Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.

Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
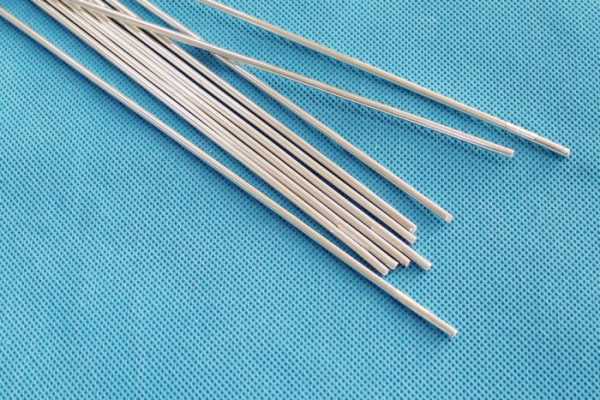
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете

Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин

В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.

не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
www.ixbt.com
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс — ссылка на припой.
Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.

Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.

Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.

Подносим трубчатый припой. Он расплавляется и растекается по шву.

Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.

После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.

Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
sdelaysam-svoimirukami.ru
Пайка алюминия в домашних условиях: способы, технология, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.

Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
oxmetall.ru
Пайка дюралюминия в домашних условиях
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
 сначала необходимо зачистить медный провод и залудить его с применением канифоли;
сначала необходимо зачистить медный провод и залудить его с применением канифоли;- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
 Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
 При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
 Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.

Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.

Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.

Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Доброго времени суток.
Требуется спаять латунную и дюралевую детальки. Подсажите как ?
С уважением.
пойти в магазин типа «все для сварки» и купить флюс по алюминию. По латуни он пойдет.
А паять лучше чем ? Горелкой ?
Я, как бы, не против, но . Инет пишет про горелку в основном. Почему ?
Если детали большие, паяльник не прогреет, нужна горелка, если провод 1,5 — 100 Вт справится. Подойдет для подогрева и газовая плитка
Это не провод.
Если коротко на пальцах то:
Деталь номер раз — пластина дюралюминия шириной 2,5см толщиной 2мм
Деталь номер два — латунный «пятак» диаметром 4см толщиной 3мм
Так вот нужно к латунному пятаку припаять торцом дюралевую пластину.
ЗЫ: если рыбаки есть — квок это, чтобы понятней было.
Квок проще из дерева вырезать?
Для изготовления квока используют древесину рябины, вяза, черемухи или яблони. Идеальной наживкой для сома, может послужить либо лягушка, либо кусочек мяса или же воробей.
Во-первых — СИЛЬНО не проще.
Во-вторых — деревянные есть, хочу попробовать металл.
quote: Originally posted by Ножедел:
Причем желательно подпаленный на углях вместе с перьями!
А не проще приклеить поксиполом?
Проще тогда вообще ничего не делать )))
Нагрузки представляете при такой маленький площади склеивания ? Отвалится все через 5 минут.
quote: Originally posted by Compa:
Деталь номер раз — пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два — латунный «пятак» диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
Так вот я и пытаюсь выяснить, ЧЕМ паять.
Просто сейчас нет для этого пока ничего, все покупать буду, нужно понять, что именно покупать.
ну флюс для люминия вполне должон
А таки паяло или горелка ?
quote: Вы сами-то хоть одного на ЭТО поймали ? ))
А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще — зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
Попробую до Чипа и Дипа доехать, там на месте посмотрю, что предложат по этой тематике.
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО.
quote: А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО
«А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
quote: «А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
в свое время. для паийки таких вещей использовал медный купорос разведенный с солью для омеднения поверхности.
паяетсо на ура. как писали выше или паяльником или горелкой
. будет интересно стукнись в мыло. раскажу подробнее
За прошлую неделю 3 квока сделал. Один из дюральки — пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты — соединил холодной сваркой.
quote: Originally posted by bac75:
За прошлую неделю 3 квока сделал. Один из дюральки — пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты — соединил холодной сваркой.
В качестве флюса для пайки алюминия можно использовать аспирин. Воняет он только сильно при этом.
Хммм. А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
Мягкие припои (оловянно-свинцовые) механической прочности не имеют, поставьте 3 заклепки, хоть из ляминевой проволоки, и можно не задумываться. Флюсы для ляминя, что продаются в радиолавках — это такая лажа, сам неоднократно пробовал. Были припои марки «АВИА», они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить — отдельная песня, литейщики пары цинка оченно не любят.
quote: Originally posted by Дрогмот:
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
quote: Originally posted by Gunsmith51:
отдельная песня, литейщики пары цинка оченно не любят
Для квока такие извращения? Не проще ли склепать буквой Т два алюминиевых уголка и доработать?
Мастера! Пожалуйста, чертежи и фото квока воткните! Сома навалом, квока в глаза ни разу не видал. В нете нашёл только туманные описания.
Кстати, а серебром люминий паяется, или нет?
quote: Originally posted by dr-feld:
чертежи и фото квока воткните!
И на том спасибо, бум пробовать! Наши местные кг до 10 растут, но то же ничего рыбка.
quote: cварщик аргонщик за латунные говорит спасибо
quote: Кстати, а серебром люминий паяется, или нет?
quote: И даже облегченный чугун -«Сейлуминь» как говорят продавци сковородок.
Алюминий варится в аргоне, но сварщик должен уметь это делать. В авторизованных сервисах Ауди есть такие или в авиации.
——————
из этой жизни живым никто не выходил
Ляминь и сплавы сваривается и в углекислоте, те в любой защитной среде
quote: Уважемый -riff —
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.
У меня есть такой опыт! Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Правда ацетиленом это делать приятнее и проще. 🙂
quote: Originally posted by Дрогмот:
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
По моему мнению, ерунда полнейшая получится. Проще сделать либо обе детали из алюминия и аргоном сварить, или из латуни и паять серебром. А вообще, квок из дерева вырезают. :-)или из пластика. И вообще, автор, а почему именно латунь с алюминием?
morflot.su
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.

Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.

Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.


Куском наждачной бумаги зачищаем место пайки до блеска.

Наливаем на это место немного масла.

Далее растираем наждачной бумагой масляное пятно.

Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.

Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.

Медный провод припаивается к залуженному алюминию очень легко.

Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.

Далее провод нужно окунуть в масло и тереть наждачной бумагой.

Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.

Провод то же прекрасно паяется к алюминиевой банке.

Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
sdelaysam-svoimirukami.ru
Пайка алюминия в домашних условиях паяльником или газовой горелкой
 Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.

Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.

Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.

Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
obinstrumentah.info
Пайка латуни и дюралюминия
Compa 27-08-2010 14:47Доброго времени суток.
Требуется спаять латунную и дюралевую детальки. Подсажите как ?
С уважением.
пойти в магазин типа «все для сварки» и купить флюс по алюминию. По латуни он пойдет.
Compa 27-08-2010 16:20А паять лучше чем ? Горелкой ?
Burchitai 27-08-2010 17:12Паяльником
Compa 27-08-2010 21:48Я, как бы, не против, но … Инет пишет про горелку в основном. Почему ?
Burchitai 27-08-2010 21:51Если детали большие, паяльник не прогреет, нужна горелка, если провод 1,5 — 100 Вт справится. Подойдет для подогрева и газовая плитка
Compa 27-08-2010 22:09Это не провод.
Если коротко на пальцах то:
Деталь номер раз — пластина дюралюминия шириной 2,5см толщиной 2мм
Деталь номер два — латунный «пятак» диаметром 4см толщиной 3мм
Так вот нужно к латунному пятаку припаять торцом дюралевую пластину.
ЗЫ: если рыбаки есть — квок это, чтобы понятней было.
Квок проще из дерева вырезать?
Для изготовления квока используют древесину рябины, вяза, черемухи или яблони. Идеальной наживкой для сома, может послужить либо лягушка, либо кусочек мяса или же воробей.
Во-первых — СИЛЬНО не проще.
Во-вторых — деревянные есть, хочу попробовать металл.
quote:
или же воробей.
Причем желательно подпаленный на углях вместе с перьями!Compa 27-08-2010 22:51
quote:
Originally posted by Ножедел:
Причем желательно подпаленный на углях вместе с перьями!
Вы сами-то хоть одного на ЭТО поймали ? ))
Я тоже читал эти сказки, только к действительности они мало отношения имеют. Окажетесь на острове без еды со снастью на сома и будете на воробья ловить (условно) — помрете с голоду.
Из чего квоки резать — я знаю, спасибо. И понимаю, что цитировать статьи из интернета Вы умеете. Только мы от темы уходим )))spit 27-08-2010 23:03
А не проще приклеить поксиполом?
Compa 27-08-2010 23:05Проще тогда вообще ничего не делать )))
Нагрузки представляете при такой маленький площади склеивания ? Отвалится все через 5 минут.
quote:
Originally posted by Compa:
Деталь номер раз — пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два — латунный «пятак» диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
Так вот я и пытаюсь выяснить, ЧЕМ паять.
Просто сейчас нет для этого пока ничего, все покупать буду, нужно понять, что именно покупать.
ну флюс для люминия вполне должон
А таки паяло или горелка ?
Ножедел 27-08-2010 23:36quote:
Вы сами-то хоть одного на ЭТО поймали ? ))
Если б не пробовал и не ловил, то и не советовал бы!
А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще — зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
Compa 27-08-2010 23:47Попробую до Чипа и Дипа доехать, там на месте посмотрю, что предложат по этой тематике.
Метролог 28-08-2010 12:42А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО.
taliban-alex 28-08-2010 12:50quote:
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО
+ мильён,паять две тонкие пластинки? жёсткости точно не будет, я бы взял два одинаковых железки для пайки или склепал на заклёпки ИМХОOhotnik.SVK 28-08-2010 02:00
«А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и … посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка…
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
quote:
«А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и … посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка…
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
мда, это здорово, только счас видов алюминия сотни и ни кто не знает что за сплав у него в руках а метод кстати рабочий, сам пробывал и получилось, хотя сейчас у нас продают электроды для простой дуговой сварки, варят алюминий на ура и ни какова аргона ни надокот-рыжий 28-08-2010 06:15
в свое время…. для паийки таких вещей использовал медный купорос разведенный с солью для омеднения поверхности…..
паяетсо на ура… как писали выше или паяльником или горелкой
…. будет интересно стукнись в мыло…. раскажу подробнее
За прошлую неделю 3 квока сделал. Один из дюральки — пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты — соединил холодной сваркой.
Compa 28-08-2010 12:31quote:
Originally posted by bac75:
За прошлую неделю 3 квока сделал. Один из дюральки — пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты — соединил холодной сваркой.
Это все уже сделано. Я теперь еще пропаять соединение хочу.WAE 28-08-2010 13:34
В качестве флюса для пайки алюминия можно использовать аспирин. Воняет он только сильно при этом.
Вайпер777 28-08-2010 15:54quote:
можно использовать аспирин.
я с помощью аспирина вобще много что паял, воняет, да, но это же кислота, еще бы не воняло! Зато всего лишь 18-ваттным паяльничком впаял 6 мм бронзовую втулку длиной 5 мм в латунную трубку без напрягов (дейдвуд для вала на судомодели).Дрогмот 30-08-2010 12:55
Хммм… А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
Gunsmith51 30-08-2010 01:40Мягкие припои (оловянно-свинцовые) механической прочности не имеют, поставьте 3 заклепки, хоть из ляминевой проволоки, и можно не задумываться. Флюсы для ляминя, что продаются в радиолавках — это такая лажа, сам неоднократно пробовал. Были припои марки «АВИА», они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить — отдельная песня, литейщики пары цинка оченно не любят.
Burchitai 30-08-2010 05:45quote:
Originally posted by Дрогмот:
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
cварщик аргонщик за латунные говорит спасибо
quote:
Originally posted by Gunsmith51:
отдельная песня, литейщики пары цинка оченно не любят
+100 и не только ониDECEMBER 31-08-2010 08:40
Для квока такие извращения? Не проще ли склепать буквой Т два алюминиевых уголка и доработать?
dr-feld 31-08-2010 11:20Мастера! Пожалуйста, чертежи и фото квока воткните! Сома навалом, квока в глаза ни разу не видал. В нете нашёл только туманные описания.
Кстати, а серебром люминий паяется, или нет?
quote:
Originally posted by dr-feld:
чертежи и фото квока воткните!
Захотел … В этом-то и ньюансы… Ложку без ручки представляешь? Крепим её дном к торцу изогнутой рукояти (чтоб с лодки было удобней по воде хлопать. Вогнутая плоскость — это внешняя сторона, ей и хлопаем). Надо поймать «бульканье» определённого тона. Вот каждый под свой водоём, под себя и ловит. Насколько точно поймал, настолько эффективно и будет работать. Сам я его не пробовал, мужик рассказал (каждый август на местном водохранилище ловит. Не сказать, что очень активно, но в этом году взял трёх 12, 14 и около 25кг. Последнего взвешивалили кусками )
dr-feld 31-08-2010 14:56
И на том спасибо, бум пробовать! Наши местные кг до 10 растут, но то же ничего рыбка.
riff 31-08-2010 18:56quote:
cварщик аргонщик за латунные говорит спасибо
…и посылает к газосварщику!
quote:
Кстати, а серебром люминий паяется, или нет?
Или нет!Только цинком.
riff 31-08-2010 21:43
quote:
Аргоном варится латунь .
Сам-то пробовал?И вообще, АРГОНОМ,ни чего не варится, а СВАРИВАЕТСЯ В СРЕДЕ АРГОНА(ГЕЛИИ и т.д.)!
quote:
И даже облегченный чугун -«Сейлуминь» как говорят продавци сковородок.
Чугун бывает серый, белый и ковкий. Облегченного небывает, что-бы там не говорили продавцЫ сковородок. Силумин-алюминиеввый сплав.
CTHUTQ007 31-08-2010 22:11
Алюминий варится в аргоне, но сварщик должен уметь это делать. В авторизованных сервисах Ауди есть такие или в авиации.
——————
из этой жизни живым никто не выходил
Ляминь и сплавы сваривается и в углекислоте, те в любой защитной среде
riff 01-09-2010 19:36quote:
Уважемый -riff —
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.
Уважаемый Валерий, о наличии коллег я осведомлен. Но вопрос остался открытым, есть-ли личный опыт сварки латуней в среде аргона?
Дрогмот 01-09-2010 23:13
У меня есть такой опыт! Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Правда ацетиленом это делать приятнее и проще. 🙂
DECEMBER 03-09-2010 08:09quote:
Originally posted by Дрогмот:
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
В общем-то речь идёт не о пайке латуни и алюминия отдельно (с этим нет проблем), а о пайке их МЕЖДУ СОБОЙ. Признаюсь — этой комбинации не пробовал. И пайка высокотемпературным припоем с горелкой (а тем более сварка, пусть и в защитной среде) представляется ОЧЕНЬ проблематичной. То есть остаётся вариант низкотемпературным припоем с отдельным облуживанием каждой из деталей. При этом прочность шва будет определяться применённым припоем.
Дрогмот 04-09-2010 20:17
По моему мнению, ерунда полнейшая получится. Проще сделать либо обе детали из алюминия и аргоном сварить, или из латуни и паять серебром. А вообще, квок из дерева вырезают. :-)или из пластика… И вообще, автор, а почему именно латунь с алюминием?
guns.allzip.org