что требуется для пайки с использованием канифоли
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
 Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
 Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
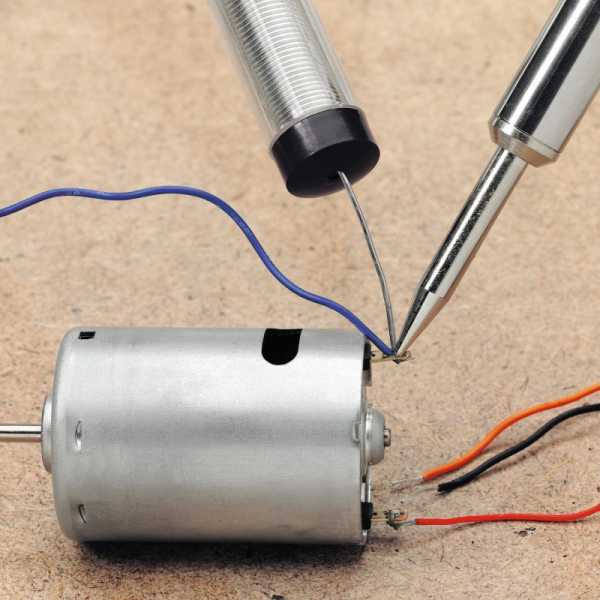
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
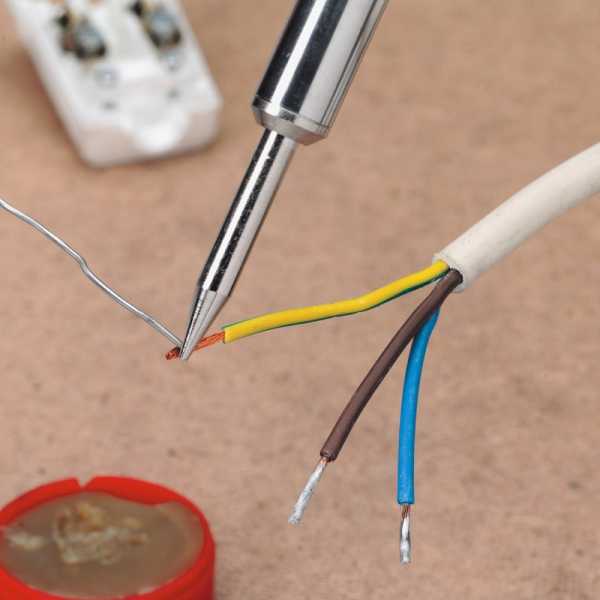
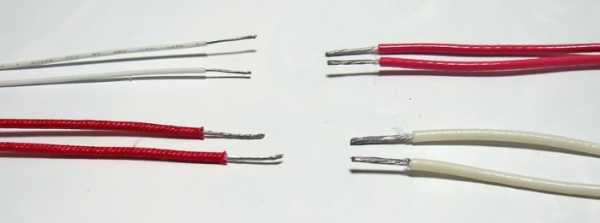
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
tokar.guru
90 фото инструкций, рекомендаций и советов для новичков
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.

Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.

Краткое содержимое статьи:
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.

Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.

Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.

Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.

Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.

Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.

Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.

Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.

Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.

Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших – острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.

Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.

Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.

Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.

Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.

При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.

Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.
Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.

Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.

Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.

Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
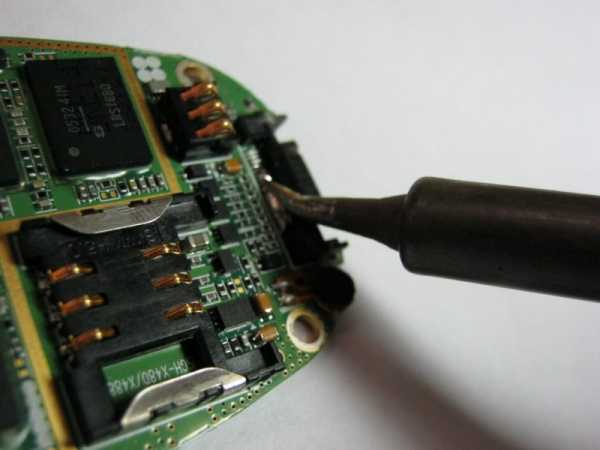
Фото рекомендации как паять





























Также рекомендуем посетить:
zdesinstrument.ru
Как правильно паять паяльником? Как правильно паять провода, микросхемы :: SYL.ru
Пайкой называется способ создания неразъемного соединения посредством введения в зону контакта расплавленного материала с температурой плавления ниже, чем у материалов соединяемых деталей. О том, как правильно паять паяльником, можно узнать, освоив технологию на практике.

Назначение прибора
Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы.
Мощность паяльника удобно подобрать с помощью простой таблицы:
Мощность, Вт | Назначение пайки |
5-20 | Транзисторы, диоды, микросхемы |
40-50 | Распространенная работа по электромонтажу |
более 50 | Пайка крупных деталей |
Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы.
Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема.

Инструменты
Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами:
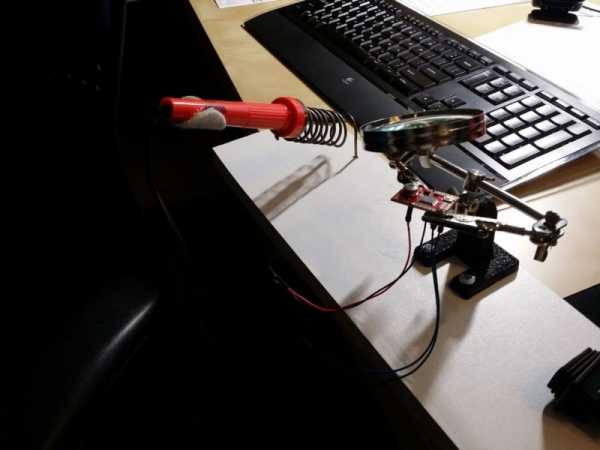
— Подставка. Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала.
— Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника.
— Набор инструментов. Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага.
Секреты пайки
Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления?
 Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор.
Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор.Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе.
Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным.
Детали следует правильно соединять и прогревать места спайки.
Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Пайка проводов
Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции. Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей. Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой.
Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек.
 При недостаточном количестве припой надо добавить, чтобы покрытие было равномерным и блестело. Многим непонятно, почему соединение не прогревается даже с мощным прибором. Как должна производиться пайка паяльником в этом случае? Дело в том, что тепло распространяется снизу вверх. Поэтому скрутку необходимо подогревать снизу. При перегреве припой растекается, а когда тепла недостаточно, покрытие получается рыхлым.
При недостаточном количестве припой надо добавить, чтобы покрытие было равномерным и блестело. Многим непонятно, почему соединение не прогревается даже с мощным прибором. Как должна производиться пайка паяльником в этом случае? Дело в том, что тепло распространяется снизу вверх. Поэтому скрутку необходимо подогревать снизу. При перегреве припой растекается, а когда тепла недостаточно, покрытие получается рыхлым.Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям.
Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем.
Пайка радиодеталей
Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала.
Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить.
Работа с микросхемами
Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником.
Когда будет освоена простая пайка паяльником, можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева.

Пайка алюминия
Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и прочной оксидной пленкой. Детали нагревают в печи или газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачной бумагой, абразивным кругом или щеткой из нержавейки. При этом окисная пленка образуется вновь, но ее толщина значительно меньше предыдущей. Затем на место соединения наносится флюс и производится его подогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет плавиться.

Припой для пайки алюминия при температуре 150-400 ºС может быть на основе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и требует дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и используются чаще. Сплавы алюминия имеют меньшую температуру плавления. Их паяют с печным подогревом, который точнее регулируется.
Заключение
Как правильно паять паяльником провода и микросхемы? Ответ на этот вопрос подразумевает, прежде всего, тщательную подготовку инструмента и деталей. В процессе создания неразъемного соединения слой расплавленного припоя всегда должен быть защищен флюсом. Для каждой операции подбирается паяльник соответствующей мощности и формы рабочей поверхности жала. При правильном соединении деталей и выдерживании температурного режима пайка получается надежной и долго служит.
www.syl.ru
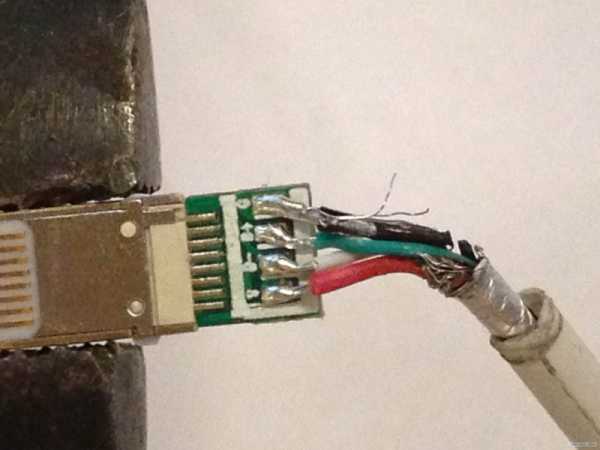
выбор пальника, припоя и последовательность действий
Пайка считается очень удобным и хорошо проверенным способом соединения проводников и радиодеталей. С её помощью также можно припаять провод к плате с расположенными на ней электрическими контактами.
Качеством пайки, в конечном счёте, определяется надёжность образовавшегося соединения, так что перед началом работ рекомендуется ознакомиться с особенностями этой не совсем простой процедуры.
Общие правила
Для того чтобы присоединить проводник к плате в первую очередь потребуется паяльник с мощностью, зависящей от толщины самого провода.
Обычно для этих целей используются паяльные устройства с рабочей мощностью в пределах от 25-ти до 40 Ватт.
Помимо этого, необходимо будет запастись комплектом расходного материала, заметно облегчающего условия пайки (припой, канифоль и флюс). Желательно также подготовить инструмент для отвода тепла, посредством которого можно защитить саму плату от сильного перегрева.
Подготовка проводов
Для получения качественного соединения крайне важно правильно подготовить провод к пайке, для чего необходимо проделать следующие обязательные операции:
- Сначала рабочий конец провода очищается от поливинилхлоридной изоляции на длину чуть большую размера будущего контакта.
- Затем из обнажившегося многожильного конца вручную или с помощью пассатижей формируется тугая скрутка, которая затем лудится в канифоли с припоем.
- По завершении этой операции переходят к плате, контактный пятак которой также следует тщательно залудить.
На этом подготовка провода может считаться законченной. Но перед тем как паять его к плате необходимо будет учесть ещё один важный момент.
Установка теплоотвода
Для того чтобы не перегреть и не повредить расположенный на плате контакт рекомендуется к месту пайки прикладывать какой-нибудь металлический предмет, который в данном случае выполняет функцию теплоотвода.
 В качестве такого вспомогательного приспособления традиционно используется пинцет, но, в крайнем случае, его может заменить мощная металлическая клипса или отвёртка.
В качестве такого вспомогательного приспособления традиционно используется пинцет, но, в крайнем случае, его может заменить мощная металлическая клипса или отвёртка.
Для обеспечения надёжного застывания расплавленного припоя необходимо на некоторое время зафиксировать проводник в зоне пайки (обездвижить его). В противном случае паяльную процедуру придётся повторить.
По завершении соединения отдельных проводников временное приспособление для отвода тепла удаляется из рабочей зоны.
Таким образом, зная процедуру пайки, можно отремонтировать многие электроприборы, в частности елочную гирлянду, плеер, светодиодную лампу.
Пайка шлейфа
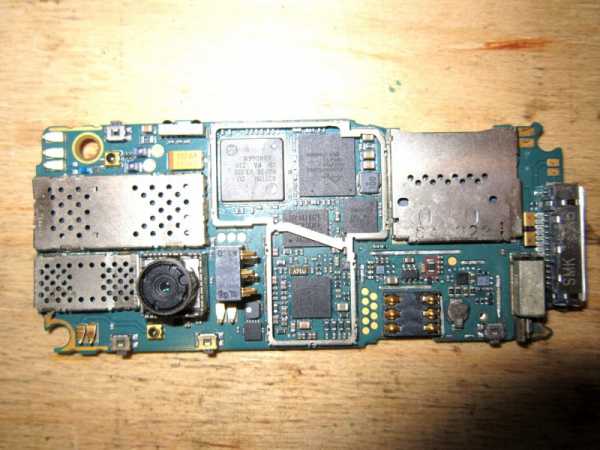
 Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Как правило, в шлейфе дорожки проводников очень тонкие и располагаются вплотную одна от другой, что накладывает на паяльные работы следующие ограничения:
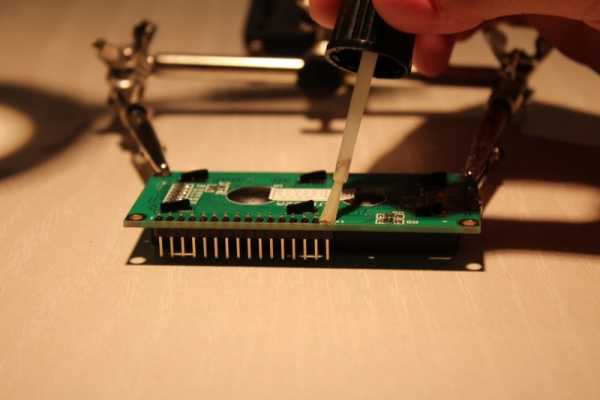
- для припаивания шлейфа к плате потребуется паяльник, мощность которого не должна превышать 24-х Ватт;
- при пайке желательно использовать специальную увеличительную линзу, закреплённую на рабочей подставке-кронштейне;
- для обеспечения хорошего отвода тепла от рабочей зоны потребуется массивный пинцет.
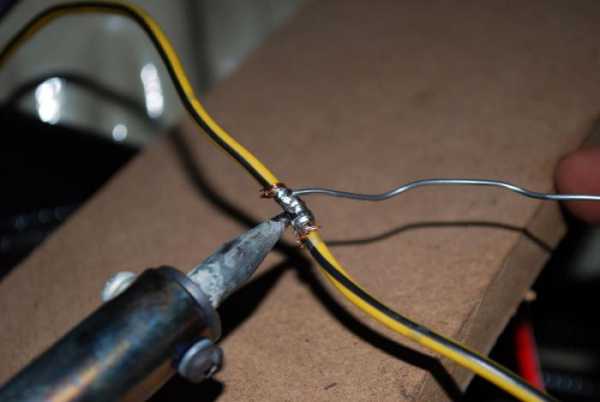
Нередко приходится соединять два тонких провода между собой (для устранения их обрыва в шлейфе, образованном из нескольких проводников). В этом случае сначала необходимо зачистить оборванные концы, а затем туго скрутить их между собой.
С целью изоляции места соединения на один из них перед этим натягивается подходящая по диаметру пластиковая трубочка (кембрик).
По завершении пайки места скрутки изолирующая трубка с небольшим натягом перемещается в зону соединения.
Можно ли обойтись без паяльника
Припаять без паяльника провода к плате – вполне выполнимая задача. Для этого следует взять небольшую по размерам металлическую ёмкость (типа плошки) и заполнить её мелко нарубленным мягким припоем, смешанным с тщательно растолчённой канифолью. Для этих целей удобнее всего использовать металлическую крышку от стандартной банки кофе.
Затем ёмкость с твёрдой паяльной смесью разогревается любым доступным способом до момента перехода последней в жидкую фазу. Все последующие операции должны выполняться очень быстро, чтобы не допустить остывания готового состава.
Нужно окунуть в расплавленный припой конец подпаиваемого проводника, а затем осторожно капнуть жидким составом на контакт платы. Быстро прижать конец провода к ещё не застывшей капле расплавленного припоя, и дождаться остывания зоны соединения.
В заключение обзора отметим, что в современных электронных устройствах обрыв проводника в контактной точке платы – это самая распространённая неисправность.
Так что после освоения технического приёма их соединения без паяльника можно будет легко восстановить любое повреждённое электронное изделие (такое, например, как клавиатура персонального компьютера).
svaring.com
Как паять SMD микросхемы | Практическая электроника
Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю SMD микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
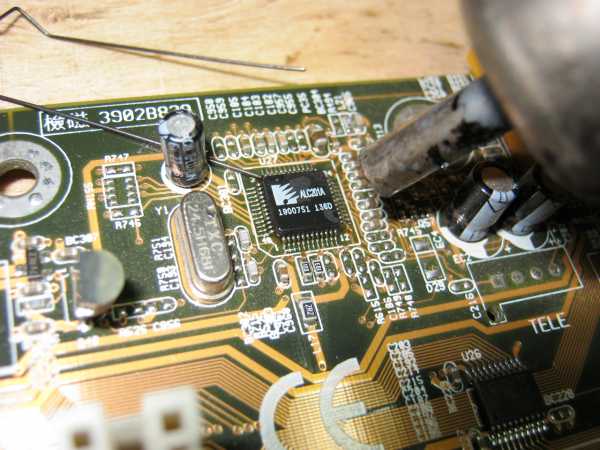
Демонтаж старой микросхемы
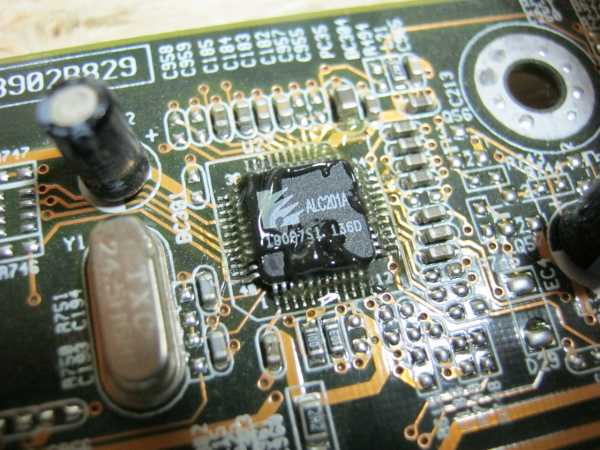
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.

Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
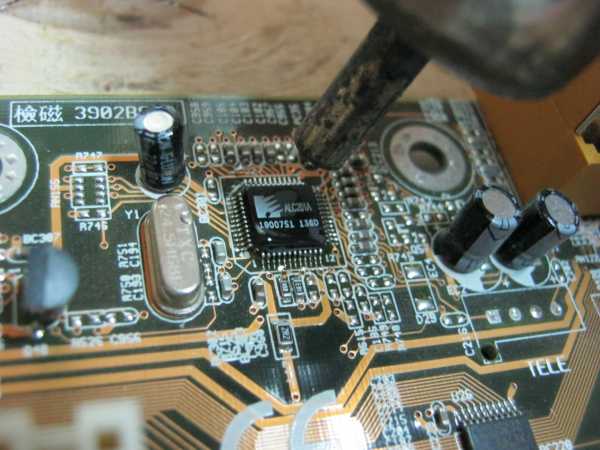
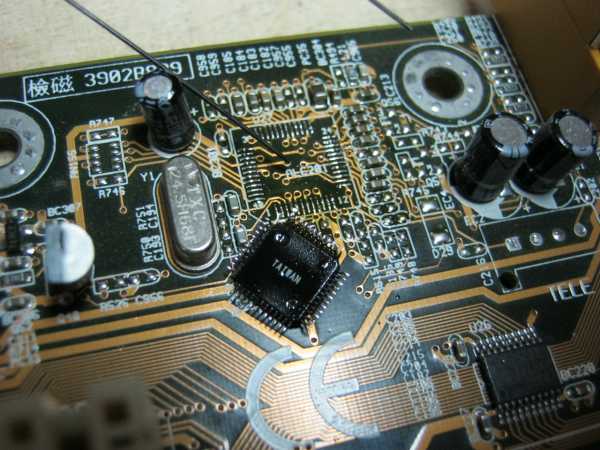
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!
Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.
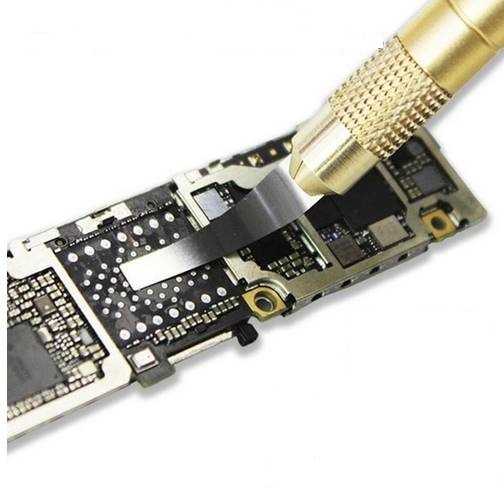
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:
Вот так выглядят для него насадки
Купить можно по этой ссылке.
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.
Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick.
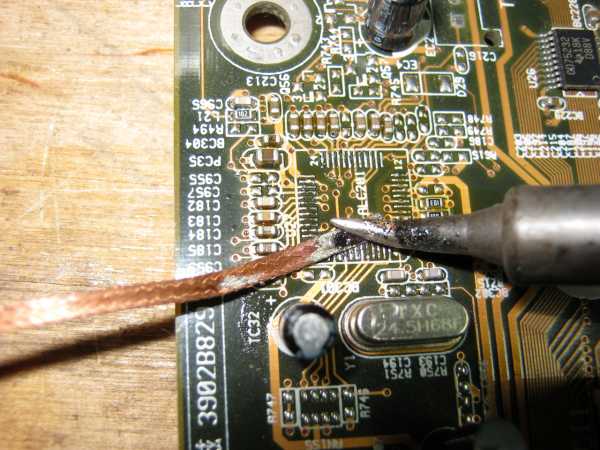
Вот что у нас получилось:
Далее берем паяльник с припоем и начинаем лудить все пятачки, чтобы на них осел припой.
Должно получиться вот так
Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию здесь. У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом

Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.
Думаю, теперь вы знаете, как паять микросхемы правильно.
www.ruselectronic.com
Как правильно паять. Оборудование и инструменты. Советы по пайке
Как правильно паять — метод образования неразъемного соединения путем внедрения в зону контакта припоя в расплавленном виде, называется пайкой. При этом температура плавления припоя должна быть меньше, чем у соединяемых деталей. Чтобы научиться правильно паять, необходимо кроме теории, осваивать эту технологию практически.
Паяльники
Электрические паяльники выпускают на напряжение до 220 вольт. На слабый паяльник сложно изготовить нагревательный элемент высокого напряжения, потому что потребуется множество тонкого проводника. Это приведет к увеличению размеров паяльника, и нарушит электробезопасность.
Мощность паяльника выбирается с учетом размеров деталей. Чем крупнее соединяемые детали, тем мощнее должен быть паяльник.
Необходимую температуру сердечника паяльника можно поддерживать как автоматически, так и вручную. Для таких целей используют регуляторы на основе тиристоров.
Для повышения срока работы паяльника, кончик жала отковывают. Тогда медь приобретает свойства, при которых меньше подвергается растворению в припое. Жало затачивают напильником для придания специальной формы: на срез, либо угловую форму. Конец жала в виде ножа делают для выпаивания сразу нескольких контактов деталей.
Инструменты
Рабочее место необходимо оснастить инструментом, перед тем как правильно паять детали.
Подставка
Разогретый паяльник обычно располагают на подставке, которая служит для места расположения флюса, а также рабочей площадкой для пайки. К подставке прикрепляют зажим с куском поролона, чтобы очищать жало паяльника.
Штатив
Он состоит из зажимов, передвигающихся по высоте и по углу, а также держатель паяльника и канифоль.
Инструменты
Они необходимы для поддержки деталей, зачистки поверхности, придания определенной формы проводу. Такими инструментами обычно являются пассатижи, пинцеты, круглогубцы, кусачки, нож и т.д.
Советы по пайке
• Применение материалов. Одним из материалов для пайки используют олово. Однако его температура плавления не превышает 230 градусов. При монтаже радиодеталей, которые имеют маленький размер, происходит их выход из строя от перегрева. Припой, состоящий из олова и свинца, плавится при температуре 180 градусов, а также дешевле. Качество соединения не уступает пайке оловом. В основном чистое олово применяют редко. При монтаже радиодеталей используют припой ПОС-61. Число является процентом содержания олова. Чтобы убрать следы окислов в месте пайки, используют флюсы. В жестяных работах для таких целей применяют кислоты. Но они не годятся для электрических соединений. Здесь нужны флюсы, нейтральные к контактам. Разберемся, как правильно паять с применением канифоли для предохранения от окисления.
Флюс на основе канифоли пассивен. Он создает защиту жидкого припоя во время пайки от воздуха, не давая образоваться окислам. Однако он не удаляет их с поверхности. Удобно паять припоем в виде трубки, внутри которой находится канифоль. В местах с трудной доступностью применяется раствор канифоли на спирте.
- Сердечник (жало) паяльника в обязательном порядке зачищается и покрывается припоем, во избежание образования налета оксида, который мешает в работе.
- Поверхности пайки должны быть зачищены и залужены для качественного соединения при пайке.
- Места спайки сначала прогревают паяльником, затем соединяют и пропаивают.
Как правильно паять паяльником
- Поверхности пайки зачищают шлифшкуркой, обезжиривают бензином, либо ацетоном.
- Жало паяльника чистится напильником, шлифшкуркой и другим инструментом для удаления окислов и нагара.
- Паяльник прогревают, окунают в канифоль, лудят. Чтобы правильно залудить жало, берут деревянный брусок и растирают припой на жале. Поверхность рабочей зоны должна стать серебристой.
- Разогрев припоя. Частица размером с каплю припоя наносится паяльником на соединяемые поверхности и выравнивается. При необходимости количество припоя добавляется для полного охватывания места соединения. Касание сердечника с проводом предполагается максимальным. Канифоль должна присутствовать на припое, во избежание образования окислов. Пайку рекомендуется производить за один прием, так как за несколько раз касания припой окисляется из-за испарения канифоли. Во время остывания припоя детали нельзя двигать, так как образуются трещины, которые снижают прочность и качество соединения.
- Оставшаяся канифоль удаляется спиртом и кистью.
Пайка проводников
Теперь разберемся, как правильно паять провода. Концы провода для соединения зачищают от изоляции, и прогревают. Размер сердечника нужно подбирать по размеру деталей. Если слишком большой сердечник, то при пайке перегреются находящиеся рядом детали. Если он слишком мал, то пайка будет некачественной.
Изоляцию провода лучше снимать ножом, либо кусачками. Если провода многожильные, то жилы скручивают, затем лудят. Для этого зачищенный конец провода окунается в емкость с канифолью, капля припоя наносится на медные жилы и проводится несколько раз. При этом провод проворачивают для покрытия припоем со всех сторон.
Провода скручивают для получения общей оси. Один проводник скручивается вдоль другого. На соединяемое место наносят канифоль, далее припой. Соединение прогревают 3 секунды.
При нехватке припоя нужно его добавить. Иногда непонятно, почему мощный паяльник не прогревает контакт, и как паять. Тепло поступает снизу-вверх. Скрутку нужно греть снизу. Когда прогрев достаточный, то припой равномерно растекается, а когда тепла мало, то получается рыхлый припой.
После пайки на контакт помещают термоусадку для создания изоляции. Нагреть термоусадку можно зажигалкой.
Медный и алюминиевый провод нельзя скручивать между собой. Для их соединения применяют промежуточную конструкцию в виде клеммного зажима, болтового соединения, либо прослойкой из другого металла. Существует припой для алюминия, который сочетается с медным проводом, и используется для их пайки.
Как правильно паять радиодетали
Спайку радиодеталей осуществляют путем предварительной скрутки, либо внахлест, с использованием теплоотвода. Многие детали радиоэлементов боятся сильного нагрева выше 70 градусов.
На монтажной плате отверстие для крепления детали покрывается припоем. Далее покрытый канифолью и луженый конец детали вставляется в это отверстие, прогревается и смачивается припоем. При этом жало должно прикасаться одновременно к плате и к детали. Лишний припой убирают оплеткой из меди. Если все точки пайки выглядят одинаково, значит, пайка сделана качественно.
Паяльник без припоя нельзя долго выдерживать нагретым и перегревать. Образуются окислы, и опять необходимо будет производить зачистку и лужение жала. На нагретом сердечнике паяльника всегда должна быть канифоль. А если перерывы между пайками достаточно большие, то паяльник рекомендуется выключить. Окислившийся ненужный припой убирают с сердечника губкой.
Некоторые элементы и детали схем выходят из строя под воздействием статического электричества. Чтобы этого не произошло, корпус паяльника необходимо подключить к заземлению.
Похожие темы:
electrosam.ru
Как правильно паять — Радиомастер инфо
 Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Припой – это смесь олова, свинца и специальных добавок.
Что нужно для пайки?
Паяльник.
Припой, флюс.
Инструменты.
Рассмотрим по – порядку.
Паяльник.
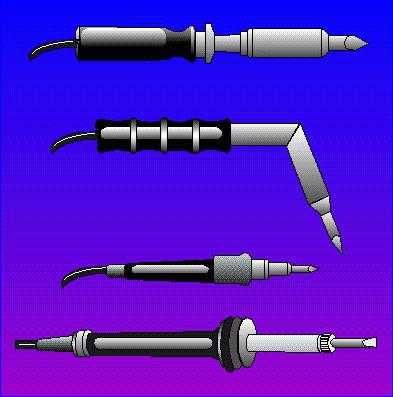
Это основной инструмент при пайке. Разновидностей паяльников очень много. Вот некоторые из них:
Паяльник мощностью 40 Вт
 Паяльник мощностью 25 Вт
Паяльник мощностью 25 Вт
 Газовый паяльник
Газовый паяльник

Главные критерии по выбору паяльника такие:
— мощность паяльника должна соответствовать теплоемкости (проще габаритам) спаиваемых деталей, чем крупнее детали, тем больше мощность паяльника;
— форма жала паяльника должна быть удобной для пайки. Если это малогабаритные радиодетали, то удобно жало заточенное как притупленный карандаш, если металлический экран – то жало приплюснутое и т.д.;
— очень важно иметь устройство для регулировки напряжения, поступающего на паяльник. Это может быть ЛАТР (лабораторный автотрансформатор) или простейший тиристорный регулятор напряжения. Наличие регулятора позволит не допустить перегрева жала паяльника.

Удобно пользоваться паяльной станцией, в которой есть регулировка температуры жала паяльника и, как правило, фен для пайки SMD деталей или демонтажа многовыводных радиодеталей.
Припой.
Припой должен быть подобран по составу и температуре плавления. Есть легкоплавкие (мягкие) припои, с низкой температурой плавления до 300 градусов, например, ПОС-61 и тугоплавкие (твердые) с более высокими температурами плавления, например ПМЦ-54. Легкоплавкие припои применяются в устройствах, где при работе нет высоких температур и спаиваемые детали не допускают существенного нагрева, это как правило радиоэлектронные устройства (телевизоры, компьютеры и т.д.).
Если устройство при работе нагревается (блоки в моторном отсеке автомобиля, бытовая техника и т.д.) то паять нужно тугоплавким припоем, иначе при работе контакт расплавится.
ПОС-61 – припой оловянно – свинцовый. 61 – это процент содержания олова, чем меньше эта цифра, тем в припое меньше олова, а свинца больше и температура плавления соответственно выше.
Есть ряд специальных припоев, с добавками, которые придают им особые свойства. Это припой с добавлением меди и цинка (ПМЦ-54), припой с добавлением меди, цинка и серебра (ПСр-45), припой для пайки алюминия HTS-2000 и т.д.

Флюс.
Флюс – это специальное вещество для очистки поверхности спаиваемых деталей в процессе пайки и предохранения от окисления до покрытия припоем.

Самый простой и распространенный флюс – это канифоль. Ассортимент паяльных флюсов очень широкий. Есть активные флюсы. Раньше в качестве флюса просто применяли кислоту, буру и т.д.
Главное нужно помнить, что многие флюсы, особенно активные, являются плохими изоляторами, а то и вовсе проводят ток, как некоторые кислотные. Если пользоваться таким флюсом при ремонте радиоэлектроники, то это приведет к выходу ее из строя, так как после пайки на плате появятся перемкнутые флюсом контакты.
Для пайки электронных плат есть специальные флюсы с отличными изоляционными параметрами, например, вот этот:

Если нет возможности приобрести хороший флюс, можно растворять канифоль в техническом спирте и применять как флюс.
В любом случае, после окончания пайки, лучше тщательно промыть место пайки техническим спиртом и дать ему хорошо высохнуть.
Инструменты.
При пайке необходимы:
Пинцет
Кусачки
Плоскогубцы
Нож или скальпель
Держатель плат (маленькие тиски или зажим)

Технология пайки, основные моменты.
Перед пайкой очистить и залудить жало паяльника. Когда паяльник нагрелся жало можно очистить ветошью или плотной бумагой. Если жало черное и коррозировано, то выровнять и придать ему нужную форму напильником.
Жало лудить сразу после очистки и не оставлять его сухим, для этого периодически помещать в канифоль.
Лудить жало, помещая его в канифоль, затем в припой. Припой лучше расположить на кусочке луженой жести. Жалом паяльника потереть припой, затем его поместить в канифоль, и так несколько раз, пока жало не покроется припоем.

Если не пользуетесь паяльником, снизить напряжение, чтобы жало не выгорало. Припой должен держаться на жале.
Спаиваемые детали предварительно нужно залудить. Если они залужены и чистые, достаточно покрыть флюсом и паять. Если выводы деталей окислены и почернели, зачистить их канцелярской резинкой (теркой), или скальпелем. После этого выводы покрыть флюсом и залудить. Пайку осуществлять, прикладывая припой к месту пайки. Удобно, если припой проволочный с канифолью или флюсом внутри.
Правильно запаянный контакт выглядит округлым, олово растекается самостоятельно по всей поверхности контакта, припой блестит.
Если канифоль шипит и брызгает – жало перегрето. Перегретое жало не держит припой, быстро выгорает и чернеет. В таком случае нужно уменьшать напряжение на паяльнике.
Если температура жала недостаточна, припой плохо плавится и тянется за жалом, пайка имеет острые рваные края. Непрогретая пайка трескается и контакт пропадает.
При пайке радиодеталей, которые боятся статического заряда (высокочастотные полевые транзисторы и т.д.) нужно применять специальные меры:
— использовать статический браслет, который соединить с общим проводом устройства и жалом паяльника. Дополнительно можно тонким проводом обмотать выводы транзистора, таким образом перемкнув их между собой. После того как контакты запаяны, убрать этот провод.
Не забываем после окончания пайки промыть место пайки техническим спиртом и дать ему высохнуть.
Если паяльник маломощный и не прогревает крупную деталь, например, тюнер телевизора, можно подогреть место пайки дополнительным паяльником или феном паяльной станции.
При пайке полупроводниковых деталей важно не перегревать их, иначе они могут выйти из строя. Если кремниевые полупроводники выдерживают нагрев около 1000С, то германиевые намного меньше, до 700С. Как теплоотвод, можно использовать пинцет, удерживая ним деталь за вывод, который паяется.
Технология выпаивания радиодеталей, у которых много выводов, основные моменты.
Для неподготовленных людей выпаять трансформатор, у которого десять выводов, это настоящее испытание, хотя, имея информацию, приведенную ниже, сделать это совсем не сложно.
Способы, как это можно сделать:
- Применить оловоотсос

- Применить паяльник оловоотсос

- Использовать специальную трубку (заточенную медицинскую иглу)
 Такой иглой удобно демонтировать микросхемы. Нагреваем один вывод и одновременно одеваем на него иглу. Игла отделяет вывод от припоя. Пару секунд ждем пока припой остынет и переходим к следующему выводу. Освободив по очереди все выводы, снимаем микросхему с платы. Для установки новой микросхемы отверстия в плате уже готовы.
Такой иглой удобно демонтировать микросхемы. Нагреваем один вывод и одновременно одеваем на него иглу. Игла отделяет вывод от припоя. Пару секунд ждем пока припой остынет и переходим к следующему выводу. Освободив по очереди все выводы, снимаем микросхему с платы. Для установки новой микросхемы отверстия в плате уже готовы.
Если необходимо выпаять деталь с толстыми выводами, можно подобрать иглу соответствующего диаметра или использовать самодельную трубку из алюминия с отверстием нужного диаметра. Технология выпаивания такая же, как и иглой.
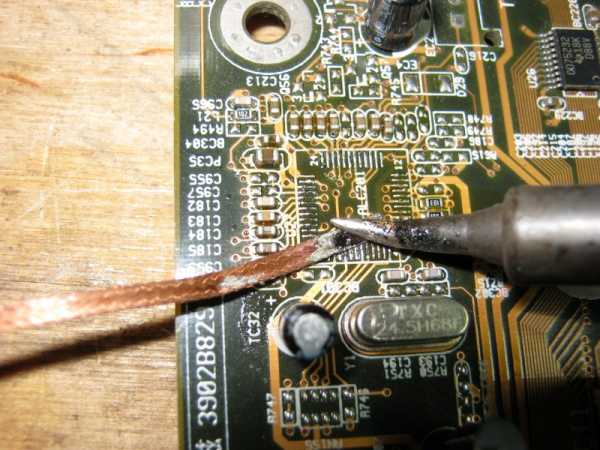
- Использовать для сбора олова оплетку экранированного кабеля
Ее нужно помещать в расплавленный припой. Припой будет оставаться на этой оплетке и таким образом место пайки будет очищаться от припоя.
- Применять фен паяльной станции. На фен одеваем насадку, которая позволит одновременно нагревать все выводы выпаиваемой детали. Прогреваем все выводы одновременно и вынимаем деталь.

Материал статьи продублирован на видео:
radiomasterinfo.org.ua