Что нужно для пайки латунью. Пайка металлов латунью. Отличия высокотемпературной пайки от низкотемпературной
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия.
Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры.
В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники.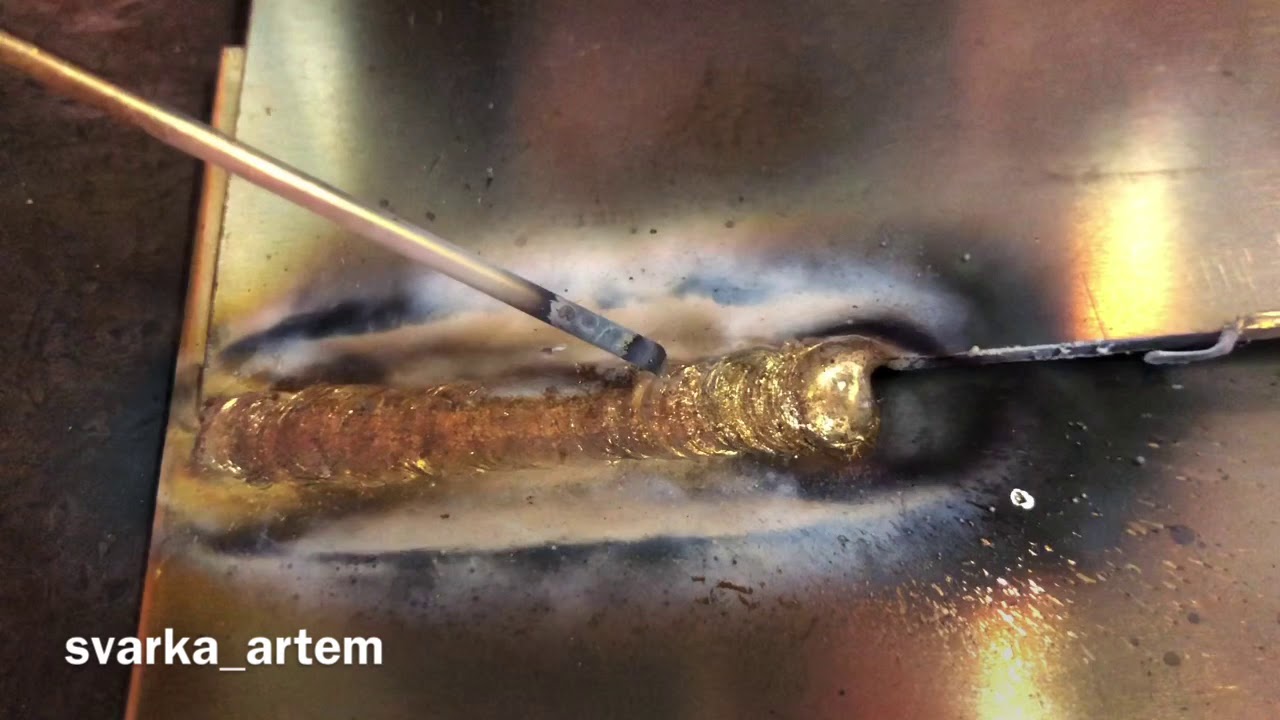 В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк.
Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк.
Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии.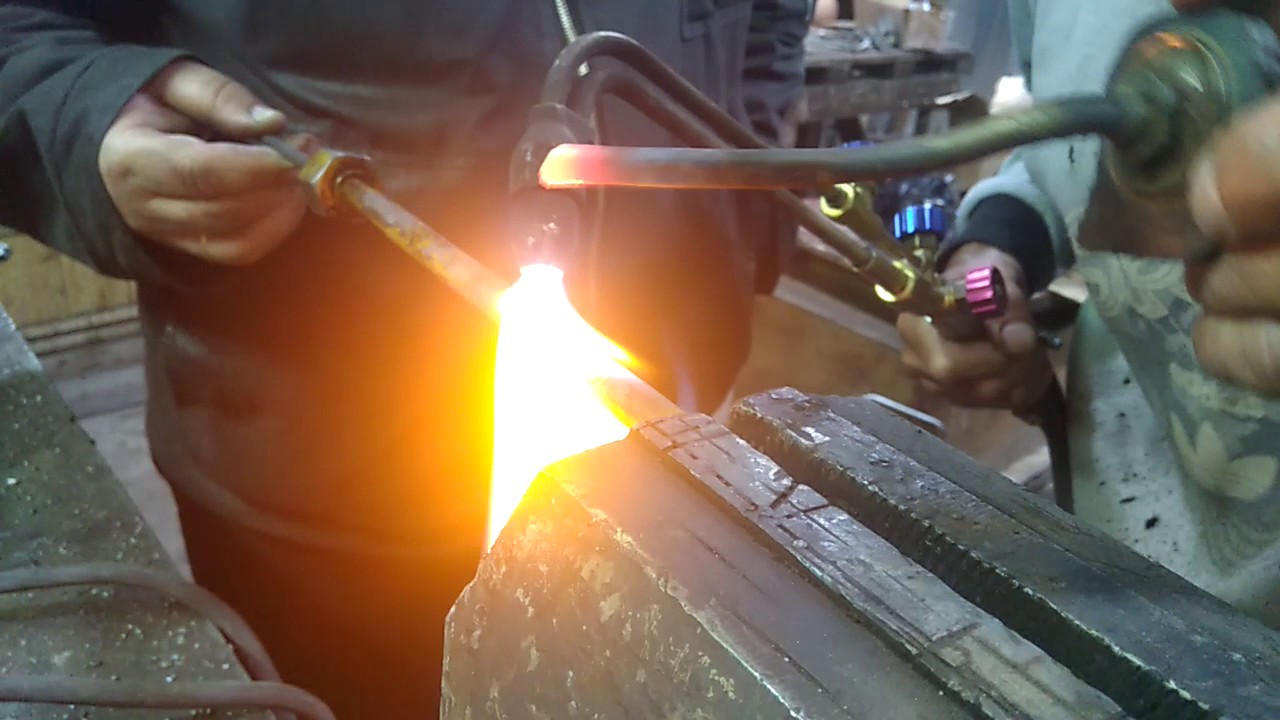 Сначала необходимо приготовить следующее оборудование и материалы:
Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые.
 К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
К ним относится латунь в виде проволоки, круглая трубка, лист и лента. - Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).

- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.

- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей.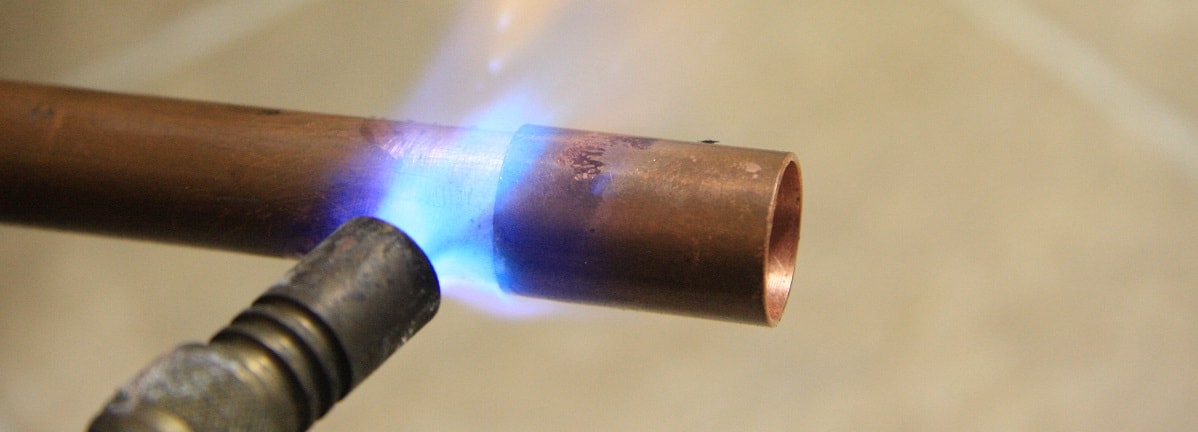 Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Сварка латуни в гаражных условиях. Сведения о сварке латуни
Латунь – это сплав меди с цинком, в незначительном количестве могут присутствовать другие легирующие элементы. И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 оС с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 оС с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
Цинк сгорает с выделением гари и неприятного запаха. Для проведения работ нужно обязательно обзавестись респиратором, который вряд ли защитит вас от вредных выделений полностью, но это все-таки лучше, чем совсем без него. Как бы то ни было, для разовой работы респиратора будет вполне достаточно. Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 оС.
В связи с вышесказанным, резонно сделать вывод, что латунь все же лучше паять. Пайка лучше всего протекает, когда в руке твердосплавный припой, но с температурой плавления все же более низкой, чем у латуни. Лучше всего подходят медно-фосфорные припои. Оксидная пленка на поверхности цветного металла препятствует смачиванию, растеканию и схватыванию припоя с поверхностью детали, поэтому применяют флюсы, которые окислы снимают. Наиболее известный флюс, о котором все слышали, кто занимается сварочными или паяльными работами, это бура. Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
Наиболее известный флюс, о котором все слышали, кто занимается сварочными или паяльными работами, это бура. Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
По некоторым причинам пайка меди все же заменяется сваркой. Какие это могут быть причины?
- Первая, встречаются люди, которые с недоверием относятся к пайке. В некоторых случаях они могут оказаться действительно правы, особенно если деталь будет в работе испытывать какие-то серьезные нагрузки, которые будут ее крутить, изгибать и всячески испытывать эту деталь на прочность. Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой.
 Последняя дает наиболее высокие прочностные характеристики.
Последняя дает наиболее высокие прочностные характеристики. - Вторая причина – возможные требования заказчика к однородности основного металла и шовного по цвету. При пайке определенно будут более выражены цветовые различия, так как не образуется сварочная ванна и не происходит перемешивания металлов. Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
- Третья причина и вовсе прозвучит банально – варят, потому что нет возможности паять, так как из оборудования есть в наличие только сварочный аппарат.
Нужно еще отметить, что латунь варится большинством из известных способов сварки:
Из специальных способов сварки можно отметить лазерную и ультразвуковую.
Если говорить об основных сварочных методах, которые используются не только на производстве, но и в гараже нашими кулибиными… Проще всего латунь варится ацетилено-кислородным пламенем. При работе с ТИГом латунь сильно шипит, так как стремительно разогревается до температуры своего кипения, а сам процесс описывают, как достаточно сложный.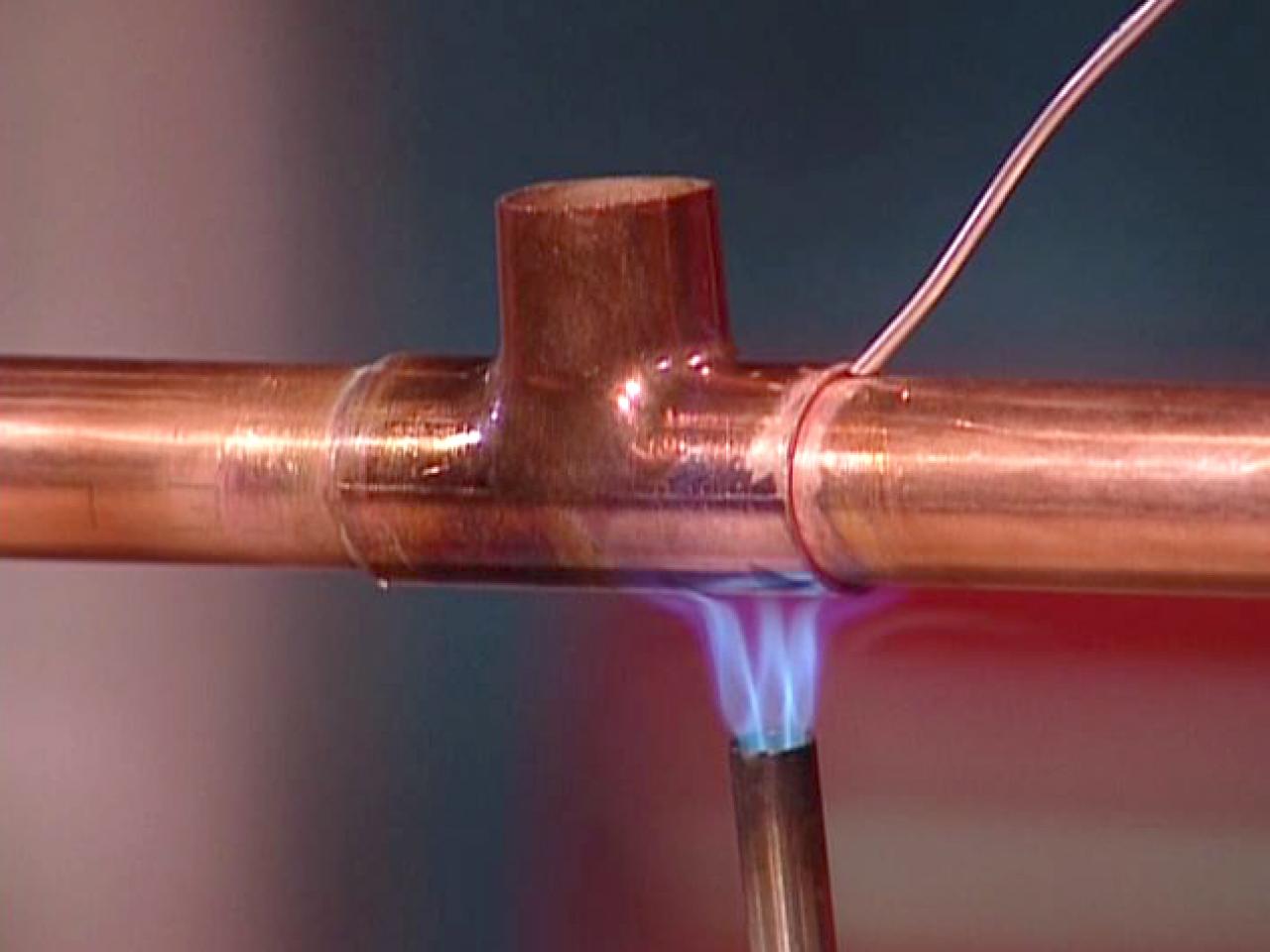 Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Во всех случаях, теория гласит, что чем больше в присадочном прутке легирующих элементов, которые являются раскислителями, тем лучше. Раскислителями являются, например, такие элементы, как кремний или марганец. Они связывают свободный кислород в расплаве и выводят его на его поверхность в виде шлака. Таким образом, вредная составляющая выводится из металла и в результате снижается количество дефектов – отсутствует пористость или же она сведена к минимум – единичные поры, раковины. Насколько раскислители, которые находятся в сварочной проволоке, влияют на качество шва (латунь) в плане его бездефектности на практике – трудно сказать. Например, при наплавке меди М1 прутком М1 на электротехническую сталь типа 10895 или 10864,10865 ацетилено-кислородной или кислородно-пропановой горелкой наблюдается серьезная пористость наплавленного слоя – частные цепочки пор. Причем тем больше пористость, чем выше интенсивность пламени, его скорость. Дефекты наплавки (или шва) скорее появляются из-за того, что расплавленный металл «обдувается» скоростным пламенем и наличие или отсутствие раскислителей в составе присадки здесь вряд ли что-то может изменить в лучшую сторону. Кардинально ситуацию меняет, например, сварка в аргоне – здесь аргон подается с меньшей скоростью и образует как бы облако газа вокруг сварочной ванны. В результате наплавленный слой практически не имеет пор.
Насколько раскислители, которые находятся в сварочной проволоке, влияют на качество шва (латунь) в плане его бездефектности на практике – трудно сказать. Например, при наплавке меди М1 прутком М1 на электротехническую сталь типа 10895 или 10864,10865 ацетилено-кислородной или кислородно-пропановой горелкой наблюдается серьезная пористость наплавленного слоя – частные цепочки пор. Причем тем больше пористость, чем выше интенсивность пламени, его скорость. Дефекты наплавки (или шва) скорее появляются из-за того, что расплавленный металл «обдувается» скоростным пламенем и наличие или отсутствие раскислителей в составе присадки здесь вряд ли что-то может изменить в лучшую сторону. Кардинально ситуацию меняет, например, сварка в аргоне – здесь аргон подается с меньшей скоростью и образует как бы облако газа вокруг сварочной ванны. В результате наплавленный слой практически не имеет пор.
Латунь – это не медь, а сплав на ее основе. Однако, как нам кажется, здесь можно провести определенные параллели. Часто принимается за абсолютную действительность теоретические сведения, которые были выведены в свое время высоколобыми учеными, но имеют к реальности отдаленное отношение. Но вернемся к сварке латуни…
Часто принимается за абсолютную действительность теоретические сведения, которые были выведены в свое время высоколобыми учеными, но имеют к реальности отдаленное отношение. Но вернемся к сварке латуни…
Так как ацетилен наиболее подходящий для сварки латуни метод, остановимся на нем более подробно.
Сварка латуни ацетиленом в домашних условиях
Понадобится флюс бура – белый порошок, который выглядит как соль. Продается он по килограммам в полиэтиленовых пакетах. Проволока латунная, реализуется в прутках. Стоимость проволоки высокая, но если варить время от времени по хозяйственным нуждам, небольшой связки прутков хватит на долгое время.
Технология сварки
Если нужно проварить толстостенные детали, нужно делать разделку. Она может быть У-образная; Х- образная, или самая обычная с углом раскрытия 45 оС. Если детали тонкостенные, разделка не требуется, необходимый провар и так будет обеспечен. Для сварки можно использовать как ацетилен, так и пропан, так как для плавления латуни большой температуры не требуется. Единственное что, массивные латунные изделия, если такие найдутся в хозяйстве, пропаном греть придется дольше.
Мундштук – насадка на горелку выбирается самый маленький (№1). Пламя должно быть небольшим. Пламя настраивается так же, как на сварку черного металла, только немного мягче.
Для начала нагревается латунное изделие. Если детали имеют тонкие стенки, нужно контролировать процесс так, чтобы металл не провалился, это может произойти, если его сильно прогреть. Нагреваем деталь не докрасна (хотя она и не греется до такого цвета). Затем пруток окунается в флюс и подается к соединению. Капля «падает» с прутка, попадает на соединение и эту каплю необходимо «размазать» небольшими колебательными движениями горелки. И так постепенно продвигаетесь вперед.
Контролируйте визуально отсутствие пор. Если появились – значит мало флюса. Добавили флюс – и пора заплавляется. Процесс сварки латуни ацетиленом сильно не отличается от сварки углеродистых сталей.
Читайте статью «Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди и ее сплавов, магния»
вело — высокотемпературная пайка — Укрывайтесь в складках местности. — LiveJournal
Небольшое руководство по пайке рам (вдруг пригодится когда).Высокотемпературная пайка: краткое введение (by Josh Putnam)
Что такое высокотемпературная пайка (ВТ-пайка, brazing)?
Высокотемпературная пайка (ВТ-пайка, brazing) — процесс соединения металлических деталей путем заполнения зазора между ними расплавом другого металла при температурах выше 450 гр. Ц. Расплав металла, которым заполняют зазор, должен смачивать поверхности спаиваемых деталей, с тем, чтобы капиллярный эффект затягивал расплав внутрь зазора. Если процесс протекает при температурах, ведущих к расплавлению основного металла соединяемых деталей, то такой процесс называется сварка (welding) или пайка-сварка (braze-welding).
Материал соединяемых деталей называется основным металлом (base metal), расплав, который соединяет спаиваемые детали, называется припой (filler metal). Припой также может называться паечным прутком, цинковым припоем, паечным сплавом (brazing rod, spelter, brazing alloy)
Последующая информация относится в основном к материалам и техникам используемым при пайке велорам, но может быть применена и к пайке других легких стальных деталей.
Безопасность
При любых высокотемпературных паечных работах выделяются ядовитые пары, а в газовых горелках применяются нестабильные топлива. Обязательно читайте инструкции по безопасности при работе с этими материалами и следуйте этим инструкциям.
Пайка бронзой
Как видно из названия, вт-пайка обычно выполняется при помощи припоев на основе бронзы или латуни, сплавов меди с цинком, оловом и др. металлами. Бронзовые и латунные припои для вт-пайки плавятся при температурах от 800 до 1000 гр. Ц. Такая температура может привести к отжигу стали, сводя на нет предварительную термообработку деталей для их укрепления. По этой причине термообработанные трубы (например, Reynolds 731) не подвергают вт-пайке бронзой/латунью.
Трубы, не проходившие термообработки (Reynolds 531 или простые трубы из хроммолибденовой стали 4130), вполне подходят для пайки бронзой или латунью. Получаемаые соединения достаточно прочны для нагрузок, которым подвергается велорама, к тому же цена бронзового припоя заметно ниже, чем цена серебряного. Да и процесс пайки проще и менее требователен к квалификации мастера, точности подгонки деталей и терморежиму. Большая часть массово-производимых паяных велорам, да и заметная часть заказных рам паяется именно бронзой-латунью. Этот припой — хороший выбор, особенно для начинающего мастера.
Пайка серебром
Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чем бронзовые-латунные, и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения.
Замечание: Серебряную вт-пайку (silver brazing) часто путают с низкотемпературной пайкой серебро-содержащими припоями, использующейся в сантехнических и др. работах. При неясностях, следует детально уточнить марки припоя и температуры пайки.
Обыкновенно припой для серебряной вт-пайки содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Припои, применяемые в серебрянной вт-пайке, плавятся при температурах порядка 620 гр. Ц., что сильно уменьшает отжиг и сопутствующее снижение прочности спаиваемых термообработанных деталей. Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности. На удалении от места пайки отжиг не происходит из-за малого прогрева. В сохранении предварительной термообработки деталей играет роль также квалификация мастера, поскольку более долгий прогрев приводит к более глубокому распространению тепла в деталях.
Серебряные вт-припои часто содержат кадмий, металл, пары которого смертельно ядовиты. Кадмий позволяет снизить температуру процесса вт-пайки и повысить прочностные и другие характеристики изделия, однако применять его следует только при наличии опыта и высокопроизводительной вытяжки. Паять кадмий-содержащими припоями у себя в гараже — значит, нарываться на неприятности, так что, если вы хотите паять серебряными припоями в домашних условиях, поищите припои без кадмия.
Серебряные припои также наиболее хорошо подходят для пайки нержавеющих сталей. Большинство бронзовых припоев не смачивают нержавейку, и даже если смачивают, то качество соединения получается низким. ВТ-пайка нержавейки — процесс более сложный и требовательный, чем пайка обычных сталей, в некоторых случаях необходим специальный припой, который предотвращает коррозию между основным металлом и припоем. Для предотвращения коррозии в припой вводится небольшое количество никеля. При пайке обычным припоем соединение может быстро прокорродировать, будучи подвержено воздействию воды.
Никелево-серебряная пайка.
Последний класс вт-припоев, который следует упомянуть — никелево-серебряные припои. Несмотря на название, в этих припоях практически нет серебра, состоят они в основном из никеля и меди. У таких припоев температура плавления заметно выше, чем у настоящих серебряных, потому применять их на термоупроченных трубах не надо.
С другой стороны, никель-серебряный припой прочнее бронзового, часто заметно прочнее, и некоторые никель-серебряные припои хороши для пайки некоторых видов нержавеек. Припой №11 марки All States специально предназначается производителем для пайки велорам, и соединения с ним получаются очень прочные. Судя по его книге, Тим Патерек также предпочитает этот припой для шовной пайки. У этого припоя очень широкий дипазон рабочих температур — от 650 до 970 гр. Ц. и прочночть на разрыв до 60 кг/кв.мм.
Флюсы
При высоких температурах в процессе вт-пайки большинство металлов быстро окисляется. Окисловая пленка мешает припою смачивать поверхность базовго металла и затекать в соединение. Чтобы предотвратить окисление используются специальные химикаты, которые называются флюсами. Их функция — растворить оксидную пленку и защитить поверхность металла от дальнейшего окисления. Чаще всего флюсы наносятся в виде пасты на поверхности соединяемых деталей внутри соединения и вокруг него, хотя иногда они нанесены на пруток припоя или добавляются прямо в пламя горелки.
Припой обычно не смачивает необработанную флюсом поверхность. Хотя внутри соединения это мешает, вне него может быть полезно — если вы выполняете соединение, размер которого меньше размера пламени горелки, припой будет пытатьтся растечься по все прогреваемой площади. При этом обработанная флюсом зона ограничит растекание припоя, что облегчит последующую очистку. Но не переусердствуйте — вам надо, чтобы внутри соединения присутствовал флюс, и вам не надо, чтобы металл вокруг соединения выгорел. Вы всегда сможете потом удалить излишки припоя напильником, а со временем научитесь контролировать растекание припоя при помощи температуры пламени.
Разные флюсы обеспечивают защиту при разных температурах, поэтому важно использовать флюс, который подходит к используемому вами припою. Обычно флюсы разрабатываются либо для серебряного, либо для бронзового припоя, и они не взаимозаменяемы. Существуют также специальные флюсы, обеспечивающие лучшую защиту при пайке нержавеек, или при длительном нагреве.
Информацию о том, для каких температур, базовых металлов и припоев разработан флюс надо искать у производителя флюсов.
Методы вт-пайки
Обычно, заказные рамы паяются вручную. Детали рамы сводятся вместе на стенде, и мастер пропаивает узлы сочленения последовательно с помощью ручной кислород-ацетиленовой горелки. Такие же горелки используются для сварки, но при вт-пайке процесс несколько отличается, т.к. базовый металл не расплавляется.
В прошлом, многие рамы паялись методом прогрева над печью, а не горелкой. При объемном прогреве использование стенда было затруднительно, потому предварительная сборка узлов рамы осуществлялась прихватыванием сваркой или пайкой, а затем узлы последовательно прогревались в открытом пламени. Этот устаревший метод оставался в ходу у консервативных изготовителей рам вплоть до 1970-х годов, но был вытеснен более простым и точным методом ручной газовой пайки.
Как научиться паять
Конечно, данное описание — всего лишь краткое введение в вт-пайку. Чтобы по настоящему научиться паять, лучше всего записаться на спец-курсы. Конечно и без курсов можно приобрести нужный опыт, но вт-пайка это одновременно и наука, и искусство, потому многих полезных тонкостей в книгах можно не найти.
Что читать по теме:
Brazing Manual , from The American Welding Society (AWS), available from many libraries and better technical book stores. An expensive book, with more information than you really need, but a very thorough discussion of safety concerns and a good introduction to brazing methods. Also full specifications for most brazing alloys, silver as well as brass and nickel.
The Brazing Book, Handy & Harman. H&H is a major manufacturer of silver brazing alloys, and this book is a guide to the use of their products. It also lists a number of more specialized technical bulletins from H&H. Call 1-800-558-3856 for a copy of The Brazing Book or other data.
Lucas Milhaupt, Inc., A Handy & Harman Subsidiary
5656 S Penna. Ave
Cudahy, WI 53110
Silvaloy Brazing & Soldering Products, Englehard Corp. Another major manufacturer of silver brazing alloys, Englehard also has an informative catalog, though it is not as good as The Brazing Book. Still, if your local supplier stocks Englehard fillers, having a copy of the catalog is a good idea so you know what you’re buying.
Englehard Corp. Joining Products
235 Kilvert St.
Warwick, RI 02886
401/739-9550
1-800-225-213.
Harris Welco Alloy Products Technical Guide, J.W. Harris Co. Another catalog of brazing products, again with some application information. Unlike H&H or Englehard, Harris makes no silver alloys with cadmium, so if you buy a Harris silver alloy, you don’t need to know its composition to be certain it has no cadmium.
J.W. Harris Co. Inc.
4501 Quality Place
Mason OH 45040-1971
Tel. 513-754-2000
800-733-4043
Fax 513-754-8778
All-State Welding, Brazing, Soldering Instruction Manual and Catalog, All-State Welding Products. All-State makes only a few silver alloys, but its catalog has brief «Typical Applications» and «Procedures» summaries for each alloy they sell.
All-State Welding Products
5112 Allendale Lane
P.O. Box 600
Taneytown, MD 21787
410/756-4330
1-800-638-1647
Пайка латуни в домашних условиях: видео, советы
Главная › Новости
Опубликовано: 06.09.2018
Как паять паяльником, обучениеПайка латуни может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Ремонт шарового крана — пайка латуни корпуса #своими_руками
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Пайка меднофосфористым припоем
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьисоветы мастера. Пайка металлов латунью Как запаять латунь в домашних условиях
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu 2 0 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм 2 , свинцом — 3,6 кгс/мм 2 , а соединений из латуни — 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Пайка латуні в домашніх умовах: відео, поради
Пайка латуні може бути виконана досить просто і в домашніх умовах, хоча багато умільці і не зважуються на таку роботу, боячись певних складнощів, які можуть виникнути в процесі її виконання.
Між тим, техніка виконання пайки латуні досить проста і не вимагає якоїсь спеціальної підготовки.
Найбільш часто пайку латуні виконують звичайної газової пальником і для цих цілей в якості припою можна скористатися оловом, бурою або іншим аналогічним матеріалом, який може замінити традиційний флюс.
Слід зазначити, що цю роботу можна виконати спеціальним графітовим електродом або паяльником, використовуючи відповідний припій.
По своїй суті пайка даного матеріалу чимось нагадує пайку сталі, міді або чавуну, проте має деякі особливості і тонкощі, які необхідно в обов’язковому порядку враховувати.
Слід зазначити, що деталі з латуні більш просто обробляти, ніж заготовки із сталі, міді або чавуну.
Особливістю пайки в домашніх умовах бронзи, чавуну або міді, на відміну від сталі, є те, що на їх поверхні утворюється оксидна плівка, яка впливає на якість виробленого з’єднання.
Незважаючи на це в домашніх умовах при правильному підході до справи, виконати пайку латунних заготовок, а також деталей з міді можна не тільки газовим пальником, але і паяльником, на відміну від чавуну або сталі, зварювання яких здійснюється виключно електродом.
Зміст:
- Деякі особливості
- Характеристики матеріалів
- Порядок роботи
Деякі особливості
Пайка за своєю суттю є найбільш оптимальним способом отримати достатньо міцне і нероз’ємне з’єднання, як деталей виконаних з латуні, так і заготовок з інших матеріалів, в тому числі і з чавуну.
При здійсненні з’єднання між елементами обов’язково вводиться розплавлений припій, і для цього можна скористатися оловом або бурою.
Припій повинен мати температуру плавлення трохи нижче температури плавлення основного матеріалу.
За допомогою пайки між собою можна міцно з’єднувати різні матеріали, в тому числі деталі, виконані з чавуну або міді.
Дуже часто це буває єдиним способом здійснити скріплення металевих поверхонь різних типів.
Звичайно, пайку в деякому роді можна певним чином порівняти з виконанням зварювання, коли з’єднання поверхонь проводиться електродом, однак у цьому випадку спільним є тільки кінцевий результат.
Суть самого процесу виконання пайки зовсім інша.
Основна відмінність між зварюванням та паянням полягає в тому, що при з’єднанні поверхонь електродом, що не плавиться основний матеріал, а при роботі з паяльником плавиться тільки метал-зв’язка.
Відео:
Крім цього, в пайку обов’язково повинен бути присутнім флюс, в якості якого може виступати бура.
Звичайно, пайка забезпечує менш міцне з’єднання поверхонь алюмінію, міді або чавуну, ніж наприклад зварювання, однак дозволяє працювати навіть з дрібними заготовками.
Пояснити це можна тим, що використовується при пайці флюс, в якості якого може виступати бура, під впливом відносно високих температур виділяє певні хімічні елементи, які зменшують міцність основного з’єднання, крім цього, сам шов виходить пористим.
Пайку алюмінію, як і, наприклад, зварювання чавуну, найкраще робити внахлест, а не встик.
Незважаючи на те, що по міцності з’єднання пайка дещо поступається зварюванні, вона в даний час активно використовується в самих різних галузях промисловості.
За допомогою неї здійснюють необхідне скріплення не тільки латунних заготовок, але і виробів з міді і навіть з чавуну.
Найчастіше паяння різних типів металів виробляють паяльником, однак при необхідності для цих цілей можна скористатися і газової пальником.
Для виконання паяння, в тому числі і латунних заготовок, в обов’язковому порядку потрібно припій або флюс, в якості якого дуже часто виступає бура.
Слід зазначити і те, що зварювання може бути як високотемпературної, так і низькотемпературної. В домашніх умовах використовується перший варіант пайки.
На відео можна побачити, як виконується паяння латунних заготовок.
Характеристики матеріалів
Взагалі латунь являє собою сплав міді і цинку. Особливо часто він використовується для виробництва різного хатнього начиння, труб, радіаторів та багатьох інших пристосувань.
Домашньому майстру дуже часто доводиться стикатися з необхідністю провести відповідну обробку поверхонь з латуні, а тому необхідно знати всі особливості цього специфічного металу.
Для виконання пайки латунної поверхні дуже важливо правильно підібрати відповідний флюс і в цьому випадку краще всього підходить бура, яка здатна ефективно прибрати з поверхні утворену оксидну плівку.
Придбати цей флюс можна практично в будь-якому будівельному магазині за цілком доступною вартості. Флюс на основі бури дозволяє забезпечити більш якісне затікання основного зв’язуючого компоненту в утворені зазори.
Також з особливою ретельністю слід підбирати і припій для латуні.
Так, якщо дана робота буде виконуватися в газовому середовищі, то в цьому випадку краще всього скористатися срібними або мідно-фосфорними припоями.
Такий припій відмінно підходить і для роботи з латунню, яка має високий вміст міді. В цьому випадку можна використовувати припій на основі самої латуні з більш низькою температурою плавлення.
З особливою ретельністю і обережністю припій і флюс слід підбирати в тому випадку, коли необхідно з’єднати між собою деталі з абсолютно різних матеріалів.
Відео:
Так, наприклад, якість пайки латуні і безпосередньо міді багато в чому залежить від того, якій буде використовуватися припій, а також флюс.
Саме ці компоненти, головним чином, впливають на якість шва і його пористість.
Виконуючи в умовах будинку пайку латуні в середовищі газів, рекомендується використовувати певний флюс, який в деяких випадках можна замінити тонким шаром таких матеріалів, як нікель або мідь.
Це дозволить уникнути виділення з латунної поверхні міститься там цинку, відповідно, і сама сполука вийде більш міцним і якісним.
В даний час можна придбати припої, які у своєму складі містять елементи, які замінюють звичайний флюс.
Це дає можливість значно спростити роботу, зробити її більш якісною та швидкою.
В якості такого універсального припою може виступати меднофосфорный складу.
Порядок роботи
Після того як будуть детально розібрані і вивчені всі властивості використовуваних у процесі пайки латуні матеріалів, можна переходити безпосередньо до самого процесу.
Для початку слід підготувати весь необхідний інструмент і матеріал. Під рукою повинна бути газовий пальник або паяльник, а також відповідний припій і флюс.
Даний матеріали слід підбирати максимально уважно, щоб у підсумку шов вийшов максимально якісним і щільним.
У деяких випадках припій для латуні можна приготувати самостійно і для цього необхідно буде взяти в певних пропорціях мідь і технічне срібло, розплавити їх у спеціальному тиглі і ретельно перемішати.
Коли розплавлена суміш стане повністю однорідною, ємність з нею необхідно буде помістити в холодну воду до повного охолодження.
Далі приготований таким чином припій слід акуратно подрібнити або нарізати.
При приготуванні припою своїми руками слід особливу увагу приділяти однорідності його структури, так як від цього багато в чому буде залежати якість і міцність майбутнього з’єднання.
У цьому випадку не варто економити на витратних матеріалах і робити вибір на користь більш дешевих і менш якісних компонентів.
Відео:
У свою чергу флюс для пайки латуні готується з бури і борної кислоти, які також можна абсолютно вільно придбати у будь-якому будівельному магазині.
Дані компоненти беруться в однакових пропорціях і заливаються звичайною водою.
Після того, як для пайки латуні будуть готові всі необхідні компоненти, можна переходити безпосередньо до самої роботи.
Для цього береться латунна заготівля, попередньо очищена від бруду і різних масляних плям і акуратно посипається подрібненим припоєм.
Після цього в дію приводиться газова пальник, за допомогою якої проводиться прогрів робочих поверхонь до певної температури.
Тут головне-не перегріти латунну деталь, щоб вона не луснула й не деформувалася.
Якщо латунні поверхні мають більшу товщину, то їх прогрів слід проводити в обов’язковому порядку поступово.
При дотриманні всіх рекомендацій і порядку дій, шов вийде досить щільним і якісним.
Більш докладно про те, як паяти латунь без сторонньої допомоги в домашніх умовах, докладно розказано на відео в нашій статті.
Как спаять металл вместе | Паяльный металл
Пайка — это процесс соединения двух независимых металлических частей для образования одного прочного несущего соединения.
- Пайка аналогична пайке, но при более высоких температурах.
- Используйте пруток, подходящий для металла, используемого в вашем проекте.
- Пруток для припоя должен плавиться за счет тепла соединяемых металлических деталей, а не за счет прямого контакта с пламенем горелки.
- Используйте горелку, излучающую пламя высокой интенсивности.
Рекомендуемые стержни по типу металла
Медь, латунь, бронза:
Медно-фосфорные прутки для пайки и сварки
Сталь, нержавеющая сталь, никелевые сплавы, медные сплавы, чугун, карбид вольфрама:
Прутки для пайки и сварки нейзильбера
Чугун, оцинкованный, никель, сталь, ковкий чугун:
Бронзовые прутки для пайки и сварки
Алюминий:
Bernzomatic AL3 Алюминиевые прутки для пайки и сварки
Указания
- С помощью металлической щетки или наждачной бумаги потрите поверхность металла.Затем очистите поверхности мыльной водой или обезжиривателем.
- Расположите металл по желанию. В большинстве случаев соединение внахлест прочнее и легче спаивается, чем соединение с зазором. При необходимости используйте зажимы, чтобы закрепить детали на месте.
- Нагрейте стык в месте соприкосновения двух металлических частей до тех пор, пока стык не загорится.
- Приложите пруток к стыку, продолжая нагревать металлические поверхности. Для больших площадей нагрейте участки стыка до температуры, а затем переходите к следующему прилегающему участку.
- После пайки используйте проволочную щетку для очистки паяной поверхности от окисления или остатков.
Советы
- Прочтите наши Общие меры безопасности перед тем, как начать свой проект.
- Прочтите инструкции, прилагаемые к горелке и пайке, прежде чем приступить к проекту.
- После завершения проекта всегда снимайте горелку с топливного цилиндра и храните топливо в вертикальном положении.
Наконечники для пайки, пайки и сварки
Пайка пропановой горелкой — самый простой способ соединения меди и латуни.Вы даже можете использовать припой для соединения меди или латуни с нержавеющей сталью, вам просто понадобится подходящий флюс. Но есть пара советов, которые нужно иметь в виду, чтобы заставить его работать правильно с первого раза:
- Используйте жидкий флюс вместо пастообразного флюса. Пастообразный флюс имеет тенденцию оставлять липкие остатки, которые трудно удалить. Если вам необходимо использовать пастообразный флюс, используйте его экономно.
- Используйте только водопроводный (серебряный) припой. Не используйте электрический или ювелирный припой, потому что он часто содержит свинец или кадмий.Это токсичные металлы.
- Нанесите припой на каждую деталь отдельно перед их соединением. Эта практика известна как «лужение» и облегчает соединение деталей.
- Нагревайте детали, а не припой. Поиграйте с пламенем вокруг стыка, чтобы он стал хорошим и горячим, прежде чем наносить припой. Это позволяет припою равномерно стекать по стыку.
Пайка похожа на пайку, но выполняется при более высоких температурах и применима к большему количеству металлов. Он легко соединяет нержавеющую сталь с собой и является альтернативой сварке.Для пивоварения рекомендуется использовать наполнитель AWS типа BAg-5 с диапазоном температур 1370-1550 ° F (743-843 ° C). Хотя пайка может обеспечить более прочное соединение, высокие температуры пайки могут плохо сказаться на нержавеющей стали. При таких температурах углерод в нержавеющей стали может образовывать карбиды хрома, которые выводят хром из раствора, делая сталь не нержавеющей вблизи стыка. После эксплуатации эта область подвержена ржавчине и растрескиванию. Проблема не может быть решена повторной пассивацией, поэтому лучше избегать чрезмерного нагрева деталей во время пайки и поддерживать общее время при температуре не более четырех минут.Пропановые горелки обычно не подходят для пайки. Вам нужно будет использовать газ MAPP или ацетилен.
Сварка — лучший способ соединения нержавеющей стали, но для хорошего соединения требуется умение. Есть два процесса сварки, которые будут работать — MIG (тип с автоматической подачей проволоки) и TIG (тип вольфрамового электрода). Сварка TIG позволяет лучше контролировать эти небольшие соединения. Лучше всего поискать в «Желтых страницах» телефонной книги сварщика нержавеющей стали, который сделает эту работу за вас. Стоимость должна быть минимальной, 20-50 долларов в зависимости от объема необходимой сварки.Я приварил ниппели к 3 переоборудованным кегам за 20 долларов. Если вы хотите сделать это самостоятельно или у вас есть друг, который занимается сваркой нержавеющей стали, но раньше не занимался этим, вот что вам нужно знать:
Таблица 20 — Предлагаемые параметры сварки
Метод | Толщина стали | Ток | Напряжение | Сварная проволока | Расход аргона | Скорость сварки | Подача проволоки |
MIG | .063 | 85 DCEP | 21 | L | 19 | 184 | |
TIG | .045-.090 | 37-70 DCEN | ER 12-14 | 12 | 2-4 | В соответствии с требованиями |
В идеале обратная сторона сварного шва должна быть промыта газообразным аргоном для предотвращения сильного окисления.Но большинство сварщиков этого не беспокоит, поэтому обратную сторону сварного шва следует затем отшлифовать / отшлифовать, чтобы обнажить чистый металл. Не используйте металлическую вату! Чтобы счистить черные / голубоватые оксиды, которые могут вызвать коррозию в зоне термического влияния вокруг сварных или паяных соединений нержавеющей стали, используйте очистители на основе щавелевой кислоты и процедуры, упомянутые выше в разделе пассивирования.
Серебряная пайка / пайка 303 От нержавеющей стали до латуни
И снова здравствуйте, СтэнСтэн сказал:
Дин: Это ирония в том, что вы упоминаете ювелиров, поскольку они используют те же самые материалы, что и мы на модельных двигателях.Они продают его в меньших количествах по более высокой цене, но это тот же сплав. Они используют разные термины для обозначения сплава, потому что они будут работать с тремя или более сплавами на одной и той же заготовке, так что каждый шаг будет обрабатываться при более низкой температуре.
Припой для ювелиров, который я нахожу в сети, имеет другой состав, чем любой из обычных серебряных припоев
. Что касается использования трех (или более) сплавов на детали, вы можете сделать то же самое с серебряными припоями.
Каждый сплав плавится при разной температуре. Сначала используйте самую высокую температуру плавления и работайте вниз.
Большинство производителей серебряных припоев в США имеют полный состав каждого сплаваЯ думаю, все согласны с тем, что каждый производитель, имеющий торговое название для стандартного продукта, смешон и сбивает с толку. Еще хуже становится, когда они отказываются публиковать спецификации своего продукта для широкой публики.
они продают на своих сайтах.Из них пять более крупных производителей, Lucas, Uniweld, Harris, Aufhauser и SRA, только
один из них не указывает содержание металлов в своем списке товаров. Тот, кто этого не делает, SRA, всего
показывает спецификацию AWS (номер BAg-X), которая должна соответствовать AWS для данной спецификации.
Все производители, которые хотят продавать рабочие места по производству губок или получить одобрение FDA, должны указать номер AWS. Если у него
число, это будет то же самое, что и ЛЮБОЙ другой производитель, который делает это конкретное число, и это не
какое бы глупое название они ему ни дали.
Т.е., BAg-5 одной компании (45% серебра), он будет таким же, как BAg-5 любой другой компании.
Я могу разместить ссылки на всех этих производителей, если кто-то захочет увидеть, что все производители сбивают
из того же материала.
Если вы находитесь за пределами США, цифры могут для вас ничего не значить, но знание того, что все продавцы должны использовать одну и ту же классификацию
, поможет вам снова и снова получать один и тот же продукт от различных поставщиков из США.
Трой, у вас есть припой для серебряных подшипников, и это правильный термин. Это настоящий (мягкий) припой,Я также видел / слышал термин «серебряный припой» и в конечном итоге использовал то, что было отмечено в хозяйственном магазине… оказывается, это был не тот материал! (США здесь ..)
что следует из названия. Обычно это 96% олова и 4% серебра. В
он хорош для многих вещей. мастерская машинистов. Для мягкого припоя достаточно прочный. Однако его нельзя использовать с котлами высокого давления, так как он имеет
довольно низкая температура плавления около 450 ° F.
Вы суммируете процессы довольно близко.Пара дополнений может помочь, а может и нет;
Пайка, как при пайке серебром: при температуре выше 840 ° F, неблагородные металлы не расплавляются, соединение происходит за счет капиллярного действия.
Сварка: плавит основные металлы (любыми способами) и соединяет сплавлением этих металлов с присадочным металлом или
без использования. И это действительно жарко. Достаточно горячий, чтобы плавить сталь, поэтому температура выше 2600 ° F, или около
° C. Обычная дуговая сварка составляет около 6500 ° + F на дуге, оксиацетат, около
5600 ° F.
Пайка, как и при сварке твердым припоем: аналогично серебряной пайке, главное отличие состоит в том, что соединение не
капиллярное действие.При сварке пайкой обычно используется наполнитель из медного сплава, например бронзы, и он не проникает в стык, как это происходит при пайке серебряной пайкой. Основной металл не расплавляется, а присадочный металл
просто прилипает к поверхности соединяемых деталей, как полоска клея. Вы можете заполнить широкий промежуток,
, так же, как вы могли бы использовать стержни для сварки черных металлов.
Dean
Внутренняя пайка — Чикаго, Иллинойс
У нас есть возможности пайки и пайки с помощью наших индукционных машин, что позволяет создавать уникальные сборки.
В качестве производственной компании, ориентированной на клиентов, в Mid-West Screw Products мы предлагаем услуги внутренней пайки для ускорения производства и доставки небольших металлических компонентов. В нашем цехе пайки мы используем ручное оборудование, а также автоматизированные рабочие участки для соединения деталей с размерами до 1,5 дюймов в диаметре и 14,0 дюймов в длину. Благодаря нашим возможностям производственной пайки мы жестко контролируем допуски и создаем соединения, которые имеют чистый внешний вид и не нуждаются в дополнительной отделке.Наш опыт охватывает все методы первичной пайки, включая активную, индукционную, плазменную и серебряную пайку. Пайка также будет работать в этом оборудовании для определенных приложений.
Пайка позволяет создавать прочные связи между одними и теми же или разными металлами с высокой точностью и повторяемостью. Помимо латуни, карбида и углеродистой стали, мы обрабатываем медь, серебро и вольфрам. Мы сами проектируем и производим приспособления на заказ, чтобы обеспечить повторяемую точность.Подготовка поверхности включает в себя тщательную очистку, чтобы убедиться, что все поверхности не содержат оксидов, поэтому мы можем получить чистые, прочные стыки с гладким валиком.
Используя наши возможности пайки, мы предлагаем не только удобство, но и возможность сокращать общие производственные графики для быстрой доставки вашей продукции с ожидаемым высоким уровнем качества. Наши услуги по производственной пайке доступны для партий размером до 10 000 единиц. Мы предлагаем программы выполнения Канбан с доставкой точно в срок, чтобы упростить управление вашими заказами и запасами.Для проектов, которые достигают определенного уровня приверженности, мы создаем специальные рабочие ячейки, которые позволяют нам доставлять детали быстрее, чем когда-либо прежде. Чтобы узнать больше о наших собственных возможностях пайки, свяжитесь с нами сегодня.
Quick Quote »
Возможности пайки
- Общие возможности
- Контракт
Точно в срок
На месте - Производство
Мелкие детали
- Контракт
- Процессы пайки
- Активный
Индукция - Серебряный припой
Факел
- Активный
- Пайка
- Автомат
Свободная рука
- Материалы
- Латунь
Карбид
Углеродистая сталь - Медь
Серебро
Вольфрам
- Латунь
- Длина детали
- До 14 дюймов
- Диаметр детали
- До 1.5 ”
- Деталь Вес
- До 3 фунтов.
- Предоставляемые дополнительные услуги
- Сборка
Сварка
- Перечень оборудования
- (2) Power-Link
(1) Охладитель Koolant Kooler
- КПД
- Lights Out Производство
Бережливое производство
Kiazen / 5S (Соответствует)
- Объем производства
- Мин .: 1
Макс: 10,000
Опытный образец
Низкий объем - Большой объем
Одеяла
Точно в срок
Канбан
- Мин .: 1
- Время выполнения
- Расчетная стоимость по должностям
Доступны службы экстренной помощи
Доступны срочные услуги
Дополнительная информация
- В центре внимания отрасли
- Аэрокосмическая промышленность
Сельское хозяйство
Архитектурный
Автомобильная промышленность
Химическая
Стоматологический
Электронный
Электрооборудование высокого / низкого напряжения
Молния
Еда - Станок
Морской
Медицинский
Военные (Тактические аксессуары)
Нефтяное месторождение
Оптический
Упаковка / Преобразование
Пневматика
Клапаны
- Аэрокосмическая промышленность
- Отраслевые стандарты
- ANSI
AS 9100 (соответствует)
ASTM
ARMS 9009: 2013 Сертифицировано
CSA (соответствует) - ISO 9100: 2008
RoHS
SAE
TS
- ANSI
- Форматы файлов
- AutoCAD (DWG, DWZ)
БМП
DXF
GIF
IGES
JPG или JPEG - PDF
SolidWorks (SLDPRT, SLDDRW, SLDDRT)
ШАГ
TIFF
Униграфика (PRT)
- AutoCAD (DWG, DWZ)
Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! — Learn to Moonshine
Если вы создаете проект, который требует от вас соединения деталей из меди и нержавеющей стали, эта статья научит вас, как это сделать.В моем случае я строил самодельный горшок, и мне нужно было прикрепить трехзажимные феррулы из нержавеющей стали к медной колонне 2 дюйма. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание того, как правильно соединить эти два разнородных металла, обеспечит успех проекта. Можно приобрести 2-дюймовые медные наконечники, которые можно припаять на место, но они довольно дороги по сравнению с наконечниками из нержавеющей стали, и мы обсуждали в группе Facebook, что медные наконечники не герметизируются должным образом с течением времени.Из-за мягкости меди эти наконечники могут поцарапаться и вмятин. По этим причинам я думаю, что буду придерживаться трехзажимных наконечников из нержавеющей стали. Итак, большой вопрос здесь в том, можно ли соединить медь пайкой, пайкой или даже сваркой их вместе, и если они могут, как вы это делаете?
Можно ли сваривать медь и нержавеющую сталь?
Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», их можно сваривать вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции.Почему ты спрашиваешь ? Ну вот и длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, два металла имеют существенно разные точки плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при температуре 1085 ° C, то есть разница в 315 ° C делает образование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешения разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется с медью и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и образовывать зернистые / кристаллические структуры.Присутствующая медь останется жидкой и будет вытеснена между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. На этом этапе медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и сварной шов будет образовывать большие трещины, это называется горячим растрескиванием. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка или пайка.Тем не менее, если у вас есть подходящее оборудование и такие навыки, как сварка меди и нержавеющей стали Eb Industries, это можно сделать.
Как сварить медь с нержавеющей сталью при помощи сварного шва
На рисунке 1 показан сварной шов между нержавеющей сталью и медью. Если в вашем гараже нет устройства для электронно-лучевой сварки, такого как Eb Industries, есть другой способ сваривать / паять нержавеющую и медь. Ниже приведено изображение удачного сварного шва с трехзажимным кольцом из нержавеющей стали с медной трубой. Это было сделано с помощью сварочного аппарата Tig со стержнем из кремнистой бронзы.Теперь технически это будет классифицироваться как пайка Tig, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремнистой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050 ° C, а нержавеющая сталь имеет температуру плавления 1400-1450 ° C. Этот процесс подробно обсуждается на сайте adiforums.com, если вам интересно узнать, что говорят профессионалы о сварке меди и нержавеющей стали методом TIG.
Если вы хотите попробовать сварку / пайку меди с нержавеющей сталью с помощью сварочного аппарата Tig, у Тома Списака III есть хороший совет.Он говорит: «Любой, у кого есть некоторый опыт работы с Tig, должен иметь возможность использовать эту связку с помощью проволоки из силиконовой бронзы, которую можно легко приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, сделанный между трехзажимной муфтой из нержавеющей стали и медной трубой.
Что вам понадобится для сварки / пайки меди и нержавеющей стали:
Процедура сварки TIG:
- Шаг 1. Очистите все детали, которые будут свариваться / паять, куском эмори или стальной мочалки.
- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу.При необходимости зажать.
- Шаг 3. Включите аргон, установите сварочный аппарат Tig на постоянный ток и
33 pps с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте тепло на меди, медленно добавьте в бассейн материал присадочного стержня, перетаскивая бассейн на феррулу из нержавеющей стали
. Вы не хотите плавить здесь нержавеющую сталь, иначе вы получите структурное растрескивание, как упомянуто выше. - Шаг 5: После завершения проверки сварного шва на наличие дефектов, очистив область проволочной щеткой, также проверьте наличие утечек.Если ваше здание по-прежнему такое же, как я, вы должны убедиться, что нет утечек.
Вот видео, демонстрирующее сварку TIG / пайку меди с нержавеющей сталью.
Можно ли паять или паять медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь можно легко спаять или спаять вместе с использованием присадочного материала, обычно содержащего олово и серебро. В отличие от сварки, при которой мы плавим два металла вместе, при пайке или пайке используется присадочный материал, чтобы соединить две части вместе, не плавя их.Температура отличает пайку от пайки, тогда как пайка обычно требует нагрева более 450 ° C / 840 ° F для соединения деталей с помощью прутка. Пайка выполняется при температуре ниже 450 ° C / 840 ° F с использованием припоя. Оба присадочных материала содержат серебро, чем выше его содержание, тем выше температура плавления и тем прочнее связь между деталями. Таким образом, пайка дает гораздо более прочное соединение, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, обычный водопроводный припой, содержащий 95% олова и 5% сурьмы, отлично подойдет.Вы также можете использовать набор Lincon Electric Solder Stay-Bright с флюсом, который на 95% состоит из олова и 5% серебра для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230 ° C / 450 ° F и могут быть нагреты с помощью простой пропановой или газовой горелки Mapp. Вам нужно будет тщательно очистить обе детали и нанести покрытие из флюса на все паяемые поверхности. Для этой работы мне нравится белая флюсовая паста Harris. Флюс важен, потому что он растворяет оксиды, которые образуются в процессе нагрева, и помогает потоку припоя в соединение, обеспечивая защиту от кислорода в воздухе.Ниже представлено видео о пайке нержавеющей стали с медью и последующей проверке соединения на прочность.
Я подробно описал процесс пайки медных фитингов из нержавеющей стали в пошаговом формате ниже, что должно упростить его выполнение. Если вы собираетесь паять медь с медью, вам может быть интересно это Руководство по пайке меди
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1: Очистите все детали, которые будут припаяны, с помощью куска Эмори или стальная вата.
- Шаг 2: Нанесите белую флюсовую пасту на паяемые поверхности. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен протравить поверхность, чтобы припой мог правильно склеиться. Вы можете использовать соляную (соляную) кислоту
, фосфорную кислоту, фтороборатные флюсы и хлорид цинка. - Шаг 3: Соедините две части вместе и начните нагревать медь пропановой или газовой горелкой MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, перенесите тепло на нержавеющую сталь.Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните испытание на герметичность, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
Как припаять нержавеющую сталь к меди
Пайка меди обеспечит более прочное соединение из-за высокого процента серебра в прутке.Но это также будет стоить дороже и потребует использования ацетиленовой или газовой горелки Mapp для плавления прутка. Вы можете приобрести прутки для пайки с различным содержанием серебра, а также прутки с флюсовым покрытием или без него. В моем случае я бы порекомендовал использовать пруток для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600 ° C / 1100 ° F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать пруток для припоя 56% серебра, покрытый оранжевым флюсом. Вы также можете нанести серебряный припой Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой.Ниже представлено видео, демонстрирующее, как припаять медь к нержавеющей стали.
Ниже я подробно описал процесс пайки фитингов из меди и нержавеющей стали. Прежде чем приступить к работе, важно понять, что вы можете повредить поверхность нержавеющей стали из-за ее перегрева в процессе пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь между
425–870 ° C (800–1600 ° F) в течение продолжительных периодов времени, хром может диффундировать от поверхности и образовывать карбиды хрома, которые заставят сталь больше не нержавеющая.Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и закалив их в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1: Очистите поверхность стальной мочалкой или тканью Emory.
- Шаг 2. Нанесите флюс на обе паяемые поверхности, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и рассчитанный на высокую температуру пайки (более 840 F), вы не можете использовать обычный водопроводный флюс. здесь.
- Шаг 3: Соедините детали вместе и начните нагревать медь круговыми движениями, равномерно нагревая ее вокруг трубы. Когда паяльный стержень начнет течь, переместите горелку ближе к нержавеющей стали, это должно втянуть наполнитель в стык между двумя частями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому у нее не так много времени, чтобы нагреться до температуры. Поэтому сначала начинаем нагревать медь. Если вы паяете клапан, который может быть чувствительным к температуре, оберните клапан влажным слоем, чтобы внутренние части клапана не плавились.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, затем удалите флюс водой с мылом, прежде чем полностью остыть.
- Шаг 5: Выполните испытание на герметичность, чтобы убедиться, что соединение полностью герметично.
В чем разница между прутком серебряного припоя с флюсовым покрытием и без покрытия?
Давайте поговорим о преимуществах и недостатках использования прутков для пайки с флюсовым покрытием и прутков без покрытия. Очевидным преимуществом использования прутков для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы паяем, потому что он уже находится на стержне, и поэтому нам не нужно отдельно покупать серебряный припой.Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, подаваемого на наш сустав, когда он уже находится на стержне, и, что еще хуже, если вы перегреваете стык, флюс может образовывать твердое черное стекло, похожее на пленку, которую невероятно трудно Удалить. Я слышал аргументы в любом случае, мне лично больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Другие ресурсы
Вот еще несколько ресурсов о пайке, пайке меди и строительных кадрах, которые стоит прочитать.
Если у вас есть вопросы или вы думаете, что я пропустил какую-то информацию, которая должна быть включена в эту статью, не стесняйтесь оставлять комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшить эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место для изучения и обмена знаниями о дистилляции.
Какие металлы нельзя паять? —
Пайка, пайка, сварка, боже мой! Если вы хотите склеить два куска металла, у вас есть несколько вариантов, и пайка погружением — отличный выбор в середине пути.
Он имеет более прочную связь, чем пайка, но не такой сложный, как сварка. Если вас интересует пайка погружением, подумайте, что это такое и какие металлы вы можете использовать для этого процесса.
Что такое погружение?
Пайка погружением — это процесс нагрева двух металлических частей до достаточно высокой температуры перед их сплавлением. Пайка погружением делает соединения двух металлических частей очень прочными, и вы можете паять металлы различной толщины.
Паяные металлы могут выдерживать большое давление, поэтому пайка — отличный вариант, если вы хотите, чтобы сплавление длилось долго.Пайка погружением также очень гибкая, что означает, что вы можете использовать ее для множества проектов и для множества целей.
В мире металлообработки вы можете задаться вопросом, что такое пайка погружением и чем она отличается от пайки?
Пайка против припоя
Как и пайка погружением, пайка включает соединение двух металлов вместе при высокой температуре. Но разница в том, насколько высока может быть температура.
Для пайки погружением требуется нагрев до 840 градусов по Фаренгейту или выше. С другой стороны, при пайке используются температуры ниже 840 градусов.Оба метода могут достичь схожих целей, но более высокая температура означает, что паяные металлы могут быть более долговечными.
При пайке также используется присадочный металл, который помещается между двумя деталями, чтобы закрыть зазор. Однако при пайке может остаться небольшой зазор, если это не сделает профессионал.
Пайка также не требует такой толщины чашки для присадочного металла, как при пайке. В целом, эти две процедуры похожи, но при выборе подходящих металлов важно учитывать разницу в тепле.
Металлы, которые можно паять погружением
Вы можете паять погружением различные металлы, но вам нужно использовать металлы, которые не будут отрицательно реагировать на высокие температуры. Вы можете спросить, можно ли паять алюминий?
И да, алюминий — один из металлов, который можно паять. При пайке алюминия погружением следует использовать прутки для пайки алюминия и сварочные стержни, чтобы получить наилучшие результаты.
Также можно паять такие металлы, как нержавеющая сталь, сталь, медные сплавы, никелевые сплавы и чугун.Для этих металлов вы должны использовать прутки для пайки и сварки мельком с серебром.
Для пайки латуни, меди и бронзы используйте медно-фосфорную пайку и сварочные стержни. А если вы хотите паять ковкое железо и никель, вам следует использовать бронзовые стержни.
Металлы, которые не следует паять окунанием
Если вы будете осторожны, вы можете припаять практически любой металл, какой захотите. Но есть несколько вещей, которые следует учитывать при принятии решения о том, следует ли паять тот или иной металл.
Нагревание металлов, таких как серебро или золото, до такого сильного нагрева требует большой точности.Эти металлы чаще всего паяют, а не паяют.
Золото и серебро лучше справляются с низкими температурами, и пайка все еще может дать хорошее соединение, даже если оно не такое прочное.
Как паять алюминий и другие металлы
Если вы хотите припаять два куска металла погружением, вам потребуются подходящие инструменты и техника. При первой пайке погружением делайте это медленно.
Всегда надевайте защитное снаряжение при работе с высокими температурами и убедитесь, что у вас есть стержень, который можно использовать для пайки погружением.
Рассмотрим следующие шаги для успешной пайки алюминия.
Очистите металл
Перед тем, как начать нагревать любой металл, убедитесь, что вы очистили его как можно больше. Вы должны сначала удалить масло или жир, чтобы получить чистую поверхность для более тщательной очистки.
Затем вы можете обработать травой кислотой, чтобы избавиться от ржавчины и провести общую химическую очистку.
После того, как вы начнете чистить металл, наденьте перчатки, когда дотронетесь до него, и убедитесь, что у вас есть чистая поверхность, на которую можно положить его.Затем убедитесь, что на металле нет отпечатков пальцев или другой грязи.
По этой причине старайтесь очищать металл как можно ближе к пайке, чтобы на нем не собиралась пыль.
Установить на место
После очистки металла расположите две детали для пайки. Возможно, вам понадобится инструмент, чтобы скрепить части вместе.
На этом этапе вам нужно убедиться, что все идеально. Разрыв соединения после пайки может быть затруднительным, поэтому вам нужно свести к минимуму вероятность ошибки.
Самый простой способ удержать части вместе — использовать силу тяжести. Тогда вам не нужно будет ничего использовать, чтобы удерживать металл на месте.
Припайка металла
Наконец, пора нагреть металл и залить присадочный металл в стык. Вы должны нагреть область вокруг стыка, который вы паяете, и убедиться, что вы нагревали это место равномерно.
Прежде чем заливать присадочный металл, подождите, пока температура металла не опустится минимум на 840 градусов. Если вы используете ручную пайку погружением, держите стержень возле стыка во время заливки.
Вы можете заметить, что немного присадочного металла потечет через соединение, но это нормально. Он должен проходить через стык, чтобы заполнить пространство между двумя металлическими частями.
Очистите снова
После завершения пайки очистите узел пайки. Можно положить в горячую воду с температурой 120 градусов по Фаренгейту или выше.
Вода поможет растворить излишки металла и остатки. Однако вам нужно, чтобы присадочный металл стал твердым перед тем, как погрузить его в воду.
После этого вы можете использовать раствор для травления, чтобы избавиться от всего, что осталось на поверхности.
Два становятся одним
Пайка погружением — отличный способ соединить два металлических куска вместе. Вы можете паять алюминий, медь и другие металлы, и вы можете использовать этот процесс для разных целей.
Если вам нужно спаять две части машины или вы хотите сделать что-то еще, пайка — полезный вариант.
Вам нужна помощь с пайкой погружением? Свяжитесь с нами, чтобы узнать больше о наших услугах.
Печь и вакуумная пайка — Соединение металлов
Пайка в печи — это полуавтоматический процесс, при котором металлические компоненты соединяются с использованием разнородного нижнего присадочного металла. Пайка в печи позволяет инженерам-проектировщикам и технологам соединять простые или сложные конструкции с одним соединением или с несколькими соединениями.
Одна из наиболее распространенных форм пайки в печи осуществляется в вакуумной печи и называется вакуумной пайкой. Соединяемые детали очищаются, на соединяемые поверхности наносится припой, а затем помещается в печь.Всю сборку доводят до температуры пайки после откачки воздуха из печи, чтобы исключить любое окисление или загрязнение, возникающее при плавлении припоя и его попадании в соединения.
Преимущества
- Экономичный процесс
- Воспроизводимый процесс соединения металлов с высокой степенью целостности
- Позволяет соединять несвариваемые, разнородные и неметаллические материалы
- Пайка дает инженерам-проектировщикам и технологам возможность соединять как простые, так и сложные конструкции одним стыком или несколькими сотнями стыков
Применение и материалы
Приложения включают:
- Аэрокосмические компоненты
- Детали промышленных газовых турбин
- Медицинские, научные и общие инженерные компоненты
- Автомобильные компоненты
- Космические приложения
- Электронные устройства
- Ядерные компоненты
- Морские и нефтехимические компоненты
Пайка в печи позволяет соединять широкий спектр металлов, таких как сплавы на основе никеля, нержавеющие стали, углеродистые и легированные стали.Также можно паять другие цветные материалы, включая алюминий, титан и медь.
Соединяемые материалы определяют тип атмосферы, в которой сборка нагревается для соединения ее компонентов. Помимо вакуума, защитная или реактивная атмосфера включает водород, азот, смесь водорода и других инертных газов, экзотермический и эндотермический газ, а также аргон и гелий.
Детали процесса
Пайка в печи — это процесс соединения металлических компонентов с использованием непохожего присадочного металла с более низкой температурой плавления.
Пайка в печи выполняется с использованием различных технологий. Они включают различные конструкции печей, в том числе печи периодического действия и печи непрерывного действия.
Типы печей, используемых для пайки, включают:
- Вакуум
- Контролируемая атмосфера
- Лента непрерывная / сетчатая
- Восстановительная атмосфера
Услуга предназначена для изготовления узлов с одним или несколькими стыками из разнородного присадочного металла с более низкой температурой плавления.