Пайка никеля и его сплавов
Гальванические покрытия широко применяются во многих областях техники и имеют различные назначения а) защита от коррозии цинкование, кадмирование, лужение, оловянирование и др. б) защита от коррозии и придание красивого внешнего вида (защитно-декоративные) никелирование, хромирование, серебрение и золочение в) повышение электропроводности меднение, серебрение, золочение г) повышение твердости и износостойкости хромирование, родирование, палладирование д) получение магнитных пленок осаждение сплавов никель — кобальт и железо — никель е) улучшение отражательной способности поверхности серебрение, родирование, палладирование, хромирование ж) улучшение способности к пайке лужение, осаждение сплава олово — свинец з) уменьшение коэффициента трения свинцевание, хромирование, осаждение сплавов олово—свинец, индий — свинец и др. [c.374]При сварке (пайке) нейзильбера (сплав медь — цинк — никель) присадочным металлом служит пруток того же состава, что и свариваемый сплав, но с большим содержанием цинка. Для растворения окиси никеля применяется флюс.
Комбинированное покрытие никель — сплав олово-висмут наносят на медные и латунные детали. Толщина никелевого слоя 3. .. 6 мкм, сплава олово-висмут — 6 мкм. Результаты испытаний на коррозионную стойкость и пригодность в пайке приведены в табл. 57.2. [c.690]
Для пайки никеля и его сплавов в качестве припоев пригодна также медь. [c.340]
Составы основных твердых припоев и их свойства по отношению к ряду металлов приведены в табл. 2-17, откуда видно, что, например, серебро не смачивает железо и никель, медь смачивает никель, а золото смачивает как никель, так и железо. Таким образом, при пайке никеля к железу рекомендуется в качестве припоя использовать сплавы медь — серебро, медь — золото или золото — серебро, а не чистое серебро (табл.2-19). [c.54]
Если пайка производится сплавом с непрерывно возрастающими температурами ликвидуса и солидуса (например, сплавом никель— медь, см. рис. 2-30), то каждая последующая пайка должна [c.56]
ПАЙКА НИКЕЛЯ И ЕГО СПЛАВОВ [c.336]
Если депрессант не растворим в паяемом металле, то при длительной выдержке выше температуры плавления припоя рядом со швом может развиваться не фронтальная, а межзеренная диффузия депрессанта. Примером этого является диффузионная пайка никеля или никелевых сплавов припоем на основе N1—В. Такая межзеренная диффузия депрессанта может заметно ухудшить свойства основного материала в диффузионной зоне паяного соединения. [c.73]
По данным И. Ю. Марковой, бесфлюсовая контактно-реактивная пайка магниевых сплавов возможна с тонкими прослойками меди, никеля, серебра или алюминия, нанесенными ионным способом. Толщина прослоек до 20 мкм. Процесс возможен в чистом аргоне. Температура пайки 450—600 °С, прочность нахлесточных соединений Тср = 68,6 МПа. 289
Пайка никеля и его сплавов имеет много сходного с пайкой сплавов на. елезной основе. Различие определяется особенностями основы сплавов. На поверхности чистого никеля при всех температурах нагрева в окислительной среде образуется только оксид NiO. При наличии в никеле железа и марганца может образоваться оксид (Ni, Мп, Fe)О на основе NiO. [c.336]
При взаимодействии никеля с серой в процессе нагрева по границам его зерен образуется легкоплавкая эвтектика, вызывающая охрупчивание металла. Поэтому содержание серы в защитных и восстановительных газах при пайке никеля и его сплавов не должно превышать 0,40 мг/л остатки масел, красок, смазочных материалов и других веществ, содержащих серу, тщательно удаляют с поверхности деталей перед пайкой. Подобное же действие на никель и его сплавы оказывают свинец, висмут, мышьяк и некоторые другие легкоплавкие металлы. [c.337]
Характерно, что применение медных припоев и нанесение медных покрытий на холоднотянутые отожженные листы сплавов типа инконель приводит к ухудшению процесса смачивания, растекания и затекания в зазор. Медные припои легко окисляются, в связи с этим они нашли весьма ограниченное применение для пайки никелевых сплавов. Причем медные припои не должны содержать фосфора, так как в паяном соединении могут образоваться прослойки хрупких фосфидов никеля (Ы зР). [c.340]
Сплавы на основе олова. Одним из недостатков покрытий чистым оловом является быстрая потеря способности к пайке (после 1—2 недель), а также образование самопроизвольно растущих нитевидных кристаллов ( вискеров или усов ), что недопустимо при изготовлении радиоэлектронных приборов, особенно печатных плат. Легирование олова висмутом, никелем, свинцом, кобальтом предотвращают как возникновение усов , так и аллотропные видоизменения олова при низких температурах, сопровождающиеся превращением его в порошкообразное состояние ( оловянная чума ). Кроме того, сплавы 5п— до I % В1
www.chem21.info
Пайка никеля и его сплавов
При пайке никеля и его сплавов необходимо следить за тем, чтобы применяемые газовые среды не содержали соединений серы, так как при взаимодействии серы с никелем образуется легкоплавкая эвтектика, проникающая по границам зерен и вызывающая охрупчивание металла. [c.255]Пайка никеля и его сплавов [c.300]
Пайка никеля и его сплавов имеет много сходного с пайкой сплавов на железной основе. Различие определяется особенностями основы сплавов. [c.300]
При взаимодействии никеля с серой в процессе нагрева по границам его зерен образуется легкоплавкая эвтектика, вызывающая охрупчивание металла. Поэтому содержание серы в защитных и восстановительных газах при пайке никеля и его сплавов не должно превышать 0,40 мг/л остатки масел, красок, смазок и других веществ, содержащих серу, тщательно удаляют с поверхности деталей перед пайкой. Подобное же действие на никель и его сплавы оказывают свинец, висмут, мышьяк и некоторые другие легкоплавкие металлы. [c.301]
ПАЙКА НИКЕЛЯ И ЕГО СПЛАВОВ [c.334]
Для пайки никеля и его сплавов пригодны в качестве припоев также медь, серебряные припои (чистое серебро для этой цели непригодно, так как оно не образует сплавов с никелем), медно-цинковые припои, припои с палладием, оловянно-свинцовые припои. Припои на основе алюминия, магния, титана, цинка образуют на никелевых сплавах хрупкие швы и поэтому не применяются. [c.336]
При пайке алюминия и его сплавов чаще всего используются оловянно-цинковый (90% олова и 10% цинка) или оловянно-кадмиевый припой. Оловянно-цинковый припой вызывает наименьшую электролитическую коррозию основного металла. На механизм ультразвуковой пайки большое влияние оказывает возникающая в расплавленном припое кавитация. Рабочий стержень ультразвукового паяльника, нагреваемый от обычного теплового элемента, расплавляет припой, который затем растекается по поверхности спаиваемого шва. При возбуждении ультразвуковых колебаний стержня паяльника в силу мощных гидравлических ударов, образующихся при захлопывании кавитационных пузырьков, окисная пленка разрушается и расплавленный припой получает доступ к чистой поверхности основного металла, что обеспечивает хорошее качество спая (фиг. 32). Наибольшая эффективность процесса получается при низкочастотных ультразвуковых колебаниях, так как интенсивность кавитации повышается при уменьшении частоты. Поэтому для возбуждения ультразвуковых колебаний при пайке используются магнитострикционные вибраторы. Для того чтобы стержень паяльника не разрушался под действием кавитации, он должен быть прочнее окисной пленки. Поэтому рекомендуется изготовлять его из сплава серебра с никелем или покрывать слоем хрома.
Медь (марок МО, Ml, М2) и сплавы на ее основе широко применяют для пайки углеродистых и многих легированных сталей, никеля и его сплавов. [c.58]
Никель и его сплавы практически не подвергаются растворению припоями систем Ni—Мп—Сг, Pd—Ni, Ni— Pd—Ag, Pd—Ni— r при пайке до температур 1150—1250 °С. [c.254]
Высокотемпературные припои выполняют на медно-латунной, медно-никелевой или серебряной (например, ПСр 72, где 72 — содержание серебра, %) основах. Серебряные припои применяют для пайки черных и цветных металлов, кроме сплавов алюминия и магния, а припои на медной основе — для пайки углеродистых и легированных сталей, никеля и его сплавов. [c.224]
Припои на медной и медно-никелевой основах. Медь и ее сплавы применяют в качестве припоев для пайки углеродистых и легированных сталей, никеля-и его сплавов.
Медные припои. Чистая раскисленная медь МО, Ml, содержащая малое количество таких примесей, как висмут и свинец (0,02% Bi, 0,005% РЬ) и не содержащая летучих и других вредных примесей, весьма широко применяется для пайки углеродистых и легированных сталей, никеля и его сплавов. [c.119]
При нагреве никеля и его сплавов в соляных ваннах необходимо следить за тем, чтобы в расплаве солей не было даже следов серы, так как никель и его сплавы склонны к образованию трещин в присутствии серы. Для удаления следов серы из расплавов солей в ванну при температуре пайки погружают стружки или обрезки никелевого сплава (на 2 ч). [c.208]
Пайка алюминия и его сплавов в флюсовых ваннах. Для флюсовых ванн необходимы тигли керамические или из коррозионно-стойкой стали, никеля и его сплавов (инконеля и монеля). Все инструменты, фиксаторы и приспособления для пайки должны быть изготовлены из этих материалов во избежание загрязнения флюсовой ванны железом или медью. [c.209]
Перспективна диффузионная пайка титана и его сплавов с припоями, богатыми медью, серебром, никелем. Судя по данным табл. 30 и двойным диаграммам состояния, наиболее широкие области твердых растворов в этих сплавах находятся в интервале температур существования р-твер-дых растворов. Серебро достаточно легкоплавко, а медь и никель образуют сравнительно легкоплавкие эвтектики с титаном. Интерметаллиды, образующиеся в паяных швах соединений из титана, выполненных припоями, содержащими эти металлы, также сравнительно легкоплавки. [c.165]
Пайка алюминия с никелем и его сплавами алюминиевыми припоями проходит легче, чем с железом и со сталями, при пользовании флюсами, пригодными для пайки алюминия.
Таким образом, проведенные испытания показали, что из всех известных в настоящее время методов пайки алюминия и его сплавов легкоплавкими припоями пайка по никель-фосфорному подслою является наиболее надежной. [c.199]
Активность высокая. Токсичен. Применяют при пайке в автоматическом режиме с тщательной промывкой деталей из меди и ее сплавов, никеля и его сплавов (константана) [c.297]
Активность высокая. Оказывает коррозионное действие на медь. Снижает сопротивление изоляции. Применяют при пайке деталей из стали, меди и ее сплавов, никеля и его сплавов. Остатки флюса удаляют [c.297]
Газопламенной пайке поддаются углеродистая и легированная стали, чугун, медь, медные сплавы, никель и его сплавы, алюминий и другие металлы. Пайкой можно соединять не только однородные, но и разностные металлы. [c.115]
В зависимости от требований к паяемому изделию в качестве припоев применяют различные сорта технической меди. Для пайки ответственных конструкций необходимо применять медь с наименьшим содержанием примесей, особенно мышьяка и фосфора, образующих с железом хрупкие соединения. Пайка медью осуществляется главным образом в атмосфере нейтральных и активных газовых сред, а также в вакууме. Медь в качестве припоя применяют для пайки деталей из сталей, вольфрама, никеля и других металлов. При пайке медью никеля и его сплавов образуются прочные и пластичные паяные соединения, однако следует иметь в виду, что припой в этом случае интенсивно взаимодействует с основным металлом и, растворяя его, становится тугоплавким и плохо затекает в зазоры. [c.125]
Большинство металлов и сплавов поддается пайке твердыми припоями. Успешно паяются чугун, сталь углеродистая и легированная, медь и ее сплавы, никель и его сплавы, алюминий. [c.263]
Кроме сварки в промышленности широко применяется пайка. Способы пайки весьма разнообразны и применимы для всех марок углеродистых и легированных сталей, серых и ковких чугу-нов, твердых сплавов, вольфрама и его сплавов, алюминия, меди, никеля, свинца, а также благородных и редких металлов. [c.564]
Повышенная растворимость депрессантов титановых сплавов (серебра, меди, никеля), а также примесей (кислорода, азота) имеет место только в -титане. Поэтому для удаления окислов с поверхности титана и его сплавов при пайке в безокислительной атмосфере, а также для ускорения процесса диффузии депрессантов в паяемый металл диффузионную пайку обычно выполняют при температуре выше температуры превращения р — а. Вместе с тем в р-состоянии титан и его сплавы имеют повышенную склонность к росту зерна, что в присутствии в них кислорода приводит к их охрупчиванию. Поэтому обычно длительный нагрев при диффузионной пайке ведут в температурной области 960—1000 С. [c.313]
Алюминий и его сплавы находят широкое применение в народ—ном хозяйстве страны. Гальванические покрытия на алюминии применяют для защиты от коррозии, придания декоративных свойств (медь, никель, хром), возможности пайки (никель, медь, оловянные сплавы), повышения стойкости к износу (хром, никель), уменьшения переходного сопротивления контактов (серебро, родий) и др. [c.111]
Пайка никеля и его сплавов. Никель является одним из важнейших промышленных металлов. Чистый никель имеет высокие предел прочности (t, i 400-Ь500 МПа), пластичность (б = 50 %) и химическую стойкость. [c.253]
Пайка нихрома, сплава инконель и никелевых сплавов, содержащих алюминий и титан, требует достаточно активных флюсов. Для этого пригодны флюсы 200, 201. Однако при применении боридных флюсов такого типа существует опасность (особенно при печном нагреве) эрозионного поражения поверхности паяемого металла из-за образования легкотлавкой боридной эвтектики Ni—В. Поэтому пайку никеля и его сплавов типа нихром при температурах 1000—1250° С в печах иногда проводят в атмо-а ре сухого водорода с точкой росы —40н—70 » С. Сплавы, легированные алюминием и титаном, паяют в вакууме тонкий слой солевых флюсов. [c.303]
Серебряные припои применяют главным образом для1 пайки меди и ее сплавов. Для пайки сталей серебряные припои применяют в тех случаях, когда нельзя использовать другие припои из-за их высокой температуры плавления. Серебряные припои с успехом можно применять для пайки никеля и его сплавов, а также для соединения этих металлов между собой. [c.36]
Для предохранения деталей от обезуглероживания иногда применяют среду на основе окиси углерода. В качестве восстановительных и слабовосстановительных сред применяют еще генераторный древесноугольный газ и продукты сгорания природного газа после удаления СО2 и Н2О. К защитным средам относятся нейтральные газы (аргон, гелий). Газовую восстановительную и защитную среды применяют для пайки сталей, чугуна, меди и ее сплавов с оловом и никелем, а также для пайки никеля и его сплавов. [c.458]
Пайка нихрома, сплава ииконель, а также никелевых сплавов, содержащих алюминий и титан, требует применения достаточно активных флюсов. При использовании боридных флюсов при печной пайке вследствие образования легкоплавкой боридной эвтектики Ni—В возможна эрозия осиов-ного металла. Поэтому пайку в печах никеля и его сплавов проводят в атмосфере водорода с точкой росы —40-т-70°С. Сплавы, легированные алюминием и титаном, паяют в вакууме, в смесях нейтральных газов с газовыми флюсами BFg или Nh5 I. [c.255]
Припой Ag — 15% Mn пригоден для работы до температуры 425 С, тогда как припой ПСр72 пригоден для изделий, работающих при температуре не выше 370° С. Однако соединения из хромистых сталей, не содержащих Ni, паянные припоем Ag — 15% Mn, склонны к щелевой коррозии. Припой Ag — 15% Mn применяют главным образом для пайки титана и его сплавов. При необходимости проведения пайки сталей при температуре 980—1000 С вместо припоя Ag — 15% Мп обычно используют припой ПСр92. По мнению С. Н. Систера и др., легирование серебряных припоев никелем (2—2,5%) предотвращает развитие щелевой коррозии в пограничных слоях между сталью и паяным швом вследствие образования между ними промежуточного тонкого слоя никеля. [c.112]
Перед пайкой титана с алюминием или алюминиевыми сплавами применяют предварительное алитирование титана в жидком алюминии, перегретом до температуры 720—790° G. Перед погружением титана в ванну поверхность жидкого алюминия раскисляют флюсами, содержащими хлористые и фтористые соли щелочных металлов (например, флюсом 84А) длительность алитиро-вания обычно не превышает 10—12 мин. Пайка титана и его сплавов на воздухе легкоплавкими оловянными припоями может быть выполнена только по предварительно нанесенному покрытию из химического или гальванического никеля, меди, олова. Прочностные характеристики таких соединений не превышают 5 кгс/мм . [c.309]
Лужение магниевых сплавов припоем, состоящим из 60% d 30% Zn 10% Sn, при 170—210°С может быть произведено твердой частью куска припоя. Припой во всем интервале температур обладает низкой жидкотекучестью и хорошо растекается по поверхности формирование галтельных участков швов производится шпателем. Получаемое паяное соединение отличается весьма низкой пластичностью. Разрушение происходит по хрупкой прослойке между швом и основным металлом из-за образования в шве интерметаллидов магния с цинком. Поэтому пайка легкоплавкими припоями магниевых деталей, подвергаемых статическим или вибрационным нагружениям, не нашла применения. Пайку магния и его сплавов легкоплавкими припоями иногда производят по слою меди, никеля или серебра, нанесенному (после химического цинкования) электролитическим методом. Пайка по таким покрытиям производится с обычными флюсами (например, ЛТИ120), легкоплавкими припоями ПЗООА, П200А, П170А нагрев осуществляется паяльником. [c.306]
Гальванические барьерные покрытия применяют при пайке титана и его сплавов серебряными припоями. Были разработаны методы нанесения на титан медных, серебряных, хромовых, никель-кобальтовых, рениевых и родиевых гальванических барьерных покрытий, более тугоплавких, чем серебряные припои. Наилучшие результаты по прочности паяных соединений на сплавах 0Т4 и ВТЗ были получены с кобальтникелевым покрытием при пайке серебряными припоями ПСр72 и ПСрМ068-27-5 в температурном интервале 780—810° С [125]. [c.343]
Пайка титана и его сплавов со сталью (углеродистой и нержавеющей) осложняется в связи с тем, что титан обладает относительно малыми коэффициентами линейного расширения и теплопроводности кроме того, смачиваемость его припоями отличается от смачиваемости других металлов и сплавов. В связи с этим при пайке со сталью необходимо иметь большие зазоры, чем при пайке титана с титаном. Даже при удовлетворительной заполняемости зазора припоем в разнородных соединениях не образуется гладкой вогнутой галтели. Предварительное гальваническое покрытие стали никелем, кобальтом или медью, а также горячее лужение значительно улучшают смачиваемость стальной детали. Предел прочности соединения титана с нержавеющей сталью при применении серебряного припоя составляет 3—8 кг1мм . [c.101]
Рассмотренные флюсы на основе канифоли применяются для меди, медных сплавов, никеля и оцинкованного железа. Для низкотемпературной пайки алюминия и его сплавов эти флюсы непригодны. Для этих целей применяют флюсы, содержащие в качестве активных компонентов борфториды кадмия и цинка. Основой таких флюсов служат обычно высококипящие органические соединения, например триэтаноламин. Состав такого флюса известен под маркой Ф61А 10% борфторида кадмия, 8% борфторида цинка и 82% триэтанола-мина [21]. [c.47]
mash-xxl.info
Никелевые ленты или чем соединяют аккумуляторы в сборках
Не так давно я видел упоминание, что не хватает обзоров необычных товаров и сегодня у меня именно такой обзор. Хотя я бы сам товар не назвал бы необычным, но подобные обзоры мне не попадались, собственно потому я и решил написать.Неоднократно встречал вопросы, чем варят аккумуляторные сборки. Понятно что это делается специальной лентой, но какие они бывают, чем отличаются и какую лучше использовать, сегодня я и постараюсь рассказать.
Для начала небольшая оговорка по поводу цены, указанной в заголовке. Лента продается чаще всего либо на вес, либо на метраж. В данном случае покупались лоты весом в 1кг, цена такого лота около 52-53 доллара вне зависимости от ширины и толщины, исключение составляет широкая лента, ее стоимость за 1кг выше и о ней я также сегодня расскажу.
Насколько мне известно, существует варианта материала для лент, Никель и сталь покрытая никелем. Второй вариант по понятным причинам стоит несколько дешевле, но имеет свои недостатки:
1. Сопротивление немного выше.
2. Подверженность коррозии.
Если по поводу сопротивления особой разницы нет, то вот материал может быть критичен. При подготовке аккумуляторных сборок для электросамокатов, велосипедов и прочей подобной техники (как раз куда идет много ленты) следует учитывать особенности эксплуатации. Дело в том, что никель сам по себе химически малоактивен, соответственно не подвержен коррозии. Стальную ленту также покрывают никелем в тех же целях, но остаются торцы ленты и особенно места сварки. И если в батарее для ноутбука (к примеру) это не важно, то у какого нибудь Сигвея батарея эксплуатируется в условиях повышенной влажности и рано или поздно может просто проржаветь место контакта.
Но кроме того не забываем, что если никель обычно идет в чистом виде, то сталь это сплав и что там намешали, никому неизвестно, думаю многие слышали про секретные рецепты сплава типа "фольга с картоном" 🙂
Доставка и упаковка. Здесь пять баллов, мало того что продавец все довольно неплохо упаковал, так еще и отправил при помощи DHL. Заказывалось в два захода по 2 кг в каждой посылке. Единственно к чему можно немного придраться, отправил он не очень быстро, но в любом случае дошло через весьма небольшой время.
Думаю что продавец просто собирает заказы на ленту разной ширины, затем отдает большой заказ на порезку и рассылает покупателям.
Лента была плотно замотана полиэтиленом, затем несколько раз обернута пупыркой и плотно вставлена в картонную коробку.
Лента предлагается в нескольких вариантах толщины/ширины:
0.1x5mm
0.1x6mm
0.1x8mm
0.1x10mm
0.15x5mm
0.15x6mm
0.15x8mm
0.15x10mm
0.2x5mm
0.2x6mm
0.2x8mm
0.2x10mm
0.15х7х27mm
Выше я выделил варианты, показанные в сегодняшнем обзоре.
Материал заявлен как Никель 99.96%, это я попробую проверить немного позже, а пока немного общей информации о товаре.
Как я уже писал, заказов было два, первый шел на меня, второй на товарища. Сама по себе лента мне лично была не нужна и заказ был разбит на две части отчасти из-за цены и из-за того, что я по получению проверил качество товара и только потом заказал вторую партию.
Начну с ленты 0.2x8mm и 0.15х7х27mm
Каждая катушка намотана на пластиковую вставку, диаметр катушек 165мм для узкой и 137мм для широкой. 
Намотана очень плотно, помимо общей упаковки каждая замотана еще и индивидуально.
Вес на мой взгляд честный, каждая катушка весит немного больше килограмма, т.е. учитывается не общий вес катушки, а вес материала.
Лента 0.2х8. Ширина/толщина соответствуют заявленному с учетом погрешности штангенциркуля.
А вот вторая лента куда интереснее, внешне она напоминает фотопленку.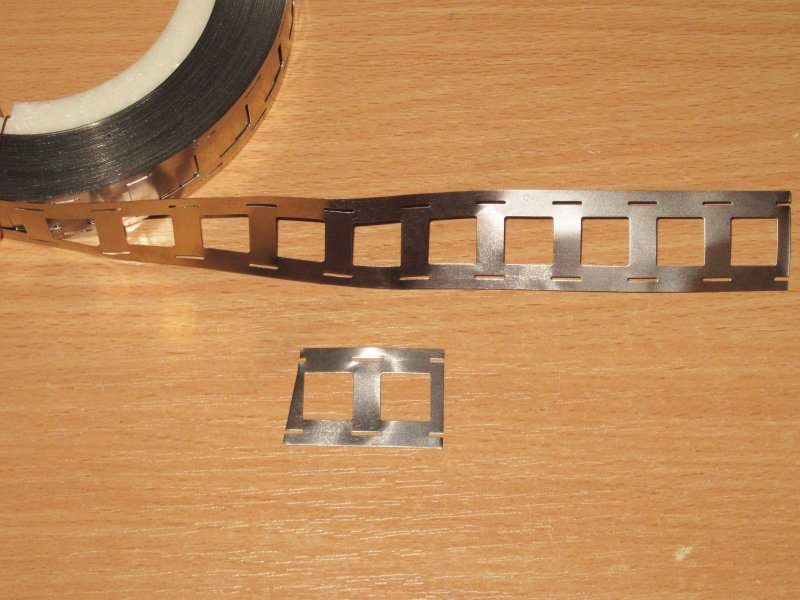
Предназначена такая лента для более удобного соединения больших сборок, особенно актуальных в электротранспорте. Например четыре аккумулятора можно сварить одним куском, причем делать это будет и легче и надежнее. К сожалению компенсируется это в почти полтора раза большей стоимостью самой ленты.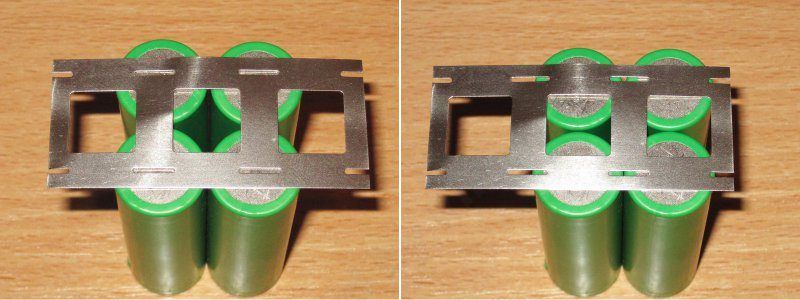
Измеренные размеры ленты.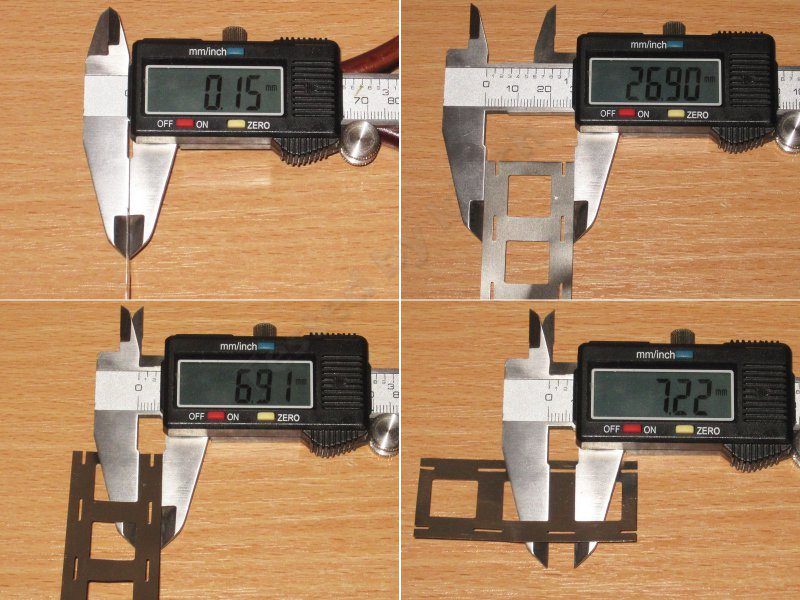
Измерения толщины проводились узкой частью губок штангенциркуля.
Чертеж от продавца. У меня получились немного другие размеры, особенно ширина внутренней поперечной части. По расчетам там должно быть 6мм (20.2-14.2=6), у меня вышло почему-то 7.22.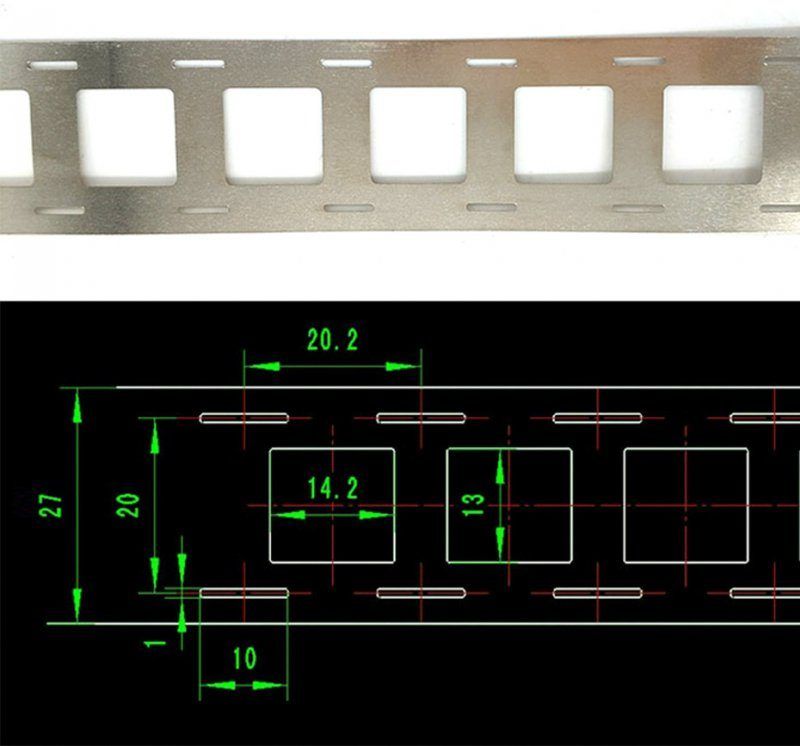
Перейдем к тестам.
Сначала я попробовал паять. Результат просто на отлично. Я паял используя лишь флюс самого припоя, пайка получается красивая, а паяется очень легко, просто взял припой, прикоснулся паяльником и получил результат как на фото.
Но пайкой на самом деле ничего не проверишь, сталь покрытая никелем скорее всего паяться будет точно также.
К сожалению я не химик, который при применении химикатов уже через минуту-две дал бы точный ответ что это такое, потому придется проверять несколько другими способами.
Способ номер 1.
Для начала отрезаем от каждой ленты кусок примерно 110-120см.
Затем маркером отмечаем на каждом куске метр длины так, чтобы с концов остались примерно одинаковые "хвостики".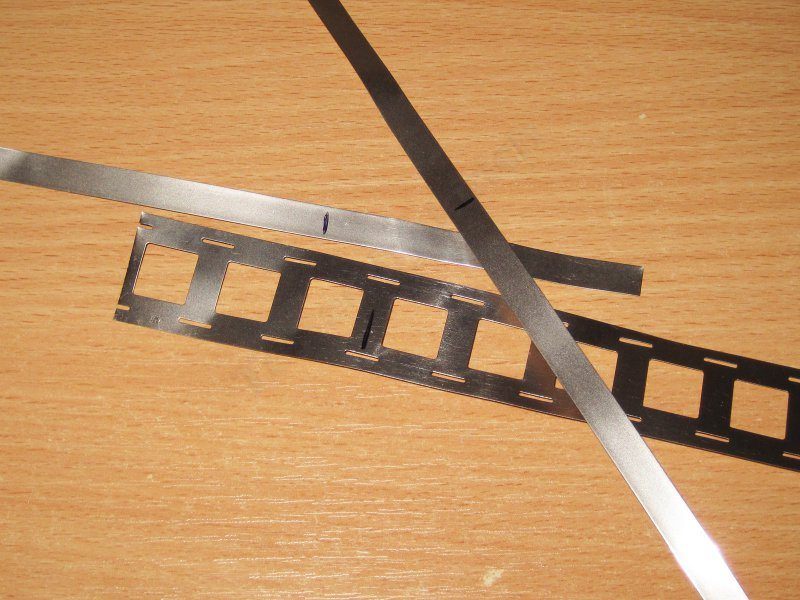
К концам ленты подключаем регулируемый БП. Вообще можно просто подключить нагрузку через ленту, просто надо будет знать какой ток течет в цепи и понадобится скорее всего еще и амперметр, с регулируемым БП просто удобнее.
Щупы тестера подключаем к отмеченным ранее точкам и подаем ток.
Сначала я проверил при токе в 1 Ампер, потом при токе в 5 Ампер. В результате получил некое падение напряжение на ленте, в данном случае это 54.95 мВ при токе в 1 Ампер. При токе в 5 Ампер лента начинает нагреваться, а напряжение расти. Вообще чем ниже ток, тем лучше, но тогда нужен вольтметр с возможностью измерения очень малых напряжений, либо нужна лента большей длины.
Получается, что сопротивление метрового куска ленты составляет почти 55 мОм. Если вы используете другое значение тока, то просто делите измеренное напряжение на ток. Например получили 123мВ при токе 0.45 Ампера, 0.123/0.45=0.273 Ома или 273 мОм.
Также точно я измерил сопротивление второго куска, правда уже с несколько другими целями. У меня вышло соответственно 40.9 мОм.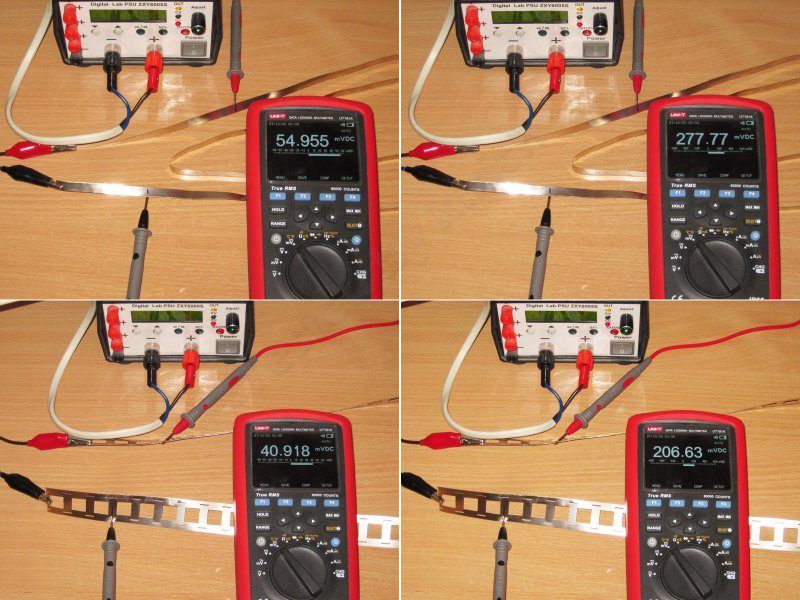
Скорее для перепроверки подключаю измеритель, о котором я не так давно рассказывал и получаем практически те же значения с учетом погрешности как первого теста, так и самого измерителя — 53.7 и 40.4 мОм.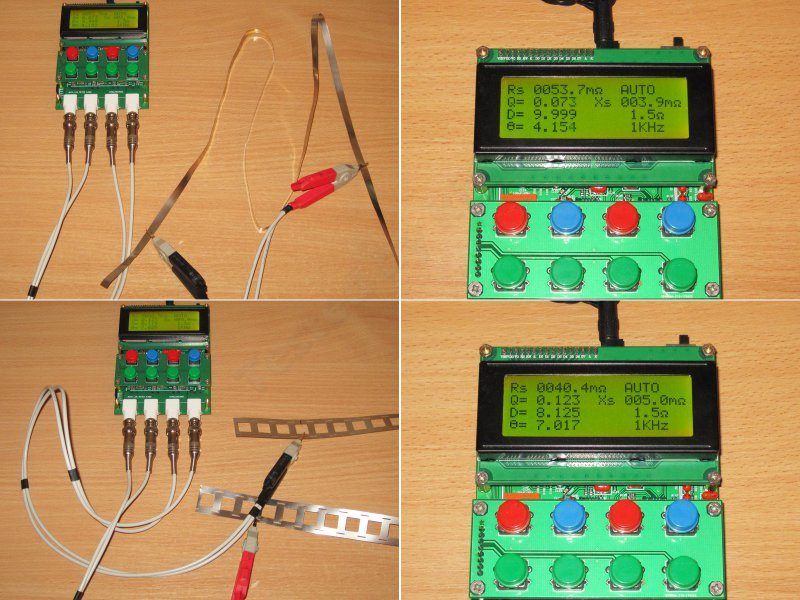
Теперь приведем измеренное сопротивление к сечению в 1мм.кв. Узкая лента имела толщину 0.2мм и ширину 8мм, что дает на 1.6мм.кв (0.2х8=1.6). Сопротивление в 54-55 мОм умножаем на 1.6, получаем 86.4-88 мОм.
Смотрим в табличку и видим, что никель имеет сопротивление в 87 мОм на 1м при сечении 1мм.кв, что сходится с показанными выше измерениями.
Кстати насчет стали, о которой я говорил выше. В таблице видно что для нее указан диапазон сопротивлений, так как это сплав и соответственно сопротивление зависит от того,ч то там намешали.
Выше я попутно измерял сопротивление широкой ленты, но делал я это немного для другого, просто чтобы узнать ее сечение, так как подсчитывать его математически не очень удобно..
Сопротивление никеля 87мОм, соответственно лента при измеренных 40.4 мОм имеет сечение около 2.17 мм.кв.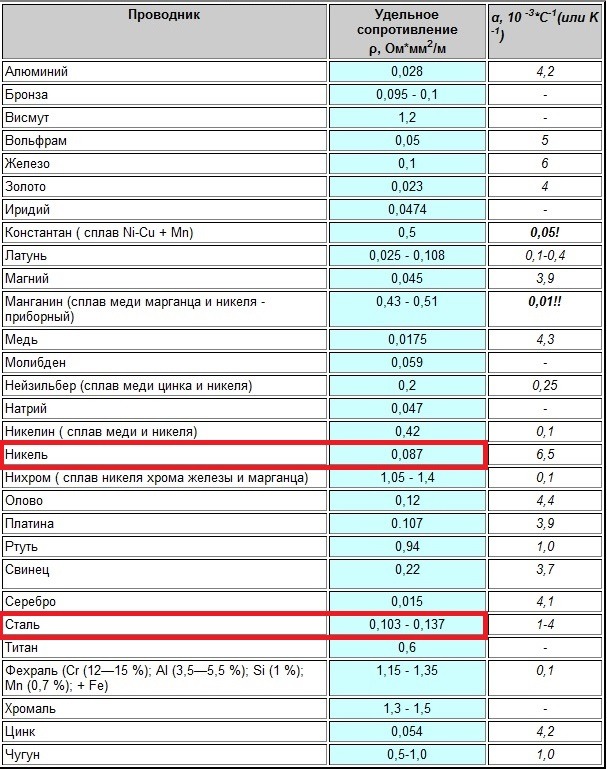
Способ номер 2.
Также можно еще проверить материл по его плотности.
Для этого я отрезал от предыдущих "подопытных" кусочки длиной ровно 1 метр, благо на ней уже были метки, которые я ставил перед измерением сопротивления.
Затем просто взвесил на своих весах. Весы конечно не идеальные, но вполне точные для такого рода измерений.
Дальше пересчитываем объем взвешенной полоски. сначала приводим ленту к ширине 10мм, для этого 100см умножаем на ширину 0.79см, получаем 79см при ширине ленты 10мм.
Толщина ленты 0.2мм, умножаем на 79, получаем 1,58см или 15,8мм. Такая была бы толщина если бы мы нарезали нашу ленту шириной 10мм на полоски длиной по 10мм и сложили вместе.
Значит теперь вес 1м ленты надо разделить на 1,58 и получим плотность приведенную к 1 куб.см.
13,931,58=8,816
По найденной в интернете информации плотность никеля составляет 8.907, у меня вышло 8.816, что немного ниже, но здесь большую роли играют погрешности измерения, особенно толщины ленты. В любом случае это явно больше плотности стали, которая составляет от 7,7 до 7,9 г/см³.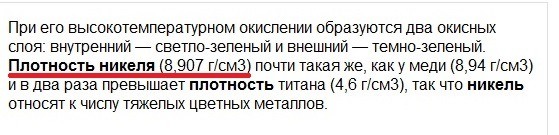
Есть еще третий вариант относительно простой проверки, но его я уже не проводил. Дело в том, что никель магнитится, но точка Кюри для него составляет 358 градусов, а для стали более 800. Соответственно если нагреть полоску никеля до температуры выше чем 358 градусов, то он потеряет магнитные свойства.
На этом эксперименты я решил закончить, но товарищ пошел еще дальше. Его интересовало сколько же реально он получил чистого металла. Я не стал пытаться высунуть пластмассовую обойму, но он таки рискнул это сделать из спортивного интереса.
В итоге вышло, что она весит около 65 грамм. Общий вес катушки был 1053 грамма, чистый вес получается 988 грамм. Меньше заявленного, но на мой взгляд не критично.
Нот вот пришла и вторая заказанная пара катушек. Доставка была также при помощи DHL express, что при весе в 2кг не очень и дешево, насколько я понимаю.
Была заказана лента 0.1x5mm и 0.15x6mm, катушки с лентой весили 1070 и 1005 грамм соответственно. По первой небольшой перевес, по второй недовес, в среднем примерно по 1кг на катушку.
Дабы не тянуть все это домой и не проводить все повторно я просто попросил отрезать мне пару кусочков по 120см.
Дальше та же последовательность теста с измерением сопротивления. Могу отметить что при токе в 5 Ампер у ленты 0.1x5mm начинает сильно расти сопротивление. Еще бы, при токе в 5 Ампер на ней рассеивается около 4 Ватт и хотя на ощупь лента не нагревается, сопротивление ее растет.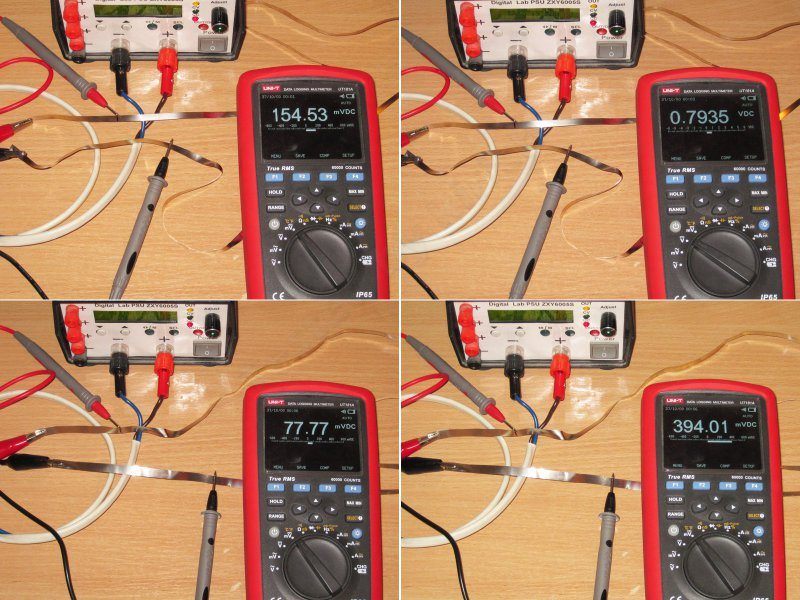
Расчетное сечение первой ленты 0.5мм, второй 0.9мм, при этом измеренное сопротивление у первой 153х0,5=77 мОм, у второй 76.3х0.9=68.7 при норме 87, что-то странное.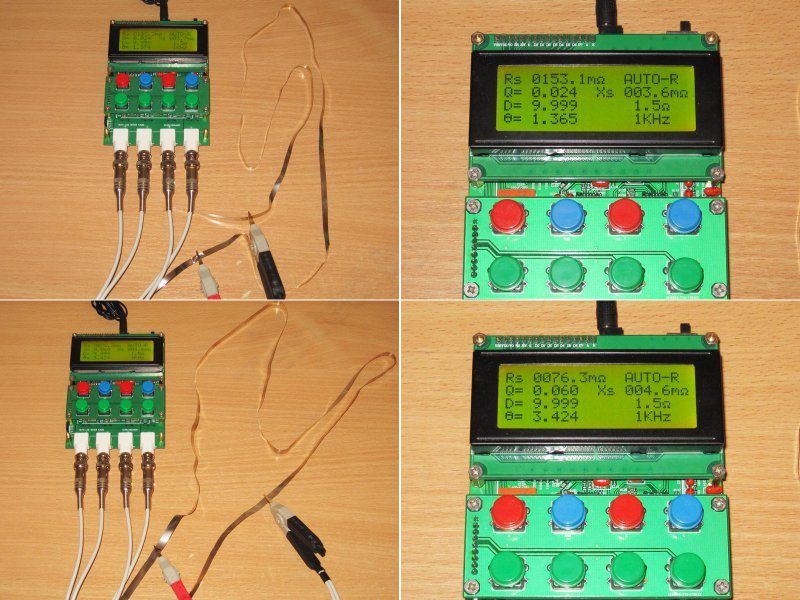
Взвешиваем. Даже простая прикидка выдает, что видим мы немного не то, что должны. Дело в том, что сечение у лент получается 0.5 и 0.9мм, а вес отличается почему-то в два раза.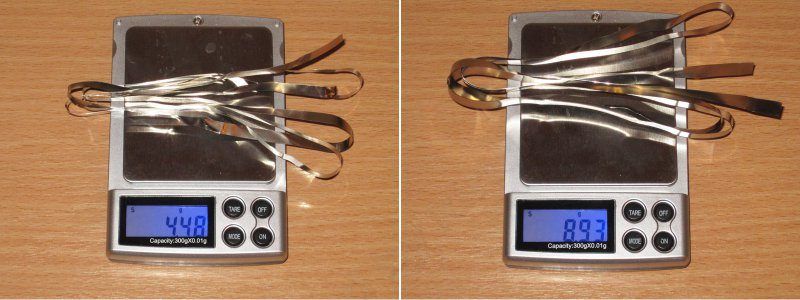
Измеряем и получаем, что первая лента имеет нормальные размеры, а вторая вместо ширины 6мм целых 7. У продавца в ассортименте нет такой ленты, после 6 идет сразу 8.
Вообще, я все время ждал, в чем же подвох, так как не бывает все так хорошо, чтобы и цена устроила, и доставка DHL и материал как заявлено. В итоге оказалось что у одной из лент накосячили с размером. Проблема не сильно большая, но если пересчитать к длине ленты, то выходит что ее примерно на 15% меньше.
А что же расчеты. Плотность примерно совпадает, а вот сопротивление у меня почему-то вышло даже ниже заявленных и составило 76 мОм у первой (0.1х5) и 73 у второй (0.15х7). В данном случае я грешу на точность измерений, так как толщина маленькая и возможны естественные погрешности, даже ошибка измерения в 0.01мм при измерении толщины 0.1мм дает уже 10% погрешности, что весьма много.
Но то, что это не сталь, покрытая никелем, я могу сказать с уверенностью, так как плотность больше чем у стали, сопротивление ниже, она не пружинит. 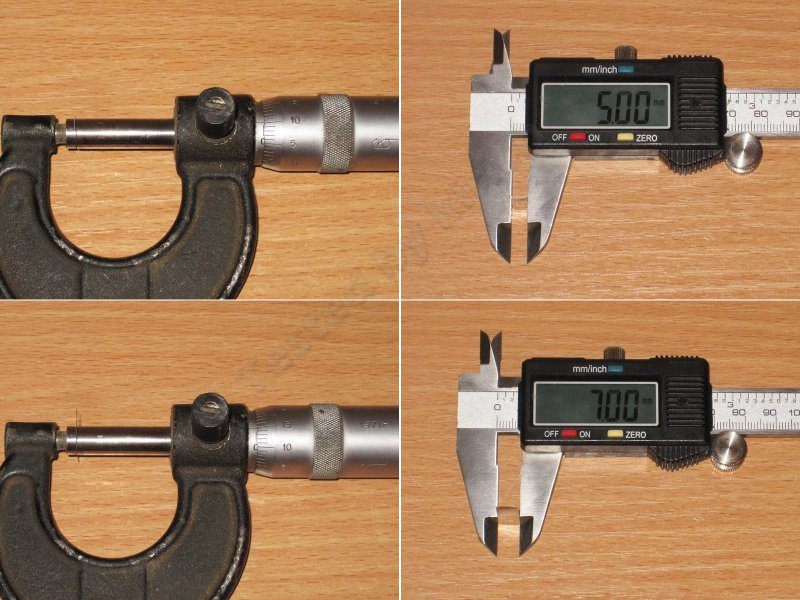
Вторая часть экспериментов проводилась уже у товарища, где мы решили попробовать варить эти полоски к аккумуляторам.
Для эксперимента было взято пять полосок, четыре из обзора и плюс еще совсем мелкая, 0.1х4мм.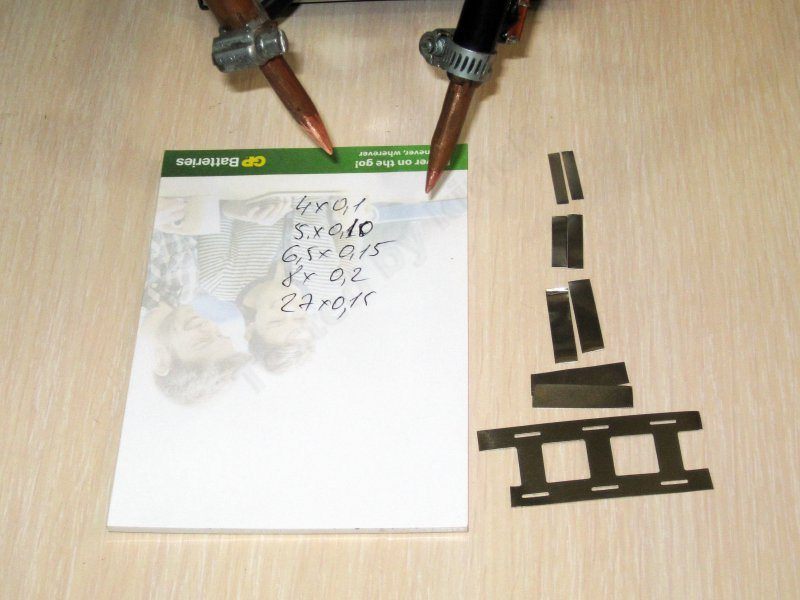
Также в эксперимента принимало участие некоторое количество аккумуляторов, часть новые, часть БУ. Соответственно к мелким аккумуляторам варили полоски 0.1мм толщиной, а к 18650 — 0.15 и 0.2мм.
Еще на этапе подготовки товарищ показал мне небольшой "фокус", о котором я даже не задумался. Дело в том, что широкая лента мало того что предназначена для сварки сразу нескольких аккумуляторов, так ее размеры еще и рассчитаны так, что подходят к держателям аккумуляторов о которых я уже рассказывал и в итоге лента ложится четко в предназначенные пазы.
Сварка производилась аппаратом с контроллером от Yurok, который я помогал собрать. Для каждой ленты использовались свои настройки, которые зависят как от толщины ленты, так и от типа аккумуляторов и материала их контактов.
В итоге лента толщиной 0.1мм и шириной 4мм приварилась так, что ее еле отодрали.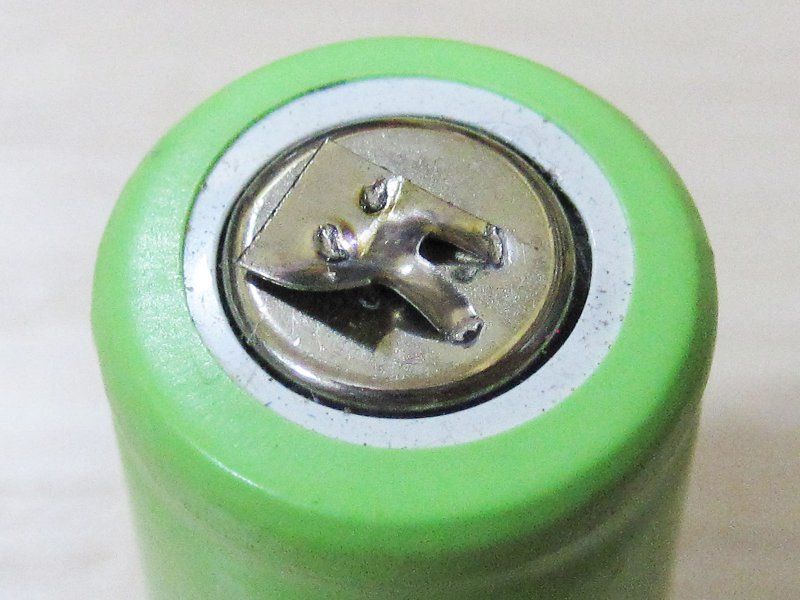
Аналогичная картина была и с лентой 0.1х5мм, которая куплена на али.
С большими аккумуляторами и более толстыми лентами результат был немного хуже, ленту получилось отодрать целиком. но товарищ пояснил, почему так произошло. Дело в том, что для нормальной сварки надо не только иметь некое удобство пользования аппаратом, а и хороший прижим, а так как аппарат стоял просто на столе и попутно я снимал видео, то получилось немного хуже, чем планировалось.
Хотя в целом результат достигнут, например на фото сборка 6P1S.
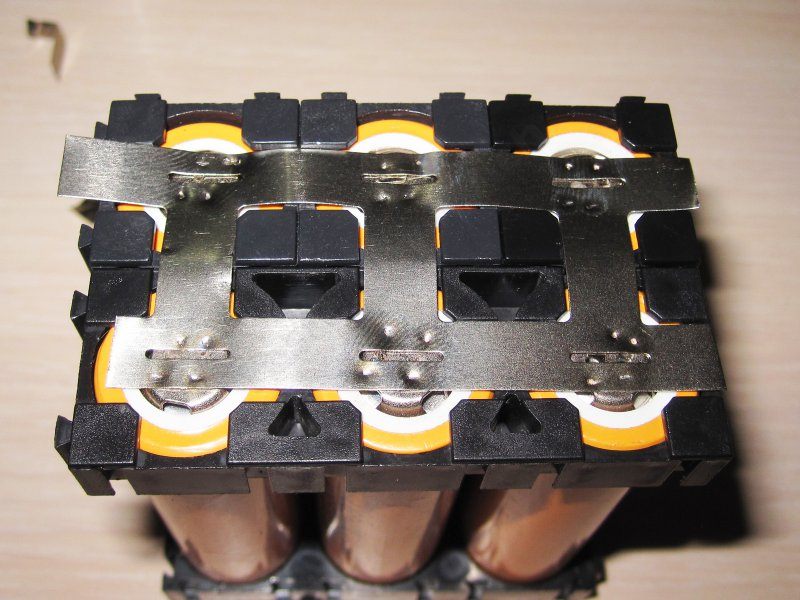
Сначала я подумал, что варить надо так, как показано слева, но товарищ сказал что нет, лучше результат если ставить контакты так, чтобы ток тек по линии показанной справа.
Видео проверок. Поочередные эксперименты сварки лент в порядке — 0.1х4, 0.1х5, 0.15х6(7), 0.12х8 и 0.15х27. На видео временами отчетливо видно как сварочный аппарат приподнимается во время сварки, это то, о чем я писал выше, варить в таких условиях было крайне неудобно, что немного отразилось на результате.
Попутно решил сделать групповое фото приспособлений, которые используются в работе. Каждая колодка ориентирована под определенные сборки аккумуляторов, электроинструмента, радиостанций и даже электробритв. Выше показана просто струбцина на случай работы с длинными сборками. Мало того, внешне одинаковые колодки отличаются еще и внутренним диаметром, потому как аккумуляторы должны вставляться с небольшим натягом, а иногда еще и иметь определенное положение относительно друг друга.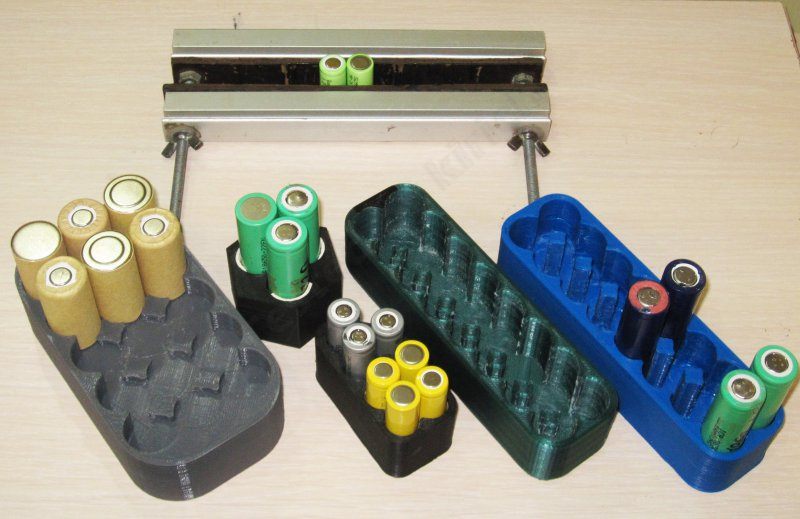
На этом наверное все. От себя могу сказать, что в общих чертах товар полностью соответствует заявленному, доставка быстрая, упаковка нормальная, цена явно ниже чем покупать по метражу. Единственно что немного ухудшило общее впечатление, это ошибка с шириной одной из лент, вместо 6мм было 7 🙁
Ленты из обзора — ссылка
Лента 0.5кг широкая — ссылка
Лента 1м широкая — ссылка
Лента обычная по кусочкам — ссылка
Лепестки одинарные никель — ссылка
Лепестки двойные никель — ссылка
Как обычно буду рад вопросам, что смогу, расскажу сам, что не знаю, спрошу у товарища.
www.kirich.blog
Пайка никелевых сплавов — Энциклопедия по машиностроению XXL
Припои системы Ni—Р (7—11 %) применяют при диффузионной пайке никелевых сплавов. [c.80]Пайка никелевых сплавов в печах с защитной атмосферой 47 [c.113]
Лит. см. при ст. Пайка никелевых сплавов. [c.58]
Характерно, что применение медных припоев и нанесение медных покрытий на холоднотянутые отожженные листы сплавов типа инконель приводит к ухудшению процесса смачивания, растекания и затекания в зазор. Медные припои также легко окисляются и поэтому нашли весьма ограниченное применение для пайки никелевых сплавов. [c.305]
Однофазный паяный шов более пластичен, чем многофазный, и во многих случаях имеет большую прочность. Подобные процессы происходят при высокотемпературной и достаточно длительной пайке никелевых сплавов с помощью очень тонкого слоя эвтектического припоя N1 — Р (в частности, нанесенного при [c.169]
Н внесение на паяемый материал никелевого покрытия, а также введение в зазор никелевой фольги или никелевого порошка способствуют лучшему затеканию припоев [227] при пайке никелевых сплавов типа инконель X (73% N1 15% Сг 7% [c.337]
Медь марок МО и М1 применяют для пайки ответственных деталей из конструкционных сталей, а также для пайки никелевых сплавов, углеродистых и нержавеющих сталей. Медь марок М2, М3 и М4 применяют для пайки менее ответственных деталей из выше указанных материалов. [c.29]
Серебряные Ленты, листы, проволока, реже в порошке 5-80 Ае 0-25 2п 0-18 Сй 0—8 Р остальное Сц 635— 870 Стали, чугуна, медных и никелевых сплавов То же Припои, содержащие фосфор, не рекомендуются для пайки стали, чугуна и сплавов, содержащих железо [c.442]
Латунные для. сварки бронзой, общего назначения для стыковых Г-о6-разных и Валиковых швов и для пайки высокопрочных вязких качественных соединений Стержни жёлтого цвета (белые при 1ии никеля) 38-42 2п 0-0,5 Мп 0-1,55п-, 0-1,5 Ре 0-10 N1 0—0,1 51 остальное Си 870— 9с Медных и никелевых сплавов, стали и чугуна Газовая ацетиленокислородной горелкой Не рекомендуются для работы вольтовой дугой. Служат для наплавки поверхностей с высоким сопротивлением износу [c.442]
Пайкой соединяют углеродистые стали (при этом в качестве припоя часто применяют чистую медь) высоколегированные стали и сплавы,, кислотоупорные хромистые стали ферритного класса, жаростойкие никелевые сплавы и т. д. (при этом используются легкоплавкие припои и активные флюсы) медь и ее сплавы, например медноцинковые, всевозможные бронзовые, титановые и др. Разработаны способы пайки керамики ц окислов при высокой температуре с укладкой между керамическими деталями пластичного металла — молибдена и т. д. [c.126]
При применении в качестве припоя многокомпонентных композиций, например при пайке титанового сплава 0Т4 (ГОСТ 19807—74 ), наибольшая прочность наблюдается при толщине медного слоя 8 мкм, а никелевого [c.41]
Палладий, вводимый в качестве компонента для высокотемпературных припоев, значительно повышает их коррозионную стойкость, пластичность, а также способность растекаться и смачивать паяемую поверхность. Припои с палладием применяют для пайки самых разнообразных металлов, никелевых сплавов, золота, молибдена циркония, титана, вольфрама, бериллия, коррозионно-стойких сталей, жаропрочных сплавов. [c.73]
Особенностью никелевых припоев с бором или фосфором является их высокая способность к межзеренному проникновению и растворению никелевых сплавов в процессе пайки. Влия- [c.80]
Возможно образование этих припоев и в процессе пайки вследствие контактного плавления. При пайке в зазор между паяемыми изделиями из титана укладывают фольгу из медно-никелевого сплава толщиной О, I—0,3 мм или титановую фольгу, гальванически покрытую медью и никелем. При пайке в интервале температур 960—1100 С° [c.99]
Медно-никелевые сплавы паяют любым способом и припоем, в том числе и чистой ш Аъю. Пайку медью в печи с контролируемой атмосферой необходимо выполнять при высоких скоростях нагрева, так как при длительной пайке основной металл растворяется в припое и прочность шва значительно падает. [c.253]
Никелевые сплавы типа нихром и монель склонны к охрупчиванию в контакте с жидкими припоями, особенно содержащими серебро, кадмий и циик. Для предотвращения хрупкого разрушения пайку этих сплавов производят в отожженном состоянии и при отсутствии внутренних и внешних растягивающих напряжений. [c.254]
Пайка жаропрочных никелевых сплавов палладиевыми припоями может быть осуществлена в вакууме или в аргоне. Пайку припоями Ni—Мп—Сг обычно производят в атмосфере аргона, в смесях Аг + BFg или Аг + HF. [c.254]
Заметному локальному растворению подвергаются никелевые сплавы при пайке нх припоями, содержащими кремний, особенно при температуре выше 1200 С, что приводит также к снижению растекания припоя. [c.255]
Лужение и пайка меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз [c.155]
Столяров В. Н. Жаропрочность сварных соединений никелевых сплавов, выполненных диффузионной и прессовой сваркой-пайкой. — Автоматическая сварка , 1971, № 1. [c.269]
Пайка сталей и никелевых сплавов при температуре выше 750—800 °С [c.127]
Для пайки никелевых сплавов с зазорами 0,5—1,5 мм используют в виде пасты композиционный припой ВПр11-40Н наполнитель с более высокой, чем у прииоя ВПрИ, температурой плавления, помещенный в зазор, препятствует вытеканию припоя, повышает коррозионную стойкость паяемого металла. Па-йка пористых материалов требует напюлнителя в виде сетки, порошков, которые удерживали бы матрицу припоя, не позволяя ей растекаться по поверхности. [c.102]
Электрохимические никелевые спла-вы типа монель и констаитан, представляющие собой сплавы никеля с медью и железом, имеют на своей поверхности химически нестойкую окисную пленку, которая легко восстанавливается в газовых средах, удаляется флюсованием и при высокотемпературной пайке в вакууме разлагается на кислород и металл. Поэтому пайка этих сплавов не вызывает трудностей. При пайке можно применять припои, флюсы и газовые среды, рекомендо-ванн ые для сталей и меди. Для пайки никелевых сплавов требуются специальные флюсы, поскольку поверхность сплавов, например никеля с хромом (нихромы), покрыта весьма стойкой окисной пленкой, содержащей окислы хрома. При легировании нихрома алюминием и титаном химическая стойкость окисной пленки возрастает, что влечет за собой ряд затруднений при пайке. Пайка жаропрочных сплавов на основе никеля в восстановительных газовых средах требует тщательной их очистки от остатков кислорода с помощью платинового или дуни-тового катализатора, а также дополнительного осушения до точки росы (-70 °С). [c.254]
При пайке никелевых сплавов припоями, легированными бериллием и особенно бором, паяеглый металл активно растворяется в припое, поэтому необходимо строго соблюдать режим пайки процесс следует вести с высокими скоростями и без перегревов. [c.255]
Эвтектический припой Ni11% Р с температурой плавления 880° С и сплавы Ni—Р, содержащие 7—10% Р, применяют главным образом при диффузионной пайке никелевых сплавов, так как фосфор способен к интенсивной диффузии в никелевые сплавы при повышенных температурах. Соединения, выполненные диффузионной пайкой припоями Ni—Р или Ni—In, имеют значительно более высокую температуру распайки по сравнению с температурой плавления эвтектик и достаточно высокую жаропрочность, обусловленную диффузией хрома из основного металла в паяный шов. [c.142]
Нанесение иа паяемый металл никелевого покрытия, а также введение в зазор никелевой фольги или никелевого порошка способствуют лучшему затеканию припоев при пайке никелевых сплавов типа инкоиель X 73% № 16% Сг 7% Fe 0,04% j 0,8% Al 2,5% Ti 0,3% Si 0,85% Nb + Та (табл. 84). [c.304]
Никелевые сплавы в контакте с жидким серебром или серебряными припоями легко охрупчиваются и разрушаются под действием растягивающих напряжений, что необходимо при выборе припоев для пайки никелевых сплавов. При этом медные припои не должны содержать фосфора, так как в паяном соединении могут образоваться прослойки хрупких фосфидов никеля (NisP). [c.305]
B uZn-6 921 935 938-982 Применяются в виде полос, проволоки и пайки стали, никеля и никелевых сплавов прутков для [c.197]
ПСр 72, ПСр 62, ПСр 40, ПСр 25, ПСр 12М — для пайки стали с медью, никелем, медными и мсдпо-никелевыми сплавами. [c.176]
Припои4, 5и6-с высоким содержанием серебра, белого цвета, являются наиболее распространёнными применяются для пайки стали, меди, медных и никелевых сплавов. Припои достаточно ковки, вязки, жидкотекучи, обладают антикоррозийными свойствами и дают прочное соединение, стойкое при ударной и вибрационной нагрузке. Пайку монель-металла рекомендуется вести при пониженной температуре, пользуясь припоем 5. Припой 6 особенно рекомендуется для пайки ленточных пил. [c.444]
Для пайки иержавеющи.ч сталей и никелевых сплавов (припой ПЖЛ-500) л lO-миний 0,1 Бе[ ,1. 1 ЛИЙ fi, t [c.314]
Второй способ применения композиционных припоев характеризуется получением в шве композиционной структуры в процессе диффузионной пайки или диспергирования, причем исходный припой может не иметь композиционной структуры. При пайке жаропрочных никелевых сплавов, например, Udirnet 700 массовые доли , % Ni—15Сг—18,5Со-5Мо—4,3 Air- [c.56]
Введение в сложнолегированные припои до 10 % Со улучшает их технологические свойства, позволяет паять изделия с большими зазорами (0,25— 0,4 мм). Никелевые припои нашли большое применение в США при пайке сталей и никелевых сплавов в печи с использованием вакуума (табл. 45). [c.82]
Припои на основе никеля с добавками до 30 % Сг, хотя и обеспечивают необходимую жаропрочность, имеют высокую температуру пайки. Для снижения те.мпературы плавления хро ю-никелевых припоев применяют бор, бериллий, кремний, германий, палладий, марганец. Все эти элементы, за исключением паллация и марганца, значительно понижают пластичность никелевых сплавов. [c.241]
В автомобильной и тракторной промышленности для пайки клапанов и седел, изготавливаемых из сталей и никелевых сплавов, применяют припой марки 5АГ системы никель— хром—кремний, имеющий в литом состоянии предел прочности на отрыв 500 МПа и температуру плавлеиия 990—1080 °С. Смесь 85 % порошков припоя 5ЛГ с 15 % вольфрама обозначена маркой 5ВА и применяется в виде пасты. Паяльную пасту приготавливают смешением порошковой смеси 5ВА со связуюш,им на основе акриловой смолы АС-82 и наносят на паяемые поверхности пульверизатором пли кистью. [c.243]
Для конструкций из никелевых сплавов, работающих при температуре 350—500 °С, применяют серебряные припои. Например, для пайки сплавов ХН78Т и ХН77ТЮР рекомендуются следующие составы припоев % [c.254]
Пайка нихрома, сплава ииконель, а также никелевых сплавов, содержащих алюминий и титан, требует применения достаточно активных флюсов. При использовании боридных флюсов при печной пайке вследствие образования легкоплавкой боридной эвтектики Ni—В возможна эрозия осиов-ного металла. Поэтому пайку в печах никеля и его сплавов проводят в атмосфере водорода с точкой росы —40-т-70°С. Сплавы, легированные алюминием и титаном, паяют в вакууме, в смесях нейтральных газов с газовыми флюсами BFg или Nh5 I. [c.255]
Применяемых в качестве припоев, с большим успехом использовались медио-никелевые сплавы, содержащие 10 — 30% никеля. В специальных случаях нашел применение сплав 70% никеля и 30% молибдена, плавящийся при 1328°. Для работы с более высокими температурами применяют чистые никель и платину. Смесь порошкоь молибдена и бора с температурой плав лсния около 1900° пригодна для пайки в атмосфере водорода. [c.424]
Некоторые критические температуры меди и ее сплавов — температуры плавления, отжига, рекристаллизации, сильного роста и пережога — приведены в табл. 3. Медные сплавы склонны к пережогу в интервале температур 800—900 °С. В медиых сплавах пережогу способствуют примеси висмута, в никелевых сплава — серы, т. е. приводящие к горячеломкости вследствие образования. чегкоплавких эвтектик с основой сплава. Для предотвращейия пережога медиых сплавов процесс пайки следует вести на 100 С ниже температуры их солидуса [12, 17]. [c.40]
mash-xxl.info
Пайка никеля и его сплавов
из «Пайка, ее физико-химические особенности, технология и технологический процесс»
Пайка никеля и его сплавов имеет много сходного с пайкой сплавов на. елезной основе. Различие определяется особенностями основы сплавов. На поверхности чистого никеля при всех температурах нагрева в окислительной среде образуется только оксид NiO. При наличии в никеле железа и марганца может образоваться оксид (Ni, Мп, Fe)О на основе NiO. [c.336]При низких температурах (до 500°С) на поверхности сплавов на основе нихрома образуется оксид NiO при более высокой температуре в зависимости от легирования образуется два других структурных типа (самостоятельно или совместно) внутренние слои окалины обогащены легирующими элементами. При температуре 1200 °С и выше на поверхности легированных никелевых сплавов образуется рекристаллизованный оксид NiO, свидетельствующий о потере жаростойкости (Н. Ф. Лашко и И. А. Пони-зовская). [c.336]
Из-за трудности удаления оксида механическим путем поверхность никелевых сплавов чаще всего подвергают травлению в специальных ваннах не более чем за 24 ч перед пайкой. Один из травильных растворов, например, имеет состав 1000 см НгО 1500 см Нг5о4 (1,87 г/см ) 2250 см HNOs (1,36 г/см ) и 36 г Na l. Деталь перед травлением выдерживают в горячей воде, затем погружают в травильную ванну на 5—10 с, промывают в горячей воде, нейтрализуют остатки кислот в 1 %-ном растворе аммиака и просушивают, например, в опилках. [c.336]
Детали из сплава ХН77ТЮР и других высоколегированных сплавов травят в растворе, содержащем 150 см Nh4, 50 г NaF, 850 см НгО. Процесс травления длится 10 мин при температуре 20 °С затем детали промывают в горячей воде (60—70 °С) и просушивают (60—70 °С). Поверхности небольших деталей перед пайкой также зачищают шлифовальной шкуркой с последующей промывкой в спирте или трихлорэтане. [c.336]
Для предотвращения образования слоя оксидов на паяемом металле в процессе пайки детали нагревают в восстановительных средах, вакууме или с применением солевых флюсов. [c.337]
При пайке никеля медью паяемый металл значительно растворяется в припое, и поэтому необходимы строгая дозировка припоя, более близкое расположение его к зазору или укладка в зазор и пайка без перегрева. [c.337]
При взаимодействии никеля с серой в процессе нагрева по границам его зерен образуется легкоплавкая эвтектика, вызывающая охрупчивание металла. Поэтому содержание серы в защитных и восстановительных газах при пайке никеля и его сплавов не должно превышать 0,40 мг/л остатки масел, красок, смазочных материалов и других веществ, содержащих серу, тщательно удаляют с поверхности деталей перед пайкой. Подобное же действие на никель и его сплавы оказывают свинец, висмут, мышьяк и некоторые другие легкоплавкие металлы. [c.337]
Никелевые сплавы типа нихром и монель склонны к охрупчиванию в контакте с жидкими припоями, особенно содержащими серебро, кадмий, цинк. Для предотвращения хрупкого разрушения под напряжением детали из этих сплавов паяют в отожженном состоянии и при отсутствии внутренних и внешних растягивающих напряжений. Нагрев под пайку осуществляют в электропечах, индукционным способом, в солевых ваннах, в пламени газовых горелок и т. п. [c.337]
Возросла роль пайки в создании конструкций из высокожаропрочных никелевых сплавов. Сварка плавлением деталей из таких. сплавов весьма усложняется в связи с большой склонностью последних к образованию кристаллизационных трещин, а также к образованию трещин в процессе нагрева после сварки в интервале температур 700 800 °С (из-за больших остаточных напряжений, образующихся при охлаждении после сварки). [c.337]
Применение пайки развивалось в четырех направлениях, определяемых выбором и способом образования припоев на никелевой основе относительно невысокой температурой плавления, условиями пайки в вакууме и использованием давления. [c.338]
Снижение температуры плавления никелевых припоев достигалось введением де
www.chem21.info
Флюс для низкотемпературной пайки никеля и его сплавов
Изобретение относится к пайке, в частности к составу флюса для лужения и пайки никеля и его сплавов, и может быть использовано в радиотехнической, электротехнической и приборостроительной промышленности. Цель изобретения — повышение качества паяного соединения за счет обеспечения однородности состава. Флюс содержит следующие компоненты, мас.%: трипропиламин гидрохлорид 1 — 3,31, диэтиленгликоль 15 — 23,97, полиэтиленгликоль (100 или 115) 25 — 33,06, гидроксилсодержащие олигоэфиры молекулярной массы 800 — 2500, полученные на основе смеси окисей алкиленов в присутствии полигидроксильных стартовых веществ 38,87 — 58,7, фенотиазин 0,3 — 0,79. Качество паяного соединения повышается за счет повышения смачивания припоем паяемой поверхности. Для придания составу однородности в него вводят трипропиламин гидрохлорид и гидроксилсодержащий олигоэфир с молекулярной массой 800 — 2500, при этом флюс хорошо растекается, образуя равномерную защитную пленку. 1 табл.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (51>s В 23 К 35/363
ГОСУДА P СТВЕ ННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4719485/27 (22) 14.07.89 (46) 07.08.91, Бюл. М 29 (72) Л.И.Глушкова, Д.Т.Костин и Е,В.Журавлева (53) 621.791,3 (088.8) (56) ОСТ ЧГО. 033.200. Припои и флюсы для пайки. (54) ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ
ПАЙКИ НИКЕЛЯ И ЕГО СПЛАВОВ (57) Изобретение относится к пайке, в частности к составу флюса для лужения и пайки никеля и его сплавов, и может быть использовано в радиотехнической, элекTðîòåõнической и приборостроительной промышленности. Цель изобретения — повышение качества паяного соединения за счет обеспечения однородности состава, Флюс
Изобретение относится к области пайки, в частности к составам флюсов для лужения и пайки никеля и его сплавов, и может быть использовано в радиотехнической, электротехнической и приборостроительной промышленности.
Целью изобретения является повышение качества паяного соединения эа счет обеспечения однородности состава.
Флюс имеет следующий состав, мас.%:
Трипропиламин гидро- . хлорид 1,0-3,31
Диэтиленгликоль 15,0-23,97
Полиэтиленгликоль 100 или 115 25,0-33,06
Гидроксилсодержащие олигоэфиры молекулярной массы 800-2500, полученные на основе смеси окисей алкиленов в присутствии. Й2 1б68082 А1 содержит следующие компоненты, мас.%:Tрипропиламин гидрохлорид 1 — 3,31, диэтиленгликоль 15 — 23,97, полиэтиленгликоль (100 или 115) 25 — 33,06, гидроксилсодержащие олигоэфиры молекуля рной массы 800 — 2500, полученные на основе смеси окисей алкиленов в присутствии полигидроксильных cTBpTQBblx веществ
38,87 — 58,7, фенотиазин 0,3 — 0,79. Качество паяного соединения повышается за счет повышения смачивания припоем паяемой поверхности, Для придания составу однородности в него вводят трипропиламин гидрохлорид и гидроксилсодержащий олигоэфир с молекулярной массой 8002500, при этом флюс хорошо растекается, образуя равномерную защитную пленку.
1 табл. полигидроксильных стартовых веществ 38,87-58,7
Фенотиазин 0,3-0,79
Гидроксилсодержащие олигоэфиры молекулярной массы 800-2500, полученные на основе смеси окисей алкиленов в присутствии полигидроксильных стартовых веществ вводят в состав флюса для равномерного распределения полиэтиленгликолей в составе, поскольку олигоэфиры являются нейтральным растворителем для полиэтиленгликолей при температуре выше 35-40 С и образуют при этом не расслаивающуюся композицию. При температуре ниже 35—
40 С идет равномерное распределение полиэтиленгликолей в олигоэфирах с образованием гелеобразной смеси, Полученная система нейтральна при нормальной температуре, а при температуре пайки функциональные группировки оли1668082 гоэфиров совместно с трипропиламин гидрохлоридом обеспечивают раскисление припоя.
Трипропиламин гидрохлорид в данном составе выполняет также функцию поверхностно-активного вещества, предотвращающего расслаивание двух фаз (твердой и жидкой) за счет средства аминосоединения к органическим растворителям.
Трипропиламин гидрохлорид снижает поверхностное натяжение на границе двух фаз во флюсе (полиэтиленгликолей и олигоэфиров с диэтиленгликолем), что приводит к взаимному проникновению макромолекул полиэтиленгликоля в жидкую фазу, т.е. происходит равномерное распределение полиэ иленгликолей в органическом растворителе, обеспечивающее однородность состава и, как следствие, повышение качества паяного соединения, преимущественно никеля и никелевых сплавов, за счет правильной кристаллизации, Введение в состав флюса диэтиленгликоля, полиэтиленгликоля 100 или полиэтиленгликолей 115 совместно с гидроксилсодержащим олигоэфиром молекулярной массы 800 — 2500, полученных на основе смеси окисей алкиленов в присутствии полигидроксильных стартовых веществ, создают условия для образования на поверхности расплавленного припоя тонкой предполимерной пленки невысыхающей консистенции, что позволяет производить горячее лужение и пайку под слоем вязкотекучего органического связующего. При этом защитная пленка низкомолекулярного предполимерного соединения обеспечивает сплошное плотное равномерное покрытие поверхности, подлежащей горячему лужению даже выше традиционной температуры 230-250 С, что позволяет обеспечить качественное покрытие расплавленным припоем никеля и его сплавов. При этом в отличие от прототипа не йаблюдэется наличие продуктов термической деструкции компонентов состава.
Повышенная вязкость состава, достигаемая оптимальным соотношением между собой диэтиленгликоля, полиэтиленгликоля
100 или 115, гидроксилсодержащим олигоэфиром молекулярной массы 800 — 2500, полученных на основе смеси окисей алкиленов в прИсутствии полигидроксильных стартовых веществ, обеспечив ает равномерное тепловое воздействие, например, на материал печатной платы под воздействием расплавленного припоя, исключая деформацию и не изменяя текстуры диэлектрика печатной платы, 10
При увеличении содержания полиэтиленгликоля 110 или 115 выше 33,06 мас.7 существенно повышается вязкость состава, что требует большого времени выдержки при температуре лужения и пайки для обеспечения растекания вязкотекучего органического связующего по поверхности паяемого или подвергающегося горячему лужению материала. Расход компонентов состава при этих условиях лужения и пайки становится неоправданным.
При содержании полиэтиленгликоля
100 или полиэтиленгликоля 115 меньше
25 мас. не обеспечивается сплошность покрытия составом луженой поверхности, Кроме того, снижается флюсующая активность, не компенсируемая даже наличием активатора, При увеличении сод» ржания диэтиленгликоля выше 23,97 мас. изменяются вязкостные характеристики состава. что не обеспечивает сплошность покрытия поверхности при горячем лужении расплавленным припоем.
При снижении содержания диэтиленгликоля ниже 15,0 мас. вязкость состава уже не определяет его технологичность. Эти же условия выбора оптимальной концентрации свойственны и гидроксилсодержащим олигоэфирам лолекулярной массы 800—
2500, полученными на основе смеси окисей алкиленов в присутствии полигидроксильных стартовых веществ. Кроме того, снижение содержания гидроксилсодержащих олигоэфиров молекулярной массы 800—
2500 ниже 38,87 мас. не обеспечивает его воздействие как поверхностно-активного смачивающего вещества, обеспечивающего при лужении и пайке равномерное покрытие расплавленным припоем проводников печатных плат.
Введением фенотиазина обеспечивается стабилизация гидроксилсодержащего олигоэфира молекулярной массы 800 — 2500 при жестких температурных режимах лужения расплавленным припоем. Другая необходимость введения фенотиазина диктуется его ингибирующим действием, При снижении содержания фенотиазина меньше 0,3 мас.% не обеспечивается стабилизация гидроксилсодержащего олигоэфира молекулярной массы 800 — 2500 и исключается ингибирующее воздействие. увеличение содержания фенотиазина выше 0,79 мас. экономически не оправдано, поскольку не обеспечивается увеличение эффективности его практического использования. Кроме того, затрудняется отмывка остатков состава после лужения и пайки.
16 Ri:)82
Формула изготовления
15 Флюс для низкотемпературной пайки никеля и его сплавов, содержащий активную составляющую, многоатол ный спирт, полиэтиленгликоль 110 или полиэтиленгликоль 115, отличающийся тем, что, с
20 целью повышения качества паяного соединения за счет обеспечения однородности состава, он дополнительно содержит гидроксилсодержащие олигоэфиры молекулярной массы 800 — 2500, полученные на основе
25 смеси окигей алкиленоо в присутствии полигидроксильных стартовых веществ, и фенотиазин, о а качестве активной составля ощей трипропиламин гидрохлорид, многоатомного спирта — диэтиленгликоль при
30 следующем соотношении компонентов, мыс. :
Трипропиламин гидрохлорид 1,0-3,31
Диэтиленгликол ь 15,0-23.97
35 Полиоксиэтиленгликоль
100 или 115
Гидроксилсоде ржащие олигоэфиры молекулярной массы 800-2500, полученные
40 на основе смеси окисей алкиленов о присутствии полигидроксильных стартовых веществ
Фенотиазин
25,0-33,06
38,87-58,7
0,3-0,79
Наименование компонентов
3,31
23,97
333,06
1,0
15,0
25,0
2,2
19,5
29,03
Трипропиламин гидрохлорид
Диэтиленгликоль
Полиэтиленгликоль 100
Полиэтиленгликоль 115
Гидроксилсодержащий олигоэфир молекулярной массы 800, полученный на основе смеси окисей алкиленов в присутствии полиги оксильных ста товых ве еств
38,87
Ведением трипропиламин гидрохлорида обеспечивается повышение активности состава, обеспечивающеи качественное лужение и пайку никеля и его сплавоо, При содержании трипропилал ин гидрохлорида выше 3,3 мас. наблюдается коррозия паяных соединений, не компенсируемая увеличением концентрации фенотиазина выше 0,79 мас. .
При содержании трипропиламин гидрохлорида ниже 1,0 мас.% не обеспечиваются качественные лужение и пайка никеля и его сплавов за счет возникновения непропаев и сосулек.
Флюс для лужения и пайки иэделий готовят следующим образом.
Растирают полиэтиленгликоль 100 или полиэтиленгликоль 115 до порошкообразного состояния. Затем последовательно вводят при нагревании до 80 — 90 С и при непрерывном перемешивании дизтиленгликоль, гидроксилсодержащий олигоэфир молекулярной массы 800 — 2500, стабилизованный фенотиазином при этих же температурах, но при интенсивном перемешиоании.
Последним вводится трипропиламин гидрохлорид, При 35 — 40 С и ниже состав застывает в аморфную массу, В таблице приведены примеры конкретного выполнения состава для пайки никеля и его сплавов.
Заявляемый флюс застывает в аморфную массу при температуре ниже 35 — 40 С и обладает повышенной скоростью восстановления окислов на поверхности изделий, подвергаемых лужению и пайке о широком диапазоне концентраций ингредиентов.
Состав 3 хорошо растекается при температурах горячего лужения, образуя равномерную защитную пленку на поверхности изделий и обеспечивая ровное покрытие расплавленным припоем, При этом формируется качественное покрытие расплавленным ри Tоем и образуется правильная его кристаллизация без дендридоо.
Составы 1 — 3 обладают свойствами поверхностно-активного вещества, что спо5 собствует качественной очистке от остатков состава после лужения и пайки проточной теплой- и холодной водой.
Использование флюса для лужения и пайки изделий улучшает условия труда, по10 оышает качество изготавливаемых элементов и блоков РЭА, а также повышает производительность их изготовления.
Со е жание компонентов в составе, мас.
1668082
Продолжение таблицы
Составитель Л. Абросимова
Редактор Г. Наджарян Техред М.Моргентал Корректор С. Черни
Заказ 2610 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат «Патент», r. Ужгород, ул.Гагарина, 101




findpatent.ru
Пайка никелевых сплавов — Справочник химика 21
При диффузионной пайке жаропрочных никелевых сплавов в вакууме, инертной или восстановительной атмосфере для предотвращения роста зерен (вторичной рекристаллизации) в зазор закладывают припой в виде фольги, содержащий 77 % N1, 13 % Сг, 10 % Р с температурой плавления 890 °С, покрытой порошком состава (%) 84 N1, 12 Сг, 4 Мо. Нагрев при пайке происходит при 1050 °С в течение 60 мин при давлении 5 МПа. Жидкая фаза расплавившегося сплава N1—Сг—Р проникает между частицами порошка и диффундирует одновременно в паяемый материал. Иногда припой системы N1—В—Сг изготовляют без бора в виде ленты фольги, а затем его насыщают бором до требуемого содержания. При контактно-реактивной диффузионной пайке содержание бора в шве понижается в результате его диффузии в основной материал. Возможна контактно-реактивная диффузионная пайка никелевых сплавов после насыщения бором их поверхности [39]. [c.339]Характерно, что применение медных припоев и нанесение медных покрытий на холоднотянутые отожженные листы сплавов типа инконель приводит к ухудшению процесса смачивания, растекания и затекания в зазор. Медные припои легко окисляются, в связи с этим они нашли весьма ограниченное применение для пайки никелевых сплавов. Причем медные припои не должны содержать фосфора, так как в паяном соединении могут образоваться прослойки хрупких фосфидов никеля (Ы зР). [c.340]
Нанесение на паяемый металл никелевого покрытия, а также введение в зазор никелевой фольги или никелевого порошка способствуют лучшему затеканию припоев при пайке никелевых сплавов типа инконель X состава (%) 73 N1 15,51 Сг 7 Ре 0,04 С 0,8 А1 2,5 Т1 0,3 51 0,85 ЫЬ + Та (табл. 57). [c.340]
Водород обладает такими физико-химическими свойствами, которые делают его весьма эффективным рабочим телом для использования в качестве охлаждающей и защитной среды. Термическую обработку некоторых металлов и изделий из них в ряде случаев необходимо проводить в условиях, исключающих их окисление, что и достигается в защитной атмосфере водорода. Водородную атмосферу применяют при светлом отжиге изделий из вольфрама и молибдена, малоуглеродистой стали, высококремнистой стали, медно-никелевых сплавов. Эта атмосфера пригодна при пайке медью нержавеющей стали. [c.560]
Водород В качестве защитной атмосферы применяется при отжиге изделий из вольфрама и молибдена. Кроме того, защитная атмосфера из водорода находит применение при отжиге малоуглеродистой стали, высококремнистой стали, медно-никелевых сплавов, при пайке медью нержавеющей стали, в процессах порошковой металлургии, связанных с получением малоуглеродистых черных металлов, вольфрама, молибдена и некоторых марок нержавеющей стали. [c.36]
Кроме защиты, покрытия обеспечивают смачиваемость припоями, предохраняют от образования легкоплавких эвтектик при пайке титана с медными и никелевыми сплавами, предотвращают или замедляют образование хрупких интерметаллидных прослоек покрытие также используют для образования в процессе пайки припоя путем контактного плавления с титаном (например, медные и медноникелевые покрытия толщиной до 10 мк). [c.284]
Одним из путей решения вопроса о низкотемпературной пайке алюминиевых сплавов является предварительное нанесение на детали никелевого слоя, электродный потенциал которого находится между потенциалами алюминия и основных компонентов легкоплавких припоев. Кроме того, по никелевому подслою хорошо растекается припой, [c.193]
Твердые припои (медь и медные сплавы, сплавы на никелевой основе, а также серебро и его сплавы) применяются для пайки стали, чугуна, медных и никелевых сплавов с температурой плавления выше 800°. [c.1092]
Материал основных деталей приспособлений должен выдерживать многократные нагрев и разборку (в разборных конструкциях), а также быть прочным и износостойким. Этим требованиям удовлетворяют специальные сплавы и керамика. При пайке алюминиевых сплавов погружением для деталей приспособления рекомендуется применять жаропрочные никелевые сплавы или коррозионно-стойкую сталь, так как углеродистая сталь загрязняет ванну. В приспособлении не должно быть углублений, препятствующих стеканию припоя. [c.339]
Припои, не содержащие 51 и В, применяют для пайки входных направляющих аппаратов, готовых панелей и колец с готовым уплотнением [31] из стали, легированной кремнием и алюминием. Припои системы N1—51 по смачиваемости никелевых сплавов превосходят припои системы N1—Р—Сг. Такого типа припои без бора выгоднее для пайки тонкостенных изделий. [c.20]
Как показали исследования, боридно-хлоридные флюсы, применяемые для пайки сталей и медных сплавов, относятся к флюсам растворно-химического действия. Вероятно, к этому же классу принадлежат боратно-хлоридные и боратно-фторидные флюсы, используемые для пайки сталей и никелевых сплавов. [c.22]
Если депрессант не растворим в паяемом металле, то при длительной выдер
www.chem21.info