Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
1
Читайте также: Как припаять медный провод к алюминию обычным паяльникомМедно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
1
Читайте также: Как убрать следы от сварки на деталях из нержавейкиПри пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
1
Читайте также: Каким должен быть идеальный крепеж для газоблокаКак и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
1
Читайте также: Простой и недорогой способ, как стабилизировать древесинуПри использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Мне нравится1Не нравится
Андрей Васильев
Задать вопрос
Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами.
 Наиболее это свойство выражено у красной латуни томпака;
Наиболее это свойство выражено у красной латуни томпака; - Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк; - Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные.
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.

- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться.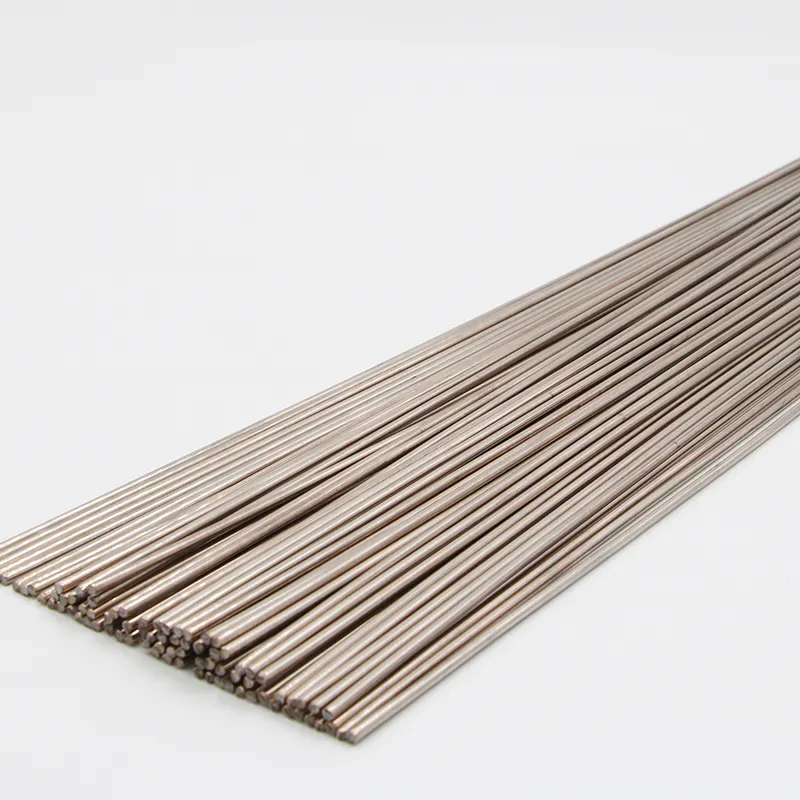 Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Пайка латунных труб
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях.
Основы пайки
Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления.
Нередко пайку путают со сваркой, но схож у этих методов соединения только результат работы. При сварке плавят основной материал, а при пайке — связующий металл (обрабатываемые детали сохраняют целостность). Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Пайка — распространённый способ создания неразъёмных соединений. Её активно используют для соединения медных труб в холодильной технике, теплообменниках и прочем оборудовании. Также пайка используется для соединения латунных труб.
Особенности пайки латунных труб
Чаще всего паяльник используют при работе со сплавом меди и цинка — латунью. Она встречается в промышленности и домашнем хозяйстве, из неё делают радиаторы и трубы.
Для пайки латунных труб нужен подходящий флюс. Канифольно-спиртовые флюсы для этой цели не подходят, т.к. неспособны удалять оксидную плёнку с поверхности латуни. Хорошим выбором станут флюсы с содержанием буры или фторобората калия. Их содержание в растворе составляет примерно пять процентов.
Значение имеет и припой. Плавка латунных труб с высоким содержанием меди может выполняться с помощью серебреных и медно-фосфорных компонентов. Учитывайте, что при использовании таких припоев латуни интенсивно испаряются, поэтому паять нужно в условиях высокого нагрева.
Учитывайте, что при использовании таких припоев латуни интенсивно испаряются, поэтому паять нужно в условиях высокого нагрева.
В некоторых случаях используют латунь с меньшей температурой плавления, чем у сплава, из которого изготовлены трубы. Паяют латунные трубы и твёрдым припоем, например, медным L-CuP6. Твёрдый припой даст лучший результат и обеспечит большую прочность соединения.
Для пайки латуни с высоким содержанием меди используют припои ПСр72, Пср45, ПСр12, ВСр40. Для соединения латуни с большим количеством цинка подойдёт ПСр40.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.

Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
Твердый припой для пайки меди, стали, латуни, алюминия
Информация для покупателей
✓
Медь и сплавы на нее основе находят широкое применение в самых различных отраслях промышленности и хозяйства.Это обусловлено особенностями материала – его теплопроводностью, устойчивостью к химически активным соединениям, малым электрическим сопротивлением.
Время от времени всё же изделия из меди ломаются или же возникает необходимость создать новое изделие (деталь). Стандартные методы пайки оловом или сварки электрической дугой не подходят из-за физических характеристик материала.
В таких случаях возможна только пайка меди особыми способами и с применением специально разработанных для этого материалов.
Особенности пайки медных изделий
Пайка меди производится при температуре выше 450 градусов Цельсия с использованием твердого припоя, в составе которого Cu, Ag и металлы, обладающие более высокими показателями твердости, чем сплавы на основе олова.

Применение подобного припоя позволяет получить шов пайки, который обладает повышенными показателями механической и термической устойчивости. Чаще всего подобное соединение находит применение для труб из медьсодержащих сплавов большого диаметра, применяемых для отопительных систем.
Твердый припой для меди
Не стоит думать, что на соответствующем рынке большое количество серебросодержащих припоев для меди.
Одним из самых востребованных и популярных среди профессиональных и домашних мастеров является припой Rothenberger
Rolot S2, который относится к припоям специального назначения. Чаще всего используется для капиллярно-щелевой пайки медных изделий, которые широко используются для систем снабжения водой, как холодной, так и горячей.
Немаловажной особенностью применения такого серебросодержащего припоя является пайка трубопроводов, которые смонтированы без применения фитингов.
В составе серебряного припоя не только серебро, но и фосфор, наличие которого позволяет произвести окисление части заготовки.
 Применение такого припоя при наличии высоких температур – около 700 градусов Цельсия, которая достигается за счет пламени газовых горелок. Rolot S2 может применяться не только для пайки меди, но и бронзы (в том числе красной), латуни. Для повышения качественных показателей пайки желательно применение специальной флюс-пасты ЛП 5
Применение такого припоя при наличии высоких температур – около 700 градусов Цельсия, которая достигается за счет пламени газовых горелок. Rolot S2 может применяться не только для пайки меди, но и бронзы (в том числе красной), латуни. Для повышения качественных показателей пайки желательно применение специальной флюс-пасты ЛП 5Особенности твердого припоя для пайки меди
Серебряный припой Rolot S2 на сегодняшний день является простым и недорогим вариантом для пайки согласно стандартов качества медных систем различного назначения. Его качественные показатели отвечают стандарту DIN EN 1044. Среди особенностей припоя можно отметить:
• Во время применения не происходит образование пены, он способен выдержать высокие температуры;
• Если производится пайка только меди, то в применении флюса нет необходимости;
• Использование припоя на основе серебра и фосфора не является вредным для экологии, он не окисляется,
имеет высокие показатели текучести.
с серебром, латуни, алюминия, олова
Припой для пайки меди
Для алюминия, меди, латуни не получится применять сварку. Чтобы результат спаивания деталей радовал, а не огорчал, необходимо подготовить специальное оборудование. В подборе материала не стоит выбирать дешевые варианты, должно быть соотношение: цена-качество.
Чтобы результат спаивания деталей радовал, а не огорчал, необходимо подготовить специальное оборудование. В подборе материала не стоит выбирать дешевые варианты, должно быть соотношение: цена-качество.
Кроме того, что цена должна соответствовать качеству, материал должен обладать некоторыми характеристиками, которые бы обеспечивали надежную пайку изделий.
Припой для пайки меди используется в расплавленном состоянии, заполняя промежутки между поверхностями, которые подлежат скреплению.
Чтобы обеспечить качественное припаивание изделий, необходимо обеспечить растекание припоя по всей поверхности.
Для удаления пленки оксидов и других загрязняющих элементов, необходимо применить флюс.
Цена зависит от технологических характеристик припоя, которые меняются от состава и условий паяльного процесса.
Этот процесс считается наиболее популярным среди методов скрепления деталей, это обусловлено некоторыми его положительными свойствами:
- Первоначальная форма изделия или детали остается без изменения.

- Скрепление выполняется без короблений и внутренних напряжений.
- Высокая прочность спаянных элементов, что увеличивает их производительность.
- Качество процесса не ухудшается от воздействия начальных температур.
- Можно скрепить не только металлические элементы, но даже металл с неметаллом.
- При необходимости, спайки можно распаять.
Пайка медной трубы.
Медные изделия отлично спаиваются. Так как она считается химически малоактивным материалом, то можно легко провести очистку поверхности от оксидов и загрязнений, не применяя агрессивный и сложный флюс.
Припой
Они разделяются на две категории:
- по химическому составу.
- по температуре плавления.
Комплект для пайки алюминия.
Если говорить о физических свойствах паяного соединения, то его определяющими можно считать металл и сплавы, которые входят в основу припоя. Поэтому они делятся на две категории:
- Мягкий вид или низкотемпературный.

Температура плавления данной категории равняется не больше 450 °C. Прочность шва, при выборе данного варианта, немного уступает второй категории, но благодаря тому, что используемая температура не очень высокая, физические свойства изделий не меняются, что является показателем прочности.
- Твердый вид или высокотемпературный.
Эта категория имеет более высокую температуру плавления. Прочность полученных швов значительно выше первого варианта, но при отжиге прочность спаиваемых деталей значительно меньше.
Мягкие виды
К мягким можно отнести:
Свинцовый и безсвинцовый припой.
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
В процессе спаивания, может применяться бессвинцовый флюс.
Наиболее распространенными составами являются:
- Флюс для спаивания алюминия, в основу которого входит олово. Помимо этого, в нем должны присутствовать бура, цинк, кадмий. Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.
- Паста – флюс, используется для печатных плат.
Паста для спаивания медных изделий представляет собой те же флюсы, только консистенция немного загустевшая. Паста поможет усилить адгезию соединения, и исключит образование воздушных пузырьков.
Если в рабочем процессе применить смесь, где в основе находится олово, то обрабатываемая поверхность может быть существенно сокращена, иногда достаточно покрыть половину всей поверхности. Олово обладает свойствами легкого впитывания, поэтому оно легко проникает внутрь скрепления.
Оловянно-медный тип считается наиболее распространенной категорией данного сырья. Он состоит из таких компонентов:
- олово-97%.
- медь-3%.
Одним из его преимуществ является достаточно доступная цена, что делает его использование более востребованным.
Оловянно-серебряные виды характеризуются более высокими показателями прочности, достаточно часто их используют в отопительных системах.
Таблица 2. Свойства некоторых легкоплавких припоев
Он состоит из таких компонентов:
- олово 95%,
- серебро 5%.
Наиболее популярными наименованиями считаются ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифровые обозначения указывают на % олова в сплаве. К примеру, ПОС-61, отлично подходит для меди и латуни, а ПОС-30, кроме меди или латуни, может применяться для стальных сплавов и железа.
Его преимуществом считается достаточно доступная цена, которая соответствует качеству материала.
Пайка медных труб «мой опыт»
Твердые соединения
Твердый тип используют в тех местах, где часто имеется влияние окружающих факторов. Процесс спаивания медных изделий, используя твердый тип, является альтернативным методом скрепления изделий, который обеспечит высокие показатели прочности шва. В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
К твердым сплавам относятся:
- Припой для твердого состава из меди и цинка;
- Фосфор и медь;
- Чистая медь;
- Флюсы безотмывочные.
Твердый тип может различаться:
- На тугоплавкий.
- Легкопавкий.
Медно-цинковую смесь не считают достаточно распространенной, исходя из их свойств, они с легкостью заменяются составом из бронзы, цинка или латуни.
Медно-фосфорный тип играет роль дорогого серебряного флюса. Они используются для соединения изделий из бронзы, латуни и других металлов.
К примеру, ПМЦ-36, это твердый тип, который подходит для латуни и других медных соединений.
Для соединения двух стальных деталей, можно применить чистый состав меди или латуни, марки Л-62, Л-62, Л-68.
В марке буква П обозначает слово «припой», МЦ – медно – цинковый, а цифра – процент меди.
Если говорить о медно-фосфорном типе, то у него более доступная цена, что позволяет использовать его в различных областях.
Единственным недостатком данного соединения являются низкие показатели механической прочности при эксплуатации, в условиях, когда преобладают низкие температуры.
Наиболее крепкими и надежными считаются медно-цинковые, и многокомпонентные соединения. Цена на данный материал может быть дорогой, но пайка медных изделий таким составом, позволяет добиться надежности соединения.
Необходимо учесть, что при пайке изделий, используя твердый вид, необходимо применять и флюс.
Наиболее распространенным сочетанием с серебром считается припой с такими пропорциями:
- 92% меди,
- 2% серебра.
- 6% фосфора.
При правильном подборе сплава, и используя флюс, можно получить крепкие и надежные стыки. При допущении неточности в технологии пайки результат может привести к аварийной ситуации.
Алюминий и его сплавы
Пайка алюминия
Припой для алюминия используют не только в промышленных целях, но и в домашнем хозяйстве. В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
Для качественно выполненных работ состав для алюминия должен иметь в основе медь, кремний, цинк, серебро.
Для алюминия можно успешно применяют составы из олова и свинца. Для пайки алюминия используют составы, которые считаются высокотемпературными, поэтому оптимальным решением будет использование алюминиево-кремниевой и алюминиево-медно-кремниевой смеси.
Видео: Пайка алюминия
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Пайка латуниОсновные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Латунь
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Фитинг для пайки меди и латуни
Пайка медных и латунных фитингов
Добрый вечер всем, я не паял уже довольно много лет (8) и в настоящее время работаю над заменой компрессора для небольшой прогулки по холодильной установке. Я работаю с переменным током в армии, и в 99% случаев это проблемы с электричеством, поэтому мои навыки пайки и пайки немного ржавые, если не сказать больше.У меня есть новый компрессор, но мне нужно заменить поврежденный участок меди. Его длина составляет около 4 дюймов, внутренний диаметр 1/2 дюйма, и в нем находится штуцер для реле низкого давления, который представляет собой небольшой латунный штуцер, в котором будут размещаться клапан шредера и реле низкого давления. Я уже снял клапан, чтобы избежать повреждения. резиновые уплотнительные кольца.Отверстие в меди предварительно просверлено из Mfg, и я уже очистил внутреннюю и внешнюю часть.Я планирую использовать турбо-резак с 45% серебряным стержнем и остаюсь флюсом из серебряной пасты.Просто ищу несколько советов от тех, кто, возможно, делал это раньше, поскольку фитинг едва садится в предварительно просверленное отверстие, и я несколько обеспокоен тем, что горелка выбьет его, или у меня возникнут проблемы с растеканием припоя. Пожалуйста, дайте мне знать, использую ли я все правильные материалы или какие-либо советы или уловки, которые могут у вас возникнуть. Спасибо за ваше время
Похоже, вы используете правильный материал.Не перегревайте стык. Поскольку фитинга для заливки нет, вам нужно сделать на нем уступ, что сложно, потому что стержень с высоким содержанием серебра течет как мягкий припой. После того, как вы залили соединение вокруг стыка, отодвиньте пламя, чтобы оно увеличивалось, но припой не растекался. Мне нравится окунать пруток во флюс.
Опубликовать лайки — 1 лайков, 0 не лайков
WT70 понравился этот пост.Я бы просто вырезал его и поставил тройник. Затем установите шток доступа или прямой и поместите латунный поворотный тройник в другое место. Не всегда нужно делать то, что сделал производитель. Особенно по холодильной технике. Никто не делает !!!!
Публикация лайков — 2 лайков, 0 не лайков
Спасибо за ответы и предложения, ребята.Я только что закончил припаивать фитинг к трубе и был удивлен, насколько легко это оказалось. Есть только одно место, где есть шарик, но нет утечек. Я бы прикрепил фотографии, но еще не набрал для этого количество публикаций. Еще раз спасибо
Для дальнейшей работы 45% — это немного перебор. Я обычно думаю о 45% для изготовления ювелирных изделий или меди на сталь.Хотя это нормально, с ним приятно работать.
Я без проблем использовал все комбинации серебра. 5,10,15,45 и т. Д. Даже фосфор меди без серебра. Это было нормально, но не так хорошо, как у большинства серебряных удочек.
Мне тоже очень понравились стержни, покрытые флюсом. Похоже, я не смог это сделать.
Дайте мне реле с достаточно большими контактами, и я буду править миром!Ты можешь быть кем хочешь … Пока ты это не отстой.
Если человек хочет создать машину, у нее больше шансов выйти из строя…Сложно.
USAF 98 Bomb Wing 1960-66 SMW Lu49
Прошло восемь месяцев с момента публикации. Вы тренировались? Стало еще лучше? Сообщение от C4TrousersСпасибо за ответы и предложения, ребята. Я только что закончил припаивать фитинг к трубе и был удивлен, насколько легко это оказалось.Есть только одно место, где есть шарик, но нет утечек. Я бы прикрепил фотографии, но еще не набрал для этого количество публикаций. Еще раз спасибо
Я делаю тройную откачку нитро, чтобы удалить неконденсирующиеся газы.
Пайка меди и латуни в ювелирной студии
Медь и латунь — забавные материалы, с которыми можно работать в ювелирной студии. Они красивы сами по себе и идеально подходят для изучения новых техник.Но при пайке этих металлов возникают уникальные проблемы с точки зрения дизайна и технического исполнения. Узнайте больше у координатора нашей студии Эрики Стайс.
Пайка меди и латуни может быть сложной задачей, но здесь, в нашей студии для сотрудников, мы используем недрагоценный металл для многих проектов. Все наши занятия для начинающих начинаются с этих двух металлов для изготовления смешанных металлических деталей. Мы используем их для изготовления сережек, кулонов и особенно манжет. Вы не можете найти металл, который покрывается патиной так же хорошо, как медь, или металл, который полируется так же легко, как латунь.Цветные металлы недороги и менее устрашающи, пока вы изучаете новые методы и инструменты.
Пайка недрагоценных металлов сильно отличается от пайки стерлинговым серебром или золотом. Поскольку медь является более сложным основным металлом, после успешной пайки с медью переход на чистое серебро становится легким переходом.
Понимание ваших материалов
- Пластичный = растяжение (если металл пластичный, его можно протягивать через волокно без разрушения)
- Податливый = сжатый (если металл податлив, его можно ударить молотком или прокатить через прокатный стан)
Медь
Медное цветочное кольцоЯ люблю работать с медью! Он мягкий и податливый, легко покрывается патиной и улучшается с возрастом.Назовите меня наивным, но я подумал, что, поскольку он находится в Периодической таблице, он будет добываться в своем естественном состоянии. Но знаете ли вы, что в этой форме на самом деле содержится очень мало чистой меди? Вместо этого медь обычно содержится в рудах.
Для удаления меди из этих различных типов руд требуется множество шагов. Каждый шаг очень важен, потому что он отделяет нежелательные материалы, тем самым улучшая чистоту меди. Этапы процесса извлечения меди увлекательны, но при этом образуются опасные отходы, вредные для окружающей среды.К счастью, в Соединенных Штатах мы перерабатываем более половины используемой меди, и этот процент растет.
Если вы ищете забавный дизайн для практики, попробуйте этот пошаговый проект медного цветочного кольца.
Латунь
Металлическая латунь — это в основном комбинация меди и цинка. Она пластична и податлива, как чистая медь. Существует более 60 различных типов латунных сплавов, но два самых популярных типа для ювелиров — это желтая латунь (медь 67%, цинк 33%) и красная латунь (медь 84%, цинк 15%, железо 0.05%, свинец 0,05%).
Планирование вашего дизайна
Теперь, когда вы понимаете, с какими материалами вы работаете, следующим этапом будет планирование вашего дизайна. Когда я планирую дизайн своих украшений, я имею в виду, что использую серебряный припой, а не медный припой. На это есть причины. Медный припой очень хрупкий, поэтому он часто ломается при текстурировании или перемещении детали после пайки. Другая причина в том, что это не точное совпадение цвета после того, как он припаивается к детали.Но основная причина, по которой я решил не использовать его, заключается в том, что для медного припоя существует только одна температура текучести. Нет доступных мягких, средних или твердых медных припоев, что затрудняет создание многоступенчатых припоев. Я предпочитаю работать с ювелирным припоем и просто планирую видимые стыки, которые в результате получатся.
Вы можете решить проблему соединения разных цветов в ваших проектах множеством способов.
Медный браслет с проволочной обмоткой- Внесите пайку в свой дизайн.Например, добавьте серебряные украшения, чтобы серебристый цвет стал частью украшения.
- Скройте соединения, обернув их проволокой.
- Припаяйте детали в поту так, чтобы припой был под ними и был скрыт от глаз.
- Покройте всю деталь однородной металлической отделкой, как только она будет полностью изготовлена.
- Патина на деталь (серебряный припой не патинирует так же хорошо, как медь, поэтому я сначала окунаю всю деталь, а затем использую печень серы, наносимую кистью на само соединение).
Подготовка меди и латуни
Подвеска «Медный слон»Подготовка металлов перед пайкой ювелирных изделий имеет решающее значение. Игнорирование только этого шага действительно может стать разницей между успехом и неудачей, когда вы пытаетесь паять. Первое, что вам нужно сделать, это проверить свое присоединение. Эти две части (или концы) должны идеально подходить друг к другу. Если их трудно увидеть, поднесите их к источнику света и посмотрите, не просвечивает ли какой-нибудь свет через соединение. Если да, используйте наждачную бумагу, напильники, пилу или что-нибудь еще, пока соединение не станет плотным.
Теперь, когда вы завершили первую часть подготовительной работы, вы можете перейти ко второму шагу, который заключается в очистке вашей детали. Недрагоценные металлы — это грязные материалы, и вся эта грязь, сажа и масло должны быть удалены, чтобы они не мешали припою. Возьмите наждачную бумагу с зернистостью 600 или 800 и потрите ею стыки, по которым будет течь припой. Когда вы закончите, не трогайте его в том месте, где вы его шлифовали, иначе вы снова загрязните его, и вам придется снова шлифовать.
Теперь можно готовиться к пайке.
Пайка меди и латуни
Припой
Паять медь может быть сложно.Он плавится при температуре 1983 градусов по Фаренгейту, что очень много по сравнению с другими металлами! Для сравнения: золото 14 карат плавится при 1615 градусах по Фаренгейту, стерлинговое серебро — при 1640 градусах по Фаренгейту, латунь — при 1650-1724 градусах по Фаренгейту, а чистое серебро — при 1761 градусах F. Добавьте 222 градуса по Фаренгейту к последней температуре, и вы, наконец, расплавитесь ваша медь. Это много тепла, и некоторые факелы просто не могут его растопить. Но что, если ваша цель — просто припаять? Это отличный вопрос.
Совет: Пламя не плавит припой, а металл.
Это означает, что как бы долго вы ни держали пламя над припоем, оно не будет течь. Припой не растечется по холодному металлу. Вы всегда должны сосредотачиваться на нагревании металла, и когда он станет достаточно горячим, припой потечет. Итак, как видите, действительно важно, чтобы металл был достаточно горячим, чтобы достичь температуры точки текучести припоя. Мы используем серебряный припой, когда работаем с медью и латунью, поэтому это наша справочная таблица, когда нам нужно увидеть температуру потока:
Количество цинка в металле снижает температуру плавления, поэтому латунь плавится при более низкой температуре, чем чистая медь.Как вы можете видеть на диаграмме выше, вы можете использовать любой серебряный припой на меди или латунном металле, но точки потока припоя различаются у разных поставщиков, поэтому всегда проверяйте точки потока припоев, которые вы выбрали.
Наконечники и пламя для фонарей
Складная латунная манжета с медью CZочень быстро окисляется, поэтому вам нужно как можно быстрее нагреть ее, пока она не станет слишком грязной. В этом поможет флюс, а паста Handy Flux отлично работает с медью и латунью. Тем не менее, флюс может расплавиться быстрее, чем успевает растечь припой, поэтому тщательно выбирайте наконечник горелки, потому что при пайке металлов тепло будет вашим другом номер один.
Примечание. Здесь мы используем резак Смита, подключенный к баллонам с воздухом / ацетиленом . У нас есть три факела на все, что мы здесь делаем, и это идеальное число для нас. Маленький наконечник используется для небольших паяных соединений (переходные кольца, стойки для серег), средний наконечник используется для большинства деталей для пайки (кольца, подвески), а большой наконечник используется для больших работ (манжеты, отжиг, ). и плавка).
Советы по поиску и устранению неисправностей при пайке латуни и меди:
Припой не течет:
- Металл мог быть слишком грязным / окисленным
- Наконечник горелки слишком мал для необходимого тепла
- Неправильное топливо для работы
- Неверный флюс / флюс не используется
Недостаточно тепла:
- Используйте наконечник резака большего размера
- Создайте замкнутое пространство для пайки с помощью огнеупорных кирпичей или паяльных кирпичей
- Припой к угольному блоку (угольные блоки отражают тепло, которое значительно нагревает изделие)
Латунь при травлении становится розовой (цинк выгорел, поэтому на поверхности осталась только медь)
- Используйте наждачную бумагу или диски с радиальной щетиной 3 м на вращающемся инструменте, чтобы удалить
- Поместите украшение в емкость, наполненную рассолом и небольшим количеством перекиси водорода.Удалите его, когда он станет чистым (не оставляйте его в смеси!)
Серебряные пайки выделяются разницей в цвете:
- Пластина! Поместите украшение в рассол, добавьте кусок стали, дайте медной пластине соединиться припоем, удалите украшения и сталь из рассола. Вы не сможете повторно использовать рассол после меднения.
- Окислить украшение
- Дополнительные идеи см. В разделе «Планирование дизайна» в тексте выше .
Научитесь приступать к пайке
Вот еще отличные паяльные изделия:
5 шагов для начала пайки серебром
3 наконечника горелки для пайки ювелирных изделий
Типы серебряных припоев, используемых в ювелирных изделиях
Пайка ювелирных изделий 101: Огненная чешуя и травление
Halstead — один из ведущих дистрибьюторов качественных ювелирных изделий в Северной Америке.В этом году компании исполняется 46 лет. Halstead специализируется на оптовых продажах фурнитуры, цепочек и металлов для художников-ювелиров.
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу [email protected]. Мы хотели бы услышать от вас. К сожалению, поддержка студии недоступна по телефону. Только электронные письма, пожалуйста.
Артикул:
http://www.madehow.com/Volume-4/Copper.html: Как производятся продукты подробно объясняет весь процесс извлечения меди.Это отличное чтение!
Сантехника: TechCorner — Объяснение пайки и пайки
В течение многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти проверенные и проверенные методы во многом схожи, но есть также несколько отличий, которые их отличают. В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
Обзор
Наиболее распространенный метод соединения медных трубок — это использование фитингов из меди или медного сплава, в которые вставляются секции трубки и закрепляются с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство. Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности.Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Рисунок 1. Нахлесточное соединение — Трубчатые деталиПрисадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубки или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Американское сварочное общество (AWS) определило эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется пайка. Выше этой температуры идет пайка.
Припой для присадочного металла
Основным элементом, используемым в припоях, является олово (Sn), потому что олово имеет сродство с медью и хочет прилипать к трубке и фитингу из медного сплава.Однако использование чистого олова (Sn) приведет к очень слабому соединению, и, как и с любым чистым металлом, будет очень трудно работать. Поэтому в сплав с оловом добавляют другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоял из олова (Sn) и на 50% из свинца (Pb). В связи с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды.С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для повышения прочности соединений или сопротивления усталости. Для этого необходимо использовать более прочные присадочные металлы, чем те, которые в основном состоят из олова.Однако эта повышенная прочность обычно обеспечивается присадочными металлами, изготовленными из материалов, плавящихся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Наиболее часто используемые типы присадочного металла для пайки, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- Сплав BCuP (произносится как b-чашка) — где B означает пайку, Cu — химический символ меди, а P — химический символ фосфора.Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится как мешок) — где B означает пайку, а Ag — химический символ серебра. В то время как в сплавах BAg присутствуют и другие элементы, помимо серебра, большинство сплавов BAg могут содержать от 24% до 93% серебра.
Совместные требования и сильные стороны
Независимо от того, является ли используемый процесс соединения пайкой или пайкой, есть определенные основные шаги, которые необходимо соблюдать для стабильного получения прочных соединений.Эти основные этапы описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла. Более подробно они описаны в Руководстве по медным трубам CDA.
Независимо от того, используется ли процесс соединения пайкой или пайкой, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рис. 2. Деталь трубного соединенияГлубина перекрытия или глубина раструба в фитинге внахлест или капиллярном соединении указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для фитингов под давлением. Это важный параметр, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве, чтобы он полностью стекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя желательно 100% -ное проникновение и заполнение фитинга капиллярного пространства, 70% -ное заполнение паяного соединения (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных трубок и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве стыков внахлест или заполнении, необходимом для развития полной прочности соединения. В паяных соединениях по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого места соединения по всей длине не является необходимым для достижения полной прочности соединения. Согласно Американскому сварочному обществу (AWS), предполагается, что припойный присадочный металл проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба.Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое небольшое проникновение наполнителя приведет к тому, что правильно изготовленное паяное соединение будет прочнее, чем сама трубка или фитинг. Однако, в отличие от паяного соединения, где колпачок или галтель обеспечивает минимальную дополнительную прочность, паяное соединение должно быть выполнено таким образом, чтобы между трубкой и фитингом на торце фитинга был обеспечен хорошо развитый галтель или «колпачок» из присадочного металла. .Это галтели, или колпачок, как его часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтеля. В паяном соединении, изготовленном без хорошо развитой вогнутой кромки, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Рисунок 3. Объяснение правила AWS 3-TПомимо прочности присадочного металла в соединении, при выборе использования паяных или паяных соединений также необходимо учитывать общую прочность соединения или узла (трубы, фитинга и соединения) после операции соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C.Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжиг или переход от твердого состояния (жесткий) к состоянию после отжига (мягкий). С этим изменением характера происходит внутренняя потеря прочности — медь с твердым отпуском прочнее, чем медь с отожженным отпуском. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоев, от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C, процесс создания паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно прочнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы с 3a по 3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и в целом более устойчивы к усталости (вибрации, тепловому перемещению и т. Д.), Рабочее давление в системе должно соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварки: Руководство по пайке — 3-е издание
- Американское общество сварки: Справочник по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Спецификация присадочных металлов для пайки и сварки припоем
- ASTM B32-04: Стандартные технические условия на металлический припой
Паять или паять?
Мы получаем много вопросов о разнице между пайкой и пайкой. Это очень похожие методы соединения, обе включают плавление присадочного металла для соединения двух или более компонентов без плавления основного материала компонентов. Американское сварочное общество (AWS) определяет пайку как такой процесс, в котором используется присадочный металл, температура ликвидуса которого превышает 450 ° C (842 ° F).С другой стороны, при пайке используются присадочные металлы с температурой ликвидуса 450 ° C или ниже.
Проблема усложняется использованием такого термина, как «серебряный припой». Это неправильное название, потому что все сплавы на основе серебра плавятся значительно выше 450 ° C и, следовательно, явно являются припоями присадочного металла. Правильный термин для всех сплавов, используемых для пайки, включая сплавы на основе серебра, — «паяльные присадочные металлы». AWS разработала систему обозначений для пайки присадочных металлов, в которой используются первичный элемент (ы) и номер для уникальных составов пайки присадочных металлов.Все обозначения начинаются с буквы «B», что означает «пайка». Таким образом, сплавы на основе серебра обозначаются BAg-x, где x — число, соответствующее определенному составу сплава. БАг-1 имеет номинальный состав 45% Ag, 15% Cu, 16% Zn, 24% Cd. BAg-34 содержит номинально 38% Ag, 32% Cu, 28% Zn, 2% Sn. Другие семейства присадочных металлов для пайки включают присадочные металлы алюминий-кремний (BAlSi-x), присадочные металлы из магния (BMg-x), медь, медь-цинк и медно-фосфорные присадочные металлы (BCu-x, RBCuZn-x и BCuP-x соответственно), присадочные металлы на основе никеля и кобальта (BNi-x и BCo-x соответственно) и присадочные металлы на основе золота (BAu-x).Титан, палладий, платина и другие металлы также могут использоваться в качестве присадочных металлов для пайки. Пайка используется во многих автомобильных приложениях, в реактивных двигателях, кухонной посуде и кухонных принадлежностях, а также в системах отопления, вентиляции и кондиционирования воздуха и др.
Пайка, помимо более низкой температуры обработки, обычно дает более низкую прочность соединения, чем паяное соединение. Для многих приложений это подходит и даже желательно. Прочность на сдвиг паяных соединений обычно в пять раз превышает прочность паяных соединений.Сильное тепловложение может повредить чувствительную электронику или мелкие компоненты.
Рисунок: Лазерная пайка карбида кремния (SiC)
Тепло для пайки или пайки может применяться несколькими способами; через пламя, резистивным нагревом, индукционным нагревом, использованием лазера, сгоранием и последующим лучистым нагревом и т. д. И пайку, и пайку можно производить на открытом воздухе (обычно с флюсом для уменьшения поверхностных оксидов и обеспечения смачивания и растекания припоя или припоя, присадочного металла) или в защитной атмосфере (например,г. инертная, вакуумная или активная атмосфера). Оба метода можно использовать для соединения многих металлов и металлических сплавов, керамики и композитных материалов с одинаковыми и разнородными материалами.
Так что лучше припаять или припаять?
Ответ на этот вопрос зависит от многих факторов, включая загрузку службы и температуру, чтобы назвать два. Многие подложки повреждаются из-за высоких температур, требуемых при пайке. Смачиваемость подложки припоем или припоем — еще один ключевой фактор при выборе подходящего процесса.Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто необходимо паять или паять в вакууме или в защитной атмосфере, или самофлюсующийся присадочный металл, такой как медно-фосфорные сплавы (BCuP-x) в сборках на основе меди, использовал. Некоторые «неочищаемые флюсы» оставляют минимальные остатки после соединения, но затвердевшие остатки могут создавать ситуации абразивного износа в движущихся компонентах с малым зазором или могут гидролизоваться и создавать коррозионные условия.
Когда паять и когда паять медные провода: взгляд на плюсы и минусы каждой
Когда паять
Для пайки требуется горелка и припой.Что касается фонарей, то есть два основных типа: дешевые и более дорогие. Дешевый вид — это газовая или пропановая горелка MAPP, в которой используется одноразовый резервуар на 14 унций, который вы можете купить в любом хозяйственном магазине, и также называемый турбо-горелкой.
Более дорогой вариант более объемный и включает в себя два баллона со сжатым газом: кислородом и ацетиленом. Если вы когда-либо выполняли сварку, это тоже очень типичная горелка, которую вы будете использовать. Если вы занимаетесь этим надолго, стоит подумать о приобретении кислородно-ацетиленовой установки.
Газ MAPP или пропановое топливо достаточно нагреваются для использования припоя. Ацетилен становится еще горячее, поэтому работа будет выполняться быстрее. Если вы используете очень маленькие и тонкие медные линии, подобные тем, которые чаще используются в новых строительных установках, вы можете даже обнаружить, что ацетилен слишком горячий и сжигает ваши провода.Обычно это можно компенсировать, регулируя давление.
Что касается припоя, то он поставляется в катушке, которую вы разматываете, поскольку вам нужно больше, чтобы расплавить соединение.
Стандартный припой — это металлический сплав, состоящий в основном из олова, никеля или других металлов с относительно низкой температурой плавления. Никогда не используйте припой со свинцом в системах отопления, вентиляции и кондиционирования воздуха. Вам может сойти с рук это в дренажных линиях, арматурах холодной воды и линиях холодной воды, которые не будут испытывать больших изменений давления или температуры, но, как правило, вы захотите использовать тот, который содержит от 15 до 30 процентов серебра, известный как мягкий припой.Чем выше процентное содержание серебра, тем выше температура плавления и тем прочнее будет соединение. Эти припои по-прежнему будут в основном на основе олова или никеля, но волшебным ингредиентом будет серебро. Да, это дороже, но работать с чем-либо, менее 15 процентов серебра, становится неуправляемым, и, скорее всего, в конечном итоге вам придется переделывать соединения с припоем, который содержит более высокий процент серебра.
Вы услышите, как люди говорят вам, что на отопительных или холодильных установках вы должны паять.По этому поводу существуют противоречивые мнения, в зависимости от того, с кем вы разговариваете. Чтобы уладить это в ваших собственных уникальных обстоятельствах с устройством, над которым вы работаете, все, что вам нужно сделать, это сравнить характеристики производителя вашего устройства HVAC со спецификациями вашего припоя с содержанием серебра. Например, характеристики типичного припоя, содержащего всего пять процентов серебра:
Эти уровни давления намного выше, чем давление в трубопроводе большинства бытовых и легких коммерческих систем HVAC.
То же самое и с температурой.На линии нагнетания компрессорной установки HVAC в жилом или малом коммерческом секторе часто указывается максимальная температура 225 ° C. Опять же, проверьте руководство производителя, чтобы определить это. Даже если у вашего компрессора плохой день и он нагреется до 300 ° C, он, вероятно, сначала поджарится, прежде чем пятипроцентный серебряный припой достигнет точки плавления около 430 ° C.
Могут ли эти паяные соединения протекать? да. Могут ли паяные соединения протекать? да. Если вы работаете в пределах спецификаций производителя и ваш блок HVAC протекает, скорее всего, вы плохо выполнили пайку / пайку.Пайка вместо пайки в любом случае не исправит плохой работы.
Хотя могут быть некоторые споры о том, паять или паять с линией нагнетания компрессорного агрегата, пайка чувствительных соединений, таких как соединения с клапанами, реверсивными клапанами или расширительными клапанами, не является спорным. На них нельзя паять, потому что температура может расплавить резиновые и нейлоновые втулки внутри.
У пайкитакже есть два других важных аспекта, которые могут быть полезными в зависимости от того, что вы делаете:
ПрипойSilver относится к случаям, когда вы используете припой, содержащий около 45 процентов серебра или выше.Вы не будете использовать этот тип припоя слишком часто. Это полезно при выполнении соединений со сталью, например, при соединении медных проводов со сталью или при соединении стали со сталью. Например, вы можете использовать это на сервисных клапанах, которые крепятся к компрессору.
Использование серебряного припоя с таким процентным содержанием известно как твердый припой. Из-за более высокого содержания серебра температура, необходимая для плавления этого припоя, больше похожа на температуру пайки, поэтому вы можете думать о серебряной пайке как о грани между пайкой и пайкой.
Пайка Медь и медные сплавы Пайка
Введение
Основная теория и техника пайки и пайки одинаковы для всех диаметров медной трубки. Единственными переменными являются присадочный металл, а также количество времени и тепла, необходимое для завершения данного соединения. Американское сварочное общество определяет пайку как процесс соединения, который происходит при температуре ниже 840 ° F, а пайку — как процесс, который происходит при температуре выше 840 ° F, но ниже точки плавления основных металлов.На практике для медных систем большая часть пайки выполняется при температуре примерно от 350 ° F до 600 ° F, в то время как большая часть пайки выполняется при температуре от 1100 ° F до 1500 ° F.
Выбор между пайкой или пайкой обычно зависит от условий эксплуатации системы и требований действующих строительных норм. Паяные соединения обычно используются там, где рабочая температура не превышает 250 ° F, в то время как паяные соединения могут использоваться там, где требуется большая прочность соединения или где температура системы достигает 350 ° F.
Хотя паяные соединения в целом обеспечивают более высокую прочность соединения, отжиг трубы и фитинга, который является результатом более высокого нагрева, используемого в процессе пайки, может привести к тому, что номинальное давление системы будет меньше, чем у паяного соединения. Этот факт следует учитывать при выборе того, какой процесс соединения использовать.
Хотя пайка и пайка являются наиболее распространенными методами соединения медных труб и фитингов, они часто наименее понятны.
Именно это непонимание может перерасти в плохую технику установки и привести к плохим или неисправным соединениям.Исследования распространенных причин повреждений суставов выявили несколько факторов, способствующих повреждению суставов, в том числе:
- • Неправильная подготовка стыка перед пайкой.
- • Отсутствие надлежащей опоры и / или подвешивания во время пайки или пайки.
- • Неправильный контроль тепла и распределение тепла на протяжении всего процесса соединения.
- • Неправильное нанесение припоя или припоя на стык.
- • На стык нанесено недостаточное количество присадочного металла.
- • Внезапное резкое охлаждение и / или стирание расплавленного присадочного металла после пайки или пайки.
- • Предварительное лужение стыков перед сборкой и пайкой.
Хотя операции пайки и пайки по своей сути просты, исключение или неправильное применение одной части процесса может означать разницу между хорошим соединением и отказом.
Процесс присоединения
Независимо от процесса, пайки или пайки, должны выполняться одни и те же основные этапы, с единственной разницей, заключающейся в использовании флюсов, присадочных металлов и количества используемого тепла.Следующий процесс соединения очерчивает основные требования для последовательного выполнения высококачественного паяного или паяного соединения:
- • измерение и резка
- • нанесение присадочного металла
Измерение и резка
Отрежьте трубку до мерной длины. Чтобы получить квадратный конец, можно разрезать разными способами. Точно измерьте длину каждого сегмента трубы. Неточность может ухудшить качество соединения. Если трубка слишком короткая, она не войдет в чашку фитинга до конца, и невозможно будет выполнить надлежащее соединение.Если отрезок трубы будет слишком длинным, это может вызвать деформацию системы, которая может повлиять на срок службы.
Трубку можно разрезать дисковым труборезом (рис. 1), ножовкой, абразивным кругом, стационарной или переносной ленточной пилой. Необходимо следить за тем, чтобы труба не деформировалась во время резки. Независимо от метода, разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в чашке фитинга.
Развертка
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся в результате резки.Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и увеличения локальной скорости потока в трубе. Правильно развернутый кусок трубы обеспечивает ровную ламинарную поверхность на поверхности.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильную сборку трубки в чашке фитинга.
Инструменты, используемые для развёртывания концов труб, включают расширяющее лезвие на трубореза, полукруглые или круглые напильники (рис. 2), карманный нож и подходящий инструмент для удаления заусенцев (рис. 3).При использовании мягкой трубки необходимо соблюдать осторожность, чтобы не деформировать конец трубки из-за чрезмерного давления.
Мягкая дрессировочная трубка в случае деформации может быть возвращена к округлости с помощью калибровочного инструмента, состоящего из пробки и калибровочного кольца.
Очистка
Удаление всех оксидов и поверхностных загрязнений с концов труб и фитинговых чашек имеет решающее значение для правильного поступления присадочного металла в стык. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Капиллярное пространство между трубкой и фитингом составляет приблизительно 0,004 дюйма. Металлический наполнитель заполняет этот зазор за счет капиллярного действия. Этот интервал имеет решающее значение, поскольку он определяет, будет ли надлежащий поток присадочного металла в зазор, обеспечивающий прочное соединение.
Слегка отшлифуйте (очистите) концы трубки с помощью песчаной ткани или нейлоновых абразивных подушек (Рисунок 4) на расстоянии, немного превышающем глубину чашки фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера (Рисунок 5).
Медь — относительно мягкий металл. Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
Можно использовать химическую очистку, если концы труб и фитинги тщательно промыть после очистки в соответствии с процедурой, предоставленной производителем химикатов. Не прикасайтесь к очищенной поверхности голыми руками или в масляных перчатках. Кожные масла, смазочные масла и жир ухудшают сцепление наплавочного металла.
Паяные соединения — флюсование
Используйте флюс для пайки, который растворяет и удаляет следы оксида с очищенных поверхностей, подлежащих соединению, защищает очищенные поверхности от повторного окисления во время нагрева и способствует смачиванию поверхностей припоем, как рекомендовано в общих требованиях ASTM B 813.Нанесите тонкий, равномерный слой флюса кистью на трубку и фитинг как можно скорее после очистки (рисунки 6 и 7).
ВНИМАНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы.
Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
Сборка
Поддержите трубку и фитинг в сборе, чтобы обеспечить достаточное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток (Рисунок 12) расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию металлического припоя в условиях напряжения или вибрации. Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом.Удалите излишки флюса с внешней стороны стыка ватной тряпкой (Рисунок 8).
Отопление
Начните нагревание с пламенем перпендикулярно трубке (Рисунок 12, позиция 1). Медная трубка проводит первоначальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы привести всю сборку в надлежащее состояние. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры безопасности, как описано в ANSI / AWS Z49.1.
состояние предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Естественная тенденция к повышению тепла обеспечит надлежащий предварительный нагрев верхней части сборки. Опыт покажет количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга (Рисунок 12, позиция 2). Переместите пламя попеременно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга (Рисунок 12, позиция 3).Опять же, предварительно нагревая окружность сборки, как описано выше, с горелкой у основания чашки фитинга (Рисунок 12, позиция 4), прикоснитесь к стыку припоем. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки (Рисунок 9). В таких горелках используется ацетилен или сжиженный газ. Также можно использовать инструменты для пайки сопротивлением (Рисунок 10). В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
Рис. 12. Схема паяного соединения
Применение припоя
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковых сторон и верхней части соединения.Для соединений в горизонтальном положении начните наносить припой немного не по центру в нижней части соединения (Рисунок 12, позиция a, и Рисунок 9). Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху фитинга (Рисунок 12, позиция b).
Вернитесь к начальной точке, слегка перекрывая друг друга (рис. 12, позиция c), и продолжайте движение вверх по незавершенной стороне к вершине, опять же с небольшим перекрытием (рис. 12, позиция d). Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что стык заполнен до этой точки и больше не будет принимать припой. На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, втягивающего сыпучий расплавленный припой в узкий зазор между фитингом и трубкой.
Расплавленный металлический припой втягивается в соединение за счет капиллярного действия независимо от того, идет ли поток припоя вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет от 0,002 дюйма до 0,005 дюйма. Некоторая свободная посадка допустима, но слишком свободная посадка может вызвать трудности с фитингами большего размера.
Для соединения медных трубок с клапанами с припоями следуйте инструкциям производителя. Клапан должен быть в открытом положении перед подачей тепла, и нагрев должен быть направлен в первую очередь на трубку. Имеющиеся в продаже материалы для теплоотвода также могут использоваться для защиты чувствительных к температуре компонентов во время операции соединения.
Количество припоя, израсходованного при надлежащем заполнении капиллярного пространства между трубкой и коваными или литыми фитингами, можно оценить по таблице 1.Требуемый флюс обычно составляет 2 унции на фунт припоя.
Таблица 1: Требования к припоям для фитингов под давлением, длина в дюймах (1)
номинал или Стандартный размер (дюймы) | O.D. из Труба (дюймы) | Глубина чашки фитинга (дюймы) | Зазор шарнира (дюймы) | Вт в фунтах при.010 клиренс на 100 стыков | |||||||||
0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | 0,010 | ||||
| 1/4 | .375 | .310 | , 030 | .060 | .089 | .119 | . 149 | , 179 | . 208 | . 238 | ,268 | ,298 | .097 |
| 3/8 | . 500 | .380 | .049 | .097 | .146 | .195 | . 243 | ,292 | . 341 | 0,389 | .438 | . 486 | . 159 |
| 1/2 | .625 | . 500 | , 080 | .160 | 0,240 | .320 | .400 | .480 | . 560 | .640 | 0,720 | . 800 | . 261 |
| 5/8 | 0,750 | . 620 | .119 | . 238 | 0,357 | . 476 | . 595 | .714 | . 833 | .952 | 1,072 | 1,191 | .389 |
| 3/4 | . 875 | 0,750 | , 168 | .336 | . 504 | .672 | . 840 | 1,008 | 1,176 | 1,344 | 1,512 | 1,680 | . 548 |
| 1 | 1,125 | .910 | 0,262 | .524 | .786 | 1,048 | 1,311 | 1,573 | 1,835 | 2,097 | 2,359 | 2,621 | . 856 |
| 1 ¼ | 1,375 | .970 | . 341 | .683 | 1.024 | 1,366 | 1,707 | 2,049 | 2.390 | 2,732 | 3,073 | 3,415 | 1,115 |
| 1 ½ | 1.625 | 1.090 | . 454 | .907 | 1,361 | 1,814 | 2,268 | 2,721 | 3,175 | 3,628 | 4.082 | 4,535 | 1,480 |
| 2 | 2,125 | 1,340 | ,729 | 1.458 | 2,187 | 2.916 | 3,645 | 4,374 | 5.103 | 5,833 | 6.562 | 7,291 | 2,380 |
| 2 ½ | 2,625 | 1,470 | .988 | 1,976 | 2,964 | 3,952 | 4,940 | 5,928 | 6,916 | 7,904 | 8,892 | 9,880 | 3,225 |
| 3 | 3,125 | 1.660 | 1,328 | 2,656 | 3,985 | 5,313 | 6,641 | 7,969 | 9,297 | 10,626 | 11.954 | 13,282 | 4,335 |
| 3 ½ | 3,625 | 1,910 | 1.773 | 3,546 | 5,318 | 7.091 | 8,864 | 10,637 | 12,409 | 14.182 | 15,955 | 17,728 | 5.786 |
| 4 | 4,125 | 2,160 | 2,281 | 4.563 | 6,844 | 9,125 | 11,407 | 13,688 | 15.969 | 18,250 | 20,532 | 22,813 | 7,446 |
| 5 | 5,125 | 2,660 | 3.490 | 6,981 | 10,471 | 13,962 | 17,452 | 20,943 | 24,433 | 27.924 | 31,414 | 34,905 | 11,392 |
| 6 | 6,125 | 3,090 | 4,846 | 9,692 | 14,538 | 19,383 | 24,229 | 29.075 | 33,921 | 38,767 | 43,613 | 48,459 | 15.815 |
| 8 | 8,125 | 3,970 | 8,259 | 16,518 | 24,777 | 33.035 | 41,294 | 49,553 | 57,812 | 66.071 | 74,330 | 82,589 | 26,955 |
| 10 | 10,125 | 4.000 | 10.370 | 20,739 | 31.109 | 41,478 | 51,848 | 62.218 | 72,587 | 82,957 | 93,326 | 103,696 | 33,845 |
| 12 | 12,125 | 4.500 | 13,970 | 27,940 | 41.910 | 55,881 | 69,851 | 83.821 | 97,791 | 111.761 | 125.731 | 139.701 | 45.596 |
Среднее фактическое потребление 2 | Для оценочных целей 3 | ||||||||||||
2. Фактический расход зависит от качества изготовления
3. Включает скидку в размере 100% на покрытие потерь и потерь
Примечание. Требования к флюсу обычно составляют 2 унции на фунт припоя.
Охлаждение и очистка
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать повреждение или растрескивание соединения. Когда остынет, удалите остатки флюса влажной тряпкой (Рисунок 11). По возможности, в зависимости от конечного использования, готовые системы следует промывать для удаления излишков флюса и мусора. Используйте флюс для пайки, соответствующий требованиям ASTM B 813
.Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Паяные соединения
Таблица 2: Присадочные металлы для пайки
AWS Классификация 1 | Основные элементы (%) | Температура ° F | ||||||
Серебро (Ag) | Фосфор (P) | Цинк (Zn) | Кадмий (Cd) | Олово (Sn) | Медь (Cu) | Солидус | Ликвидус | |
| BCup-2 | – | 7.00-7,5 | – | – | – | остаток | 1310 | 1460 |
| BCup-3 | 4,8-5,2 | 5,8-6,2 | – | – | – | остаток | 1190 | 1495 |
| BCup-4 | 5,8-6,2 | 7,0-7,5 | – | – | – | остаток | 1190 | 1325 |
| BCup-5 | 14.5-15,5 | 4,8-5,2 | – | – | – | остаток | 1190 | 1475 |
| БАГ-1 2 | 44-46 | – | 14–18 | 23-25 2 | – | 14–16 | 1125 | 1145 |
| БАГ-2 2 | 34-36 | – | 19–23 | 17-19 2 | – | 25–27 | 1125 | 1295 |
| БАг-5 | 44-46 | – | 23–27 | – | – | 29-31 | 1225 | 1370 |
| БАГ-7 | 55-57 | – | 15-19 | – | 4.5-5,5 | 21–23 | 1145 | 1205 |
2. ВНИМАНИЕ: БАг-1 и БАг-2 содержат кадмий. Нагрев при пайке может привести к образованию высокотоксичных паров.
Избегать вдыхания паров. Используйте соответствующую вентиляцию. См. ANSI / ASC Z49 1 «Безопасность при сварке и резке».
Прочные герметичные паяные соединения для медных трубок могут быть выполнены пайкой с присадочными металлами, плавящимися при температурах в диапазоне от 1100 ° F до 1500 ° F, как указано в таблице 2.Паяльные присадочные металлы иногда называют «твердыми припоями» или «серебряными припоями». Следует избегать этих сбивающих с толку терминов.
Температура, при которой присадочный металл начинает плавиться при нагревании, является температурой солидуса; температура ликвидуса — это более высокая температура, при которой присадочный металл полностью расплавляется. Температура ликвидуса — это минимальная температура, при которой будет происходить пайка.
Разница между солидусом и ликвидусом заключается в диапазоне плавления и может иметь значение при выборе присадочного металла.Он указывает рабочий диапазон для присадочного металла и скорость, с которой присадочный металл станет твердым после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Рабочие диапазоны обычных присадочных металлов для пайки показаны на Рисунке 13a.
Рис. 13. Диапазоны температур плавления
Паяльные присадочные металлы, подходящие для соединения медных труб, бывают двух классов: (1) сплавы серии BCuP, содержащие фосфор, и (2) сплавы серии BAg, содержащие высокое содержание серебра.Эти два класса различаются по своим характеристикам плавления, флюсования и текучести, и это следует учитывать при выборе присадочного металла (см. Таблицу 2). Допускается использование любого из перечисленных присадочных металлов, но
, наиболее часто используемые в сантехнических системах, системах охлаждения ОВК и пожарных спринклерных системах — это BCuP-2 (для жестких допусков), BCuP-3, 4 или 5 (где жесткие допуски не могут соблюдаться) и BAg-1, BAg-5 и BAg-7. . Присадочные материалы серии BCuP более экономичны, чем присадочные материалы серии BAg, и лучше подходят для трубопроводов общего назначения.При соединении разнородных металлов следует использовать присадочные металлы серии BAg, либо требуются определенные характеристики присадочных металлов серии BAg. Для соединения медных труб любой из этих присадочных металлов обеспечит необходимую прочность при использовании со стандартными фитингами под пайку или имеющимися в продаже фитингами для пайки с короткой втулкой.
Согласно Американскому сварочному обществу (AWS), прочность паяного соединения будет соответствовать или превышать прочность соединяемой трубы и фитинга, когда стык перекрывается, а глубина проникновения присадочного металла как минимум в три раза превышает толщину сварного шва. более тонкий основной металл (трубка или штуцер) и хорошо развитый галтель.
Прочность паяного медного трубного соединения не сильно зависит от различных присадочных металлов, но в основном зависит от поддержания надлежащего зазора между внешней стороной трубки и чашкой фитинга. Медная трубка и фитинги под пайку точно изготовлены друг для друга, и допуски, разрешенные для каждой из них, гарантируют, что капиллярное пространство будет в пределах, необходимых для соединения с удовлетворительной прочностью.
Номинальное внутреннее рабочее давление систем паяных медных труб при рабочих температурах до 350 ° F (температура насыщенного пара при 120 фунт / кв. Дюйм) показано в таблице 3.Эти номинальные значения давления следует использовать только при сохранении правильного капиллярного пространства.
Таблица 3: Номинальные значения давления и температуры для соединений медных труб
Соединительный материал (4) | Рабочая температура, ИЗ | Тип фитинга | Максимальное рабочее избыточное давление (фунт / кв. Дюйм) для водяных труб стандартного размера (1) | ||||
Номинал типоразмера, дюймы | |||||||
1/8 — 1 | с 11/4 по 2 | с 21/2 по 4 | 5–8 | 10–12 | |||
Сплав Sn50 50-50 оловянно-свинцовый припой (5) | 100 | Давление (2) | 200 | 175 | 150 | 135 | 100 |
DWV (3) | – | 95 | 80 | 70 | – | ||
150 | Давление (2) | 150 | 125 | 100 | 90 | 70 | |
DWV (3) | – | 70 | 55 | 45 | – | ||
200 | Давление (2) | 100 | 90 | 75 | 70 | 50 | |
DWV (3) | – | 50 | 40 | 35 | – | ||
250 | Давление (2) | 85 | 75 | 50 | 45 | 40 | |
DWV (3) | – | – | – | – | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав Сб5 95-5 Припой олово-сурьма | 100 | Давление (2) | 1090 | 850 | 705 | 660 | 500 |
DWV (3) | – | 390 | 325 | 330 | – | ||
150 | Давление (2) | 625 | 485 | 405 | 375 | 285 | |
DWV (3) | – | 225 | 185 | 190 | – | ||
200 | Давление (2) | 505 | 395 | 325 | 305 | 230 | |
DWV (3) | – | 180 | 150 | 155 | – | ||
250 | Давление (2) | 270 | 210 | 175 | 165 | 125 | |
DWV (3) | – | 95 | 80 | 80 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав E | 100 | Давление (2) | 710 | 555 | 460 | 430 | 325 |
DWV (3) | – | 255 | 210 | 215 | – | ||
150 | Давление (2) | 475 | 370 | 305 | 285 | 215 | |
DWV (3) | – | 170 | 140 | 140 | – | ||
200 | Давление (2) | 375 | 290 | 240 | 225 | 170 | |
DWV (3) | – | 135 | 110 | 115 | – | ||
250 | Давление (2) | 320 | 250 | 205 | 195 | 145 | |
DWV (3) | – | 115 | 95 | 95 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав HB | 100 | Давление (2) | 1035 | 805 | 670 | 625 | 475 |
DWV (3) | – | 370 | 310 | 315 | – | ||
150 | Давление (2) | 710 | 555 | 460 | 430 | 325 | |
DWV (3) | – | 255 | 210 | 215 | – | ||
200 | Давление (2) | 440 | 345 | 285 | 265 | 200 | |
DWV (3) | – | 155 | 130 | 135 | – | ||
250 | Давление (2) | 430 | 335 | 275 | 260 | 195 | |
DWV (3) | – | 155 | 125 | 130 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Соединительные материалы, плавящиеся при температуре 1100º F (6) или выше | Номинальное давление-температура в соответствии с используемыми материалами и процедурами (см. Таблицу 3, Отожженные). | ||||||
Насыщенный пар | Давление | 120 | 120 | 120 | 120 | 120 | |
ПРИМЕЧАНИЕ: Для чрезвычайно низких рабочих температур в диапазоне от 0 ° F до минус 200 ° F рекомендуется использовать соединительный материал, плавящийся при температуре 1100 ° F или выше (см. Примечание (6) ). .
(1) Стандартные размеры водяных трубок в соответствии с ASTM B 88.
(2) Номинальные параметры размером до 8 дюймов указаны в ASME B16.22 Арматура для пайки из кованой меди и медных сплавов и ASME B16.18
Литая медь и Фитинги для пайки из медного сплава. Номинальные характеристики для размеров от 10 до 12 дюймов приведены в ASME B16.18 Фитинги для пайки из литой меди и медных сплавов.
(3) Использование дренажных фитингов под пайку из кованой меди и кованых медных сплавов по ASME B16.29 — DWV и ASME B16.23 Дренажные фитинги для пайки из литого медного сплава — DWV.
(4) Обозначения сплавов соответствуют ASTM B 32.
(5) Поправка 1986 г. к Закону о безопасной питьевой воде запрещает использование в системах питьевой воды любого припоя с содержанием свинца более 0,2%.
(6) Эти соединительные материалы определены Американским сварочным обществом как припои.
Флюсы
Флюсы, используемые для пайки медных соединений, по составу отличаются от флюсов для пайки.Эти два типа нельзя использовать взаимозаменяемо.
Флюсы для пайки на водной основе; в то время как большинство флюсов для пайки имеют нефтяную основу. Как и флюсы для пайки, флюсы для пайки растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от повторного окисления во время нагрева и способствуют смачиванию соединяемых поверхностей припоем.
Паяльные флюсы также позволяют мастеру определять температуру (Рисунок 13b). Если внешняя часть фитинга и зона термического влияния трубки покрыты флюсом (в дополнение к концу трубки и чашке фитинга), окисление будет минимизировано, а внешний вид соединения значительно улучшится.
Флюсы, наиболее подходящие для пайки меди и труб из медных сплавов, должны соответствовать требованиям стандарта AWS A5.31, тип FB3-A или FB3-C.
На рисунке 14 показана потребность в флюсе для пайки различных типов труб из меди и медных сплавов, фитингов и присадочных металлов при пайке.
Рис. 14. Рекомендации по припоям
Сборка
Соберите соединение, вставив трубку в гнездо до упора и, если возможно, поверните.Узел должен иметь прочную опору, чтобы он оставался выровненным во время пайки.
Применение тепла и пайки
Нагрейте соединяемые детали, желательно с помощью газокислородной горелки с нейтральным пламенем. На меньших размерах иногда используется воздушное топливо. Сначала нагрейте трубку, начиная примерно на один дюйм от края фитинга, короткими движениями проводя пламя вокруг трубки под прямым углом к оси трубки (рис. 12, позиция 1).
Очень важно, чтобы пламя оставалось в движении и не оставалось в одной точке достаточно долго, чтобы повредить трубку.Флюс можно использовать в качестве ориентира для определения того, как долго нужно нагревать трубку. Поведение флюса во время цикла пайки показано на рисунке 13b.
Подключите пламя к штуцеру у основания чашки (Рисунок 12, позиция 2). Равномерно нагрейте, попеременно перемещая пламя от фитинга к трубке, пока поток не утихнет. Избегайте чрезмерного нагрева литой арматуры из-за возможности растрескивания.
Когда флюс станет жидким и прозрачным, начните перемещать пламя вперед и назад вдоль оси соединения, чтобы поддерживать тепло на соединяемых деталях, особенно к основанию чашки фитинга (Рисунок 12, позиция 3).Пламя должно постоянно двигаться, чтобы не допустить плавления трубки или фитинга.
Для труб диаметром 1 дюйм и больше может быть сложно нагреть все соединение до температуры за один раз. Часто бывает желательно использовать кислородный нагревательный наконечник с несколькими отверстиями для поддержания более однородной температуры на больших площадях. Для больших размеров рекомендуется умеренный предварительный нагрев всего фитинга, а для больших диаметров может потребоваться использование второй горелки для поддержания равномерного предварительного нагрева всего фитинга в сборе.Затем можно продолжить нагревание, как описано выше.
Нанесите припой на место, где трубка входит в гнездо фитинга. При достижении нужной температуры присадочный металл будет легко течь в пространство между трубкой и патрубком фитинга, втягиваясь естественной силой капиллярного действия.
Держите пламя подальше от самого присадочного металла, когда он подается в шов.
Температура трубы и фитинга в месте стыка должна быть достаточно высокой, чтобы наплавить присадочный металл.
Поддерживайте нагрев и фитинг, и трубку, перемещая пламя вперед и назад от одного к другому, пока присадочный металл втягивается в соединение.
Когда соединение выполнено должным образом, присадочный металл будет втягиваться в патрубок фитинга за счет капиллярного действия, и непрерывная кромка присадочного металла будет полностью видна вокруг стыка. Чтобы способствовать развитию этого галтеля во время пайки, пламя должно быть немного выше точки нанесения присадочного металла. Прекратите кормление, как только увидите готовое филе.
Горизонтальные и вертикальные швы
При пайке горизонтальных швов предпочтительно сначала нанести присадочный металл немного смещенным от центра в нижней части шва, проходя через нижнюю часть шва и продолжая вверх по стороне к верху шва. Затем вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте движение вверх по незавершенной стороне к вершине, снова, слегка перекрывая. Эта процедура идентична той, что используется для пайки.
Также, как и при пайке, убедитесь, что операции совпадают.На вертикальных стыках неважно, где находится старт. Если отверстие патрубка направлено вниз, следует проявлять осторожность, чтобы не перегреть трубку, так как это может привести к стеканию припоя с внешней стороны трубки.
Удаление остатков
После охлаждения паяного соединения остатки флюса следует удалить чистой тканью, щеткой или тампоном с теплой водой. Удалите все остатки флюса, чтобы избежать риска того, что затвердевший флюс временно сохранит давление и закроет плохо спаянное соединение.Кованые фитинги охлаждают легче, чем литые, но перед смачиванием всем фитингам следует дать остыть естественным путем.
Общие советы и предложения
Если присадочный металл не течет или имеет тенденцию к образованию комков, это указывает на окисление металлических поверхностей или недостаточный нагрев соединяемых деталей. Если трубка или фитинг начинают окисляться во время нагрева, флюса слишком мало. Если присадочный металл не входит в соединение и имеет тенденцию течь по внешней стороне любого элемента соединения, это указывает на то, что один элемент перегрет, а другой — недогрет.
Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Очистка
Для некоторых установок, таких как системы медицинского газа и ACR, требуется добавление инертного газа во время процесса пайки. Продувочный газ вытесняет кислород изнутри системы, когда она подвергается воздействию высоких температур пайки, и, следовательно, исключает возможность образования оксида на внутренней поверхности трубы.
Расходы продувочного газа и методы его применения должны быть включены в спецификации процедуры пайки для этих применений.
Для получения дополнительной информации о пайке и пайке медных труб и фитингов обращайтесь:
Copper Development Association Inc.
260 Мэдисон авеню
Нью-Йорк, Нью-Йорк 10016
Тел. 212 / 251-7200
Факс 212 / 251-7234
Составлено на основе информационных источников Copper Development Association Inc.(CDA) считает себя компетентным. Тем не менее, CDA не принимает на себя никакой ответственности или обязательств любого рода в связи с этой публикацией или ее использованием каким-либо лицом или организацией и не делает никаких заявлений или гарантий в настоящем документе.
Блог The Welders Warehouse
Silver Solder & Braze — оба продукта, используемые либо с кислородно-ацетиленовой горелкой, либо с кислородно-пропановой горелкой.
Silver Solder & Braze, в чем разница?
Для меня ключевым отличием является то, как они работают с суставом.
Серебряный припой
Серебряный припойболее жидкий, чем припой, и работает за счет втягивания в стык за счет капиллярного действия. Так, например, если вы хотите соединить два куска тонкого листового металла вместе, вам нужно будет их перекрыть. Серебряный припой будет протягиваться через соединение, заполняя мельчайшие трещины между двумя металлическими частями, соединяясь с поверхностями, чтобы соединить их. Если вы попытаетесь соединить два куска металла вместе, то не хватит площади соприкосновения для достижения прочного соединения.
Серебряный припойиспользуется с флюсом, который химически очищает металл и сохраняет его в чистоте во время процесса серебряной пайки. Серебряный припой также известен как Серебряная пайка.
Пайка
С другой стороны, припойне втягивается в соединение, а накапливается на поверхности соединяемого металла, поэтому он больше похож на сварной шов. Как и серебряный припой, припой связывается с поверхностью соединяемого металла.
Пайкаиспользуется с флюсом, который химически очищает металл и сохраняет его в чистоте во время процесса пайки.Пайка также известна как сварка бронзы.
Что общего у Silver Solder & Braze, так это то, что они не требуют плавления соединяемого металла, это будет сварка!
В показанных примерах соединений я бы использовал серебряный припой на стыках кромок и внахлестку и припой для стыковых, угловых и тройниковых стыков.
Типы серебряных припоев и припоев
Несмотря на то, что на рынке имеется ряд припоев, в этой статье мы будем упрощать его и рассмотрим наиболее распространенный — C2.
C2 — это многоцелевой пруток для пайки из кремниевой бронзы, который подходит для пайки большинства металлов, включая сталь, медь, чугун и разнородные металлы.
ПрипойC2 окрашен в цвет латуни и обычно плавится при температуре около 875 ° C.
Большинство серебряных припоев можно разделить на категории по содержанию серебра. Содержание серебра будет определять текучесть и температуру плавления, чем больше серебра, тем больше текучесть и тем ниже температура плавления.
Наиболее распространенными являются 33% серебра (около 720 ° C), 40% серебра (около 675 ° C) и 55% серебра (около 650 ° C).
Также доступны серебросодержащие медно-фосфорные сплавы (CoPhos). Они доступны с содержанием серебра 2% или 5% и используются в основном для соединения меди с медью, где, если металл чистый, нет необходимости использовать флюс.
Серебряный припойможет использоваться для соединения большинства распространенных металлов, включая низкоуглеродистую сталь, нержавеющую сталь, медь, латунь, чугун и разнородные металлы.
Флюсовая или неизолированная проволока?
Silver Solder & Braze обычно доступен в 2 или 3 формах:
- неизолированный провод — (серебряный припой и пайка).Это мой любимый тип. С этой проволокой вы используете порошковый флюс. При необходимости его можно нанести на проволоку, осторожно нагревая конец проволоки в пламени, а затем окунув в порошок. При необходимости это можно повторить.
- Покрытие флюсом — (серебряный припой и припой). Это может показаться хорошей идеей, но у меня есть три недостатка. Проволока с флюсовым покрытием дороже неизолированной. Если вам понадобится дополнительный флюс, вам все равно понадобится горшок с порошком. Если провода согнуты, флюс имеет свойство отваливаться!
- Пропитанный флюсом — (только пайка).Здесь флюс находится в небольших зазубринах на проводе. Это работает очень хорошо, и провода можно гнуть. Обратной стороной является то, что пропитанные флюсом проволоки являются самыми дорогими.
Я надеюсь, что вы нашли эту статью в блоге полезной. Если у вас все складывается хорошо, пожалуйста, не стесняйтесь размещать фотографии своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.