Электрический паяльник для пайки медных труб — технически характеристики
Пайка медных трубопроводов — задача, требующая определенных навыков. Для ее выполнения нужно строго соблюдать технологию. Чтобы решить задачу правильно специалисты рекомендуют использовать качественное паяльное оборудование.
Лучше всего использовать электрический паяльник. Этот инструмент позволяет паять медные трубы в труднодоступных местах. Он также незаменим в ситуациях, когда недопустимо использовать открытое пламя.

Кроме того, работать им более комфортно и менее опасно чем газовой горелкой.
Особенности инструмента

Электрический паяльник для медных труб предназначен преимущественно для низкотемпературной пайки. Большинство моделей создает температуру четыреста пятьдесят градусов. Для такой пайки используют мягкий припой: оловянно-свинцовый или оловянно-медный.
В продаже есть различные виды инструмента. Существуют модели, питающиеся от стандартной электросети 220 В. Есть паяльники, для работы которых нужно применять понижающие устройства. Первый вариант более легкий, чем второй.
Выбирая инструмент нужно обращать внимание на некоторые его характеристики:
- мощность;
- температура разогрева;
- масса.

От мощности устройства зависит скорость нагрева и максимальные диаметр труб, которые можно спаивать. Чем она выше, тем быстрее осуществляется пайка меди. Масса инструмента свидетельствует о степени мобильности прибора. Если нужно постоянно перемещаться между несколькими объектами, выбирать следует устройство с небольшим весом.
Температура нагрева также является важным параметром. Современные модели электропаяльников можно использовать как для низкотемпературной, так и высокотемпературной пайки. Существуют приборы, у которых этот показатель равен девятистам градусам.
Обращаем ваше внимание, что рассматриваемый тип устройств не подходит для пайки медных проводов небольшого сечения. Для этой цели правильнее использовать самый обычный электропаяльник мощностью до ста ватт.Электрический паяльник Rothenberger
Компаний, производящих электрооборудование для спайки медных изделий достаточно много. Особой популярностью пользуется продукция немецкой фирмы Rothenberger. Приборы этого производителя считаются надежными и практичными.

Модель электропаяльника Rotherm 2000 — самая популярная. Аппарат используется для пайки медных труб диаметром от шести до пятидесяти четырех миллиметров. Идеально подходит для эксплуатации на стройке.
Инструмент имеет следующие характеристики:
- мощность — 2000 ватт;
- напряжение сети — 230 вольт;
- частота — 50/60 герц;
- масса — 10.5 килограмм;
- длина кабеля — 4 метра.

Высокая мощность устройства позволяет применять паяльник даже для высокотемпературной спайки. Прибор легко заменяет газовую горелку. Его можно использовать вблизи предметов, рядом с которыми нельзя применять открытое пламя.
Оборудование обладает автоматической системой отключения. Перегрев рукояток не допускается за счет охлаждающих ребер из нержавейки на рычагах клещей. Процедура замены электродных держателей и электродов — простая. Благодаря гибкому и достаточно длинному кабелю работать с применением этого аппарата можно даже в самых труднодоступных местах. Для высокомощного электропаяльника у этого прибора небольшой вес, что обеспечивает хорошую мобильность его применения.
В комплектацию оборудования входит:
- паяльная паста и припой;
- ершики для очистки труб изнутри;
- чистящие губки.

Цена прибора Rotherm 2000 достаточно большая. Но лучше купить эту модель, чем использовать инструмент китайского производства, который нестабильно работает и быстро ломается.
Если речь идет о разовой пайки медных изделий, аппарат можно взять в аренду. Существует довольно много компаний, которые помогут вам в этом. Такая услуга серьезно выручает. Нет смысла покупать технику для разового применения, если можно взять прибор в аренду, и оперативно решить необходимую задачу.
Можно ли создать инструмент своими руками?
Если задаться целью, то любой инструмент можно сделать самостоятельно. Электрический паяльник для медных труб — не исключение. Но для решения этой задачи придется серьезно попотеть. Каждому элементу конструкции паяльной станции нужно уделить достаточно внимания.

Задача по созданию высокомощных электропаяльников сложная. Одно дело самостоятельно сделать прибор для работы с проводами. В интернете можно найти массу вариантов создания такого инструмента. Но конструировать самостоятельно прибор мощностью две тысячи ватт не рационально.
Любая допущенная ошибка может вылиться в серьезные неприятности. Это особенно касается безопасности применения электроинструмента. В крайнем случае, используйте для спайки труб специальные фены или газовую горелку. Если применять этот инструментарий нельзя, лучше возьмите в аренду нормальный заводской электропаяльник.
Смотреть видео:
trubtraid.ru
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
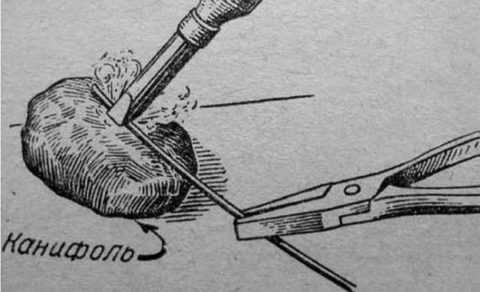
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
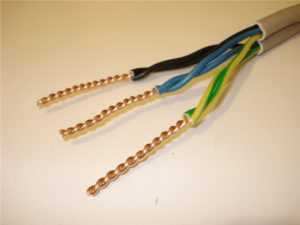
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.

Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
svaring.com
Как и чем паять медь в домашних условиях? (видео)
Иногда возникает потребность спаять медное изделие. Но как спаять и чем? Однозначного ответа не будет. Выбор, каким способом паять, зависит от того, какие размеры и масса у деталей, которые нужно соединить. Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки, а вы выберете себе тот, который вам подходит больше всего.
Медный провод (электрический) или мелкие детальки легко прогреваются паяльником до температурного режима, при котором плавится оловянно-свинцовый припой. Этим же припоем и делается спайка. Флюсы, которые используют при такой пайке, должны быть на основе канифоли. Например, паяльное масло (такая себе вязкая субстанция) или сама канифоль.

Поверхности деталей, которые надо спаять, очищают от грязи и оксидной пленки. После этого детали нужно пролудить. То есть на соединяемые поверхности паяльником наносят флюс и тонкий слой припоя, который надо разгладить как можно ровнее. Затем соединяют детали и прогревают паяльником до тех пор, пока припой не начнет плавиться. Потом паяльник убирают и соединению дают остыть. Если паяют посуду, то пользуются чистым оловом. У него температура плавления выше, чем у оловянно-свинцового припоя.

Когда паяют массивные или крупные детали и их нельзя прогреть паяльником, то для нагрева используют горелку, а паяют медным припоем, в качестве флюса берут буру. У медного припоя, такого как ПМФ7 (припой медно-фосфорный), более высокая прочность, чем у обычного.

Чтобы паять таким способом, вам понадобятся опреде
derevyannie-doma.com
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
 Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка

Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка

Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
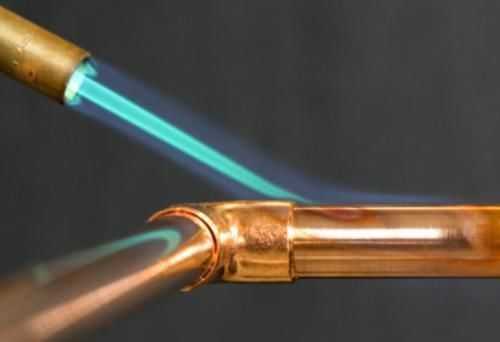
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
ecology-of.ru
Как паять медь: инструменты, техника безопасности
Перед тем как паять медь, нужно учитывать, что она относится к хорошо поддающимся пайке металлам. Связано это с тем, что поверхность меди можно легко очистить, не прибегая при этом к веществам агрессивным. Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.
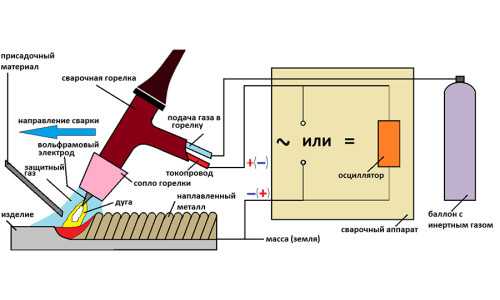
Схема аргонодуговой сварки меди.
К примеру, водопроводные трубы из меди обладают значительно большей гибкостью, чем трубы из стали, они долговечны и устойчивы к химическим элементам, но обладают более высокой стоимостью. Системы водопровода и отопления из меди имеют такой же срок эксплуатации, как и все строение, и могут быть замурованы или залиты бетоном, обшиты различными стеновыми панелями. Требованием к монолитному размещению медных труб коммуникации является использование таких прокладочных материалов, как гофра или изоляция на основе ПВХ. Они предотвратят механические воздействия различного роди при сменах климатического режима зимой и летом.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм. Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Вернуться к оглавлению
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Вернуться к оглавлению
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Вернуться к оглавлению
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Вернуться к оглавлению
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Пока припой остывает, не следует дуть на соединение или придавать ему даже минимальные физические нагрузки.
Вернуться к оглавлению
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
moiinstrumenty.ru
Какое жало для паяльника лучше выбрать: медное, латунь или керамическое
Жало паяльника – основной рабочий инструмент, которым приходится выполнять главные операции в пайке. Встречается немало вариантов этой составной, предназначенных для разных целей применения. Такое разнообразие вызывает у людей проблемы, так как они не знают, какое жало для паяльника лучше выбрать для той или иной операции. Это относится как к сменным моделям, которые переставляются в одном инструменте, так и к паяльникам с несъемными наконечниками, которые тоже имеют отличия.
Вопрос стоит не только в том, из какого металла выбрать жало паяльника, так как разница состоит в его форме, диаметре, виде заточки, типе и других нюансах. Правильный выбор влияет на удобство и эффективность работы, длительность срока эксплуатации и другие вещи. Неправильный диаметр жала паяльника приводит к тому, что некоторые операции невозможно будет осуществить.
Виды жала для паяльника
Основной параметр отличия – материал изготовления. Он определяет рабочие характеристики жала. Если изначально доминировали лишь изделия из меди, сегодня выбор становится шире.
Медные
Мастера считают, что лучшее жало для паяльника – медное. Долгое время производители выпускали именно этот вариант, так как он долговечный. Материал проводит тепло, что также является важным качеством. Медь обходится дешево, в сравнении с другими материалами для жала. Зачастую несъемные жала на бюджетных инструментах выполняются из нее. Медь относительно легкий в обработке металл, из которого можно самостоятельно сделать замену для израсходованного инструмента.

Медные жала для паяльника
Необгораемые
Необгораемые жала являются уязвимыми для механической обработки. Это деликатный вариант, так как к нему нужно бережно относиться, иначе есть риск испортить. Ни в коем случае нельзя использовать наждачную бумагу и напильники, иначе защитный слой слезет, и все жало лишится своего преимущества. Защитный слой не позволяет материалу обгорать. Для обработки требуется использовать только специальную губку, смоченную в составе для растворения. Размер жала для паяльника не имеет значения, так как верхний слой остается тонким.

Необгораемое жало
Керамические
Жало для паяльника из керамического материала является прочным, как и металлический вариант. Теплоемкость и теплопроводность здесь сильно уступают меди. Изделие не подвержено коррозии и оказывается более прочным. Не приходится часто отвлекаться на постоянную очистку наконечника. Тонкие керамические жала отлично подходят для работы с радиодеталями.

Керамическое жало для пайки
Составные
Вариантов, какое жало для паяльника лучше использовать, имеется много. Составные позволяют соединить в себе несколько свойств различных материалов, что помогает достичь действительно уникальных свойств. В составных моделях сочетается от двух разновидностей материалов. К примеру, в сердечнике находится сталь, чтобы достичь прочности. Тогда длина жала паяльника может быть более высокой. Медь становится теплопроводящим материалом, расположенным между концом и нагревательным элементом. Никель наносится в качестве верхнего покрытия, защищающего от коррозии. Серебряный сплав ставится на конец жала, которым производится работа и применяется для лучшей адгезии к припою.
Преимущества жала для паяльника своими руками
В домашних условиях сделать паяльник с толстым жалом из медной проволоки вполне реально. Из меди чаще всего и изготавливают самодельные элементы. Они мало чем отличаются от покупных, если качественно сделаны. Преимущество в том, что можно использовать кусок проволоки в любом состоянии, лишь бы он был чистым и подходил по диаметру, чтобы выполнить простейшие операции.

Жало для паяльника из медной трубки 6 мм
К другим плюсам самодельных жал относят:
- Низкую стоимость, которая определяется лишь себестоимостью медного провода.
- Возможность сделать жало, при наличии провода нужного диаметра, без большого труда и с высокой скоростью: стоит лишь обрезать и заточить его.
- Долговечность и практичность полученного инструмента за счет технических характеристик меди.
Вариантов, из чего сделать жало для паяльника, немало, но самым практичным все-таки остается медь. При желании, можно использовать и латунь: технические характеристики у нее слабее, но обработка – легче. По статистике, при выборе, какое жало для паяльника лучше – медное или латунь, большинство пользователей отдают предпочтение первому варианту.
На что обращать внимание при выборе жала?
К основным качествам, которыми должны обладать подходящие жала, относятся:
- Теплопроводность. Это самая важная рабочая характеристика для изделия. Она определяет нужную температуру в рабочей зоне. Хорошая теплопроводность позволяет экономно расходовать электроэнергию за счет быстрого прогревания.
- Износоустойчивость. При работе с паяльником не должно быть сильных механических повреждений. Химическое воздействие расходных материалов, таких как флюс и припой, приводит к быстрому износу наконечника.
- Возможность аккумулировать тепло. Это свойство зависит от величины наконечника. Чем она больше, тем дольше жало сохранит накопленное тепло. Тонкие модели быстро остывают. На это также влияет материал изготовления.
- Устойчивость к окислению. Это важный фактор, так как окисления сильно портят рабочие свойства жала, хоть их и не видно невооруженным глазом. Тончайшие налеты окислов приводят к уменьшению теплопроводности и ухудшению пайки.
При выборе, какое жало для паяльника лучше всего, также стоит обратить внимание на форму наконечника. Ее заменяют, но не всегда есть запас длины для перетачивания. Кроме того, это занимает время, поэтому специалисты предпочитают иметь несколько вариантов для постоянного использования. К распространенным формам относятся:
- Игла – не лучшее решение за счет тонкого наконечника, который быстро отдает все накопленное тепло после первого макания в припой, но в ювелирных работах оно незаменимо.
- Лопатка – распространенная форма для припаивания и отпаивания элементов в радиотехнике. Поверхность прогревает всю деталь и не остывает после нескольких операций. Лопаткой неудобно работать с тонкими деталями.
- Капля – подходит для переноса припоя на наконечнике.
- Изогнутое – рассчитано на демонтаж радиоэлементов, а также удаление лишнего припоя.
- Универсальное – обыкновенная форма, присутствующая в большинстве моделей.
Заключение
Разные типы жал паяльника имеют специальное предназначение, рассчитанное на узкую специализацию. Особенности форм дают им преимущества в одной сфере использования и наделяют недостатками в другой. Основным фактором выбора универсальных наконечников становится материал производства. В любом случае, для профессионального использования рекомендуется брать несколько жал.
svarkaipayka.ru