Пайка алюминия в домашних условиях паяльником, газовой горелкой
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.
Пайка алюминия в домашних условияхПроблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.
Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.
Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения.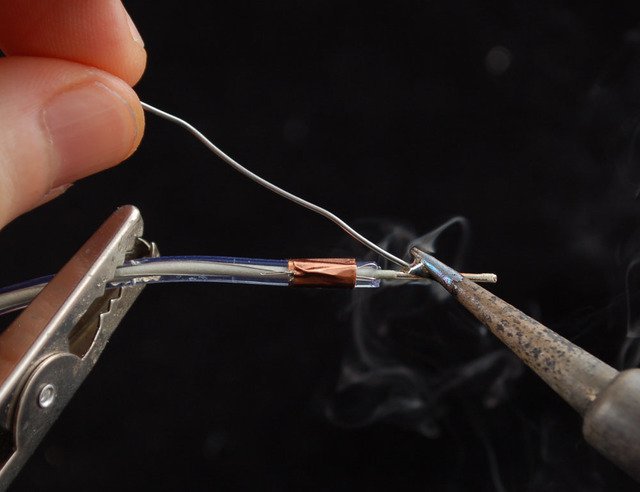 При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия.
 Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить. - Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку. С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.

- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве.
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.

Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Поделись с друзьями
0
0
0
0
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минут | Генератор идей
Сегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач. В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17.000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки. Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Это цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Сам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Изделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Зажимаем в тиски и начинаем нагревать с помощью газовой горелки.
Но, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)
Но мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Нагреваем, буквально 30 секунд.
Легким движением, припой начинает растекаться в необходимую для нас область.
В итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Найти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припояВ результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминияЗаполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода – это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
особенности процесса, разновидности флюса и припоев, как запаять трубу
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиПаяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
Как паять алюминий паяльником
Как паять алюминий паяльником
Вы предпочитаете паять алюминий с помощью паяльника и, следовательно, ищете подходящие рекомендации, которые позволят вам достичь отличных результатов? Если да, то это пошаговое руководство по пайке алюминия с помощью паяльника, обсуждаемое в этой статье, окажется полезным для ваших нужд. Пайка — это популярный метод соединения металлов, применяемый во всем мире.Хотя алюминий как металл можно паять, этот процесс может быть беспокойным и длительным или не дать желаемых результатов, если вы не будете придерживаться всех необходимых этапов.
Прежде чем приступить к процессу, жизненно важно, чтобы у вас был соответствующий комплект для пайки алюминия, а также другое оборудование, необходимое для получения отличных результатов.
Факты, которые необходимо знать перед запуском процесса
Во-первых, важно отметить, что оксид алюминия нельзя паять, и поэтому его необходимо утилизировать.Как правило, процедура пайки должна выполняться очень быстро, прежде чем образуется больше оксида алюминия.
Алюминий — это продукт, имеющий относительно низкую точку плавления, то есть примерно 660 градусов. Это означает, что вам потребуется уникальный продукт для пайки, в частности, с более низкой температурой плавления.
Советы по подготовке и безопасности перед тем, как приступить к пайке алюминия паяльником
* Определение сплава, если необходимо
Хотя чистый алюминий обычно можно паять, он считается твердым металлом, и поэтому с ним нелегко работать.Большинство изделий из алюминия, которые вы можете найти, — это алюминиевые сплавы. Многие из них можно припаять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.
Если используемый вами алюминиевый продукт отмечен цифрой или буквой, убедитесь, что вы посмотрите, есть ли особые требования, которые вы должны соблюдать.
* Выбор низкотемпературного припоя
Как мы уже обсуждали ранее в этой статье, алюминий обычно плавится при температуре 600 градусов, что относительно ниже.Следовательно, поскольку он имеет более высокую теплоемкость, будет сложно паять, если вы будете использовать припои общего назначения. Хотя можно использовать сплав, изготовленный из комбинации алюминия, цинка или кремния, в этом обзоре основное внимание будет уделено использованию паяльника, поскольку он также имеет значительно более низкую температуру плавления.
Тем не менее, убедитесь, что вы подтверждаете, что приобретаемый вами паяльник специально предназначен для вашего типа соединения, то есть алюминий-алюминий.
* Выбор флюса для алюминиевого припоя
Очень важно, чтобы флюс, который вы используете, специально предназначен для алюминия.Поэтому целесообразно купить и припой для железа, и флюс в одном магазине и подтвердить, что их предполагается использовать вместе. Требуемая температура для вашего флюса должна иметь такую же температуру плавления, как и у паяльника.
* Установка более безопасной рабочей станции
Во время работы вы должны носить респираторную маску, чтобы защитить себя от контакта с образующимися токсичными парами. Вам также следует убедиться, что вы работаете в хорошо вентилируемом месте.Некоторые из других предметов первой необходимости включают несинтетическую одежду и толстые кожаные перчатки.
Пошаговое руководство по пайке алюминия с помощью паяльника в соответствии с
Шаг № 1: Очистка алюминия
Тщательно очистите алюминий щеткой, желательно из нержавеющей стали. Это важно, поскольку алюминий может легко образовывать оксид алюминия при контакте с воздухом. Это может привести к образованию слоя оксида, который невозможно соединить.
Тщательно потрите алюминий стальной щеткой.Вы также должны очистить железный припой и флюс, чтобы исключить все возможности образования оксида.
Если вы используете старый алюминий, который сильно окисляется, рекомендуется отшлифовать, отшлифовать или протереть ацетоном и изопропиловым спиртом.
Шаг 2: соединение основных металлов
Этот шаг необходим только в том случае, если вы соединяете две алюминиевые детали. Если вы соединяете две алюминиевые детали, зажмите их в том положении, в котором вы хотите их соединить.Вы должны убедиться, что между двумя алюминиевыми деталями есть небольшой зазор для стекания металлического припоя. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Если вы понимаете, что алюминиевые детали не стыкуются друг с другом плавно, попробуйте сделать стыки гладкими с помощью гибки или шлифовки.
Шаг № 3: Нанесение алюминиевого припоя
После того, как вы очистите алюминиевый металл, вам следует осторожно нанести флюс на места, которые вы хотите соединить, используя либо крошечный металлический инструмент, либо стержень припоя. Это не только устранит вероятность дальнейшего образования оксида, но также позволит протянуть железный припой по самой длинной стороне соединения.
В случае, если провода для пайки, лучше окуните их в жидкий флюс. Однако, если ваш флюс находится в порошковой форме, ознакомьтесь с инструкциями по смешиванию на этикетке.
Шаг 4 Нагрев металла
При нагревании алюминиевого металлического предмета следует использовать паяльник. Нагрейте металл, прилегающий к стыку, начиная с самого нижнего положения заготовки. Как правило, прямое пламя, нанесенное на проблемную зону, может вызвать перегрев флюса и припоя. Поэтому убедитесь, что вы постоянно перемещаете источник тепла маленькими и медленными движениями, чтобы можно было равномерно нагреть зону.
Перед применением паяльника вы должны знать, что может пройти более десяти минут, прежде чем он нагреется до необходимого уровня.
Шаг 5: Нанесение припоя
Перетащите проволоку или пруток железного припоя через соединение, продолжая косвенно нагревать область, то есть нагрев с другой стороны металлического алюминия. Используйте постоянные медленные движения при нанесении припоя для железа, чтобы результаты были одинаковыми.
Подтверждение результатов
Если железный припой, который вы используете, не сцепляется с металлом, это может указывать на образование оксида алюминия на поверхности металла.Это потребует от вас немедленно очистить поверхность и снова припаять ее, пока вы не добьетесь желаемого результата.
Итог
Эти советы о том, как паять алюминий паяльником, окажутся полезными, если их протестировать. Убедитесь, что вы применяете их соответствующим образом, когда возникает необходимость, чтобы вы могли ощутить те достоинства, которые они несут.
6 способов пайки алюминиевых деталей с помощью электрического паяльника — Yantai Baodi Copper & Aluminium Co., Ltd
При обслуживании радио и бытовой техники иногда необходимо припаять небольшие алюминиевые детали, потому что поверхность алюминиевого устройства легко снимается. оксидированный, который новичкам сложно паять прочно.Автор ссылается на информацию о сварке алюминиевых деталей и прошла успешную проверку. В этой статье для справки представлены эти практические методы пайки алюминия. Сначала на место пайки алюминиевой детали наносится припой, а затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой уплотняется, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы протереть переднюю и заднюю часть паяльной станции.Расстояние трения не должно быть слишком большим. Обычно пленка из алюминиевого сплава на поверхности алюминиевого компонента разрезается на жало паяльника на 3–5 мм. Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяет сферическую форму на плоскую, что указывает на то, что алюминиевый элемент прочно соединен с оловом.В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно. Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Избыточный раствор сульфата меди и раствор соляной кислоты можно затем сварить паяльником мощностью 45-75 Вт, который работает хорошо.В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова, чтобы расплавить, и затем используйте, и тогда удобно сваривать обычным способом. В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность. Это можно надежно сварить. Но обратите внимание: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути.5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником 75 Вт на поверхность сваривания до тех пор, пока слой олова не будет прикреплен к алюминиевой поверхности, а затем ткань используется. Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а сварочный эффект удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, несколько раз протереть алюминиевую поверхность паяльником, а затем нажать обычным способом. .Гладкая сварка. Наконец, шестой метод, сначала полируйте поверхность алюминиевых частей сварки, а затем закапайте несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем с помощью острого ножа поскребите вперед и назад несколько раз при сварке, а затем используйте паяльник для пайки и канифоли при сварке Трение вперед и назад, олово скоро прочно прилипнет к алюминиевой детали, этот метод также прост и практичен.
Методы пайки алюминия | Superior Flux и Mfg.Co.
На этот раз это статья, опубликованная в майском выпуске журнала Welding Journal за 2018 год и озаглавленная «Методы пайки алюминия». Спасибо Уильяму «Биллу» Эйвери, эксперту по соединению металлов в Superior Flux, и доктору Иегуде Баскину, президенту Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы можете паять алюминий!» Если это похоже на вас или у вас есть вопросы по пайке алюминия, сделайте себе одолжение и прочтите статью «Методы пайки алюминия».Вы обнаружите, что можно припаять алюминий . Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, изложенными в статье, то вы узнаете, как эффективно паять алюминий.
И нет лучшего времени, чем сейчас, чтобы научиться паять алюминий. Все больше и больше компаний изучают пайку алюминия в самых разных областях: от автомобилей, электроники, радиаторов, систем отопления, вентиляции и кондиционирования воздуха и др.Алюминий легче и дешевле, чем медь, и во многих случаях он достаточно теплопроводен, как термически, так и электрически, чтобы позволить медь работать за свои деньги. А пайка алюминия с его высокими температурами не так проста, как пайка алюминия.
Самое лучшее во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что говорится в статье «Методы пайки алюминия» как некоторые из ключей к пайке алюминия.
Правильный флюс: Вам нужен флюс для пайки алюминия — флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно прочен для пайки сплава, такого как нержавеющая сталь, не означает, что он будет работать с алюминием. Superior Flux предлагает самый широкий спектр флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическое соединение с алюминием.Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без каких-либо «зубов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35 ™ компании Nihon Superior, возможно, является единственным припоем на рынке, который может эффективно паять алюминий и затем проходить испытания солевым распылением. И имейте в виду, что припой бывает разных форм: проволока, фольга, преформы и смешанный со специально разработанными флюсами в виде алюминиевой паяльной пасты.Наша порошковая проволока с алюминиевым флюсом (AFCW) — пионер в этой области, эффективная порошковая проволока с алюминиевым флюсом, которая бывает разных типов сплавов и диаметров. Наша линейка алюминиевых паяльных паст и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением рецептур и работают с заказчиками в области пайки алюминия. Мы мыслим творчески, подбирая оптимальный вариант для конкретной области применения.
Тип или «серия» алюминия : Алюминиевые сплавы подразделяются на серии в зависимости от состава сплава и добавок.Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии попал под удар. Когда его можно припаять, это можно сделать только путем предварительного лужения поверхности алюминия. Также имейте в виду, что пайка алюминия с алюминием всегда является наиболее сложной задачей. Но при пайке алюминия к более благоприятному для пайки металлу, например, к меди, вы получаете преимущество.
Think HEAT! Алюминий требует тепла для приема припоя, обычно до температуры 300 ° C или более. И вы хотите измерять температуру алюминия, а не вашего источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже с правильной комбинацией флюса и припоя вы не добьетесь пайки, если алюминий недостаточно горячий, чтобы принять припой.В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе поток будет израсходован, не выполнив своей работы. К счастью, существует множество методов нагрева, таких как духовки, индукционные печи, горелки, электрические плиты и т. Д., Которые помогут вам достичь нужной температуры в пределах допустимого диапазона.
Не пугайтесь своего проекта по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими алюминиевыми флюсами или свяжитесь с нами по вопросам, связанным с пайкой алюминия.
Наши исследования по практической пайке алюминия, пожалуй, самые передовые на рынке сегодня, и мы только начинаем. Ожидайте новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
Пайка алюминия: основы — Weld Guru
Алюминий и сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще применяется с алюминием, чем с другими металлами.Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если припой контактирует с уровнем нагрева, превышающим температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Очищение поверхности проволочной щеткой из нержавеющей стали. Далее вставлен алюминий 1/8 ″. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал станет достаточно горячим, паяльный стержень плавится и протекает в стык.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинк имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
МодельРебра ракеты, припаянные к трубе
Совместное проектирование
Конструкции соединений, используемые для пайки алюминиевых сборок, аналогичны тем, которые используются с другими металлами.Наиболее часто используемые конструкции — это формы простых соединений внахлестку и Т-образных соединений.
Зазор в стыках зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса. Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
Препарат
Жир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или очистители с pH выше 10 не следует использовать для обработки алюминия или алюминиевых сплавов, поскольку они могут вступать в химическую реакцию.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки.Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужей расплавленного припоя и затем протерев поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком. Не рекомендуется использовать металлическую щетку или другие металлические предметы. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в соответствии с их температурами плавления:
- Низкотемпературные припои .Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припой для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои .Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные узлы.
Правила пайки алюминия
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Соединение должно быть плотным, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Изучите инструкции производителя для определения правильного количества тепла
- Используйте правильный флюс.
Ссылки для пайки алюминия
Процессы пайки
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист — отличный навык, который можно добавить в свой набор инструментов для рукоделия. Пайка — это процесс, при котором два или более металлических предмета соединяются вместе путем плавления присадочного металла в стыке. Хотя пайка, как правило, проста, при работе с определенными материалами становится все труднее. Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника.Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом. Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1. Очистите алюминиевый металлический лист
Используйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим, потому что, когда вы работаете с алюминием, очень сложно его правильно припаять, поэтому вам нужно удалить все препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 — Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе. Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 — Нанесите флюс на область для пайки
Подберите дешевый флюс на Amazon
Следующим шагом является нанесение флюса на области, где необходимо припаять.Флюс — это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 — Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно паять, с помощью горелки. Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не прикладывайте тепло непосредственно к наполнителю припоя, чтобы предотвратить выгорание металла припоя.Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель стекает по алюминию и просачивается внутрь соединения, но если он просто скатывается, вам нужно попробовать другой флюс и припой и повторить продолжайте процесс, пока не заметите просачивание металла в алюминиевый стык.
Когда вы совершаете покупки по ссылкам на нашем сайте, мы можем получать комиссионные бесплатно для вас.
Алюминиевый ремонтный стержень | Капп Сплав
- Более низкая температура плавления облегчает деликатный ремонт алюминиевых радиаторов.
- Matching Kapp Golden Flux ™ действует как ориентир температуры, обеспечивая простое нанесение и успешное склеивание.
- Используйте любой источник тепла — кислородно-ацетиленовую, газовую или пропановую горелку, тепловую пушку или паяльник.
- Превосходный универсальный припой, может использоваться для алюминия, нержавеющей стали, белого металла, олова, меди, латуни и гальваники.
- В большинстве случаев ремонт прочнее оригинального металла.
- Может быть покрыт хромом, никелем или медью.
Физические свойства:
Состав: 40 олово — 27 цинк — 33 кадмий
Диапазон плавления: 350 — 500 ° F / 176 — 260 ° C
Электропроводность: 23 (% IACS при 68 o F)
Прочность на растяжение: 20,000 фунтов на кв. Дюйм
Прочность на сдвиг: 11000 фунтов на кв. Дюйм
Успешная пайка с помощью KappRad ™
Шаг 1 — Предварительно очистите основной металл или соединяемые металлы.Используйте ткань emory, проволочную щетку, пескоструйную очистку и т. Д. Подготовьте алюминиевые поверхности чистой проволочной щеткой из нержавеющей стали .
Шаг 2 — Нанесите неагрессивную жидкость Golden Flux ™ компании Kapp на место ремонта. Вы можете использовать стержень для распределения флюса.
Шаг 3 — С помощью мягкого пламени, теплового пистолета или паяльника нагрейте основной металл, прилегающий к зоне ремонта. Прямое пламя на участке ремонта может привести к перегреву припоя и флюса.
Шаг 4 — Держите наконечник резака на расстоянии 4–6 дюймов от основного металла. Если необходимо подать пламя напрямую
к стержню или флюсу, оттяните наконечник резака еще дальше от рабочей поверхности и продолжайте движение.
Шаг 5 — Флюс начнет пузыриться и станет светло-коричневым. Это подготавливает основной металл для припоя и указывает на правильную рабочую температуру. (Если флюс становится черным, значит он перегрет.Дайте области остыть, очистите ее и начните заново с шага 1.) Проведите стержнем припоя по области, которую нужно припаять, пока он не начнет течь. ПРЕКРАТИТЕ НАГРЕВ! При необходимости нанесите дополнительные слои.
Шаг 6 — Иногда необходимо слегка нагреть кончик стержня пламенем, чтобы припой легче стекал на место ремонта. НЕ НАГРЕВАЙТЕ ПРУТ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 7 — Наблюдайте за отложением припоя.Припой должен склеиваться ровно. НЕ ПЕРЕГРЕВАЙТЕ! Стержень расплавится при перегреве, но не будет сцепляться должным образом.
Шаг 8 — Если вы прекратили пайку и хотите нанести больше припоя или вылить существующий слой, дайте ему остыть, добавьте еще флюса и повторно нагрейте. Флюс поможет процессу склеивания, будь то добавление стержня или просто вытекание предыдущего осадка.
Шаг 9 — Удалите излишки флюса теплой водой и тканью или металлической щеткой.
Ремонт алюминия с помощью низкотемпературного алюминиевого припоя KappAloy ™
Перед
Разрушение оксидного покрытия перемешиванием и флюсованием — один из ключей к успешной пайке, особенно для алюминиевых деталей. Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может преобразоваться и затруднить соединение припоя. Итак, перед тем, как начать, убедитесь, что у вас есть все инструменты и расходные материалы, готовые к работе.
Предварительное лужение
Для некоторых трудно поддающихся пайке соединений с большой площадью поверхности может быть чрезвычайно полезно предварительно залудить область соединения на каждой части припоем перед тем, как приступить к соединению деталей. Просто выполните следующие действия, чтобы покрыть область стыка каждой детали ровным слоем припоя. Затем, когда детали остынут, повторите шаги еще раз, чтобы соединить детали.
Здесь также применяется правило 1-2-3. Не стоит сегодня оловить заранее, а на следующий день паять.Свежая поверхность, не содержащая оксидов, важна для успешной пайки. Предварительное лужение деталей с помощью правильного припоя может значительно улучшить соединения на трудно паяемых металлах и деталях с большой площадью поверхности.
Шаг 1
Предварительно очистите основной металл или соединяемые металлы. Сделайте фаску на краях деталей в месте соединения, чтобы припой мог заполнить и приклеиться к деталям. Подготовьте алюминиевые поверхности проволочной щеткой из нержавеющей стали. Разрушение прочного оксидного покрытия на алюминиевых деталях является секретом прочных и надежных паяных соединений.Эти барьеры быстро восстанавливаются, поэтому следует быстро перемешивать, флюсовать и паять.
Шаг 2
Нанесите Kapp Golden ™ Flux, чтобы разрушить оксидный барьер и втянуть припой в зону соединения / ремонта. Не забудьте оставить достаточный зазор, чтобы флюс и припой могли течь между деталями. Активный диапазон Kapp Golden Flux составляет 350-550 ° F. Вы можете легко использовать припой для распределения флюса.
Шаг 3
С помощью мягкого пламени, теплового пистолета или паяльника нагрейте основной металл, прилегающий к зоне ремонта.Прямое пламя на участке ремонта может привести к перегреву припоя и флюса.
ЗАПРЕЩАЕТСЯ НАГРЕВАТЬ ПАЯЛЬНУЮ СТАНКУ или ПОТОК!
Шаг 4
При использовании резака держите наконечник резака на расстоянии 4–6 дюймов от основного металла. Если необходимо подать пламя непосредственно на стержень или флюс, оттяните наконечник резака еще дальше от рабочей поверхности и продолжайте движение.
Шаг 5
Флюс начнет пузыриться и станет светло-коричневым.Помимо подготовки основного металла к припою, эти изменения указывают на правильную рабочую температуру флюса. Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
Шаг 6
Когда флюс пузырится и становится коричневым, пора применить стержень. Перетащите стержень по области для пайки, пока он не начнет течь. ПОСЛЕ ПОТОКА ШТАНГИ, ПРЕКРАТИТЕ ПОДАЧУ НАГРЕВА!
Если требуются дополнительные слои, продолжайте перетаскивать стержень по области.В некоторых случаях, например, при использовании очень тонких проводов, перед пайкой деталей может быть полезно залудить алюминиевую поверхность стержнем. В этом случае выполните шаги 1–6, чтобы нанести ровный слой припоя на алюминиевые детали. Дайте этим деталям остыть, а затем снова выполните шаги 1-6, спаяв детали вместе. Это часто приводит к более плотному пайке мелких деталей.
Шаг 7
Иногда необходимо нагреть кончик стержня пламенем, чтобы припой легче стекал на место ремонта. НЕ НАГРЕВАЙТЕ ПРУТ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 8
Обратите внимание на отложение припоя. Припой должен склеиваться ровно. НЕ ПЕРЕГРЕВАЙТЕ! Стержень плавится при перегреве, но не соединяется должным образом.
Шаг 9
Если вы прекратили пайку и хотите нанести больше припоя или еще больше вылить осадок, дайте ему немного остыть, добавьте еще флюса и повторно нагрейте.Флюс поможет процессу склеивания, будь то добавление припоя или просто вытекание предыдущего слоя.
Шаг 10
Удалите излишки флюса теплой водой и металлической щеткой.
Ремонт литого алюминия, литье под давлением и горшок с алюминием
До
Разрушение оксидного покрытия путем перемешивания и флюсования является одним из ключей к успешной пайке, особенно для деталей из алюминия, нержавеющей стали и никелированного покрытия.Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может преобразоваться и затруднить соединение припоя. Итак, перед тем, как начать, убедитесь, что у вас есть все инструменты и расходные материалы, готовые к работе.
Предварительное лужение
Для некоторых трудно поддающихся пайке соединений с большой площадью поверхности может быть чрезвычайно полезно предварительно залудить область соединения на каждой части припоем перед тем, как приступить к соединению деталей.Просто выполните следующие действия, чтобы покрыть область стыка каждой детали ровным слоем припоя. Затем, когда детали остынут, повторите шаги еще раз, чтобы соединить детали.
Здесь также действует правило1-2-3. Не стоит сегодня оловить заранее, а на следующий день паять. Свежая поверхность, не содержащая оксидов, важна для успешной пайки. Предварительное лужение деталей с помощью правильного припоя может значительно улучшить соединения на трудно паяемых металлах и деталях с большой площадью поверхности.
Пайка алюмитом и лунным флюсом Каппа
При пайке алюминия невидимая оксидная пленка должна быть разрушена припоем для обеспечения контакта металла с металлом.ЕСЛИ вся поверхность соединения доступна для взбалтывания щеткой и припоем, оксид можно легко и эффективно разрушить без химического флюса с помощью АЛЮМИТА. Однако для стыковых и других труднодоступных стыков поверхность стыка должна быть хорошо покрыта АЛЮМИТОМ, в противном случае потребуется флюс Kapp LUNAR.
НЕОБХОДИМО НАГРЕТЬ ЧАСТИ ДО ТЕМПЕРАТУРЫ, КОТОРОЙ РАСПЛАВАЕТ КОНЕЦ ПРИГОТОВЛЕНИЯ ПРИГОТОВЛЕНИЯ НА ПОВЕРХНОСТИ НАГРЕВАЕМОЙ ЧАСТИ.
Твердый конец алюмитового стержня сначала прокалывает и разрыхляет оксидный слой, позволяя припою течь под ним. Это называется «лужением поверхности».
С помощью этой безфлюсовой техники возможно множество видов ремонта и строительства; однако алюминиевая поверхность должна быть доступна для поглаживания стержнем припоя из алюминия. Припой не потечет сам по себе в узкий стык. Чтобы втянуть припой в узкий стык, необходим дополнительный флюс — Lunar Flux.
ВСЕГДА ИСПОЛЬЗУЙТЕ НЕЙТРАЛЬНОЕ ПЛАМЯ! ВСЕГДА ПОДДЕРЖИВАЙТЕ ПЛАМЯ В ДВИЖЕНИИ! ВСЕГДА МЕДЛЕННО ОХЛАЖДАЕТСЯ! НИКОГДА НЕ ОГОНЯЙТЕ НАГРЕВАЕМЫЕ ЧАСТИ В ВОДУ!
Т — шарниры
Для максимальной прочности залудите оба элемента, как описано выше, и соедините вместе. Нагрейте детали и нанесите валик припоя на место пересечения. Скругления изготавливаются путем пропускания припоя вдоль установочных элементов там, где требуется контакт.Позвольте теплу от элементов, а НЕ ПЛАМЕНИ расплавить припой. Пропустите твердый конец припоя через расплавленную кромку, чтобы удалить застрявший оксид. Во многих случаях достаточную прочность можно получить без предварительного лужения. Однако, когда элементы не были предварительно лужены, только галтели поддерживают совместную нагрузку, поскольку элементы не соединяются друг с другом, а только с галтелями.
Стыковые соединения
Наиболее эффективно покрыть стыковые поверхности алюминиевым стержнем перед сборкой деталей для окончательной сборки.Нанесите Kapp Lunar Flux на стыковые поверхности. Концы скошены и сведены. Следуйте процедуре лужения, нанося АЛЮМИТ на обе скошенные поверхности стыка.
Накладные соединения
Детали можно лужить и сдвигать вместе, пока припой еще расплавлен. В качестве альтернативы можно нанести обильную кромку припоя на края стыка внахлест, чтобы обеспечить лужение, пропуская стержень через расплавленный припой.
Соединения под углом в окнах, дверях, экранах, рамах
Членов надо крепко отсадить.над областью стыка зажигают нейтральное пламя, пока АЛЮМИТ не расплавится при прохождении через стык. Убедитесь в наличии лужения, протянув твердый конец припоя через слой расплавленного припоя. После лужения шов можно наращивать и обрабатывать по желанию. Эти соединения устойчивы к высокой влажности и остаются в идеальном состоянии после многих лет воздействия.
Ремонт и изменение конструкции алюминиевых матриц и штампов
Обрабатываемая секция очищается опиливанием или шлифовкой, а затем лужится путем нагрева алюминия до температуры, при которой припой плавится, трясь о поверхность.ПРИ ЛУДОВАНИИ АЛЮМИТОВАЯ ПАЛКА ВСЕГДА НЕ ДОПУСКАЕТСЯ БЕЗ ПЛАМЕНИ. Воспламените материал мягким пламенем. Предварительный нагрев всей матчевой пластины матрицы примерно до 600 ° F облегчает эту процедуру.
Сварка отливок на основе цинка с АЛЮМИТОМ
Удалите покрытие, естественный оксид или посторонние предметы с соединяемых поверхностей. «V» из трещины и надежно настроить работу. Используйте наконечник №1 или №2, чтобы предварительно нагреть область вокруг перелома.Затем выполняется сварка путем нагревания трещины непосредственно нейтральным пламенем до тех пор, пока ПОВЕРХНОСТЬ основного металла не может быть разрушена путем прикосновения к ней АЛЮМИТОВЫМ стержнем. ПРИ НАЧАЛЕ СВАРКИ УБЕГАЙТЕ ПРУТЫ ОТ ПЛАМЕНИ НАСКОЛЬКО ВОЗМОЖНО. Продолжайте приваривать трещину, нанося припой на основной металл. НИКОГДА НЕ ОГНАТЬСЯ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ. Закончите по желанию.
Сварка белого металла с АЛЮМИТОМ
Очистить покрытие и окалину с свариваемой поверхности.»V» из трещины и надежно настроить работу. Обычно предварительно нагревают нейтральным пламенем или пламенем ацетилена. Нагрейте до тех пор, пока основной металл не начнет плавиться, затем окуните стержень припоя в расплавленную лужу и вытащите из нее до желаемого нароста.
НИКОГДА НЕ ОГНАТЫВАЙТЕСЬ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ . Закончите по желанию.
Ремонт снятой резьбы с помощью АЛЮМИТА
Просверлите старую резьбу больше размера, чтобы при добавлении нового галтеля все сверление и нарезание резьбы выполнялись из АЛЮМИТА.Это облегчит работу и увеличит силу. После сверления нагрейте основной металл снизу отверстия вверх. Придавите стержень к стенке отверстия, начиная снизу и двигаясь вверх. Заполните отверстие, остудите, просверлите и постучите по нему по мере необходимости.
Физические свойства и технические данные Alumite ™ | |
Диапазон плавления | 715 ° F — 735 ° F / 379 ° C — 391 ° C |
Прочность на разрыв | 39000 фунтов на кв. Дюйм |
Прочность на сжатие | от 60 000 до 75 000 фунтов на кв. Дюйм |
Прочность на сдвиг | 34,000 фунтов на кв. Дюйм |
Ударная вязкость (по Шарпи) | 4 фут.фунты. сломать стержень 1/4 « |
Твердость (нагрузка по Бринеллю-500 кг.) | 100 |
Пластичность | Хорошо |
Плотность | 0,25 фунта / куб. дюйм |
Удлинение | 3% в 2 дюймах |
Коэффициент линейного расширения | 15.4 x 106 / ° F |
Электропроводность | 24,9 (% IACS) |
Теплопроводность | ,24 кал / см 3 / ° C |
Проникновение коррозии | 300 x 106 дюймов 1 1 / R |
Флюс | Нет на доступных соединениях |
MIL Технические характеристики | соответствует MIL-R4208 |
* Примечание: Прочность на сдвиг для соединений внахлест, прочность на разрыв зависит от основных металлов, методов пайки и типа соединения. | |
Как паять алюминий — Обсуждение ювелирных изделий
Как алюминий поступает в продаже? Работает нормально? Уилл Сильвер Припой работать?
Лаура,
Алюминий — это металл, сильно отличающийся от серебра. Одно из ключевых отличий
заключается в том, что он обладает исключительным сродством к кислороду. Любая открытая поверхность алюминия
образует мгновенный непроницаемый оксидный слой, который затем предотвращает попадание кислорода
на поверхность, и поэтому металл
сохраняет свою металлическую природу.Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. Фактически,
, многие из них плавятся при более высокой температуре, чем сам алюминий, что не принесет вам особой пользы.
, однако, есть припои, предназначенные для алюминия. Как правило, они представляют собой комбинацию
, состоящую из довольно твердого припоя и специально разработанного флюса
. При использовании вы «протираете» припой на стыке
, который механически помогает флюсу вытеснить очень прочный оксидный слой
, достаточный для прилипания припоя.Припои гораздо больше похожи на припои на основе олова
, которые ювелиры называют «мягкими» или «свинцовыми» припоями. Но они
работают. Тем не менее, эти вещи обычно предназначены для ремонта перил крыльца
, а не для изготовления ювелирных изделий. Если вы думаете, что
аккуратно разместите маленькие пайетки из алюминиевого припоя вокруг алюминиевой рамки
, пока вы припаяете ее к алюминиевому кольцу, вам не повезло. Вы, вероятно, не добьетесь того, чтобы это работало … Обратите внимание, что эти припои
, как правило, предназначены для соединения алюминия с алюминием.
Не алюминий по отношению к другим металлам.
Алюминий обычно крепится с использованием так называемого «холодного склеивания»
, такого как ривиты, винты, соединения с механической формовкой или аналогичные соединения
. Одним из методов плавления металлов является сварка плавлением
, для которой требуется специальный аппарат. Обычно это используется для
вещей, таких как серьги или аналогичные детали, прикрепляемые к алюминию
. Они сделаны специально для этого использования, с крошечным «наконечником» металла
, выступающим вниз из области, предназначенной для приклеивания к алюминию
.Машина помещает электрический заряд между находкой
и деталью, к которой нужно прикрепить, и хлопает их вместе. Когда это маленькое перо
касается другого куска металла, оно вызывает искру.
Искра обращается с этим маленьким наконечником, как с предохранителем, пережигая его. По сути,
делает то же самое, что и отвертка, которой вы случайно случайно коснулись
провода под напряжением. Помнить? испарил половину наконечника отвертки
при образовании дуги? Уилл, это контролируется, но
маленьких «перьев» металла испаряются, когда две большие поверхности
соединяются вместе.Это создает очень горячую плазму на мгновение
между металлами, которая не только вытесняет весь атмосферный газ,
включая кислород, но также расплавляет поверхности достаточно, чтобы они могли смешивать
и связываться друг с другом.
обычно используется для установки штифтов сережек и
других деталей. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо приклеенный штырь серьги
также можно рассматривать как заклепку, готовую к вставке через отверстие в другом куске металла
и обточке … идеи?
Машины, начиная с маленьких «игристых» сварочных аппаратов, проданных за
около 400 баксов…
И если у вас есть доступ к обычному оборудованию для электродуговой сварки,
есть также методы сварки, предназначенные для алюминия.Обычно они
требуют какой-то газовой защиты зоны сварного шва, например, при сварке TIG
или MIG. Опять же, это обычно не ювелирная шкала, но кто знает
…
Надеюсь, это поможет.