Пайка медных труб мягким припоем

Медь относится к металлам, прекрасно поддающимся пайке. Это обусловлено тем, что поверхность металла может быть сравнительно легко очищена от загрязнений и окислов без применения особо агрессивных веществ (медь слабо корродирующий металл). Имеется ряд легкоплавких металлов и их сплавов (в нашем случае олово), имеющих хорошую адгезию с медью. При нагреве в воздухе при плавке медь не вступает в бурные реакции взаимодействия с окружающими веществами и кислородом, что не требует сложных или дорогих флюсов. Все это позволяет легко осуществлять любые виды пайки.
При пайке медных труб используется капиллярный эффект. Это процесс взаимодействия молекул или атомов жидкости и твердого тела на границе раздела двух сред, приводит к эффекту смачивания поверхности. Смачивание – это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения между молекулами припоя (жидкость «прилипает» к поверхности)
Классификация медных изделий
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
| дюймы | мм |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Маркировка меди в российских марках: ставится буква «М» обозначающая медь. Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
| Марка меди | М00 | М0 | М1 | М2 | М3 |
| Чистота | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 — 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | — | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | — |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | — | 0,07 | — |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | — | 0,08 | — |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057.
В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172.
Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.
Необходимый инструмент и материалы для пайки меди
1. Труборез




Используется для нарезания труб по длине, в продаже есть множество по виду разных труборезов, но принцип работы у всех одинаков.
Труба зажимается между роликами и лезвием и начинаем вращать вокруг трубы, подтягивая натяжной болт на 1/3 оборота, после каждого оборота трубореза. Через пять шесть оборотов труба будет разрезана.
2. Горелка газовая


Используется при низко температурной пайки меди (Низкотемпературная пайка — это пайка при температуре менее 450°С ) с оловянным припоем.
В продаже есть множество разных конструкций горелок, но не все они годятся для пайки. Внимательно прочитайте инструкцию от горелки, там обычно пишут для чего она предназначена, и не стоит брать ту горелку, где инструкция начинается со слов «разжигаться мангал»! Для вас, самое главное нужно выбрать горелку с узко направленным пламенем.
Такая горелка способна нагреть трубу за несколько секунд, а газового баллончика хватит на несколько сотен стыков.
В баллон горелки заправлена смесь пропана-бутана, притом, чем выше процентное соотношение бутана к пропану, тем температура пламени будет выше.
3. Металлическая шерсть




Применяется для механической зачистки меди.
Просто следует обжать конец трубы металлической шерстью и сделать несколько вращательных движений трубой.
Также следует зачистит и фитинг но уже из внутри
Теперь что нужно для самой пайки:
1. В первую очередь это припой (олово)

Припой продаётся в катушках и представляет собой оловянную проволоку диаметром 3мм.
В принципе всё что нужно при выборе, это найти надпись БЕЗ СВИНЦА, или по английски LEAD FREE.
Такой припой можно использовать в водопроводах ну и конечно в самогонных аппаратах. его состав S-Sn97Ag5 (L-SnAg5) (состав Sn 97% Ag 5%),
2. Флюс

Очень важная вещь при пайке!
Для качественного соединения металлов при пайке припой должен растечься под действием капиллярных сил и «смочить» основной металл. Хорошее смачивание происходит только на совершенно чистой, не окисленной поверхности. А сам шов получается прочным при защите пайки от кислорода воздуха. Поэтому для повышения адгезии припоя и получения качественной пайки поверхности соединения обязательно механически зачищаются и используют флюсы.
Можно использовать простой канифоль, правда могут быть проблемы с нанесением.
Пайка меди

Флюс тонким слоем следует нанести на механически зачищенную трубу

После чего одеть так же механически зачищенный фитинг

Греть при помощи газовой горелки, пока медь начнёт менять цвет под горелкой и можно вносить припой

Припой мгновенно расплавится и из-за капиллярного эффекта мгновенно проникнет в щель фитинга
Несколько специфических нюансов:
1. Как припаять кран

Весь узел состоит из крана, компрессионной гайки и компрессионной кольца.

Нанести немного флюса на внутреннию часть кольца.

Прогреть 10 секунд и быстрым движением прикоснутся припоем к месту пайки.

Когда остынет можно скручивать.
Ну и конечно, что нужно делать чтобы сделать холодильник для самогонного аппарата

В фитингах из внутри есть отпрессована каёмочка чтобы труба не пролезала на сквозь, нужно взять круглый грубый напильник, и срезать её, после чего фитинг можно продеть на трубу.

Дальше остаётся собрать узел.
Техника безопасности
- В первую очередь, нужно помнить что медь сильно проводит тепло, и не стоит паять деталь, короче 30см просто держа в руках, это может привести к ожогам!
- При пайке медь сильно нагревается, и приобретает очень неприятные свойства, наносить очень сильные ожоги, в доли секунды, при прикосновении!
Например, многие могут взять в руки уголёк из костра, и перекидывать из руки в руку не нанося себе вреда, но с медью такой фокус не пройдёт, ожог гарантирован! - Во время пайки, флюс может капнуть на оголённые части тела, немедленно следует смыть водой, иначе может быть химический ожог!
- Во время работы вы должны быть одеты не в синтетическую одежду, не забывайте вы работайте с огнём, горячим металлом, и флюсом содержащим кислоту!
Синтетика как правило легко воспламеняется и плавится! - Не суйте флюс в глаза, ноздри, рот, уши и половые органы!
- При пайке откройте окно, не стоит дышать большим количеством дыма от сгоревшего Флюса!
На чтение 8 мин. Просмотров 5.5k. Опубликовано
– знаменитая и самая сложная тройка для сварки и любых других металлических работ. Выбор способа их соединения всегда склоняется не в пользу сварки. Самое оптимальное решение – это, конечно, пайка.Ее надежность и качество будут зависеть от расходных материалов, которые должны соответствовать определённым требованиям.
В дополнение к этом не будем забывать, что качественные материалы не бывают дешевыми, так что будем готовиться к определённым затратам как денег, так и других ресурсов в виде усилий, времени и мастерства.
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
 Таблица паяльных флюсов.
Таблица паяльных флюсов.Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
Если говорить о типе соединений, то в пайке медных труб чаще всего применяется нахлесточный вид шва с шириной нахлеста не меньше 5-ти мм. Это не самый эстетичный вариант металлических соединений, но зато самый прочный и долговечный.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Преимущества пайки
 Пайка меди.
Пайка меди.Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
Классификация припоев
подразделяются ровно на две категории по следующим параметрам:- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
[box type=”fact”]Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.[/box]Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
 Припой для пайки меди.
Припой для пайки меди.Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Это необходимо из-за риска повредить структуру детали из-за основного в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
 Разновидности медных фитингов.
Разновидности медных фитингов.Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
При работе с твердыми марками обязательно применение флюсовых смесей. Вид флюса и его объем нужно подобрать правильно, исходя из технических характеристик.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Пара слов о флюсах
Чаще всего применяют следующие составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
[box type=”fact”]Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.[/box]Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Автор Фесенко Сергей, инженер На чтение 10 мин.
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
 Пайка медных труб водопровода
Пайка медных труб водопроводаСоединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.
 Оборудование для пайки медных труб
Оборудование для пайки медных трубПрипой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.  Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных трубСоединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Мне нравитсяНе нравится
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.
 Флюс для пайки меди
Флюс для пайки медиОсобенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.
Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
 Вазелин
ВазелинКаким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.
А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.
При плавлении они хорошо затекают в зазор, проникают в поры и соединяют детали на молекулярном уровне.
При высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична. Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.
 Медная труба с припоем
Медная труба с припоемОсобенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.
Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
ПРИПОЙ ДЛЯ ПАЙКИ [алюминия, меди, стали]
[Припой для проведения пайки алюминия] используется не только в промышленности, но и в домашних условиях. Можно провести пайку мягким, твердым припоем в зависимости от вида металла.
Считается, что алюминий сложно паять. Если для пайки применять обычные припои, флюсы, которые используют для соединения нержавейки, латуни, меди, стали, то могут возникнуть сложности.
Причиной является образование оксидной пленки, которая отличается высокой стойкостью, тугоплавкостью. Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.
После того как поверхность алюминия будет зачищена изделием из нержавейки, на ней появится оксидная пленка.
Перед пайкой ее обязательно нужно удалять, так как затрудняется процесс.
Не все знают, как это сделать в домашних условиях. Есть специальные составы, которые изготавливают для соединения алюминия.
Применяя их, сложности в пайке алюминия не будет.
Чем паять алюминий и его сплавы?
Чтобы пайка алюминия осуществлялась на качественном уровне, следует применять припои, в состав которых входит кремний, алюминий, серебро, медь, цинк.
В продаже можно найти состав, в котором различное соотношение данных составляющих.
При выборе припоя следует учесть, что наибольшую стойкость к коррозии, прочность имеет то соединение, которое паяли с помощью припоя с высоким содержанием цинка.
Чем больше его в составе, тем выше показатели.
Припои на основе олова и свинца применять для пайки алюминия можно.
При этом стоит хорошо подготовить поверхность материала, качественно зачистить щеткой из нержавейки и приобрести высокоактивные флюсы.
Все же специалисты не рекомендуют применять такой припой — алюминий в нем плохо растворяется.
Видео:
Кроме этого, соединение будет подвержено коррозии, оно нуждается в покрытии лакокрасочными составами.
Припои, которые применяются для пайки алюминия, являются высокотемпературными. Подходящими для работы можно считать алюминиево-кремниевый, алюминиево-медно-кремниевый состав.
Припой из серебра
Для пайки чистое серебро не используют. Чаще всего для соединения латуни используют сплавы, в состав которых кроме серебра входит цинк, кадмий, никель, другие металлы.
Медь с серебром хорошо расплавляется, шов, который остается от плавки, отличается высокой прочностью.
Если в составе припоя серебра 10%, то его можно использовать для соединения деталей из стали.
Латунные и другие поверхности имеют после спаивания аккуратный, чистый шов.
Флюсы
Выбирая флюсы, стоит оценивать их характеристики. Не все из них проявляют активность по отношению к алюминию, особенно, если применяются припои, состав которых содержит олово и свинец, составы с серебром.
При покупке стоит приобрести флюсы, которые так и называются «Для пайки алюминия».
Видео:
Также можно купить флюс: виды 34А, Ф61А, Ф59А (высокотемпературный), а можно проконсультироваться с продавцом.
Канифоль
Что делать, если под рукой отсутствует припой, флюс, предназначенный для работы с алюминием. Можно воспользоваться припоями, куда в состав входят олово, свинец.
При этом оксидную пленку нужно будет разрушать канифолью. Таким образом, новая пленка не будет образовываться при нанесении на поверхности канифоли.
Если образуется немного пленки, то ее необходимо потереть специальным скребком из нержавейки. Можно добавить немного металлических опилок.
Производя трение по поверхности элементами из нержавейки, пленка будет разрушаться. Канифоль защитит от воздействия алюминия с воздухом.
Вместе с этим, происходит воздействие припоем. Такой метод специалисты рекомендуют применять в крайнем случае.
Если есть возможность, лучше приобрести флюс, припой, изготовленный для работы с поверхностями из алюминия, его сплава.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали.
Газовые составы смеси для горелки должны быть сбалансированными и не иметь недостатка/переизбытка кислорода.
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Технология работы припоем алюминия, его сплавов
Детали необходимо очистить от пыли, жира, грязи и установить в то положение, в котором они будут подвергаться пайке. В место, где будет осуществляться пайка, нужно нанести флюс.
Место с флюсом нагревается. Для этого стержнем нужно прикоснуться к поверхности. Важно не перегреть место соединения, так как металл будет плавиться.
При работе с припоем без флюса стоит знать особенность: оксидную пленку на поверхности нужно разрушить, так как припой не сможет проникнуть через нее.
Разрушать ее можно с помощью нержавейки или прутком из стали, для этого нужно произвести чиркающие действия по поверхности. В результате оксидная пленка теряет целостность.
Если поверхность большая, то разрушить пленку поможет щетка из стали. Ею нужно водить по поверхности, затем соединить детали между собой.
Проблема работы алюминия — оксидная пленка образовывается мгновенно после того, как ее счистят. Она является инертной и расплавленным металлом смачивается с трудом.
Что же делать, чтобы такую пленку снять и прочно запаять деталь? Можно очищать поверхность, налив на нее слой масла. Металл в этом случае не будет контактировать с воздухом, соответственно пленка не сможет образоваться.
Видео:
Вода не должна входить в состав масла. Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Есть еще способ снять оксидную пленку. Покрыть поверхность канифолью. Она, как и масло, будет препятствовать попаданию воздуха на металл.
Опилками из стали или щеткой из нержавейки нужно проводить чиркающие движения по алюминию, пленка утратит свою прочность.
Лучший метод удалить оксидную пленку своими руками — применить механические действия элементами из стали плюс воздействие активным флюсом.
Применяя пайку, можно восстановить предметы из алюминия любой конструкции, величины, сложности. Такой метод ремонта используется не только для предметов, используемых в быту.
К автомобилям, мотоциклам, прочей технике предъявляются повышенные требования прочности. Их также ремонтируют путем пайки.
Иногда такой способ соединения деталей является предпочтительнее, чем сварочные работы. Ведь он не деформирует металл, не меняет его состав.
При помощи спаивания можно отремонтировать кондиционеры, насосы.
В домашних условиях можно отреставрировать алюминиевый желоб водостока, сайдинг, лестницу, посуду. После ремонта сплав окажется очень прочным.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно.
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Мелкие изделия можно нагреть в специальной печи, так будет удобнее контролировать температуру.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами. Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Припои для других металлов
Если изделия, трубы состоят из меди, то специалисты не рекомендуют использовать сварочные работы.
В этом случае рекомендуется пайка медных труб твердым припоем, виды которых можно купить в любом специализированном магазине.
В отличие от алюминия, в припой для пайки медных труб может входить серебро, а также медно-фосфорный состав.
Спайка изделий из этого металла может осуществляться твердым, мягким припоем. Припой для пайки меди можете увидеть на видео ниже.
Видео:
Пайка твердыми припоями с серебром требует наличия специального оборудования — газовой горелки.
Популярностью пользуются припои с содержанием серебра. В составе припоя может находиться до 55 процентов этого металла.
Среди особенностей такого припоя можно отметить низкую температуру, при которой плавится металл. Серебро в составе вещества хорошо смачивает поверхности металла.
Серебро способствует хорошему заполнению щелей, которые образовываются между соединяемыми поверхностями. При использовании такого припоя образуются плотно-вакуумные швы.
Пайка меди твердым припоем отличается от пайки мягким. Применяя твердый припой, необходимо создать условия, при которых пайка волной припоя происходит при температуре, которая выше 420-425 градусов.
Стоит помнить, что при этом температура не должна превышать температуру, при которой соединяемые металлы плавятся.
Пайка, где используется мягкий припой для медных труб, должна происходить при температуре, которая составляет менее 425 градусов.
Флюс с составом серебра, который при этом используется, не дает возможности оксидной пленки образовываться.
Сплав меди и цинка называется латунный сплав. При пайке латуни есть свои особенности. Когда происходит термическое воздействие на латунный элемент, сплав выделяет цинк.
Видео:
При этом образовывается пленка из оксида меди, цинка. Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Серебряный припой, флюсы применяются для латуни, в составе которых есть медь. Если латунь включает в себя больше цинка, то серебряный припой должен быть ПСр40 и выше.
Когда поверхность латуни соединяется с серебряными припоями, то латунный слой может сильно расплавиться, поэтому следует контролировать нагрев металла и время всего процесса.
Припой для пайки: виды, марки, характеристики
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
 Припой для пайки
Припой для пайкиКакие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.

Оловяно-свинцовый припой
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.

Припой Sn63Pb37
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.

Припой ПОСВ-33
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.

Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.

Ортофосфорная кислота
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.

Паста тиноль
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Свинцовый припой
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Сантехника: TechCorner — объяснение пайки и пайки
В течение многих лет двумя наиболее распространенными способами соединения медных труб и фитингов были пайка и пайка. Эти проверенные и истинные методы во многом похожи, но есть и несколько отличительных отличий. Эта статья объясняет сходство и выделяет различия между двумя процессами объединения, чтобы помочь определить, какой метод объединения является наиболее желательным.
Обзор
Наиболее распространенный метод соединения медных труб — это использование фитингов с разъемами из медного или медного сплава, в которые вставляются и закрепляются секции труб с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное или кольцевое соединение, потому что гнездо фитинга перекрывает конец трубки, и между трубой и фитингом образуется пространство. Это пространство называется капиллярным пространством. Поверхности фитинга и трубки, которые перекрывают друг друга, образуют стыковочные поверхности.Трубка и фитинг затем плотно соединяются с использованием присадочного металла, который расплавляется в капиллярном пространстве и прилипает к этим поверхностям.
Рисунок 1. Круглый шарнир — трубчатые деталиПрисадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления в трубке или фитинге. Температура плавления медного (Cu) сплава UNS C12200 составляет 1,981 ° F / 1082 ° C. По существу, присадочные металлы для пайки и пайки медных труб и фитингов из медных сплавов должны иметь температуру плавления ниже этой температуры.
Основная разница между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Эта температура определена Американским сварочным обществом (AWS) как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, то выполняется процесс пайки. Выше этой температуры процесс пайки.
Припой Металлические Припои
Основным элементом, используемым в припойных металлах, является олово (Sn), потому что олово имеет сродство к меди и хочет прилипать к трубе и фитингу из медного сплава.Однако использование чистого олова (Sn) приведет к очень слабому соединению, и с любым чистым металлом будет очень трудно работать. Следовательно, другие элементы добавляются в сплав с оловом для обеспечения прочности и облегчения использования присадочного металла. До 1986 года наиболее распространенным металлическим припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который состоит из 50% олова (Sn) и 50% свинца (Pb). Из-за национальных предписанных требований, изложенных в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды.С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений пайки. Они состоят из сплавов, которые по-прежнему в основном олово с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Металлические присадки: сплавы для пайки
Паяные соединения обычно используются для достижения более высокой прочности соединения или сопротивления усталости. Для этого необходимо использовать присадочные металлы, более прочные, чем те, которые состоят в основном из олова.Однако эта повышенная прочность обычно обусловлена присадочными металлами, изготовленными из материалов, которые плавятся при более высоких температурах. Температуры пайки для большинства паяных сплавов, используемых для соединения медных трубопроводных систем (сплавы BCuP и BAg см. Ниже), находятся примерно между 1150 ° F / 621 ° C и 1550 ° F / 843 ° C.
Наиболее часто используемые типы паяных присадочных металлов, используемые для соединения медных труб и фитингов, подразделяются на две категории:
- BCuP Alloy (произносится как b-чашка) — где B обозначает паяние, Cu — химический символ меди, а P — химический символ фосфора.Следовательно, паяльный сплав BCuP представляет собой в первую очередь медно-фосфорный паяльный сплав, который может содержать от 0 до 30% серебра (Ag).
- BAg Alloy (произносится мешок) — где B обозначает паяние, а Ag — химический символ серебра. Хотя в сплавах BAg есть и другие элементы, кроме серебра, большинство сплавов BAg могут содержать серебро где-то между 24% и 93%.
Совместные требования и сильные стороны
Независимо от того, используется ли процесс соединения пайкой или пайкой, существуют определенные основные шаги, которые необходимо соблюдать, чтобы последовательно получить прочные соединения.Эти основные этапы описаны в стандарте установки (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения тепла и присадочного металла. Они объяснены более подробно в Справочнике по медным трубкам CDA.
Независимо от того, используется ли процесс соединения пайкой или пайкой, трубка должна быть полностью вставлена в фитинг с обратной стороны чашки фитинга.
Рисунок 2. Деталь трубного соединенияГлубина перекрытия или глубина гнезда в коленях или капиллярных фитингах указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для напорных фитингов. Это важное измерение, поскольку в идеале присадочный металл должен плавиться в капиллярном пространстве, чтобы он полностью стекал в заднюю часть чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя требуется 100% проникновение и заполнение фитинга капиллярного пространства, заполнение паяного соединения 70% (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов системы.
Основное различие между паяными и паяными соединениями заключается в количестве перекрытия или заполнения соединения, необходимого для развития полной прочности соединения. В паяном соединении по-прежнему настоятельно рекомендуется полная вставка трубки в заднюю часть фитинга; однако полное заполнение этого суставного пространства по всей этой длине не является необходимым для достижения полной прочности сустава. По данным Американского общества сварщиков (AWS), предполагается, что паяемый присадочный металл проникает в капиллярное пространство как минимум в три раза толще самого тонкого соединяемого компонента, которым обычно является трубка.Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности паяных сплавов, даже это довольно небольшое количество проникновения наполнителя приведет к правильно изготовленному паяному соединению, более прочному, чем труба и / или фитинг. Однако, в отличие от паяного соединения, где колпачок или желобок обеспечивают минимальную дополнительную прочность, паяное соединение должно быть изготовлено таким образом, чтобы между трубкой и фитингом на поверхности фитинга имелось хорошо развитое желобок или «колпачок» из присадочного металла. ,Это филе, или колпачок, как его часто называют в торговле, позволяет распределять напряжения, возникающие внутри соединения (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности филе. В паяном соединении, изготовленном без хорошо развитого вогнутого желобка, все напряжения будут сосредоточены на острой точке контакта между трубой, припоем (металлическим наполнителем) и фитингом, что может привести к возникновению разрушения под напряжением в трубе. в таком случае.Создание филе при изготовлении паяного соединения значительно минимизирует эту возможность.
Рисунок 3. Объяснение правила 3-T AWSПомимо прочности присадочного металла в соединении, общая прочность соединения или сборки (трубы, фитинга и соединения) после операции соединения также должна учитываться при выборе использования паяных или паяных соединений. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C.Эта температура гораздо важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжигаться или меняться с жесткого отпуска (жесткого) на отожженный (мягкого). С этим изменением в характере происходит внутренняя потеря в прочности — медь с твердым отпуском более прочна, чем отожженная медь. Общее количество отжига, которое происходит, и, следовательно, прочность, которая теряется, определяется температурой и временем, которое материал проводит при этой температуре.Чем выше температура, тем меньше времени требуется, чтобы перейти от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления сплавов для пайки, между 1150 ° F / 621 ° C и 1550 ° F / 843 ° C, процесс изготовления паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно сильнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы 3a-3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и, как правило, более устойчивы к усталости (вибрация, тепловое движение и т. Д.), Рабочее давление системы должно соответствовать допустимым пределам отожженной трубы.
Дополнительные ссылки
- Американское общество сварщиков: Руководство по пайке — 3-е издание
- Американское общество сварщиков: Руководство по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Технические условия на присадочные металлы для пайки и пайки 80026
- ASTM B32-04: Стандартная спецификация для припоя
Сварочная проволока из медного сплава для пайки Медный фосфорный припой Тип
Описание продукта
| Сплав | Химический Compsosotion | Диапазон плавления (℃) | Рабочая температура | D3 (г / см 3 ) | Прочность на растяжение (Н / мм 2 ) | Сопротивление сдвигу в МПа | Использование |
| SML201 | Cu92P | 710-780 | 830 | 8.1 | 141 | 151 | Подходит для меди и медных сплавов, не подходит для сварки ударных частей. |
| SML202 | Cu93P | 710-780 | 840 | 8.1 | 150 | 160 | Подходит для шлифовки и плоской проволоки, паяных соединений из меди и медных сплавов с большим зазором. |
| SML203 | Cu91P7Sb | 650-700 | 760 | 8.1 | 150 | 167 | Низкотемпературный, подходит для пайки с малым зазором, хорошая воздухонепроницаемость. |
| SML204 | Cu80P5Ag15 | 645-802 | 810 | 8,4 | 188 | 163 | Подходит для пайки медных сплавов со средним зазором, хорошая текучесть |
| SML205 | Cu89P6Ag5 | 850 | 8.2 | 180 | 169 | Подходит для пайки с большим зазором соединений медных сплавов с вибрацией, P high подходит для пайки с малым зазором : оправы для очков и т. Д., подходит для электросварки. | |
| SML206 Cu87P7Ag6 645-725 | 780 8,2 | ||||||
| SML207 Cu90P7Ag3 643-843 | 850 8,2 | ||||||
| SML208 | Cu75P5Ag18 | 645 | 645 | 8,4 | 188 | 163 | Подходит для пайки меди и медных сплавов на двигателях и электрооборудовании. |
| SML209 | Cu91P7Ag2 | 643-778 | 810 | 8.1 | 190 | 170 | Подходит для пайки соединений из меди и медных сплавов, подходит для среднего зазора. |
| SML210 | Cu91P7Sn2 | 640-750 | 810 | 8.1 | 190 | 170 | Подходит для санитарной пайки соединений меди и сплавов, подходит для среднего зазора. |
| Применения | Этот припой в основном используется для пайки меди и медных сплавов, на него распространяются некоторые ограничения на серебро, вольфрам и молибден. Этот припой не следует использовать для сплавов на основе железа или никеля и медно-никелевых сплавов, содержащих более 10% никеля. Этот припой подходит для всех методов пайки, а кольцевые соединения рекомендуются для соединений. При пайке чистой меди такой припой можно использовать без флюса, но при пайке других металлов (включая медные сплавы) рекомендуется использовать с флюсом. Деньги для пайки должны строго удалять смазку, оксиды и другие загрязнения на паяемой поверхности, и оптимальный зазор паяного соединения составляет 0,03-0,075 мм. Паяное соединение светло-серого цвета и погружено в 10% -ный раствор серной кислоты для восстановления цвета меди. | ||||||
Упаковка и отгрузка
Использование
Компания SML Tools, основанная в Ухане, Китай, с 2008 года занимается поставками различных инструментов для бурения нефтяных скважин, добычи полезных ископаемых и геотехнических работ.
Чтобы лучше удовлетворять постоянно растущие потребности наших клиентов, мы расширяем наш бизнес в области сырья и аксессуаров, таких как металлический порошок и сплав, материалы … Они широко используются в машиностроении, электронике, аэрокосмической промышленности.
Мы предоставляем широкий и широкий ассортимент продукции, чтобы помочь нашим клиентам и сэкономить их бюджеты благодаря нашему богатому опыту и каналам закупок.
Удовлетворение потребностей клиентов является нашим стремлением; мы всегда гарантируем первый класс продукты и отличные предварительные продажи и послепродажное обслуживание.
Мы придерживаемся политики, основанной на надежном качестве продукции, разумной цене и своевременной доставке, а также обладаем гибкостью и способностью оперативно реагировать на постоянно возникающие требования клиентов.
FAQ
1. Способы оплаты
T / T (телеграфный перевод), Western Union, MoneyGram или кредитной карты…
2.0002 время 2000
В зависимости от количества заказа, от 3 до 20 дней до завершения производства.
3. Доставка
Экспресс: DHL, TNT, UPS, FedEx и специальные линии …
Перевозчик: по воздуху или морем.
Все они относятся к очень экономичным затратам.
4. Услуги:
Мы ответим на ваши запросы в течение одного часа (также в праздничные дни).
Мы предоставляем бесплатную замену, если подтверждено, что неисправность вызвана качеством нашей продукции.
,Провод припоя сплава припоя30ag покрынный потоком серебряный для паяя меди
30ag покрытый флюсом серебряный припой для пайки медной проволоки
L323 30% серебряно-оловянная присадка для пайки металл
GB BAg30cuznsn
000000: Описание: содержащий серебро припой. Низкая температура плавления. Заполнение пробела с помощью сильных, хороших механических свойств
.в основном используется для пайки меди и медных сплавов, стали и нержавеющей стали
Химический состав припоя%
Ag | cu | sn | zn |
229-31 | 35-37 | 1.5-2.5 | 30-34 |
Физические характеристики (приблизительные)
Температура плавления 000 | порция | проводимость | |
Solidus line | Жидкостная линия | кг / дм3 | % IACS |
655 | 755 8 9005 | 755 ,8 | 18 |
Механические свойства припоев (исходное значение)
Припой металлический | Медное соединение для пайки Прочность на растяжение (МПа) | ||
Низкоуглеродистая сталь | Низколегированная сталь | ||
500 | 18 | 360 | 480 |
FAQ
Q: ваша торговая компания или производитель?
A: мы фабрика
Q: сколько времени у вас время доставки:
A: как правило, это 7-15 дней, если товар есть в наличии, или 15-20 дней, если товара нет в наличии, это зависит от количество.
Q: Вы предоставляете бесплатный образец? Это бесплатно или дополнительно?
A: да, мы предлагаем бесплатный образец, но не оплачиваем стоимость фрахта.
Q: каков ваш срок оплаты?
A: оплата <= 1000 USD, 100% аванс. Оплата> 1000 USD, 30% ТТ аванс, баланс перед пересылкой.
Если у вас есть другой вопрос, пожалуйста, не стесняйтесь связаться с нами, как показано ниже:
Индукционная машина Отлично подходит для нагрева деталей, резки, пайки алмазным инструментом, пайки Медные сантехнические фитинги
Подробнее Применения машины индукционного нагрева
Сварка (пайка, серебряная пайка и пайка)
Она в основном предназначена для расплавить припой, нагревая его до определенной температуры с целью соединения двух типов металлов из одного материала или разных материалов.
A. Сварка различных аппаратных режущих инструментов, таких как алмазный инструмент, абразивный инструмент, сверлильный инструмент, пильный диск из сплава, твердосплавный резак, фреза, расширитель, инструмент для планирования и твердосплавное долото.
B. Сварка различных аппаратных механических гаджетов: серебряная пайка и пайка металлов одного и того же или разных сортов, таких как аппаратные туалетные и кухонные изделия, медные фитинги для холодильников, фитинги для украшения светильников, точные фитинги, ручки для аппаратных средств, яйцеклетка , легированная сталь и сталь, сталь и медь, а также медь и медь.
C. Сварка сварного дна в основном применяется для сварки пайкой круглого, квадратного и другого нерегулярного плоского дна. Это также применимо к простой паяной сварке других металлов.
D. Сварка нагревательного диска электрического водонагревателя в основном относится к паяной сварке плоского основания из нержавеющей стали, алюминиевого листа и трубчатых электрических нагревательных элементов различных форм
Основные характеристики:
1, MOSFET и инвертирующие технологии Первое поколение было использовано;
2, простая структура и легкий вес;
3, Простота в эксплуатации, достаточно нескольких минут, чтобы изучить его;
4, Простота установки, Установка может быть выполнена непрофессиональным человеком очень легко;
5. Преимущества модели с таймером: мощность и время работы периода нагрева и периода выдержки могут быть предварительно установлены соответственно, чтобы реализовать простую кривую нагрева, эту модель предлагается использовать для серийного производства для улучшения воспроизводимости;
Типичные области применения:
Пайка алмазного инструмента
Пайка обрабатывающих инструментов
Пайка микрометра
Пайка медной трубки
Пайка соединителя
Термообработка мелких деталей, закалка, отжиг и более
Плавление ниже 2 кг для золота, куска, меди, латуни, стали и железа
Установка Желание:
1, провод питания: мягкая медь 6 мм2; Провод заземления 4мм2 из мягкой меди;
2, потребность в охлаждающей воде: чистая и не легко поддается масштабированию, температура воды на входе 25-36 градусов ‘;
3, система охлаждения воды: проточная вода; Циркуляция воды из насоса в бак; Используйте промышленную холодильную машину.
Приложение Show
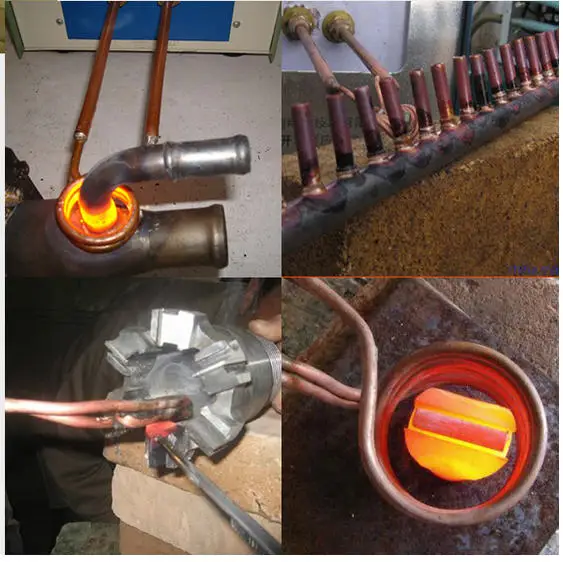

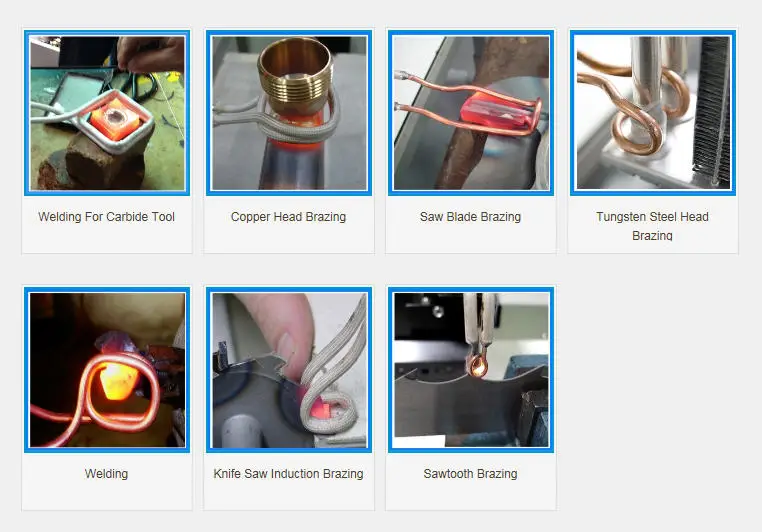

| Модель | Входная мощность | Частота | Входное напряжение | Рабочий цикл | Ток нагрева | Сохраняющий ток | Время | Размер CM / вес |
| GHF25 | 15 кВт | 30-80 кГц | 180-240 В, 50/60 Гц, однофазный | 80% | 170-600A | 46 * 20 * 44 / 18 кг | ||
| GHF25A | 15 кВт | 30-80 кГц | 180-240 В, 50/60 Гц, однофазный | 80% | 170-600A | 170-600A | 1—99 с | 46 * 20 * 44/18 кг |
| GHF25B | 15 кВт | 30-80 кГц | 180-240 В, 50/60 Гц однофазные | 80% | 170-600A | Генератор: 46 * 20 * 44/14 кг Трансформатор: 31 * 19 * 433/10 кг | ||
| GHF25AB | 15KW | 30-80 кГц | 180-240 В, 50/60 Гц, однофазный | 80% | 170-600A | 170-600A | 1—99s |
Деталь упаковки:
1 ,Стандартный деревянный футляр, фанерный кейс и кастомизированный кейс;
2. Внутренняя упаковка: упаковочная пленка и пенопласт, чтобы избежать повреждений при транспортировке.
3. Аксессуары: индукционная катушкаX 2, ножная педаль X1, инструкция по монтажу и эксплуатации X1 и кастомизированная;

Наш сервис
1. Предпродажное обслуживание:
- 1. Рекомендовать наиболее подходящую машину для клиентов в соответствии с подробностями их применения.
- 2.Запрос и консультационная поддержка.
- 3. Пример тестирования поддержки.
- 4. Посмотреть наш завод.
2. Сервисное обслуживание:
- 1. Строго контролировать весь процесс производства
- 2. Выполнить пробный запуск в соответствии с действующими правилами испытаний оборудования.
- 3. Строго осмотреть машину, перед доставкой
- 4. Доставка в срок.
3. Послепродажное обслуживание:
- 1.12-месячный гарантийный срок
- 2. В течение одного года бесплатной гарантии, при возникновении любых неисправностей, вызванных неискусственными причинами, любых проблем с качеством, таких как дизайн, изготовление или процедуры, мы предоставим запасные части после обнаружения неисправностей.
- 3. Если в течение гарантийного периода возникнут какие-либо серьезные проблемы с качеством, мы вышлем технику по техническому обслуживанию
- 4. После проверки с клиентом предоставим услуги выездного обслуживания и выставим счет за приемлемую цену.
- 5.Мы предоставляем пожизненную выгодную цену для покупателя с материалами и запасными частями, используемых в работе системы, техническое обслуживанием оборудования.
- 6. Вышеуказанные являются только основными требованиями послепродажного обслуживания, мы сделаем больше обещаний, связанных с механизмом обеспечения качества и гарантии эксплуатации.
FAQ
Китай Поставки Индукционный нагревательный источник питания
Вопросы и ответы:
1.Какие страны ваша продукция экспортируется?
Наша продукция продается во многих странах и регионах
2. Как насчет гарантии?
Все наши продукты имеют гарантию качества сроком на один год, в течение гарантийного срока замена запасных частей бесплатна. И мы обеспечиваем жизни долгое время техническую поддержку и другую помощь.
3.Как установить вашу машину?
У нас есть инструкции по установке на бумаге и видеоролики, которые мы будем обучать до тех пор, пока вы их не изучите.
4.Какой порт экспорта вы используете?
Любой порт Китая в порядке, как правило, мы будем использовать Шэньчжэнь, Гуанчжоу, порт Гонконг, он может назначить, как вам нравится.
5. Как насчет условий оплаты и времени доставки?
Условия оплаты для небольших машин: 100% T / T / Western Union / Наличными.
Большие машины и большое количество: 30% предоплата, 70% до отгрузки (мы сделаем относительные фотографии для общего процесса доставки для подтверждения клиента) и сопутствующие документы. Вы можете оплатить T / T, L / C, Western Union или другими способами.
6. Если я оплатил, но не могу получить товар, как мне это сделать?
Сайт «Сделано в Китае» является известной торговой платформой и в те годы был зрелым, каждый поставщик платил большой фонд целостности, и у нас есть лицензии на ведение бизнеса в Китае, которые можно проверить на официальном сайте Китая, или мы можем показать их Вы, так что ситуация никогда не появится,
7. Какова ваша природа вашей компании: дилер или завод?
Мы являемся производителем и имеем нашу собственную фабрику, тепло приглашаем посетить наш завод и свяжитесь с нами.
