Как варить аргоном — практические советы и видео
Сварка аргоном — это разновидность электродуговой сварки. По применению она более сложная. Постараемся разобраться, как варить аргоном на практике.
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами, которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике. Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов.
 Таких, как:
Таких, как:- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.

Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.

Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.

- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними.
Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.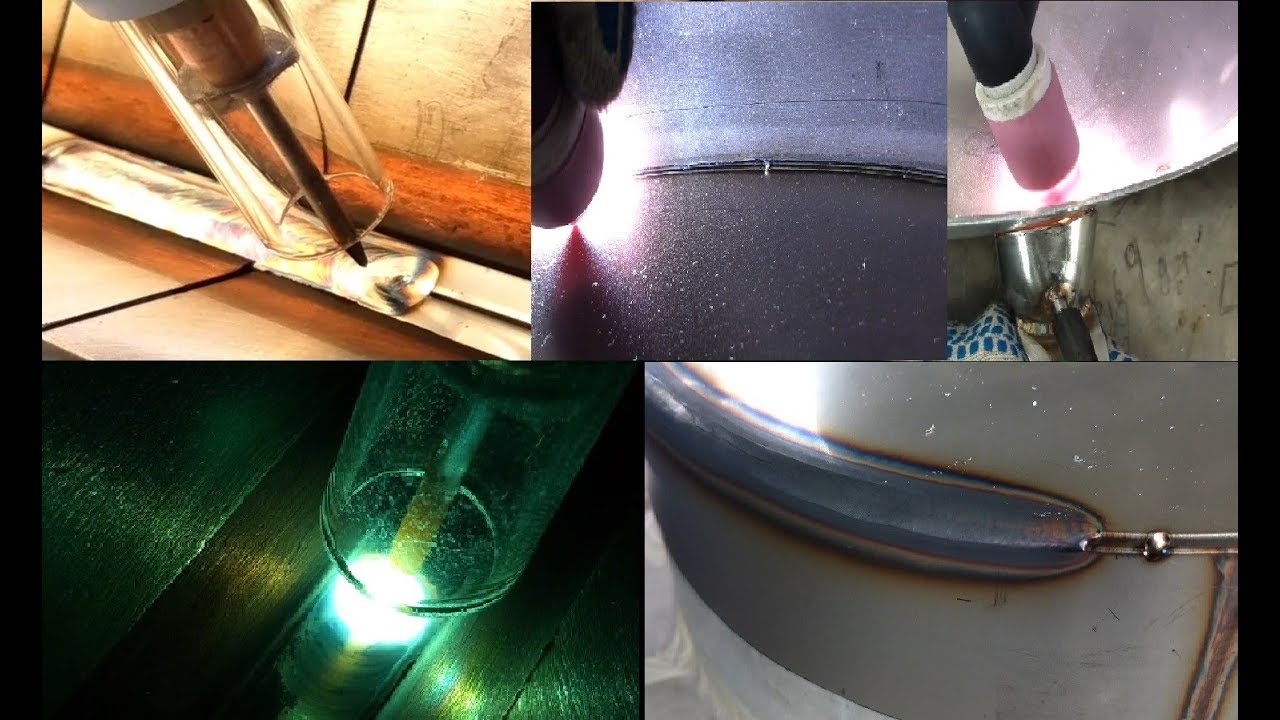
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
Как варить аргоном? Что следует учитывать?
Часто появляется потребность сваривать металлы (алюминий, медь, нержавейку, титан и т.д.), которые практически не поддаются сварке с помощью обычного оборудования, однако для создания неразъемных соединений этих материалов успешно используется аргоновая сварка.
Особенности процесса
Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
В качестве неплавкого электрода, как правило, используется стержень из вольфрама, что обусловлено очень высокой тугоплавкостью этого металла. С аргоновой сваркой становится возможным надежное соединение металлов, очень трудно свариваемых традиционными методами, а также разноименных материалов.
Так, среди преимуществ аргоновой сварки можно назвать следующие:
- Аргон – инертный газ, надежно защищающий свариваемые металлы от окисления;
- Металл нагревается в достаточно небольшой области, за счет чего хорошо сохраняет свою форму;
- Высокая мощность дуги позволяет достигать хорошей производительности работы;
- Технические приемы при процессе достаточно просты, за счет чего он доступен любому;
- Возможность сваривания деталей, которые не соединяются другим способом, при этом шов получается аккуратным и эстетичным.
Особенности техники работы
Чтобы правильно, уверенно и продуктивно варить аргоном, следует знать технологию и соблюдать ряд рекомендаций, которые делают процесс легче и повышают качество шва. Приведем их по порядку.
Приведем их по порядку.
- Следует держать минимальную величину дуги, для этого неплавкий электрод должен быть расположен как можно ближе к металлу. Увеличение дуги отрицательно сказывается на глубине проплавления детали и повышает ширину шва, что ведет к ухудшению качества сварки.
- Как правило, варить аргоном нужно, совершая лишь одно движение – вдоль шва. Это позволяет сделать шов более узким и привлекательным эстетически. С покрытыми электродами такого достичь не удается.
- Чтобы предотвратить окисление свариваемых материалов, внимательно следите за тем, чтобы присадочная проволока и неплавкий электрод все время были в зоне защиты аргоном.
- Резкая подача присадочной проволоки приводит к интенсивному разбрызгиванию материала. Поэтому сварочную проволоку следует подавать плавно – этот навык приходит на практике.
- По проплавленности шва можно судить о его качестве. Можно руководствоваться формой сварочной ванны – если она удлинена по направлению сваривания, то проплавленность хорошая, если она круглая или овальная – металл проплавлен недостаточно.

- Держите присадочную проволоку под углом к материалу, не делая поперечных движений. Это позволит обеспечить более узкий и равномерный шов.
- По окончанию работы кратер заваривается уменьшением силы тока посредством реостата. Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва.
- Не забывайте про необходимость обезжиривания и очистки свариваемых материалов перед сваркой.
Эти простые рекомендации позволят лучше варить нержавейку и другие материалы. Опять-таки, для того, чтобы научиться правильно варить аргоном, необходима некоторая практика.
к меню ↑Параметры режимов
Чтобы обеспечить высокое качество сварки, необходимо подобрать оптимальные сварочные режимы, обеспечивающие наиболее эффективную сварку.
- Полярность и направление подбираются согласно качествам свариваемых материалов.
 Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку. - Сварочный ток определяется свариваемыми материалами, полярностью тока и толщиной электрода. Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом.
- Напряжение дуги определяется ее длиной, и размер дуги должен быть минимальным, чтобы напряжение снижалось. С возрастанием напряжения качество сварки снижается.
- Расход аргона устанавливается так, чтобы поток целиком изолировал свариваемые детали от воздействия воздуха.
Подбор правильных режимов – достаточно сложная задача, однако с ней помогают справляться справочные материалы, а с опытом приходит понимание процесса.
к меню ↑Модернизация сварочных аппаратов
Часто для аргоновой сварки применяют оборудование, изначально для этого не предназначенное, но переоборудованное под проведение этого сварочного процесса. Для того, чтобы сделать это, понадобятся два дополнительных узла.
Для того, чтобы сделать это, понадобятся два дополнительных узла.
Осциллятор – применяется для бесконтактного разжигания дуги. Поскольку ряд причин не позволяет зажигать дугу касанием электрода об металл, осциллятор создает высоковольтный разряд, который пробивает слой аргона.
Балластный реостат необходим для регуляции силы тока и выбора оптимальных показателей сварки, к примеру, чтобы сваривать нержавейку, нужны другие параметры, чем для сварки алюминия.
к меню ↑Заключение
Мы рассмотрели, как правильно проводиться сварка аргоном и какие рекомендации для этого следует учитывать. Надеемся, что этот материал поможет вам проводить сварку более качественно и достигать лучших показателей.
Похожие статьиАргонодуговая сварка подвластна каждому желающему
Что такое аргонодуговая сварка? Читатель наверняка встречал это понятие раньше: упоминания в статьях о сварке, предложения пройти обучение — курсы аргонодуговой сварки, какие-то видео в интернете и т. д. В этой статье мы рассмотрим процесс аргонодугового процесса и осветим ее основные особенности.
д. В этой статье мы рассмотрим процесс аргонодугового процесса и осветим ее основные особенности.Новичок может всегда стать профессионалом, если есть желание
Аргонно-дуговая сварка – это соединение металла, при котором для защиты сварочного процесса используется аргон. За исключением этого факта, процесс аргонодуговой сварки и обычная дуговая сварка отличаются немногим. Аргон является инертным газом. За счет своей химической инертности он не реагирует со свариваемыми материалами и защищает их от воздействия атмосферных газов: кислорода, азота, углекислого газа, водяных паров и других веществ, могущих повредить процессу сварки.
Аргонодуговая сварка: принцип работы
Дуговая сварка с помощью аргона выглядит так: сварщик выполняет сваривание деталей при помощи дугового сварочного аппарата. Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
Для такой сварки могут использоваться плавящиеся и неплавящиеся электроды. Последние, как правило, изготавливаются из вольфрама, обеспечивающего должную тугоплавкость и устойчивость электрода.
Немного о токах
Обычная дуговая сварка и аргонодуговая различаются еще и тем, что дуга зажигается не привычным способом – касанием электродом сварочной поверхности, а с помощью специального устройства – осциллятора. Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.
Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.
Горелка для сварщика, как кисть для художника
Плавкими электродами варят и без осциллятора – пары железа, появляющиеся при касании, ионизируются гораздо легче, чем аргон, и поэтому осциллятор не нужен.
Для соединения большинства материалов используется постоянный ток, так как при аргонодуговой сварке разогрев анода и катода происходит неравномерно. Постоянный ток дает возможность передавать максимум энергии на деталь и минимум – на электрод. Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Аргонодуговая сварка: где применяется?
Область применения аргонодугового процесса – соединение цветных металлов и легированных сталей. Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Как научиться варить аргонодуговой сваркой?
Здесь есть два решения. Первое – это пройти обучение аргонной сварке, записавшись на специальные курсы. Проходя курсы, вы не только обучитесь аргонной сварке на практике, но и узнаете множество ценной информации. Многое зависит от того, какие курсы вы выберете – выбирайте курсы, опираясь на опыт знакомых, отзывы в интернете, или руководствуйтесь здравым смыслом: изучите программу, которую предлагают курсы, и, опираясь на теоретическую часть, сделайте выбор.
Второе решение – научиться самостоятельно. Пройти обучение помогут статьи, рекомендации, видео процесса, а также опыт знакомых. В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.

Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.

Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.

Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.

Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Аргонодуговая сварка металлов | Варить аргоном нержавейку, алюминий
Одна из разновидностей сварки металлов – аргонодуговая, в процессе которой используется газ аргон и электрическая дуга. Эта технология прекрасно подходит для работы с самыми капризными и устойчивыми металлами. Нет определенных ограничений по составу сплава, толщине изделия и его предназначения. Метод подходит для работы с металлом любой конфигурации.
Задача электрической дуги заключается в расплавлении кромки материала, которую необходимо сварить и соединение деталей в этом месте. Газ аргон в силу своих химически инертных свойств не взаимодействует с металлом, а наоборот защищает место сварки от воздействия атмосферы. Он вытесняет кислород и изолирует рабочий участок от ненужных примесей и газов. Это нужно преимущественно для защиты цветных металлов и легированных сталей от воздействия химически активных газов, в том числе кислорода. Они ухудшают качество шва, а некоторые металлы могут даже возгораться. Место сваривания в профессиональном жаргоне звучит как «сварочная ванна».
Газ аргон в силу своих химически инертных свойств не взаимодействует с металлом, а наоборот защищает место сварки от воздействия атмосферы. Он вытесняет кислород и изолирует рабочий участок от ненужных примесей и газов. Это нужно преимущественно для защиты цветных металлов и легированных сталей от воздействия химически активных газов, в том числе кислорода. Они ухудшают качество шва, а некоторые металлы могут даже возгораться. Место сваривания в профессиональном жаргоне звучит как «сварочная ванна».
В отличие от гелия, при работе с которым требуется специальная защитная одежда или азота, который подходит не для всех сварочных работ, аргон более универсален и неприхотлив.
- Он тяжелее воздуха на 38%, что позволяет вытеснить его из рабочей зоны, защищая ее от ненужных примесей.
- Он не реагирует с рабочими поверхностями и с металлами в составе сплавов в силу своей химической инертности.
Аргоновая сварка металлов и сплавов
Существует несколько видов и особенностей аргонодуговой сварки в зависимости от уровня механизации сварочных работ:
- Ручная сварка при участии неплавящихся вольфрамовых электродов.
Процесс полностью управляется сварщиком.
- Полуавтоматическая сварка или же механизированный тип предполагает подачу проволоки машиной, а аргоновую горелку держит мастер.
- Полностью автоматизированная аргонодуговая сварка проводится без участия сварщика. Подача проволоки и перемещение горелки происходит при помощи роботизированного автомата, работа которого контролируется оператором дистанционно. Этот вид наиболее популярен в современной промышленности, как правило, с крупными элементами.
При работе с аргонодуговыми сварочными аппаратами стоит учитывать особенности и порядок действий:
- Перед началом сварочных работ необходимо позаботиться об очистке рабочих деталей от масел и различного рода грязи. Для этого подойдут как механические, так и химические методы.
- Подачу газа подключают предварительно, за 20-30 секунд до начала работы. В левой руке необходимо держать проволоку, а в правой горелку и поднести их как можно ближе к варочной поверхности.
 Когда происходит включение тока, между электродом и металлом возникает дуга.
Когда происходит включение тока, между электродом и металлом возникает дуга. - Проводить горелку необходимо вдоль шва с подачей присадочной проволоки. Действие необходимо проводить постепенно, без поперечных движений и не торопиться, иначе можно разбрызгать металл.
- Чем ближе к сварочной поверхности расположена горелка и проводник, тем короче получится дуга. Именно в таком случае удастся получить глубокий узкий и эстетичный на вид шов.
- Для наибольшей прочности и защиты от примесей горелка и проволока должны находиться в зоне газовой защиты.
- Подача газа прекращается через 15 секунд после окончания работы.
Качество шва при аргонодуговой сварке, удобство использования для тонкостенных элементов и регуляция длины дуги позволяет осуществлять работы с цветными металлами, сплавами различного состава и легированными сталями. Благодаря этому аргонодуговая сварка широко распространена в авиастроении и автомобильной промышленности.
Сварка алюминия аргоном
Чаще всего его используют для варки алюминия. Являясь одним из самых распространенных в быту и очень легким металлом, алюминий в то же время химически активен. Сложность сварки алюминия объясняется его молниеносной реакцией с кислородом воздуха. В результате образуется тончайшая, но весьма прочная оксидная пленка. Разрушить эту пленку можно только при высокой температуре, превышающей температуру плавления самого металла. Чтобы этого не произошло, сварку проводят в потоке аргона, который препятствует доступу кислорода, вытесняя его из рабочей ванны. Шов получается красивым и достаточно прочным.
Главное учитывать состояние подаваемого тока. При работе следует использовать только переменный ток. В случае с током обратной полярности температура в рабочей зоне значительно повышается, что может привести даже к плавлению вольфрама.
Использование постоянного тока при варке алюминия теоретически возможно и даже применяется в некоторых случаях, но только при использовании другого инертного газа – гелия. В этом случае стоимость варочных работ обходится в несколько раз дороже.
В этом случае стоимость варочных работ обходится в несколько раз дороже.
Еще несколько нюансов подготовки поверхности алюминия к сварке:
- Обязательное обезжиривание металлической поверхности растворителями;
- Удаление прочной оксидной пленки механическим путем или химическими реагентами;
- Дождаться полного высыхания поверхности.
Сварка меди аргоном
Аргонодуговая сварка подходит для работы не только с алюминиевыми поверхностями (легкий цветной металл), но и для сварки тяжелых цветных металлов, в том числе и меди.
Медь обладает хорошей коррозионной устойчивостью, а также выдерживает воздействие различных агрессивных сред. Для наибольшего качества сварочного шва в случае с медными поверхностями стоит использовать смесь аргона с гелием при постоянном токе.
При этом образуется устойчивая дуга, которая помогает приварить присадочную проволоку из меди. Высокая теплопроводность меди обязывает разделывать медные детали, имеющие толщину более 10 мм и обрабатывать их с двух сторон.
Высокая теплопроводность меди обязывает разделывать медные детали, имеющие толщину более 10 мм и обрабатывать их с двух сторон.
Cварка алюминия аргоном технология
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми.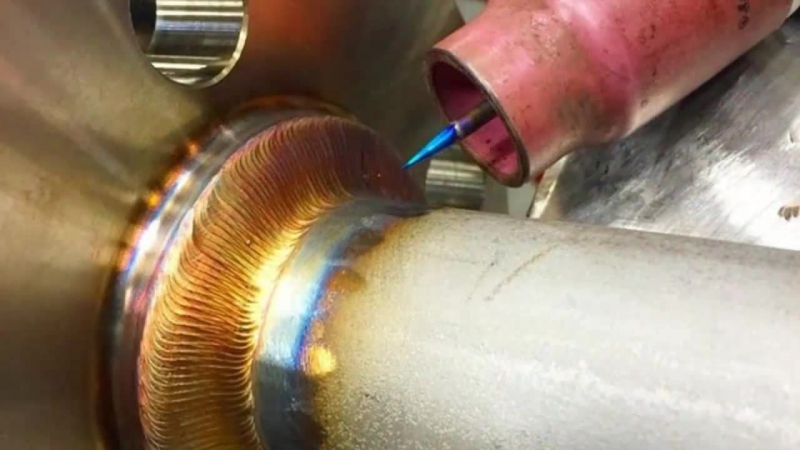 Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.

- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1. 6 6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.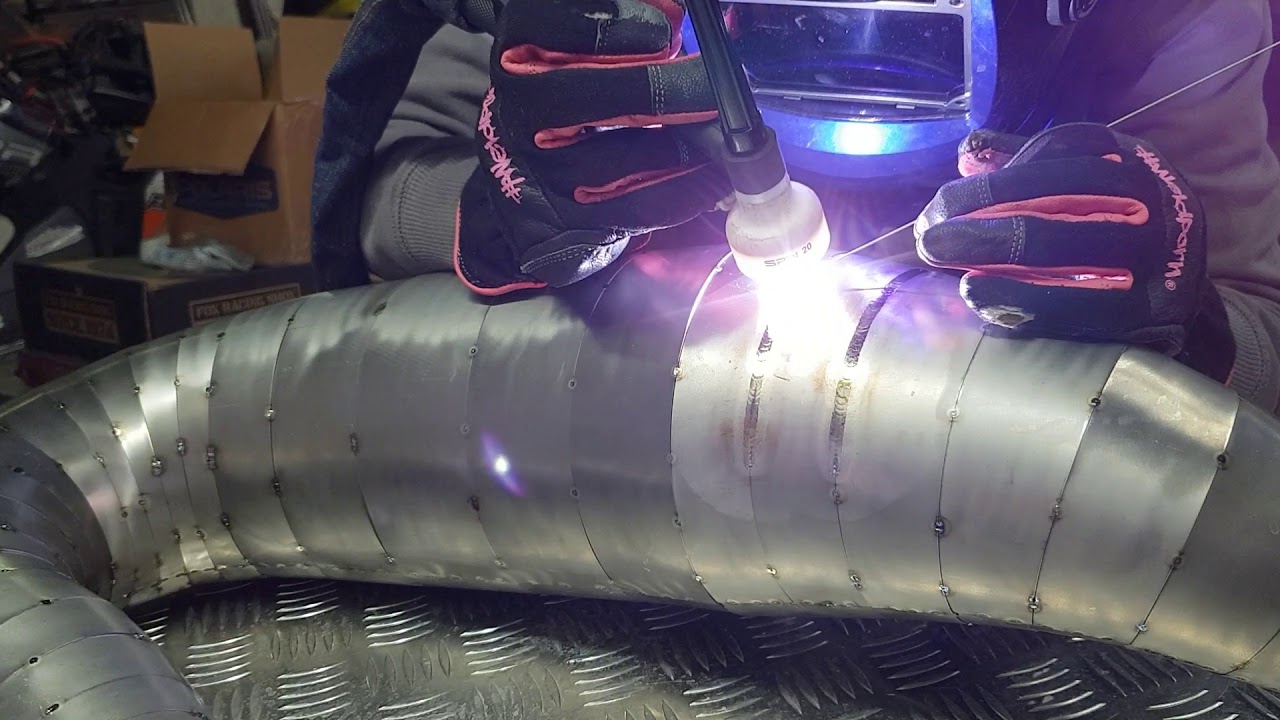
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Поделись с друзьями
0
0
0
0
Аргонодуговая сварка для чайников | Сварка своими руками
SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа.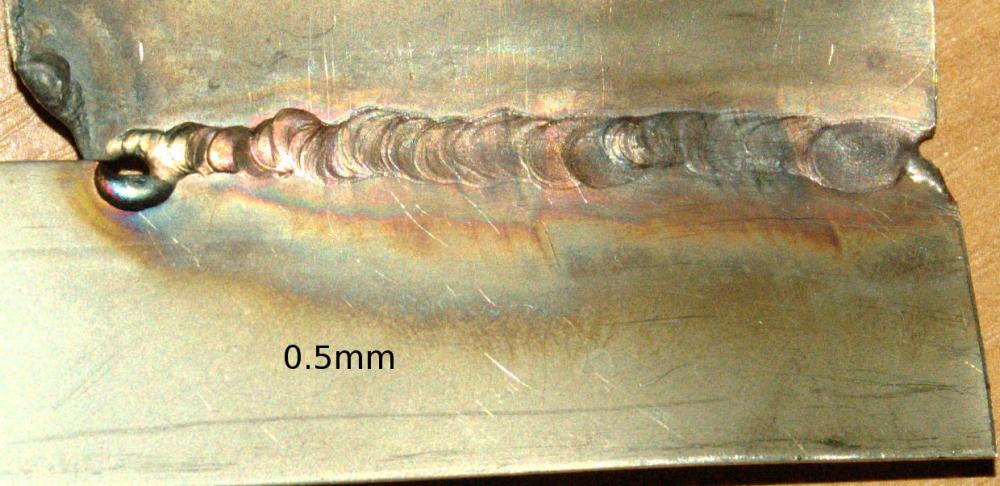 Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.
- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
Минус:
- небольшой КПД
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.

- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета.
Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Присадочный материал
Присадочный материал
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSi для других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов.
 содержащих множество химэлементов в своем составе
содержащих множество химэлементов в своем составе - СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
Диаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
Пять основных применений аргона
Обновлено 27 ноября 2018 г.
Кевин Бек
Если кто-то попросит вас назвать три самых распространенных газа в атмосфере Земли, вы можете выбрать в некотором порядке кислород, углекислый газ и азот. Если так, то в большинстве случаев вы были бы правы. Малоизвестный факт, что после азота (N 2 ) и кислорода (O 2 ) на третьем месте по численности стоит благородный газ аргон, составляющий чуть менее 1 процента невидимого состава атмосферы.
Шесть благородных газов получили свое название от того факта, что с точки зрения химии эти элементы отчуждены и даже высокомерны: они не вступают в реакцию с другими элементами, поэтому они не связываются с другими атомами, образуя более сложные соединения. Однако вместо того, чтобы делать их бесполезными в промышленности, эта тенденция заниматься собственным атомным бизнесом — вот что делает некоторые из этих газов удобными для конкретных целей. Например, пять основных применений аргона включают его размещение в неоновом свете, его способность определять возраст очень старых веществ, его использование в качестве изолятора при производстве металлов, его роль в качестве сварочного газа и его использование в трехмерном пространстве. печать.
Однако вместо того, чтобы делать их бесполезными в промышленности, эта тенденция заниматься собственным атомным бизнесом — вот что делает некоторые из этих газов удобными для конкретных целей. Например, пять основных применений аргона включают его размещение в неоновом свете, его способность определять возраст очень старых веществ, его использование в качестве изолятора при производстве металлов, его роль в качестве сварочного газа и его использование в трехмерном пространстве. печать.
Основы благородных газов
Шесть благородных газов — гелий, неон, аргон, криптон, ксенон и радон — занимают крайний правый столбец в периодической таблице элементов. (Любое исследование химического элемента должно сопровождаться периодической таблицей; интерактивный пример см. В разделе «Ресурсы».) Реальные последствия этого заключаются в том, что благородные газы не имеют общих электронов. Аргон и его пять кузенов не имеют субатомных недостатков, которые необходимо исправлять за счет пожертвований от других элементов, и у него нет никаких дополнительных предметов, которые можно было бы пожертвовать по очереди. Формальный термин для обозначения этой инертности благородных газов — «инертный».
Формальный термин для обозначения этой инертности благородных газов — «инертный».
Как законченная головоломка, благородный газ очень стабилен химически. Это означает, что по сравнению с другими элементами трудно выбить самые удаленные электроны из благородных газов с помощью луча энергии. Это означает, что эти элементы — единственные элементы, которые существуют в виде газов при комнатной температуре, а все остальные являются жидкостями или твердыми телами — обладают так называемой высокой энергией ионизации.
Гелий, состоящий из одного протона и одного нейтрона, является вторым по распространенности элементом во Вселенной после водорода, который содержит только протон.Гигантская продолжающаяся реакция ядерного синтеза, которая отвечает за то, что звезды являются сверхъяркими объектами, которыми они и являются, представляет собой не более чем бесчисленные атомы водорода, которые сталкиваются с образованием атомов гелия в течение миллиардов лет.
Когда электрическая энергия проходит через благородный газ, излучается свет. Это основа для неоновых вывесок, которые являются общим термином для любого такого дисплея, созданного с использованием благородного газа.
Это основа для неоновых вывесок, которые являются общим термином для любого такого дисплея, созданного с использованием благородного газа.
Свойства аргона
Аргон, сокращенно Ar, является элементом номер 18 в периодической таблице, что делает его третьим по легкости из шести благородных газов после гелия (атомный номер 2) и неона (номер 10).Как и положено элементу, который летает под химическим и физическим радаром, если его не спровоцировать, он не имеет цвета, запаха и вкуса. Он имеет молекулярную массу 39,7 грамма на моль (также известный как дальтон) в наиболее стабильной конфигурации. Вы можете вспомнить из другого чтения, что большинство элементов поступают в виде изотопов, которые являются версиями одного и того же элемента с разным количеством нейтронов и, следовательно, разными массами (количество протонов не меняется, иначе идентичность самого элемента должна была бы измениться. ).Это имеет решающее значение для одного из основных применений аргона.
Использование аргона
Неоновое освещение: Как описано, благородные газы удобны для создания неонового света. Для этого используется аргон, наряду с неоном и криптоном. Когда электричество проходит через газообразный аргон, оно временно возбуждает внешние вращающиеся электроны и заставляет их кратковременно перескакивать на более высокую «оболочку» или энергетический уровень. Когда электрон затем возвращается к своему обычному уровню энергии, он излучает фотон — безмассовый пакет света.
Датирование по радиоизотопу: Аргон можно использовать вместе с калием или K, который является элементом номер 19 в периодической таблице, для датирования объектов возрастом до ошеломляющих 4 миллиардов лет. Процесс работает следующим образом:
Калий обычно имеет 19 протонов и 21 нейтрон, что дает ему примерно такую же атомную массу, что и аргон (чуть меньше 40), но с другим составом протонов и нейтронов. Когда радиоактивная частица, известная как бета-частица, сталкивается с калием, она может преобразовать один из протонов в ядре калия в нейтрон, превращая сам атом в аргон (18 протонов, 22 нейтрона).Это происходит с предсказуемой и фиксированной скоростью с течением времени и очень медленно. Итак, если ученые исследуют образец, скажем, вулканической породы, они могут сравнить соотношение аргона и калия в образце (которое постепенно увеличивается с течением времени) с соотношением, которое будет существовать в «совершенно новом» образце, и определить, как старый рок.
Обратите внимание, что это отличается от «углеродного датирования», термина, который часто ошибочно используется для общего обозначения использования методов радиоактивного распада для определения возраста старых объектов. Углеродное датирование, которое представляет собой просто особый тип радиоизотопного датирования, полезно только для объектов, которым, как известно, порядка тысяч лет.
Защитный газ при сварке: Аргон используется при сварке специальных сплавов, а также при сварке автомобильных рам, глушителей и других автомобильных деталей. Он называется защитным газом, потому что он не вступает в реакцию с любыми газами и металлами, находящимися поблизости от свариваемых металлов; он просто занимает место и предотвращает возникновение других нежелательных реакций поблизости из-за химически активных газов, таких как азот и кислород.
Термическая обработка: В качестве инертного газа можно использовать аргон, чтобы обеспечить настройку без кислорода и азота для процессов термообработки.
3-D печать: Аргон находит применение в быстро развивающейся области трехмерной печати. Во время быстрого нагрева и охлаждения печатного материала газ предотвратит окисление металла и другие реакции и может ограничить воздействие напряжения. Аргон также можно смешивать с другими газами для создания специальных смесей по мере необходимости.
Производство металлов: Подобно своей роли в сварке, аргон может использоваться в синтезе металлов с помощью других процессов, поскольку он предотвращает окисление (ржавление) и вытесняет нежелательные газы, такие как окись углерода.
Опасности аргона
То, что аргон химически инертен, к сожалению, не означает, что он не представляет потенциальной опасности для здоровья. Газ аргон может раздражать кожу и глаза при контакте, а в жидкой форме он может вызвать обморожение (аргоновое масло используется относительно немного, а «аргановое масло», распространенный ингредиент в косметике, даже отдаленно не то же самое, что и аргон). Высокий уровень газообразного аргона в воздухе в закрытой среде может вытеснять кислород и вызывать респираторные проблемы от легких до тяжелых, в зависимости от количества аргона.Это приводит к симптомам удушья, включая головную боль, головокружение, спутанность сознания, слабость и тремор в более легкой форме, а в самых крайних случаях — кому и даже смерть.
В случае известного воздействия на кожу или глаза предпочтительным методом лечения является промывание и промывание теплой водой. При вдыхании аргона может потребоваться стандартная респираторная поддержка, включая оксигенацию с помощью маски, для восстановления нормального уровня кислорода в крови; Конечно, необходимо также вывести пострадавшего из среды, богатой аргоном.
Лучшие виды использования аргона
Выбрать продуктColeman B / P C250170g Газовый баллончик с бутаном / пропаном — 2175POWERSOURCE 445G B / P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллончик с газовым баллоном CV4 Пропатер Газовый баллончик с газовым баллоном CV2CAMPINGAZ300 Сборка 35 дюймов ST POL x W2012622, Пигтейл-шланг для пропана 20 дюймов ST POL x W20 Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 3 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, шланг высокого давления змеевика 1 м — 4 .Диаметр 8 мм, бухта 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, бухта 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, бухта 1 м 15527, Снегирь 233P Комплект автоматической горелки на пропане (рычаг зажигания) 14850, Снегирь № 404 Автозапуск паяльной горелки Комплект 21479 № 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки на пропане Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм.d.8870, сопло для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8873, сопло для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, сопло для газового шланга Fulham — 3/8 дюйма BSP F x 10 мм 6244, Fulham Сопло для газового шланга — 1/4 «BSP F x 10 мм 8009, Сопло для газового шланга Fulham — 1/8» BSP F x 10 мм 6247, Сопло для газового шланга Fulham — 1/2 «BSP TM x 10 мм 8871, Сопло для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8″ BSP TM x 10 мм 8843, 3-х сторонняя форсунка для шланга — 90 ° 8842, 3-х сторонняя форсунка для шланга — 60 ° 8844 , 4 ПУТИ ШЛАНГ NOZZLE8862, кипячение КОЛЬЦО ДВОЙНОЙ BURNER24035, кипячение КОЛЬЦО, ОДИН ПОТ ВТРОЙНЕ BURNER19537, БОЛЬШОЕ кипение КОЛЬЦО ОДИН BURNER22744, кипячение КОЛЬЦО ОДНОГО ГОРЕЛКА с FFD8861, кипячением КОЛЬЦО ОДИН BURNER12679, двухкомпонентная ИНСТРУКЦИЯ ДЛЯ ВЫБОР KIT21000, ЧЕТВЕРТЫЙ ПАК АВТОМАТ ДЛЯ ВЫБОР НАБОРА с OPSO13493 , Комплект из двух частей с автоматическим переключением 11725, Гаечный ключ POL Кованая сталь — Черный 11724, Гаечный ключ POL Гайка Прессованная сталь — Оцинкованный23142, ЗАЖИМ 12 мм НА БУТАНОВОМ РЕГУЛЯТОРЕ С ДАТЧИКОМ 231 43, 37 мбар РЕГУЛЯТОР ПРОПАНА С ДАТЧИКОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, 37 мбар ЗАЖИМ НА ПРОПАНЕ REG15163, ГАЗОПАН 8 8802, ГАЗОПАН 8802 ГЛУБИНА ПРОПАНА, 37 мбар РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG СВАРОЧНАЯ ЗАВЕСА ИЗ ЗЕЛЕНОГО ХОЛСТА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2» FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «шланг для пропана 761020-OX 20 мм 10 м 3/8» кислородный шланг с фитингом 761005-OX 5 мм 10 м 3/8 «кислородный шланг с фитингом 760620 -OX 6 мм 20 м 1/4 «кислородный шланг 760 6 10 OX 6 мм 10 м 1/4» кислородный шланг 761620-OX 6 мм 20 м 3/8 «кислородный шланг 761605-OX 6 мм 5 м 3/8″ установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские супертонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0.РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ СОПЛА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ СОПЛА 3/64 ″ / 1,2 ММ НАПРАВЛЯЮЩАЯ РЕЖУЩАЯ СОПЛА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СОЕДИНИТЕЛЬ СО2 СОЕДИНИТЕЛЬНЫЙ ДАТЧИК 2 СТУПЕНЧАТЫЙ ИЗМЕРИТЕЛЬ ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина 100 мм Комплект Grweld Disc 6 * Parw 100мм * Parw Disc 6 * Parw Disc Parw Disc Parw Disc 6 Parw Disc Parw Disc 6 Parw Disc Parw Machine Pack 6 1GS1060 Disc.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Перчатка TIGP38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытиемP3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA, упаковка 3,2 мм * 350 мм, 5 кг Parweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг Parweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 5 кг Parweld E6013 Электроды для сварки MMA ARC, 2 мм * 300 мм, 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Сварочная горелка TIG 250A с водяным охлаждением, доступна с кабелем 12 футов или 25 футовParweld PRO18-12S1BW PRO-Grip18 350A Сварочная горелка TIG с водяным охлаждением, доступна с кабелем 12 футов или 25 футов Parweld XTT 503-P1 Импульсный AC / DC Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В, инверторный агрегат для сварки TIG, инвертор Parweld XTT 200DC-P1, 200 А, 230 В Комплект сварочного аппарата Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный аппарат TIG -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами EuroParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A, включая кабель 3M и евро-фитинг Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с выходом O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В Набор для кислородно-ацетиленовой сварки и пайки, включая набор для кислородно-ацетиленовой сварки Case18 / 90, комплект для резки ацетилена — 2 манометра, включая комплект для работы с чемоданом — Комплект для кислородной / пропановой резки вставлен, комплект подрядчиков 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1Parweld XTM 252I 250 AMRAIGHTPOU, синергетический инвертор MIG ARC3 TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ДЛЯ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ ПЛОСКА / ДУГОВЫЕ ПРУТКИ ДЛЯ ЧУГУНА.NI99 CI 2,5 мм 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНИЙ ЗАДНИЙ КОЛПАЧОК (45V42) RWN13N26 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦАНЖИ ДЛЯ TIG ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — СОПЛО 1/4 ALUMIGINA NOZZLE (PK810) (13N21) Сварка — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР ВУЛЬФРАМ 1,0 ММ 2% .040 EARO961250 ТИГ БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА ТИГОВАЯ НОСЬБА НЕРЖАВЕЮЩИ только НО 968 1,2 мм АЛЮМИНИЕВЫЕ ШТАНГИ ДЛЯ TIG — СИФАЛУМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИК 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0.6MM 180A M6 — PACK DISL 10TGOSN20 ARGOSN20 AR 10TWM 180A M6 — PACK OWGOSN20 AR 10TGOSND 115 DIG-GAMS115 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Надувной баллон с гелием — Премиум Надувной баллон с гелием — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока MIG без железа 0,8 мм 3,75 кг MIG WireDZ10001 Газовый баллон с кислородом и ацетиленом TrollyDZ10004 Портативная тележка для газового баллона SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные технические характеристики безопасностиESF287000 Kromer Сварочный защитный колпачок размером 6 7/8 дюйма ЛИНЗЫ ШЛЕМА — 1.0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X10 90 мм. ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0-40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF ДО 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ДЛЯ ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Жидкий углекислый газ сорт углекислого газа Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для глазури для стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ ПРОВОД ММ 15 КГ VZ181215LSG3 1,2 ММ ПРОВОД SG3 MIG (15 кг) БАРАБАНПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGB на 0-40 л AU300 Расходомер NA на 1 минуту Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с пробкой — Комплект подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 дюйма на 3/8 дюйма R / H муфта для шланга DA4003838LH 3/8 дюйма на 3/8 дюйма Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N M 1 704201 ФОРСУНКА NG 5/64 «2.0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 дюйма 1,6 мм 702116PNM ФОРСУНКА 3/64 дюйма 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102 CCANM04W Сопло ANM8 10 мм Свариваемость 75 мм Тип ANM8 10 Свариваемость 75 мм установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 оптовых баллонов с баллонами без баллонов Воздушные шары и лента.Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаров Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Консервация и дозирование Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и разлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л, 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1.5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой, без арендной платы, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка, пищевой, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 3,15 кг газа CO2 для гидропоники и выращивания водных растений — только заправка, пищевой сорт, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа СО2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших Количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для заполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально подходит для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6.Отвод жидкости для пейнтбола 35 кг — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Калорийный газ для внутреннего дворика 5 кг — Только заправка Калорный газ Патио 13 кг — Только заправка Калорный газ Бутан 7 кг — Только заправка — НЕТ НА СКЛАД 4,5 кг — только заправка — НЕТ НА СКЛАДЕ Калорный газ Бутан 15 кг — Только заправка Калорный газ Пропан 6 кг — Только заправка — НЕТ НА СКЛАДЕ Калорный газ Пропан 6 кг Легкий вес — Только заправка — НЕТ НА СКЛАДЕ Пропан для калорийного газа 47 кг — Только для заправки Пропан для калорийного газа 3.9 кг — только заправка — НЕТ НА СКЛАДЕ Калорийный газ Пропан 19 кг — Только заправка Калорный газ Пропан 13 кг — Только заправка Camping Gaz 907 — Только заправка Camping Gaz 904 — Только заправка Camping Gaz 901 — Только заправка Калорный газ Пропан 18 кг Автогаз — Только заправка Калорный газ Пропан Только заправка 12 кг Автогаз 9. 4 л многоразового газа для гелиевых баллонов — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 литра многоразового газа из гелиевых баллонов — внесение и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 9.4 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразового гелиевого шара — только заправка — только торговля — идеально подходит для флористов, открыток 50L Многоразовый баллон с гелием для газа — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым шаром — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым шаром — Депозит и заправка — идеальные вечеринки и юбилеи. 20 л многоразового газа для гелиевых шаров — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 20 л многоразового газа для гелиевых шаров — депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового использования Газ для гелиевых баллонов — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового газа из гелиевых баллонов — депозит nd Refill — идеальные вечеринки и юбилеи PortaGas, без аренды, углекислый газ CO2 1.5 кг — Депозит и заправка Porta Gas, без аренды, чистый газ аргон 2 л 200 бар — только заправка Porta Gas, без аренды, чистый газ аргон 2 л 200 бар — Депозит и заправка Porta Gas, без аренды, кислородный газ 2 л 200 бар — только заправка Porta Gas, без аренды, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без аренды, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнение и RefillRent Free, 5% CO2 в смеси аргона 20 л 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.35 кг — Только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — Только заправка Хобби-газ, без аренды, 5% CO2 / смесь аргона Заправка 10 л 200 бар — Только заправка Хобби-газ, без аренды, смесь 5% CO2 / аргон 10 л 200 бар — залог Хобби-газ, бесплатная аренда, 20% CO2 / аргонная смесь Заправка 10 л 200 бар — только заправка Хобби-газ, аренда 20% CO2 / аргон 10 л 200 бар — депозит и заправка Хобби-газ, бесплатная аренда углекислый диоксод CO2 газ 6,35 кг — Депозит и заправка Хобби Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только заправка Заправка углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только заправка Углеродный диоксид CO2 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Углекислый газ 3,15 кг для домашнего бара — залог и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 литра погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь, для домашнего бара — только заправка 2 литра погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид CO2 газ 6.35 кг — только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для заправки Смесь для погреба 20 л / пивного газа 60/40 для торговых пользователей — только для заправки Смесь для пивного газа 20 л / 30/70 для торговых пользователей — только для заправки Смесь 10 л погреб / пивной газ 60/40 для торговли Пользователи — только заправка 10 л смесь винного погреба / пивного газа 50/50 Для торговых пользователей — только заправка 10 литров погреб / пивной газ 30/70 смесь для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
Как приготовить аргон? Описание процесса и инструкции
Сварка аргоном защищает металлические поверхности от кислорода и вредных примесей.Он обеспечивает качественную сварку, а также сохраняет все физические характеристики металла. При этом расход аргона намного ниже, чем при использовании другого сварочного оборудования.
Аргон относится к категории инертных газов, поэтому в среде он не сочетается с внешними газами и сплавами.
Многие задаются вопросом, как приготовить алюминий или нержавеющую сталь с использованием аргона. Техника будет описана в этой статье.
Как варится алюминий?
Как варить алюминий на аргоне? Следует отметить, что при работе с этим металлом без этого вида сварки не обойтись, так как он воспламеняется от кислорода.Этот метод обеспечивает качественный шов. Дуга формируется с помощью электрода на основе вольфрама. Такой электрод может прослужить долго. Между вольфрамовым электродом и свариваемой деталью зажигается дуга. Алюминиевая проволока подается в зону горения. Сварка выполняется на узком участке с быстрым перемещением электрода. Это позволяет алюминию не плавиться. Чтобы сварной шов был качественным, проволока должна иметь точно такую же структуру, что и свариваемый металл.
Что нужно для аргонной сварки?
Аппарат для аргоновой сварки алюминия включает в себя следующие компоненты:
- источник тока;
- баллон с аргоном;
- Устройство подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргон на неочищенной поверхности? Алюминий должен удалять грязь, жир и моторное масло. Это можно сделать с помощью растворителя. Если толщина свариваемых деталей больше 4 мм, необходимо обрезать края.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем, как приступить к сварке алюминия, мастер должен поинтересоваться, какая толщина листа и ширина краев.Защита кромки осуществляется напильником или наждаком. Если деталь имеет сложную форму, то место сварки следует зачистить шлифовальным станком. С поверхности алюминия снимается оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий в аргоне? Для качественной сварки металла таким способом следует прибегать к применению вольфрамовых электродов. Их диаметр должен составлять 1,5-5,5 мм. Электрод держат под углом 80 градусов. Присадочная проволока находится под прямым углом.Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. Во время работы присадочная проволока должна двигаться перед горелкой. При сварке алюминия электрод и присадочная проволока должны двигаться вдоль сварного шва. Поперечные движения совершать нельзя.
При сварке тонких листов алюминия нержавеющая сталь может выступать в качестве футеровки. Это обеспечит повышенный отвод тепла от рабочей зоны и значительно снизит риск прожога.Также снизится расход энергии, так как работа будет завершена быстрее.
Плюсы и минусы сварки алюминия аргоном
Сварка алюминиевых изделий в атмосфере аргона имеет ряд преимуществ по сравнению с другими методами. Сварной шов имеет одинаковую глубину проплавления по всей длине.
К недостаткам данного вида сварки можно отнести сложность оборудования. При сварке аргоном нужно произвести точную настройку всех элементов устройства. Проволоку следует подавать в рабочую зону постепенно.Для этого кормушка настроена правильно. Если подача проволоки нерегулярна, дуга будет прерывистой. Это вызовет повышенное потребление аргона и электроэнергии. Для качественной сварки алюминия мастер должен иметь соответствующий опыт. Теоретические знания и советы в этом вопросе не пригодятся.
Подготовка к аргонной сварке нержавеющей стали
Как варить алюминий с аргоном понятно. Каких правил нужно соблюдать при работе с нержавеющей сталью? Для сварки этого металла вам потребуются:
- сварочный аппарат;
- электроды подобранные в соответствии с характеристиками материала;
- проволока из нержавеющей стали;
- щетка стальная;
- растворитель.
Перед сваркой детали обрабатываются кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного шва делается небольшой зазор.
Перед работой кромочная поверхность очищается. Для этого примените стальную щетку. Края также промываем растворителем. Можно использовать ацетон или авиационный бензин. Такая обработка удалит жир с поверхности нержавеющей стали, что может спровоцировать снижение стабильности дуги при сварке.Это вызовет появление пор на шве.
Сварка аргоном плавающим электродом
Как приготовить аргон с помощью плавящихся электродов? Сварка нержавеющей стали покрытыми электродами позволяет получать высокопрочные швы. Если у вас нет высоких требований к качеству соединения, то следует использовать аргонную сварку.
В ассортименте достаточно широкий ассортимент электродов. Каждый из них рассчитан на определенный вид нержавеющей стали.Если мастеру известен вид свариваемой стали, то он без труда подберет нужный вид. Электроды следует выбирать, которые не будут способствовать снижению коррозионной стойкости материала и его механических свойств.
Как правило, работа ведется с использованием обратного постоянного уровня. Работать нужно так, чтобы провар шва происходил в меньшей степени. Для этого используются небольшие электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве.Профессионалы в области сварки отмечают, что при работе с нержавеющей сталью электричество должно использоваться на 20% слабее, чем при сварке обычной стали.
Электроды имеют низкую теплопроводность и высокое электрическое сопротивление. По этой причине использование больших токов недопустимо. При нарушении этого правила электроды будут подвержены перегреву и разрушению. По этой причине электроды из нержавеющей стали более склонны к плавлению, чем электроды, используемые для сварки обычных сталей.
Для сохранения устойчивости сварного шва к ржавчине необходимо его быстрое охлаждение. Например, этого можно добиться прокладкой меди или воздуха. Если нержавеющая сталь относится к категории хромоникелевых металлов, то ее можно подвергать водяному охлаждению.
Как приготовить вольфрамовый электрод из нержавеющей стали?
Как варить нержавеющую сталь в аргоне с помощью вольфрамовых электродов? Следует отметить, что этот метод применим, если необходимо сварить объект из тончайшей нержавеющей стали и получить качественные сварные швы.Например, аргонная сварка с использованием вольфрамовых электродов подходит для труб из нержавеющей стали, по которым под давлением транспортируются газы или жидкости.
Как варить аргон нержавеющую сталь? Работы ведутся при подаче переменного или постоянного тока. Переменный тип, подходящий для сварки алюминия.
Перед началом работы необходимо подготовить присадочную проволоку к работе. Хорошо, если он будет иметь более высокий уровень легирования, чем нержавеющая сталь или алюминий. При работе с вольфрамовым электродом нельзя совершать колебательные движения.Они вызывают нарушение защитного пространства зоны сварки, металл шва будет подвержен окислению. Обратная сторона сварного шва защищена от воздуха продувкой аргона.
Вольфрам не должен попадать в сварочную ванну. Вы можете использовать бесконтактную дугу. Также его можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
В конце процесса не отключайте подачу аргона сразу. Это нужно сделать примерно за 15 секунд. Таким образом можно избежать чрезмерного окисления горячего рабочего электрода.Так он может протянуть дольше.
Как сварить полуавтомат из нержавеющей стали в аргоне?
Как варить нержавеющую сталь аргоном в полуавтомате. Этот способ сварки широко распространен, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. В проволоку добавлен никель для улучшения качества сварки.
Этот вид сварки подходит для соединения материалов большой толщины. В этом случае сварка пойдет очень быстро.Это улучшает производительность. Защитная среда в этом случае — смесь углекислого газа и аргона.
Для полуавтоматической сварки нержавеющей стали используется ряд методов:
- сварка короткой дугой;
- струйная сварка с переносом;
- Применение импульсного режима.
Струйный трансфер используется для сварки больших металлов, а более тонкие объекты соединяются короткой дугой.
Преимущество импульсного метода состоит в том, что этот процесс максимально управляем.Металлическая проволока подается в ванну для импульсной сварки. Каждая из них представляет собой отдельную сварочную каплю. Этот режим помогает снизить среднее значение тока дуги, что важно при сварке нержавеющей стали. В импульсном режиме металл практически не распыляется. Это позволяет экономно расходовать материалы и повышать уровень производительности за счет сокращения времени, необходимого для очистки шва.
В статье описано, как варить алюминий и нержавеющую сталь в аргоне.
Этот вид сварки лучше всего подходит для алюминиевых поверхностей.Существует также ряд различных методов сварки нержавеющей стали с использованием аргона. Каждый мастер должен выбрать вариант, подходящий для конкретного случая.
Недвижимость и использование — StudiousGuy
В 1785 году английский философ и ученый Генри Кавендиш обнаружил инертный газ во время фракционной перегонки воздуха. К сожалению, в то время не было доступных спектроскопических методов, поэтому не было другого способа изучить этот газ дальше.Спустя столетие, в 1894 году, британский физик лорд Рэлей и шотландский химик Уильям Рамзи пытались выяснить, почему плотность азота, извлеченного при фракционной перегонке жидкого воздуха, отличается от плотности, полученной при разложении аммиака. Когда Рамзи отделил весь азот в виде твердого нитрида магния, у него остался газ, который не вступал бы в реакцию с другими соединениями даже в экстремальных условиях. С помощью спектроскопии они обнаружили новую группу синих, красных и зеленых линий в спектре газа.Они выделили этот первый благородный газ и назвали его аргоном.
Слева вверху — спектральная трубка, возбуждаемая трансформатором на 5000 вольт. Справа — спектр, видимый через дифракционную решетку 600 штрихов / мм
.Аргон — элемент благородный газ, присутствующий в восемнадцатой группе периодической таблицы с атомным номером. 18. Это третий по содержанию газ в атмосфере Земли — почти 9340 частей на миллион по объему. В космическом масштабе Аргон занимает 12 позицию в рейтинге по изобилию.{40} {Ar} путем захвата электронов или эмиссии позитронов.
Промышленный подход к производству аргона — криогенная фракционная перегонка воздуха, который также используется для производства очищенного азота, кислорода, неона, криптона и ксенона.
Промышленный криогенный газовый завод
Около 50 триллионов тонн аргона колеблется в нашей атмосфере. При производстве примерно «700 000 тонн» аргона в год мир имеет неограниченные запасы аргона.{38} {Ар}.
Свойства аргона Физические свойстваАргон — бесцветный, без запаха, без вкуса, негорючий и нетоксичный инертный элемент. Эти свойства аргона остаются неизменными во всех его фазах. Однако он излучает фиолетовый свет в газоразрядной трубке. Его растворимость в воде аналогична растворимости кислорода, но он в 2,5 раза более растворим в воде, чем азот. {6}.Благодаря полностью заполненной оболочке, аргон инертен в большинстве условий и не образует никаких стабильных соединений при комнатной температуре. Хотя аргон является благородным газом, и ученые не могли объединить его с другими элементами более века, в 2000 году Маркку Рясянен, химик из Хельсинкского университета в Финляндии, вместе со своими учеными-исследователями сумел образуют соединение, названное фторгидридом аргона (HArF).
Они сделали это путем конденсации смеси аргона и фтороводорода на иодид цезия при -265 ° C и воздействия ультрафиолетового света.При нагревании чуть выше -246 ° C он снова превратился в аргон и фтористый водород. Также известно, что аргон образует клатраты с водой, когда атомы аргона захватываются решеткой молекулы воды.
Использование аргона
Для химически ленивого газа аргон оказался в высшей степени пригодным для использования. Аргон обладает многими практическими свойствами, такими как инертность, обилие, низкая теплопроводность и ионизация, что делает его очень полезным для различных применений.Наиболее важным из этих свойств является его недорогая доступность, что выгодно отличает его от других благородных газов. Давайте обсудим некоторые из его применений в различных областях.
1. Промышленное применениеБлагодаря своему обилию, дешевизне и действительно инертной природе аргон находит широкое применение в различных отраслях промышленности. Он используется всякий раз, когда требуется полностью инертная атмосфера.
а.СваркаАргон используется в качестве защитного газа для предотвращения реакции горячей сварки с кислородом, присутствующим в воздухе. Чистый аргон или аргон, смешанный с другими газами, обычно используется при сварке TIG (вольфрамовый инертный газ), которая используется для сварки питающих электродов вместе, тогда как при сварке MIG (металл в инертном газе) для сварки используется смесь углерода и аргона. обычные стальные компоненты.
В плазменной резке и плазменно-дуговой сварке используется плазменный газ (аргон и водород) для обеспечения очень высокой температуры при использовании специальной горелки.
б. МеталлургияБольшая часть аргона идет на производство стали, где он продувается через расплавленное железо вместе с кислородом. Аргон помогает снизить потери хрома, тогда как кислород снижает содержание углерода, образуя CO2. Аргон также помогает предотвратить образование нитридов при производстве стали высшего качества.
Он также используется в производстве алюминия для дегазации и удаления растворенного водорода из расплавленного алюминия.Чтобы избежать окисления и реакции с азотом, аргон используется в качестве инертной атмосферы при производстве титана.
г. Электронная промышленностьДля снижения скорости сублимации вольфрамовой нити в лампах накаливания и люминесцентных лампах в качестве газа-наполнителя используется аргон. Это обеспечивает более высокую температурную стабильность нити.
Смешанный с метаном аргон используется в качестве газа-наполнителя и инертного защитного газа высокой чистоты при производстве кристаллов кремния и германия, используемых в полупроводниковой промышленности.
2. Исследования и медицинаСцинтилляционные устройства на основе аргона используются для обнаружения взаимодействий между аргоном и слабовзаимодействующими массивными частицами (WIMP), которые являются основными предлагаемыми кандидатами в текущих исследованиях темной материи. Аргон также используется в качестве газа-носителя в газовой хроматографии и масс-спектрометрии с ионизацией электрораспылением.
Моделирование для обнаружения слабаков
Аргон используется для выполнения точной криохирургии, которая заключается в использовании сильного холода, для выборочного разрушения небольших участков пораженных или аномальных тканей, особенно на коже.За счет контролируемого расширения газообразного аргона на участке создается очень холодный аргон, который направляется к месту обработки с помощью криоиглы. Это обеспечивает лучший контроль над процессом, чем более ранние методы с использованием жидкого азота. Подобный метод, криоабляция, используется для лечения сердечной аритмии путем разрушения клеток, которые мешают нормальному распределению электрических импульсов.
В отраслях здравоохранения также используются лазеры на аргоновых красителях для лечения ряда кожных заболеваний и дефектов глаз.Он также используется для удаления азота из кровеносных сосудов в больницах вместе с кислородом.
3. КонсервантыАргон — безопасный газ, который использовался для консервации почти всего, от вина до Декларации независимости США. Это также лучший консервант для пищевых продуктов, так как он может вымывать любой остаточный кислород, который может окислить пищу. Аргон также используется в качестве консерванта для химических веществ, таких как лак, полиуретан и краска, путем вытеснения воздуха для подготовки контейнера к хранению.
Ящик для сохранения Декларации независимости, наполненный аргоном
4. Разное приложениеОдно из самых экзотических применений аргона — это шины роскошных автомобилей. Он не только защищает резину шины от кислорода, но и помогает снизить уровень шума при движении автомобиля на высокой скорости.
Гоночный автомобильТайерс залит аргоном
Поскольку аргон имеет более низкую теплопроводность, чем воздух, он используется в качестве газа-наполнителя внутри оконных стекол.Он также используется в костюмах для подводного плавания с аквалангом, поскольку обеспечивает тепловую защиту, когда температура может резко упасть под глубоким морем.
Метод радиометрического датирования, используемый археологами и геохронологами, основан на калий-аргоновом датировании.
Аспекты здоровьяАргон по существу инертен и поэтому не обладает токсичными свойствами, но он может действовать как удушающее средство, вытесняя кислород в замкнутой и изолированной среде ниже требуемой точки для поддержания жизни.Это газ без запаха, цвета, вкуса и раздражения, он не имеет никаких предупреждающих индикаторов, и люди не обладают никакими органами чувств, которые могли бы обнаружить утечку аргона в воздухе. Вдыхание чрезмерного количества аргона может вызвать головокружение, тошноту, рвоту, потерю сознания и смерть. Смерть может наступить в результате ошибок в суждениях, замешательства или потери сознания, которые препятствуют самоспасанию.
| ВОЗВРАТ В AGGIE САДОВОДСТВО | Эта статья появилась в декабрьском выпуске журнала Texas Food Processor , за декабрь 2001 г. под редакцией Dr.Al B. Wagner, и произведено Extension Horticulture, Texas Cooperative Extension, Техасская университетская система A&M, Колледж-Стейшн, Техас. Новая технология упаковки пищевых продуктов повышает качество и увеличивает срок храненияСогласно исследованию, представленному сегодня на 222-м национальном собрании Американского химического общества, крупнейшего в мире научного сообщества, упаковка пищевых продуктов с аргоном вместо газообразного азота продлевает срок их хранения, сохраняет свежесть и улучшает их общее качество. Вкусовые тесты и другие исследования показали примерно 25-процентное улучшение срока хранения и качества продуктов, упакованных в аргон, таких как картофельные чипсы, переработанное мясо и салат, сообщает Кевин С. Спенсер, доктор философии, старший научный и технический советник Британская сеть продуктовых магазинов Safeway Stores plc. По его словам, некоторые продукты, такие как свежая пицца, были улучшены на 40-50 процентов. Около 200 продуктов, упакованных в аргон, уже можно найти на полках продуктовых магазинов в Соединенном Королевстве, и несколько компаний изучают возможности для представления этих продуктов в Соединенных Штатах.Аргон — это безопасный и безвредный газ, который использовался для сохранения всего, от вина до Декларации независимости США. Когда такие продукты, как картофельные чипсы, упаковываются, пустое пространство мешков обычно заполняется азотом. Однако остаются следы кислорода, который вызывает окисление пищи — химическая реакция, приводящая к тому, что картофельные чипсы становятся несвежими, а яблоки становятся коричневыми — и портятся. Спенсер и его команда обнаружили, что замена азота аргоном более эффективно удаляет кислород, потому что аргон плотнее азота и более полно заполняет пространство. Это означает, что в случае картофельных чипсов в любой момент времени картофельные чипсы, упакованные по-нашему, лучше, чем картофельные чипсы, упакованные с использованием стандартных методов, — говорит Спенсер. Несмотря на превосходные результаты по аргонам, потребовалось почти десять лет, чтобы сделать упаковку из аргона коммерчески жизнеспособной, поскольку в соотношении объем к объему аргон дороже, чем азот. Спенсер говорит, что когда люди пытаются пропустить аргон через азотные системы, это не очень хорошо работает. Вам нужно настроить систему так, чтобы аргон подавался как жидкость.В этих модифицированных упаковочных системах аргон в четыре раза эффективнее вытесняет воздух, чем азот, что делает разницу в стоимости незначительной. Аргон также повышает безопасность пищевых продуктов. Мало того, что аргон вытесняет кислород, который необходим для роста многих вредных патогенов, он также ингибирует микробные оксидазы — ферменты, которые увеличивают скорость окисления. Углекислый газ часто добавляют во время упаковки, чтобы убить микробы, но он также портит вкус и свежесть продуктов. Аргон увеличивает эффективность углекислого газа, ослабляя микробы, тем самым позволяя поставщикам продуктов питания использовать меньше углекислого газа. Спенсер подчеркивает, что мы ничего не делаем и ничего не добавляем к оригинальному продукту. Мы просто не давали ему испортиться. Спенсер вместе с Дэвидом Хамфрисом, менеджером по техническому развитию Safeway Stores plc, опирались на оригинальные исследования французской газовой компании Air Liquide при разработке этой новой технологии упаковки аргоном. — Публичный релиз от EurekAlert! 26 августа 2001 г. Веб-сайт | ВОЗВРАТ В TEXAS FOOD ПРОЦЕССОР |
Сварщики Sunstone> Обучение микросварке> Газ аргон для микросварки
Что такое газ аргон?
Аргон — это химический элемент с символом Ar и один из благородных газов.Аргон также является третьим по распространенности газом на Земле. В качестве инертного защитного газа чаще всего используется аргон. Аргон бесцветен, не имеет запаха, негорючий и нетоксичный.
Почему в сварочных системах Orion компании Sunstone используется аргон?
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов Цельсия. При этих температурах большинство металлов становятся жидкими, что способствует образованию сварного шва. Аргон используется для защиты расплавленной металлической ванны от элементов атмосферы, включая кислород, азот и водород.Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание сварочного шва. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению проплавления сварного шва, лучшему переносу присадочной проволоки и лучшему внешнему виду сварного шва.
Аргон премиум-класса Sunstone состоит из аргона чистотой 99,996% (аргон 4.6). Чистый аргон означает, что газ является просто аргоном и не смешивается с другим газом.
Опасен ли аргон?
У аргона есть проблемы с безопасностью, о которых следует знать, но по большей части это очень безопасный газ.Он нетоксичен и негорючий, поэтому не ядовит и не горит. Аргон действительно находится в резервуаре со сжатым воздухом, и при работе со сжатым резервуаром необходимо соблюдать соответствующие правила техники безопасности. Аргон на 38% плотнее воздуха, поэтому при работе в закрытых помещениях убедитесь, что у вас есть надлежащая вентиляция. Количество аргона, используемого в системе Orion, очень мало и не имеет большого значения для безопасности.
Какой газ аргон я могу получить?
Мы рекомендуем использовать аргон чистотой 99,996% (Argon 4.6). Это один из наиболее часто используемых сварочных газов в мире. Это будет нести каждая крупная газоснабжающая компания. Это то же самое, что и сварочный газ, используемый в традиционной сварочной установке TIG. Чистый аргон означает, что газ является просто аргоном и не смешивается с другим газом. Другие защитные газы, такие как смеси CO2 и аргона с CO2, не работают так же хорошо, как чистый аргон. Аргон сверхвысокой чистоты или медицинского класса не требуется.
Как долго должен прослужить мой резервуар с аргоном?
Это зависит от ряда различных факторов, таких как частота использования, настройка давления и настройки потока до / после.Аргон премиум-класса Sunstone поставляется в резервуаре на 80 стандартных кубических футов, который является наиболее распространенным размером для использования с системами сварки Sunstone Orion Welding. Резервуара на 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор AGR 2.
Мы настоятельно рекомендуем покупать регулятор AGR 2 у нас, чтобы быть уверенным, что у вас будет соответствующий тип регулятора, соответствующий резервуару, который мы вам отправляем.
Регулятор «AGR Inline» не будет работать с аргоновыми баллонами Sunstone премиум-класса
Какое рекомендуемое давление аргона?
Сварочные системы Orion от Sunstone лучше всего работают при давлении около 10 фунтов на квадратный дюйм. Давление можно регулировать в зависимости от заготовки и от того, насколько электрод выступает из сварочной иглы. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Прецизионный газовый регулятор
Встроенный газовый регулятор
В каких системах используется аргон?
Импульсная дуга — системы для сварки TIG Micro
Во всей линейке систем сварки Orion Pulse Arc или Micro TIG компании Sunstone используется защитный газ аргон, чтобы обеспечить лучшее качество сварки и более стабильную дугу.Хотя газ аргон не требуется при использовании сварочных систем Orino, он настоятельно рекомендуется для получения неизменно высокого качества сварных швов.
Лазерная сварка
Линия Sunstone для систем лазерной сварки Orion LZR предлагает широкий выбор систем лазерной сварки от настольных до полностью автоматизированных. Все эти системы интегрированы с аргоновым соплом и управляемыми компьютером клапанами для газа аргона, используемыми для защиты лазерных сварных швов.
Контактная сварка
Sunstone предлагает широкий выбор систем контактной сварки для тонкой точечной и микро-точечной сварки.Эти системы используются для широкого спектра применений, включая батареи, медицинские устройства, промышленные применения, сварку шпилек, автомобилестроение, сетку и экран и многие другие приложения. Газ аргон используется, когда это необходимо для более высокого качества сварки или улучшения внешнего вида сварного шва.
7 фактов об аргоне
Аргон — третий благородный газ, в период 8 (p-блок) Периодической таблицы Менделеева, он составляет около 1 процента атмосферы Земли.
Растворимость аргона примерно такая же, как у кислорода. Он в 2,5 раза растворим в воде, чем азот. Название «аргон» происходит от греческого слова? Ργ? Ν, что означает «ленивый» или «неактивный».
История аргонаВ 1785 году Генри Кавендиш подозревал, что аргон является компонентом воздуха.
Но в 1894 году аргон был впервые выделен из воздуха в Лондонском университетском колледже Уильямом Рамзи и Рэли путем отделения углекислого газа, кислорода, воды и азота из образца воздуха.
Свойства газообразного аргонаАргон — это элемент с символом Ar и атомным номером 18.
Аргон бесцветен, не имеет запаха, негорючий и нетоксичный как в газообразной, так и в жидкой форме.
Аргон инертен в большинстве условий и при комнатной температуре, он не образует стабильных соединений.
Он имеет атомную массу 39,948 г / моль и плотность 1,78,10–3 г / см3 при 0 градусах Цельсия.
Он имеет температуру плавления -189 градусов по Цельсию и точку кипения -185,7 градусов по Цельсию.
Он состоит из 6 изотопов, а его радиус Вандервальса составляет 0,192 нм.
Теплопроводность аргона низкая.
Научные исследования: Аргон в жидкой форме используется в качестве мишени для нейтринных экспериментов и для прямого поиска темной материи.Он используется для получения сцинтилляционного света.
Промышленные процессы: Аргон используется для удушения птиц в птицеводстве. Он используется в качестве инертного газа в металлургической промышленности при сварке и резке.
Консервант: используется в качестве пропеллента и для вытеснения кислорода и влаги из воздуха в упаковочном материале с целью продления срока хранения.
Виноделие: Используется в виноделии как барьер против кислорода.
Лабораторное оборудование: используется в качестве инертного газа, а также в качестве газа-носителя.Он также предпочтителен для нанесения покрытия распылением и осаждения распылением.
Применение в медицине: жидкий аргон используется для повреждения тканей, например, раковых клеток. Он также используется в процедуре, называемой «коагуляция с усилением аргона».
Освещение: используется в освещении, так как не реагирует с нитью накаливания лампочки. В синих и зеленых аргон-ионных лазерах также используется аргон.
В атмосфере Земли аргон является третьим по содержанию газом.В земной коре аргон — самый богатый благородный газ, составляющий 0,00015% земной коры.
Он составляет около 1% атмосферы Земли по объему и по массе 1,288%.
В атмосфере Земли почти весь аргон является радиогенным аргоном-40, который образуется в результате распада калия-40 в земной коре и во Вселенной; аргон-36 — обычный изотоп аргона.
Использование газообразного аргона в лампахГазообразный аргон используется в лампах для предотвращения коррозии вольфрамовой нити содержащимся в ней кислородом.Аргон — инертный газ, и даже при более высоких температурах он не вступает в реакцию. За счет уменьшения испарения вольфрамового элемента это также приводит к увеличению срока службы лампочки.
Производство аргонаПроизводится в промышленности путем воздушной фракционирования жидкого воздуха.
Ar-39 в атмосфере Земли производится с использованием космических лучей. Он также образуется на поверхности атмосферы в результате альфа-излучения кальция или захвата нейтронов К-39.
При распаде кальция-40 образуется ар-37.Радиоактивный калий-40 превращается в по мере разложения. Аргон получают в промышленных масштабах путем перегонки жидкого воздуха.
Воздействие газообразного аргонаВоздействие на здоровье: Аргон попадает в организм при вдыхании, что может вызвать удушье. Вдыхание этого газа также вызывает головокружение, вялость, головную боль, тошноту, рвоту и даже смерть при вдыхании в больших количествах.
Воздействие на окружающую среду: К настоящему времени Аргон не нанес никакого ущерба окружающей среде.Этот газ в окружающей среде образуется естественным образом и также не содержит химических веществ, которые могут привести к разрушению озонового слоя. Воздействие аргона на растения или животных до сих пор неизвестно, и аргон также не влияет на водную жизнь.
.