Основы техники КАЧЕСТВЕННОЙ ПАЙКИ без ошибок.
Основы пайки.
Чтобы научиться правильно паять нужно подготовить: паяльник (как выбрать правильный паяльник), подставку для паяльника, деревянный брусок, припой, флюс, плоскогубцы или пинцет, бокорезы. Перед пайкой паяльник нужно подготовить. Для этого, с помощью напильника нужно заточить жало паяльника под 45 градусов (особенно это касается нового паяльника, т.к. антинагарное покрытие жала нового паяльника, препятствует лужению жала паяльника, соответственно и забору припоя). После того как зачистили жало паяльника, включите его в сеть и когда он прогреется до температуры плавления припоя, есче раз слегка обработайте жало паяльника, напильником, до появления блеска на рабочей части жала, и сразу после этого коснитесь наконечником жала флюса, и припоя. На наконечнике жала должна остаться часть припоя, далее нужно только потереть наконечник жала паяльника рабочей поверхностью о подготовленный деревянный брусок. После этого паяльник можно считать подготовленным к дальнейшей работе. В процессе работы для поддержания жала паяльника в чистоте, время от времени протирайте жало паяльника ХБ тканью, сложенной в несколько слоев.
Перед пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев или пинцета, согните выводы детали таким образом, чтобы они входили в отверстия платы (это называется формовкой выводов радиоэлементов). Полезно иметь специальное приспособление для формовки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью — если таковая имеется) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего посадочного места. Не следует разводить выводы слишком сильно.
Приступаем к пайке!
Чтобы правильно паять элемент расположите жало паяльника между выводом и платой, как изображено на рисунке, разогрейте место пайки. Время разогрева должно составлять не более 3-5 секунд, чтобы не вывести из строя деталь или плату.
Через 1-2 секунды поднесите припой к месту пайки. При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. После этого, не сдвигая деталь, уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно.

Теперь можно отрезать излишки выводов с помощью бокорезов. При этом следите за тем, чтобы не повредить место пайки.
Критерии качественной пайки!
- Качественное место пайки соединяет контактную площадку и вывод детали и имеет гладкую и блестящую поверхность.
- Если место пайки имеет сферическую форму или имеет связь с соседними контактными площадками, разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале паяльника всегда остается небольшое количество припоя.
- Если место пайки имеет матовую поверхность и выглядит исцарапанным, то говорят о «холодной пайке». Разогрейте его до расплавления припоя и дайте ему остыть, не сдвигая детали. При необходимости добавьте немного припоя. После этого можно удалить остатки флюса с платы с помощью подходящего растворителя. Эта операция не является обязательной — флюс может оставаться на плате. Он не мешает и ни в коем случае не влияет на функционирование схемы (для эстетики внешнего вида платы, лучше конечно удалить остатки флюса).
Различные способы пайки
Как правильно паять? На этот вопрос должны ответить представленные ниже параграфы. Они предназначены для начинающих радиолюбителей, ищущих нечто большее, чем просто теоретические знания.
Пайка свободных проводов
С самого первого примера приступим к практике. Необходимо соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Здесь не используются монтажные штифты, платы или другие вспомогательные элементы. Необходимо выполнить следующие операции.
1. Снять изоляцию с концов провода. Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией от кислорода и влажности.

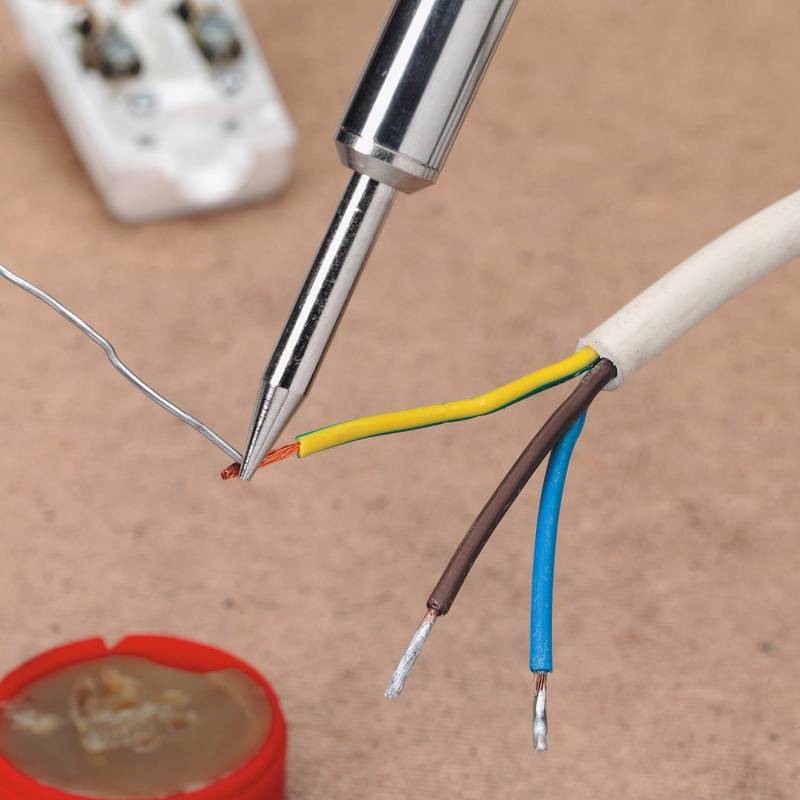
3. Залудить концы проводов очень важно для правильной пайки. Во время лужения разогретое жало паяльника необходимо подвести к проводу одновременно с припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно распределился по поверхности жгута. Легкое потирание жалом помогает распределению припоя по всей длине лужения.

4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться тонкий слой окислов. После лужения поверхность вновь будет чистой. Если используются очень старые радиодетали, выпаянные из каких-либо плат, на них, как правило, сильно окислены. Выводы таких деталей перед лужением необходимо очистить от окислов, например, поскрести их ножом.
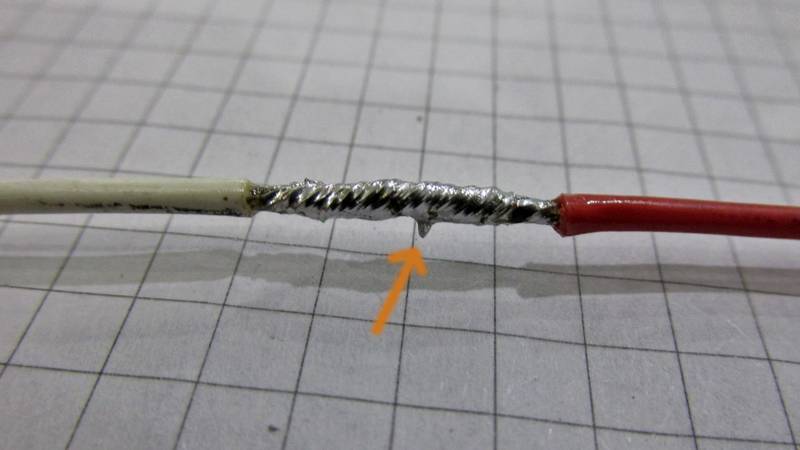
5. Удерживая соединяемые выводы параллельно друг другу, нанесите на них небольшое количество расплавленного припоя. Место пайки должно прогреваться быстро, расход припоя при этом — 2-3 мм (при диаметре 1,5 мм). Как только припой равномерно заполнит промежутки между соединяемыми выводами, необходимо быстро отвести паяльник. Место пайки должно оставаться в покое, пока припой не затвердеет полностью. Если детали сдвинутся раньше, то в пайке образуются микротрещины, снижающие механические и электрические свойства соединения.

Немного теории
Пайка — это соединение металлов с помощью другого, более легкоплавкого металла. В электронике, как правило, используют припой, содержащий 60% олова и 40% свинца (ПОС — 40, ПОС — 60), как вы сами догадались цифры в обозначении типа припоя, указывают на процентное содержание олова в составе припоя. Этот сплав плавится уже при 180 градусов по цельсию. Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (канифолью), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т.д., если выполнены следующие условия:
- Поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов.
- Деталь в месте спайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае болших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
- Во время процесса пайки место пайки необходимо защитить от воздействия кислорода воздуха. Эту задачу выполняет флюс (канифоль), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла.
Типичные ошибки начинающих и методы их исправления
- Начинающие монтажники касаются места пайки только кончиком жала паяльника. При этом подводится недостаточно тепла. Опытный монтажник обладает чувством оптимальной теплопередачи. Он прикладывает жало паяльника таким образом, чтобы между ним и местом пайки образовалась как можно большая площадь контакта. Кроме того, он очень быстро вводит между жалом и деталью немного припоя в качестве теплопроводника.
- Начинающие монтажники расплавляет немного припоя и с некоторой задержкой подводит его к нужному месту. При этом часть флюса испаряется, припой не имеет защитного слоя и на нем образуется оксидная пленка. Профессионал, напротив, всегда касается места пайки одновременно паяльником и припоем. При этом место пайки обволакивается каплей чистого расплава еще до того, как флюс успеет испариться.
- Начинающие монтажники часто не уверены, не перегрето ли место припоя. Они слишком рано отводят жало паяльника от места пайки, затем вынуждены опять подводить его для подогрева, вновь отводят, и т.д. Результатом является серое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс длился слишком долго и канифоль успел испариться. Мастер, напротив, нагревает место пайки быстро и интенсивно и завершает процесс резко и окончательно. Он вознаграждает себя гладкой, отливающей серебром поверхностью припоя.
Научившись паять можно купить паяльник с контролем температуры на Aliexpress, мы сделали подборку популярных моделей в отдельной статье.
Материал с сайта lessonradio.narod.ru переработанный и дополненный.
В статье мы описываем последовательные шаги для успешной пайки, а также основные меры безопасности для предотвращения травм и пожара. Каждый радиолюбитель и любитель плат и микроконтроллеров знает насколько сложно научиться идеально паять и насколько круто когда ты это умеешь.

Меры безопасности при пайке
При наличии определенной сноровки и знаний пайка не слишком сложный процесс. Главное, соблюдать меры безопасности при пайке деталей и проводов между собой.
- Температура паяльника варьируется от 250 до 400 градусов, поэтому ни в коем случае не прикасайтесь руками к железной части паяльника во включенном состоянии. Держитесь только за ручку. Кладите паяльник всегда только в специальный держатель: не кладите его на стол или на пол, следите за тем, чтобы нагретое жало не задевало сетевые провода. Это может привести к замыканию проводки и пожару.
- До начала пайки обеспечьте проветриваемость помещения. Хоть некоторые люди и находят запах канифоли приятным, вещества, содержащие в ней, вредны. В идеале лучше иметь вытяжку, а если ее нет – просто откройте окно.
- При пайке деталей не наклоняйте лицо к расплавленному припою: он может отпружинить с провода или ножки контакта прямо в глаза. Работая в очках, вы не будете рисковать своим зрением.
Соблюдая эти незамысловатые шаги по безопасности, вы обережете себя от ожогов и пожара.
Как начать паять?
Пайка предназначена для соединения двух и более токоведущих проводников. Чтобы начать паять, нужно иметь минимальный набор из трех вещей – паяльника, припоя и канифоли.
Для качественной пайки нужно придерживаться очередности следующих пунктов:
- Включив паяльник в сеть, обязательно дождитесь его полного нагрева. Скорость нагрева может составлять 1-3 минуты, это прописано в инструкцию к вашему паяльнику. Если нет инструкции, можно определить степень нагрева, попробовав расплавить немного припоя. Если плавится легко, паяльник считается разогретым.
- Снимите резиновую изоляцию с провода с помощью острого инструмента – кусачек, ножа или специального стриппера. Если вы спаиваете провода для наушников, то скорее всего вам придется удалить слой лака. Обжечь его можно с помощью открытого пламени, например, зажигалки. Не держите зажигалку слишком долго, иначе следом за изоляцией оплавится сам медный провод. Если вы спаиваете алюминиевые провода, то поверхность алюминия нужно зачистить наждачной бумагой или напильником, иначе припой ложиться не будет. Алюминий быстро окисляется, поэтому припой нужно наносить сразу после зачистки провода.
- Опускаем жало разогретого паяльника в канифоль, чтобы припой мог легко удерживаться на кончике жала. Набираем немного припоя и пробуем залудить провод. Провод нужно понемногу крутить без резких движений, чтобы припой равномерно растекался по проводнику. При этом жало паяльника нужно слегка проводить из стороны в сторону. Как только припой равномерно лег по всему проводу, паяльник можно убрать. Ни в коем случае нельзя дуть на припой, ускоряя остывание: припой неправильно кристаллизуется, и такая пайка в скором времени отвалится. Еще можно попробовать окунуть провод в расплавленную канифоль вместе с паяльником и уже лудить непосредственно в самой баночке.
- Теперь нужно соединить два проводника. Пусть один из компонентов будет светодиод, а второй – залуженный провод. Светодиод нужно каким-то образом зафиксировать, например, прищепками или специальными зажимами, можно попросить кого-либо подержать деталь пинцетом, или воспользоваться другим удобным для вас способом, соблюдая при этом технику безопасности.
- Нагрейте место стыка паяльником, слегка ведя жало паяльника из стороны в сторону вдоль проводников. Как только припой растечется по проводникам, паяльник можно убрать, провода при этом не нужно шевелить до остывания припоя. Остывание можно определить визуально: через 8-10 секунд припой становится немного темнее.
Заключение
Все – пайка завершена, можно проверить соединение на прочность, не сильно потянув за два проводника. Если пайка оторвется, значит, вы плохо припаяли и нужно попробовать еще раз выполнить все шаги поочередно.
И еще: старайтесь долго не задерживать паяльник на каком-либо компоненте: от перегрева светодиод, резистор и прочие компоненты могут начать деградировать или вовсе выйти из строя.
Урок 3 — Основы монтажа и пайки
Основы монтажа и пайки
Необходимые для работы инструменты и материалы рассмотрены в уроке №1.
Кратко напомню о том, что потребуется для сборки конструктора: паяльник, припой с каналом канифоли, радиотехнические бокорезы, пинцет, держатель платы типа «третья рука», спирт, салфетки, старая зубная щётка, стол, настольная лампа, стул.
Итак, приступим к сборке.
Мы будем собирать набор Мастер Кит NS073 – «Живое сердце», хотя для целей обучения совершенно не важно, сборку какого набора рассматривать.
Вот что должно получиться в итоге:
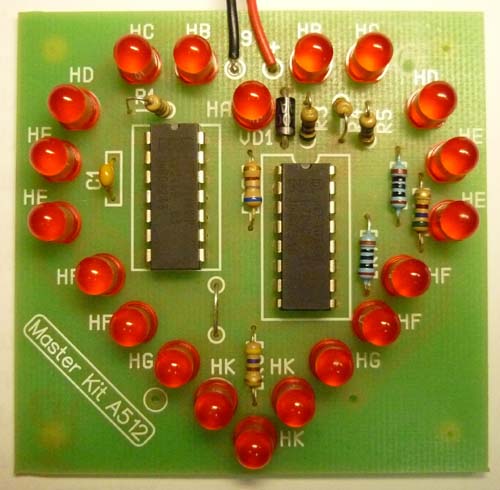
Светодиоды собранного устройства эффектно перемигиваются, создавая очень красивый эффект «бегущего огня».
Но сначала нужно собрать набор. Для этого потребуется установить каждую деталь на своё место, а затем припаять все детали.
Глаза боятся – руки делают. Приступим!
Общие требования к рабочему месту. Основы безопасности
Несмотря на то, что мы уже говорили об этом в уроке №1, о таких серьёзных вещах, касающихся безопасности, нелишне напомнить снова:
— рабочее место (стол) не должен быть захламлён. На свободном столе работать приятнее и эффективнее. Кроме того, радиодетали не смогут легко потеряться в окружающем хламе;
— Так как радиодетали мелкие, во избежание излишнего перенапряжения глаз рабочее место должно быть хорошо освещено. Всегда включайте настольную лампу;
— во время пайки предусмотрите хорошую вентиляцию рабочего места. Открывайте форточку, или включайте настольный вентилятор, отгоняющий дым от паяльника в сторону;
— паяльник горячий! Держитесь только за его ручку. Не допускайте прикосновений пальцев к жалу;
— после пайки, как и после любой другой работы, всегда мойте руки.
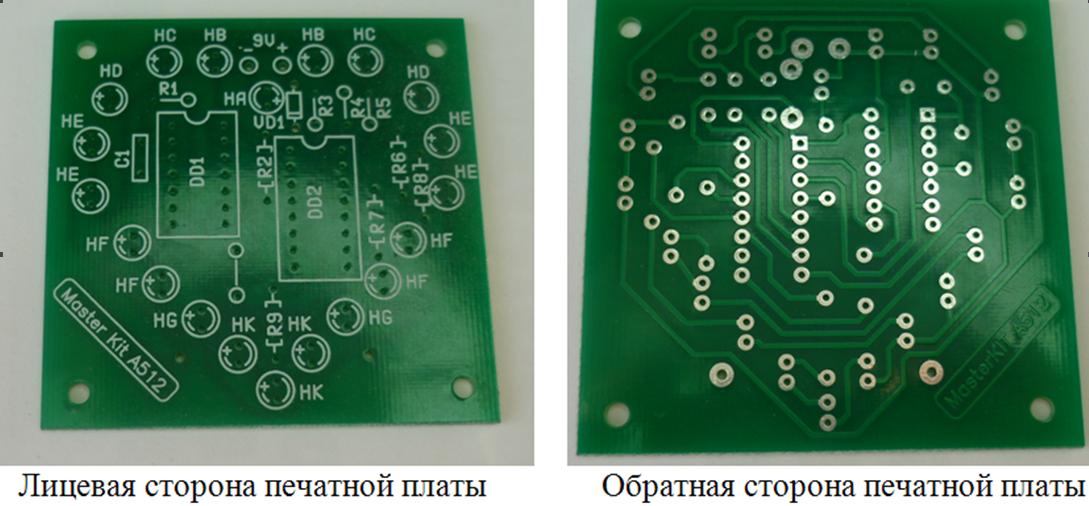
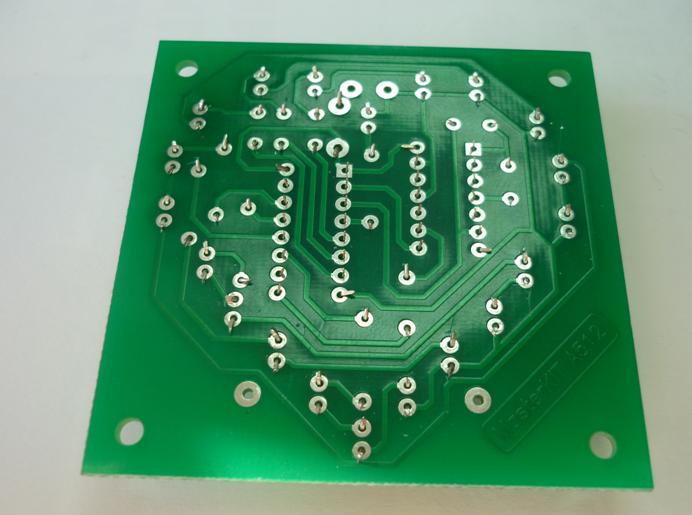
Печатная плата
Печатная плата является основной, шасси всей конструкцией.
Все детали устанавливаются с лицевой стороны платы (с той, где есть надписи), а выводы деталей припаиваются с тыльной стороны (где имеются токопроводящие дорожки).
Монтаж резисторов
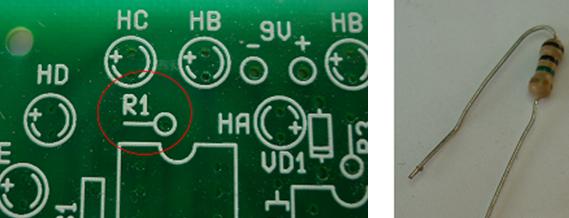
Допустим, мы хотим установить резистор R1. По таблице из инструкции определяем, что R1 должен иметь сопротивление 1 МОм. Находим в наборе резистор соответствующего номинала (как определить номинал резистора, рассказывается в уроке №2). Ищем на печатной плате установочное место R1. Чтобы резистор R1 удобно «улёгся» на предназначенное для него место на печатной плате, выводы резистора нужно отформовать, то есть изогнуть определённым образом. Изгибать выводы можно пальцами или с помощью пинцета. Если с первого раза не получилось изогнуть выводы правильно – ничего страшного, можно поправить формовку. Но надо помнить, что если изгибать вывод в одном месте более нескольких раз, то он может обломиться.
Вот так выглядит установленный резистор с разных ракурсов:
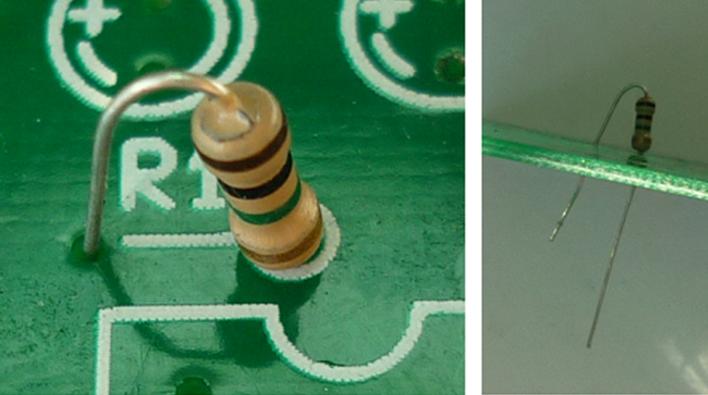
Резистор R1 установлен «вертикально», то есть его корпус находится над поверхностью платы. Угол между компонентом и корпусом может быть любым, это не влияет на качество работы схемы. Также вспомним из урока №2, что резистор не имеет полярности, то есть может быть установлен как коричневой полосой вверх (как на рисунке), так и коричневой полосой вниз.
Чтобы деталь не выпадала при поворотах платы, с обратной стороны платы выводы резистора загибаем в разные стороны:

Мы можем сразу же обрезать излишки вывода резистора и припаять его. Затем установить следующую деталь, опять обрезать его выводы и припаять… Но можно сначала установить все детали, затем обрезать их выводы, а затем все сразу припаять. Так получится быстрее, технологичнее, именно так поступают профессиональные монтажники на производстве. Мы тоже будем действовать таким образом.
Установим резистор R2. Обратите внимание, что этот резистор устанавливается «горизонтально», то есть его корпус вплотную прилегает к плоскости печатной платы. Соответственно, и формовка выводов этого резистора несколько другая.

Снова напомню, что резисторы не имеют полярности. В данном случае синяя полоса резистора находится справа. Но можно установить его и в обратную сторону – синей полосой влево.
Таким же образом устанавливаем все остальные резисторы (в данном наборе их 9 штук).
Монтаж конденсаторов
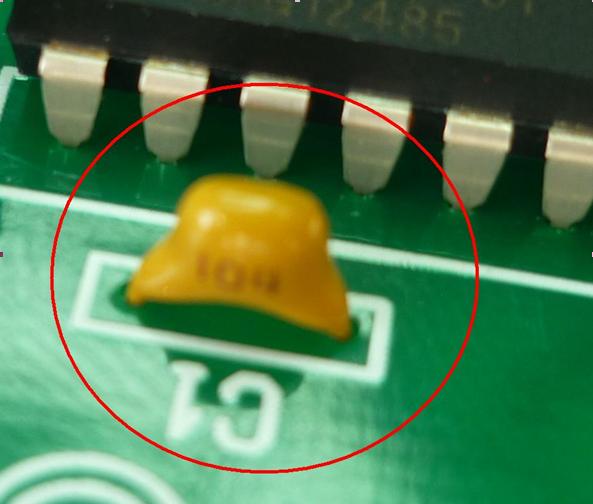
В данном наборе всего один конденсатор – С1, поэтому перепутать его с каким-то другим невозможно. Но всё-таки проверим, что на конденсаторе в полном соответствии с перечнем компонентов указан код ёмкости 104.
В данном случае выводы конденсатора можно не формовать, так как компонент прекрасно устанавливается на плату в заводском состоянии выводов.
Также мы знаем из урока №2, что керамический конденсатор полярности не имеет и может устанавливаться на плату в любом положении.
Если в каком-то другом наборе будет несколько керамических конденсаторов, необходимо по указанному на компоненту коду ёмкости определить, на какое посадочное место следует его установить – С1, С4 или С17, например.
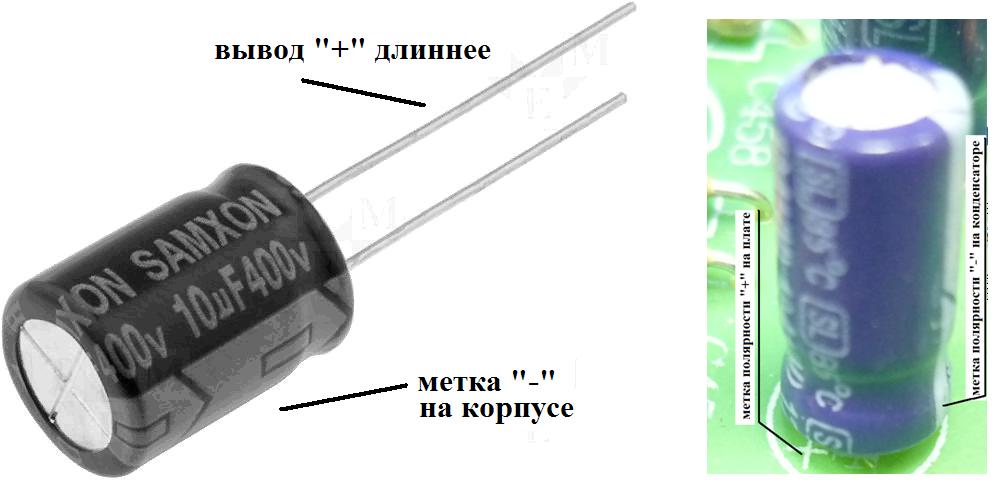
В наборе NS073 нет других конденсаторов, но в целях обучения на примере другого набора рассмотрим также монтаж электролитического конденсатора.
Помним о том, что электролитический конденсатор должен устанавливаться с учётом его полярности.
Монтаж диода
Находим на печатной плате посадочное место диода VD1. Вспомним из урока №2, что диод имеет полярность. Обратите внимание, что на печатной плате имеется обозначение «ключа» диода – полоса вблизи одного из выводов. Такая же полоса имеется и на самом диоде. При установке диода необходимо строго придерживаться меток полярности. Если установить диод в неправильной полярности (в данном случае неправильная установка — полосой вверх), то схема не заработает. Более того, диод или другие элементы схемы в таком случае могут выйти из строя.
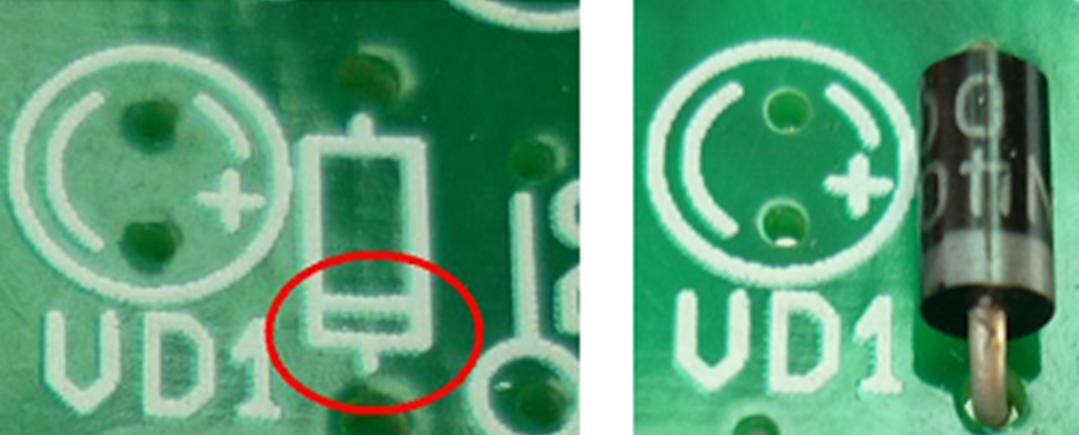
Формовка выводов диода аналогична резистору R2.
Монтаж транзистора
В наборе NS073 нет транзисторов, но для полноты изложения материала на примере другого набора рассмотрим монтаж транзистора. Помним о том, что транзистор имеет «ключ», который при установке необходимо совмещать с соответствующей меткой на печатной плате.
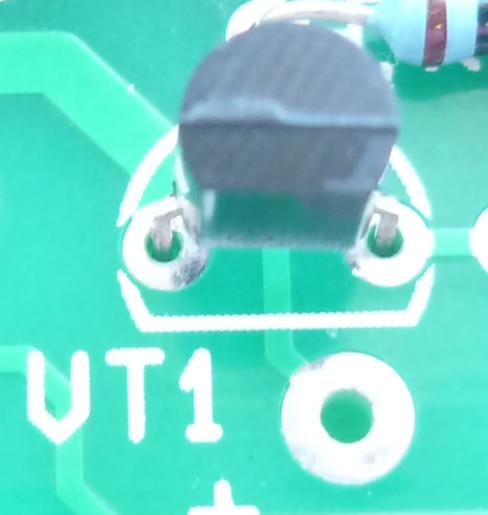
Кроме того, важно помнить, что разные транзисторы могут быть одинаковыми по внешнему виду. И если в набор входят два или более транзисторов, необходимо проверять маркировку на их корпусах и устанавливать компоненты строго на нужные позиции – VT1, VT2 и т.п.
Монтаж микросхем
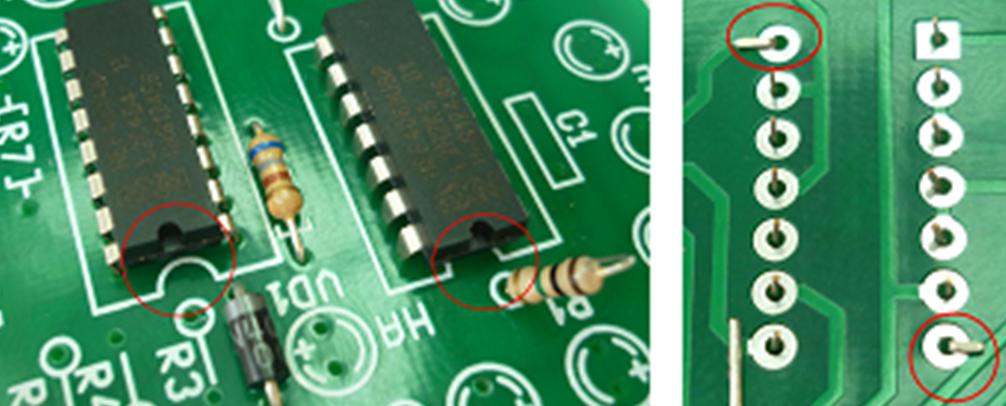
В данный набор входят две микросхемы. При установке необходимо соблюдать их ключи, обозначенные выемками как на печатной плате, так и на самом компоненте.
Загибаем выводы микросхемы – не обязательно все, достаточно двух противоположных. Микросхема зафиксирована и не выпадет.
Кроме того, надо учитывать, что микросхемы DD1 и DD2 разные. Правда, в данном случае у микросхем разное количество выводов: у одной – 14, а у другой – 16, поэтому при установке вы сразу поймёте, если что-то делаете неправильно. Но бывает так, что разные микросхемы имеют одинаковые корпуса с одинаковым количеством выводов. Поэтому всегда обращайте внимание на маркировку на корпусах микросхем и информацию в табличке-перечне компонентов инструкции.
Монтаж перемычки
В некоторых наборах, и в NS073 в частности, требуется такая технологическая операция, как установка перемычки. Перемычка на печатной плате обозначается чертой:
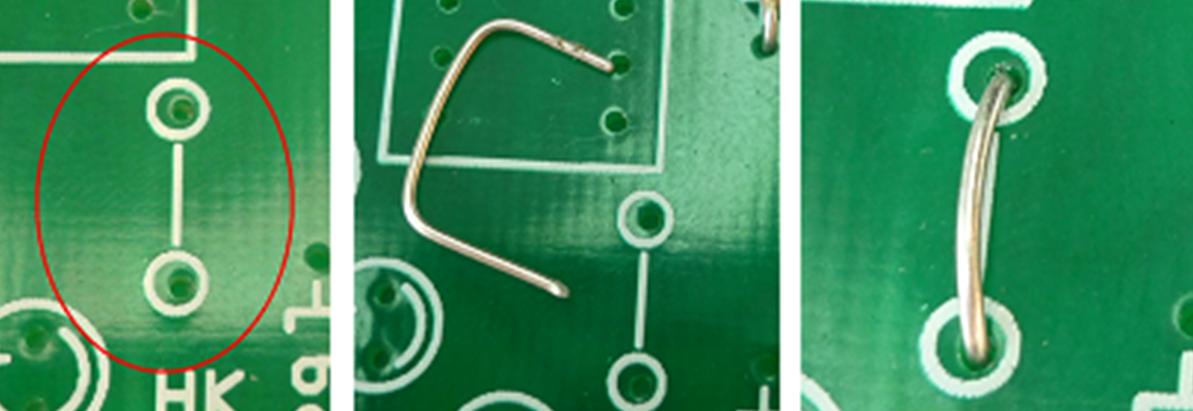
Перемычка не является электронным компонентом и в состав набора не входит. Её можно выполнить как из небольшого обрезка провода, так и из обрезка одного из выводов любой радиодетали. Формуют перемычку так же, как и резистор.
Монтаж светодиодов
Светодиод – это разновидность диода. И он тоже имеет полярность, которую важно соблюдать при монтаже.
На печатной плате обозначен вывод «+» (анод) светодиода.

У самого светодиода вывод «+» (анод) длиннее. Но ориентироваться на этот ключ можно только до обрезки выводов диода. Есть и другая метка полярности – скос на корпусе диода у вывода катода («-»).
Монтируем все светодиоды (в наборе NS073 их 20 штук). Загибаем их выводы с обратной стороны платы. Торчащих выводов становится много, плата принимает неаккуратный вид, но не нужно этого бояться, на следующем этапе мы обрежем лишние выводы. Если же выводы очень мешают – можно обрезать некоторые из них или вообще все в процессе монтажа. Как это делать, рассказывается ниже.
Обрезка выводов
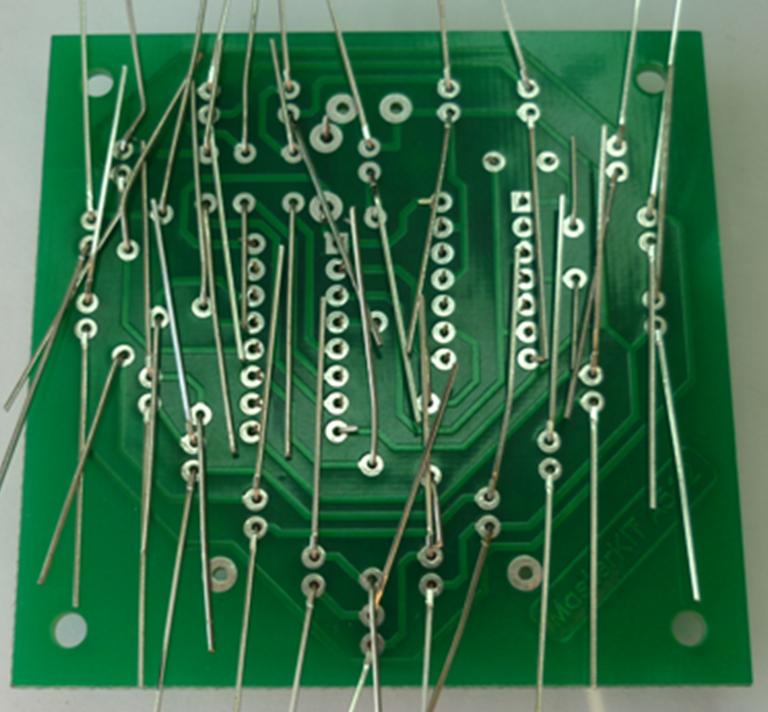
Вот такой «ужас» наблюдается у нас с обратной стороны платы после установки всех компонентов.
Сейчас мы приведём плату в аккуратный вид, обрезав выводы (или, как говорится на жаргоне радиомонтажников, «причешем» плату).
Нам потребуются радиотехнические бокорезы (подробнее об этом инструменте описано в уроке №1). Инструмент держим практически перпендикулярно плате. От каждого вывода оставляем около 1-2 мм. Слишком длинный вывод будет некрасиво торчать. Кроме того, длинные выводы разных компонентов могут в процессе последующей пайки замкнуться друг с другом и образовать паразитные перемычки. Слишком коротко обрезанный вывод может привести к выпадению компонента.
Желательно, чтобы вывод не выходил за пределы контактной площадки.
На картинках ниже излишне длинный вывод и вывод оптимальной длины.

Таким образом. обрезаем все выводы. В итоге у нас получится примерно такая картина:
Плата готова к пайке.
Пайка конструкции
О необходимом для сборки набора паяльном инструменте рассказывается в уроке №1.
Кратко напомню: потребуется паяльник (или паяльная станция) и припой с каналом канифоли. Удобно также применять фиксатор платы – так называемую «третью руку».
Плату удобно зафиксировать с помощью специального держателя типа «третья рука», или каким-либо другим образом.
В одну руку (для правшей – в правую) берём паяльник, в другую – пруток припоя.
Конечно, паяльник должен быть горячим. Таковым он становится не мгновенно после включения в розетку, а через несколько минут после этого.
Если подвести горячее жало к припою, тот начнёт плавиться.
Жало паяльника ставим на точку пайки. Обратите внимание – не на кончик вывода детали, а именно на контактную площадку. Одновременно подаём в эту же точку пруток припоя.
Как и жало паяльника, пруток подаём не на кончик вывода, не на паяльник, а на контактную площадку. Припой начинает плавиться. Немного как бы подаём пруток на точку пайки, при этом слегка перемещая паяльник. Всё, у нас сформировалась точка пайки. Убираем припой, а затем паяльник. Ждём секунду – припой застыл, точка пайки готова. На точку пайки уходит 2-3 миллиметра прутка припоя (это очень ориентировочные данные, зависящие от типа припоя и контактной площадки).
Процесс идёт гораздо быстрее, чем я об этом рассказываю. На одну точку пайки у меня уходит около секунды. Допустимо – до трёх секунд. Если греть точку пайки дольше, теоретически могут возникнуть проблемы: можно перегреть деталь, или контактная площадка или дорожка могут отклеиться от основы платы. Но на практике это маловероятно. В комплекте Мастер Кит только качественные платы, а компоненты в конструкторах для начинающих не такие «нежные» и прощают многие ошибки, в том числе и перегрев.
Качественная пайка блестит и ровная. Если пайка рыхлая, матовая – значит, вы используете некачественный припой (либо припой без канала канифоли), или паяльник либо недостаточно горячий, либо, что чаще всего бывает, слишком горячий.
Я рассказал о технологии пайки, при которой пруток припоя подаётся непосредственно в зону пайки, а жало же используется только как нагреватель. Для современных жал из малообгораемых материалов это единственно правильная техника. Если же вы используете паяльник с обычным медным жалом, можно расплавлять некоторое количество припоя на жале, и переносить жидкий припой в точку пайки на жале, как на лопате. Попробуйте – возможно, так вам будет удобнее.
Всё очень просто. Но это как футбол: требуется практика. Можно прочесть многие тома по теории футбола, но это не значит, что вы научитесь в него играть. Практика – это что-то другое и совершенно необходимое.
Промывка платы
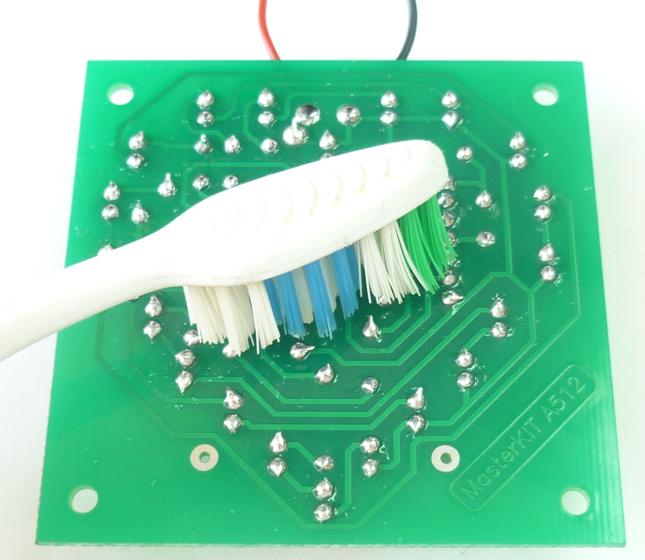
Строго говоря, современные флюсы, входящие в состав припоев, допускают безотмывочный процесс. То есть можно плату не промывать. Но такая печатная плата выглядит некрасиво, на ней плохо видны дефекты пайки, да и вообще есть такое понятие – «культура производства», и каждый уважающий себя производитель платы промывает. На производстве применяют специальные отмывочные машины, но тратить несколько тысяч долларов и приобретать такую машину размером с половину комнаты для радиолюбителя нецелесообразно. Хороших результатов можно достичь с помощью спирта, старой зубной щётки и салфеток. Смачивая щётку, хорошенько надраиваем плату со стороны пайки, на заключительно же этапе удобно применять для очистки и просушки платы салфетки. Теперь наша смонтированная плата чистенькая, красивая, её и людям не стыдно показать.
После отмывки на плате легче найти дефекты. Поэтому ещё раз внимательно посмотрите на плату и убедитесь, что все контактные площадки хорошо припаяны, а паразитных замыканий нет. При необходимости дефекты устраняем.
Устранение дефектов пайки
На рисунке ниже имеются два дефекта пайки: один из выводов пропаян неполностью, только с одной стороны. Такой контакт ненадёжный (на профессиональном жаргоне это называется «непропай»). Другой же вывод мы просто забыли припаять.
Собранная с такими дефектами пайки конструкция может или совсем не заработать, или работать нестабильно.

Исправим дефекты, заново пропаяв обнаруженные проблемные точки пайки.
Иногда в процессе пайки допускаются паразитные соединения припоем соседних выводов:

Если не заметить такие дефекты пайки, то готовая конструкция может не только не заработать, но и вообще выйти из строя сразу же после включения. Поэтому необходимо внимательно проверять монтаж. Допустим, мы обнаружили паразитное замыкание (на радиотехническом жаргоне такой дефект часто называют неблагозвучно – «соплёй»). Я расскажу вам, как восстановить нормальную пайку.
1. С помощью ножа (скальпеля). Прогреваем паяльником дефектную пайку, и проводим острым лезвием между точками пайки. Дефект устранён.
2. С помощью специального инструмента – вакуумной помпы, которая по-другому называется «радиотехнический отсос». Прогреваем место пайки, подносим отсос, нажимаем его кнопку – излишки припоя втягиваются в инструмент. Пайка исправлена!
3. С помощью специальной радиотехнической «оплётки». Прогреваем место пайки, вводим в место пайки многожильную медную «оплётку» — под действием сил натяжения лишний припой впитывается на «оплётку». Пайка исправлена!
В следующем уроке я расскажу о том, как настраивать и подключать собранную конструкцию.
Скачать урок в формате PDF
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.

Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.

Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.

4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.

Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Посмотрите видео «Как паять паяльником»
Поделиться:
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
 возможность соединять сталь с цветными металлами;
возможность соединять сталь с цветными металлами;- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).

Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
 Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
 В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
 Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
 Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
 Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Способы пайки | Учебные материалы
Способы пайки классифицируют в зависимости от используемых источников нагрева. Наиболее распространены в промышленности пайка в печах, индукционная, сопротивлением, погружением, радиационная, горелками, экзофлюсовая, паяльниками, электронагревательными металлами и блоками.
Капиллярная пайка
Припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил. На рисунке 3.16 показана схема образования шва.
Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют в тех случаях, когда применяют соединение внахлестку. Однако капиллярное явление присуще всем видам пайки.
Рисунок 3.16 – Схема капиллярной пайки:
а – перед пайкой; б – после пайки
Диффузионная пайка
Соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких интерметаллов.
Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва и после завершения процесса при температуре ниже солидуса припоя.
Контактно-реактивная пайка
При пайке между соединяемыми металлами или соединяемыми металлами и прослойкой другого металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение. На рисунке 3.17 показана схема контактно-реактивной пайки.
Рисунок 3.17 – Схема контактно-реактивной пайки:
а – перед пайкой; б – после пайки
Реактивно-флюсовая пайка
Припой образуется за счет реакции вытеснения между основным металлом и флюсом.
Например, при пайке алюминия с флюсом
3ZnCl2 + 2Al = 2AlCl3 + Zn
восстановленный цинк является припоем.
Пайка-сварка
Паяное соединение образуется так же, как при сварке плавлением, но в качестве присадочного металла применяют припой.
Наибольшее применение получила капиллярная пайка и пайка-сварка. Диффузионная пайка и контактно-реактивная более трудоемки, но обеспечивают высокое качество соединения и применяются, когда в процессе пайки необходимо обеспечить минимальные зазоры. Качество паяных соединений (прочность, герметичность, надежность и т. д.) зависит от правильного выбора основного металла, припоя, флюса, способа нагрева, величины зазоров, типа соединения.
Микроволновые печи101 | Основы пайки
Нажмите здесь, чтобы перейти на нашу главную страницу по упаковке
Новое за февраль 2019 г. : вот ссылка на обновление от бессвинцовых припоев от Aerospace Corporation от 2011 г. Если вам интересно, проблемы с бессвинцовыми припоями на самом деле никогда не исчезали. Для сравнения: 88% свинца, потребляемого в Соединенных Штатах, используется в аккумуляторных батареях, на которые не распространяется RoHS. Содержание свинца в припое составляет 0.5% потребления свинца. Aerospace управляет федеральным научно-исследовательским центром, финансируемым из федерального бюджета (FFRDC), поэтому они в основном работают на налогоплательщиков США. Узнайте об утилизации батарей в Википедии.
Пайка — больше материальная наука, чем что-либо еще, и отличный пример случая, когда «то, чего вы не знаете, нанесет вам вреда». В этой области есть эксперты, мы не претендуем на то, чтобы быть в этой категории. Но в случае микроволновой техники или любой другой электронной промышленности, элементарные знания вопросов пайки необходимы для успеха.
Далее на этой странице мы приводим таблицу припоев на основе информации, представленной на веб-сайте Indium Corporation. Они были достаточно любезны, чтобы отправить нам обновление 12 февраля 2004 года (спасибо, Рик!), Но мы еще не проверили наш список на соответствие новому списку. Индиум базируется в Ютике, Нью-Йорк. Если вы когда-нибудь посетите Indium Corporation, обязательно ознакомьтесь с жемчужиной Ютики, компанией Matt Brewing Company (кто-нибудь еще помнит рекламу Utica Club, в которой Шульц и Дули говорили о рекламе пивных кружек пива? Эти парни были крутыми, но уже не политкорректными!) раздел «Замечания по применению» на веб-сайте Indium Corporation — там больше информации, чем вы когда-либо знали о припоях и паяльных пастах.Откуда они взяли идею названия своего приложения Soldering101? Хотелось бы, чтобы мы думали об этом!
Как и на других веб-страницах Microwaves101, вот указатель для этой страницы по пайке, по которому можно кликнуть:
Терминология пайки
Некоторые основные припои
Схема припоя Индийской Корпорации
Терминология пайки
Ниже определена терминология, связанная с припоем; его изучение поможет вам достичь статуса доброго старого мальчика в вашей сборочной мастерской.Мы должны еще раз подтвердить веб-сайт Корпорации Indium, предоставив нам отличный справочный материал.
Сплавы
Сплав — это смесь двух или более элементарных металлов. Его температура плавления (сюрприз!) Часто ниже температуры плавления его ингредиентов.
Легкоплавкие сплавы
Припои с температурой ликвидуса ниже комнатной температуры (вроде ртути, но, возможно, не такой ядовитой для рыбы) называются легкоплавкими сплавами.Они не часто используются в микроволновой технике, но мы оставили их в таблице припоя для полноты.
Intermetallics
intermetallics — это слои различных материалов, которые образуются при соединении разнородных металлов вместе с помощью сварки, пайки или пайки. Иногда это хорошо, но иногда плохо.
Сварка
Сварка — это очень высокотемпературный процесс, обычно для соединения «похожих» металлов. Обе поверхности должны быть слегка расплавлены, чтобы образовалась связь, а присадочный материал (например, сварочный стержень в дуговой сварочной машине или проволока в сварочной проволоке) состоит из материала, температура плавления которого аналогична температуре склеиваемых поверхностей.Промышленная сварка требует ношения специальных защитных очков, потому что материалы ярко светятся при температуре сварки. Флюсы или образующие газы (такие как инертный аргон) необходимы для предотвращения окисления во время операции сварки.
Пайка
Пайка — это процесс с более низкой температурой, чем при сварке, где образуются интерметаллиды, образующие связь, но все же при температуре выше 350 ° C. Материал наполнителя обычно имеет гораздо более низкую температуру плавления, чем склеиваемые поверхности. Типичным материалом для пайки является бронза.Вы можете услышать слово «пайка», когда припои с очень высокой температурой, такие как золото-германий, используются для соединения проходов в герметичный корпус, его эвтектика составляет 356 градусов Цельсия.
Пайка
Пайка — это процесс с более низкой температурой, чем пайка. Только материал наполнителя, чаще всего сплав, расплавляется для создания связи. Некоторые интерметаллиды могут присутствовать в связи, поскольку молекулы связанных поверхностей вымываются в сустав, что в некоторых случаях служит для ослабления сустава, а не для его укрепления.Например, при пайке золотых поверхностей с использованием припоя на основе олова вы должны попросить свою мастерскую по нанесению гальванического покрытия ограничить толщину золота, возможно, до 15-30 микродюймов, иначе ваше соединение может выйти из строя после многих температурных циклов.
Liquidus
Ликвидус относится к температуре, при которой припой плавится.
Solidus
Solidus — это температура, при которой припой повторно затвердевает.
Eutectic
Эвтектический сплав — это сплав, который плавится и затвердевает при той же температуре. Если температура ликвидуса в приведенной ниже таблице припоев оканчивается на «Е», припой является эвтектическим.
Процент IACS
Приведенная ниже таблица припоев показывает удельную проводимость каждого материала по отношению к меди, которая составляет 1,72 мкОм.
Смачивание и потоотделение
Смачивание относится к качеству паяного соединения. В хорошем паяном соединении припой будет выглядеть блестящим (как будто он влажный), а не тусклым. Плохое паяное соединение часто называют «холодным соединением».Потение — жаргонный термин для пайки.
Паяльная паста, по сравнению с листом, по сравнению с проволокой
Припой можно приобрести во многих формах. В виде пасты сплав припоя измельчают и суспендируют во флюсе. Затем паста может быть нанесена по трафарету на печатную плату, компоненты размещены над пастой, а доска отправлена через печь для оплавления для получения паяного соединения.
Листовой припой, также называемый лентой или фольгой, доступен с различной толщиной и используется в тех случаях, когда необходимо получить соединение большой площади, например, когда подложка припаяна к объединительной плате или корпусу.Когда лист нарезают до определенной формы при пайке, кусок припоя называют преформой . Для крупносерийных работ поставщики припоев могут доставлять заготовки, сэкономив вам часы «веселья» с ножом Exacto.
Припой для проволоки используется в ручных «электромонтажных работах», а типичные проволочные припои содержат сердцевину из флюса, так что на лабораторном столе у вас на порядок меньше.
Содержание свинца
ЕС (Европейский союз) рекомендовал производителям, чтобы все сборки электроники не содержали свинца к январю 2006 года.Зачем? Потому что лидерство в нашей среде стерло миллиарды баллов IQ нынешних поколений человека разумного. Чтобы узнать об этом очень приятно, посмотрите «Надежность электроники без свинца — обновление» Эндрю Костика из Aerospace Coporation на сайте запчастей и упаковки электроники НАСА. Что все это значит? На разработку дешевых бессвинцовых припоев тратится куча денег. И цена альтернативных материалов может взлететь на товарном рынке …
Флюсы
Флюс — это материал, который используется для удаления оксидов с металлических поверхностей, к которым вы присоединяетесь.Оксиды — ваш враг в получении хорошего соединения, вы никогда не добьетесь хорошего соединения без чистых поверхностей, не содержащих оксидов. Существует много типов флюсов, вам следует проконсультироваться со специалистом по пайке, какой из них подходит для вашего применения.
Формирующие газы
Подобно флюсам, формующие газы используются для предотвращения окисления во время операций пайки, особенно если требуется соединение без флюса (как это часто бывает в микроэлектронике). Flux может не сразу убить вашу интегральную микросхему, но некоторые из них могут оказаться в ловушке и привести к тому, что ваша часть выйдет из строя позже.
Некоторые основные припои, с которыми вы можете столкнуться в своей лаборатории
PbSn 60/40 широко доступен (вы найдете его в Radio Shack) и используется для многих «электромонтажных работ». Он имеет различные диаметры и имеет низкие температуры ликвидуса и солидуса (188C и 183C). Обычно он имеет сердечник из флюса, поэтому любой человек может сделать хороший сустав без особых тренировок. Не подходит для микроэлектроники, так как для нее нужен флюс.
Indalloy # 7 — отличный низкотемпературный припой.
Au / Sn 80/20 — эвтектический припой на основе золота, используемый во многих микроэлектронных приложениях.Он не нуждается во флюсе, но лучше всего работает в формовочном газе, таком как азот или водород. Образующие газы используются для вытеснения кислорода, так что во время процесса пайки не происходит окисления. Будьте осторожны с водородом, вспомните, что случилось с Гинденбургом!
Последний совет: не забудьте отключить этот паяльник, когда вы идете домой, чтобы не сжечь это место!
Таблица припоев Indium Corporation
Indalloy # | Темп.Ликвидус С | Темп. Солидус С | Композиция | Механические свойства | Примечания | |||
|---|---|---|---|---|---|---|---|---|
Массовая плотность (гр / куб. См) | Электропроводность (% от IACS) | Теплопроводность (Вт / см-С при 85 ° С) | Коэффициент теплового расширения (ppm / CÂ при 20C) | |||||
| 46L | 8 | 7 | 61Ga 25In 13Sn 1Zn | 6.5 | Alloy liquid @ rm.temp, смачивает стекло и кварц. Замена ртути. | |||
| 51 | 11E | 11 | 62,5Ga 21,5In 16Sn | 6,5 | Alloy liquid @ rm.temp, смачивает стекло и кварц. Замена ртути. | |||
| 60 | 16E | 16 | 75.5Ga 24,5In | 6,35 | Жидкость из сплава при комнатной температуре, смачивает стекло и кварц. Замена ртути. | |||
| 117 | 47E | 47 | 44,7Bi 22,6Pb 19,1In 8,3Sn 5,3Cd | 9,16 | 4,5 | 0,15 | 25 | легкоплавкий сплав общего назначения. |
| 136 | 58E | 58 | 49Bi 21In 18Pb 12Sn | 9.01 | 2,43 | 0,1 | 23 | легкоплавкий сплав общего назначения. Смачиваемость не выдающаяся. Для использования в качестве припоя. |
| 19 | 60E | 60 | 51In 32,5Bi 16,5Sn | 7,88 | 3,3 | 22 | Экологически безопасный легкоплавкий сплав. Не содержит свинца или кадмия. | |
| 158 | 70E | 70 | 50Bi 26.7Pb 13,3Sn 10Cd | 9,58 | 4 | 0,18 | 22 | Припой с самой низкой температурой плавления. |
| 162 | 72E | 72 | 66,3In 33,7Bi | 7,99 | Экологически безопасный легкоплавкий сплав. Не содержит свинца или кадмия. | |||
| 174 | 79E | 79 | 57Bi 26In 17Sn | 8.54 | Экологически безопасный легкоплавкий сплав. Не содержит свинца или кадмия. | |||
| 8 | 93E | 93 | 44In 42Sn 14Cd | 7,46 | 0,36 | 24 | легкоплавкий сплав общего назначения. | |
| 42 | 96E | 96 | 46Bi 34Sn 20Pb | 8.99 | Висмут добавлен для достижения низкой температуры плавления. Честная смачиваемость. | |||
| 224 | 108E | 108 | 52,2In 46Sn 1,8Zn | 7,27 | Припой без свинца, с высоким содержанием окалины из-за цинка. | |||
| 1E | 118E | 118 | 52In 48Sn | 7.3 | 11,7 | 0,34 | 20 | Индий-оловянная эвтектика с острой температурой плавления. Обладает хорошей смачиваемостью на стекле, кварце и многих керамиках. Обладает хорошей низкотемпературной пластичностью и, следовательно, компенсирует некоторую разницу в коэффициенте расширения при пайке разнородных материалов. |
| 255 | 124E | 124 | 55,5Bi 44,5Pb | 10,44 | 4 | 0.04 | легкоплавкий сплав общего назначения. | |
| 281 | 138E | 138 | 58Bi 42Sn | 8,56 | 4,5 | 0,19 | 15 | Хороший припой с низкой температурой плавления для сборки электроники для применений, где следует избегать Cd и Pb, а также для термоэлектрических применений. Скорость сдвига чувствительна. |
| 290 | 143E | 143 | 97In 3Ag | 7.38 | 23 | 0,73 | 22 | Индий с добавлением серебра для улучшения прочности. Обладает смачиваемостью и низкотемпературной пластичностью индия. Особенно полезно для криогенных приложений. |
| 181 | 145E | 145 | 51,2Sn 30,6Pb 18,2 Cd | 8,45 | 0,35 | 24 | Хороший припой общего назначения в диапазоне средних температур.Хорошо сохраняет силу ползучести. Не применимо против золота. | |
| 2 | 154 | 149 | 80In 15Pb 5Ag | 7,85 | 13 | 0,43 | 28 | Особенно полезно для пайки против золота, так как выщелачивание сводится к минимуму. Хорошие термические усталостные свойства. Совместим с номерами Indalloy 204, 205, 206, 7, 10 и 150 для пошаговой пайки. |
| 4 | 157MP | 100In | 7.31 | 24 | 0,86 | 29 | Мягкий, пластичный металл обладает хорошей смачиваемостью на многих поверхностях, включая керамику, стекло и кварц. Деформируется неограниченно под нагрузкой и не имеет тенденцию становиться хрупкими, что делает его ценным для криогенных применений. | |
| 97 | 163 | 144 | 43Pb 43Sn 14Bi | 8,99 | Хорошая универсальная ступенчатая пайка. | |||
| 9 | 167 | 154 | 70Sn 18Pb 12In | 7,79 | 12,2 | 0,45 | 24 | Припой общего назначения в диапазоне 160 градусов C с хорошими физическими свойствами. |
| 204 | 175 | 165 | 70In 30Pb | 8,19 | 8,8 | 0,38 | 28 | Indalloys # 7, # 10, # 150, # 204, # 205 и # 206 содержат группу свинцово-индийских припоев, предназначенных для покрытия температурного диапазона от 165 градусов C до 275 градусов C.Все они имеют минимальные характеристики выщелачивания золота из свинца-индия, а также обладают хорошими свойствами термической усталости. |
| Sn62 | 179E | 179 | 62Sn 36Pb 2Ag | 8,41 | 11,9 | 0,5 | 27 | Хороший припой общего назначения. Может использоваться на серебряных несущих поверхностях, чтобы уменьшить поглощение. |
| 205 | 181 | 173 | 60In 40Pb | 8.52 | 7 | 0,29 | 27 | См. Indalloy # 204 выше. |
| 106 (Sn63) * | 183E | 183 | 63Sn 37Pb | 8,4 | 11,5 | 0,5 | 25 | Стандартный эвтектический оловянно-свинцовый припой с широким применением. Не рекомендуется против серебра и / или золота. |
| 231 | 186 | 174 | 86.5Sn 5,5Zn 4,5In 3,5Bi | 7,36 | Pb бесплатно припой. Высокий шлак. | |||
| 227 | 187 | 175 | 77,2Sn 20In 2,8Ag | 7,25 | 9,8 | 0,54 | 28 | Свободный от свинца припойможно использовать в качестве замены для 63Sn 37Pb, 62Sn 36Pb 2Ag и 60Sn 40Pb, поскольку он имеет сходные физико-механические свойства. |
| 201 | 199E | 199 | 91Sn 9Zn | 7,27 | 15 | 0,61 | Рекомендуется для пайки под алюминий. Используйте поток № 3. | |
| 7 | 210 | 184 | 50In 50Pb | 8,86 | 6 | 0,22 | 27 | См. Indalloy # 204 выше. |
| 232 | 217E | 217 | 93,6Sn 4,7Ag 1,7 CU | 7,43 | Запатентованный бессвинцовый припой. | |||
| 121 | 221E | 221 | 96,5Sn 3,5Ag | 7,36 | 16 | 0,33 | 30 | Стандартный олово-серебряный эвтектический припой с широким применением, когда припои на основе свинца не соответствуют требованиям температуры, прочности или безопасности.Не рекомендуется для позолоченных поверхностей. Отлично подходит для пошаговой пайки с № 42, № 106, № 165 и № 171. |
| 206 | 231 | 197 | 60Pb 40In | 9,3 | 5,2 | 0,19 | 26 | См. Indalloy # 204 выше. |
| 238 | 217E | 217 | 90Sn 10Au | 7,78 | Эвтектика с более низкой температурой, в системе Au Sn. | |||
| 209 | 233MP | 65Sn 25Ag 10Sb | 7,8 | 36 | Низкотемпературный сплав для литья под давлением. Обладает очень высокой прочностью на растяжение. | |||
| 3 | 237 | 143 | 90In 10Ag | 7,54 | 22,1 | 0,67 | 15 | Индий с добавлением серебра для улучшения прочности.Обладает смачиваемостью и низкотемпературной пластичностью индия. |
| 133 | 240 | 235 | 95Sn 5Sb | 7,25 | 11,9 | 0,28 | 31 | Припой с большей прочностью на растяжение, чем # 121. Особое применение — соединение медных труб в системах очистки и питьевой воды. Обладает хорошей смачиваемостью и хорошей прочностью в течение длительного времени при 100 градусах С. |
| 236 | 247 | 237 | 83Pb 10Sb 5Sn2 Ag | 10.35 | Промежуточный темп. Припой. Устойчивость к ползучести. | |||
| 233 | 255 | 245 | 85Pb 10Sb 5Sn | 10,36 | 6 | Промежуточный темп. Припой. Устойчивость к ползучести. | ||
| 10 | 260 | 240 | 75Pb 25In | 9.97 | 4,6 | 0,18 | 26 | См. Indalloy # 204 выше. |
| 150 | 275 | 260 | 81Pb 19In | 10,27 | 4,5 | 0,17 | 27 | См. Indalloy # 204 выше. Низкий в содержании для хорошей смачиваемости. |
| 182 | 280E | 280 | 80Au 20Sn | 14.51 | 0,57 | 16 | Крепление эвтектической матрицы и уплотнение упаковки. | |
| 151 | 296 | 287 | 92,5Pb 5Sn 2,5Ag | 11,02 | 8,6 | 29 | Аналогично Indalloy # 165. | |
| 228 | 299 | 267 | 88Pb 10Sn 2Ag | 10.75 | 8,5 | 0,27 | 29 | Высокотемпературный припой. |
| 159 | 302 | 275 | 90Pb 10Sn | 10,75 | 8,9 | 0,25 | 29 | Высокотемпературный припой для BGA-приложений. |
| 237 | 304MP | 93Pb 3Sn 2In 2Ag | 11.07 | Высокотемпературный припой. | ||||
| 165 | 309E | 309 | 97,5Pb 1,5Ag 1Sn | 11,28 | 6 | 0,23 | 30 | Стандартный свинцово-серебряно-оловянный эвтектический припой с широким применением в сборке полупроводников. |
| 164 | 310 | 300 | 92.5Pb 5In 2,5Ag | 11,02 | 5,5 | 0,25 | 25 | Этот сплав очень полезен в диапазоне 300 градусов Цельсия. Он обладает особенно хорошими свойствами термической усталости, а также минимальными выщелачивающими свойствами золота в сплавах индий-свинец. Часто используется в восстановительных атмосферах. |
| 171 | 312 | 308 | 95Pb 5Sn | 11,06 | 8,8 | 0.23 | 30 | Широкое применение в пайке. |
| 239 | 313E | 313 | 91Pb 4Sn 4Ag 1In | 11,05 | Высокотемпературный припой. | |||
| 183 | 356E | 356 | 88Au 12Ge | 14,67 | 0,44 | 13 | Эвтектическая матрица | |
| 178 | 485 | 451 | 82Au 18In | 14,9 | Жесткий сплав. Доступны ограниченные производства. | |||
* # 106 совместим с медью и никелем
,Как использовать паяльник
Weller Руководство по основам пайки
Пайка — полезный навык, который вы планируете использовать независимо от того, планируете ли вы использовать его профессионально или для самостоятельных проектов. Качественный паяльник — один из самых важных инструментов, который вам понадобится для ваших проектов пайки.
В этом руководстве представлен краткий обзор использования паяльника.Он даст вам основы, которые относятся к большинству работ по пайке, а также советы для конкретных типов проектов.
Несмотря на то, что вся пайка основана на одних и тех же принципах, используемые вами методы и инструменты могут различаться в зависимости от типа материалов, которые вы паяете, и ожидаемого результата. На этой странице мы рассмотрим пошаговую пайку для проводки, печатных плат, витражей и ювелирных изделий.
Вот ваше вводное руководство по использованию паяльника.
Основы
Основы пайки в основном соответствуют типам проектов.Ниже вы найдете информацию об основах пайки, описание используемого оборудования и пошаговое руководство по использованию паяльника.
1. Что такое пайка?
Пайка — это метод соединения металлических деталей. Это включает плавление металла, известного как припой, в пространство между двумя металлическими компонентами. Когда этот припой охлаждается и затвердевает, он образует постоянное соединение между деталями. Припой действует как своего рода металлический клей, соединяющий элементы.
Соединение электронных компонентов может быть наиболее распространенным применением паяльников. Вы также можете использовать их на трубопроводах для сантехники, компонентов двигателя, проектов декоративно-прикладного искусства и многого другого.
2. Какое оборудование вам нужно?
Эта статья о том, как использовать паяльник, но сам утюг — не единственный предмет, который вам понадобится. Вот краткое изложение некоторых расходных материалов, которые вам могут понадобиться, включая паяльник, для проекта пайки.
- Паяльник: Паяльник обеспечивает тепло, которое плавит припой.Он состоит из наконечника, который вы наносите на металлические детали, которые хотите паять вместе, и изолированной рукоятки, чтобы вы могли удерживать утюг. Существует несколько разновидностей паяльников. Часто они электрические и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан или открытое пламя. Некоторые утюги позволяют регулировать температуру утюга.
- Припой: Припой — это вещество, которое плавится и образует связь между двумя припаянными компонентами.Это тонкая проволока, изготовленная из одного из нескольких сплавов олова. Сплавы состоят из олова и свинца или олова и меди. Припои без содержания свинца становятся все более популярными из этих двух вариантов. Эта тенденция является ответом на усиление правил техники безопасности, а также на выгоды для окружающей среды и здоровья от поиска альтернатив, не содержащих свинец. Некоторые типы припоя также включают флюс, вещество, которое избавляется от оксидных слоев на металлических деталях, чтобы помочь припой лучше прилипать.
- Паяльная станция: Паяльная станция действует как контрольная станция для вашего паяльника, если у вас есть регулируемый утюг.Станция имеет регуляторы для регулировки температуры утюга, а также другие настройки. Вы можете подключить свой утюг к этой паяльной станции.
- Подставка для паяльника: Вы также можете использовать подставку для паяльника, которая обеспечивает безопасное и надежное место для хранения утюга, когда вы им не пользуетесь. Это также может быть место для хранения утюга.
- Чистящая салфетка: Для правильной работы необходимо поддерживать чистоту утюга во время его использования.Вы можете использовать чистящую салфетку, стальную или латунную вату или влажную губку.
- Защитные очки: Защитные очки помогут защитить ваши глаза в случае несчастных случаев и уберечь пары от раздражения глаз.
- Оборудование для удаления дыма: Пары, образующиеся при пайке, могут быть токсичными. Устройства для удаления дыма вытягивают пары из воздуха, чтобы снизить риск для здоровья и безопасности.
Начало работы
Прежде чем начать использовать свой паяльник, вам необходимо убедиться, что вы приняли все необходимые меры безопасности и подготовили инструменты.
1. Меры безопасности
Здоровье и безопасность всегда должны быть приоритетом при пайке. Пайка включает в себя сильную жару и токсичные вещества. Несмотря на то, что это сопряжено с определенными рисками, если вы принимаете надлежащие меры предосторожности, пайка является относительно безопасной деятельностью.
Прежде чем начать, прочитайте инструкции, а также предупреждения о вреде для здоровья и безопасности, прилагаемые ко всему вашему оборудованию, чтобы убедиться, что вы используете его правильно. При пайке надевайте защитные очки и держите все волосы, свободную одежду и украшения в безопасности и не допускайте попадания инструментов.Вы также можете носить защитные перчатки.
Убедитесь, что вы работаете в хорошо проветриваемом помещении или используете устройство для удаления дыма. Дым от потока токсичен. Если используемый припой содержит свинец, вымойте руки после работы с ним.
2. Чистка и лужение
Чтобы наконечник паяльника работал правильно, его необходимо очистить и консервировать. Любые загрязнения или окисление снижают эффективность, с которой он проводит тепло, усложняя вашу работу и снижая качество ваших паяных соединений.
Перед тем, как приступить к пайке, протрите кончик утюга, потерев его о чистящую салфетку. Если ваш наконечник сильно окислен, вам может понадобиться реактиватор наконечника. После очистки или повторной активации он должен казаться блестящим, а не тусклым.
Окрашивание кончика вашего утюга включает нанесение на него слоя припоя. Эта практика защищает наконечник от окисления и улучшает его способность проводить тепло. Оловянный наконечник непосредственно перед началом пайки.
В дополнение к чистке и лужению кончика утюга перед каждым сеансом пайки, вы должны также делать это после каждых двух или трех соединений, которые вы паяете, и в конце каждого проекта пайки.Это продлит срок службы ваших паяльников и улучшит качество паяных соединений.
Соединительные детали
После того, как вы выполнили вышеуказанные шаги, вы готовы спаять ваши компоненты вместе. Методы, которые вы будете использовать, будут отличаться от проекта к проекту, но основные пошаговые инструкции следующие:
- Сначала определите правильную температуру для вашего проекта. Какую температуру использовать, зависит от материалов, которые вы соединяете, и типа используемого припоя.Как общее практическое правило, лучшая температура для использования — это температура, которая должна быть как можно ниже, но при этом достаточно высокой, чтобы выполнить работу. Другими словами, если температура, необходимая для работы, составляет 370 градусов или выше, то установите температуру точно на 370. Это поможет продлить срок службы ваших инструментов и избежать повреждения любых электронных компонентов.
- Как только ваш утюг нагреется до соответствующей температуры, возьмите утюг за ручку в одной руке и возьмите кусочек припоя в другой руке.Поднесите раскаленный утюг к месту, где два металлических компонента встретятся примерно секунду, чтобы нагреть их. Вы хотите нагреть металлические детали, а не сам припой.
- Затем прикоснитесь припоем к нагретым компонентам. По мере того, как припой плавится, он будет течь в зазоры, которые ему необходимо заполнить. Продолжайте подавать в припой, пока достаточное количество не расплавится. Хотя вам нужно достаточно, чтобы сформировать прочное соединение, вам не нужно слишком много припоя. Нужная сумма будет варьироваться от проекта к проекту.Обычно это занимает не более нескольких секунд.
- Позвольте припою остыть. Вам не нужно предпринимать никаких действий, чтобы он остыл. Это будет сделано само по себе и не займет больше времени, чем несколько секунд.
- Проверьте качество паяного соединения. Хорошее соединение будет выглядеть гладким, равномерным и блестящим. Убедитесь, что между компонентами или шариками избыточного припоя нет проблемных зазоров.
демонтаж
Если вы допустили ошибку в пайке, не беспокойтесь.Вы можете отменить и исправить любые проблемные области относительно легко. Если проблема заключается не в избыточной пайке, возможно, вы сможете перепаять поверх первого соединения новый припой.
Более тщательный метод исправления ошибки при пайке состоит в том, чтобы подогреть припой, который вы применили, и затем использовать инструмент, такой как «присоска для пайки», который представляет собой небольшое шприцевое устройство, которое использует вакуумное давление для удаления припоя. Вы также можете использовать фитиль для припоя, также называемый оплеткой, который поглощает расплавленный припой за счет капиллярного действия.
Очистка
После завершения сеанса пайки очистите и оловянно заправьте наконечник паяльника. После того как утюг остынет, храните его в надежном месте. Для дальнейшего предотвращения окисления, особенно если вы не будете использовать утюг в течение длительного времени, поместите его в герметичный контейнер.
Советы для конкретных проектов пайки
Теперь, когда мы рассмотрели основы, давайте посмотрим, как выполнять некоторые виды пайки.
1. Как использовать паяльник для соединения проводов
Вы можете использовать паяльник для создания электрического соединения между двумя проводами.Очень полезно иметь такой инструмент, как устройство, называемое третьей рукой помощи, для удержания кабелей. Третья рука помощи состоит из утяжеленного основания, металлических рук и зажимов крокодила, которые удерживают провода на месте. Вы также можете использовать плоскогубцы для аналогичного эффекта.
- Сначала убедитесь, что с конца двух проводов снята некоторая изоляция, чтобы обнажить металлические нити.
- Затем скрутите нити каждого провода вместе, чтобы они действовали как единое целое.
- Далее оловянные провода. Для этого прикоснитесь кончиком паяльника к каждому проводу, чтобы нагреть их. Затем наносите припой до тех пор, пока проволока не пропитается. Во всех нитях должен быть припой, но не настолько, чтобы кабель становился слишком жестким. Это поможет более эффективно распределять тепло по волокнам и облегчает пайку.
- Механически соедините ваши провода так, чтобы припой не единственное, что скрепляет их. Чтобы сделать это, оберните первый провод вокруг второго, оставляя достаточно места, чтобы обернуть второй провод вокруг первого.Повороты кабеля должны лежать рядом друг с другом.
- Нагрейте механически соединенные провода с помощью паяльника и нанесите припой. Используйте достаточно припоя, чтобы заполнить все пространства и сформировать надежное электрическое соединение.
- Как только два провода соединены, нанесите термоусадочную трубку, чтобы изолировать провода и защитить их от внешних воздействий. Эта трубка будет давать усадку под воздействием тепла, помогая ей плотно прилегать к проводам и создавая защитное покрытие.
2. Как спаять печатные платы
Пайка деталей на печатные платы (PCB) — еще одно частое использование паяльников.
- Начните с самых высоких компонентов, и припаяйте соединительные провода последними. Для сквозных компонентов поместите их в правильные отверстия на плате. Убедитесь, что они сидят вплотную к доске.
- Слегка согните конец детали, чтобы он остался на месте.
- Как только паяльник достигнет желаемой температуры, прикоснитесь к нему к подушке, чтобы нагреть вывод компонента и подушку.Убедитесь, что температура правильная. Слишком низкая температура может создать соединение, которое не обеспечивает надлежащего электрического соединения. Слишком высокая температура может повредить компоненты и плату.
- Затем нанесите припой. Припой будет течь вокруг жидкого компонента. Используйте достаточно, чтобы создать прочное соединение без зазоров, но не настолько, чтобы у вас остался лишний припой.
- Потяните утюг прямо вверх от компонента. Паяное соединение должно иметь форму конуса.
- Проверьте свой сустав, чтобы убедиться, что он выглядит блестящим и что нет никаких зазоров или слишком много припоя
- Если паяное соединение подходит, отрежьте лишний провод компонента над соединением.
3. Как запаять витраж
Припой — это то, что скрепляет отдельные кусочки стекла в витражном искусстве. Вот как вы используете припой на витражах.
- Перед пайкой убедитесь, что кусочки витража хорошо совмещаются и что стекло чистое.
- Нанесите медную фольгу на края стекла, так как припой не прилипнет к стеклу. Эта фольга должна быть гладкой и ровной, чтобы припой протекал равномерно. Вам не нужны промежутки между частями, но припой сможет заполнить небольшие промежутки.
- Нанесите небольшое количество флюса, а затем припаяйте к каждому соединению, чтобы удержать их на месте.
- Затем нанесите слой флюса на все швы. Покрытие должно быть ровным и легким, но достаточным для покрытия всей фольги.
- Начните паять примерно на четверть дюйма от края вашего куска.Слегка прикоснитесь к нагретому утюгу к медной фольге и подайте припой. Переместите утюг и припой вдоль шва фольги. Если шов припоя выглядит плоским, попробуйте идти медленнее и использовать больше припоя. Если он перетекает на стекло, попробуйте идти быстрее. Правильное выполнение этой части требует практики.
- Как только вы закончите с первой стороны вашего, осторожно переверните его, удерживая его от краев около середины части. Нанесите небольшое количество флюса, а затем припаяйте эту сторону.
- Чтобы закончить внешние края, олово их, убедившись, что вся медная фольга покрыта припоем.В качестве альтернативы, вы можете применить U-образный канал — маленький U-образный металлический кусок — для более обрамленного вида.
Некоторые другие советы включают только использование твердого припоя, а не кислотного или канифольного припоя, а также недопустимое нагревание в какой-либо одной области, так как это может привести к разрушению стекла.
4. Как спаять украшения
Паять украшения можно с помощью горелки с открытым пламенем, которая может обеспечивать более высокие температуры, но также может быть использована с паяльником.Точные методы варьируются в зависимости от типа изделия, которое вы хотите сделать, и есть больше возможностей для творчества с пайкой ювелирных изделий. Поищите в Интернете инструкции о том, как делать конкретные пьесы или экспериментировать и создавать свои собственные дизайны.
Например, вы можете согнуть серебряную, медную или другую проволоку для формирования колец. Вы можете припаять два конца изогнутой проволоки, чтобы создать одно кольцо, или спаять несколько колец вместе, чтобы сделать ожерелье или браслет. Нагрейте проволоку там, где вы хотите ее соединить, а затем нанесите припой.
Некоторые полезные принадлежности для пайки ювелирных изделий включают в себя высококачественные кусачки и третий ручной инструмент.
Изучите инструменты Weller для ваших потребностей в пайке
Какой бы тип проекта пайки вы ни предпринимали, правильные инструменты и методы имеют решающее значение. Weller предлагает одни из самых качественных, но доступных инструментов для пайки на рынке. Для профессионалов и любителей начального уровня WE 1010 идеально подходит. Он обеспечивает наибольшую мощность в своем классе, простые в использовании средства управления и экономичную работу по доступной цене.Ознакомьтесь с нашими паяльниками, станциями и аксессуарами на нашем веб-сайте или посетите дистрибьютера Weller.
,