Основы пайки.
Учебная практика включает в себя практику по пайке. Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Практика по пайке проходила под чётким руководством куратора группы ОКСиС-110, Галбуром Иваном Павловичем.
Перед началом практических занятий по пайке, куратором группы был проведён инструктаж по технике безопасности, во избежание травм и ожогов во время практических занятий.
Техника безопасности включает в себя:
Предельно аккуратная эксплуатация паяльного прибора.
Быть внимательным при работе с канифолим.
Быть внимательным при работе с оловом.
Не отвлекать человека во время процесса пайки.
При замене насадок следить за температурой, во избежание ожогов.
При неисправной работе паяльного оборудования обратиться к куратору или старшому по подгруппе.
Избегать перегрева деталей, над которыми ведется процесс пайки.
При нарушении техники безопасности в срочном порядке прекращать процесс пайки и докладывать куратору группы.
Практические занятия по пайке под руководством куратора группы Галбуром Иваном Павловичем проводились без нарушений дисциплины и техники безопасности.
В начале пайки, студенты делились на подгруппы от 2-х человек и более. После, в каждой группе назначался главный по подгруппе, имеющий свои небольшие полномочия в проведении пары с товарищами по подгруппе.
Каждой подгруппе полагалось своё рабочее место для пайки. Для этого освобождалась территория от лишней мебели (парт) и вещей (одежды). Места располагались в строгом порядке вдоль стены, напротив каждого места была розетка.
Главный по подгруппе был: ответственный за технику безопасности своего рабочего места; ответственный за набор паяльных приборов; ответственный за безопасность товарищей по подгруппе (подгруппам).
В конце пары, главный по подгруппе должен был доложить об успехах во время проведения пайки, после чего каждый студент получает оценку от куратора.
Первая пара учебной практике по пайке прошла успешно. Куратор группы провёл инструктаж по технике безопасности. Разделил группу на несколько подгрупп и назначил в каждой главного ответственного за подгруппу.
Кратко проинструктировав принцип работы с паяльным оборудованием, стал вызывать к себе каждого главного подгрупп, на выбор, предлагая, компьютерные комплектующие на пробную пайку. На выбор были: материнские платы, видеоадаптеры, звуковые адаптеры, cd-ромы, блоки питания и блоки процессоров. Выбрав одну (или несколько) деталей, студенты приступили к работе.
Паяльное оборудование было укомплектовано и состояло: паяльный блок, несколько сменных насадок (по выбору удобности), канифоль и припой (олово).

После установки насадок, приступили к освоению паяльного дела. Нагрев паяльник до нужной температуры плавления, приступили к отпайке деталей. Канифоль служит для повышения КПД (коэффициент полезного действия) и является важной деталью в пайке. Куратором группы для всех была поставлена задача — выпаять любую деталь из представленных нам микросхем.
Процесс выпаивания нужно проводить аккуратно, не нарушив технику безопасности и не испортив деталь/микросхему. Перед тем как приступить к контакту самого жала паяльника и детали, следует его нагреть и приложить к канифоли (увеличить теплообмен). Затем, следует найти контакты самой детали на микросхеме, что бы чётко быть уверенным в том, что выпаивать. Небольшую деталь стоит взять пинцетом (который прилагался к паяльному оборудованию), так как небольшие детали имеют свойство быстро поглощать высокую температуру и могут оставить ожог.

Нагретым до определённой температуры жалом паяльника, для выпаивания, следует прижать к запаянным контактам состыковки детали и платы. Визуально определить расплавилось ли олово, держащее деталь на плате, следует аккуратно его снимать плавными круговыми движениями. После отделения олова от платы, пинцетом следует вынуть деталь из гнёзд. Лишнее олово с контактов (ножек) детали следует счистить паяльником.
После выпаивания детали и очистки контактов, её надо показать куратору группы, чтобы он посмотрел на деталь, на аккуратность отпаивания её от платы и с кратким, устным отчётом о проделанной работе. Далее следует команда припаивания выпаянной детали обратно на плату.
Припайка детали должна происходить при тех же условиях, что и выпаивание детали, только с использованием олова (припоя). Деталь прикладывается к плате. Контакты должны находиться с другой стороны немного высунутыми. Нагретое жало паяльника, приложив к канифоли, удерживая деталь на плате в нужном нам положении, следует прижать к контактам детали. К центру нагрева приложить олово, чтобы оно расплавилось и припаяло данную деталь к плате.
Припаивать стоит очень аккуратно, не нарушая технику безопасности и не испортив деталь/микросхему. При припаивании следует быть внимательными, чтобы не припаять слишком много олова на микросхему, тем самым закоротить её контакты между собой (что приведёт в негодность как деталь, так и всю микросхему). Не припаять слишком много олова на деталь, что может выглядеть не только не профессионально, но и может повлечь за собой нарушение работы микросхемы и не состыковку её с другими платами и корпусом (в котором она может располагаться).
Следующая по счёту практика проводилась с более конкретными задачами, которые отличались большей сложностью от предыдущей, поставленные с целью наработки и выполнения норм, которые в будущем помогут мне работать в команде и понимать то, что хочет клиент от моей проф-специальности. Куратор группы, как и в прошлый раз, провёл инструктаж по технике безопасности, разделил на подгруппы студентов и назначил старших. В этот раз он сам дал указание по выпаиванию и запаиванию разных деталей на платах.
Возникающие спонтанно вопросы, по решению тех или иных конкретных задач, в работе с паяльным оборудованием или сами процессом пайки, получали ответы от руководящего куратора группы в срочном порядке с разными исходами обстоятельств и описыванием многогранности решения проблем.
За прошедшую, вторую, по счёту пару я, студент группы, под руководством куратора Галбура И. П. научился выполнять поставленные мне задачи многими способами решения. Во время прерывания процесса пайки, куратор рассказывал всем некоторые тонкости с профессиональной точки зрения паяльного дела, чтобы никто не допускал распространённых ошибок, которые могут повлечь за собой более изощренные проблемы. После посещения и выполнения поставленных задач на второй паре компьютерной практике по пайке, приобрёл знание и опыт, который был оценён куратором и моими товарищами. Во время проведения обеих пар я, студент группы ОКСиС-110 не нарушил технику безопасности и дисциплину поведения в аудитории и во время работ с паяльным оборудованием.
Вывод
Компьютер занял прочное место в нашей жизни. Без него сейчас практически не может обходиться ни один человек. Компьютер стал верным помощником, который помогает облегчить работу, разнообразить досуг, стал незаменимым источником информации и ее хранителем!
Но нужно помнить и о вредном воздействии компьютера на организм человека. Необходимо правильно организовать своё рабочее место, помнить о продолжительности работы за компьютером, выполнять профилактические упражнения для снятия напряжения.
Зачастую дети в компьютерах разбираются лучше, чем их родители. Как же тогда родители могут контролировать нас? Я думаю, что родителям самим надо сначала научиться пользоваться компьютером и Интернетом. Нас нужно научить разбираться, что для нас хорошо, а что плохо. Тогда и контролировать никого не надо будет.
studfiles.net
Как научиться паять? С чего начать освоение навыков пайки?
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом.
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.

Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
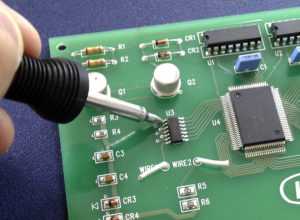
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
go-radio.ru
правила процесса, инструмент и паяльные материалы для нее
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
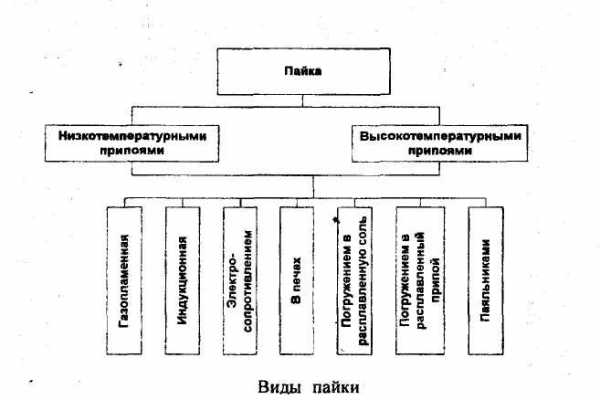
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).
Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
 Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
 Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
 Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
svaring.com
ОСНОВЫ КАЧЕСТВЕННОЙ ПАЙКИ
ОСНОВЫ КАЧЕСТВЕННОЙ ПАЙКИ
- Основы пайки
- Различные способы пайки
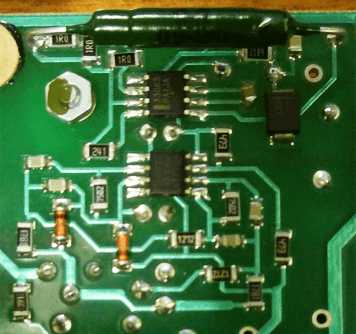
- Пайка печатных плат
- Техника соединения лакированным проводом
Основы пайки.
Первое, что необходимо сделать — подготовить все необходимое для пайки радиодеталей: паяльник, подставку для паяльника, деревянный брусок, припой, флюс, плоскогубцы или пинцет, бокорезы. Перед пайкой паяльник нужно подготовить. Для этого, с помощью напильника нужно заточить жало паяльника под 45 градусов (особенно это касается нового паяльника, т.к. антинагарное покрытие жала нового паяльника, препятствует лужению жала паяльника, соответственно и забору припоя). После того как зачистили жало паяльника, включите его в сеть и когда он прогреется до температуры плавления припоя, есче раз слегка обработайте жало паяльника, напильником, до появления блеска на рабочей части жала, и сразу после этого коснитесь наконечником жала флюса, и припоя. На наконечнике жала должна остаться часть припоя, далее нужно только потереть наконечник жала паяльника рабочей поверхностью о подготовленный деревянный брусок. После этого паяльник можно считать подготовленным к дальнейшей работе. В процессе работы для поддержания жала паяльника в чистоте, время от времени протирайте жало паяльника ХБ тканью, сложенной в несколько слоев. Перед пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев или пинцета, согните выводы детали таким образом, чтобы они входили в отверстия платы (это называется формовкой выводов радиоэлементов). Полезно иметь специальное приспособление для формовки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью — если таковая имеется) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего посадочного места. Не следует разводить выводы слишком сильно.
Приступаем к пайки!
Расположив жало паяльника между выводом и платой, как изображено на рисунке, разогрейте место пайки. Время разогрева должно составлять не более 3-5 секунд, чтобы не вывести из строя деталь или плату.
Через 1-2 секунды поднесите припой к месту пайки. При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. После этого, не сдвигая деталь, уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно.
Теперь можно отрезать излишки выводов с помощью бокорезов. При этом следите за тем, чтобы не повредить место пайки.
Критерии качественной пайки!
-
Качественное место пайки соединяет контактную площадку и вывод детали и имеет гладкую и блестящую поверхность.
-
Если место пайки имеет сферическую форму или имеет связь с соседними контактными площадками, разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале паяльника всегда остается небольшое количество припоя.
-
Если место пайки имеет матовую поверхность и выглядит исцарапанным, то говорят о «холодной пайке». Разогрейте место пайки до расплавления припоя и дайте ему остыть, не сдвигая детали. При необходимости добавьте немного припоя.
После этого можно удалить остатки флюса с платы с помощью подходящего растворителя. Эта операция не является обязательной — флюс может оставаться на плате. Он не мешает и ни в коем случае не влияет на функционирование схемы (для эстетики внешнего вида платы, лучьше конечно удалить остатки флюса).
Различные способы пайки
Как правильно паять? На этот вопрос должны ответить представленные ниже параграфы. Они предназначены для начинающих радиолюбителей, ищущих нечто большее, чем просто теоретические знания.
Пайка свободных проводов
С самого первого примера приступим к п
www.radio-schemy.ru
Основные принципы технологии пайки — Пайка
Основные принципы технологии пайки
Категория:
Пайка
Основные принципы технологии пайки
Технология пайки включает комплекс последовательно выполняемых операций, основными из которых являются подготовка поверхности соединяемых деталей, сборка, пайка и обработка деталей после пайки. Этот комплекс операций в том или ином объеме имеет место при всех способах пайки. Поэтому, несмотря на их разнообразие, технология пайки имеет много общего. Независимо от применяемого способа пайки для получения качественных паяных соединений требуются:
1. Тщательная очистка соединяемых поверхностей деталей перед пайкой от загрязнений и окисных пленок. Если при сварке загрязнения и окисные пленки в зоне шва приводят лишь к снижению прочностных и других характеристик сварного соединения, то при пайке они препятствуют взаимодействию между основным металлом и расплавленным припоем и, следовательно, образованию спаев.
2. Соблюдение при сборке деталей под пайку установленных зазоров.
3. Удаление окисной пленки с соединяемых поверхностей основного металла и припоя в процессе пайки. Для получения паяного соединения недостаточно очистить соединяемые поверхности металлов перед процессом пайки. Необходимо также обеспечить надежные условия удаления окисной пленки непосредственно в процессе пайки.
4. Равномерный нагрев соединяемых поверхностей деталей до температуры пайки. Если при сварке плавлением для образования шва необходимо лишь местное расплавление кромок соединяемых деталей, то при пайке требуется обеспечить одинаковые условия взаимодействия между флюсом (газовой средой), припоем и основным металлом. Принимая во внимание, что взаимодействие протекает в соединительном зазоре 0,1— 0,2 мм, легко представить, насколько важно иметь при пайке равномерную температуру нагрева. Только соблюдение этих общих для всех способов пайки условий протекания процесса пайки гарантирует высокое качество паяных соединений.
Выбор способа пайки определяется техническими требованиями к изделию, конструкцией паяемой детали, материалом, из которого она изготовлена, применяемым припоем, количеством изготовляемых деталей й оснащенностью предприятия оборудованием. При изготовлении небольшого количества деталей экономически целесообразно применять для пайки газовые горелки. При наличии на предприятии соответствующего оборудования можно использовать для этой цели индукционные и другие способы нагрева. При массовом производстве деталей наиболее рациональна механизированная пайка в печах с применением контролируемых газовых сред.
Процесс пайки определяется режимом пайки: температурой и условиями нагрева, выдержкой при температуре пайки и условиями охлаждения. В некоторых случаях режим пайки характеризуется также давлением, прикладываемым к соединяемым деталям в процессе пайки.
Приемы пайки мягкими припоями. При ручной пайке применяются паяльники различных конструкций. Процесс пайки начинают с подготовки мест спая,” затем после припаивания очищают шов. Подготовка мест спая состоит обычно из механической очистки поверхностей деталей (напильником, шабером, пескоструйным аппаратом и др.), обезжиривания, травления и сборки под пайку. Иногда детали перед пайкой предварительно подвергают лужению. Зазоры между соединяемыми поверхностями при сборке под пайку должны быть в пределах 0,05—0,2 мм; в зазоры менее 0,05 мм мягкие припои не проникают, а зазоры более 0,2 мм снижают прочность спая.
При пайке твердыми припоями зазоры следует делать в пределах 0,5—1 мм и более.
Сложные узлы собираются в приспособлениях, фиксирующих взаимное расположение деталей. Выбор паяльника зависит от формы и размеров соединяемых деталей, а также от характера паяльных работ. В большинстве случаев применяют молотковые паяльники. Торцовые паяльники используют обычно лишь при пайке в труднодоступных местах.
Подготовка паяльника состоит из заправки его напильником под углом 25—40°, снятия заусенцев и тщательного облуживания припоем. Зачищенный паяльник 4пп°еВают в Г0Рне> на огне паяльной лампы до 350— 400 °С или электронагревом, а затем его быстро снимают с огня и очищают от образовавшейся окалины (путем погружения в хлористый цинк). После этого рабочей частью паяльника захватывают определенную дозу припоя и несколькими трущими движениями по кусковому нашатырю залуживают припоем.
На подготовленное к пайке соединение наносят хлористый цинк или какой-либо другой флюс, а затем вводят припой. На рис. 181, а показан пример паяния трубы 1 по шву 3. Труба располагается на приспособлении— поддержке 2. При пайке паяльник Одержат в правой руке, а в левой — кусок припоя 5.
Для получения доброкачественного шва необходимо тщательно растереть паяльником припой по месту пайки до полного залуживания. Если при этом какая-либо часть шва не залуживается, то необходимо профлюсо-вать или зачистить это место заново.
Рис. 1. Пайка мягкими припоями
В процессе пайки рабочая часть паяльника должна лежать на спае всей поверхностью. Только в этом случае обеспечивается быстрый прогрев места спая и заполнение его припоем (рис. 1,б).
В последнее время начали применять весьма производительный способ пайки путем погружения соединяемых деталей в ванну с расплавленным припоем или с расплавленной солью. Для хорошего затекания припоя в швы соединяемых деталей в состав солей добавляют 4—5% буры. При пайке деталей в расплавленных солях обычно используют электрические соляные ванны для термической обработки инструмеМа и соляные электродные однофазные и трехфазные печи с автоматическим регулированием температуры.
Приемы пайки твердыми припоями. Пайка твердыми припоями может производиться различными способами.
При пайке газопламенными горелками места спая нагревают пламенем паяльных ламп или газовых горелок. Для нагрева мелких деталей пользуются паяльной лампой или горелкой, работающей на осветительном газе или ацетилене. Для нагрева крупных деталей используют специальные и обычные сварочные кислородно-ацетиленовые горелки.
При пайке погружением деталей в ванну с расплавленными солями припой предварительно, еще в твердом виде, прикрепляют к месту спая деталей.
При пайке в печах детали с заранее нанесенным флюсом и припоем нагревают. В ряде случаев пайку производят в печах с электрическим обогревом в защитной атмосфере (водорода или аммиака), предохраняющей металл от окисления. Такой способ пайки в условиях массового производства деталей позволяет применять механизацию и автоматизацию процесса и вместе с тем обеспечивает высокое качество паяных соединений.
Наиболее рациональным способом является пайка с нагревом токами высокой частоты.
Однако в практике слесарной обработки часто пайка твердыми припоями осуществляется с помощью паяльных ламп, газовых горелок и в горнах.
Перед пайкой соединяемые части детали (изделия) должны быть тщательно очищены от грязи, окалины, жира и собраны с учетом зазоров под пайку.‘При пайке твердыми припоями заготовки в зависимости от назначения можно соединять встык, внахлестку и реже в замок (рис. 2,а). Затем места спая покрывают флюсом (бурой), укладывают припой и скрепляют мягкой проволокой, чтобы соединяемые части не сместились (рис. 2,б). После такой подготовки деталь осторожно вводят в зону пламени паяльной лампы или горелки и следят за процессом плавления. Вначале нагрев места спая нужно вести медленно. Когда вздувшаяся бура осядет, нагрев усиливают и продолжают его до тех пор, пока припой полностью не расплавится и не зальет место соединяемых частей детали. Чтобы ускорить расте-каемость припоя в зазоре соединения, поступают так: место спая покрывают флюсом и слегка водят по всему шву куском заостренной железной проволочки. Спаянным деталям дают медленно остыть; такое замедленное остывание повышает прочность соединения.
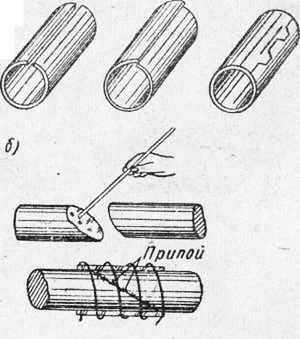
Рис. 2. Приемы сборки деталей для пайки твердыми припоями
Паяние можно вести и в такой последовательности. Подготовленную деталь покрывают флюсом и подвергают нагреву. Когда температура нагрева будет достаточной для расплавления припоя, вводят припой в спай и следят за его расплавлением и растеканием по шву. По окончании пайки дают детали охладиться, зачищают шов от излишка наплавленного припоя, затем промывают и высушивают деталь.
Реклама:
Читать далее:
Пайка алюминия и его сплавов
Статьи по теме:
pereosnastka.ru
Основы пайки. Что такое пайка?
 Пайка – технологическая операция, заключающаяся в соединении твердых металлов с помощью жидкого присадочного металла (припоя). Нормальными условиями для ее реализации является температура меньшая температуры плавления металлов соединяемых в процессе деталей, при этом температура припаиваемого жидкого металла должна быть чуть больше его точки плавления, а температура деталей – равна температуре плавления припоя. Исполнение вышеперечисленных требований гарантирует такую степень подвижности припоя, которая качественно заполнит зазоры и щели между металлами, а также выполнит обтекание их наружных поверхностей.
Пайка – технологическая операция, заключающаяся в соединении твердых металлов с помощью жидкого присадочного металла (припоя). Нормальными условиями для ее реализации является температура меньшая температуры плавления металлов соединяемых в процессе деталей, при этом температура припаиваемого жидкого металла должна быть чуть больше его точки плавления, а температура деталей – равна температуре плавления припоя. Исполнение вышеперечисленных требований гарантирует такую степень подвижности припоя, которая качественно заполнит зазоры и щели между металлами, а также выполнит обтекание их наружных поверхностей.
Мягкая пайка — процедура соединения 2-х деталей припоем, с температурой 450 °С. Данное соединение реализуется методом адгезии
Твердая пайка — процесс соединения деталей с температурой припоя — более 450 °С. Соединение припоя с металлом в таком случае обуславливается 2-мя явлениями: адгезией, диффузией. Также необходимо отметить, что граничная температура 450 °С выбрана условно.
К числу достоинств паяных соединений относят малое расплавление соединяемых деталей, поэтому такие соединения проще поддаются ремонту. Пайка сегодня является одной из основных технологических операций по ремонту и сборке радиоэлектронных схем. Поэтому от качества ее выполнения зависит надежность работы техники.

К числу металлов, которые достаточно хорошо поддаются пайке, относятся медь, алюминий, и пр. Однако при спаивании разнообразных соединений следует производить тщательный подбор флюсов, присадок, припоев, оборудования и методики технологического процесса, поскольку использование каждого металла имеет свои характерные особенности. Медь затрудняет процедуру пайки, ввиду изменения свойств оксидных пленок, которые снижают прочность неразъемного соединения. Пайка алюминия осложняются двумя факторами: во-первых, алюминий также имеет тугоплавкую оксидную пленку, а также он характеризуется высокой теплопроводностью при достаточно низкой теплоемкости и высоком коэффициенте линейного расширения.
Соединение медных одножильных проводников производят в соответствии с технологическим процессом после того, каких концы соединены с двоичной скруткой, так, что в месте соприкосновения проводов появляется желобок. Место нагревают пламенем бензиновой лампы до значения температуры плавления самого припаиваемого металла. После чего необходимо с усилием растереть соединяемые поверхности палочкой, в ходе чего желобок очищается от внешних загрязнений, облуживается по мере нагрева. Таким способом производится запайка всего места соединения.
pue8.ru
3.3 Технология пайки
Для пайки применяют различные типы соединений: нахлесточные, стыковые, тавровые, телескопические и др., но наиболее широко — нахлесточные и телескопические. Прочность нахлесточного соединения зависит от величины нахлестки «а», равной в общем случае а = (3-5)S, где S — толщина соединяемого материала. Увеличивая нахлестку, можно повысить прочность паяного соединения до величины, близкой к прочности паяемого металла.
Технологический процесс пайки включает комплекс последовательно выполняемых операций, основными из которых являются следующие:
подготовка поверхностей под пайку;
сборка деталей;
укладка припоя и, в ряде случаев, внесение флюса;
пайка;
обработка полученных узлов после пайки.
Подготовка поверхностей под пайку.
Качество подготовки поверхности под пайку во многом определяет уровень и стабильность свойств паяного соединения. Основные способы очистки поверхности показаны на рис.3.11.
В ряде случаев подготовка детали под пайку включает также нанесение специальных технологических покрытий гальваническим или химическим способом, горячим лужением (погружением в расплавленный припой), с помощью ультразвука, плакированием, термовакуумным напылением. Указанные технологические покрытия наносят с различными целями, а именно:
а) для улучшения смачиваемости паяемых материалов расплавленным припоем;
б) для защиты основного металла от испарения отдельных их компонентов в процессе пайки;
в) для предотвращения взаимодействия припоя с основ- ным металлом в случае, если оно приводит к образованию нежелательных хрупких структур;
г) в качестве припоя при контактно-реактивной пайке.
Сборка деталей.
Качество паяного шва, его внешний вид, соответствие паяного узла размерам чертежа во многом зависят от качества сборки. При сборке, прежде всего, должны быть обеспечены необходимые зазоры под пайку. Например, при пайке низкоуглеродистых сталей припоями свинцово-оловянными припоями должны выдерживаться зазоры 0,05-0,5 мм; припоями на основе меди — 0,01-0,05мм.

Рис.3.14 Основные способы подготовки поверхности изделий под пайку
Детали во избежание смещения при пайке должны быть зафиксированы (плотной посадкой, обжатием, развальцовкой, прихваткой сваркой и пр.). Примеры фиксации деталей и укладки припоя показаны на рис.3.15 и на рис.3.16. При пайке сложных конструкций применяются специальные сборочные приспособления. Такие приспособления должны обеспечивать:
— свободное расширение деталей при нагреве;
— минимальный отвод тепла от паяемого стыка;
— беспрепятственное формирование паяного шва.
Детали приспособления изготавливаются из материалов, не смачивающихся применяемым припоем (обычно используются графит, керамика, хромированная сталь).
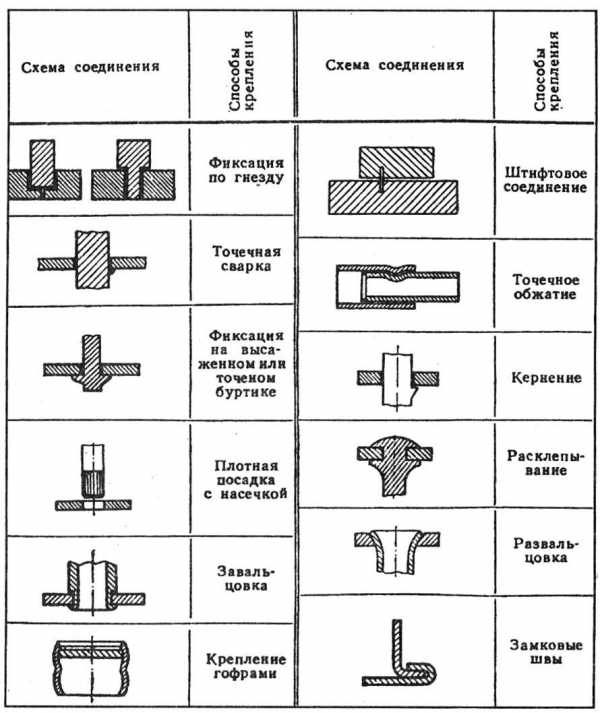 Рис.3.15
Способы фиксации деталей перед пайкой
Рис.3.15
Способы фиксации деталей перед пайкой
Укладка припоя.
Часто сборку паяемого узла (если пайка производится готовым припоем) совмещают с операцией нанесения припоя – например, укладку его в виде дозированных заготовок из проволоки или фольги. При размещении припоя учитываюся такие условия, как расположение изделия в печи или другом нагревательном устройстве, режимы нагрева и охлаждения.
Рис.3.16 Примеры сбойки деталей и укладки припоя: 1 и 3 – детали, 2 – припой
Эффективность и экономичность производства паяных конструкций зависят от правильного дозирования припоя: при недостаточном количестве припоя зазоры не заполняются и соединение получается ненадежным; при избытке припоя имеют место натеки, наплывы, повышается расход припоя. Требуемое количество припоя Q (кг) рассчитывается по формуле
,
где  —
наибольший зазор в соединении при
температуре пайки, м; h -высота либо
ширина соединения, м; l — протяженность
соединения, м; р — плотность припоя,
кг/м3.
—
наибольший зазор в соединении при
температуре пайки, м; h -высота либо
ширина соединения, м; l — протяженность
соединения, м; р — плотность припоя,
кг/м3.
Здесь коэффициент 1,5 учитывает объем галтелей припоя и неизбежные технологические потери (угар, разбрызгивание).
При пайке стыковых соединений с прижимом, когда припой применяется в виде фольги
где Rmax — наибольшая высота микронеровностей паяемых поверхностей; F1+F2 — суммарное отклонение от плоскости первой и второй деталей.
Нанесение флюса.
При флюсовой пайке требуется внесение в зону соединения флюса. Порошкообразный флюс для этого разводят дистиллированной водой до степени негустой пасты и наносят на детали, затем их подсушивают в термостате при температуре 70-80 °С в течение 30-60 мин. При газопламенной пайке флюс подается на паяемые поверхности непосредственно в процессе пайки на прутке разогретого припоя, при пайке паяльником — жалом паяльника или вместе с припоем. Иногда для оловянно-свинцовистых припоев, выполненных в виде полых трубок, флюс (канифоль) помещают внутри этих трубок.
Собственно пайка.
Производится по определенным режимам. Под режимом пайки понимают совокупность параметров и условий, при которых осуществляется пайка; при этом параметрами являются температура пайки, время выдержки при этой температуре, скорость нагрева и охлаждения, а условиями — способ нагрева, припой, флюс и т. д.
Нагревается либо место соединения, либо все изделие (общий нагрев) до температур, превышающих температуру плавления припоя, как правило, на 50-100 °С с тем, чтобы гарантированно обеспечить расплавления припоя в пределах всей площади соединения (т.н. «технологический запас»).
Обработка после пайки включает удаление остатков флюса (при флюсовой пайке). Недостаточно полно удаленные с поверхности изделий флюсы, помимо ухудшения внешнего вида, изменяют электропроводность изделия и, в некоторых случаях, вызывают коррозию. Спирто-канифолевые флюсы, например, удаляют ацетоном, спиртом, бензином. Агрессивные кислотные флюсы тщательно промываются последовательно горячей и холодной водой с помощью волосяных щеток. Иногда требуется и нейтрализация слабыми растворами щелочей.
studfiles.net