Как пользоваться паяльной кислотой:как правильно паять и залудить
Среди всех флюсов паяльная кислота выделяется в особую категорию, так как эта разновидность обладает рядом отличительных свойств, которые выделяют его среди остальных. В первую очередь, данная разновидность распространяется только в жидком состоянии. Даже концентрированные марки кислоты являются жидкими, а при необходимости, их всегда можно разбавить, чтобы снизить интенсивность их свойств. Сразу возникает вопрос, как пользоваться паяльной кислотой?
Виды паяльной кислоты
Естественно, что особенные свойства создают специальные условия, как пользоваться паяльной кислотой. Дело в том, что это один из немногих флюсов, которые вреден для непосредственного контакта с кожей человека. Даже если он применяется в качестве сильного разбавленного раствора, то ни в коем случае не допускается попадание на слизистые оболочки, а также открытые мелкие раны на коже. При высокой концентрации вещество может разъедать кожу и мышечные ткани. Таким образом, правила как использовать паяльную кислоту поможет не только сделать соединения более качественными и надежными, но сохранит человеку здоровье.
Таким образом, правила как использовать паяльную кислоту поможет не только сделать соединения более качественными и надежными, но сохранит человеку здоровье.
Основным назначение данного вещества является использование в качестве флюса во время пайки. Благодаря своей высокой агрессивности, при попадании на поверхность основного металла или припоя, кислота выедает все жировые пленки, которые образовались на ней, окислы металла, а также прочие загрязнения. Это помогает получить достаточно чистую поверхность, которая максимально приблизит условия спаивания в данной области к идеальным.
Использование кислоты паяльной во время пайки
Это не все свойства, для чего нужна паяльная кислота. Еще одной способностью материала является то, что он остается после нанесения. Когда вы нанесете флюс на металл, то он останется там еще долгое время, что предотвратит повторное образование окислов и налетов. Также во время нанесения припоя флюс обеспечит лучшую растекаемость и схватываемость материала. Он не сдерживает вязкие компоненты, позволяя им свободно растекаться по всей поверхности. Благодаря этому образуется качественное и надежное соединение. Данная продукция производится согласно ГОСТ 23178-78.
Он не сдерживает вязкие компоненты, позволяя им свободно растекаться по всей поверхности. Благодаря этому образуется качественное и надежное соединение. Данная продукция производится согласно ГОСТ 23178-78.
Рекомендации по использованию паяльной кислоты
Чтобы разобраться, как правильно паять паяльной кислотой, следует ознакомиться с основными правилами. В первую очередь это касается безопасности. Здесь нужно быть максимально аккуратным, чтобы ничего не попало на руки и другие части тела. В лучшем случае, работать нужно в перчатках и защитной одежде с длинными рукавами. В домашних условиях эти правила выполняются не всегда, так что в основном нужно делать упор на аккуратность.
Вторым вредным фактором являются испарения от кислоты. Перед тем как паять паяльной кислотой, следует обеспечить хорошее проветривание для помещения. Это может быть естественная или принудительная вентиляция. В качестве дополнительной защиты стоит использовать респиратор или аналогичное средство. Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Если вы размышляете, чем паять микросхемы, то паяльная кислота здесь явно не подходит. Все дело в агрессивности среды. В микросхемах используются относительно тонкие и мелкие металлические детали. При контакте с концентрированной паяльной кислотой мелкие контакты могут испортиться. Она просто выжжет их, так как тонкий металл легко разъедается. Ко всему прочему, паяльная кислота проводит ток. Если после спаивания не осушить плату достаточно хорошо, то ее может попросту замкнуть. Это же касается и остатков солей, которые могут образоваться на ней после использования данного флюса. Здесь не стоит рисковать даже с применением раствора.
Очередной рекомендацией будет обязательная очистка спаиваемой поверхности после работы. Кислота оставляет соли после своего применения. При эксплуатации изделия их наличие недопустимо, поэтому нужна обязательная механическая очистка.
Существует несколько разновидностей данного материала. В основном все касается пропорций, в которых производится кислота. Чаще всего она разбавленная, но для особо сложных случаев применяют и концентрированную. Если вам требуется использовать ее для стандартных процедур паяния и вы не знаете в какой пропорции лучше всего использовать флюс такого типа, то тогда стоит использовать стандартный вариант, которым является 10% раствор. Это самая популярная разновидность, с которой сталкиваются многие любители и профессионалы.
Технология пайки
Использование данного флюса мало чем отличается от остальных в плане непосредственного применения. Его отдельно нужно подготовить для того, чтобы удобно было использовать, к примеру, в какой-либо изолированной емкости. Перед тем как паять детали, их нужно залудить.
Процесс лужения металла
Способ, как залудить паяльник паяльной кислотой, практически не отличается от работы с канифолью. Здесь достаточно мокнуть жало в саму жидкость.
«Важно!
Для лужения поверхности заготовки нужно использоваться смоченный в кислоте припой, который должен растечься тонким слоем по поверхности металла.»
После того как все будет залужено, можно капнуть несколько капель кислоты на место спаивания, чтобы она покрыла всю поверхность, где будет идти соединение.
Нанесение паяльной кислоты на место пайки
После этого можно приступать к непосредственной пайке, где расплавленный припой наносится на поверхность соединения двух деталей.
Процесс пайки с использование кислоты
Обязательной процедурой является очистка от солей. Здесь образуется видимый налет, который нужно убрать механическим путем.
Вывод
Несмотря на явные недостатки, которые касаются безопасности применения, паяльная кислота была и остается одним из самых популярных флюсов для сложных случаев пайки. В частной сфере, из-за специфичного запаха и большой агрессивности, она используется не так часто, но профессионалы нередко применяют именно ее. Правильное использование обеспечит вам безопасные условия работы и высокий результат качества.
Правильное использование обеспечит вам безопасные условия работы и высокий результат качества.
виды кислот и полезные советы
Каждый, кто умеет паять знает, что кроме хорошего, проверенного паяльника для работы требуется еще качественный припой и флюс. В качестве припоя обычно выступает сплав олова и свинца, выполненный в виде проволоки. Толщина проволоки, а также количественные пропорции состава могут изменяться в зависимости от назначения припоя.
В качестве флюса для пайки в домашних условиях чаще всего выступает канифоль. Она позволяет быстро и аккуратно спаять медные детали: провода различного сечения, трубки или другие изделия.
Помимо канифоли, распространено лужение паяльной кислотой. С ее помощью можно паять различные изделия из алюминия, бронзы, нержавейки, латуни, никеля и стали. О видах и способах применения паяльной кислоты пойдет речь далее.
Виды кислотных флюсов
В качестве флюса при пайке используется два вида специально подготовленной кислоты:
- Соляная;
- Ортофосфорная.
Их основное назначение – убрать с области пайки различные загрязнения и продукты окисления, создать условия для качественного, равномерного растекания припоя по рабочей поверхности. Этим достигается надежное соединение двух деталей с аккуратным швом.
Кроме этого, применение кислотного флюса препятствует образованию окислов в процессе эксплуатации изделия, что положительно сказывается на долговечности соединения.
Обратите внимание! Пользоваться кислотным флюсом для работы с электронными платами категорически запрещено. Кроме разрушающего действия на хрупкие элементы, кислота способна создать дополнительные токопроводящие каналы, что неизбежно приведет к выходу платы из строя.
Ортофосфорная кислота
При обработке этим флюсом металлической поверхности, образуется защитная пленка, которая защищает материал от дальнейшего ржавления.
Описание и характеристики
Обычно ортофосфорная кислота бесцветна. В некоторых случаях обладает светло-желтым оттенком. Изредка встречается состав, имеющий несколько мутный цвет, что не является нарушением или показателем плохого качества продукта.
Отметим, что ортофосфорный флюс – материал неорганического происхождения. В обычных условиях представляет собой пастообразную субстанцию, с явно выраженной гигроскопичной структурой. При нагревании превращается в жидкую пирофосфорную кислоту, отлично растекающуюся по поверхности. Что важно, после обратного застывания, легко растворяется в воде.
Применение
При помощи ортофосфорного состава можно паять углеродистые стали, сплавы никеля и меди. Рабочая температура при этом должна составлять 300–350 °C. При нанесении на металл происходит растворение оксидного слоя. После нанесения припоя, кислотная пленка разрыхляется и всплывает на поверхность. После застывания пленка сохраняет свои защитные свойства, предохраняя стык от повторного окисления.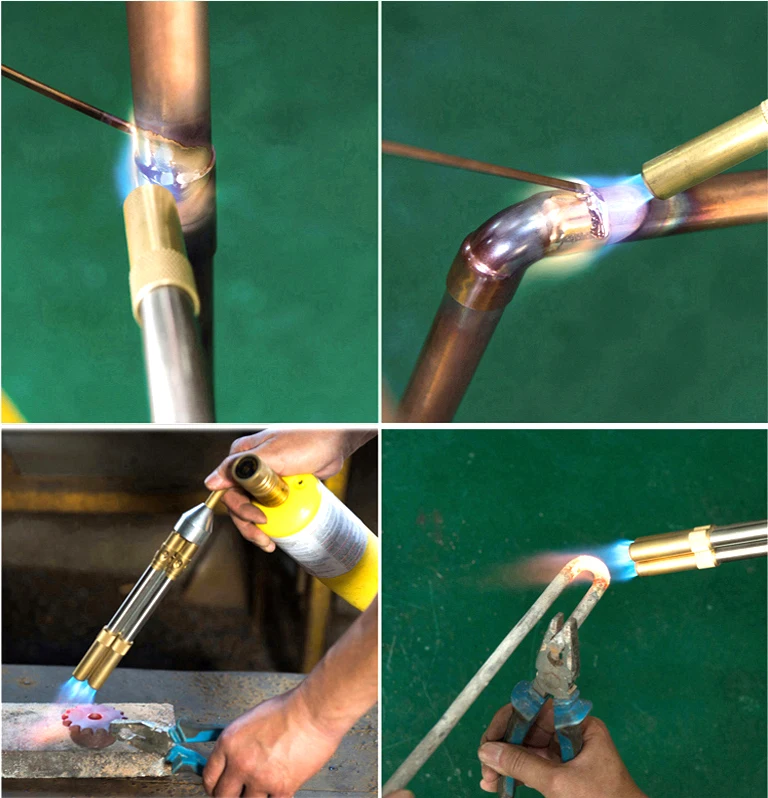
По окончании пайки, изделие необходимо промыть водой для удаления остатков кислоты.
Соляная кислота
Флюс на основе соляной кислоты является сложным химическим веществом. Обычно продается в небольших флаконах под называнием паяльная кислота. Имеет желтоватый оттенок и резкий специфический запах. Обладает способностью растворять большинство металлов, разъедает кожу и мышечную ткань. Поэтому паять этим составом нужно соблюдая меры предосторожности.
[ads-pc-1][ads-mob-1]
Применение
Соляной кислотой можно паять алюминий, нержавеющую сталь, серебро и различные сплавы. Также при помощи такого флюса осуществляется лужение, пайка оцинкованной стали. Такой метод нашел широкое применение при кровельных работах, организации наружного водостока.
Изготовление своими руками
При некоторых знаниях, паяльную кислоту вполне возможно изготовить в домашних условиях. Для этого потребуются следующие ингредиенты:
- Чистая соляная кислота;
- Кусочки цинка, которые можно приобрести в магазине химических реактивов или достать из разобранной пальчиковой батарейки;
- Небольшой стеклянный пузырек с толстыми стенками.

Пузырек наполняется соляной кислотой на ¾ от объема. При добавлении цинка начнется химическая реакция, в процессе которой выделяется водород. Поэтому такие манипуляции лучше проводить на открытом воздухе. Кусочки цинка добавляются до тех пор, пока реакция не остановится и образуется серый осадок.
Готовую паяльную кислоту следует перелить в другую емкость для хранения и использования.
Как паять при помощи кислоты
Как уже отмечалось, кислотные флюсы применяются для пайки различных металлов и их сплавов. Такие работы имеют свои нюансы, которые рассмотрены ниже:
- Поверхности, которые нужно спаять, очищаются от загрязнения и ржавчины. Делается это напильником или наждачной бумагой;
- Далее, на обе поверхности наносится кислотный флюс. Сделать это можно при помощи кисточки. Удобно, если емкость для хранения – пластиковая бутылочка с дозатором или просто узкой насадкой. Это позволит аккуратно нанести кислоту в нужном количестве;
- После этого разогретым паяльником наносится припой на обе обработанные паяльной кислотой поверхности.
 Это называется лужением.
Это называется лужением.
Две луженые детали легко спаиваются между собой: ровная пленка припоя позволяет выполнить ровный и однородный стык, который отличается надежностью и прочностью.
Закончив паять, нужно удалить остатки кислоты, чтобы она дальше не разъедала металл. Для этого используется присыпка из обычной пищевой соды, которая затем смывается водой.
Меры предосторожности
Так как паяльная кислота является агрессивным веществом, обращение с ней требует особых мер предосторожности.
Хранить емкость с кислотным флюсом нужно в плотно закрытой заводской таре. Следует ограничить попадание солнечных лучей, лучше, если помещение будет прохладным. Также важно, чтобы место хранения емкости было недоступным для детей.
Паять с применением кислоты нужно в проветриваемом помещении, желательно со сквозной вентиляцией (открыть окна и двери). Работать нужно в защитных очках, применять марлевую повязку и перчатки. При попадании на кожные покровы, место обрабатывается щелочью, после чего промывается проточной водой.
Подводим итоги
Разобравшись с видами и особенностями кислотных флюсов, можно смело приступать к практическому применению полученных знаний. Такие умения широко применяются домашними умельцами для пайки прохудившихся кастрюль, ведер и других элементов домашнего обихода.
можно ли сделать своими руками?
Любой домашний мастер, работающий с радиоэлектроникой, умеет пользоваться паяльником. Классика паяльного дела: припой серии ПОС и сосновая канифоль, при работе с которой и выделяется характерный «ароматный» дым.
Для чего нужна канифоль, и прочие флюсы?
Дело в том, что в отличие от сварки, соединение с помощью припоя требует более тщательной подготовки соединяемых поверхностей. Расплавленный припой ведет себя как обыкновенная жидкость.
Если сила поверхностного натяжения расплава будет выше, чем адгезия, жидкий металл просто не «прилипнет» к детали, а будет оставаться на ее поверхности в виде шарика.
Почему так происходит? На поверхности любого металла образуются окислы. Эта тонкая пленка не дает металлам вступить в нормальный физический контакт. Разумеется, поверхность можно механически зачистить перед пайкой.
Эта тонкая пленка не дает металлам вступить в нормальный физический контакт. Разумеется, поверхность можно механически зачистить перед пайкой.
Но при нагреве оксидная пленка моментально покроет подготовленную поверхность. Против этого эффекта и работает флюс. Кроме очищающей функции, флюсы создают защитную пленку на металлах, препятствующую появлению окислов.
А вот адгезии припоя эти «помощники» не мешают. Напротив, она с применением флюсов только усиливается. В результате мы получаем прочное соединение с отличной электропроводностью.
При работе с медью, серебром, посеребренными или позолоченными контактами, можно обойтись канифолью, изготовленной на основе смолы хвойных деревьев.
Но у этого препарата есть существенные недостатки:
- Канифоль начинает плавиться при нагреве (обычное состояние – кристаллическое). Соответственно контакт иногда успевает окислиться.
- Невысокие чистящие способности не позволяют работать с металлами, у которых оксидная пленка слишком прочная: алюминий, нержавейка.
 При пайке необходимо применять химически активные флюсы.
При пайке необходимо применять химически активные флюсы.
В некоторых случаях, слой окисла можно «пробить» лишь с помощью кислоты или препаратов, содержащих ее в своем составе. Кислота для пайки может быть универсальной, либо применяться с конкретными металлами.
В состав паяльной кислоты (кроме основного компонента) входят загустители, нейтрализаторы, преобразователи окислов, и прочая химия. Тем не менее, флюсы на основе кислоты доступны на рынке, их стоимость относительно невысокая.
К сожалению, многие производители на маркировке не указывают состав, ограничившись надписью «паяльная кислота». Покупая подобные составы, неопытные мастера сталкиваются с несовместимостью флюса и обрабатываемого металла.
Например, кислота для пайки нержавейки плохо обрабатывает медные контакты. А состав, который используется для меди и серебра, не подходит к алюминиевым деталям.
Поэтому многие радиолюбители предпочитают использовать самодельные составы. Паяльная кислота своими руками изготавливается из доступных материалов.
Опытный «паяльщик» может подобрать пропорции таким образом, что эффективность препарата будет выше (для конкретных случаев пайки).
Виды паяльных кислот и особенности применения
Чтобы не испортить изделие, и в то же время получить качественный очиститель окислов, необходимо знать, для чего нужна каждая паяльная кислота.
Если не знать, как правильно пользоваться паяльной кислотой, можно получить мину замедленного действия. Дорожки печатной платы, или проводное соединение, будут медленно разрушаться под воздействием агрессивной составляющей.
В самый неподходящий момент соединение распадется. Второй вариант проблемы – применение неправильно подобранной кислоты приводит к образованию тончайшего диэлектрического слоя в месте пайки.
Прочность соединения может быть высокой, а вот параметры электропроводности будут нарушены. Этот контакт станет слабым звеном всей схемы. Найти неисправность довольно сложно.
Заменять паяльную кислоту для определенного металла, составом на основе иного активного элемента, нежелательно.
Хлорцинковый флюс
Применяется для пайки железа. С точки зрения школьного курса химии, это чистый цинк, растворенный в соляной кислоте: то есть, раствор хлористого цинка.
Собственно так он и производится: в емкость с гранулированным цинком добавляется раствор соляной кислоты (либо концентрат, в зависимости от технического задания), проходит химическая реакция, и состав можно использовать.
Классический рецепт флюса: на 1000 мл концентрированной кислоты 400 грамм чистого цинка.
Меры предосторожности:
Обратите внимание
Используется стеклянная либо керамическая емкость. Кислота добавляется в цинк, а не наоборот. Во время реакции выделяется водород, который в смеси с кислородом из воздуха, образует взрывоопасную смесь (не говоря о том, что газ сам по себе горюч). Поэтому производство хлорцинкового флюса организуется в хорошо проветриваемом помещении.
После применения, поверхность следует обработать щелочным раствором, для прекращения реакции. Например – мыльной водой.
Например – мыльной водой.
Олеиновая кислота
Незаменимый состав для пайки алюминия. В чистом виде не применяется. Собственно, в чистом виде ее и не бывает. Используется так называемый технический олеин.
Для сохранения стабильности вещества, олеиновую кислоту смешивают с иными жирными кислотами. Полученную массу смешивают с йодидом лития, и получается идеальный флюс для алюминиевых сплавов.
Важно, что этим флюсом можно соединять медный проводник с алюминиевым, без появления электрохимической коррозии.
Для чего нужна паяльная кислота при пайке алюминия? Слой оксидной пленки на этом металле практически «не убиваем». При зачистке механическим способом, моментально нарастает новая пленка.
Технологи много лет ищут, чем можно заменить кислоту. Главная задача – оградить место пайки от воздействия кислорода.
Никакой другой флюс вместо паяльной кислоты не подходит, но можно смешать железные опилки с машинным маслом и растирать точку соединения с одновременным нагревом и добавлением припоя.
Олеиновый флюс выполняет сразу две задачи: растворяет оксидную пленку (что весьма непросто), и сохраняет защитный слой до окончания пайки. При нагреве кислота испаряется, но место пайки уже надежно залужено.
Изготовить паяльную кислоту на основе олеина, в домашних условиях невозможно. Но флюс недорогой, и всегда доступен.
Ортофосфорная кислота
Пожалуй, самый распространенный кислотный флюс. Основное применение – пайка железных, стальных контактов, и никельсодержащих сплавов. Также этим флюсом хорошо паять чистую медь (особенно, если площадь контакта слишком велика).
После удаления окислов, флюс покрывает металл прочной эластичной пленкой, препятствующей дальнейшему окислению. При касании жала паяльника, защитная пленка испаряется, давая возможность адгезии припоя.
Как правильно пользоваться паяльной кислотой
После завершения пайки, металл, обработанный флюсом, не корродирует. В зависимости от выбранного металла, применяются различные пропорции компонентов.
В зависимости от выбранного металла, применяются различные пропорции компонентов.
Ортофосфорная кислота смешивается с обычной канифолью, этиловым спиртом, и даже хлористым цинком. В основном, присадки добавляются при создании флюсов, для пайки хромовых и никелевых соединений.
Для работы с остальными металлами, доля собственно кислоты достигает 100%. Если вам удастся найти кислоту в чистом виде, вы самостоятельно можете изготовить любой флюс, добавляя доступные компоненты.
Профессионалы так и поступают, тем более что ортофосфором паяются практически любые сочетания металлов, кроме разве что алюминия.
Флюс ВТС
Основа препарата – салициловая кислота. Та самая, которая применяется в таблетках аспирина. Флюс используется для работы с медью и драгоценными металлами (в том числе посеребренными и позолоченными контактами).
Главное преимущество – отличная защита точки пайки от окисления. Флюс можно (и даже нужно) не удалять, если только нет эстетических требований к работам.
Дешевизна и универсальность применения могли бы сделать этот флюс самым популярным. Исключение составляет тот же алюминий. Однако выделения при термической обработке настолько едкие, что для работы обязательно требуется вытяжка.
Это ограничивает домашнее применение препарата. Однако при нормальном проветривании, можно пользоваться даже самостоятельно изготовленным флюсом.
Самый простой способ: растереть таблетку аспирина, и посыпать место спайки. При лужении концов провода, достаточно положить жгут на таблетку, и прижать паяльником.
Более удобные составы изготавливаются на основе технического вазелина. Он смешивается с порошком в соотношении 1 к 2, и состав можно наносить на поверхность пайки.
Итог:
Абсолютно универсальных флюсов на основе кислоты не бывает. Каждый состав лучше работает с тем или иным металлом. Информацию о том, как пользоваться кислотами, вы найдете на этикетке.
Важно! При работе с любыми кислотными составами необходимо соблюдать элементарные меры безопасности. Не допускать попадания в глаза. Любой флюс на основе кислоты нейтрализуется щелочным (мыльным) раствором.
При изготовлении флюса самостоятельно, вопросы безопасности также стоят на первом месте. Общее правило: добавляйте кислоту в остальные компоненты, а не наоборот. Промывка деталей после обработки нужна не всегда, в ряде случаев, кислотный состав напротив, защищает место пайки.
About sposport
View all posts by sposport
О том, как правильно паять паяльниками с кислотой: пайка с помощью кислот
В арсенале каждого мастера имеется множество инструментов общего и специального назначения, которыми он пользуется во время работы. К таким устройствам относится и паяльник. С его помощью можно решить множество задач, поэтому сферы применения прибора очень широки, начиная от лужения и пайки стыка электрических проводов и заканчивая сваркой радиаторов. В данной статье рассмотрены вопросы, как паять алюминий, виды паяльников и способы пайки, а также что такое паяльная паста, и правильный алгоритм применения кислоты.
Паяльник с кислотой
Способы пайки
В целом процесс пайки, независимо от того, каким методом она осуществляется, сводится к одному: это нагрев до необходимой температуры плавления олова и ответной металлической площадки и стыковка этих материалов для образования единой конструкции.
- Пайка прибором, работающим от тока. Электропаяльники внутри своего корпуса имеют нагревательный элемент, который при подаче на него напряжения поднимает температуру гильзы до максимального значения. Многие из них оборудованы устройством регулировки накала для возможности задать нужный нагрев;
- Пайка с помощью газовой горелки. Такой способ применим в условиях, когда необходимо покрыть припоем большую площадь, например, запаять алюминиевый радиатор или выполнить лужение. В данном случае в качестве источника тепла выступает открытое пламя от газа, а для нанесения олова используются специальные металлические стержни, которые после нагрева некоторое время сохраняют заданную температуру;
Пайка горелкой
- Стыковка двух материалов или провода без паяльника. Такая технология появилась сравнительно недавно. Ее преимущество состоит в том, чтобы заклеить поверхность радиаторов не нужно дополнительных приспособлений и электричества, для восстановления используется готовая паста для пайки, в состав которой входят олово и связующие компоненты. Ее накладывают на материал плотным слоем, после чего нагревают открытым огнем или промышленным феном. После остывания олово оплавляется по всему контакту, образуя единую конструкцию. Очень удобно использовать ее при экстренном ремонте радиаторов из алюминия или меди, когда нет возможности демонтировать деталь с посадочного места. В последнее время на рынке можно встретить пасту в виде ленты, которая смотана в цилиндр и имеет вид изоленты ПВХ. Такое изделие комфортно хранить и удобно наносить на поверхность. Пайка без паяльника используется только для мелких работ, например, когда нужно спаять провода в месте стыка.
Перечисленные методы пайки являются наиболее распространёнными и используются во многих сферах промышленности, монтаже электрооборудования или в быту. Отдельно стоит отметить классификацию пайки по виду изоляционного материала, в качестве которого выступает канифоль или кислота. В первом случае древесная смола обволакивает поверхность тэна или паяльника, создавая тонкий слой, который не дает олову прилипать к стержню.
Использование кислоты позволяет сэкономить на материале, так как ее расход намного меньше, чем у канифоли, к тому же жидкость лучше обволакивает покрытие и дополнительно обезжиривает материал.
Важно! Во время работы с кислотой необходимо соблюдать меры безопасности, защищать органы дыхания и избегать попадания вещества на слизистую и кожу. Если это произошло, необходимо промыть участок большим количеством воды и обратиться к врачу.
Кислота 10%
Концентрация кислоты бывает различной, самая распространённая – это 10 процентный раствор. Конечно, он безопасен для кожи человека, но в процессе нагрева может источать вредные пары. В зависимости от решаемой задачи и площади покрытия, состав реагента может меняться путем добавления кислоты в жидкость.
Процесс пайки с кислотой
Как паять без паяльника? Для того чтобы правильно выполнить такую работу, которую можно использовать для обвязки проводов из меди, а также чтобы паять латунь, понадобятся источник открытого огня, металлическое жало и оловянный припой. Алгоритм действия при этом будет следующий:
- На первом этапе необходимо очистить поверхность от видимых загрязнений, старой краски и окислений. Чаще всего для этого применяется металлическая щетка, которая насаживается на дрель и при вращении срывает старые куски. Зачистить нужно оба материала, которые планируется состыковать;
- На открытом огне нагревается металлическое жало и окунается в кислотный состав. Покрываемую поверхность также нужно смазать реагентом для обезжиривания материала. Если планируется заделка отверстия, то элементы нагреваются одновременно, для чего используется газовая горелка с подачей кислорода через специальный пистолет;
- Когда поверхность достигла нужной температуры, на нее накладывается оловянный припой или проволока из меди. Затем горелкой осуществляется нагнетание одного слоя на другой путем приближения сопла к какому-либо участку. Также для этого можно использовать медный пруток, который будет оплавляться в процессе правки и создавать дополнительный слой;
- В завершении нужно убрать источник тепла и дождаться, когда покрытие остынет. Кислота обладает побочным действием: после остывания на материале образуются отложения солей, поэтому когда конструкция почернеет, нужно зачистить место стыка металлической щеткой.
Данный процесс универсален, поэтому он применим для пайки проводов разного сечения из меди или алюминия. Некоторые мастера пользуются другим методом кислотной пайки, когда спаиваемые проводники из меди окунаются в емкость с расплавленным оловом, после чего на материале образуется тонкая металлическая пленка, еще этот процесс называют лужением.
Пайка алюминия
Паять латунь и медь можно по одной технологии, но для алюминия такой подход не совсем применим, так как он быстро окисляется, что препятствует нормальному контакту припоя с поверхностью. Например, для восстановления батарей из этого материала нужно одновременно нагревать обе детали, чтобы их окисление не мешало наплавлению и формированию защитного слоя. Кислота в данном случае выступает отличным средством от жира: она растворяет его полностью и образует пленку для плавного растекания припоя.
Важно! Пайка алюминия должна проводиться в хорошо проветриваемом помещении, с искусственной вентиляцией, для удаления дыма и вредных примесей.
Пайка латуни
Как спаять латунь и медь? Для этого не подойдет обычный паяльник, работающий от тока, так как его температура не настолько велика, и конструкция будет непрочной. Наиболее приемлемым способом будет использование горелки и проволоки, которая при расплавлении заполняет отверстие или другие дефекты, образуя герметичное покрытие.
Как паять медь
Обработанный проводник
Для этого можно применять любой способ, так как этот материал не прихотлив, обладает низким коэффициентом окисления и температурным режимом плавки.
Как припаять металл разного состава? Если нужно состыковать латунный и медный элементы, то их допускается паять путем нагрева открытым огнем, для чего используются газовая горелка и пруток.
Важно! При нагревании к паяному элементу нельзя прикасаться открытыми участками тела, так как общая температура детали будет высокой, для удержания используем дистанционную струбцину или толстые перчатки.
Таким образом, прежде чем заменить паяльник на горелку и использовать перечисленные методы обработки металлов, необходимо тщательно разобраться в вопросе, как правильно паять паяльником с использованием кислоты, учесть особенности материалов и другие показатели.
Видео
Кислота Для Пайки (Как Правильно Использовать): Советы
Если использование канифоли не позволяет качественно спаять необходимые элементы между собой, потребуется прибегнуть к применению паяльной кислоты (флюса). Она способствует снятию оксидной пленки со спаиваемых деталей и отлично подготавливает их к процедуре паяния.
В качестве флюса может выступать орто фосфорная кислота H3PO4. Она применяется для лужения меди и ее сплавов – латуни и бронзы, нержавеющих, драгоценных и черных металлов, сплавов никеля, алюминия, низколегированных сталей и даже чугуна.
Реагент создает идеальные условия для взаимодействия припоя с деталями: убирает загрязнения и окислы, не допускает развития окислительного процесса и уменьшает натяжение припоя для его более свободного распространения. В результате его применения обеспечивается надежное спаивание элементов. Но не следует использовать его для компоновки плат, так как реагент является агрессивным и способствует разрушению медных дорожек.
Меры безопасности
Соединение вызывает химические ожоги, а при вдыхании его паров поражаются органы дыхания, поэтому при работе с ним необходимо соблюдать правила безопасности и использовать средства защиты: очки, резиновые перчатки, респиратор.
Процедуры следует проводить только в хорошо проветриваемых помещениях. При попадании реагента на кожу пораженный участок необходимо тщательно промыть 6 %-ным щелочным раствором или водой с мылом.
Ортофосфорная кислота: применение для пайки
Данный материал используется для очищения металлических элементов от ржавчины и для пайки вместе с другими компонентами в качестве флюса. При нагревании он образует пирофосфорную кислоту, которая обезжиривает металлические поверхности. В зависимости от типа металла рассчитывают долю кислотного соединения в составе – она может быть от 32 % до 100 %.
Если планируется паять металлические детали (радиатор, трубы, ведра, кастрюли), их поверхность тщательно зачищается наждачной бумагой или напильником. На зачищенные зоны наносится кисточкой кислотный раствор, а затем на поверхности расплавляют паяльником припой до жидкого состояния. Жидкий припой проводит облуживание зачищенных участков, а кислотный раствор при кипении выходит на поверхность.
После застывания припоя спаянные детали герметично и надежно фиксируются. Паять следует открытым огнем от газовой горелки или мощным паяльником: источник тепла подбирается в зависимости от температуры плавления припоя и площади разогреваемой поверхности. Остатки состава необходимо смыть мыльным, щелочным раствором с водой, чтобы предотвратить дальнейшее развитие коррозии. Качественно выполненная пайка будет иметь гладкую и ровную поверхность.
Как научиться правильно паять электрическим паяльником: правила работы
Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств.
Технология паяльных работ
Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали.
Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия.
Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором.
Соединение деталей методом пайки возможно при соблюдении двух условий:
- чистота места спайки;
- соблюдение температурных условий.
Чистота места спайки
Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурных условий
Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся:
- непропай;
- перегрев;
- скатывание припоя;
- химическое разрушение.
Непропай
Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки.
Перегрев
Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Скатывание припоя
Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии.
Химическое разрушение
Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника.
Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта.
Подготовительный процесс
На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале.
Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения.
Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей.
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.
Техника пайки
Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса.
При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок.
Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей.
После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии.
Типы припоев
Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами.
Температура пайки
От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность.
Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором.
Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель.
Меры безопасности
В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару.
формула приготовления с применением соляной кислоты и хлорида цинка
При проведении пайки для предварительной обработки поверхности деталей во многих случаях используют флюсы кислотного характера. Степень активности материала подбирают в зависимости от типа металла и меры его загрязнения.
В продаже есть различные средства, состав которых подобран с учетом специфики предстоящей работы. Можно сделать паяльную кислоту в домашних условиях самостоятельно.
Для этого потребуется определенные знания, элементарное умение делать химические составы и небольшая сумма денег для приобретения компонентов.
Альтернатива паяльной кислоте
Необходимо спаять стальные контакты. За паяльной кислотой идти не охото, больно далеко магазин.. Есть дома концентрированная уксусная Не подойдет? Или как нибудь аспирин задействовать в этом деле
да любая пойдет, хоть серная хоть фосфорная (только не сильно разведенная водой) — ее цель снять окислы. посмотри у мамы СОЛИТА для чистки унитазов, или санитарный(но он хуже намного), или купи сходи в хозяйственный
- Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
Аспирин не пойдет. Кислота здесь ни причем. Сталь крепко не спаять без флюса или «паяльной кислоты». На самом деле это не кислота , раствор хлористого цинка. Изготавливается так наз «травлением» : берется крепкая соляная кислота и кладется туда цинк.При этом выделяются пузырьки газа водорода / ??/ — процесс «травления».Цинк добавлют понемногу до тех пор пока не прекратится выделение газа Но полностью «протравить» кислоту ,чтоб получить чистый раствор хлористого цинка в домашних условиях трудно.Поэтому всегда в хлористом цинке присутствует небольшой процент соляной кислоты.И этот остаток кислоты, в дальнейшем может разъесть пайку,если тщательно не промыть изделие водой.
Опытные мастера – электронщики и домашние радиолюбители знают, что для качественного соединения понадобится не только паяльник, но и дополнительные аксессуары. Для пайки используется флюс и припой, последний выполнен на основе свинца и олова, зачастую предлагается в виде проволоки. Характеристики соотношения проволоки, флюса могут отличаться по параметрам, зависимым от типа изделия.
Читать также: Оборудование для производства пеллет в домашних условиях
В качестве второго компонента выступает флюс, распространенная форма применяется в виде канифоли. Она помогает качественно, быстро спаять детали медного состава, провода и другие материалы. Паяльной кислотой возможно работать с материалами латуни, никеля, нержавейки и т.д.
Применение олова для пайки
Для пайки металлов могут использоваться разные материалы, но проводить соединение элементов оловом намного проще и удобнее.
Оловом можно соединять детали из нержавейки, алюминия, меди, а также ее сплавов.
Олово расплавляют при температуре 2500, с этой целью могут применяться разные нагревательные приборы:
Паяльник – устройство с металлической рабочей частью и пластмассовой ручкой, может иметь разнообразные жала-наконечники.
Разогревается газовой горелкой.
Электрический паяльник – в комплекте имеет сменные жала различных размеров и форм. Конструкция собрана из паяльного стержня и нагревательной спирали, которая может иметь разную мощность нагрева.
ВАЖНО ЗНАТЬ: Советы по сварке алюминия электродами
Газовая горелка – переносная конструкция представляет собой емкость с ручкой и соплом для образования огня разной интенсивности.
Как правильно паять оловом нержавейку?
Для пайки элементов из нержавейки рекомендуется применять активную паяльную кислоту, например, хлорид цинка или ортофосфорную.
Флюс наносится на поверхность нержавейки прямо перед началом пайки. Расплавленным оловом облуживают наконечник паяльника и начинают хорошо прогревать поверхность нержавейки.
Процедуру повторяют до тех пор, пока покрытие не станет равномерным. В процессе пайки можно использовать канифоль, которая позволит сделать поверхность гладкой, путем удаления с припоя окиси.
Видео:
После того как пайка нержавейки завершена, изделие отмывают от остатков кислоты мыльной водой. Излишки канифоли легко удаляются в холодной воде.
Здесь стоит отметить, что качественно выполненная пайка будет иметь равномерную и гладкую поверхность.
Как правильно паять оловом алюминий?
Прежде чем паять алюминий, проводят зачистку поверхности с помощью наждачной шкурки, затем рабочую область обезжиривают органическим растворителем.
Для спаивания алюминия понадобиться паяльник с мощность 100 Вт, а также припой из олова – 95% и висмута – 5%. В качестве флюса можно применить стеариновую кислоту.
Так как изделия из алюминия плохо поддаются пайке по причине быстрого образования оксидного слоя после зачистки, необходимо соединяемую поверхность залить горячей канифолью.
Видео:
Затем жалом паяльника берут припой и переносят его на рабочую часть, обработанную канифолью.
Выполнив, таким образом, лужение алюминия, спаивать поверхность станет легче, к ней при необходимости можно будет припаять даже провода меди.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.
Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Пайка в домашних условиях
Одним из старейших и достаточно простых способов надёжного соединения металлических деталей является так называемая пайка, используемая при изготовлении какой-либо продукции с помощью поверхностной диффузии, а также при расплавлении посреднического металла.
Широкое распространение этот способ получает, как правило, в случае необходимости ремонта технических устройств, предметов хозяйственного обихода. Электро- и радиотехника является наиболее распространённой сферой применения пайки.Положительные моменты пайки заключаются в их простоте и всеобщей доступности, несложности ремонта, демонтажа, а также водоустойчивости.
Отрицательными сторонами пайки выступает относительно невысокая прочность пайки, невозможность применения к некоторым металлам, относительная нетерпимость к холоду и теплу (от -25 до +200 градусов).
Виды припоев для пайки
Для пайки, как правило, используется так называемый припой — легкоплавкий сплав из металла. Центральной разновидностью припоя выступает оловянно-свинцовый сплав.
С учетом наличия определённого элемента припои подразделяются по различным температурам плавления, а в последующем это обстоятельство определяет преимущественную сферу их применения. Обширное распространение получили припои с температурой около 200 градусов.
Как правило, на верхней части деталей, которые спаиваются, используется флюс, разрушающий окислы. Эффективность пайки без использования флюса равна нулю. Характерной особенностью флюса выступает то, что для пайки определённых металлов используются различные его модификации.
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения. Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор. Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь. Все действия производятся на проветриваемом месте.
Читать также: Трубогиб арбалетный для медных труб
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления.
Олеиновая кислота Б-115
Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения.
Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы.
Пайка ортофосфорной кислотой
Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия.
Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования.
Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием.
Возможно использовать подручные средства, достаточно растереть таблетку аспирина или другой препарат, содержащий салициловую кислоту. Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Ортофосфорная кислота
Еще одной разновидностью средства для пайки является ортофосфорная кислота. Она имеет формулу h4PO4. Она применяется для сплавки хрома и никеля. Однако ее используют не в чистом виде. В составе раствора кислота занимает всего 32%. Еще 6% отводится канифоли.
Иногда ортофосфорная паяльная кислота, состав которой разводится с хлористым цинком, может иметь массовое содержание последнего от 50% до 0,005%. Массовая доля нерастворимого остатка составляет 0,001%, а аммиака – не более 0,5%. Максимальный уровень рН для такого раствора составляет 2,9%.
При обычных условиях вещество выглядит как бесцветные кристаллы, имеющие гигроскопические характеристики. Оно хорошо растворяется в воде. Поэтому при случайном попадании ее в глаза следует промывать слизистые в течение 10 минут проточной водой.
Преимущества кислоты
Каждый состав имеет определенные преимущества, паяльные аксессуары не исключение.
Пайка алюминия кислотой
Основные положительные стороны:
- Удобство процесса, пайка позволяет обработать контакт в труднодоступном месте, за счет свойств текучести.
- Повышенная агрессивность позволяет разрушать оксидные пленки, отложения ржавчины. Обычно оксидные пленки не видны глазу, поэтому соединение обрабатывается обязательным порядком.
- О последующем образовании оксидной пленки можно не беспокоится, паяльная кислота противодействует этому, даже механических воздействиях.
- Разнообразие металлов, с которыми возможно производить действия, позволяет использовать раствор при каждой работе.
Общие сведения о кислоте
При выборе паяльного флюса, качество состава должно быть в приоритете независимо от вида выполняемых работ. Как правило, раствор состоит непосредственно из самого вещества и того растворителя, в котором оно развалено. Это обусловлено тем, что использование 100% концентрата не всегда является допустимым, поскольку кислотный раствор является довольно агрессивной средой и может испортить материал, на который он наносится.
Особенно это относится к радиосхемам, поскольку элементы мелких контактов и прилегающих ведущих частей могут повредиться и раствориться. В связи с этим для пайки подобных устройств специалисты пользуются сосновой канифолью.
Кроме порчи мелких деталей, негативное воздействие паяльная кислота может оказывать на здоровье человека. В основном раствор поставляется в небольших емкостях, объемом от 10 до 20 мл. Для редких работ такого объема будет достаточно. Приобретать большие объемы вещества для периодической пайки не стоит, так как без своевременного использования может закончится срок его действия. Для промышленных масштабов целесообразно применение объемных емкостей. Однако, независимо от количества используемого вещества, важно обеспечить правильное хранение при заданной температуре, чтобы избежать его порчу раньше, чем истечет срок действия.
Благодаря агрессивной среде вещества устраняются оксидные пленки и прочие виды налета, образующиеся на металлической поверхности. Определенные разновидности флюса могут использоваться в качестве раствора для очистки материала от ржавчины. Раствор, попавший на металлическую поверхность, воздействует на все вещества, которые там присутствуют. Так происходит разрушение окисей. В процессе очистки образовывается защитный слой, который предотвращает металл от последующего появления оксидной пленки. Процесс правильного производства выполняется с учетом ГОСТа 23178-78.
Недостатки
Кроме положительных сторон, имеются и некоторые недостатки, способные ограничить использование химического элемента:
- Категорически запрещается использовать кислоты при работе с радиосхемами, мелкой электроникой. Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов.
- Срок хранения занижен, по причинам летучести газов, поэтому приобрести с запасом данные флюсы не получится. К условиям хранения также поставлены требования, не соблюдение которых может привести к порче материала;
- Состав вреден для человека при вдыхании, попадании на кожу. Рекомендуется использовать средства индивидуальной защиты при массовых работах, пайку производить в хорошо проветриваемом помещении.
Читать также: Можно ли подключить видеокамеру к компьютеру
Состав и физико-химические свойства
Ортофосфорная кислота имеет формулу Н3РО4, которая состоит из самого фосфора и диэтиламида. Пропорции могут быть различными от требуемой концентрации, в большинстве случаев используется соотношение 1 к 4. Существует разновидность кислоты с примесями цинка соотношениями 1 к 2 частям раствора.
Формула ортофосфорной кислоты
Основные свойства материала подразумевают агрессивность. Активное взаимодействие происходит с любым материалом, этот факт требует бережного отношения к соединениям. Во время работы необходимо придерживаться особых правил, т.к. может произойти положительный либо отрицательный вариант. Жидкая форма позволяет проникать составу в труднодоступные места, достигать высокой прочности спаивания. Основными видами паяльной кислоты являются растворы, так как 100% концентрация не позволит производить работы с большинством металлов.
Что можно использовать вместо кислоты для пайки?
[Кислота для проведения пайки необходима], если применение канифоли не позволяет качественно спаять между собой нужные элементы.
Использование паяльной кислоты для пайки способствует снятию оксидного пленочного слоя со спаиваемых поверхностей и дает возможность надлежаще подготовить их к соединению.
Особенности выбора
Подбор состава паяльной кислоты происходит в соответствие с рабочей поверхностью материала. Основным критерием должно быть качество раствора, т.к. неправильную концентрацию всегда можно понизить ее в домашних условиях. Не допустимо к применению составов с наличием осадка или помутнения емкости.
Важно помнить, что жидкие флюсы, одни из немногих паяльных принадлежностей, имеющих срок годности, на который необходимо обращать внимание перед применением.
Сложный выбор всегда не дает покоя при покупке. Составы разные, на рынке существует большое количество производителей. Необходимо определить, какой тип работ будет производиться, для этого изучается предназначение состава паяльной кислоты. Ортофосфорные составы наиболее распространены, хорошо борются с окислами и не столь агрессивны. Соляная более универсальна, т.к. применяется к множеству металлов. Серная наиболее активный вариант, используется при пайке толстых изделий.
Изготовление своими руками
При наличии некоторых знаний и подручных материалов, возможно изготовить паяльную кислоту в домашних условиях. Набор ингредиентов не велик, их можно приобрести в хозяйственном магазине:
- соляная кислота в чистом виде;
- кусковой цинк, который реализуется отделом химических реактивов, если не представляется возможности приобрести, аккуратно раскрывается пальчиковая батарея;
- емкость из стекла или керамического материала.
Паяльная кислота изготавливается своими руками определенной последовательностью. Необходимо заполнить емкость кусками цинка, затем заполнить соляным раствором. Действия производятся в хорошо проветриваемом помещении, при попадании раствора на кожу, необходимо сразу же промыть проточной водой. После, изготовления масса, переливается в герметичную емкость для правильного хранения.
Зачем нужен кислотный флюс
К металлам относятся вещества большой активности. Многие из них легко и быстро окисляются в присутствии воздуха. Образующиеся оксиды под действием атмосферной влаги превращаются в гидроксиды.
Смесь продуктов окисления хорошо заметна на железных изделиях после хранения на воздухе. Называется она ржавчиной. Другие металлы также покрываются оксидным слоем, который не позволяет ничего припаять к изделию.
Справиться с проблемой помогают кислотные флюсы, самым простым их которых является паяльная кислота. Под этим названием собраны несколько разных однокомпонентных или сложных составов, многие из которых можно приготовить своими руками.
Меры предосторожности
Агрессивные свойства требуют особого подхода к технике безопасности. Хранение производится заводской упаковкой, огражденном месте от прямых солнечных лучей.
Производить работы лучше при хорошем проветривании, используя необходимые средства защиты.
Кожные покровы на агрессивные вещества реагируют отрицательно. При попадании на руки, необходимо сразу промыть водой, хозяйственным мылом. Вдыхание может привести к раздражению ротовой полости, а при попадании в глаза необходимо обратится за помощью к специалистам.
Особенности пайки металлов
Для качественного соединения важно придерживаться определенных инструкций, работа отличается от спаивания обычным припоем.
Паяльная кислота используется во многих случаях, перед работами важно следовать шагам:
- Грубые загрязнения, окисления металла очищаются наждачной бумагой или напильником.
- Аккуратно наносится флюс с помощью кисточки или специального дозатора, раствор находится в жидком состоянии, поэтому легко растекается по поверхности.
- Лужение происходит с нанесением припоя, изделия скрепляются между собой.
После окончания процесса необходимо удалить остатки раствора. Сделать это можно обычной мыльной водой или раствором соды.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как использовать флюс для припоя
Пайка — это процесс создания соединения между двумя металлами с использованием другого расплавленного металла. И обычно он используется для создания соединений в различных электронных компонентах. Когда тот же процесс применяется к большим металлическим конструкциям, он известен как сварка.
В этой статье мы поговорим о различных материалах припоя и о том, как правильно паять.
Что такое флюс для пайкиУдаление оксидов металлов с поверхностей имеет важное значение для получения хороших паяных соединений.Флюс для припоя — это чистящее средство, используемое до или во время пайки для избавления от оксидов металлов.
Флюс для припоя состоит из основного материала и активатора. Активатор — это вещество, которое лучше смачивает поверхность металла, удаляя оксиды. Флюс также содержит другие добавки, ускоряющие процесс пайки и препятствующие коррозии. Различные методы нанесения флюса — это флюсовая ручка или проволока с флюсовым сердечником.
Выбор подходящего оборудования 1. Используйте канифольный флюс для электрической пайкиИспользование коррозионного флюса для удаления оксида металла окажется смертельной ошибкой для тонких и хрупких проводов.Вы также можете замкнуть цепь и тем самым испортить вашу работу. Чтобы предотвратить это, используйте флюс на основе канифоли.
2. Выбирайте кислотный флюс при пайке трубМенее агрессивного флюса на канифольной основе для очистки труб недостаточно. Тип флюса, который вам сейчас больше всего подходит, — это кислотный флюс. Кислотный или луженый флюс гораздо более агрессивен. Это поможет вам удалить большие участки окисленной металлической поверхности и обеспечит более прочную поверхность для пайки.
3. Используйте свинцовый припой при работе с электроникойПрипой с выводами — хороший выбор для хрупких электронных деталей. Низкая температура плавления способствует легкой пайке. Те, которые являются твердыми и не имеют канифольного ядра, окисляются немного больше, в то время как другие с канифольным ядром могут помочь в дополнительном покрытии флюсом.
4. Для спайки труб используйте посеребренный припой.Свинцовый припой нельзя использовать для водопроводных труб, так как он токсичен. Лучше всего для этого подходят серебряные припои.Бессвинцовые припои слабые и не могут создавать хороших соединений.
5. Включите паяльник и очищайте его во время работы с электроникой.Нагрейте паяльник и протрите поверхность влажной губкой. Губка не должна быть сухой, так как она может обгореть. Прикосновение к нагретому утюгу может вызвать ожоги второй или третьей степени. Нанесите небольшое количество припоя, чтобы предотвратить дальнейшее окисление. Это называется лужением.
6. При пайке труб выберите паяльную лампуПри пайке труб вы можете выбрать кислородно-ацетиленовую горелку или пропановую горелку.Для правильной пайки отрегулируйте длину синего пламени примерно на 5 см. Теперь подержите пик пламени возле труб. Чтобы установить нужное количество тепла, нужна практика. Если флюс припоя начинает выступать, это указывает на то, что вы прикладываете слишком много тепла.
Пайка 1. Скрутите или поверните вместе оголенные концы проводов.В случае пайки проводов сначала обнажите достаточное количество проволоки, удалив изоляционный материал.Теперь скрутите два конца проволоки внахлест друг с другом. Следите за тем, чтобы не было острых концов. Вы также можете отделить каждую тонкую проволоку и сплести их, чтобы получилась сетка для более прочного соединения.
2. Нанесите на провода паяльный флюс.Пришло время нанести флюс для припоя. Используя кисть или палец, нанесите большое количество припоя на стык и закройте его. Достаточно спайки области внахлест, чтобы получился токопроводящий стык. Вы можете попросить кого-нибудь соединить все эти провода вместе, пока вы паяете, или можете купить зажим.
3. Наденьте паяльник на сторону проводов, чтобы расплавить флюс.Твердый флюс необходимо расплавить, чтобы он равномерно распределился. Прикоснитесь к проводу уже горячим паяльником, чтобы нагреть сечение. Через несколько секунд припой расплавится.
4. Вдавите припой в провода, чтобы соединить их вместе.Необходимый шаг — расплавить припой для создания соединения. Когда вы прикасаетесь к утюгу, проволока достаточно горячая.Коснитесь паяльной проволокой другой стороны провода. Он расплавится и осядет на плетеной проволоке.
Для безопасности, а также для правильной пайки держите провод на расстоянии около 12 см от кончика провода. Переместите провод к оголенным участкам и сделайте то же самое, чтобы окончательно покрыть все поверхности.
5. Дайте припою остыть и затвердеть.Теперь просто подождите несколько секунд, чтобы дать ему остыть. К этому времени расплавленный металл затвердеет и создаст хорошее соединение.
Паяльные трубки с припоем 1.Очистите конкретную область, которую вы будете паятьПеред пайкой труб необходимо очистить грязь. Для удаления грязи используйте наждачную бумагу или стальную вату. Длина очищаемого участка не может увеличиваться на 2 дюйма.
2. Нанесите флюс на внешнюю поверхность ваших труб.Нанесите флюс на внешнюю часть трубы с помощью кисти. Следите за тем, чтобы покрытие было однородным, и старайтесь избегать образования комков флюса возле углов. Флюс для лужения может удерживать трубы вместе, но стоит дороже.Кислотный флюс может сделать свою работу, но вызывает коррозию хрупких труб. Если вы запутались, обратитесь за советом.
3. Соедините трубы и фитингиУдерживая две трубы подальше от рабочего пространства, прижмите их друг к другу для соединения. Удалите излишки флюса щеткой. Попытка работать со всем разделом вместе может быть трудной. Работайте сегментами, чтобы паять эффективно.
4. Нагрейте гнездовой разъем с помощью паяльника или паяльной лампы.Удерживайте паяльную лампу, чтобы нагреть охватывающую трубку.Теперь поднесите паяльник к стыку, чтобы расплавить и нанести его. Флюс может начать пузыриться, но не волнуйтесь.
5. Прижмите припой к параллельной стороне трубыТеперь прижмите два конца вместе, чтобы закрепить соединение. Оттянув резак, быстро проведите утюгом по стыку, чтобы запечатать любое пространство. Если припой образует валики, отойдите от этой области. Скорее всего, вы подожгли флюс для этого региона.
6. Осмотрите соединения и убедитесь, что они правильно спаяны.После того, как трубы немного остынут, поищите пустые места или области скопления потока. Используйте паяльную лампу, чтобы расплавить застывший флюс, или используйте паяльник, чтобы заделать пустоты.
Применение различных типов флюсовДоступны паяльные флюсы различного состава, но не все они подходят для различных типов пайки. Для различных методов пайки применяются следующие флюсы:
- Селективная пайка — Паяльный флюс, используемый в этом методе, предназначен для определения состава жидкости.Флюс распыляется на поверхность, подлежащую пайке. Другой подход — использовать капельно-струйный процесс. Последний более точен и поэтому предпочтительнее.
- Solder Reflow — Состав для этого метода представляет собой липкий флюс, смешанный с небольшими шариками металлического припоя. Эта паста удерживает детали, которые нужно припаять, на месте, пока жар в духовке не заставит их оплавиться. Флюс служит двойной цели. Металлическая поверхность очищается, а паста закрывает воздушные зазоры, предотвращая окисление.
- Пайка волной — Флюс распыляется на плату перед пайкой. Следовательно, флюс содержит больше растворителей, чем любой другой паяльный флюс. Доска очищается от окисления. Если в паяемой плате используется менее коррозионный флюс, необходимо провести дополнительную очистку.
Очищающий флюс хорош для удаления оксидного покрытия, но после этого его необходимо очистить. Это связано с тем, что коррозионный флюс продолжает повреждать плату, если ее не удалить.Флюсы разных типов нужно очищать по-разному.
- Водорастворимый — Деионизированной воды и простых моющих средств достаточно для очистки водорастворимых флюсов для припоя.
- Канифоль на основе — Для удаления этих типов флюсов обычно используются специальные химические вещества.
- No Clean — Этот тип флюса требует очистки только для косметического вида. Если оставить его как есть, он не причинит вреда цепи или плате.
Чтобы сформировать хорошее металлургическое соединение, очень важно выбрать хороший флюс.Для электронных работ лучше всего подойдет свинцовый припой с канифольными стержнями. Он лучше подходит для деликатных проводов, так как плавится при низких температурах, а также покрывает тонкий слой канифоли.
Канифольный флюс изготавливается из соснового червя. Он отлично растекается в горячем состоянии и быстрее удаляет оксиды. Одним из недостатков является то, что он быстрее затвердевает, и, следовательно, для его очистки требуется спирт.
Водорастворимый флюс более мощный, чем канифольный. Их также легко чистить, и они обладают лучшими характеристиками. Следует избегать флюсов неорганической кислоты.Бессвинцовый припой не может обеспечить прочное соединение.
Как подготовить паяльную машину? Полное руководство по пайке проволоки с флюсомПроцесс пайки с флюсом кажется простым при соблюдении соответствующих шагов.
- Сначала убедитесь, что поверхности чистые.
- Удалите достаточное количество изоляционного материала, чтобы оголить проводящий провод.
- Переплетите эти провода, чтобы создать временное, но правильное соединение.
- При нагревании паяльника прижмите его сбоку к поверхности провода. Предварительно нанесите флюс. Теперь тепло постепенно распространяется по площади и растапливает флюс.
- Подождите несколько минут, чтобы шов затвердел.
Этот процесс предназначен для любителей, так как слабый флюсовый стык быстро отваливается. По этой причине необходимо применение припоя.
Наконечники для пайки электроники флюсом- Предварительно нанесите большое количество флюса на плату.
- Плотный состав всегда предпочтительнее жидкого при ручной пайке.
- Избегайте использования неочищаемого паяльного флюса в качестве растворителей, он не может их удалить.
- Не допускайте попадания растворителя и воды, используемых для очистки флюса, в проводящее тело. В этом случае удалите остатки флюса свежим растворителем.
- Предварительная подготовка деионизированной воды для очистки остатков — разумный выбор.
На этом мы подошли к концу подробного обзора методов пайки и наиболее подходящего варианта для пайки.Всегда не забывайте надевать защитное снаряжение, чтобы предотвратить несчастные случаи.
Что такое пайка кислотным сердечником и для чего она используется?
Когда вам нужно соединить металлические части вместе, наиболее распространенным методом является их спайка. Пайка — это метод плавления определенных металлов. Если вы не знакомы с процессом, вы окажетесь в нужном месте, чтобы узнать, что такое пайка кислотным сердечником, основы того, как это делается и для чего она используется. Mayer Alloys объясняет, что пайка — это метод соединения металла полупостоянной связью.Эта связь прочно скрепляет металлы. Он предполагает использование металла с более низкой температурой плавления. Когда припой плавится под действием тепла, он плавит другие металлы и создает связь, удерживающую их вместе. При этом используется либо паяльник, либо паяльник. Расплавленный припой течет в стыки и открытые пространства других металлов, чтобы заделать зазоры. Кислотный припой сердечника содержит металлы с низкой температурой плавления, а также химические вещества, которые помогают достичь процесса соединения. Canfield Metals объясняет, что припой с кислотным сердечником — это неорганический и очень активный флюс.Этот тип припоя используется для пайки общего назначения. Он используется, когда требуется быстрая пайка всех распространенных металлов, кроме марганца и алюминия. Кислотный припой сердечника — это метод, используемый при соединении металлов с чрезмерным окислением. Важно отметить, что припой с кислотным сердечником обычно не используется ни для каких электронных устройств из-за коррозионных свойств остатков, которые он оставляет.
Для чего используется пайка кислотным сердечником?
Кислотную пайку сердечника можно использовать в различных целях.Его обычно используют слесари, котельные, электрики и сантехники для прочного соединения металлов. Кислотный сердечник часто используется для металлов, которые трудно соединить друг с другом, потому что химические вещества / кислота в этом типе припоя однозначно очищают от окисления металлы, которые требуют соединения для создания прочного соединения. К числу эффективных применений припоя с кислотным сердечником относятся гальванизированный металл и другие типы металлов, которые имеют схожий молекулярный состав. По данным Macomber Group, наиболее практичными применениями кислотного припоя для сердечников являются ремонт оцинкованных желобов, соединение деталей из листового металла, заполнение металлических швов и выполнение общего ремонта оцинкованного металла.Он обычно используется для производственных проектов, таких как восстановление старых автомобилей и аналогичных приложений.
Преимущества кислотной пайки сердечников
Хункер объясняет, что пайка — это удобный способ соединения металлов при умеренно низком нагреве. Это один из самых популярных методов, поскольку он не требует такого большого количества оборудования, как сварка. Это может сделать практически любой человек, достаточно взрослый, чтобы использовать надлежащие меры безопасности. Чтобы научиться успешно паять, не требуется много обучения.Многие люди предпочитают кислотную пайку сердечника традиционной сварке. Это из-за фактора удобства, особенно для небольших проектов.
Рекомендации при пайке
При использовании кислотного припоя для сердечников рекомендуется удалить все возможные загрязнения. При работе с сильно окисленными, ржавыми или грязными металлами их необходимо сначала очистить, чтобы припой надежно закрепился. Загрязнение может помешать хорошему сцеплению. Техники обычно очищают участок или даже шлифуют его.Для подготовки поверхности к склеиванию часто добавляют отдельный слой флюса. Также стоит отметить, что на паяльнике может образоваться слой окисления. Рекомендуется частая чистка паяльника в процессе пайки стальной ватой и чистящими средствами, когда паяльник остынет. Это помогает предотвратить любое загрязнение паяльных соединений.
Основы безопасности при пайке с кислотным сердечником
Согласно Maker Spaces, при работе с кислотной пайкой сердечника следует помнить о нескольких вещах.Во-первых, безопасность. Проволока с кислотным сердечником, которая используется для соединения, действительно содержит потенциально вредные химические вещества. Когда проволока нагревается, из нее образуется дым, который следует избегать попадания в глаза и не вдыхать пары. Вы всегда должны работать в хорошо проветриваемом помещении, чтобы пары уходили от вас. Они опасны для глаз и легких. Вы также можете использовать вытяжку, которая отводит пары от вас. Кроме того, убедитесь, что пары не достигают других жилых помещений дома или гаража, чтобы не причинить вред окружающим.
Также надевайте защитные очки, чтобы не допустить попадания брызг горячего припоя в глаза. После работы с припоем следует хорошо вымыть руки. Помните, что он действительно содержит потенциально вредные химические вещества, вызывающие коррозию, и важно удалить все следы с рук, чтобы избежать перекрестного загрязнения свинцом и коррозионными химическими веществами. Подставка для паяльника является важным аксессуаром, поскольку паяльники могут нагреваться до 800 градусов по Фаренгейту, и важно иметь безопасное и надежное место для установки паяльника, когда вы не используете его напрямую.Известно, что паяльники вызывают сильные ожоги. Подставка для паяльника, размещенная в надежном месте, может помочь предотвратить серьезные травмы.
Всегда полезно иметь все необходимые для пайки расходные материалы в порядке. Сюда входит набор подходящих насадок, если у вас есть сменный пистолет. Также рекомендуется использовать губки для защиты кончика паяльника от загрязнений и окисления. Влажная губка может понизить температуру наконечника при протирании.Вы также можете использовать латунную губку для удаления стойких отложений окисления.
Заключительные мысли
Кислотная пайка сердечника — это метод, который чаще всего используется для металлов, которые трудно соединить, таких как оцинкованные или сильно окисленные металлы. Это быстрее, дешевле и удобнее, чем традиционная сварка. Если все сделано правильно, кислотная пайка может создать прочные полупостоянные связи. Это эффективный метод для различных металлических проектов / ремонтов.
|
Плюсы и минусы обоих — Welding Mastermind
Пайка — это обычная форма ремонта для всех типов проектов.Расплавив припой, вы можете использовать его для соединения двух других металлических проводов или труб. Припой обеспечивает прочную связь между различными задействованными компонентами, поэтому люди предпочитают его. Однако бывает сложно понять, какой припой использовать.
Припой как кислотный сердечник, так и канифольный припой сердечника имеют определенные преимущества и недостатки в зависимости от компонентов проекта.
| Кислотное ядро | Канифольное ядро | ||
| Лучшее для сантехнических проектов | Некоррозионное | ||
| Склеивает металлические трубы и листы | Лучше всего для печатных плат | остаток | Не оставляет следов |
Обычно люди используют пайку для ремонта компонентов сантехники или печатных плат.Очень важно выбрать правильный тип припоя для вашего конкретного проекта. В этой статье будут рассмотрены различия между кислотным припоем сердечника и канифольным припоем сердечника, когда целесообразно использовать один или другой, а также преимущества и недостатки каждого из них.
Припой с кислотным сердечником
Припой с кислотным сердечником обычно продается в виде металлической проволоки с полым сердечником, заполненной флюсом, изготовленным из кислоты. Профессионалы часто используют флюс для припоя, чтобы свести к минимуму коррозию и ржавчину, через которые проходят металлы после процесса склеивания.Использование сердечника из флюса позволяет паяльному соединению оставаться прочным.
Кислотный припой с сердечником Использование флюса полезно для сохранения прочной связи после процесса пайки. Тем не менее, остатки флюса необходимо удалить сразу после завершения пайки компонентов. Вы можете протереть его влажной тканью, когда металл остынет достаточно, чтобы вы могли безопасно протереть его, не нарушая соединения между компонентами.
Этот тип припоя обычно используется в сантехнических проектах, хотя люди также используют его для соединения металлических листов.В зависимости от того, для какого проекта вы планируете его использовать, металл, окружающий сердечник флюса, может быть сделан из серебра, олова или свинца. Каждый тип материала лучше всего работает в определенных ситуациях, но центр остается неизменным.
Включая флюс в паяльный материал, вы можете сэкономить деньги и энергию, поскольку вам не нужно покупать и применять отдельный флюс для вашего проекта. Когда припой плавится и начинает течь в пространство между компонентами, вместе с ним течет флюс, чтобы обеспечить равномерное нанесение флюса и припоя в ваш проект.
| Плюсы | Минусы |
| Подходит для стали и других металлов | Остатки флюса необходимо удалить после пайки. |
| Лучше всего для сантехники | Не следует использовать для печатных плат |
| Отлично подходит для склеивания металлических труб или листов | Не может использоваться с алюминием |
Плюсы
Прочность кислотного ядра флюс способствует увеличению прочности склеивания.Из-за интенсивного кислотного флюса сердечника этот тип припоя можно использовать практически на любом металле. Универсальность флюса с кислотным сердечником выгодна, если вы хотите использовать одну и ту же катушку с припоем для различных проектов по дому или если вы профессиональный подрядчик или сантехник.
Помимо водопровода, припой с кислотным сердечником могут использовать слесари, производители автомобилей, аэрокосмические инженеры и практически все, что связано с металлом, который необходимо соединить. Агрессивные очищающие свойства кислотного припоя сердечника позволяют создавать водонепроницаемые соединения при пайке водопроводных труб.
Флюс для кислотного сердечника может растворять даже самые сильные окисления и смазки, которые могут накапливаться на ваших трубах или металлических листах. Профессиональным сантехникам и подрядчикам нравится использовать кислотный флюс для сердечников из-за прочности, которую он придает соединенным компонентам, и из-за того, насколько долговечным будет припой.
Флюс с кислотным сердечником также может быть полезен при пайке труб малого диаметра. Тщательно протравив и очистив поверхности перед их соединением, вы можете быть уверены, что не потеряете диаметр трубы при ее соединении.Таким образом, вы можете предотвратить засорение и другие проблемы с потоком, которые могут возникнуть после завершения пайки.
Минусы
Кислотный сердечник вызывает коррозию и оставляет после процесса пайки некоторые остатки. Оставшийся флюс может привести к ржавлению и снижению прочности соединения, и его необходимо удалить после завершения процесса соединения. Вы можете очистить его влажной тканью, когда трубы достаточно остынут, чтобы их можно было касаться.
Воды должно быть достаточно, чтобы смыть любые остатки, если вода горячая.Остающиеся после пайки активные соединения должны быть водорастворимыми. Немного подмыв, возможно, с использованием мыла, если остатки стойкие, вы можете избавиться от них, но это может быть чем-то вроде хлопот, ожидающих, пока металл остынет.
Особенно не следует использовать кислотный припой для сердечников в проектах, связанных с деликатными проводами, поскольку после этого будет невозможно удалить остатки, а также потому, что резкая кислота может повредить соответствующие провода даже после завершения процесса пайки.Вы же не хотите, чтобы вся ваша тяжелая паяльная работа была потрачена впустую.
Единственный металл, с которым категорически нельзя использовать кислотный припой, — это алюминий. Алюминий — хрупкий металл, и коррозионная природа кислотного флюса сожжет металл и сделает его непригодным для использования. Для алюминиевых компонентов вам понадобится более щадящий припой, например, канифольный припой.
Канифольный припой с сердечником
Канифольный припой с сердечником очень похож на припой с кислотным сердечником, поскольку он сделан из полой проволоки с флюсом внутри.Металлы, покрывающие флюс, аналогичны тем, которые используются с кислотным припоем сердечника. Существенное отличие состоит в том, что флюс не оставляет такого же остатка на канифольном ядре, как на кислотном ядре.
Канифольный припой сердечника — это канифоль, полученная из смолы сосны и перегоняемая в флюс, который используется для усиления связи между металлами. Флюс по-прежнему достаточно мощный, чтобы удалять оксиды и другие смазки, которые могут накапливаться в электрической цепи, не повреждая при этом крошечные чувствительные провода, которые были припаяны.
Некоторые типы припоев из смолы для сердечников оставляют после себя немного остатков, потому что активные компоненты в этих типах несколько более существенны и удаляют больше песка и грязи, которые могут попасть между двумя стыками, припаиваемыми вместе. Однако такое коррозионное качество делает эти канифоли менее привлекательными для многих клиентов.
Канифольный припой сердечника имеет более мягкий тип флюса, чем кислотный припой сердечника, что означает, что канифольный припой сердечника можно использовать для хрупких и хрупких металлов, таких как алюминий.Вам не придется беспокоиться о том, что канифольный флюс повредит металлы, на которых вы его используете, или что компоненты вашего проекта будут ограничены более жесткими металлами.
| Плюсы | Минусы |
| Отсутствие остатков флюса (в зависимости от используемого типа) | Работает только для меди и латуни. |
| Лучше всего подходит для печатных плат | При нагревании образует токсичный дым |
| Некоррозионный | Нагревание занимает больше времени |
Плюсы
Тот факт, что канифольный флюс не оставляет после себя остатки, которые необходимо очистить, делают его привлекательным для людей, которые используют его для подключения небольших электрических проводов.Крошечные провода на печатной плате невозможно будет должным образом очистить, поэтому флюс с кислотным сердечником не будет подходящим типом припоя для очень небольшого проекта.
Как и в случае с кислотным припоем сердечника, простота использования припоя с флюсом в центре значительно перевешивает любые недостатки. Вы можете сэкономить время, используя флюс при пайке и энергии, поскольку вам совсем не нужно будет чистить его после этого. Экономия времени и энергии, необходимых для очистки после пайки, является большим удобством для людей, которые хотят быстро завершить проект.
Есть три типа канифольных стержней на выбор в вашем припое:
- Канифоль
- Канифоль умеренно активированная
- Канифоль активированная
Мягко активированная канифоль является более мощным очистителем от окисления. Тем не менее, у него есть серьезный недостаток в виде небольшого остатка, оставшегося после процесса пайки. Активированная канифоль — самый мощный из предложенных вариантов, но после завершения она оставляет после себя большую часть остатков, помогая процессу пайки.
Большинство людей выбирают канифольный припой для сердечника специально, чтобы избежать необходимости убирать любые остатки. Таким образом, умеренно активированная канифоль и активированная канифоль не пользуются таким преимуществом, как обычная канифоль. Большинство людей предпочитают использовать обычную канифоль для пайки крошечных электрических проводов на печатных платах, которые нелегко чистить из-за их размера.
Минусы
Из-за того, что канифольный припой сердечника не вызывает коррозии, он может работать только с компонентами, изготовленными из меди или латуни.Этот ограничивающий фактор означает, что количество проектов, в которых вы можете использовать флюс для канифольного сердечника, невелико, и одной катушки может быть больше, чем вам когда-либо понадобится, если вы не часто работаете с медными и латунными компонентами.
Канифольный припой сердцевины выделяет невыносимый запах, который также может быть токсичным для людей при нагревании — учитывая, что большинство людей склоняются над своей работой и внимательно ее рассматривают, что мешает носу и рту испарениям от нагретого воздуха. канифоль. Ношение защитного снаряжения на лице может уменьшить воздействие паров.
Хотя это и не смертельно, пары часто вызывают у людей кашель, боль в горле или другие затруднения дыхания после длительного воздействия паров нагретого припоя канифоли. Кроме того, если припой содержит какие-либо свинцовые добавки, при нагревании свинец также выделяет пары, которые могут попасть в легкие и вызвать их раздражение.
При пайке всегда следует использовать защитное оборудование, но при использовании канифольного припоя для сердечника особенно важно обеспечить достаточную вентиляцию пространства и надеть лицевую защиту для глаз, носа и рта.Кроме того, у некоторых людей аллергия на канифоль, и любое воздействие может привести к серьезным симптомам, таким как респираторный дистресс.
Содержит ли канифольный припой с сердечником свинец?
Это зависит от марки припоя, который вы покупаете. Если производитель не указал на упаковке, что он не содержит свинца, следует исходить из предположения, что канифольный припой сердечника действительно содержит небольшое количество свинца. В большинстве случаев недостаточно быть вредным, но если вы паяете водопроводные трубы для питьевой воды, вы должны выбрать бессвинцовый.
Однако, если вы планируете паять металлические листы или другие трубы, которые не будут транспортировать воду, которую кто-то будет глотать, свинец — удобный металл, который помогает припою образовывать прочную связь, но при этом имеет достаточно низкую температуру плавления, чтобы не требует много дополнительного времени на процесс пайки.
Назначение сердечников из флюса
Несмотря на то, что существует паяльный материал без кислотного сердечника или канифольного сердечника, многие энтузиасты пайки предпочитают использовать паяльный материал, содержащий флюс, очищающий растворитель, который останавливает окисление металлов и обеспечивает надежную защиту металлов. прочная связь между металлами, соединенными в процессе пайки.
Хотя флюс может быть изготовлен из множества различных материалов, те, которые используются в флюсе для кислотных сердечников и канифольных сердечников, весьма популярны. Тот факт, что паящики могут сэкономить время, деньги и энергию, используя припой с флюсом внутри, делает его еще более привлекательным. Обычно флюс наносится кистью до начала пайки.
На протяжении всей истории флюс иногда изготавливали из древесного угля, буры и извести, а также из многих других веществ, которые предотвращают развитие ржавчины, а также растворяют ранее существовавшую сажу и грязь.Флюс также помогает смачиванию, способности расплавленной жидкости оставаться на связи с твердыми предметами и не стекать по бокам.
Флюс использовался на протяжении всей истории пайки, чтобы избавиться от песка, стоящего на пути между двумя соединяемыми металлическими компонентами. Кроме того, флюс может передавать тепло между жидким припоем и твердыми металлическими соединениями, чтобы сделать пайку более прочной после того, как все окончательно остынет и любые коррозионные остатки будут удалены.
Стоит ли серебряный припой?
Мягкий припой — это композитный материал для пайки, содержащий около 20% серебра.Серебро имеет относительно высокую температуру плавления для паяльного материала, поэтому, если у вас есть припой с меньшим количеством серебра, он не сильно повысит температуру. Однако в некоторых паяльных материалах содержится до 30% серебра, что значительно увеличивает температуру.
Плюс использования серебра в припое заключается в том, что это прочный металл. Более высокая температура плавления означает, что когда серебро остынет и затвердеет, ваше соединение будет прочнее, чем если бы вы использовали припой без серебра.При работе с соединениями, которые должны быть более прочными, однозначно стоит использовать серебряный припой.
С другой стороны, если соединение не должно быть таким прочным, вы можете обойтись без припоя, который не содержит столько серебра, а также сэкономите немного денег, поскольку серебряный припой дороже, чем другие типы припоев. Как правило, вы увидите, что другими компонентами серебряного припоя являются никель или олово, которые являются очень мягкими металлами с низкими температурами плавления.
Большинство припоев содержит не менее 5% серебра, потому что это такой удобный припой.Многие люди предпочитают использовать припой с более высоким процентным содержанием серебра из-за преимуществ, которые серебро приносит в проект. Однако количество задействованного серебра может также увеличить продолжительность проекта и его расходы.
Следует ли добавлять флюс в припой с сердечником из флюса?
Вы можете подумать, что добавление большего количества флюса поверх кислотного припоя сердечника или канифольного припоя сердечника может только помочь проекту, но обычно рекомендуется не добавлять какой-либо дополнительный флюс в свой паяльный проект.Одна из основных целей флюса — растворение песка и ржавчины на металле, который вы соединяете, но слишком большое количество может разрушить сам металл.
Как правило, небольшое количество дополнительного флюса в проекте не приведет к физическому разрушению металла, если это более прочный металл, но это также будет пустой тратой флюса, потому что это не улучшит соединение или вообще не ускорит процесс пайки. Если вы потратили деньги на покупку припоя с флюсом в сердечнике, вы не захотите тратить лишний флюс на проект.
Вкратце
Если вы планируете использовать свой паяльный материал для сантехнических работ в доме, вам лучше использовать кислотный припой. Для людей, которые хотят использовать свои паяльные способности для более тонких электрических проводов и печатных плат, припой с канифольным сердечником не оставит никаких следов, о которых вам нужно будет беспокоиться.
Источник
https://www.thomasnet.com/articles/machinery-tools-supplies/types-of-solder/
https: // www.cableorganizer.com/learning-center/how-to/how-avoid-solder-related-health-hazards.html
https://www.hunker.com/13417672/what-is-acid-core-solder-used -для
https://en.wikipedia.org/wiki/Flux_(metallurgy)
Вот как — Welding Mastermind
Когда дело доходит до выбора правильного припоя для электроники, вы должны быть уверены, что используете правильное ядро. Однако упаковки может быть уже давно, поэтому вот как определить, является ли припой канифольным сердечником.
Вообще говоря, канифольный припой сердечника тоньше, чем кислотный сердечник, и при сгорании оставляет жирное пятно и пахнет более сладким, чем другие типы припоев, включая кислотный сердечник.Никогда не используйте кислотный припой для электроники.
Канифольный припой и кислотный припой используются в двух очень разных областях. По этой причине важно точно знать, какой припой вы используете. Если на печатной плате используется припой с кислотным сердечником, предназначенный для сантехники, то высока вероятность того, что остатки флюса со временем повредят плату.
Как определить, является ли припой канифольным сердечником или кислотным сердечникомПомимо разницы в толщине, типы припоя можно определить путем выжигания небольшого кусочка.При проведении ожогового теста нужно обратить внимание на две вещи. Во-первых, вы должны прожечь припой на листе бумаги, чтобы увидеть, какое пятно он оставляет.
Если при горении припоя на бумаге остается жирное пятно, то это канифольный стержень . В противном случае припой, скорее всего, представляет собой кислотный сердечник, который может повредить электронику. Однако, поскольку это не гарантированный тест, есть еще одна вещь, которая может помочь различить их.
При сжигании припоя, чтобы увидеть, что это за сердцевина, важно обращать внимание на запах. Канифольный припой сердечника обычно дает легкий дым и приятный запах. Напротив, припой с кислотным сердечником имеет более сильный запах, и кислота может вызвать раздражение глаз.
Невооруженным глазом канифольную сердцевину и кислотную сердцевину трудно отличить друг от друга, поэтому наиболее эффективными испытаниями обычно являются испытания на горение. При сгорании канифольный припой для сердечника не только оставляет жирное пятно на бумаге, но и имеет более сладкий запах, чем кислотный сердечник или любой другой припой — и это будет вашим большим ключом к разгадке.
Зачем использовать канифольный припой для сердечникаКанифольный сердечник в основном используется в электрических цепях; однако у него есть и другие функции. В отличие от кислотного сердечника, канифольный припой сердечника содержит меньшее количество флюса, что делает его предпочтительным вариантом для пайки в местах, где остатки флюса не могут быть удалены. Флюс — это химическое чистящее средство, которое используется до и после пайки.
Припой с кислотным сердечником в основном используется для ремонта сантехники и дома, где детали достаточно большие и легко доступны для очистки.Однако, если флюс не стереть, он также может подвергнуться коррозии.
Хотя сам по себе флюс не повреждает электронику, при неправильном использовании остатки флюса могут вызвать сбой в электросети позже . Электрический отказ в результате остатков флюса обычно происходит из-за того, что остатки флюса находятся в труднодоступных местах.
Сердечник из канифоли был разработан для пайки деталей, которые впоследствии невозможно очистить из-за очень низкого уровня магнитного потока. Кислотный сердечник, с другой стороны, имеет остатки флюса, которые впоследствии необходимо очистить, чтобы избежать коррозии.
Поскольку канифольный сердечник все еще имеет некоторое количество флюса, существует некоторый риск коррозии при неправильном использовании, но риск гораздо меньше, что делает его более подходящим для пайки труднодоступных мест, где очистка невозможна.
Как использовать канифольный припойПри пайке электроники риски выше, чем при пайке труб и т.п. Вот несколько советов, которые упростят процесс и помогут повысить ваши шансы на успех.
Приобретите подходящие инструменты
Перед пайкой вам необходимо взять с собой подходящие инструменты, чтобы работа шла гладко.
Для электроники следует использовать паяльник , а не пистолет. Паяльные пистолеты предназначены для сантехнических работ и просто испортят электронику.
Далее вам нужно выбрать подходящий припой для вашей работы. Помните эти советы:
- Канифольный припой сердечника также действует как флюс . Не добавляйте флюса в канифольный стержень при пайке.
- Диаметр припоя выбирается исходя из размера задания .0,25 дюйма и 0,30 дюйма — хорошие припои общего назначения, но вы можете использовать 0,015 для детальной работы.
- Бессвинцовый припой экологически безопасен, но с труднее работать. Не используйте бессвинцовый припой, если вы новичок.
Помимо необходимых инструментов, вам также необходимо захватить несколько частей защитного снаряжения:
- Защитные очки
- Перчатки (необязательно)
- Маленький вентилятор или маска для лица, чтобы избежать вдыхания слишком большого количества дыма
Очистите все поверхности
Собрав все необходимые инструменты, тщательно очистите все поверхности, включая рабочее пространство, а затем подготовьте рабочую поверхность.
Если место, которое вы собираетесь паять, покрыто краской или старыми остатками, используйте кисточку для очистки поверхностей, которые вы будете паять. Припой работает только на голом металле.
Очистив обе поверхности, очистите паяльник:
- Протрите жало губкой . Один обычно идет в комплекте с комплектом для пайки.
- Покройте паяльник припоем до серебристого и блестящего цвета .
- Делайте это каждый сеанс , так как тепло вызывает быстрое окисление наконечника .
Пора начинать пайку
Первое, что нужно сделать при пайке, — это предварительно нагреть утюг и припой.
При пайке:
- Нагрейте утюг и припой примерно на одну секунду. Осторожно, паяльник может нагреваться до 500-750 градусов по Фаренгейту.
- Нанесите паяльник на одну из поверхностей, затем на другую. Обе поверхности должны достичь температуры пайки.
- Добавьте припой на одну из поверхностей. Не кладите припой на паяльник, а расплавляйте его на самой поверхности.
Вот еще несколько советов экспертов:
- Не используйте метод дриблинга . Это неточно и приводит к плохим контактам.
- Скорость — ключ к успеху . Большинство полупроводников чувствительны к нагреванию, поэтому работайте быстро и не нагревайте их слишком сильно.
- Проверьте свою работу. Перед тем, как убирать комплект, убедитесь, что он правильно припаян.
Имейте в виду, что вначале вы можете быть неуклюжим или медлительным, но практика ведет к совершенству. Вскоре вы станете волшебником со своим железом.
Существуют ли разные типы припоя?Кислотный и канифольный сердечники являются основными типами припоев, но другие типы выполняют другие функции.
Припои можно разделить на несколько категорий в зависимости от материалов сплава, типа сердечника, применения и многого другого :
- Сплав — доля элементов, используемых для изготовления припоя (определяет температуру плавления припоя)
- Тип сердечника — определяет, наполнен ли припой флюсом (кислотный сердечник и канифольный сердечник и самофлюсующиеся припои, в отличие от твердого сердечника). общий припой
Несмотря на внешнее сходство, можно провести некоторые тесты, чтобы определить, имеет ли припой канифольный сердечник или кислотный — и вам нужно знать, поскольку кислотный припой сердечника может испортить ваш электронный проект.
Помните, если вы сжигаете припой, и он пахнет сладким и оставляет жирное пятно на бумаге, то это канифольный стержень . Припой с кислотным сердечником имеет едкий запах и укус, который может вызвать жжение в глазах и слезы, поэтому его довольно легко идентифицировать. Однако будьте осторожны, чтобы не вдыхать пары припоя напрямую — всегда махайте руками в лицо.
Кислотный припой с сердечником и его применение
Пайка сегодня используется в различных отраслях промышленности как эффективное средство соединения металлов.Хотя пайка обычно связана с производством электроники, ее применение распространяется на широкий спектр промышленных секторов. Примеры включают использование электриками, сантехниками, слесарями, ремесленниками, ремонт и производство автомобилей, авиационно-космический ремонт и производство, теплообмен и многое другое.
Пайка — это процесс соединения двух или более деталей путем плавления и введения в соединение присадочного металла. Наплавочный металл, известный как припой, имеет более низкую температуру плавления. Чтобы спаять металлы, используется паяльник или паяльник, которые расплавляют припойную проволоку, так что она может вливаться в стыки металлов и сплавлять их вместе, образуя полупостоянную связь.
Припои с канифолью и кислотой с сердечником производятся с припоем в виде трубки, а трубка содержит флюс. В то время как канифольный сердечник обычно используется в электронике, название кислотный сердечник означает, что флюс является агрессивным типом, предназначенным для пайки стали, а также других металлов.
Кислотный припой сердечника используется для соединения окисленных металлов. Кислотное ядро в припое очищает металл от окисления, обеспечивая удовлетворительное соединение. Примеры этого включают соединение вместе частей двигателей в автомобилях или другом оборудовании, а также в водопроводе для удаления слоя окисления с поверхности труб по мере плавления припоя, что позволяет образовывать водонепроницаемое соединение.Припой с кислотным сердечником может работать с любым типом окисленного металла, кроме алюминия, потому что кислотный сердечник будет сжигать металл, и хотя применение кислотного припоя для сердечника варьируется, это не рекомендуется для проектов в области электроники.
Порошковая проволокаоснащена системой, активируемой галогенидами и нейтрализованной амином. Аминогидрогалогенид обеспечивает высокий уровень активации, который обеспечивает отличное удаление потускнения или оксидов, а также максимальное капиллярное действие, приводящее к более быстрому смачиванию и снижению вероятности термического разложения материалов картона.Оставшийся остаток флюса легко растворяется в горячей воде. Классификация флюсов IPC для этого материала — ORh2.
»КРАТКИЙ ОБЗОР ПРОВОЛОКИ С КИСЛОРОДНЫМ ЖИДКОМ:
● Порошковая проволока стандартная с сердечником из флюса 2%. Другие% флюса доступны по запросу.
● Порошковая проволока может быть изготовлена из Sn / Pb, Sn / Ag / Cu, SN100C® и других специальных сплавов по запросу.
● Эти припои производятся в соответствии со стандартом IPC J-STD-006.
● Другие процентные содержания флюса, сплавы, диаметры и размеры катушек могут быть доступны по специальному запросу.
Если у вас есть вопросы о том, какой тип припоя выбрать для вашего проекта, или вы хотите узнать, подойдет ли припой с кислотным сердечником для ваших нужд, вы можете связаться с нашим отделом продаж для получения технической поддержки.Mayer Alloys предлагает бесплатную техническую помощь, чтобы гарантировать, что вы получите правильный материал для ваших нужд.
Свяжитесь с нами сегодня, чтобы получить дополнительную информацию о припое с кислотным сердечником или получить техническую помощь по телефону 888-519-7971
Практические инструкции по пайке
Практические инструкции по пайкеРуководство по пайке BEST
Вам не нужно брать НАСА курс пайки для создания выигрышного ЛУЧШЕГО бота, но хорошая пайка будет держать вашего робота в рабочем состоянии на протяжении матчей. Несколько советов:Безопасность прежде всего!
Паяльник и жидкий припой — ГОРЯЧИЕ! А типичный паяльник — 700F.Это замечательно легко взять паяльник не за то конец, если вы не Уделение внимания. Следуйте следующим советам по безопасности:
- Припой в хорошо вентилируемом помещении. Дым от флюса обычно нетоксичен, но может беспокоить некоторых людей и переносить следовые количества свинца. Постарайтесь расположить свое рабочее место так, чтобы что дым от припоя уносится от вас и вашего помощник. Используйте вентилятор, расположенный далеко позади вас, чтобы создать легкий ветерок.Не позволяйте ему дуть на утюг или вашу работу так как это может привести к плохим паяным соединениям.
- Обратите внимание на работу. Не паять, если вы не можете уделять работе все внимание. Попросите помощника подержать предметы, которые вы паяете, и передать вам вещи по мере необходимости. У тебя будет утюг в одной руке и припой в другом.
- Не прижимайте утюг к щелчку припоя выключенный. Небольшая летящая капля припоя разлетится и прилипать к коже.Это мгновенно вызовет волдырь, который болит.
Основы пайки:
- Используйте хороший паяльник. Выберите 25-30 Вт утюг. Паяльник подойдет, но даст гораздо больше тепло, которое может легко расплавить изоляцию провода и вызвать шорты. Radio Shack имеет набор из 11 предметов (P / N 64-2803) с утюг на 30 ватт, припой и другие инструменты.
- Используйте 63/37 (лучше всего, плавится при 361 F) или 60/40 (лучше, плавится при 374F), низкотемпературный, канифольный припой сердечника.ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ КИСЛОТНЫЙ ПРИПЕЙ! Канифольный флюс помогает очистить паяное соединение. Radio Shack P / N 64-005 — хороший выбор. Этот рулет на 2 1/2 унции должен строить несколько лет ЛУЧШИХ ботов. Припой диаметром 0,032 дюйма является предпочтительным, но подойдет и диаметр 0,062 дюйма.
- Паяемые элементы (клеммы, провода и т. Д.) Должны быть чистый. Канифольный флюс помогает, но необходимо убедиться, что сустав чистый для начала. Если они грязные или ржавые, сначала очистите их.Используйте небольшой нож или сталь шерсть, чтобы аккуратно очистить любые загрязнения или коррозию, чтобы выявить блестящий металл. Клеммы на двигателях возвратного комплекта могут есть старый припой и проволока на них. Его нужно удалить первый. Разогрейте стык и добавьте немного лишнего. припой. Теперь сотрите припой влажной (не влажное) бумажное полотенце или губка.
- Приготовьте влажную губку. Вы будете протирать утюг это для очистки железа от излишков и окисленного припоя.
- Паяльник должен быть ГОРЯЧИМ. Когда вы касаетесь припаяйте к кончику утюга, он должен немедленно расплавиться.
- Зачистите с провода только изоляцию, необходимую для «сидения» на терминале. На последнем паяном соединении изоляция должна находиться на расстоянии около 1/16 дюйма от клеммы. обнажается больше оголенного провода, он может гнуться и закоротиться. В изоляция не должна находиться в паяном соединении.
- Как правило, рекомендуется залудить провод и
клемму перед окончательной пайкой.(Не делайте этого для
стыковые соединители.)
- Нанесите небольшое количество припоя на кончик утюга. (менее 1/4 дюйма припоя, достаточно для того, чтобы влажная пленка форма).
- Поднесите железный наконечник к проводу или клемме. В припой на железном наконечнике смочит провод или Терминал. Это признак того, что объект горячий достаточно, чтобы нанести больше припоя.
- Теперь нанесите больше припоя.Терминалу нужно ровно столько заполнить дыру. Провода нужно ровно столько, чтобы заполнить промежутки между прядями и слегка прикрывают. В в любом случае у вас не должно быть ни мяча, ни капельницы формирование. В этом случае протрите утюг губкой, чтобы очистите его, затем снова положите утюг на объект для переноса лишний припой к утюгу. Повторяйте это до тех пор, пока нет остается лишний припой.
- Когда провод и клемма луженые, поместите железный наконечник на терминале.Когда припой на клемме протекает, поместите луженый провод на клемму. Когда припой на терминале, и провод свободно течет вместе, удалить утюг. Крепко удерживайте провод на клемме пока он не остынет достаточно, чтобы затвердеть. Припой на терминал должен оставаться блестящим. Зернистая текстура указывает на холодное (плохое) паяное соединение. Если это произойдет, снова разогрейте сустав.
- При пайке или лужении проводов удерживайте их на 3-4 дюйма изоляция.Жало паяльника около 700F. Провода нагреваются даже через изоляция. Хороший сустав займет всего 2-3 секунды, чтобы полный. За это время провода нагреются, но не достаточно, чтобы вызвать ожоги. Вы можете использовать плоскогубцы, чтобы удерживать провода во время пайки, но убедитесь, что вы держите их хотя бы 1 дюйм обратно на изоляцию. Возьмитесь за провод только крепко достаточно, чтобы удерживать провод. Удерживая провод слишком туго или слишком близко к стыку может повредить изоляцию.
- Припаять один провод к клемме относительно просто. В
Уловка заключается в том, чтобы подключить два провода к одной клемме (как на
микровыключатели). Лучший способ сделать это:
- Зачистите оба провода немного длиннее, чем нужно для одиночный провод.
- Плотно скрутите два оголенных конца. Используйте игольчатый носик плоскогубцы при необходимости. Скрутите провода вместе все путь до конца. Не оставляйте торчащие пряди.
- Теперь припаяйте оловом провод к клемме, как указано выше.
- Канифольный флюс можно оставить на стыке. Обычно поток должен быть прозрачным, от желтого до светло-коричневого. Если ваш поток темно-коричневый или черный (обугленный), вы перегреваете соединение. Изоляция провода может немного изменить цвет. но не должно быть обугленным.
Разъемы под пайку обжимные:
- Зачистите провод, достаточный для прохождения через металлическую часть обжима. ствол и быть видимым между обжимом и разъемом области.Изоляция должна упираться в металл. обжимной цилиндр внутри пластиковой обжимной области.
- Приложите кончик горячего утюга к проволоке, открытой между области обжима и разъема.
- Нанесите припой между наконечником и проводом. Использовать только достаточно припоя, чтобы заполнить область вокруг провода и обжать бочка. Вы должны увидеть пряди провода, даже если они покрыты припоем.
Разъемы для опрессовки:
- Зачистите провод, достаточный для прохождения через металлическую часть обжима. ствол и быть видимым между обжимом и разъемом области.Изоляция должна упираться в металл. обжимной цилиндр внутри пластиковой обжимной области.
- Используйте обжимной инструмент, чтобы сжать цилиндр обжима. Не используйте плоскогубцы или кусачки в качестве обжимного инструмента.
- Проверьте обжим, пытаясь вытащить провод из разъем. У вас не должно быть возможности отделить провод с терминала.
- Если у вас нет обжимного инструмента или вы не можете приложить достаточное усилие для хорошего обжима используйте метод пайки.
Примеры плохой техники пайки | |
| Если пайка выглядит как это, вы пришли в нужное место. Это только что обо всем плохом. Оба сустава слишком холодные оголен провод, а изоляция на красном проводе серьезно поврежден.Это может очень легко перегореть предохранитель когда мотор активирован, даже во время матча. | |
| Оба эти шарнира холодный. Обратите внимание на то, что припой не течет равномерно по провода. Еще стоит отметить, насколько близко черный провод к другому терминалу. Хотя это нормально, так как есть, будьте осторожны при пайке другой клеммы, чтобы не повредите изоляцию черного провода. | |
| Этот выглядит немного лучше, но снова припой не течет на провод или Терминал. | |