобы с ее конца не капала вода.Если труба установлена горизонтально и внутри нее скапливается вода, протрите ее тряпкой.
Удалите заусенцы с конца трубы напильником, если вы разрезали его ножовкой. Удалите окисление и грязь наждачной бумагой зернистостью 120. Правильная подготовка трубы обеспечивает адгезию припоя.
Нанесите паяльный флюс на внешнюю сторону трубы и внутреннюю часть латунного фитинга с помощью маленькой кисточки. Кисточка обычно идет в комплекте с флюсом. Наденьте фитинг на трубу и поверните его в правильную ориентацию.
Нагрейте стык пропановой горелкой, пока флюс не закипит. Когда это произойдет, он станет черным и начнет дымиться. Когда это произойдет, уберите огонь.
Разверните катушку бессвинцового припоя и прикоснитесь концом к стыку, как только снимете нагрев. Полностью перемещайте припой по трубе, поскольку он плавится и просачивается в стык. Работайте быстро. Металл остается достаточно горячим, чтобы расплавить припой всего несколько секунд.
Припаяйте другое соединение фитинга, как только припой в первом соединении станет тусклым и затвердеет.Дайте фитингу остыть в течение 10–20 минут, прежде чем прикасаться к нему.
Статьи по теме
- Как установить морозостойкий кран
- Как припаять водопроводные клапаны
- Как удалить ржавую оцинкованную трубу со стены
- Как удалить старую оцинкованную дренажную трубу с коррозией
- Как установить клапаны сжатия / отсечки раковины
Пайка медных трубок, также известная как их запотевание, — простая задача, если вы все сделаете правильно.Однако, если вы сделаете ошибку, ремонт может оказаться хлопотным и трудоемким, а гарантировать результат будет сложно. Одним из факторов, затрудняющих ремонт, является наличие воды. Если после осушения трубы останется хоть немного, это не даст металлу достаточно нагреться для пайки. Кроме того, вам нужно тщательно очистить старый припой от старого стыка, чтобы ремонт заработал, а это не всегда легко.
Перекройте подачу воды в ремонтируемую трубу.если для этой трубы нет специального клапана, закройте главный водяной клапан.
Найдите способ слить воду из линии. Если он находится на верхнем этаже, можно включить кран внизу. Если он находится в подвале, возможно, снаружи под соединением, которое вы ремонтируете, есть нагрудник для шланга. Оставьте кран открытым, чтобы выходил пар. Если вы не можете найти подходящий кран, отрежьте трубу примерно на 30 см от стыка с помощью трубореза. Позже придется отремонтировать, припаяв муфту.
Нагрейте стык пропановой горелкой, удерживая трубу регулируемыми плоскогубцами.
Вытащите трубу из стыка, когда припой расплавится. Это может занять больше времени, чем вы ожидаете, потому что любая остаточная вода должна превратиться в пар и выйти через открытый кран, прежде чем температура станет достаточно высокой, чтобы расплавить припой. Дайте трубе и фитингу остыть не менее 20 минут.
Подпилите внешнюю сторону трубы и внутреннюю часть фитинга для удаления окисленного металла и небольшого количества припоя. Если припой попал на трубу или фитинг, расплавьте его горелкой.Это быстрее и эффективнее, чем его заполнение.
Нанесите флюс на внешнюю сторону трубы и внутри фитинга, когда они оба остынут и вы их очистили. Вставьте патрубки в штуцер и нагрейте их горелкой. Когда припой начнет кипеть, снимите горелку и прикоснитесь кончиком катушки бессвинцового припоя к стыку. Перемещайте припой по окружности трубы, пока он плавится и впитывается в зазор.
Дайте трубе и фитингу остыть. Закройте кран, который вы оставили открытым, или припаяйте муфту к трубе, которую вы должны были разрезать.Медленно откройте водяной кран и проверьте герметичность соединения.
Знать, как отпаивать паяное соединение, может быть так же важно, как и знать, как паять.
Иногда вам нужно внести исправления в вашу электронную схему. Возможно, вы припаяли диод в неправильном направлении, или, возможно, две ваши контактные площадки были случайно соединены каким-то дополнительным припоем.
В этих случаях нужно знать, как снимать припой.
Удаление припоя с помощью присоски для припоя
Загрузите присоску для припоя, нажав на ее плунжер.
Нагрейте паяное соединение, пока не увидите, что оно плавится.
Поместите наконечник присоски для припоя над нагретым паяным соединением. Затем нажмите кнопку присоски, чтобы удалить жидкий припой.
Снова нажмите на плунжер, чтобы удалить припой изнутри насоса. Иногда вам нужно будет использовать фитиль для припоя, чтобы удалить последние кусочки припоя, если насос их не улавливает.
Удаление припоя с помощью фитиля для припоя
Вы можете использовать фитиль из рулона или отрезать кусок и использовать его отдельно.Отрезание секции полезно, чтобы тепло не отводилось от того места, где вы хотите.
Если вы отрезаете часть, может быть разумным удерживать ее пинцетом. Может быть очень жарко 😉
Начните с того, что поместите фитиль на паяное соединение, которое вы хотите удалить.
Положите паяльник на фитиль. Через несколько секунд вы должны увидеть, как припой попадает в фитиль.
Если текущая часть фитиля заполнится припоем, отрежьте его и повторяйте процесс, пока весь припой не исчезнет.
Удаление припоя без демонтажных инструментов
Если у вас нет фитиля или насоса, вы все равно можете обойтись. Это не рекомендуется, но может сработать, если вы в отчаянии.
Чтобы удалить излишки паяльной перемычки между двумя контактными площадками, нагрейте паяное соединение, а затем протыкайте его кончиком утюга, пока перемычка не исчезнет.
Чтобы извлечь компонент из печатной платы, вы закрепите пинцетом вывод компонента, который вы хотите удалить, нагрейте паяное соединение, а затем вытащите и выдерните провод из отверстия, когда припой расплавится.
Моей любимой техникой была паяльная помпа. Но я обнаружил, что когда вы имеете дело с площадками и выводами меньшего размера, иногда проще использовать фитиль для припоя.
Взаимодействие с читателями
Комментарии
Джон Дэвидсон говорит
отчаянно — это правильно, я начал задаваться вопросом, зачем кому-то связываться с распайкой после того, как большинство моих пальцев приобрели для них приятный золотистый цвет, будьте осторожны, или в конечном итоге останутся куриными пальцами
Гассан Али говорит
14 февраля 2020
Хороший урок.А как насчет электрических демонтажных насосов? Я никогда им не пользовался, но часто вижу, как в видео на YouTube используются предварительные версии. Когда они в действии, они выглядят беспомощными.
10.3: Методы пайки — Workforce LibreTexts
- Последнее обновление
- Сохранить как PDF
Техника пайки
Чтобы избежать проблем с пайкой, чрезвычайно важно работать с чистыми материалами и с правильным количеством тепла.Проблем с пайкой обычно можно избежать, если быстро довести металлы до температуры пайки и завершить нанесение припоя за короткий период времени. Вы знаете, что у вас есть надлежащий жар, когда соединение может быть выполнено примерно за две секунды. Тепло будет наиболее эффективно передаваться на работу, если чистый наконечник слегка залудить пленкой припоя. Пленка припоя создаст мост между поверхностями паяльника и паяльной поверхностью, затекая во все зазоры. Иногда необходимо добавить небольшое количество припоя, чтобы помочь сформировать этот мост, нанеся небольшую каплю на кончик паяльника перед нанесением его на рабочие поверхности.
Хотя изучение теории хорошей пайки важно для развития навыков пайки, хорошая пайка в первую очередь усваивается на практике. Удерживание утюга и нанесение его и припоя на рабочую поверхность должно производиться с использованием удобных и естественных для каждого человека приемов. То, как вы выполняете работу, не имеет значения, если конечным результатом является качественное паяное соединение без повреждения окружающих компонентов и материалов. При каждой возможности вы должны экспериментировать с различными методами, всегда удостоверяясь, что ваша пайка соответствует требованиям эффективной пайки, перечисленным выше.
Процедуры
Для эффективной пайки выполните следующие процедуры:
- Соблюдайте меры безопасности.
При пайке всегда надевайте защитные очки с боковыми щитками. Обеспечьте соответствующую вентиляцию или используйте вытяжные колпаки, чтобы предотвратить скопление паров припоя. Носите обувь с закрытыми носками и одежду из натуральных волокон, с длинными рукавами и длинными штанинами для защиты от ожогов от брызг припоя.Не прикасайтесь к кончику паяльного карандаша или только что припаянным соединениям.Используйте подставку для утюга и дайте утюгу полностью остыть, прежде чем убирать его. Никогда не паяйте оборудование, к которому подключено питание. Перед едой, питьем или курением всегда мойте руки, чтобы случайно не проглотить свинец.
- Очистите и залудите основные материалы.
Материалы для пайки (выводы, контактные площадки, клеммы и т. Д.) Должны быть чистыми и лужеными. Осмотрите все металлы-хозяева и очистите их от загрязнений, таких как оксиды, машинное масло, лосьон для рук и масла для кожи.Избегайте прикосновения к очищенным поверхностям.
Большинство выводов компонентов и соединительных проводов луженые на заводе. Незаполированные медные части и контактные площадки для пайки следует очищать и лужить отдельно.
Чтобы залудить поверхность, очистите ее, а затем нагрейте поверхность с помощью паяльника. Нанесите припой на поверхность и позвольте тонкому покрытию сформироваться на поверхности. Дайте поверхности остыть.
При лужении многожильных изолированных проводов зачистите провод до длины, соответствующей выполняемому соединению.Залудите провод, используя столько припоя, чтобы зачищенный провод стал твердым. Сквозь припой должны быть видны жилы проволоки. Избегайте попадания припоя в провод под изоляцией.
При лужении и пайке сделайте перемычку для увеличения площади соединения и ускорения нагрева поверхности или соединения (Рисунок 5).
Рисунок \ (\ PageIndex {1} \): (CC BY-NC-SA; BC Industry Training Authority)- Поперечное сечение железного наконечника на круглом выводе — «X» показывает точку контакта
- Формируйте механический стык между основными металлами.Рисунок \ (\ PageIndex {1} \): (CC BY-NC-SA; Управление промышленного обучения Британской Колумбии)
- Игольчатые плоскогубцы, используемые в качестве радиатора.
- Дайте соединению остыть, не мешая.
- Шаги для припайки проводов к клеммам револьверной головки Рисунок \ (\ PageIndex {1} \): (CC BY-NC-SA; Центр промышленного обучения Британской Колумбии)
- Процедуры пайки чашечных клемм Рисунок \ (\ PageIndex {1} \): (CC BY-NC-SA; Управление промышленного обучения Британской Колумбии)
- Правильно паяное соединение
Дефекты пайки
Следующие характеристики недопустимы для паяного соединения:
- Обугленная, обгоревшая или оплавленная изоляция или детали
- Избыточный припой, включая пики, сосульки и перемычки
- Остатки флюса, брызги припоя , или другие посторонние материалы в схемах смежных областей
- недостаточный припой
- ямки, отверстия или пустоты или обнаженный основной металл в паяном соединении
- сломанное или потрескавшееся паяное соединение или свидетельство изменения зерна
- порезано, надрезано, выдолблено, или царапины на проводниках
- неподходящая длина проводов
Во время процесса пайки вы должны быть очень осторожны, чтобы не допустить дефектов самого паяного соединения.Дефекты пайки в первую очередь снижают эффективность электрического соединения между соединяемыми металлами.
Холодная пайка
Холодная пайка возникает, когда выводы компонентов недостаточно нагреты. Недостаток тепла в соединяемых металлах уменьшит или исключит надлежащее смачивание поверхностей, как описано ранее. Недостаточное смачивание приведет к тому, что припой будет скапливаться на поверхности соединения, а не плавно течь через соединение. Эффективное электрическое соединение между соединяемыми металлами не будет выполнено, что приведет к сопротивлению току, протекающему через соединение.
Холодные соединения обычно возникают в результате нанесения припоя на жало паяльника, а не на соединение, которое нужно паять. Когда припой касается железа, а не соединения, припой расплавляется до того, как соединение достаточно нагреется. Расплавленный припой будет стекать по стыку, но не смачивает его должным образом. Если тепло не поддерживается должным образом после того, как припой течет по стыку, обычно возникает холодное паяное соединение.
Основным признаком холодного паяного соединения является появление инея на поверхности припоя.В некоторых случаях надлежащий повторный нагрев стыка поможет исправить холодный стык. Если поверхность остается морозной, необходимо удалить использованный припой и пропаять стык, используя соответствующие процедуры.
Трещиноватое соединение
Трещиноватое соединение возникает в процессе охлаждения, когда паяное соединение перемещается, когда припой находится в пластическом состоянии. Движение в пластичном состоянии приведет к кристаллизации припоя, что приведет к очень грубому и неэффективному соединению.
Обычно причиной трещин соединения является плохое механическое соединение металлов до начала пайки.Перед началом пайки компоненты должны быть надежно закреплены.
Повторный нагрев обычно приводит к отверждению сломанного соединения, но может потребоваться добавление небольшого количества свежего припоя для рефлюкса обнаженных металлов.
Соединение канифолью
Соединение канифолью происходит, когда часть соединения нагревается достаточно, чтобы расплавить флюс и покрыть металлы, но недостаточно для того, чтобы припой потек. Покрытие из флюса действует как изолятор и, следовательно, обеспечивает очень плохое электрическое соединение или полное отсутствие соединения.
Повторный нагрев и нанесение небольшой капли свежего припоя часто приводит к отверждению канифольного соединения.
Теперь выполните самотестирование учебного задания.
Kid Maker: как паять | Scholastic
Пайка (произносится как sa-der-ing) — это процесс, при котором вы соединяете два или более металлов путем плавления присадочного металла, называемого припоем, в стыке, где встречаются металлы. Присадочный металл плавится раньше других металлов, потому что он имеет более низкую температуру плавления, чем эти металлы.Пайка часто используется для изготовления украшений и витражей, а также в водопроводной и электрической проводке.
В прошлом почти все припои содержали свинец, но сплавы, не содержащие свинца, становятся все более широко используемыми из-за проблем, связанных с окружающей средой.
Производители детей от 6 лет могут паять металл под присмотром взрослых. Вот пошаговые инструкции, как разжечь страсть вашего ребенка к пайке.
Материалы и инструменты
- Паяльник
- Стальная проволока (.0286 Калибр)
- Защитные очки
- Инструмент «Руки помощи»
- Кусачки
- Паяльник (с губкой)
Указания
Шаг 1: Намочите губку (она используется для чистки утюга после пайки).
Шаг 2: Подключите паяльник к розетке.
Убедитесь, что вилка и провод не создают опасности споткнуться.
Шаг 3: Наденьте защитные очки или защитные очки на себя и своего ребенка.
Шаг 4: Включите паяльник.
Шаг 5: Увеличьте температуру до 700 градусов по Фаренгейту (примерно 400 градусов по Цельсию).
Шаг 6: Отрежьте кусочки проволоки.
Используйте кусачки, чтобы отрезать два куска стальной проволоки. Кусочки должны быть длиной с указательный палец.
Шаг 7: Передайте проволоку в руки помощи.
Поместите два куска стальной проволоки в инструмент «Руки помощи». Вставьте по одному проводу в каждый из двух зажимов типа «крокодил». Сформируйте из проволоки форму буквы «Х».»
Шаг 8: Удерживайте припой.
Держите припой в руке, противоположной руке, которой вы пишете (если вы правша, держите припой в левой и наоборот). Убедитесь, что припой не слишком близко к пальцам или слишком далеко.
Шаг 9: Держите паяльник.
Выньте паяльник из кобуры, удерживая его ТОЛЬКО за желтые ручки (в любом другом месте на утюге будет очень жарко). Возьмитесь за утюг так же, как за карандаш.
Шаг 10: Нагрейте провода.
Прикоснитесь горячим концом паяльника к точке пересечения двух отрезков стальной проволоки (середина «X»). Подержите здесь утюг примерно 30 секунд, чтобы нагреть стальную проволоку.
Шаг 11: Припаяйте соединение.
Медленно вставьте припой в точку пересечения «X» и паяльника. Если стальная проволока достаточно горячая, припой расплавится и образует небольшой кусок металла в месте соединения (во время этого процесса может появиться немного дыма).Если припой не плавится, то нужно продолжить нагрев стальной проволоки утюгом.
Повторяйте этот процесс, пока не получите паяное соединение на пересечении двух отрезков стальной проволоки. Не прикасайтесь к горячему стыку примерно 30 секунд, прежде чем протестировать его, иначе вы можете получить ожог.
Шаг 12: Припаяйте соединение.
После того, как вы закончите пайку, аккуратно протрите влажную губку любым дополнительным припоем, чтобы кончик паяльника оставался чистым.
Шаг 13: Заменить паяльник.
Верните паяльник обратно в кобуру. Не ставьте утюг на стол или другую рабочую поверхность.
Если вы закончили свой проект, обязательно выключите утюг, а затем выключите его. Дайте паяльнику полностью остыть в течение 30 минут, прежде чем прикасаться к нему или убирать его.
Пайка 101 — Учебник Австралия
Представьте, что вы строитель без молотка или машину без тормоза, это вроде как полезно, но далеко не так полезно, как могло бы быть.Это все равно, что быть мастером / мастером по дому / энтузиастом, не умеющим паять. Конечно, вы можете макетировать свои проекты и использовать модули, но в конечном итоге вы столкнетесь с трудностями. Пайка — важный навык для любого, кто работает с электроникой, и знание того, как правильно паять, может быть бесценным. Сегодня мы собираемся взглянуть на оборудование, методы и знания, необходимые для правильной пайки сквозных компонентов и плат. И самое главное, это не так уж и сложно! Если вы никогда раньше не паяли или ищете курс повышения квалификации, это руководство для вас.
Что такое пайка?
Во-первых, что на самом деле пайка? Это хороший вопрос, и когда кто-то упоминает о пайке, возникает множество заблуждений. Слово припой относится к двум вещам:
- Припой (существительное): металлический сплав с низкой температурой плавления, используемый для соединения проводов
- Припой (глагол): процесс соединения компонентов вместе с использованием тепла и припоя
Пайка — это процесс соединения двух металлических частей вместе с припоем, который похож на проводящий металлический клей.При пайке вы не плавите металл, к которому припаиваете, и не соединяете его друг с другом, а нагревает оба куска металла, чтобы припой мог течь между ними и создать прочную, постоянную связь. Без достаточного нагрева припой не будет должным образом приклеиваться к металлу, который вы паяете. Важно отметить, что пайка — это надежное электрическое соединение, а не прочное механическое. Если вы паяете вместе провода или другие компоненты, напряжение в паяном соединении не должно быть.Итак, теперь давайте посмотрим, что это за припой.
Припой
Как мы уже говорили, припой — это клей для электроники. Это металлический сплав с очень низкой температурой плавления (всего несколько сотен градусов) и высокой проводимостью. Традиционно припой изготавливали из сплава свинца и олова (обычно соотношение 60/40), потому что свинец имеет идеальную температуру плавления и проводимость, необходимые для пайки, но со временем люди пришли к выводу, что свинец на самом деле очень вреден для вас. Поэтому в середине 2000-х годов был куплен новый стандарт RoHS (Ограничение использования опасных веществ) для электрического оборудования, которое должно было быть бессвинцовым (Pb-free).Итак, несколько умных людей собрались вместе и создали новый бессвинцовый сплав, подходящий для пайки, который состоит из олова и множества других элементов, названный бессвинцовым припоем (без всяких наград за то, чтобы угадать его). Итак, у нас есть два типа припоя: свинцовый и бессвинцовый, оба с немного разными свойствами. Итак, что вы должны использовать?
Вообще говоря, со свинцовым припоем легче работать из-за его более низкой температуры плавления, и он дает лучшие паяные соединения, чем стандартный бессвинцовый припой, однако, в то время как количества, которым вы подвергаетесь во время типичных паяльных работ, невероятно минимальны, воздействие большое количество свинца вредно для вас.
С другой стороны, бессвинцовый припой имеет немного более высокую температуру плавления, чем свинцовый припой, и с ним немного труднее работать. Но большинство бессвинцовых припоев имеют «канифольный стержень», который содержит соединение, называемое «флюсом». Флюс — это химическое вещество, которое способствует растеканию припоя и улучшает его свойства. Этот припой на канифольной основе делает бессвинцовый припой почти таким же удобным для работы, как и свинцовым припоем, но без свинца. Некоторые люди предпочитают свинцовый, другие — бессвинцовый, так что решать вам, любой из них подойдет для обычной пайки, однако, если вы используете бессвинцовый припой, вы можете настроить свой утюг на 50 градусов (C) выше. из-за более высокой температуры плавления.У нас есть в наличии оба типа, так что вы можете решить, какой из них подойдет вам лучше всего:
Говоря о температуре паяльника, давайте посмотрим, как работает паяльник и какие температуры лучше всего подходят для пайки.
Паяльники
Увы, паяльник скромный. Это мастерская скамейки для электроники и создатель удивительных проектов. В настоящее время существует множество различных утюгов на выбор, в зависимости от того, какие функции вам нужны, однако получение качественного паяльника сделает его намного проще и полезнее, и прослужит намного дольше, если вы позаботитесь о нем.Если вы много занимаетесь пайкой, стоит инвестировать в высококачественную паяльную станцию с регулируемым контролем температуры, однако для повседневных работ подойдет стандартный моноблок. работа. Если вы не уверены, какое железо подойдет вам лучше всего, ознакомьтесь с нашим руководством по выбору паяльника, в котором мы рассмотрим паяльники Hakko FX-888D и Hakko 60W Red. Однако независимо от того, какой у вас паяльник, концепция остается неизменной. Электричество используется для производства тепла с помощью нагревательного элемента (часто керамического), а затем тепло передается металлическому наконечнику утюга.Ручка утюга (также известная как карандаш или палочка) обычно изготавливается из изоляционного пластика и резины, чтобы держать руку в прохладном месте во время пайки. Говоря о подсказках, доступно 3 основных типа, каждый из которых имеет уникальное назначение:
- Конический наконечник
- Наконечник зубила
- Наконечник копыта (конический наконечник)
Каждый наконечник разработан для обеспечения максимальной теплопередачи к компонентам. Но для обычной сквозной пайки трудно превзойти хороший конический или стамежевой наконечник.Возьмите тот, который достаточно хорош для небольших компонентов и плотно расположенных контактных площадок, но не слишком мелкий, так как он уменьшит количество тепла, которое оно может передать к деталям, которые вы паяете.
В процессе пайки на поверхности жала паяльника происходит процесс, называемый окислением. Это темный нарост, который покрывает обычно блестящую поверхность наконечника. Перед пайкой, после каждой пары паяных соединений и после того, как вы оставите утюг на несколько минут, протрите жало влажной (не мокрой) губкой или латунной ватой, чтобы удалить поверхностные загрязнения.Вы также можете использовать очиститель для паяльных наконечников, который химически очищает наконечник вашего утюга при сильном окислении. После длительного использования на насадке могут появиться дыры или другой износ, и в этот момент пора заменить насадку.
При пайке вы хотите использовать сторону наконечника, а не саму точку, так как именно так вы получите лучший контакт по площади поверхности и, следовательно, теплопередачу. Если у вас есть утюг с регулируемой температурой, вы хотите установить температуру в пределах 300-350 градусов для большей части пайки.Теперь, хотя паяльник и немного припоя — это минимум, необходимый для пайки, несколько дополнительных устройств будут иметь большое значение для создания высококачественной, безопасной и приятной пайки.
Прочие инструменты и приспособления
Как мы уже говорили выше, вам, конечно, понадобится припой и паяльник, но вот несколько инструментов, которые мы лично прошли через наши рекомендации по настройке вашей паяльной мастерской:
- Hobby Creek Mini Hand: Обязательно наличие чего-то, что удерживало бы то, над чем вы работаете.При пайке вы держите утюг в одной руке, паяете в другой, и припаивать к незакрепленной плате, лежащей на столе, — это не весело. Также обратите внимание на его старшего брата, Третью руку.
- Hobby Creek Fume Extractor: даже при пайке бессвинцовым припоем при пайке по-прежнему выделяется небольшое количество дыма и дыма, которые большинство людей предпочли бы избегать. Этот вытяжной вентилятор с питанием от USB привинчивается к существующей базе Hobby Creek и идеально подходит для создания чистой рабочей станции.
- Боковые кусачки: они понадобятся вам для удаления лишних выводов компонентов и обрезки проводов.
- Насос для удаления припоя: как мы рассмотрим в отдельной статье, часто вам нужно что-то распаять, будь то неправильно установленный компонент или избыток припоя, вызывающий мостик. Качественный насос для удаления пайки имеет большое значение.
- Медный плетеный фитиль: аналогично насосу для удаления припоя, плетеный фитиль используется для удаления припоя из стыка.
- Защитные очки: пайка состоит из расплавленного металла и горячих материалов, поэтому защита глаз является обязательной. Они не обязательно должны быть красивыми, они есть в каждом строительном магазине, но при пайке всегда следует носить защитные очки.
- Мультиметр: более широко используемый для измерения напряжения и тока, мультиметр также может измерять проводимость, чтобы вы могли видеть, соединены ли две поверхности электрически или нет. Базовый мультиметр неоценим для поиска плохих паяных соединений, которые не обеспечивают правильного соединения.
Теперь, когда мы знаем, с чем имеем дело, и у нас есть подходящее оборудование, давайте взглянем на создание хорошего паяного соединения.
Проходка паяного соединения
Хорошее паяное соединение образует прочное, прочное соединение, которое прослужит долгое время, а плохое паяное соединение может вообще не обеспечивать соединение, поэтому очень важно научиться формировать правильное паяное соединение. Хорошее паяное соединение достигается благодаря теплу, приложенному к обеим поверхностям, к которым вы паяете, и хорошему равномерному распределению припоя без излишков.Хорошее паяное соединение будет иметь гладкую блестящую поверхность даже после охлаждения, тогда как холодное / сухое соединение будет тусклым и шероховатым. Для хорошего паяного соединения мы стремимся получить красивую форму вулкана от печатной платы до вывода. Взгляните ниже на некоторые сравнения хороших чистых паяных соединений с холодными паяными соединениями:
Вы можете увидеть несколько различных соединений выше при пайке 4-контактного разъема «папа». У того, что слева, не было хорошего контакта между утюгом и контактной площадкой, в результате припой неправильно протек в отверстие и не образовал надежного соединения.На двух средних контактах я использовал слишком много припоя, из-за чего между двумя контактными площадками образовался мостик из припоя, закорачивая цепь. Правый демонстрирует хорошее паяное соединение. Обратите внимание на гладкую блестящую поверхность и красивую коническую форму. Это означает, что припой правильно протек в контактную площадку, прилип как к штырю, так и к контактной площадке, и было нанесено идеальное количество припоя. Изображение справа показывает это паяное соединение под более плоским углом, и вы можете видеть коническую форму соединения.
Обратите внимание на коричневые отметины на окружающей плате и паяном соединении; это всего лишь небольшая часть флюса, оставшегося от пайки.Он виден только очень близко и является побочным продуктом пайки.
Теперь давайте пройдемся по этапам создания идеального паяного соединения.
- Убедитесь, что ваш утюг полностью нагрет (в идеале около 350 градусов).
- Перед пайкой убедитесь, что ваш наконечник очищен от окисления, и «залудите» наконечник, нанеся на наконечник небольшое количество припоя и протерев его, чтобы удалить излишки. Припой является исключительно хорошим проводником тепла, поэтому лужение наконечника поможет быстрее передать тепло.
- Коснитесь кончиком паяльника, чтобы коснуться провода и контактной площадки, затем поднесите припой к стыку и дайте ему стечь в стык. Важно расплавлять припой на стыке, а не на паяльнике, так как это позволит припою течь в стык и создать надежное соединение.
- Сначала удалите припой, затем утюг, чтобы дать соединению остыть. При пайке компонентов и печатных плат вы должны стремиться к тому, чтобы весь процесс занимал не более пары секунд, чтобы избежать повреждения компонентов и / или печатной платы из-за чрезмерного нагрева.
- Когда вы вынимаете паяльник из стыка, потяните его вверх по выводу компонента. Это поможет удалить излишки припоя из стыка и придать ему красивый конический вид.
** Не трогайте паяное соединение, пока оно не остынет и не затвердеет, иначе вы получите холодное паяное соединение, которое не приклеено к металлу должным образом, как показано ниже **
By MyName (Coronium (talk)) — собственная работа, CC BY-SA 3.0
Вот и все, ребята. Пайка, как и любой другой навык, требует практики и настойчивости, поэтому лучший способ улучшить свои навыки пайки — это попрактиковаться. Макетные платы, такие как стрип-картон и перфокарт, сначала не идеальны для работы над пайкой из-за уникального способа прокладки медных дорожек. Лучше всего учиться на простой, широко разнесенной плате без дорогих компонентов, которые могут быть повреждены из-за перегрева. Чтобы приступить к пайке, мы составили список фантастических и забавных наборов, которые не только позволяют создавать потрясающие проекты и штуковины, но и довольно легко паять и начинать с:
После того, как вы освоите простую пайку в сквозное отверстие, обязательно ознакомьтесь с другими нашими руководствами по более продвинутым методам пайки, включая распайку и пайку SMD.Если вы нашли этот урок полезным, дайте нам знать в комментариях ниже и начните разговор со своими коллегами-создателями!
Представьте, что вы строитель без молотка или автомобиль без тормоза, это вроде как полезно, но далеко не так полезно, как оно …
Как впервые залудить паяльник — важное руководство — retrotechlab. com
Важнейшим элементом работы любого паяльника является его жало. Жала паяльника со временем изнашиваются, и, к сожалению, если ваш инструмент не может эффективно передавать тепло к точке подключения, его следует считать ненадежным и, в конечном итоге, одноразовым.Как согласится любой начинающий разнорабочий, неправильное обслуживание жала — основная причина проблем с паяльником. В этой статье мы поговорим о том, как важно научиться залуживать паяльник в первый раз.
Насколько важно лужение паяльника?
Окисление, вызывающее ржавление железа, — это заклятый враг инструмента для пайки. Хотя внутренняя часть паяльника сделана из меди, его наконечник покрыт железом, что позволяет ему эффективно передавать тепло.Такая конструкция покрытия помогает удерживать припой на конце паяльного жала, поскольку он естественным образом притягивается к высоким температурам. Убедитесь, что паяльное жало должным образом пропитано во время процесса пайки, чтобы обеспечить отличную теплопередачу и надолго сохранить неповрежденным металлическое покрытие.
Паяете ли вы электрические игрушки вашего ребенка или печатные платы на производстве, после распаковки нового паяльника лучше залудить его наконечник, чтобы защитить его от окисления.Это не только подготовит ваше паяльное жало к наилучшей работе, но также сохранит и обеспечит долговечность вашего продукта.
Почему важно лужение?
Правильное использование паяльного жала и уход за ним повышает качество пайки и значительно снижает износ паяных соединений. Лужить наконечник в основном означает покрыть его припоем, чтобы продлить срок его службы и предотвратить окисление и, в конечном итоге, коррозию. Этот метод, чрезвычайно популярный как у новичков, так и у профессионалов, предотвращает окисление ваших наконечников, создавая защитный слой вокруг утюга.
Помимо увеличения срока службы вашего паяльного жала, вот несколько ключевых причин, по которым луженое жало так важно.
- Помогает расплавить припойную проволоку, значительно упрощая процесс пайки.
- Позволяет припою течь лучше, сохраняя смазку инструмента и максимальную его работу.
- Повышает эффективность теплопередачи за счет создания перемычки между компонентами и жало паяльника.
Эта процедура должна выполняться на протяжении всего процесса пайки, чтобы гарантировать безупречную торговлю.Очистка и лужение после каждых двух-трех стыков позволяет вашему паяльнику выполнять задачи аккуратно и последовательно. Лужение наконечников до, в середине и после пайки — лучший способ убедиться, что и ваш инструмент, и покупатель довольны.
Как впервые залудить паяльник?
Поврежденное паяльное жало означает, что вам придется дольше удерживать утюг на печатной плате, что может привести к тепловому повреждению. Лужение не только защищает наконечник от ржавчины и разрушения, но также позволяет лучше отводить тепло благодаря наличию нового припоя.
Обычно рекомендуется проводить после распаковки нового инструмента, вот шаги по лужению паяльника:
- Очистите рабочую область, затем возьмите паяльник, припой, губку и воду.
- Подключите утюг и включите его.
- Смочите губку водой, немного отожмите и очистите кончик паяльника.
- Отрегулируйте температуру паяльника примерно до 750 градусов по Фаренгейту (39 градусов по Цельсию).
- Через минуту проверьте, достаточно ли горячий утюг для образования пара при прикосновении к губке.Если это так, потрите наконечник губкой с обеих сторон, чтобы удалить с нее старый припой.
- Когда наконечник будет чистым, осторожно нанесите на него тонкий слой припоя, убедившись, что каждая сторона обильно пропитана раствором.
- Припаивать сразу после лужения, периодически повторяя процесс по завершении пары соединений.
Лужение усиливает электрический ток внутри утюга, что делает пайку быстрой и легкой. Различные электрические компоненты неблагоприятно реагируют на нагрев, и чем быстрее вы паяете, тем меньше вероятность их повреждения.