контрольно измерительные приборы монтаж и наладка
Монтаж КИПиА
ООО «Монтаж-Автоматика» занимается монтажом различного электротехнического оборудования от разнообразных приборов общепромышленного характера до более специализированных областей, что подтверждается соответствующими допусками СРО. Работа осуществляется в несколько этапов: анализ, оценка, монтаж, контроль качества и выдача документации.
Наша компания гарантирует высокое качество и скорость выполнения работ по монтажу КИПиА. Наши мощности позволяют решать задачи практически любой сложности на самых разнообразных объектах. Для расчета стоимости монтажа необходимо провести анализ планируемых работ.
Заказать монтаж КИПиА
Заказать монтаж КИПиА в Перми Вы можете, позвонив по телефону: +7 (342) 228 66 36 либо оформить заявку
Наши специалисты ответят на все ваши вопросы и помогут оформить заказ
Наладка систем КИПиА и электрооборудования
Управление сервисом ООО «Монтаж-Автоматика» обеспечивает весь жизненный цикл средств автоматизации, начиная от наладки после монтажа, и заканчивая выводом из эксплуатации.
Участок ПНР АСУ ТП является ведущим и самым многочисленным подразделением инженерного центра. В его состав входят группы проектирования АСУ ТП, программирования и пуско-наладочных работ. Специалисты участка имеют колоссальный опыт внедрения микропроцессорных систем управления технологическими процессами.
Участок ПНР КИП на данный момент обеспечивает выполнение следующих производственных задач:
- пуско-наладочные работы КИП;
- комплексные проверки С и ПАЗ на объектах ТЭК;
- пуско-наладочные работы систем бесперебойного питания.
 Развитие инженерного центра прежде всего связано с освоением новых систем АСУ ТП. Кроме того, намечена организация выделенного участка сборки низковольтного оборудования (шкафы АСУ ТП, шкафы релейной автоматики и сигнализации, шкафы распределения питания и т.д.), что позволит повысить качество и снизить время выполнения работ.
Развитие инженерного центра прежде всего связано с освоением новых систем АСУ ТП. Кроме того, намечена организация выделенного участка сборки низковольтного оборудования (шкафы АСУ ТП, шкафы релейной автоматики и сигнализации, шкафы распределения питания и т.д.), что позволит повысить качество и снизить время выполнения работ.Заказать наладку систем
Заказать наладку систем в Перми Вы можете, позвонив по телефону: +7 (342) 228 66 36 либо оформить заявку
Наши специалисты ответят на все ваши вопросы и помогут оформить заказ
Монтаж и наладка КИПиА ,систем автоматизации — ООО «Росналадка»
Большинство промышленных объектов используют разные технические агрегаты, требующие наладку системы их работы с помощью 
Благодаря накопленному опыту и профессионализму сотрудников наша компания оперативно и качественно выполнит монтаж КИПиА для котельных, технологических установок, а также предложит вам услуги по наладке КИПиА уже смонтированных объектов и их техническое обслуживание.
Процесс монтажа КИПиА
Сам монтаж КИПиА осуществляется в несколько этапов:
1. Изучение проекта автоматизации и составление проекта, оценка приобретенного оборудования и приборов.
2. Организация непосредственно монтажных работ, осуществляемая в 2 этапа:
- установка несущих конструкций для электро- и трубопроводов, расчистка трасс и проверка закладных частей, проемов в сооружениях, установка специальных датчиков и прочих приборов, которые будут связаны с технологическим оборудованием;
- непосредственно прокладка труб, электрической проводки, их испытание и установка щитов, средств автоматизации, а также подключение проложенных трубопроводов
непосредственно к оборудованию.

3. Сдача заказчику или его эксплуатационному персоналу всех
смонтированных и подключенных приборов, средств автоматизации и
проведение испытания системы.
4. Выдача на участок контрольно-измерительных приборов и автоматики всей документации, подтверждающей факт проведения монтажных работ специалистами.
Наша компания применяет передовые решения в сфере автоматизации, поэтому
гарантирует высокое качество монтажа и наладку КИПиА приобретенного вами оборудования. Помимо монтажных работ нашими специалистами
осуществляется наладка КИПиА, чтобы все приборы эксплуатировались
успешно и без перебоев.
- осмотру проектной и иной документации
- стандартной поверке и регулировке аппаратуры автоматизации
- опробование системы после монтажных работ
- наладка КИПиА приборов (систем сигнализации, управления и контроля) на оптимальный режим работы
- сдача установки с оформлением документации
12.
 5. Монтаж контрольно-измерительных приборов, предохранительных устройств, приборов автоматического регулирования и контроля
5. Монтаж контрольно-измерительных приборов, предохранительных устройств, приборов автоматического регулирования и контроля
Приборы и средства измерения и автоматизации, устанавливаемые непосредственно в машинном или аппаратном отделениях аммиачной холодильной установки, должны удовлетворять требованиям Правил устройства электроустановок, предъявляемым к помещениям класса В-16; приборы и средства автоматизации, не соответствующие этим требованиям, монтируют в смежном с машинным залом помещении так, чтобы было удобно вести за ними наблюдения. Во избежание проникновения паров аммиака в помещение, где расположены приборы, в нем должна быть предусмотрена приточная вентиляция с подпором воздуха не менее 200 Па (20 мм вод. ст.).
Места установки приборов должны обеспечивать надежный контроль или регулирование соответствующих параметров, доступность приборов обслуживающему персоналу и хорошую видимость шкал настроек. Для удобства обслуживания все приборы и средства автоматики, вмонтированные в холодильные трубопроводы, должны снабжаться запорными вентилями с обеих сторон.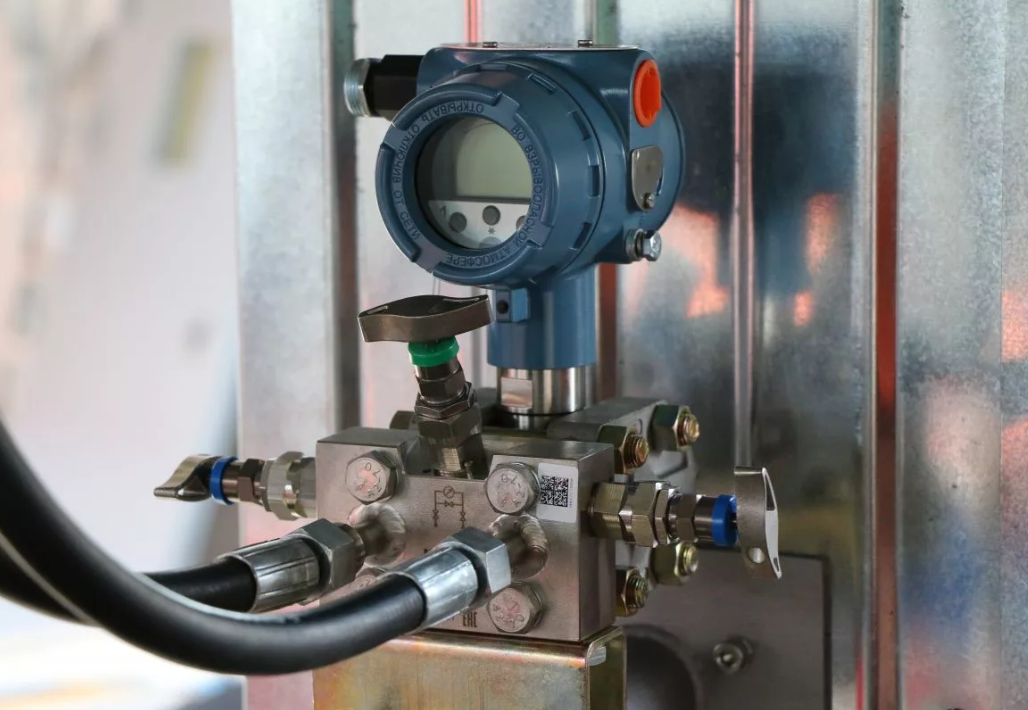 Они устанавливаются так, чтобы вибрация их была минимальной.
Они устанавливаются так, чтобы вибрация их была минимальной.
Особое внимание при монтаже приборов автоматики (измерительных приборов) следует уделять расположению устройств для отбора жидкости или пара и первичных преобразователей (датчиков) приборов, которое определяется в основном характеристикой измеряемого (регулируемого) параметра, минимально возможной вибрацией приборов, доступностью для обслуживающего персонала и выполнением указаний инструкции к прибору. Для удобства обслуживания (ремонта, профилактики) все приборы и средства автоматизации и измерения, вмонтированные в холодильные трубопроводы, должны быть расположены между запорными вентилями.
Монтаж на пультах и щитах заводского изготовления каких-либо дополнительных щитков или устройств не рекомендуй ется. В монтаж должны приниматься приборы и средства автоматизации, прошедшие стендовую проверку. При стендовой проверке проверяют целостность электрических цепей и трубных проводок, сопротивление изоляции, основную приведенную погрешность, срабатывание регулирующей части и переключателей, работу механизма передвижения диаграммной бумаги и качество записи.
Точность показаний жидкостных и манометрических термометров, термопар и термометров сопротивления, манометров, ротаметров, реле магнитных пускателей и другой пусковой ап- паратуры перед монтажом не проверяют. Все смонтированные приборы автоматики, прошедшие стендовую проверку, должны быть настроены на уставку, отличающуюся от нормальной величины контролируемого параметра на 10—15%. Места отбора импульсов давления на компрессорах должны располагаться обязательно перед (по ходу паров аммиака) всасывающим и нагнетательным вентилями компрессора.
Электроаппаратуру автоматики лучше располагать на металлических щитах, размеры которых определены ГОСТ 3244—68, и пультах типа ПУСК (ПУСК-11, ПУСК-21 и ПУСК-22).
Разработка различных модификаций приборных щитков и колонок и изготовление их в заводских условиях позволяют рести монтаж систем автоматизации холодильных установок на объектах индустриальными методами и, следовательно, повысить качество монтажных работ.
Контрольно-измерительные приборы. Манометры и манова- куумметры, применяемые для измерения давления в аппаратах (сосудах), машинах и трубопроводах холодильных установок, имеют две шкалы: внутреннюю — давлений, внешнюю — температур насыщенного пара, соответствующих этим давлениям, Манометры, устанавливаемые со стороны нагнетания, должны быть градуированы на избыточное давление от 0 до 2 — 2,5 МПа (20 — 25 кгс/см
Манометры и манова- куумметры, применяемые для измерения давления в аппаратах (сосудах), машинах и трубопроводах холодильных установок, имеют две шкалы: внутреннюю — давлений, внешнюю — температур насыщенного пара, соответствующих этим давлениям, Манометры, устанавливаемые со стороны нагнетания, должны быть градуированы на избыточное давление от 0 до 2 — 2,5 МПа (20 — 25 кгс/см
Манометры и мановакуумметры должны иметь класс точности не ниже 2,5 и устанавливаться так, чтобы была исключена их вибрация и показания были отчетливо видны. Циферблат должен быть расположен в вертикальной плоскости или с наклоном вперед до 30°. Манометры и мановакуумметры, установленные на высоте 3—5 м от уровня обслуживания, должны иметь диаметр не менее 200 мм. Следует выбирать манометры с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы.
На циферблате каждого манометра должна быть нанесена красная черта через деление шкалы, соответствующее максимально разрешенному давлению нагнетания. Взамен нанесения краской черты разрешается укреплять снаружи манометра металлическую пластинку (в виде стрелки), окрашенную в красный цвет и плотно прилегающую к стеклу манометра.
Мановакуумметры должны быть установлены на каждой всасывающей магистрали испарительной системы холодильной установки с неагрегатированными машинами, а на каждой нагнетательной магистрали монтируют отдельный манометр, подводящую трубку к которому присоединяют за обратным клапаном (по ходу паров аммиака). При наличии нескольких ступеней сжатия должны быть установлены манометры для определения промежуточных давлений. У каждого компрессора должны быть установлены мановакуумметры и манометры для наблюдения за рабочими давлениями всасывания, нагнетания, в системе смазки и картере.
Места установки манометров на компрессорах и аппаратах обусловлены их конструкцией.
Манометры и мановакуумметры устанавливают непосредственно на компрессорах, аппаратах и трубопроводах, а также выносят на щит, где монтируют в вырезанных гнездах. При монтаже манометров на щите среда для измерения давления подводится по трубопроводам. Перед манометром устанавливают вентиль соответствующего диаметра и присоединяют его с помощью ниппелей и накидных гаек. На горизонтальных трубопроводах среду для измерения давления отбирают с верхних точек трубы.
Все установленные манометры и мановакуумметры должны быть запломбированы или иметь клеймо госповерителя (рис. 21).
При монтаже самопишущего манометра надо соблюдать следующий порядок; промыть перо и, если оно засорилось, прочистить, завести часовой механизм, установить диаграмму,, наполнить перо чернилами с помощью пипетки и включить прибор.
Обнаруженные дефекты в работе самопишущих приборов следует устранять немедленно; если перо не пишет или получается прерывистая или неравномерная по толщине линия, надо прочистить канал пера иглой; если между прямым и обратным ходом пера наблюдаются значительные расхождения в показаниях, надо отогнуть рычаг пера на соответствующую величину; если перо не реагирует на колебания измеряемого давления, следует продуть подводящую линию; если прибор дает заниженные показания, необходимо устранить негерметичность подводящей линии, трубки или пружины; если показания прибора непостоянны, надо патрубок прибора соединить с атмосферным воздухом, установить перо на нуль, снять диск, затянуть винты и поставить диск на место;
если перо сместилось с положения, в котором оно было установлено при тарировке, надо патрубок соединить с атмосферным воздухом и поставить перо на нуль при помощи арретира.
Ртутные стеклянные термометры защищают металлическими оправами с двусторонними пазами вдоль всей шкалы термометра, что способствует хорошему освещению шкалы. На трубопроводах термометры устанавливают в термометровых гильзах. Шкала термометра должна выступать из гильзы, чтобы при контроле температуры не извлекать термометр и тем самым не вносить искажения в точность измерения.
На трубопроводах термометры устанавливают в термометровых гильзах. Шкала термометра должна выступать из гильзы, чтобы при контроле температуры не извлекать термометр и тем самым не вносить искажения в точность измерения.
Плоские смотровые стекла типа «Клингер», применяемые в качестве визуальных указателей уровня жидкости в кожухотрубных теплообменных аппаратах, сосудах и ресиверах, должны быть снабжены приспособлением для автоматического их отключения в случае поломки.
Контрольно-измерительные приборы и средства автоматизации, производственная сигнализация и связь / КонсультантПлюс
Контрольно-измерительные приборы и средства автоматизации,
производственная сигнализация и связь
7.113. Системы контроля технологических процессов, автоматического, автоматизированного и дистанционного управления (системы управления), системы противоаварийной автоматической защиты (системы ПАЗ), а также связи и оповещения об аварийных ситуациях, в том числе поставляемые комплектно с оборудованием, должны отвечать требованиям настоящих Правил, ОПВ-88, ГОСТ 8. 002, ГОСТ 12.0.005, ГОСТ 1.25, проектам, регламентам и обеспечивать заданную точность поддержания технологических параметров, надежность и безопасность проведения технологических процессов.
002, ГОСТ 12.0.005, ГОСТ 1.25, проектам, регламентам и обеспечивать заданную точность поддержания технологических параметров, надежность и безопасность проведения технологических процессов.
7.114. Проверка средств измерений должна проводиться в соответствии с ГОСТ 8.513.
7.115. Электрические приборы и средства автоматизации общепромышленного исполнения должны устанавливаться в изолированных от взрывоопасной среды помещениях.
Допускается установка таких приборов внутри герметичных шкафов, продуваемых воздухом или инертным газом под избыточным давлением (в соответствии с требованиями ПУЭ) и с выбросом газов в атмосферу. Приборы и средства автоматизации, устанавливаемые вне помещений, должны быть защищены от атмосферных влияний.
7.116. Приборы с ртутным заполнением должны снабжаться ловушкой или иметь другие защитные приспособления на случай выброса ртути. Все работы с ртутью должны быть организованы в соответствии с нормами и требованиями, указанными для ртутных комнат. При ремонте приборов и средств автоматизации работы с ртутью допускается проводить только в специально оборудованных помещениях.
При ремонте приборов и средств автоматизации работы с ртутью допускается проводить только в специально оборудованных помещениях.
7.117. Работы по монтажу контрольно-измерительных приборов и средств автоматизации должны производиться в соответствии с требованиями санитарных норм и правил.
7.118. Применение ртутных приборов и термометров с ртутью должно максимально ограничиваться.
КонсультантПлюс: примечание.
СП 2.6.1.758-99 «Нормы радиационной безопасности (НРБ-99)», утв. Главным государственным санитарным врачом 02.07.1999, утратили силу с 1 сентября 2009 года в связи с изданием Постановления Главного государственного санитарного врача РФ от 07.07.2009 N 47, утвердившего санитарные правила СанПиН 2.6.1.2523-09 «Нормы радиационной безопасности (НРБ-99/2009)».
7.119. Монтаж и эксплуатация средств измерения и автоматизации должны осуществляться с соблюдением требований технических условий. При использовании средств измерения с радиоактивными изотопами необходимо руководствоваться также «Основными санитарными правилами работы с радиоактивными веществами и другими источниками ионизирующих излучений (ОСП-72)» и «Нормами радиационной безопасности (НРБ-76)».
7.120. В помещении щитов автоматизации следует применять воздушное отопление. Паровое отопление не допускается.
7.121. В помещении щитов автоматизации не допускается ввод импульсных и других трубопроводов с горючими и взрывоопасными веществами. Не допускается прокладка через помещение управления любых транзитных материалопроводов.
7.122. Комплекс устройств для автоматизации технологических процессов, в который входят приборы, регуляторы, сигнализаторы и прочие средства автоматизации и дистанционного управления, должен обеспечивать: безопасность контроля и управления процессами; предупреждение о предстоящем пуске механизмов, управляемых автоматически или дистанционно; предотвращение проливов жидкостей из наполняемых емкостей; централизацию контроля и управления.
7.123. Эксплуатация приборов с радиоактивными излучателями должна производиться в соответствии с «Нормами радиационной безопасности (НРБ-76)», «Основными санитарными правилами работы с радиоактивными веществами и другими источниками ионизирующих излучений (ОСП-72)».
7.124. Для постоянного контроля за состоянием приборов, указанных в п. 7.123, должно быть выделено и утверждено приказом по предприятию должностное лицо, ответственное за соблюдение инструкции по их эксплуатации.
7.125. Сжатый воздух, питающий КИП и приборы автоматики, должен очищаться от пыли и масла и осушаться ниже точки росы.
7.126. Схемы автоматизации технологических процессов должны быть выполнены таким образом, чтобы выход из строя отдельных средств автоматики или их неисправности не могли вызвать аварии на производстве.
7.127. Для записей результатов осмотров и отметок о регулировке и ремонте приборов и средств автоматизации следует вести специальный журнал, который должен находиться в каждом цехе.
7.128. Регулировку и ремонт приборов и средств автоматизации должны производить только работники службы КИП.
7.129. Все системы сигнализации и блокировки должны проверяться по графикам, утвержденным главным инженером предприятия, с соблюдением технических условий.
7.130. Не допускается установка и эксплуатация средств измерения и автоматизации в случаях, когда:
а) имеются видимые повреждения;
б) отсутствуют пломбы, клейма или свидетельства о поверке.
7.131. За средствами измерения и автоматизации, автоматическими регуляторами, производственной сигнализацией и дистанционным управлением должен быть установлен постоянный надзор, гарантирующий их безопасную и правильную работу.
7.132. Электрические приборы, электромагнитные часы и табло световой сигнализации, устанавливаемые во взрывоопасных и пожароопасных помещениях и на наружных установках, должны удовлетворять требованиям ПУЭ.
7.133. Все электроприборы и щиты должны быть заземлены независимо от применяемого напряжения.
Импульсные линии, связывающие разделительные сосуды с приборами и устройствами средств измерения и автоматизации, должны быть заполнены инертной, незастывающей и незамерзающей жидкостью, которая не растворяет измеряемый продукт и не смешивается с ним.
Импульсные трубки и защитные трубы с проводами следует выводить и вводить через наружные стены.
При прокладке через внутренние стены, разделяющие помещения управления и взрывоопасные помещения, импульсные трубки следует заключать в стальные кожухи с соблюдением требований ПУЭ.
7.134. Для нужд средств измерений и приборов автоматического регулирования необходимо предусматривать специальные установки или отдельные сети сжатого воздуха. Качество воздуха должно соответствовать ГОСТ 17433.
7.135. При отсутствии специальных установок сжатого воздуха для нужд средств измерения и автоматизации сети сжатого воздуха для приборов должны автоматически отключаться от всех других сетей обратным клапаном, устанавливаемым перед буфером.
7.136. Все цехи и установки взрывопожароопасных производств должны быть обеспечены телефонной связью, а взаимосвязанные цехи (в необходимых случаях) — сигнализацией о работе связанных между собой агрегатов. Телефонные аппараты, извещатели, а также сигнальные кнопки или извещатели для сигнализации выполняются в соответствии с требованиями ПУЭ.
7.137. Средства измерения должны применяться с дистанционной передачей показаний на щиты КИПиА.
Контроль наиболее важных технологических параметров надлежит дублировать при помощи местных показывающих приборов с крупной и четкой шкалой.
7.138. Состояние воздушной среды в производственных помещениях контролируется при помощи стационарных и переносных газоанализаторов, выпускаемых промышленностью, а при их отсутствии — лабораторным анализом воздуха по графику, согласованному с СЭС и утвержденному главным инженером предприятия.
7.139. В производственных помещениях, где это необходимо, должны быть вывешены таблицы с указанием сигналов пуска и остановки оборудования, а также сигналов аварийных остановок при прекращении подачи топлива, электроэнергии, пара, воды, сжатого воздуха для нужд КИПиА и при остановке вентиляторов. Работники, работающие в этих помещениях, должны хорошо знать значение установленных сигналов.
7.140. Сигнальные устройства должны быть расположены так, чтобы обеспечивались ясная видимость и слышимость сигналов в условиях работы данного цеха, участка.
7.141. Кнопки включения и выключения внутрицеховой сигнализации должны быть расположены так, чтобы можно было управлять ими непосредственно с рабочих мест.
7.142. Органы аварийного выключения (кнопки, рычаги и др.) должны быть красного цвета, иметь указатели местонахождения, надписи о назначении и быть легкодоступными для работников.
7.143. При управлении механизмами должна быть обеспечена возможность их экстренной аварийной остановки при помощи специальной аварийной кнопки или аварийного рычага.
7.144. Оборудование и механизмы непрерывных технологических линий должны иметь электрическую блокировку на случай аварийной остановки. Автоматические блокировки по аварийному отключению технологических блоков и оборудования должны быть продублированы ручным отключением с пульта управления технологическим процессом.
7.145. Каждый агрегат, работающий в режиме автоматического или дистанционного включения или выключения, должен иметь:
световую сигнализацию; предупреждающие надписи: «ОСТОРОЖНО! РАБОТАЕТ НА АВТОМАТИКЕ, ВКЛЮЧАЕТСЯ БЕЗ СИГНАЛА»; кнопку «СТОП» непосредственно у агрегата. Все работники цеха должны быть проинструктированы о мерах предосторожности в отношении агрегатов, работающих в автоматическом режиме и оснащенных дистанционным включением.
7.146. Органы управления производственным оборудованием, обслуживаемые одновременно несколькими работниками, должны иметь блокировки, обеспечивающие необходимую последовательность действий. В случае, если часть оборудования, представляющая опасность для работников, находится вне предела видимости оператора, должны быть предусмотрены дополнительные аварийные выключатели.
7.147. Отключение блокировочных устройств на действующем оборудовании не допускается.
7.148. При ремонте и замене неисправных или вышедших из строя блокировочных устройств допускается их отключение на действующем оборудовании с письменного разрешения одного из руководителей данного производства при разработке соответствующих мероприятий, обеспечивающих безопасность ведения технологического процесса в течение следующего срока:
до 1-го часа — начальника (мастера) смены;
до 3-х суток — начальника производства (цеха) или его заместителей;
более 3-х суток — главного инженера или должностного лица, его заменяющего.
7.149. Для записи результатов осмотров, отметок о регулировке и ремонте приборов и средств автоматизации, изменении установок систем защиты и снятии сигналов, а также разрешение на включение и выключение блокировочных устройств следует вести специальный журнал. Журнал должен храниться у начальника (мастера) смены. Регулировку и ремонт приборов и средств автоматизации, а также заполнение журнала должны производить только работники службы КИПиА.
Монтаж контрольно-измерительных приборов — АСГАРД-Энерджи
Крайне важно обеспечить эффективность и безопасность эксплуатации инженерных коммуникаций, которые представляют собой современные системы и являются сложными инженерными комплексами. Для этого необходимо гарантировать качество монтажа на этих сложных инженерных комплексах специализированных средств по управлению и контролю.
Монтаж КИП и автоматики
Для монтажа данных средств необходимо запастись различными компонентами:
- Датчиками, измерительными приборами, исполнительными устройствами, контролирующими и управляющими функционированием механическими узлами оборудования;
- Контроллерами, собирающими информацию от всех датчиков, которые управляют исполнительными устройствами. При помощи алгоритмов они служат для обеспечения поддержания параметров, безопасной эксплуатации оборудования;
- Средствами обратной связи с операторами посредством пользовательских терминалов либо систем управления зданиями. Для этого цели практикуется использование коммуникационных шлюзов. Наши профессионалы занимаются с монтажом кип и автоматики, не зависимо от уровня сложности. Установку систем и щитов мы выполняем в соответствии с проектами Заказчика, либо проектами, разработанными нашими специалистами, руководствующимися тех.заданием Заказчика.
Монтаж систем автоматики служит для обеспечения:
- Контроля/управления работой агрегатов, которых входят в состав оборудования систем, связанных с кондиционированием, отоплением, вентиляцией и др.;
- Индикации состояния оборудования для рабочего режима;
- Защиты оборудования от ошибок возникающих при подключении питающего напряжения, коротком замыкании, перегреве;
- Поддержки и регуляции искомой температуры воздуха;
- Контроля функционирования воздушных фильтров;
- Независимого алгоритма управления вентиляционными системами;
- Бесперебойного обслуживания работающего оборудования;
- Диспетчерского контроля/управления основными параметрами.
Монтаж кабельной системы
Для того, чтобы обеспечить надежную работу кабельной системы, связанной с электроснабжением, безопасностью, связью, необходимо позаботиться об ее качественном монтаже. Требования, обеспечивающие надежность кабельных систем, безопасность их эксплуатации. Функциональность, неуклонно повышаются. Здесь имеется связь с развивающимися современными технологиями, появляющимися новыми высокотехнологичными материалами.
Сложно представить функционирование современного здания, не обеспеченного системой управления параметрами освещения и бесперебойного питания, локально-вычислительными сетями, конференцсвязью, системами безопасности и другими коммуникациями. Отметим зависимость между функционированием кабельной инфраструктуры и остальными важными системами жизнеобеспечения здания. Кроме того, это является показателем не только его функциональности, но и комфортности.
Наши специалисты комплексно подходят к монтажу слаботочных и силовых сетей, осуществляя оптимизацию трасс установки кабельных систем, с учетом электромагнитной совместимости оборудования. Такой подход способствует повышению надежности системы, упрощению обслуживания, достижению экономии времени и средств.
Благодаря таким результатам повышается конкурентоспособность и востребованность наших услуг. Компания занимается всем комплексом работ, связанных с монтажом автоматики, обеспечивая детальное соответствие проекту, а также действующим государственным стандартам.
Наши специалисты надежно занимаются монтажом систем для снабжения электроэнергией, учёта энергоресурсов пожарной и охранной сигнализации, контроля и управления доступом, конференцсвязи, телефонных сетей, диспетчерской связи, управления паркингом и пр.
Все работы по монтажу кип и автоматики у нас выполняются на качественном, профессиональном уровне, в течение кратчайших сроков, по ценам, удобным нашим клиентам.
Монтаж и наладка систем КИПиА.
Контроль потребления основных ресурсов на любом предприятии, в административном и частном секторах жизненно необходим для грамотной экономии. В связи с удорожанием энергоресурсов и увеличением энергопотребления сложных механизмов, такой контроль позволяет сократить затраты на 10-20%, установить нормы потребления на основе технических данных оборудования и потребителей.Ключевым звеном в системе учета и контроля за энергоресурсами становятся системы контрольно-измерительных приборов и автоматики (КИПиА).
Их основное назначение, как и следует из названия – получение данных о расходе и параметрах ресурсов предприятия, автоматический их контроль и исправление, в случае необходимости. С помощью КИПиА можно выстроить автоматизированную систему учета, передающие данные либо на специальный щиток, либо напрямую на учетный компьютер.
Монтаж систем КИП и А включает в себя установку и настройку оборудования, его подключение к общей сети. На каждом этапе монтажных и пуско-наладочных работ возникают свои трудности, справиться с которыми под силу только опытным профессионалам.
Специалисты компании ЭлпромСтрой подключат все необходимые приборы учета и настроят их параметры качественно и быстро. Огромный опыт работы с различными датчиками на объектах любой сложности позволяет нам гарантировать надежность предлагаемого оборудования.
Почему монтаж КИП и А стоит доверять только профессионалам?
1. При монтаже могут возникнуть непредвиденные трудности: большое расстояние до центрального щитка, невозможность произвести подключение электроэнергии, близость силовых кабелей и многое другое. Решить такие проблемы могут только специалисты с большим опытом работы и практическими знаниями в области прокладки систем КИП и А.
2. Настройка оборудования вызывает немало вопросов у новичков. Различные системы датчиков, автоматов и электронных вычислителей требуют грамотного подхода. Только опытный специалист сможет разобраться в настройках прибора учета и в особенностях управления им. Он же подберет оптимальный вариант для данной системы.
3. Монтаж и наладка систем КИПиА предполагает подбор подходящих датчиков давления, температуры, объема и т.д. На каждый тип трубопровода и ресурса необходимо ставить свой собственный датчик, производить его заземление, чтобы исключить наведение токов.
4. Монтаж оборудования связан с применением специальных знаний и инструментов. Только опытный монтажник обладает четким алгоритмом работы и может корректировать его от объекта к объекту, привнося новые рационализаторские предложения.
Контроль за системами КИПиА осуществляется с отдельного щитка с электронным расходомером, оборудованным всеми необходимыми программами. Правильное подключение такого расходомера – одна из важнейших составляющих работы мастера КИПиА. Монтаж щитка также индивидуален и предполагает различно расположение элементов, комплектность щита для каждого отдельного узла учета.
Монтаж и наладка систем КИПиА производится опытными специалистами ООО «ЭлпромСтрой» с учетом богатого опыта и слаженной работы команды монтажников. В результате, сроки реализации проекта значительно снижаются, а качество выполненных работ всегда остается на максимальном уровне.
Позвоните и получите развернутую консультацию, а также ответы на все дополнительные вопросы. Информацию по ценам и срокам монтажа наш оператор сообщит Вам лично после выезда специалиста на объект и учета всех тонкостей работы.
CDA — Робот для обработки тюков
После того, как стружка собрана в тюки с помощью специального оборудования на заводе в Бостоне, тюки снимаются с линии недавно установленным новым роботом Kawasaki и помещаются непосредственно на поддон размером 1200 x 1200 мм, готовый к отправке. Чтобы гарантировать устойчивость груза, робот должен также поворачивать тюки на 90 ° при штабелировании, и эту задачу легко выполнить при переходе от приема к складированию.
Новый робот, который был установлен в августе 2019 года, представляет собой Kawasaki CP180L с соответствующим HMI, который заменил старого робота, также являющегося устройством Kawasaki (ZD130), который был первоначально установлен на заводе в 2002 году.Эта машина оказала безупречное обслуживание, и, по словам менеджера проекта Metsä Wood Эндрю Бернса: «Наши записи показали, что робот Kawasaki, установленный в 2002 году, выполнил 10 794 000 циклов и показал отличные результаты. Мы оценили его надежность в сочетании с быстродействием и быстродействием Kawasaki Robotics. профессиональный инженерный подход. Когда мы хотели заменить его в августе 2019 года, оставалось только одно место — Кавасаки — чтобы еще один робот прослужил нам следующие 20 лет или около того ».
В обычный рабочий день с конвейера снимается около тысячи тюков по 25 кг и безопасно штабелируется с использованием необходимых изменений ориентации, запрограммированных в Kawasaki CP180L.По словам Мика Миддлдитча из RJC Projects, основанного в Хайэме Феррерс, удалить старого робота и поместить нового на постамент было несложно, перед ним была поставлена задача получить доступ к ячейке и поменять их местами. «Это был беспроблемный обмен, который не представил нам никаких проблем или проблем», — сказал он.
Установкой, интеграцией и программированием недавно установленного CP180L занимались отраслевые эксперты KTM Systems из Ливерпуля. Директор KTM Питер Мейсон более 25 лет занимается установкой и вводом в эксплуатацию роботов: «Эта работа с самого начала считалась важной.Было разъяснено, что если эта часть производственного процесса будет остановлена более чем на несколько часов, производство на всей фабрике остановится. Наша команда приступила к работе в тот момент, когда RJC разместила новую машину на месте, и мы установили, запрограммировали и запустили нового робота в предусмотренном окне. С тех пор он работает безупречно ».
Ян Хенсман из Kawasaki Robotics заметил: «Когда наш оригинальный робот ZD130 был установлен на заводе Metsä Wood в Бостоне почти 20 лет назад, он представлял собой самое современное оборудование того времени и очень хорошо служил нашим клиентам.Пришедший на смену Kawasaki CP180L работает быстрее и точнее, но потребляет меньше энергии, чем его предшественник. Радиус действия больше (3,255 м), что обеспечивает большую гибкость для пользователей и упрощает программирование. Кроме того, эта последняя модель также требует меньше обслуживания ».
JR Automation реагирует на острую потребность в медицинских расходных материалах COVID-19
ДЛЯ НЕМЕДЛЕННОГО ВЫПУСКА
Контактное лицо по связям со СМИ:
Лиззи Уль
Менеджер по маркетингу и корпоративным коммуникациям
JR Automation
+ 1 616.335.7371
[адрес электронной почты защищен]
Голландия, Мичиган — 27 марта 2020 г. — В ответ на потребность в критически важных медицинских материалах для COVID-19 по всему миру, JR Automation, дочерняя компания Hitachi, Ltd. (TSE: 6501), находится здесь. помогать. Наши автоматизированные системы спроектированы и созданы для производства необходимого защитного оборудования и медицинских устройств, таких как маски N95, халаты, перчатки, больничные койки, комплекты и устройства для диагностического тестирования и многое другое.
Наш опыт проектирования и системной интеграции включает в себя опыт работы с асептическими, барьерными изоляциями и средами чистых помещений, контрактным производством, процессами с высокой степенью точности и повторяемости и многим другим.У нас есть собственная группа проверки FDA, которая работает с клиентом в процессе проверки, что позволяет нам быстрее выводить продукты на рынок.
Конкретные примеры проектов включают линию сборки масок с воздушными фильтрами, которая производит фильтры для масок N95. Эта линия производит более 90 000 000 фильтров в год и включает в себя две поточные испытательные станции. Мы также предоставляем оборудование производителям, которые производят волокнистый рулонный материал путем взятия тюков волокна, выдувания, а затем «преобразования» материала в необходимый рулонный материал.Кроме того, мы изготовили оборудование для сборки больничных коек из расчета примерно 100 коек в день. Технологическая линия по производству хирургических масок и сборочная линия, которую мы развернули для клиента, производят более 15 000 000 масок в год. Поскольку время имеет решающее значение, наши команды сосредоточили наши инновации на быстрой доставке оборудования для удовлетворения насущных потребностей наших стран.
У нас есть репутация в отрасли благодаря знаниям в области автоматизации процессов и сборки, включая технологии соединения для различных материалов и крупных центров обработки материалов / логистики и исполнения, связанных с электронной коммерцией.Чтобы помочь нашим клиентам, мы поддерживаем передовую группу инженеров в нашем офисе в Голландии, штат Мичиган, в обязанности которой входит помощь клиентам в решении этих проблем.
Основанная в 1980 году, в настоящее время у нас есть 23 предприятия в Северной Америке, Европе и Азии, общая площадь которых составляет 1,2 миллиона квадратных футов. Для дальнейшей поддержки этого растущего кризиса мы также открыты для обсуждения использования имеющихся производственных площадей для производства критически важного оборудования.
Чтобы узнать о производственной линии, напишите нам по адресу [адрес электронной почты защищен] или позвоните по телефону +1 833 800 7630.
О компании JR Automation
Компания JR Automation, основанная в 1980 году, является ведущим поставщиком интеллектуальных автоматизированных производственных и технологических решений, которые решают ключевые операционные задачи и проблемы производительности. JR Automation обслуживает клиентов по всему миру в различных отраслях, включая автомобилестроение, науки о жизни, аэрокосмическую промышленность и другие.
В 2019 году компания JR Automation была приобретена Hitachi, Ltd. в рамках стратегических усилий по обеспечению бесперебойной связи между физическим и киберпространством для промышленных производителей и дистрибьюторов по всему миру.Благодаря этому партнерству JR Automation предоставляет клиентам уникальное решение из одного источника для полной интеграции их физических активов и данных; предлагая большую скорость, гибкость и эффективность для достижения своих видений Индустрии 4.0. В JR Automation работает более 2000 человек на 23 производственных предприятиях в Северной Америке, Европе и Азии.
О компании Hitachi, Ltd.
Hitachi, Ltd. (TSE: 6501) со штаб-квартирой в Токио, Япония, фокусируется на бизнесе социальных инноваций, объединяя свои операционные технологии, информационные технологии и продукты.Консолидированная выручка компании за 2018 финансовый год (закончившийся 31 марта 2019 года) составила 9480,6 миллиарда иен (85,4 миллиарда долларов), и в компании работает около 296 000 сотрудников по всему миру. Hitachi поставляет цифровые решения с использованием Lumada в пяти секторах, включая мобильность, умную жизнь, промышленность, энергетику и информационные технологии, чтобы повысить социальную, экологическую и экономическую ценность наших клиентов. Для получения дополнительной информации о Hitachi посетите веб-сайт компании https://www.hitachi.com.
За дополнительной информацией обращайтесь к Лиззи Уль по телефону +1 616.335.7371.
Новые продукты
Новые продукты
составлено Линдой Роббинс, помощником редактора
Защита от BVD
Pyramid® 5 + Presponse® SQ от Boehringer Ingelheim Vetmedica Inc. (BIVI) недавно получил новый ярлык для защиты от респираторных заболеваний, вызываемых вирусной диареей крупного рогатого скота (BVD) типа 1b в течение как минимум 217 дней. BVD Тип 1b является наиболее распространенным подтипом BVD, обнаруживаемым у постоянно инфицированных телят.Это новое заявление усиливает элитную защиту от BVD, предлагаемую портфелем вакцин компании на основе модифицированного живого вируса (MLV).
С Pyramid 5 + Presponse SQ представлены две ведущие респираторные вакцины в виде одной дозы, защищающей от заболеваний, вызываемых BVD типов 1 и 2, инфекционным ринотрахеитом крупного рогатого скота (IBR), парагриппом 3 (PI3), респираторно-синцитиальным вирусом крупного рогатого скота (BRSV). ) и Mannheimia haemolytica.
Для получения дополнительной информации поговорите со своим ветеринаром, представителем BIVI или посетите сайт www.bi-vetmedica.com/cattle .
B-Wrap готов
Рулонные пресс-подборщики John Deere 469 Premium и 569 Premium теперь могут применять B-Wrap, альтернативу хранению в помещении. Пресс-подборщики премиум-класса оснащены системой автоматизации тракторного пресс-подборщика (TBA), а с помощью TBA пресс-подборщик может осуществлять электронную связь с B-Wrap. B-Wrap поставляется в рулонах и наматывается на круглые тюки, как сетка.
B-Wrap защищает тюки с помощью запатентованного материала с технологией Tama SCM Technology ™. Этот материал защищает от дождя и снега и помогает защитить тюки от грунтовой влаги; Кроме того, пленка имеет микроскопические поры, через которые водяной пар выходит из тюков.
Пресс-подборщики John Deere Premium, произведенные до 2015 модельного года, можно сделать B-Wrap совместимым с помощью простого комплекта, устанавливаемого дилером. B-Wrap был разработан совместно John Deere Ottumwa Works и Tama Plastic Industry.
Для получения дополнительной информации обратитесь к местному дилеру или посетите www.johndeere.com/Ag .
Машина для тюков ограниченного выпуска
Компания Vermeer представила пресс-подборщик тюков Final Cut ™ FPX9000, предназначенный для предоставления операторам большего контроля над тем, когда и как они обрабатывают корм.Ограниченное количество нового пресс-комбайна будет доступно в 2015 году.
Машина для тюков Vermeer Final Cut ™ FPX9000
Ключевые особенности продукта включают усиленную планку и цепную систему вращения тюка, которая равномерно подает тюки в главный ротор и ограничивает необходимость реверсивного вращения тюка. Конструкция системы обеспечивает простое обслуживание без необходимости снимать всю роторную станину и снижает потребность в замене втулок и подшипников.
Многоступенчатый процесс резки обеспечивает постоянный охват обрабатываемой культуры.Первичный ротор отрезает первые куски урожая от тюка перед тем, как подать его к ножам высокоскоростного ротора. Высокоскоростной ротор дополнительно измельчает растительную массу, прежде чем отправить ее обратно через первичный ротор и выбросить из машины. Прочные цепы на главном роторе зацепляются с ножами на высокоскоростном роторе, сводят к минимуму вероятность прохождения необработанной массы через машину и уменьшают скопление сетки и шпагата.
Две усиленные коробки передач с прямым приводом в трансмиссии обеспечивают равномерно распределенную передачу мощности от ВОМ трактора к роторам.Это дает мощный правосторонний выброс материала. Такая конструкция обеспечивает большую долговечность и требует меньшего обслуживания. Процессор тюков дает оператору возможность обрабатывать большие квадратные тюки или большие круглые тюки при создании валков или загрузке бункеров.
Для получения дополнительной информации свяжитесь с бренд-менеджером Джессикой Рейс по телефону 641-621-8339 или [email protected].
Более высокая производительность прессования
John Deere представил рулонные пресс-подборщики серии 900 для производителей, которые упаковывают силос или другой фураж на корм.Рулонные пресс-подборщики с предварительным резанием идеально подходят для производителей, которые предварительно обрабатывают корм, что облегчает его перемешивание или измельчение перед кормлением.
В эту серию входят две модели — 960 и 990 — каждая с двумя различными конфигурациями. Производители могут выбирать между моделями с предварительными ножами с 13 и 25 ножами, которые производят 4✕5 футов (футов) или 4✕6 футов. размерные тюки. Ножи также можно втягивать, что позволяет использовать пресс-подборщик для традиционного тюкования сена / фуража.
Рулонный пресс-подборщик John Deere
Высокопроизводительная система кормления обрабатывает более 63000 фунтов (фунт.) сухого вещества каждый час, с возможностью обработки как сухих, так и влажных культур. Чтобы ускорить прессование, оператору редко приходится покидать кабину для регулировки или технического обслуживания.
Большинство заглушек можно снять дистанционно с помощью запатентованного гидравлического опускного пола во всю ширину. Основные движущиеся части легко доступны для обслуживания, а количество точек смазки значительно уменьшено. Модели серии 900 имеют независимую раму; большие варианты шин; сверхмощные цепи; подшипник и ремни; и новая система обертывания сеткой.
Для получения дополнительной информации обратитесь к местному дилеру или посетите www.johndeere.com/Ag .
Линия сенокосилки расширенная
Kubota Tractor Corp. объявила о доступности своих сеноуборочных инструментов в дилерских центрах по всей стране. Разработанная специально для рынка США, компания надеется расширить свое присутствие на более крупном рынке сельскохозяйственной продукции с помощью второй фазы инструментов для сена.
В 2013 году компания завершила сделку по приобретению Kverneland Group в полную собственность, что помогло сделать первую очередь сенокосов Kubota доступными в прошлом году, включая пять дисковых косилок от 5 футов.От 6 дюймов до 10 футов 6 дюймов, а также роторные грабли и сеноворошилки с рабочей шириной 13 футов 9 дюймов и 17 футов 1 дюйм соответственно.
Kubota DMC8540 Косилка-плющилка
В новую серию рулонных пресс-подборщиков входят четыре модели: BV4160 Econo, BV4160 Premium, BV4180 Premium и BV 5160. Для классической модели Can-Do Econo отличается эффективным пакетированием шпагатом с шириной 4 фута и Размер тюка 5 футов высотой и четырехпруток 67 дюймов. поднимать. Для следующего уровня универсальности 4160 предлагает 79-дюйм.поднимать.
Для производства больших тюков 4180 подает тюки шириной 4 фута и высотой 6 футов, а также все функции модели 4160 Premium. Завершает новую линейку пресс-подборщик BV5160, наиболее оснащенный пресс-подборщиком с откидным полом для легкого устранения засоров, системой измельчения с 14 ножами, размером тюка шириной 4 фута и высотой 5 футов, -бар 86-дюйм пикап.
Kubota BV5160 Рулонный пресс-подборщик
Kubota Bale Wrappers, модели WR1100 и WR1400, предлагают трехточечный поворотный стол и прицепной поворотный обмотчик для превосходного качества тюков при максимальном размере тюка 2650 фунтов.WR1100 идеально подходит для обмотки и штабелирования, а модель WR1400 — это обмотчик тянущего типа, предназначенный для небольших тракторов с прицепным обмотчиком с поворотной платформой, обеспечивающий равномерное вращение рулона даже в самых сложных условиях. Обе упаковочные машины просты в эксплуатации и имеют полностью автоматические функции управления ведущим трактором, что позволяет одному оператору управлять всем процессом загрузки, упаковки и штабелирования.
Новая линейка дисковых косилокKubota включает две новые модели: серии DMC8000 и DMC8500, диапазон которых составляет от 9 футов.От 2 дюймов до 13 футов 1 дюйм с левым или центральным шарниром дышла. Косилки Kubota с тремя вращающимися в противоположных направлениях ножами на каждом диске постоянно режут, что позволяет снизить нагрузку на нож на треть, равномерную нагрузку на привод и более плавное использование энергии для получения аккуратного и чистого среза. Каждая серия 8000 и 8500 оснащена плющилкой с мягким прикатыванием для обработки хрупких культур. Они также предлагают возможности кондиционирования полукачками с использованием центробежной силы для агрессивного кондиционирования без движения во время вращения.
Kubota RA2071 Грабли роторные
Каждая модель предлагает независимую активную подвеску, в которой вся косильная секция, включая плющилку, подвешена независимо от основного шасси, что позволяет внимательно следить за неровностями поля, включая колеи и контуры. Простая рукоятка регулирует всю режущую балку вверх или вниз до желаемой высоты стрижки и может адаптироваться к меняющимся условиям почвы.
Линия дисковых косилок теперь включает две новые модели прицепных дисковых косилок с выпуском серии DM5000.DM5032 и DM5040 — это новые боковые дисковые косилки с рабочей шириной от 10 футов 6 дюймов до 13 футов 1 дюйм. Модели DM5000 просты в эксплуатации и имеют более низкие требования к мощности, что делает их более универсальными для использования с меньшие тракторы.
Линия граблей Kubota, серии RA1000 и RA2000, предлагает Proline, Farmline, компактные, с боковой и центральной подачей для различных вариантов грабли. Система TerraLink компании адаптируется к трём измерениям, поворачивая всю ходовую часть и придавая роторам гибкость, обеспечивая исключительное копирование грунта и устойчивость на склонах.RA2017T EVO предлагает уникальные тандемы, поворачивающиеся на 360 °, которые предназначены для работы в различных полевых условиях.
Kubota TE6583 Ворошилка
Ворошилки Kubota Farmline и ProLine обладают исключительной универсальностью с шириной захвата от 17 футов 1 дюйма до 36 футов 1 дюйма. Пять моделей серии TE имеют дизайн зубцов Super-C, который оставляет воздушное и равномерно распределенное сено. для ускорения процесса сушки и получения высококачественного корма даже в меняющихся погодных условиях.Каждая сеноворошилка легко подсоединяется к сцепному устройству трактора, а благодаря усиленной конструкции основной рамы потребность в техническом обслуживании сводится к минимуму.
Для получения дополнительной информации посетите www.kubota.com .
[Щелкните здесь, чтобы перейти к началу страницы.]
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
патентов, выданных Sage Automation, Inc.
Номер публикации: 20080112788
Реферат: Аппарат депалетирования для отделения уложенных друг от друга предметов из стопки. В одном варианте осуществления устройство для депаллетирования содержит зажимной узел, имеющий подвижный рычаг с проксимальным и дистальным концом, проксимальный конец рычага оперативно соединен с первым роботизированным механизмом, а дистальный конец функционально соединен с зажимным механизмом, сконфигурированным для закрытия и закрепить разделитель, при этом разделитель управляется движением рычага, и разделительный узел, имеющий рычаг разделителя, сконфигурированный для вставки в стопку рядом с разделителем, который зацепляется с помощью зажимного устройства, при этом разделитель вставляется в стек в позиции на разделителе или ниже, и набор уложенных в стопку объектов позиционируется для депаллетирования путем образования промежутка между коллекцией уложенных в стопку объектов и разделителем.
Тип: заявка
Зарегистрирован: 10 ноября 2006 г.
Дата публикации: 15 мая 2008 г.
Заявитель: Sage Automation, Inc.
Изобретателей: Дон Коули, А. Джеймс Мур
(PDF) Роботизированный манипулятор для автоматизированной сборки стеков топливных элементов с протонообменной мембраной
Роботизированный манипулятор для автоматизированной сборки
протонообменного мембранного топлива
Наборы элементов
Майкл Вильямс
Департамент инженерных технологий,
Государственный университет Кента at Tuscarawas,
330 University Dr., NE,
New Philadelphia, OH 44663
Kenneth Tignor
Департамент инженерных технологий,
Государственный университет Кента в Тускаравасе,
330 University Dr., NE,
New Philadelphia, OH 44663
Департамент инженерных технологий,
Государственный университет Кента в Тускаравасе,
330 University Dr., NE,
New Philadelphia, OH 44663
Читра Раджагопал
Департамент инженерных технологий,
Государственный университет Кента,
330 Университет Др., NE,
New Philadelphia, OH 44663
Владимир Гурау
1
Департамент инженерных технологий,
Кентский государственный университет в Тускаравасе,
330 University Dr., NE,
New Philadelphia, OH 9 44662 электронная почта: [email protected]
Мы представляем инновационный недорогой рабочий элемент робота
и компоненты топливных элементов, используемые для демонстрации автоматизированного процесса сборки
топливной батареи протонообменной мембраны
.Конечный эффектор может работать с различными топливными элементами
, включая узлы мембранных электродов, пластины и прокладки bipo-
с использованием вакуумных колпачков, установленных на компенсаторах уровня
и подключенных к миниатюрному вакуумному насосу. Рабочий орган
и компоненты топливных элементов разработаны с учетом характеристик, которые обеспечивают точное выравнивание компонентов во время процесса сборки
с допуском 0,02 дюйма и избегают перекрытия компонентов
, что представляет собой серьезную проблему. Причина утечки газа на плате более
при работе топливных элементов.Точное выравнивание компонентов com-
в батарее достигается с помощью электрических непроводящих центровочных штифтов
, постоянно установленных на одной торцевой пластине топливного элемента
, и установочных отверстий, обработанных на компонентах топливного элемента
и на концевом эффекторе. Установочные штифты имеют конический наконечник
, который облегчает зацепление между ними и позиционирующими отверстиями
. Система пассивного соответствия, состоящая из двух вертикально установленных миниатюрных линейных блоков
и направляющих, позволяет
компенсировать ограничения робота в точности и воспроизводимости
.[DOI: 10.1115 / 1.4027392]
Ключевые слова: концевой эффектор, роботизированная рука, протонообменная мембрана
топливный элемент, батарея топливных элементов, автоматизированная сборка топливных элементов
1 Введение
Топливные элементы с протонообменной мембраной (PEMFC) перспективны
источников электроэнергии для автомобильной промышленности, стационарные резервные
силовые и портативные приложения, имеющие потенциал для
сокращения нашего энергопотребления и зависимости страны от импортной нефти.
Они обеспечивают высокую удельную мощность и обладают такими преимуществами, как малый вес и объем
, быстрый запуск и лучшая долговечность по сравнению с
с другими топливными элементами.
Как определено Министерством энергетики США, одним из
препятствий, которые еще предстоит решить на пути к водородной экономике,
omy является стоимость производства топливных элементов. В современной индустрии топливных элементов
батареи топливных элементов собираются вручную в ходе длительного процесса
, включающего повторяющийся рабочий цикл, в котором часто встречаются ошибки персонала
. В настоящее время на сборку и проверку герметичности одного стека обычно уходит целый день
.Чтобы быть коммерчески доступным, сборка стека должна выполняться за минуты, а не часы
[1]. Насколько нам известно, демонстрация автоматизированной линии сборки
для PEMFC была достигнута в прошлом с ограниченным успехом. Причина в том, что трудно идеально выровнять компоненты топливных элементов
в батарее, чтобы исключить за бортом реактивные утечки
, а также различные компоненты топливных элементов, которые требуют манипулирования
с помощью манипуляторов.Эти компоненты включают тонкие мембранные электродные сборки (MEA), резиновые прокладки, графитовую бумагу
, графитовые биполярные пластины, медные пластины токосъемника
и концевые пластины. Дополнительными препятствиями на пути демонстрации возможности создания автоматизированной линии сборки для стеков PEMFC
являются
— общее отсутствие соответствия (гибкости) роботизированных суставов и
— неотъемлемые ограничения в точности и воспроизводимости робота.
Последние два фактора снижают способность роботов выдерживать, а
компенсируют смещенные части. По нашему мнению, еще одно серьезное препятствие
на пути к успешной демонстрации осуществимости автоматизированных сборочных линий
в прошлом было связано с недостаточной интеграцией
процесса проектирования топливных элементов с проектированием автоматизированной сборочной линии
. . Таким образом, были попытки [2]
спроектировать, построить и продемонстрировать автоматизированные сборочные линии для коммерчески доступных батарей топливных элементов
, содержащих компоненты, которые
не были задуманы для автоматизированной сборки.Для успешной демонстрации сборки
линии как компоненты топливного элемента, так и рабочий орган робота должны иметь конструктивные особенности, которые обеспечивают точное зацепление и выравнивание компонентов во время операций захвата и освобождения
, так как
а также для компенсации ограниченной точности, повторяемости и несоблюдения требований робота
.
Ласковски и Дерби из [2–4] исследовали роботизированную сборку
стопок топливных элементов с использованием рабочих элементов, состоящих из нескольких роботов, но
с ограниченным успехом в демонстрации ее осуществимости.ZSW (Центр
для водородных и солнечных технологий) и Университет прикладных наук
в Ульме, Германия [5], а также ZBT (Zentrum f €
ur Brenn-
stoffzellentechnik) в Дуйсбурге, Германия [6 ] успешно продемонстрировал
длительные процессы автоматической сборки одиночных ячеек, которые
включают нанесение жидкого резинового герметика для устранения утечек газа на плате более
. Рабочие камеры состоят из семи секций, соединенных конвейерами
, в том числе одна секция для отверждения резинового герметика.
Недостатками продемонстрированных технологий является то, что они
ограничиваются сборкой отдельных ячеек в очень длительном процессе
с использованием дорогостоящих автоматизированных линий. Согласно видеоролику на сайте
в Интернете [7], ZSW также успешно продемонстрировала простую и быструю автоматизированную линию
для сборки многоячеечных стеков PEMFC с использованием одного робота
KUKA. Конечный эффектор способен захватывать различные компоненты топливных элементов
и выравнивать их в стопке.Эффектор end-
не обладает податливостью, и его расположение
относительно узла запястья робота не позволяет ему собирать
более длинных стопок. Центрирующие штифты в технологии ZSW — металлические
и должны быть удалены после сборки, что может вызвать смещение компонентов
во время процесса снятия.
В этом техническом обзоре мы представляем инновационную конструкцию недорогого рабочего органа
, способного работать с различными топливными элементами
1
Автор, отвечающий за переписку.
Предоставлено отделом перспективных энергетических систем ASME для публикации
в JOURNAL OF FUEL CELL SCIENCE AND TECHNOLOGY. Рукопись получена
13 августа 2012 г .; окончательная рукопись получена 12 марта 2014 г .; опубликовано на сайте 2 мая 2014 г.
Доц. Редактор: Абель Эрнандес-Герреро.
Journal of Fuel Cell Science and Technology ОКТЯБРЬ 2014 г., Vol. 11 / 054501-1
Авторские права V
C2014, ASME
Загружено с: http: // fuelcellscience.asmedigitalcollection.asme.org/ от 13.11.2015 Условия использования: http://www.asme.org/about-asme/terms-of-use
Материальная культура прессов для сена Beater XIX века в Долина Мид-Огайо на JSTOR
АбстрактныйНа протяжении середины девятнадцатого века фермеры из долины реки Огайо участвовали в коммерческой системе производства сена, где тимофеевка выращивалась, прессовалась и отправлялась в города Восточного побережья. Самый интригующий и узнаваемый артефакт материальной культуры — запатентованный пресс Сэмюэля Хьюитта для сена.В этой статье обсуждаются результаты полевых исследований, завершенных в конце лета 2010 г., в ходе которых был определен выбор материала, сделанный фермерами и плотниками при создании своего пресса. Представлены методологии и отчеты, типичные для полевого отбора проб древесины, лабораторных работ и культурной географии, которые являются уникальными примерами объединения естественных и гуманитарных наук в исследованиях материальной культуры. Также включены примечания к деталям пресса и его эксплуатации.
Информация о журналеТемы, охватываемые Материальной культурой, включают все аспекты изучения материальных предметов из любого мирового региона.К ним относятся: роль продуктов и товаров в мировой экономике, культурные модели, объясняющие распределение и распространение; изучение культурных образцов в исполнительском и изобразительном искусстве; понимание традиций и инноваций среди людей и сообществ, их создающих; значение и важность прошлых и современных объектов для их создателей и пользователей; попытки восстановления и сохранения элементов ландшафта народной и народной культуры; и важность понимания взаимоотношений материальной культуры в современном ландшафте.Мы приветствуем рукописи от лиц, интересующихся этими предметами, и призываем заинтересованных авторов обсуждать идеи с редактором. Редактор: Сара Бет Кио, доктор философии, [email protected] Редактор рецензии на книгу: Клэр Янц, доктор философии, [email protected] Правила подачи заявок: http://www.pioneeramerica.org/materialculturecurrent.html
Информация об издателеМеждународное общество ландшафтов, территорий и материальной культуры (бывшее Общество первопроходцев Америки) — это международная междисциплинарная образовательная некоммерческая организация, которая поощряет изучение и сохранение ландшафтов и артефактов и документирует места, строения и объекты, представляющие историю и материальная культура во всем мире.В число членов входят государственные служащие, преподаватели и студенты колледжей, частные консультанты и специалисты по охране природы. а также заинтересованные непрофессионалы. Основанное в 1967 году, Общество выполняет свою миссию путем выявления, документирования, анализа и интерпретации значимых культурных ландшафтов, архитектуры и артефактов, а также путем поощрения образовательных программ, научных исследований и сохранения.