В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками.
Как сделать модуль таймера для точечной сварки
Список радиоэлементов которые нужны для таймера:
- Тиристор BTA16-600B (корпус TO220) – 1 шт;
- Микросхема HEF4093 – 1 шт;
- Резистор 390 к (0,25 Вт) – 1 шт;
- Резистор 4,7 к (0,25 Вт) – 2 шт;
- Резистор 1 к (0,25 Вт) – 3 шт;
- Резистор 680 Ом (0,25 Вт) – 1 шт;
- Резистор 330 Ом (0,25 Вт) – 2 шт;
- Резистор 100 Ом (0,25 Вт) – 1 шт;
- Светодиод на 3 В – 1 шт;
- Оптрон MOC3041 – 1 шт;
- Транзистор C1815 – 2 шт;
- Переменный резистор 10 к – 1 шт;
- Конденсатор 220uF/50V – 1 шт;
- Конденсатор 1uF/50V – 1 шт;
- Конденсатор 100uF/25V – 1 шт;
- Конденсатор 220n/250V – 1 шт;
- Кнопка без фиксации – 1 шт;
- Диодный мост 2W08 – 1 шт (так как в точечной сварке используется отдельный блок питания постоянного напряжения то его ставить не надо, если таймер будет ставится в другую конструкцию то в этом случае оставьте).
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки, инструкция:
Сначала делаем плату, распечатываем рисунок печатной платы:
Как сделать модуль таймера для точечной сварки
По ЛУТ технологии (или другой удобной Вам) переносим рисунок на плату, травим, сверлим, лудим дорожки.
Запаиваем радиокомпоненты согласно схемы, на фото представлено расположение деталей на плате:
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1. Ко второму разъёму h2 подключена кнопка (без фиксации) запуска таймера. Вместо диодного моста я подключил отдельный блок питания, так как в аппарате точечной сварки я буду использовать адаптер питания на 12 В и 0,5 А, сама же схема может питаться от 6 до 12 В. Теперь нажимая кнопку будет на некоторое время зажигаться лампочка от доли секунд до 2-х секунд в зависимости от положения ручки потенциометра VR1.
Как сделать модуль таймера для точечной сварки
Если всё работает как надо то можно теперь устанавливать наш самодельный таймер в аппарат для точечной сварки.
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.

Собранный таймер для точечной сварки
Принцип работы 
Данное реле времени для точечной сварки сможет осуществлять включение и выключение устройства в заданном режиме с определенной периодичностью на постоянной основе. Если говорить попроще, то оно осуществляет смыкание и размыкание контактов. При помощи датчика поворота производится настройка промежутков времени в минутах и секундах по истечению, которого необходимо включить или отключить сварку.
Дисплей служит для отображения информации о текущем времени включения, периоде воздействия на метал сварочного аппарата, количестве минут и секунд до включения или выключения.
Виды таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированным. Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
В настоящее время можно приобрести реле времени:
- с выдержкой на отключение;
- с задержкой на включение;
- настроенное на установленное время после подачи напряжения;
- настроенное на установленное время после подачи импульса;
- тактовый генератор.
Комплектующее для создания реле времени
Чтобы создать таймер реле времени для точечной сварки понадобятся такие детали:
- плата Arduino Uno для осуществления программирования;
- плата прототипирования или Sensor shield – обеспечивает облегчение соединения, установленных датчиков с платой;
- провода по типу мама-мама;
- дисплей, на котором могут отображаться минимум две строки с 16 символов в ряду;
- реле, осуществляющее переключение нагрузки;
- датчик угла поворота, оснащенный кнопкой;
- блок питания для обеспечения снабжения устройства электрическим током (при проведении испытаний можно запитать его через USB кабель).
Особенности создания таймера реле времени для точечной сварки на плате arduino
Для его изготовления необходимо четко следовать схеме.

Самая простая схема реле времени
При этом часто применяемую плату arduino uno лучше будет заменить на arduino pro mini так как она имеет существенно меньший размер, стоит дешевле и при этом значительно легче осуществить припайку проводов.

Плата Ардуино Про Мини
После сбора всех составных частей таймера для контактной сварки на ардуино нужно припаять провода, которые соединяют плату с остальными элементами этого устройства. Все элементы необходимо очистить от налета и ржавчины. Это существенно повысит время эксплуатации таймера реле.

Соединенные части реле времени
Нужно подобрать подходящий корпус и собрать все элементы в нем. Он обеспечит устройству приличный внешний вид, защиту от случайных ударов и механических воздействий.
На завершение необходимо осуществить монтаж включателя. Он понадобится, если хозяин сварки решит на продолжительное время оставить ее без присмотра, чтобы не допустить возгорания, повреждения имущества в случае возникновения чрезвычайных ситуаций. С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
«Обратите внимание!
Таймер для контактной сварки на 561 является более продвинутым устройством, так как создан на новом современном микроконтроллере. Он позволяет более точно отмерять время, устанавливать периодичность включения и выключения устройства.»
Таймер для контактной сварки на 555 не такой совершенный и имеет урезанный функционал. Но нередко используется для создания таких устройств, так как является более дешевым.
Чтобы лучше понять, как создать сварочный аппарат стоит связаться с сотрудниками компании. Кроме этого, предлагаем рассмотреть схему создания этого устройства. Она поможет понять принцип функционирования аппарата, что и куда необходимо припаять.
Заключение
Таймер для точечной сварки на ардуино является точным и качественным устройством, которое при должных эксплуатациях, прослужит долгие годы. Он является достаточно простым устройством, поэтому без труда может быть смонтирован на любой сварке. Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Собрать устройство можно своими руками или обратится к профессионалам. Последний вариант более предпочтителен, так как гарантированно обеспечивает конечный результат. Компания проведет тестирование элементов устройства, выявит неполадки, устранит их, восстановив, таким образом, его работоспособность.
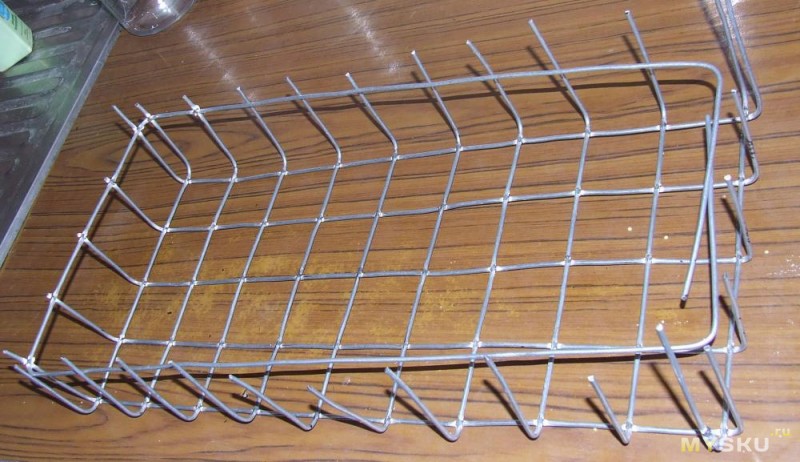
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.


В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
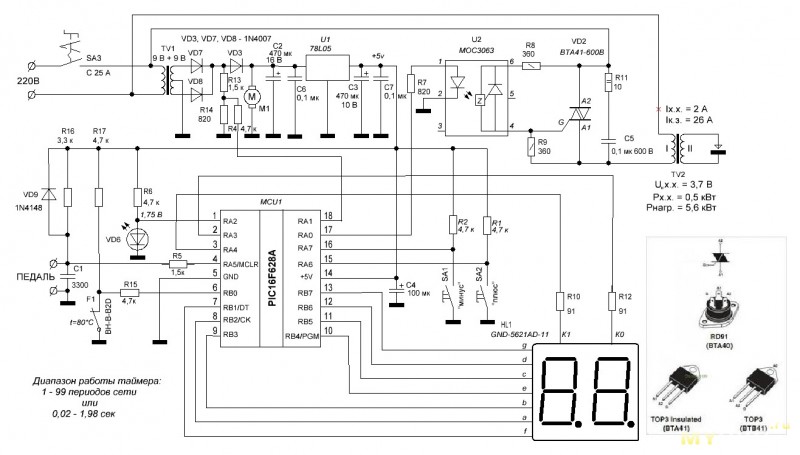
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см


Сварка батарей для шуруповертов




остатки оцинковки


UPD.
Добавлено фото покрупнее

Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
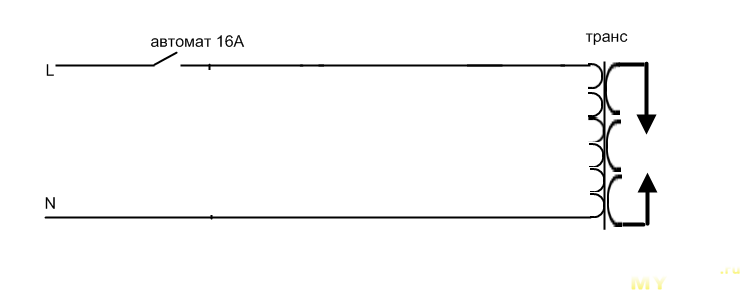
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
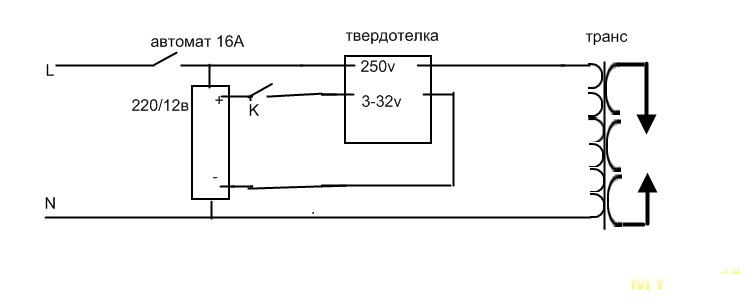
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
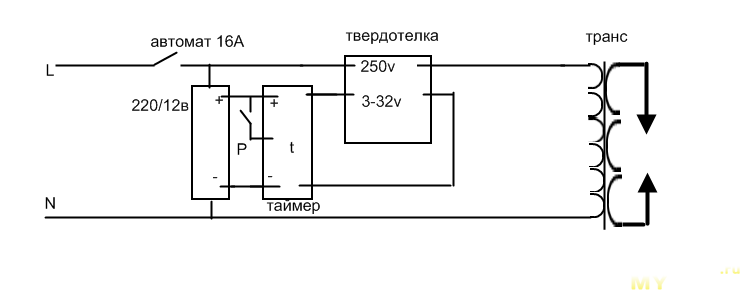
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
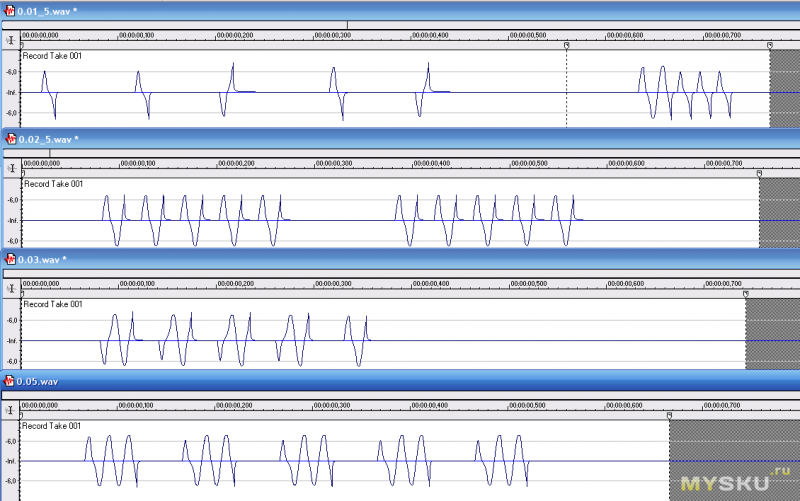
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Таймер для точечной сварки | Все своими руками
Опубликовал admin | Дата 4 декабря, 2015Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1.
Основой данного таймера является микроконтроллер PIC16F628A. Вообще программа, записанная в контроллер, это программа вычитающего счетчика. Для работы микроконтроллера используется его внутренний генератор. Обратный отсчет производится с периодом в 100мс. Максимальное время выдержки, чтобы не усложнять программу, я сделал, двадцать пять с половиной секунд. Установка времени выдержки устанавливается при помощи кнопок SB1 и SB2. Кнопкой SB1 увеличиваем значение выдержки времени, а с помощью кнопки SB3 — уменьшаем. Причем при установке времени, период смены показаний не постоянный. Сначала показания будут меняться с периодом в половину секунды. Потом этот период уменьшится до 25мс. Это сделано для увеличения оперативности установки необходимой выдержки.
При первом включении таймера на индикатор будет выведена из EEPROM контроллера выдержка в 10,0 секунд. В последующем в энергонезависимую память будут записываться уже ваши значения.
Запускается таймер кнопкой «Старт», после ее нажатия на выводе 15 DD1 появляется фронт управляющего сигнала и сразу же начинается обратный отсчет установленного времени выдержки. По истечении этого времени, напряжение на выводе 15 DD1 падает почти до нуля — спад импульса управления. Повторное нажатие на кнопку возможно только через 3 секунды, если выставленная выдержка менее этого времени, или после окончания импульса управления, если длительность импульса более 3 секунд.
В схему таймера введена перемычка J1, дающая возможность применять индикаторы, как с общим анодом, так и с общим катодом. Если перемычка отсутствует, то программа индикации будет обслуживать индикатор с общим анодом, а если перемычка установлена, то программа будет работать на индикатор с общим катодом. Скачать “Таймер для точечной сварки” tajmer-dlya-tochechnoj-svarki.rar – Загружено 1480 раз – 30 KB
Номиналы подтягивающих резисторов R1… R4 — могут быть любыми от 4,7к до 10к. Номиналы гасящих резисторов R5… R12 выбираются в соответствии с необходимой яркостью свечения сегментов индикаторов. Я всегда ставлю резисторы по 510 Ом. Это уменьшает нагрузку на выходы микроконтроллера и увеличивает срок службы самого индикатора. Микросхемный стабилизатор напряжения DA1 можно поставить любой на соответствующий ток нагрузки и выходное напряжение пять вольт. Например, КР142ЕН5А. Максимальное входное напряжение зависит от выбранной вами микросхемы стабилизатора. Максимальное входное напряжение для микросхемы КР142ЕН5А равно 15 вольт. Так как при контактной сварке возникают очень большие электромагнитные поля все устройство, во избежание сбоя программы, должно быть тщательно экранировано, а напряжение питания, возможно, придется подавать через LC фильтр. Конденсатор С2 при монтаже схемы припаивают непосредственно в соответствующим выводам микроконтроллера. Программа и схема разрабатывались по просьбе одного из посетителей сайта, поэтому в железе проверить данную схему пока не представляется возможным. Таймер был промоделирован в протеусе.
Обсудить эту статью на — форуме «Радиоэлектроника, вопросы и ответы».
Просмотров:7 671
Точечная сварка своими руками
Точечная сварка не пользуется особой популярностью в быту, однако бывают случаи, когда без нее просто не обойтись. И когда необходимость в точечной сварке возникнет, ее легко можно изготовить своими руками, как например, в моем случае, точечная сварка понадобилась при изготовлении клетки для попугаев, а именно, изготовлении сварной сетки из нержавеющей проволоки диаметром 3мм.

Силовая часть самодельной точечной сварки
Самый простой и доступный способ изготовления точечной сварки своими руками используя трансформатор от старой (неисправной) микроволновки. В частности нам понадобится повышающий трансформатор (в микроволновке он единственный больших размеров, так что вы не ошибетесь какой именно).
Если неисправной микроволновки в наличии не имеется, можно приобрести б/у трансформатор на барахолке или через доску объявлений. Можно даже использовать сгоревший трансформатор (с пробитой вторичной (высоковольтной) обмоткой, которую мы все равно удаляем).
Вторичная обмотка, самая тонкая, и с ее удалением особо церемониться не стоит. Просто спиливаем ножовкой выступающую часть обмотки, а остатки выбиваем молотком.
При удалении вторичной обмотки необходимо следить за тем, чтобы не повредить первичную обмотку.
Чтобы увеличить размер окна, пластины аккуратно удаляем отверткой.
В итоге у нас получается размер окна 14,5 х 28,5мм. У меня возникла мысль в качестве вторичной обмотки использовать сварочный кабель (в резиновой оболочке), внешним диаметром 13мм. Для реализации проекта было приобретено 1,5 метра сварочного провода.
Если первый виток, мне кое как удалось сделать, то второй виток было сделать нереально, а все из за материала и неравномерного диаметра оболочки (он намертво застрял). Даже мыло и шампунь не помог, сделать второй виток.
Колупаясь целый день, мне удалось сделать всего лишь полтора витка. Напряжение на выходе получилось 1,5В.. Мне сразу пришла мысль попробовать переплавить кусок проволоки (диаметром 2мм), положив на выходные контакты силового кабеля. Но результат меня разочаровал, проволока практически минуту нагревалась, что меня совсем не устраивало.
Было принято решение срезать резиновую оболочку с провода, и обмотать лавсановой изоляцией. Что касаемо лавсановой изоляции, то это, пожалуй, наиболее подходящий материал для этих целей (прочная, термостойкая с гладкой поверхностью подобно шелковой ленте).
Таким образом, мне удалось без проблем намотать три витка.
Разумеется, у меня сразу же возникла мысль протестировать трансформатор на куске проволоке. Что я могу сказать, проволока толщиной 2мм перегорела на пару секунд, а чтобы перегорел болт М6 понадобилось 10 секунд. Ради интереса, я решил посмотреть за какое время, болт М6 перегорит при двух витках, и это время составило аж 50 секунд. Все-таки, хоть и разница в напряжении не велика (1 виток равен 0,95В), но результат существенно отличается.
Особое внимание необходимо уделить всем соединениям, поскольку при высоких токах, в местах плохого соединения будет происходить нагрев, а соответственно расход лишней энергии. По этой причине клеммы я решил пропаять, предварительно зачистив. Пайку клемм производил над газовой плитой, заполняя все свободное пространство проволочным оловом.
Изготовление механической части
Силовая часть самодельной точечной сварки готова, теперь можно приступать к изготовлению механической части (клещи). В принципе большая часть материалов у меня валялись в гараже, поэтому как говорится, лепил из чего было. В качестве основы был использован стеклотекстолит толщиной 5 мм. Для изготовления клещей был использован латунный шестигранник.
Электродами для самодельной точечной сварки послужило жало от паяльника диаметром 6мм (более тонкое использовать нет смысла, поскольку оно быстро перегорает), заточенное на конце.
Электроды в латунном шестиграннике фиксируются болтами М6.
Особое внимание необходимо уделить всем контактам, они должны быть очищены от окислов и надежно соединены.
Надеясь на то, что самодельный аппарат точечной сварки готов, я решил проверить его работоспособность. Вставил крест-накрест два прутка из нержавейки диаметром 3 мм., включил аппарат, но чуть передержав, проволока просто напросто переплавилась. Я понял что, для моих целей этого не достаточно и аппарат необходимо снабжать реле времени, который бы включал аппарат на заданное время.
Реле времени для точечной сварки
Реле времени для точечной сварки хотелось сделать наиболее простым (без использования транзисторного ключа), но мне этого не удалось. Путем экспериментов и имеющимися в наличии радиокомпонентами, получилась следующая схема
Реле времени было выполнено с отдельным блоком питания на 12В. Принцип действия схемы довольно прост. В исходном состоянии конденсаторы подключены к блоку питания (заряжаются). При нажатии на кнопку S4, конденсаторы переключаются на транзисторный ключ, тем самым открывая его. Время открытия транзисторного ключа регулируется резистором R2 и конденсаторами С1-С3. Во время открытия транзисторного ключа, срабатывает 12В реле RY2, которое своими контактами включает более мощное реле RY1 рассчитанное на 220В.
Реле RY1 можно заменить на пускатель, если есть место в корпусе где его расположить, либо использовать твердотельное реле, что будет даже лучше (в твердотельном реле нет контактов, а следовательно ничего подгорать не будет).
При включении в цепь только конденсатора С1, можно регулировать интервал времени до 2-х секунд, а при включении всех конденсаторов (при параллельном включении емкость суммируется), можно регулировать время до 12 секунд.
Хочу отметить, что данный таймер был изготовлен из подручных материалов для выполнения грубых, повторяющихся работ. И в случае, если вам необходимо сваривать более деликатные изделия (например, аккумуляторы, тонкую проволоку), где время выдержки регулируется в очень малых пределах 0,1-0,3 сек, тогда вам лучше установить цифровой таймер, либо использовать готовыйтаймер с регулировкой мощности, что возможно, обойдется даже дешевле чем собирать данную схему с использованием твердотельного реле.
Изготовление корпуса для точечной сварки
Наиболее подходящим был бы корпус из листового железа, но подходящего, к сожалению, у меня не нашлось. Но зато нашелся корпус от неисправной мясорубки, в которой вполне легко разместились все элементы.
Корпус пластиковый, и при перегреве есть риск того, что он будет плавиться, поэтому этот недостаток я компенсировал небольшим вентилятором на 220В.
Напоследок, для удобства, я решил оснастить самодельную точечную сварку рычагом, при помощи которого можно прижимать клещи. Для защиты от поражения электрическим током, рычаг обмотал изоляцией.
Кнопку таймера, примотал к рычагу изолентой.
Точечная сварка изготовленная своими руками готова к работе, теперь можно испытать в реальных условиях (смотрите видео).
Как по мне, то данный вариант самодельной точечной сварки не уступает заводским образцам (подобной мощности), за то экономия налицо.
Помимо трансформатора от микроволновки, для изготовления точечной сварки вполне пригодны и другие силовые трансформаторы, на основе которых можно собрать более мощную точечную сварку.
ТОЧЕЧНЫЙ СВАРОЧНЫЙ АППАРАТ
Этот точечный сварочный аппарат, благодаря концевому выключателю который после ручного опускания верхнего электрода автоматически включает производство процесса сварки, является совершенно безопасным и качественно выполняющим свои функции. Предусмотрена задержка начала процесса сварки, который начинается только спустя 1 секунду, для того, чтобы пользователь успел опустить зажим с электродом на свариваемый материал, а затем уже включается сварочный ток продолжительностью по времени в диапазоне 0-4 секунды, который устанавливается с помощью потенциометра. Это позволяет обеим рукам быть свободными, и даже нет необходимости в использовании ножной педали. Схема заметно отличается от обычных заводских инверторов, поэтому и решил поделиться с вами.
Схема
Трансформатор
Трансформатор взят от усилителя мощности звука на 500 ватт. Площадь сечения магнитопровода — 23 см/2. При небольших размерах трансформатор имеет значительную мощность. Вторичную обмотку необходимо перемотать. Она должна состоять из 2 метрового провода сечением 35мм/2 (10 мм изоляцией). Размеры окна 46.5 х 9,5 мм позволили уместить четырех витка провода. Они дают 2.6 В и почти 1000 А тока короткого замыкания. Этот трансформатор в сравнении с трансформатором от микроволновой печи имеет то преимущество, что нет необходимости в установке вентилятора охлаждения. Многочисленные отверстия в корпусе обеспечивают пассивное охлаждение.


Сборка
Корпус изготовлен из корпусных деталей ATX блок питания. На концах проводов вторичной обмотки установлены медные кольца зажимов. Рычаг их алюминиевого уголка 2 x 2 см, он играет очень важную роль в процессе отвода тепла от электродов — это позволяет выполнять больший по протяжённости шов за определённый отрезок времени. Электроды соединены с обмоткой медными проводами около 3,5 мм в диаметре. Это прямое соединение обеспечивает хороший электрический контакт. Электроды могут быть установлены под любым углом, провода могут быть несколько увеличенной длины. Способ крепления предотвращает сдвиг или смещение электродов даже под сильным давлением. Рабочая длина рычага — 24 см.


Таймер
Концевой выключатель активируется штырем, прикрепленным к верхней части рычага электрода, который запускает Таймер. Таймер имеет простую схему, содержащуюся в структуре N-канального транзисторного модуля 2N4093. Первый таймер установлен постоянно на 1 секунду. После этого, отпирается второй таймер, который имеет потенциометр для регулировки времени сварки, в RC-цепи. Таймер работал безупречно при моделировании, но в реальности там были проблемы и пришлось сделать небольшие изменения в схеме, которая, в свою очередь, не работает в симуляции. Предполагалось, что BT138 (12 A) слишком слаб для этой работы, но было сделано много пробных сварных швов и он все еще работоспособен.

Безопасность
Во время работы одевайте защитные очки. Даже если ток включается и выключается, когда электроды прижимаются к материалу, всегда есть шанс, что кусок расплавленного металла может брызнуть в каком-то направлении. Корпус изготовлен из металла и является основой для трансформатора и рычага с электродом, однако случайное касание к нему не является опасным. В данном случае я применил двойную изоляцию. Во-первых, симистор изолирован от радиатора, а радиатор крепится к корпусу через пластиковые распорки. Однако, пожалуйста, используйте только заземленную розетку для вашей же собственной безопасности.


Результаты
Сварочный аппарат легко справляется с листами 2 x 0,75 мм – шов не может быть разорван на части, без вырывания металла. Возможно, если электроды будут толще и заостренные на концах, можно будет производить сварку более толстых листов. Алюминиевые кронштейны довольно хорошо проводят тепло от электродов, поэтому сварка может производиться без больших волнений по поводу перегрева и плавления изоляции проводов. Схема, печатная плата, файл прошивки, исходники и т.д. – всё в архиве для скачивания.


Форум по сварочному оборудованию
Схемы преобразователейХочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера.
Для включения я использовал полупроводниковое реле Fotek SSR-40DA DC. Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку.
Итак микроволновая печь (около 1050 Вт потребляемая мощность) препарирована. В дополнение к трансформатору(слева), я получил еще несколько полезных в хозяйстве вещей.
Вторичная обмотка распилена. На фото вы видите еще одну(красная) я ее удалю позже. После распила старая обмотка легко удаляется зубилом, но будьте осторожны, не повредите сердечник.
Скажу на перед, первоначальные испытания с использованием 700 Вт 12 V автомобильного кабеля не дали удовлетворительных сварных швов. Основную толщину там составляет не медь(как может показаться по фото) а изоляция.
Возможно, мне стоило поискать другой кабель, но я решил обходиться тем что есть под рукой и просто удалил большую часть изоляции. Минимизация резистивных потерь для нас является ключевым фактором.
После доработки, мой кабель удалось обернуть еще в несколько витков. Это увеличило напряжение и уменьшило резистивные потери. При тестировании я получил 4.6v на вторичке.
Один конец вторичного кабеля уходит на корпус, где он будет заземлен на теле сварщика, а затем переходит к неподвижной части. Верхняя часть клещей подвижна. Для уменьшения износа вторичного кабеля он закручен в форме спирали. Пластиковая ручка изолирует рабочую часть от пользователя.
Вид споттера с другой стороны. Я не нашел медных трубок, которые бы идеально подходили, поэтому это не идеальное решение. Кабель идет внутри трубок почти по все длине для уменьшения потерь. Для использования я рекомендую продумать установку сменных медных электродов.
Установлен 230 V AC вентилятор для охлаждения. Работает на выдув.
Я хотел автоматизировать время сварки, поэтому я сделал простую регулировку длительности импульса из некоторых компонентов, которые уже были у меня в наличии.
Список деталей:
- Резистор 1 кОм (R4)
- Резистор 9 кОм (R1)
- Резистор 40 кОм (R2)
- Переменный резистор 10 кОм (VR1)
- 3x Конденсатор 10 V 10 мкФ (можно поставить дополнительную конденсатор параллельно с С2, чтобы сделать импульс больше) (C1, C2)
- CD4093BC Триггер Шмидта с двумя логическими входами
Переменный резистор VR1 контролирует тайминги. Высокое разрешение резистора необходимо для больших импульсов сварки, при которых VR1 близко к R2. R1 и R2 используются для настройки диапазона делителя напряжения. Конденсатор С2 также заряжается через R1. Диапазон делителя напряжения должны быть такими, чтобы на максимуме, сварка работала непрерывно (удерживая кнопку нажатой) и на минимуме давала самый коротки импульс, который нужен. Если получаемые короткие импульсы сварки слишком большие, емкость конденсатора С2 можно увеличить. Это также позволит делать очень длинные импульсы, если нужно. Удвоение емкости должны удвоить время.
Грубое выражение, как напряжение на конденсаторе С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле:
где R сопротивление и С емкость элемента. RVR1 является номинальным сопротивлением переменного резистора, а не текущим значением. Первая половина переменного сопротивления VR1 и вторая половина VR1 + резистор R2 выступать в качестве делителя напряжения, который питает разделенный VC2 на триггер Шмитта(который номинально 3,3 V) для окончания импульса.
Первоначальная версия схемы требовала около секунды, чтобы восстановиться для следующего импульса. Резистор R4 был добавлен, чтобы исправить эту ситуацию. Это быстро разряжает конденсаторы, когда кнопка отключает цепь от источника питания.
Для безопасности схема получает питание через кнопку. Это позволяет контролировать работу, даже если IC или другая часть схемы выйдет из строя. Шум в схеме может быть проблемой для длительных импульсов, где может влиять на время сварки. Таймер не синхронизирован с AC, так что время импульса может также изменяться под воздействием работы твердотельного реле.
Сборка продолжается. Подумав, я заземлил все открытые участи корпуса.
Добавлено управляющее реле(справа) и блок питания на 5V.
Сварочный аппарат готов. Добавлю, что для качественной сварки нагрузка на свариваемые детали должна быть ~70кг + необходимо предусмотреть использование сменных сварных электродов. Но для не регулярного использования результат меня вполне устроил.
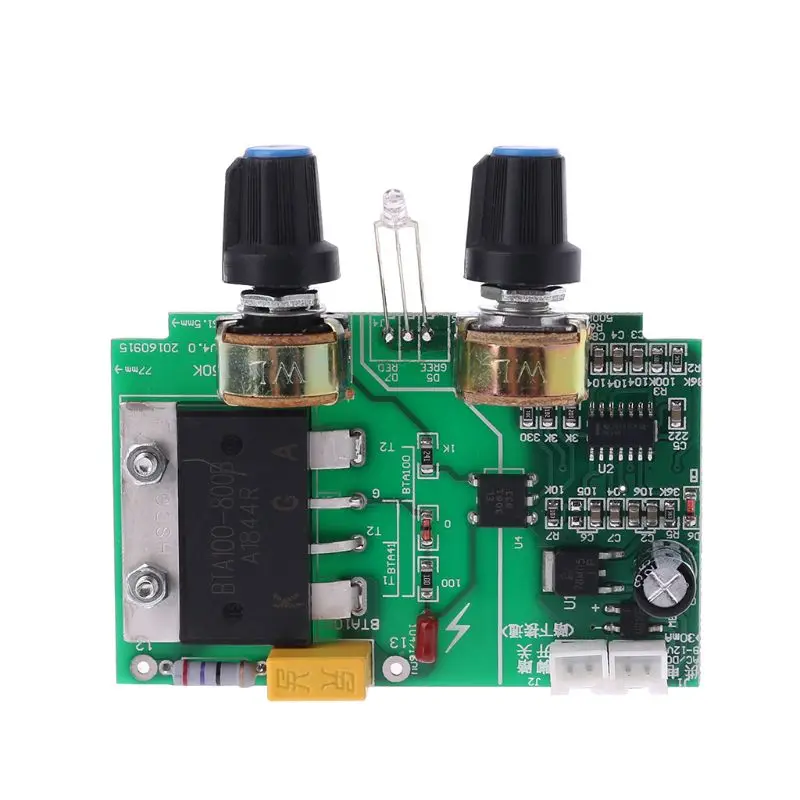
Совместим с 100A SCR
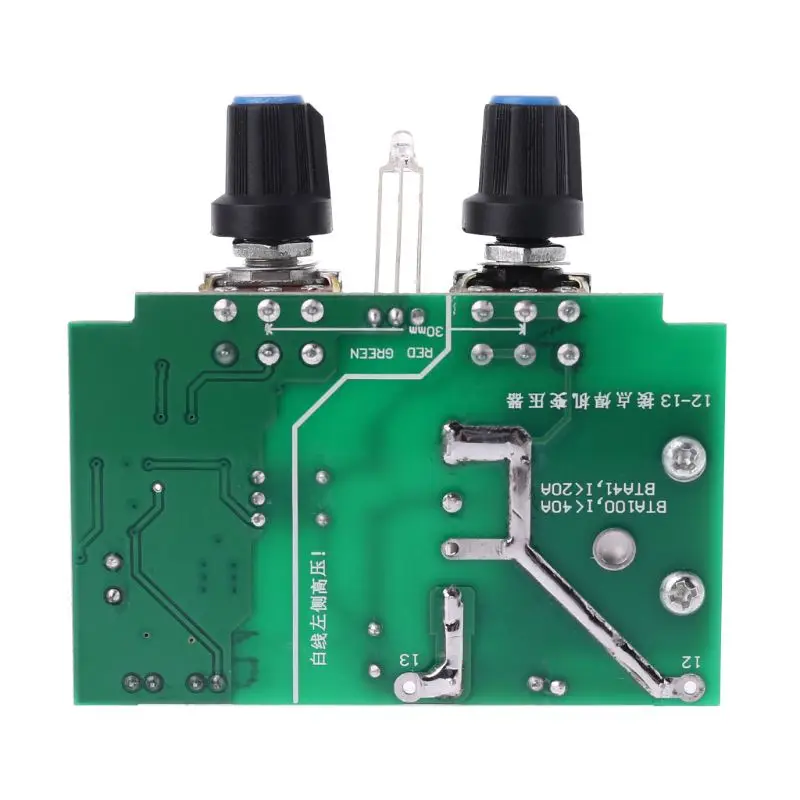
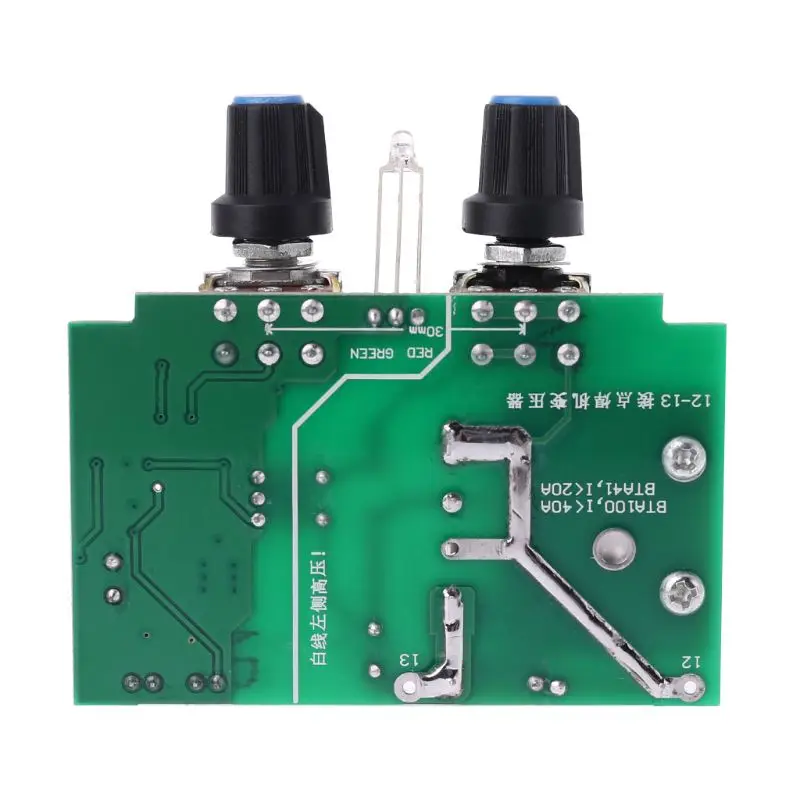
Может регулировать время сварки до точки и текущую точку пайки, диапазон 0,02-0,1 с, ток 40% -100%, левую переднюю кнопку для настройки времени, правую кнопку для регулировки тока. по соображениям безопасности, отрегулируйте ручку тока на пластиковую ручку потенциометра, момент затяжки немного меньше
Подключение педального выключателя к городской изоляции, даже если касание безопасно
Педаль переключателя не имеет значения, как долго можно только паять, чтобы указать один раз, секунда в точечной сварке нужно опускаться вниз
Увеличьте автоматический выключатель против тряски, чтобы предотвратить срабатывание ножки при переключении при дрожании, вызванном сваркой до точки контакта переключателя
100A панели управления будет заменен подсвечиванием светодиода, подключенного к источнику красного света, при сварке зеленым светом, которые в норме, пожалуйста, покупатели знают
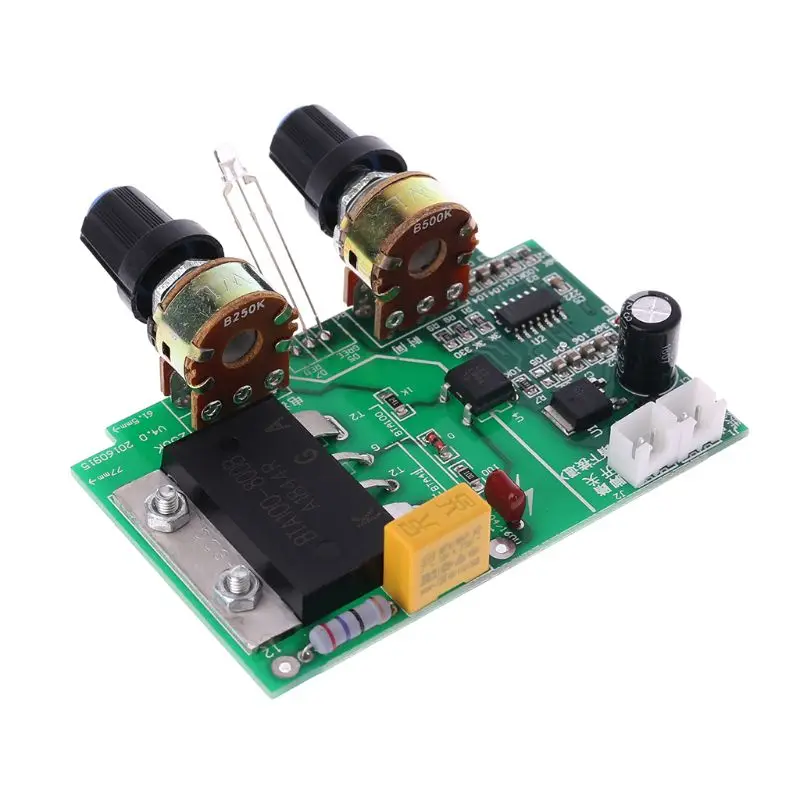
Основные компоненты с использованием импортных компонентов, внутренние компоненты не дешево, чтобы обеспечить плату наиболее стабильной производительности
Наш SCR с использованием крупных основных компонентов, а не маленьких дешевых ядер
Пластина слишком большая, чтобы сделать текущую обработку более жесткой, чтобы обеспечить производство
Примечание: после использования не влияет на место, сделанное из электрической энергии в домашних условиях
Технические характеристики:
Новый
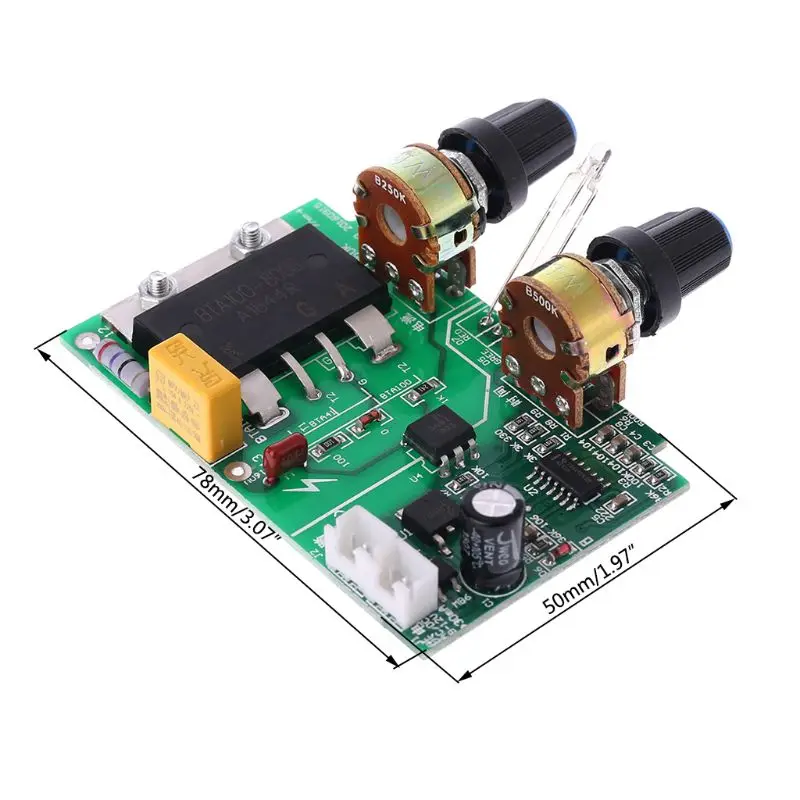
Напряжение: 220 В
Размер: 78×50 мм / 3.07×1.97″
Количество: 1 шт
Примечание:
Пожалуйста, позвольте 1-3 мм ошибки из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем вы предложите
Из-за разницы между различными мониторами изображение может не отражать реальный цвет элемента. Спасибо!
Нет розничной упаковки
Пакет включает в себя:
1 х Контрольная панель реле времени




54221
Привет, останови свои шаги
Особенности:
Совместим с 100A SCR
Может регулировать время сварки для точечной и текущей точки пайки, диапазон 0,02-0,1 с, ток 40% -100%, левая передняя кнопка для настройки времени, правая кнопка для регулировки электрический ток.по соображениям безопасности, отрегулируйте ручку тока в соответствии с пользовательской пластиковой ручкой потенциометра, крутящий момент немного меньше
Подсоединение ножного переключателя к городской изоляции, даже если касание безопасно
Педальный выключатель не имеет значения, как долго можно только Припой к точке один раз, секунду при точечной сварке необходимо опустить до понижения
Увеличить автоматический выключатель против тряски, чтобы не допустить срабатывания ножного переключателя при джиттере, вызванном сваркой, до точки соприкосновения
100A панели управления будет заменен подсвечивающим светодиодом, подключенным к источнику красного света, зеленым светом при сварке, что нормально, пожалуйста, покупатели знают
Основные компоненты, использующие импортные компоненты, внутренние компоненты не дешево, чтобы обеспечить плату наиболее стабильной производительность
Наш SCR с использованием крупных компонентов ядра, а не маленького дешевого ядра
Пластина слишком велика, чтобы сделать текущую обработку более жесткой, чтобы гарантировать roduction
Примечание: после использования не влияет на место, сделанное из электрической энергии дома
Технические характеристики:
Новый
Напряжение: 220 В
Размер: 78×50 мм / 3.07×1,97 «
Количество: 1 шт.
Примечание:
Пожалуйста, позвольте 1-3 мм ошибки из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем делать ставку
Из-за разницы между различными мониторами, изображение может не отражать реальный цвет товара. Спасибо!
Нет розничного пакета
В комплект поставки входят:
1 х реле времени платы управления
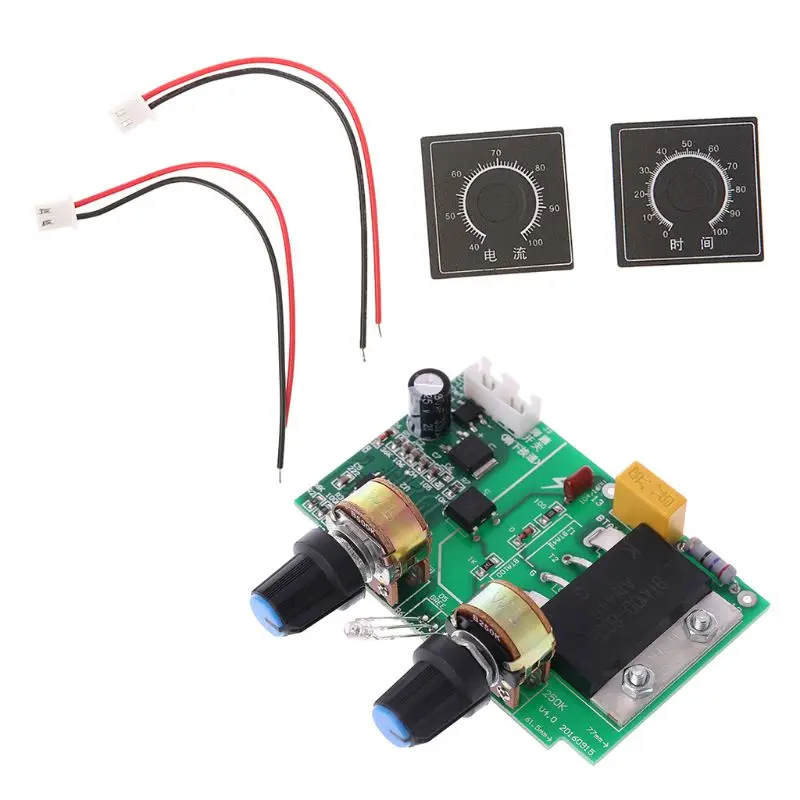




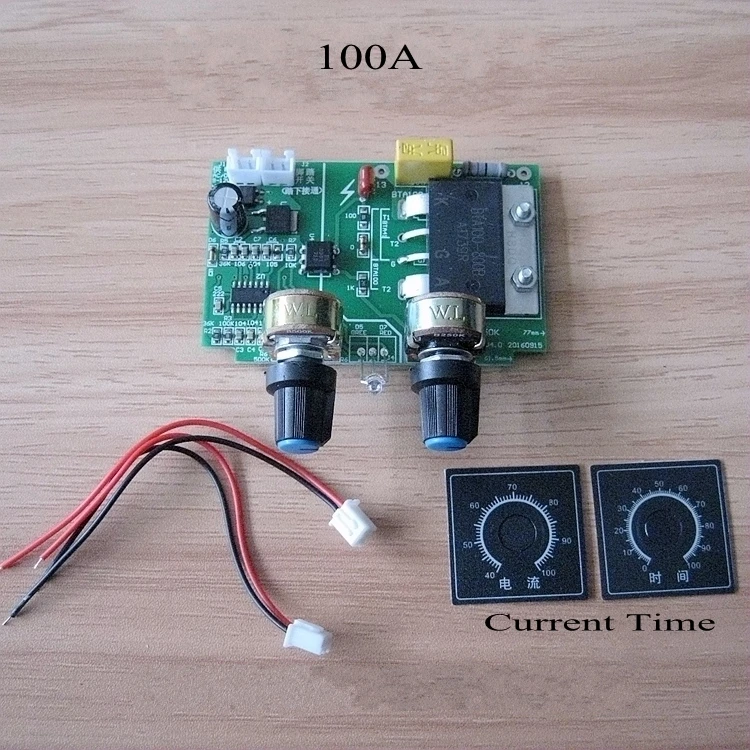
Пакет включает
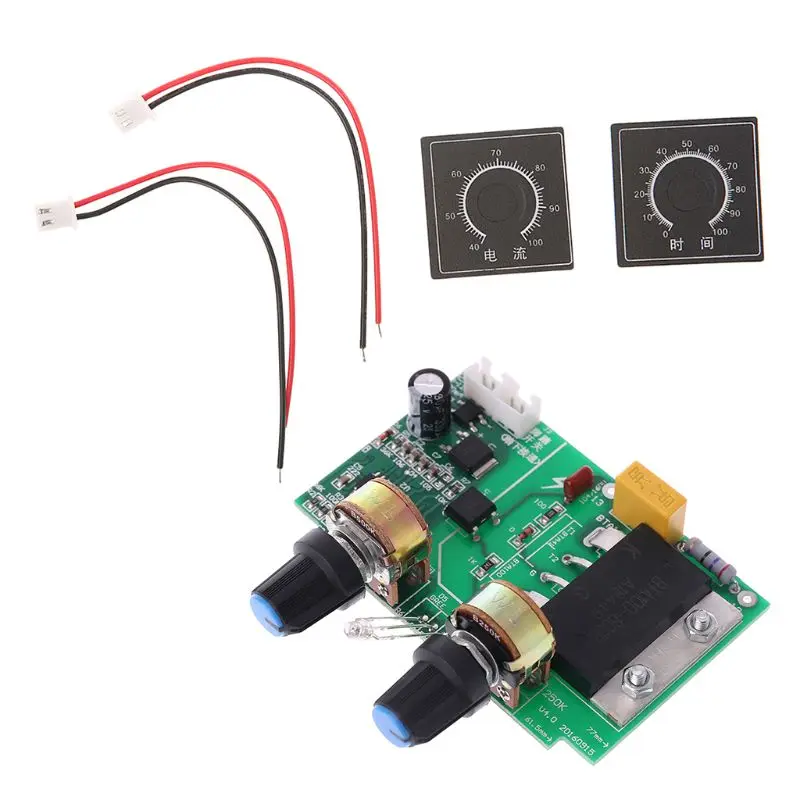
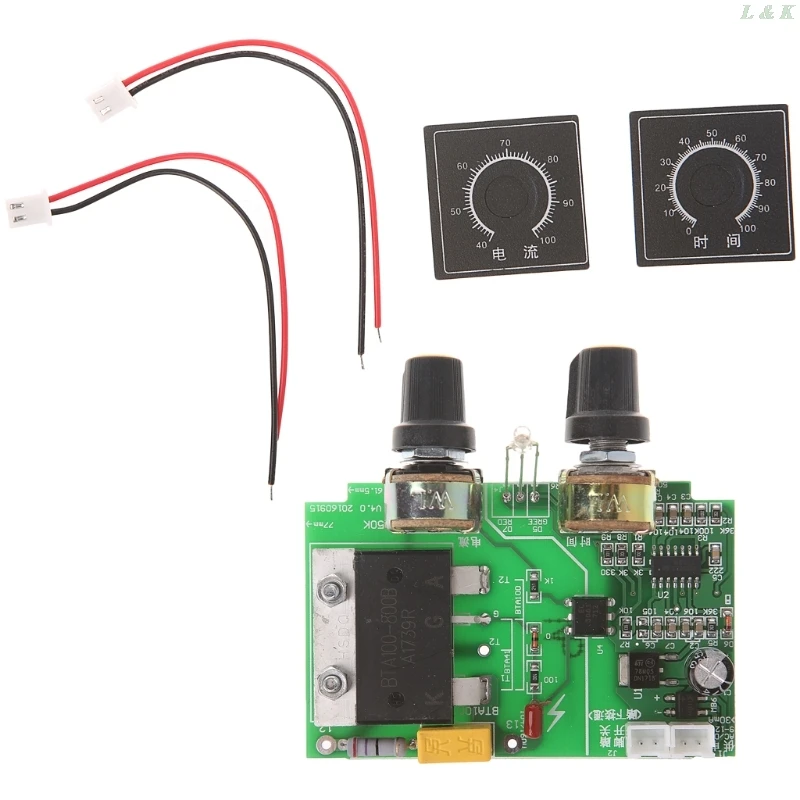
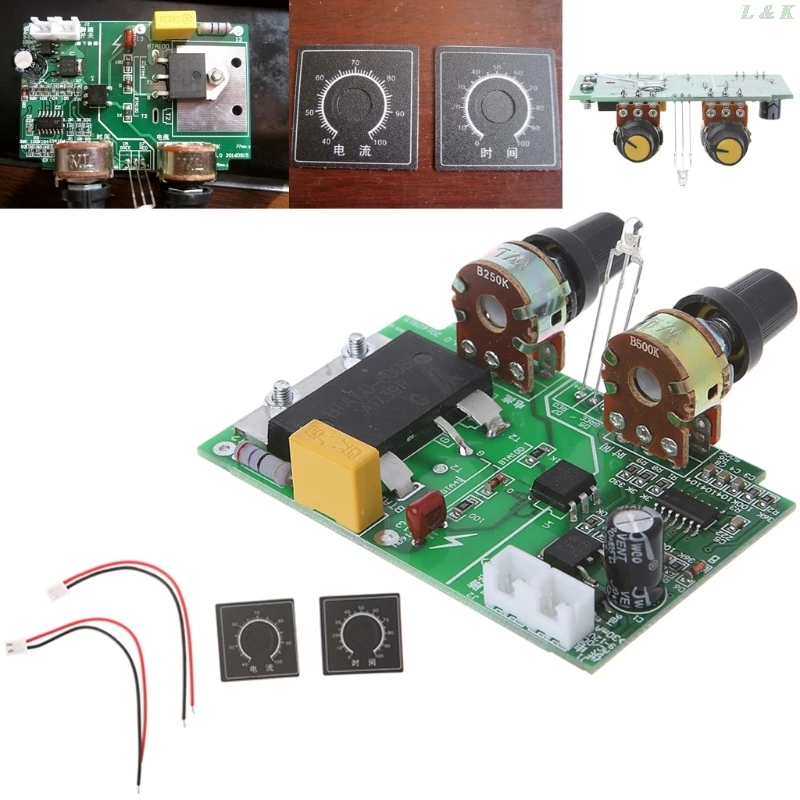
1шт панель управления
2шт кабель
2шт набор
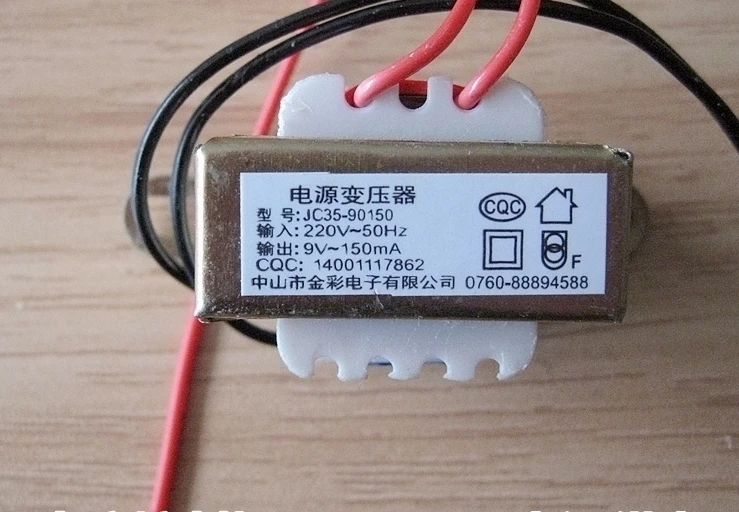
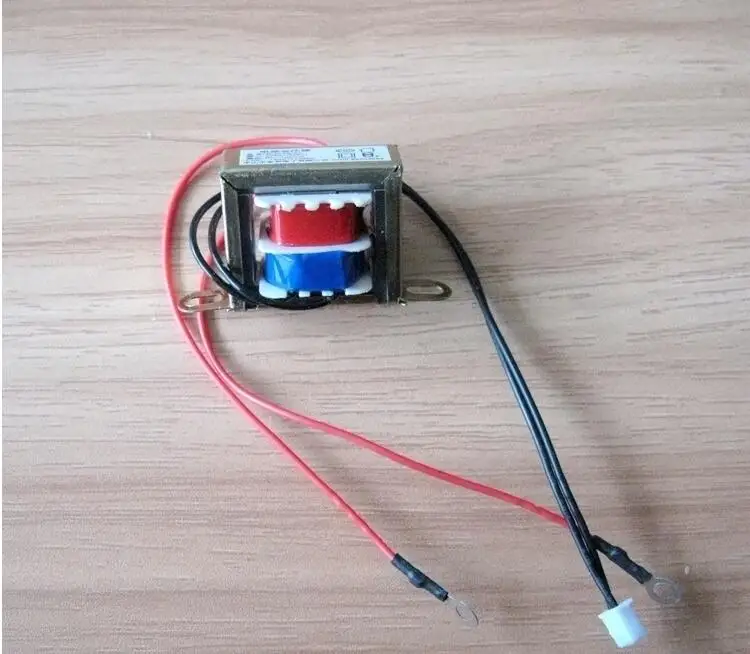
1шт AC 220В до 9В Блок питания
Панель управления имеет
1, размер 77мм * 50мм, Осака, совместима с 100A SCR
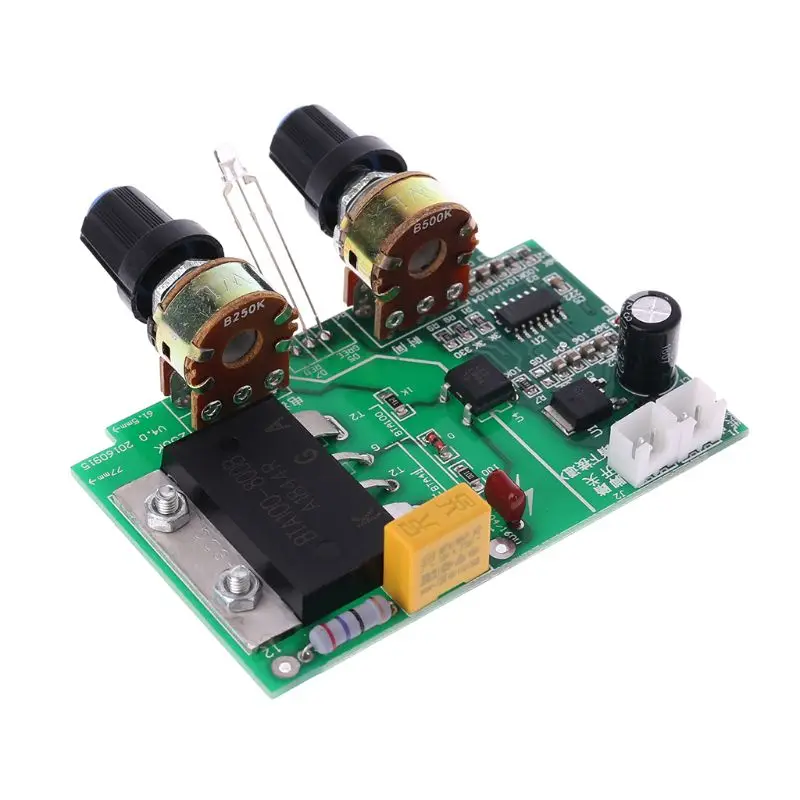
2, можно настроить время точечной сварки и ток точечной сварки, диапазон 0,02-0,1 с, ток 40% -100%, передняя левая ручка для регулировки времени, правая ручка для регулировки тока.В целях безопасности отрегулируйте ручку тока для потенциометра с пластмассовой ручкой, крутящий момент потенциометра немного меньше.
3, соединение ножного переключателя с городской изоляцией, даже если касание безопасно.
4, ножной педальный выключатель, независимо от того, сколько времени можно выполнять точечную сварку только один раз, вторую точечную сварку нужно ослабить, чтобы отойти
5, увеличить цепь защиты от сотрясений, чтобы предотвратить педальный переключатель, когда переключатель, когда джиттер контакта переключателя, вызванный точечной сваркой
6,100a панели управления, будет заменен на светодиодную подсветку, подключенную к красному свету, зеленый свет при сварке, который Это нормально, пожалуйста, покупатели знают
7, наши основные компоненты, использующие импортные компоненты, а не дешевые отечественные компоненты, чтобы обеспечить более стабильную производительность платы
8, наша SCR с использованием крупных основных компонентов, а не дешевые маленькие ядра.
9, плата слишком велика, чтобы сделать ток плюс олово обработки, чтобы обеспечить выход
10, после использования не влияет на точечное домашнее электричество.
Хотите использовать двойные трансформаторы, первичный ток больше, использовать плату управления SCR 100A. Первичный максимальный ток не должен превышать 40А.
Хотя многие друзья легко добились успеха, но я не могу гарантировать, что все могут добиться успеха, неудача DIY — нормальное явление. Я отправлю доску перед полевыми испытаниями трансформатора, и буду стремиться к тому, чтобы поднять дружбу, но не могу гарантировать, что все друзья, связанные с панелью управления, в норме, не могут гарантировать идеальную точечную сварку.Купите доску, чтобы иметь возможность принять идею о неспособности подготовиться, не соглашайтесь с тем, что на тестовой доске всего несколько баллов, и просили вернуть, в конце концов, цена на доску очень низкая и расходы на курьера не низкие. Это плата не гарантирует продажу.
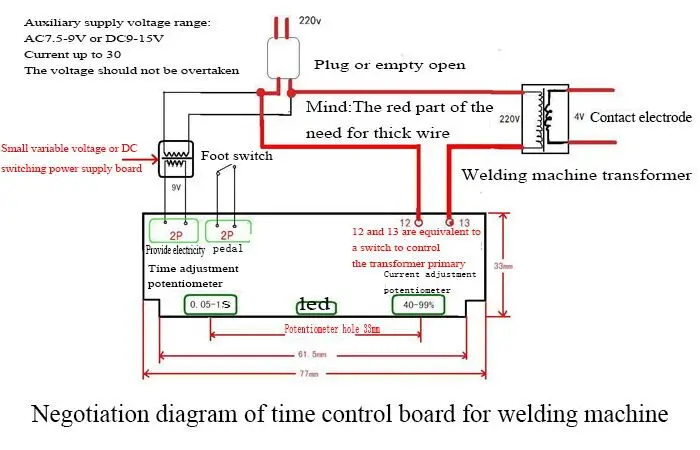
Схема реле времени и контактора переменного тока имеет следующие очевидные недостатки: одним из них является проводка, комплекс проводки, на форуме имеется множество консультативных сообщений о подключении; во-вторых, высокая цена реле времени и контактора переменного тока, приводит к увеличению стоимости; три большие, не способствует миниатюризации; четыре большой шум, потяните звуковой реле, большая ночь более очевидна.
Примечание: плате требуется трансформаторный источник питания 9 В, есть несколько друзей с собственным воображением нестабильности источника питания 12 В! Поэтому лавочник настоятельно рекомендует использовать силовой трансформатор 9 В. Использование других проблем с питанием, мы не несем ответственности за
Особенности:
Совместим с 100A SCR
Может регулировать время сварки в точку и текущую точку пайки, диапазон 0,02-0,1 с, ток 40% -100%, левая передняя кнопка для настройки времени, правая кнопка для отрегулируйте ток. по соображениям безопасности отрегулируйте ручку тока на специальной пластиковой ручке потенциометра, момент затвора немного меньше
Подключение ножного переключателя к городской изоляции, даже если касание безопасное
Переключатель педали не имеет значения, как долго можно только припаять к точка один раз, секунда в точечной сварке нужно опускаться, чтобы понизить
Увеличьте автоматический выключатель, предотвращающий сотрясение, чтобы предотвратить опору, когда переключатель, когда джиттер, вызванный сваркой, до точки соприкосновения с переключателем
100A панели управления будет заменен Подсветка светодиода, подключенного к красному источнику света, зеленый свет при сварке, что нормально, пожалуйста, покупатели знают
Основные компоненты, использующие импортные компоненты, внутренние компоненты не дешево, чтобы обеспечить плату наиболее стабильной производительности
Наша SCR использует крупные основные компоненты, а не маленькие дешевые сердцевины
Пластина слишком велика, чтобы сделать текущую обработку больше может, чтобы обеспечить производство
Примечание: после использования не влияет на площадь e сделан из электроэнергии дома
Характеристики:
Новый BenGu
Размер: 78×50 мм / 3.07×1,97 «
Количество: 1 комплект
Примечание :
Пожалуйста, позвольте 1-3 мм ошибки из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем делать ставку
Из-за разницы между различными мониторами, изображение может не отражать реальный цвет товара. Спасибо!
В комплект поставки входят:
1set x реле времени платы управления

0

9000 000
000 000
00
могут не отражать реальный цвет товара
,