Какой припой подойдет для пайки меди?
Пайка металла часто проводится для получения самых различных соединений. Наиболее сложными металлами в обработке принято считать латунь, алюминий и медь. Надежность и качество получаемого соединения во многом зависят от типа применяемого расходного материала. Припой для пайки меди должен быть выбран с учетом того, в каких условиях будет эксплуатироваться изделие.
Классификация припоев
Встречаются самые различные расходные материалы, которые могут применять для пайки медных изделий. Самыми распространенными можно назвать:
- 1S считается мягким припоем. В состав этого сплава включается серебро, за счет которого обеспечивается высокая пластичность. Трубы, подвергаемые пайке при использовании 1S, применяются при создании систем холодного и теплого водоснабжения. В этом случае покупаются дополнительные флюсы для меди, так как они не включаются в состав металла.
- Rosol 3 также относится к группе мягких припоев. Низкотемпературный сплав подходит для работы с тонкими изделиями. Его температура плавления составляет 240°С. Полученное соединение хорошо служит при высоких и низких температурах.
- Rolot 94 считается твердым сплавом. Пайка медных труб твердым припоем проводится в том случае, когда система будет эксплуатироваться при высоком давлении. Рабочая температура составляет 730°С. Слишком высокий показатель определяет то, что припой не может использоваться для работы с тонкими изделиями. Разогрев жало паяльника до высокой температуры, можно повредить саму заготовку.
- Rolot 2 является мягким припоем, в состав которого включается небольшое количество серебра. Он подходит для стандартной процедуры пайки, при этом обходится недорого.

В отдельную категорию следует отнести материалы с примесями цинка и свинца. Они включаются в большинство составов для придания особых качеств.
Какой припой выбрать?
Большое количество разновидностей различных припоев определяет сложности с выбором наиболее подходящего. Все сплавы делятся на две категории:
- Мягкие расплавляются при температуре 425°С.
- Рабочая температура твердого сплава составляет +460…+560°С.
В состав некоторых вариантов исполнения включается серебро. Обходятся они достаточно дорого, с увеличением концентрации снижается температура плавления.
При выборе припоя учитываются нижеприведенные моменты:
- Толщина соединяемых изделий.
- Предназначение оборудования. Для пищевой меди требуются специальные сплавы.
Медно-фосфорные варианты исполнения используются при ремонте холодильного и другого оборудования. В этом случае не требуется флюс, так как добиться качественного соединения можно и при применении только припоя.
Способы паяния деталей из меди
Процедура пайки подходит для соединения медных изделий различных размеров. На момент работы применяемый припой заполняет небольшие зазоры. Выделяют два типа соединения:
- Высокотемпературный характеризуется тем, что плавка проводится при температуре 450°С. Выбирается сплав, в состав которого включается медь и серебро, так как они позволяют получить надежный шов. Получаемый шов называется твердым, его отжигают для повышения пластичности. Охлаждение рекомендуется проводить естественным способом. Твердое соединение подходит для труб, диаметр которых 12-159 мм. Чаще всего высокотемпературный метод применяется для получения газового трубопровода или отопительной системы.
- Низкотемпературная проводится при температуре меньше 450°С. Припой может содержать олово или свинец. Ширина получаемого шва должна быть в диапазоне 7-50 мм. Соединение этого типа по прочности не уступает первому, однако не приходится проводить отжиг. Использование низкой температуры для расплавки металла определяет безопасность процедуры. Шов может получаться при соединении трубы диаметром 6-108 мм.
Низкотемпературная технология соединения не подходит для создания системы газопровода, так как температура циркулирующей среды должна быть не выше 130°С.
Что понадобится в процессе?
Для проведения рассматриваемой работы требуются материалы и инструменты. Среди особенностей отметим следующие моменты:
- Очистка соединяемой поверхности проводится при помощи флюса. Он удаляет окислительную пленку и снижает поверхностное натяжение.
- Основным материалом можно назвать припой. Для высокой температуры подходит вариант исполнения, в состав которого не включается свинец. Этот момент указывается на упаковке. Припой изготавливается в виде проволоки различной длины, диаметр поперечного сечения составляет 3 мм.
- Работа с трубами может проводится при применении трубореза. Он служит для резки заготовки на отдельные части.
- Удаление заусенец проводится при применении специального фаскоснимателя. Сильные дефекты торцевой поверхности станут причиной, по которой две детали не получится соединить встык.
- Внутренняя поверхность трубы очищается при помощи щетки или ершика. Это делается для того, чтобы обеспечить требуемую пропускную способность системы.
- В некоторых случаях пайка может проводиться только при предварительном нагреве заготовки. Для этого используется газовая горелка, которая имеет узконаправленное пламя. Вариант исполнения с баллоном со смесью пропана и бутана может прослужить в течение длительного периода.

Чаще всего используются электрические паяльники, которые изготавливаются для обработки медных заготовок. Устройство может работать с мягким и твердым припоем. Работать с электрическим паяльником достаточно просто, достаточно включить его и выбрать требуемый температурный режим. Для разметки области пайки используется рулетка, маркер, строительный уровень.
Технологические советы и замечания
Только при наличии опыта можно провести качественную пайку. Распространенными проблемами можно назвать следующее:
- Дефекты на поверхности деталей становятся причиной ухудшения качества соединения. Они появляются при резке заготовки. Пайка поверх дефектов приводит к снижению прочности.
- Незначительное загрязнение также снижает прочность соединения. Поэтому проводится обезжиривание при использовании специальных составов.
- Недостаточная ширина монтажного зазора. Требуемая прочность при соединении изделий с сечением 6-108 мм достигается в случае, если величина зазора 7-50 мм.
- Если разогреть заготовку перед ее применением до недостаточной температуры, то даже при незначительной нагрузке шов разрушится.
- Флюс покрывает неравномерно всю поверхность. Окиси могут стать фактором появления дефектов.
- Перегрев зоны контакта становится причиной, по которой флюс и припой теряют свои качества.
- Игнорирование правил безопасности при проведении работ. Слишком высокая температура может привести к тому, что химические вещества вступают в реакцию. Поэтому работать рекомендуется в защитных перчатках и маске.
Работа с медью отличается от пайки метала. Все особенности может знать исключительно мастер, который обладает большим опытом проведения подобных работ.
electrod.biz
Рекомендации по выбору припоя для пайки меди
 Припой для пайки меди стоит относительно недорого
Припой для пайки меди стоит относительно недорогоПрипой для пайки меди выбирается с учетом эксплуатационных характеристик объекта. Наиболее распространенный способ – капиллярная спайка. Фиксация двух деталей основана на простейшем физическом принципе. Одноименный эффект подразумевает наличие незначительного расстояния между двумя обрабатываемыми поверхностями. Расположенная между ними специальная жидкость подвергается адгезии и поднимается. В качестве направляющего элемента выступает капилляр. В результате припой правильно распределяется по всей поверхности. Положение трубы при этом не имеет значения. Перед тем как прибегнуть к той или иной технологии, нужно детально изучить все технические нюансы.
Содержание статьи
Практическая сторона
Для того чтобы пайка медных труб своими руками прошла успешно, нужно повысить коэффициент адгезии. Сделать это поможет флюс и предварительная зачистка поверхности. Если планируется залить всю конструкцию бетоном, то в этом случае применяется высокотемпературная технология пайки.
 Припой для пайки меди продается в любом специализированном магазине
Припой для пайки меди продается в любом специализированном магазинеМаксимальная плотность соединения достигается при использовании твердого припоя. В этом случае t колеблется от 390 до 425 градусов по шкале Цельсия.
На поверхности формируется максимальная адгезия, которая и способствует равномерному распределению припоя.
Вне зависимости от используемой технологии необходимо корректно подобрать материал и оборудование:
- Припой;
- В большинстве случаев в домашних условиях работа выполняется газовой горелкой;
- Инструмент для медных труб.
Новички должны помнить, что мягкий и твердый припой – не одно и то же. В первом случае технология основана на t до +425 С. Воспользоваться твердым припоем нужно в том случае, когда материал эксплуатируется при повышенных нагрузках. На выбор типа припоя влияют 2 фактора – предельный диаметр медной трубы и жидкость, которую планируется поместить внутрь системы. В меньшей степени выбор обусловлен финансовыми возможностями заказчика.
Выбор материала для пайки медных труб
Начинается все с резки, призванной подготовить материал к обработке. Для этого используется труборез изделий из меди. Модель не имеет значения. Главное – правильно учесть диаметр трубы водопровода или теплопровода. Отдельно нужно остановиться на сложнодоступных участках. Добраться до них поможет нож-фаскосниматель. Не лишним будет убедиться, что на корпусе имеется отрезной ролик.
Как только трубка разрезана, производится снятие фаски с краев. Манипуляция позволяет удалить все заусенцы с внешней и внутренней поверхности.
 Перед использование припоя для пайки следует предварительно изучить советы профессионалов
Перед использование припоя для пайки следует предварительно изучить советы профессионаловДальнейший порядок действий выглядит следующим образом:
- При выборе фаскоснимателя учитывают два фактора — круглая разновидность используется для трубок малого диаметра, а форма карандаша более универсальна.
- Расширение трубы целесообразно в том случае, когда за основу берется бесфитинговый способ прокладки. Расширению подлежит только мягкая или предварительно отожженная. Выбор модели расширителя труб обусловлен финансовыми возможностями заказчика работ.
Предварительная подготовка поверхности – для этого применяются специально выбранные губки. Их характеристики зависят от типа скрепляемой поверхности и тех условий, в которых они эксплуатируются.
Качественный припой
Мягкий тип – самый распространённый и бюджетный вариант. Подходит для фитингов 1S и 3. Результаты его использования говорят о том, что с его помощью можно спаять трубы, имеющие фитинги, изготовленные из красной бронзы, латуни и бронзы. Технология используется при монтаже систем горячего и холодного водоснабжения.
Паять с помощью пасты нужно в том случае, когда система находится под перманентно высокой нагрузкой. Минимальное остаточное содержание припоя – 60%.
Помимо уже упомянутых разновидностей, в строительно-монтажной отрасли выделяются несколько других:
- Твердый тип – хорошо себя зарекомендовал, когда материалы можно соединить только с использованием капиллярно-щелевой пайки. Применяется при строительстве водо- и теплопроводных систем закрытым и открытым способом.
- Медно-фосфорный припой – обратиться к этой технологии нужно в том случае, когда речь идет о латуни и бронзе. Основана технология на точечном нанесении флюса, который замедляет процесс окисления поверхности. Технологию запрещено использовать для пайки трубки из цветных металлов. Объясняется это хрупкостью получающегося шва при низких температурах.
Серебряный припой – целесообразно использовать для соединения медных изделий, имеющих в составе примеси цветных металлов. Исключение составляют медные, алюминиевые и магниевые примеси.
Советы новичкам
Паяльник и газовая горелка – два распространенных способа соединения материалов. Большую популярность получил именно газ, потому что классический паяльник далеко не всегда можно и целесообразно использовать. Горелки дифференцируются на основании первоисточника газа. Наиболее доступный вариант – одноразовый баллон. Он используется для соединения труб отопления или водопровода мягким припоем.
 Припой для пайки имеет небольшой вес
Припой для пайки имеет небольшой весВ том случае, когда работы запланировано много, лучше отдать предпочтение горелкам со сменными баллонами. КПД, с которым работает паяльный инструмент, во многом зависит от типа использованного газа:
- Пропан – используется для соединения медных труб, диаметр которых не превышает 54 мм. Температура газовой горелки позволяет с 2-3 раз зафиксировать две поверхности.
- Ацетилен – подойдет для пайки труб, диаметр которых до 60 мм. Единственный недостаток – слишком высокая стоимость данного типа газа.
- Смесь ацетилена и кислорода – подойдет для труб, диаметр которых не превышает 76 мм. Те, кто не знает, каким образом добраться до труднодоступных мест, должны выбрать этот вариант. В комплекте есть несколько гибких сопел, благодаря которым паста расходуется экономно.
Выбор припоя для соединения изделия из меди обусловлен несколькими факторами. Первый – диаметр трубы, а второй – характеристики среды или жидкости, находящейся внутри трубы. Перед началом работ проводится тщательный анализ среды, в которой планируется эксплуатировать изделие. Речь идет о предельном уровне температурных колебаний, уровне влажности и длине трубопровода. Чем точнее пользователь сделает расчет, тем меньше проблем возникнет на этапе практической эксплуатации.
kanaliza.ru
Как паять медь: припои, флюсы, методы, технология
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.

Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.

Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.

Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
oxmetall.ru
Пайка медных труб мягким припоем
Медные трубы являются очень популярными элементами для создания качественного, надежного и долговечного трубопровода, обладающего многочисленными преимуществами. При его формировании возникает необходимость соединять отдельные части трубы друг с другом. Для этого наиболее оптимальным способом соединения считается пайка.
Медь является металлом, который идеально подвергается пайке. Дело в том, что поверхность таких изделий очень просто и легко очистить от всевозможных покрытий и загрязнений, налетов и ненужных слоев. Для этого не возникает необходимость пользоваться какими-либо специфическими и агрессивными средствами. С медью имеют отличную адгезию многие легкоплавкие материалы. Во время нагрева, который обязательно имеется во время процесса пайки, медь не вступает в реакции с различными веществами, находящиеся в воздухе, а также с самим кислородом. Благодаря этому при работе не нужны флюсы, которые считаются дорогостоящими и сложными. В результате, медные трубы могут легко подвергаться совершенно разным видам пайки.
Во время процедуры пайки применяется специальный капиллярный эффект, который представляет собой соединение атомов и молекул твердых предметов и жидкости в то время, когда происходит разделение этих сред. В результате данного эффекта поверхность медных труб смачивается. Смачивание заключается в том, что силы притяжения, имеющиеся различными молекулами металлов и припоя, становятся намного более высокими по сравнению с силами притяжения молекул только одного припоя, что приводит к тому, что жидкость как бы приваривается к покрытию твердого тела.
Основные разновидности изделий из меди
Медные трубы выпускаются в большом количестве видов. В первую очередь они отличаются друг от друга по диаметру, которые могут выражаться в дюймах или миллиметрах. Наиболее популярными считаются изделия 6 и 8, 10 и 12, 22 и 28, а также 42 и 48 мм.
Медные изделия обладают своей специфической маркировкой.
- Первоначально имеется буква «М», которая и квалифицируется предмет в качестве медного.
- После буквы имеется число, которое указывает на степень чистоты металла. Если имеется два ноля, то изделие считается высокочистым, если один ноль, то оно будет чистым, а если от единицы до трех, то его можно причислить к технически чистому.
- За числами снова идет буква, которая указывает на метод создания меди. Буква К обозначает катодный способ, У – катодный переплавленный, Р – раскисленный, Б – бескислородный, Ф – раскисленный с применением фосфора.
Дополнительно медные изделия отличаются друг от друга по марке. В разных марках может иметься различное содержание меди и примесей. Также в них может быть разное количество кислорода. Дополнительно вещества могут иметь разную степень раскисленности. В некоторых марках в составе имеется фосфор, а также в отдельных марках вовсе нет кислорода. Поэтому различные марки имеют существенные отличия в химическом составе. Следует перед приобретением тех или иных медных труб просмотреть в ГОСТе 52318 их назначение, чтобы не совершить ошибку с использование неподходящих для конкретных целей изделий.

Какие инструменты применяются в процессе пайки медных труб?

Данный процесс может быть реализован с помощью различных инструментов. Каждый из них имеет плюсы и минусы, а также для работы важно уметь правильно обращаться с выбранным вариантом. Можно выделить следующие самые популярные материалы для пайки:
- Труборез для труб. Он разрезает трубы по длине. На рынке инструмент представлен в различных разновидностях, однако принцип действия у каждого вида является одинаковым. Для пайки необходимо зажать нужную часть трубы между лезвием трубореза и специальными роликами, которыми он оснащен. После этого нужно начинать вращать изделие в соответствии с диаметром трубы. При этом необходимо регулярно подтягивать специальный натяжной болт, причем, обычно на треть оборота после каждого полного оборота инструмента. Для полного разрезания трубы необходимо сделать 6 полных оборотов труборезом.
- Газовая горелка. Предназначается для низкотемпературной пайки трубы из меди. Она оснащается специальным припоем из олова. Горелки представлены в нескольких видах, причем они отличаются конструкцией и принципом действия. Не каждая газовая горелка для пайки медной трубы подходит, поэтому важно тщательно перед покупкой изучить инструкцию, чтобы убедиться, что выбранное изделие сможет осуществить пайку трубы. Самым важным параметром данного изделия считается наличие узконаправленного пламени. Нагревается медная труба с помощью этого инструмента буквально за несколько секунд, причем расход газа считается небольшим. Поэтому небольшая газовая горелка может обеспечить пайку большого количества участков трубы из меди. Горелка оснащается специальным баллоном, в который загружается пропан с бутаном.
- Металлическая шерсть. Этот инструмент используется для зачистки медной трубы. Для работы с ним не нужно прилагать много усилий, поскольку достаточно обжать одну часть трубы этим изделием, после чего труба вращается, что обеспечивает качественную и надежную зачистку. Кроме самих поверхностей необходимо выполнить зачистку внутреннего фитинга.

Выбор инструмента для пайки может быть разным, однако важно подобрать такое изделие, которое будет идеально справляться с поставленными задачами, поэтому будет обеспечивать идеальный результат.
Что нужно подготовить перед непосредственным процессом пайки?
Важно знать, какие материалы кроме инструментов должны быть подготовлены для этой процедуры. Сюда можно отнести:
- Припой, который обычно является оловянным. Он представлен на рынке в виде специальных катушек с проволокой из олова. Ее диаметр равняется 3 мм. Важно убедиться перед приобретением данного материала, чтобы в его составе полностью отсутствовал свинец. Применять этот вид припоя можно для водопровода или иных видов магистралей.
- Флюс. Этот материал считается очень важным для грамотного и идеального процесса пайки. Дело в том, что для хорошего соединения отдельных металлов припой должен растекаться при воздействии специальных капиллярных сил, что приводит к тому, что он оседает на металле. Процесс оседания по-другому называется смачиванием, но для его выполнения важно, чтоб поверхность была чистой и не окисленной. Также пайка должна защищаться от кислорода, чтобы обеспечился прочный и надежный шов. В результате, для улучшения адгезии меди и припоя, а также для повышения качества пайки, используются флюсы. Они представлены в несколько разновидностей, причем важно выбрать подходящий вариант. Не подходит для медных труб элемент из нержавеющей стали. Можно пользоваться канифолью, однако она сложна в применении.
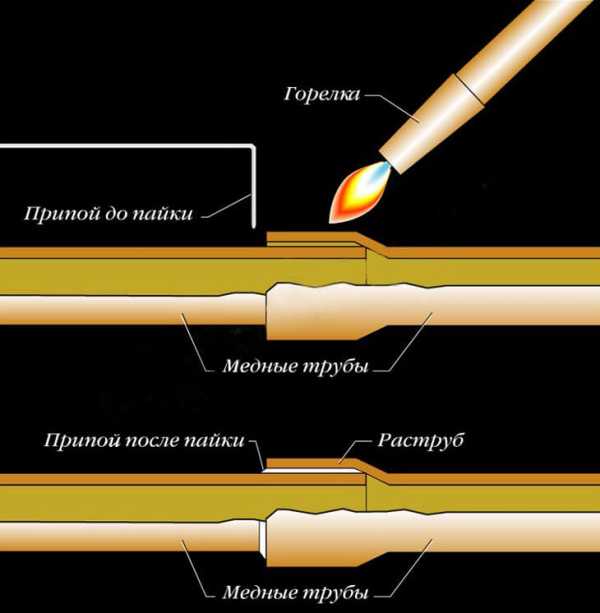
Как происходит процесс пайки медной трубы?
Выбранный флюс наносится на трубу, которая должна быть заранее зачищена механическим способом. Далее надевается фитинг, после чего можно начинать нагревать изделие с применением газовой горелки. Как только медь под инструментом начнет изменять свою расцветку, нужно начинать применять припой. Он плавится очень быстро, а благодаря капиллярному эффекту быстро и хорошо попадает в специальное отверстие в фитинге.
Таким образом, процесс пайки медных труб считается достаточно простым и быстрым, если используются подходящие материалы и инструменты.
Нюансы пайки медных изделий
Во время данного процесса нужно учитывать несколько специфических нюансов и правил. К ним можно отнести:
- Важно знать, как припаять кран. Первоначально нужно помнить, что в узел входит компрессионные кольца и гайка, а также сам кран. Для пайки крана необходимо на внутреннюю сторону кольца нанести оптимальное количество флюса. Далее это место прогревается несколько секунд, после чего к нему прикладывается припой. После его полного остывания можно начинать скручивать элемент.

- Медь является металлом, который хорошо проводит тепло, поэтому расстояние от медной трубы при работе должно быть больше 30 см, чтобы не было ожогов.
- Во время процесса пайки флюс плавится, в результате чего образуется текучая смесь, которая может попасть на кожу или одежду. При такой ситуации нужно обязательно хорошо промыть место на коже, поскольку иначе можно получить серьезный химический ожог.
- Производить процесс пайки запрещается в одежде из синтетики, поскольку большинство элементов имеют в составе кислоту. Синтетические материалы являются легко воспламеняемыми, а также могут плавиться при высоких температурах.
- Проводить работу нужно в хорошо проветриваемом помещении.
Таким образом, для грамотного и оптимального процесса пайки необходимо знать, какие инструменты для этого должны использоваться, какие материалы должны применяться, как проходит сама процедура, а также какие требования и рекомендации должны учитываться.
Труба из меди, предназначенная для кондиционирования воздуха, представляет собой специальную бесшовную трубу, созданную из меди. Ее размеры полностью соответствуют специальной стандартной линейке, прописанной в специализированных документах. Она продается в мягком виде, причем в виде специальных катушек. Их размер обычно равняется 15 мм, причем на концах имеют заглушки, которые могут быть закрытыми или запрессованными.
Труба, продаваемая в бухтах, обычно используется в процессе установка кондиционеров, отличающихся либо небольшой, либо средней мощностью. Во время создания данных труб используется горячий отжиг, который обеспечивает более легкий и удобный процесс переработки основного сырья. В результате получается изделие, отличающееся хорошей пластичностью. Как только отжиг будет полностью выполнен, труба тщательно промывается, поскольку важно добиться того, чтобы все ее внутренние стенки были идеально чистыми.
В специальном американском стандарте ASTM B280 прописываются основные требования и условия применения и эксплуатации к качеству трубы. В соответствии с этим документом в изделии толщина стенок не должна отличаться от номинальной больше, чем на 10 процентов. Также представлены стандартные размеры и вес, диаметр и иные параметры, которым должно соответствовать изделие.
Мягкие медные трубы, которые полностью отвечают всем требованиям, выдерживают расширение с помощью специальных инструментов, которое называется вальцеванием.
Советы и рекомендации по использованию медных труб:
- На медной трубке, которая подверглась развальцовыванию, не должно быть никаких дефектов, которые могут быть представлены в виде трещин или перекосов. Они не должна быть видны как на внешних поверхностях, так и на внутренних.
- Все бухты должны закладываться в специальные полиэтиленовые заготовки, причем этот процесс выполняется, только под вакуумом. После того, как упакованная правильным образом труба загружается в коробку из картона, на эту упаковку должна наноситься правильная маркировка. Она должна отражать необходимые сведения о содержимом, к которым относится тип трубы и ее размер, а также иные ее важные параметры.
- Работать с медными трубами нужно только с помощью подходящих и качественных инструментов, обеспечивающими не только высокое качество монтажа, но и не позволяющими нарушить целостность изделия. В результате можно быть уверенным в надежности и долговечности полученной системы.
- При соединении медных труб используются фитинги. Их скрепление должно производиться с применением пайки и припоя, причем идеальным выбором для этого считаются стандартные газовые горелки.
o-trubah.com
с серебром, латуни, алюминия, олова

Припой для пайки меди
Для алюминия, меди, латуни не получится применять сварку. Чтобы результат спаивания деталей радовал, а не огорчал, необходимо подготовить специальное оборудование. В подборе материала не стоит выбирать дешевые варианты, должно быть соотношение: цена-качество.
Кроме того, что цена должна соответствовать качеству, материал должен обладать некоторыми характеристиками, которые бы обеспечивали надежную пайку изделий.
Припой для пайки меди используется в расплавленном состоянии, заполняя промежутки между поверхностями, которые подлежат скреплению.
Чтобы обеспечить качественное припаивание изделий, необходимо обеспечить растекание припоя по всей поверхности.
Для удаления пленки оксидов и других загрязняющих элементов, необходимо применить флюс.
Цена зависит от технологических характеристик припоя, которые меняются от состава и условий паяльного процесса.
Этот процесс считается наиболее популярным среди методов скрепления деталей, это обусловлено некоторыми его положительными свойствами:
- Первоначальная форма изделия или детали остается без изменения.
- Скрепление выполняется без короблений и внутренних напряжений.
- Высокая прочность спаянных элементов, что увеличивает их производительность.
- Качество процесса не ухудшается от воздействия начальных температур.
- Можно скрепить не только металлические элементы, но даже металл с неметаллом.
- При необходимости, спайки можно распаять.

Пайка медной трубы.
Медные изделия отлично спаиваются. Так как она считается химически малоактивным материалом, то можно легко провести очистку поверхности от оксидов и загрязнений, не применяя агрессивный и сложный флюс.
Припой
Они разделяются на две категории:
- по химическому составу.
- по температуре плавления.

Комплект для пайки алюминия.
Если говорить о физических свойствах паяного соединения, то его определяющими можно считать металл и сплавы, которые входят в основу припоя. Поэтому они делятся на две категории:
- Мягкий вид или низкотемпературный.
Температура плавления данной категории равняется не больше 450 °C. Прочность шва, при выборе данного варианта, немного уступает второй категории, но благодаря тому, что используемая температура не очень высокая, физические свойства изделий не меняются, что является показателем прочности.
- Твердый вид или высокотемпературный.
Эта категория имеет более высокую температуру плавления. Прочность полученных швов значительно выше первого варианта, но при отжиге прочность спаиваемых деталей значительно меньше.
Мягкие виды
К мягким можно отнести:
Свинцовый и безсвинцовый припой.
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
В процессе спаивания, может применяться бессвинцовый флюс.
Наиболее распространенными составами являются:
- Флюс для спаивания алюминия, в основу которого входит олово. Помимо этого, в нем должны присутствовать бура, цинк, кадмий. Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.
- Паста – флюс, используется для печатных плат.
Паста для спаивания медных изделий представляет собой те же флюсы, только консистенция немного загустевшая. Паста поможет усилить адгезию соединения, и исключит образование воздушных пузырьков.
Если в рабочем процессе применить смесь, где в основе находится олово, то обрабатываемая поверхность может быть существенно сокращена, иногда достаточно покрыть половину всей поверхности. Олово обладает свойствами легкого впитывания, поэтому оно легко проникает внутрь скрепления.
Оловянно-медный тип считается наиболее распространенной категорией данного сырья. Он состоит из таких компонентов:
- олово-97%.
- медь-3%.
Одним из его преимуществ является достаточно доступная цена, что делает его использование более востребованным.
Оловянно-серебряные виды характеризуются более высокими показателями прочности, достаточно часто их используют в отопительных системах.
Таблица 2. Свойства некоторых легкоплавких припоев
Он состоит из таких компонентов:
- олово 95%,
- серебро 5%.
Наиболее популярными наименованиями считаются ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифровые обозначения указывают на % олова в сплаве. К примеру, ПОС-61, отлично подходит для меди и латуни, а ПОС-30, кроме меди или латуни, может применяться для стальных сплавов и железа.
Его преимуществом считается достаточно доступная цена, которая соответствует качеству материала.
Пайка медных труб «мой опыт»
Твердые соединения
Твердый тип используют в тех местах, где часто имеется влияние окружающих факторов. Процесс спаивания медных изделий, используя твердый тип, является альтернативным методом скрепления изделий, который обеспечит высокие показатели прочности шва. В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
К твердым сплавам относятся:
- Припой для твердого состава из меди и цинка;
- Фосфор и медь;
- Чистая медь;
- Флюсы безотмывочные.
Твердый тип может различаться:
- На тугоплавкий.
- Легкопавкий.
Медно-цинковую смесь не считают достаточно распространенной, исходя из их свойств, они с легкостью заменяются составом из бронзы, цинка или латуни.
Медно-фосфорный тип играет роль дорогого серебряного флюса. Они используются для соединения изделий из бронзы, латуни и других металлов.
К примеру, ПМЦ-36, это твердый тип, который подходит для латуни и других медных соединений.
Для соединения двух стальных деталей, можно применить чистый состав меди или латуни, марки Л-62, Л-62, Л-68.
В марке буква П обозначает слово «припой», МЦ – медно – цинковый, а цифра – процент меди.
Если говорить о медно-фосфорном типе, то у него более доступная цена, что позволяет использовать его в различных областях.
Единственным недостатком данного соединения являются низкие показатели механической прочности при эксплуатации, в условиях, когда преобладают низкие температуры.
Наиболее крепкими и надежными считаются медно-цинковые, и многокомпонентные соединения. Цена на данный материал может быть дорогой, но пайка медных изделий таким составом, позволяет добиться надежности соединения.
Необходимо учесть, что при пайке изделий, используя твердый вид, необходимо применять и флюс.
Наиболее распространенным сочетанием с серебром считается припой с такими пропорциями:
- 92% меди,
- 2% серебра.
- 6% фосфора.
При правильном подборе сплава, и используя флюс, можно получить крепкие и надежные стыки. При допущении неточности в технологии пайки результат может привести к аварийной ситуации.
Алюминий и его сплавы
Пайка алюминия
Припой для алюминия используют не только в промышленных целях, но и в домашнем хозяйстве. В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
Для качественно выполненных работ состав для алюминия должен иметь в основе медь, кремний, цинк, серебро.
Для алюминия можно успешно применяют составы из олова и свинца. Для пайки алюминия используют составы, которые считаются высокотемпературными, поэтому оптимальным решением будет использование алюминиево-кремниевой и алюминиево-медно-кремниевой смеси.
Видео: Пайка алюминия
ecology-of.ru
Припой для пайки медных труб

Медь является таким материалом, который лучше спаять, в особенности это касается тонких труб, используемых для отопления или проведения газа, а также в других видах деятельности. Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.
Припой твердого типа
Спаивание необходимо при установке или ремонте различного оборудования, ведь иногда у труб с тонкими стенками могут выявиться повреждения. Припой для меди должен быть устойчивым к коррозии, а также обеспечивать долгий срок эксплуатации.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.

Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс. Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
- Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.
Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:
- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.

Характеристики и свойства флюсов
Свойства и состав припоя должны полностью подходить к тем металлам, с которым он будет спаиваться. Также припой, предназначенный для спайки труб, должен быть более низкой температуры, чем металл, чтобы он не повредился. Поэтому существует два типа, на которые разделяются материалы:
- Низкотемпературные припои имеют невысокую температуру плавления, которая не достигает 450 градусов по Цельсию. При этом нагрузка на спайки не должна быть слишком высокой. Металл и его физические свойства при этом остаются неизменными.
- Высокотемпературные припои обеспечивают большую прочность и качество, однако температура их плавления бывает выше 800 градусов по Цельсию.

Выбор и его особенности
Чем больше температура плавления, тем больше она влияет на металл, из которого произведены трубы. Поэтому стоит знать, какая нагрузка будет лежать на трубах и выбирать соответствующий припой. Если нагрузка ожидается небольшая, то можно выбирать мягкий, низкоплавный припой. Если трубы предназначены для пищевой промышленности, то необходимо выбрать тот припой, который не токсичен и не вызывает вреда для здоровья человека.
Важно! При выборе припоя для медных труб необходимо знать температуру плавления и состав материала, для которого он предназначается!
svarkagid.com
Припой для пайки меди
Припой для пайки меди должен представлять собой чистый металл или сплав с более низкой температурой плавления, чем у деталей, которые он соединяет. Во время пайки он, находясь в расплавленном состоянии, заполняет промежуток между спаиваемыми деталями, а после отвердевания скрепляет их. Припой, изготовленный из чистого металла, переходит в жидкое состояние при вполне определенной температуре, а сплавы обычно размягчаются постепенно, в определенном температурном диапазоне.

Медь — это металл с низкой температурой плавления, чем и обусловлена простота ее пайки.
Для того чтобы сцепление спаиваемых деталей было высококачественным, расправленный припой обязан растечься по их поверхностям, «смочить» их. Для удаления пленок оксидов и других загрязнений, препятствующих смачиванию, применяются флюсы. Широкое распространение соединения деталей с помощью пайки обусловлено рядом достоинств этого процесса:
- сохранение формы и размеров спаиваемых деталей, поскольку сами они не плавятся;
- может быть получено соединение без коробления и заметных внутренних напряжений;
- прочность соединения и производительность процесса;
- начальная температура спаиваемых деталей практически не влияет на качество процесса;
- возможность соединения между собой не только металлов в различных сочетаниях, но и металлов с неметаллами;
- в большинстве случаев спаянные детали можно при необходимости распаять.
Читайте также:
Как производится лазерная сварка.
Как варить электродами по алюминию.
О сварке титана читайте здесь.
Пайка меди и ее особенности
График температуры плавления меди.
Изделия из меди очень хорошо поддаются пайке. Дело в том, что медь — химически малоактивный металл, даже при нагревании и плавке слабо реагирует с кислородом, содержащимся в воздухе, и другими химически активными веществами. Именно поэтому ее сравнительно легко можно очистить от оксидов и загрязнений, не используя при этом агрессивные и сложные флюсы.
К тому же существует достаточно много металлов и сплавов с низкой температурой плавления, прекрасно смачивающих в расплавленном состоянии медь. Благодаря этому с медными деталями можно осуществлять практически любые виды пайки, используя для этого очень большое количество разнообразных припоев. Можно получить паяные швы с очень широким спектром свойств. Недаром более 97% всех паек в мире осуществляются для соединения между собой деталей, изготовленных из меди или сплавов, основой которых она является.
Вернуться к оглавлению
Припой для пайки меди
Физические свойства паяного соединения, его надежность в значительной степени определяются тем, на основе какого металла или сплава оно было создано в этом случае. Все припои, которыми производится пайка меди, разделяются на два вида:
Припой для меди необходимо выбирать исходя из их состава и температуры плавления.
- Низкотемпературные, которые плавятся при температурах не более 450°C. Прочность шва, создаваемого при такой спайке, сравнительно невелика, но зато, благодаря сравнительно невысокой температуре, не меняются физические свойства спаиваемых деталей, прежде всего их прочность.
- Припои, имеющие более высокую температуру плавления, считаются высокотемпературными. Прочность шва при этой спайке выше, но существует вероятность уменьшения прочности спаиваемых деталей в результате их отжига.
Что касается их химического состава, то чаще всего применяются следующие виды:
- оловянные, свинцовые и свинцово-оловянные;
- оловянно-медные, оловянно-серебряные и оловянно-медно-серебряные;
- медно-серебряно-цинковые и медно-фосфорные;
- серебряные.
Припои из первой группы являются низкотемпературными и используются наиболее часто для пайки радиоэлектронных схем. Они же обычно используются в быту для починки разнообразных металлических изделий. При изготовлении печатных схем, для снижения температуры плавления, к сплаву часто добавляется кадмий или висмут.
Остальные из перечисленных металлов и сплавов в домашних условиях чаще всего применяют для соединения трубопроводов, изготовленных из меди. Для их надежной, прочной и легкой стыковки между собой разработана капиллярная техника соединения, которая может быть как низко- так и высокотемпературной.
Пайка медных труб при помощи припоя.
При вставке трубы в фитинг промежуток, остающийся между ними, имеет ширину не более чем 0,4 мм. Благодаря этому при пайке возникает капиллярный эффект: расплавленный припой заполняет все это пространство. Происходит это потому, что силы взаимодействия между молекулами меди и расплавленного металла больше, чем между молекулами самого расплава.
Благодаря этому эффекту расплав почти мгновенно заполняет весь промежуток между трубой и фитингом, а соединение в результате получается прочным и надежным. Нужно только проследить, чтобы соединяемые поверхности были предварительно хорошо зачищены и были использованы соответствующие флюсы.
Поскольку свинец токсичен, применять содержащие его сплавы для монтажа водопроводов для питьевой воды нельзя. На деле соединение медных трубопроводов осуществляется с помощью всего четырех видов припоев:
- Оловянно-медные (S-SN97Cu3) и оловянно-серебряные (S-Sn97Ag5) относятся к низкотемпературным. Соединение выходит прочным и стойким к коррозии.
- Медно-серебряно-цинковый L-Ag44 (серебро — 44%, медь — 30% и цинк — 26%) относится к высокотемпературным. Соединение прочное, пластичное, коррозиестойкое, обладает повышенной теплопроводностью.
- Медно-фосфорные CP203 (медь — 94% и фосфор — 6%) относятся к высокотемпературным и могут использоваться без флюсов. Шов прочный, но его эластичность уменьшается при низких температурах.
- Высокотемпературный серебряный припой для пайки дает прочный, пластичный и стойкий к коррозии шов, но он дорог. Флюс при пайке необходим.
Этим перечень металлов и сплавов, которыми осуществляется пайка меди, не ограничивается. Их существует достаточно много, но в домашних условиях они практически не применяются.
expertsvarki.ru