Цветные швы: что они значат и почему имеют значение.
Многое можно сказать по цвету сварного шва
Диапазон цветов, которые встречаются в сварных швах – потрясает и пробуждает ваше воображение. Иногда эти оттенки желательны, а иногда нет. То каким цветом получился шов зависит от процесса сварки, материала, отрасли и области применения.
Цветная радуга на сварном шве и в зоне термического влияния не делает его хорошим сварным швом. Это может, наоборот, указывать на плохой сварной шов (но не обязательно). Материалы и их применение в той или иной сфере имеют большое значение…
Почему сталь меняет цвет?
Здесь задействовано много науки и возможно немного магии. Когда сталь нагревается, вся ее молекулярная структура изменяется. И когда поверхность нагретой стали встречается с атмосферой, она взаимодействует с элементами в воздухе, создавая химическую реакцию. Получаемые цвета зависят от состава металла, состава атмосферы, температуры, при которой они встречаются, и времени нахождения металла при повышенной температуре.
Оксидирование
Окисление поверхности — это одно, но более глубокое окисление происходит под поверхностью металла и оно вызывает пористость. Именно здесь играют роль защитный газ или флюс, т.к. оба предназначены для защиты зоны горячей сварки от атмосферы до тех пор, пока валик не остынет до такой степени, что смешивание стали и атмосферы не повлияет на конечные свойства металла.
Когда кто-то говорит Вам, что Ваш шов окрашен определенным образом, потому что Вы выполняете сварку с определенной температурой, они только частично правы: многие факторы влияют на это. Иногда эти цвета значат все, а иногда ничего не значат.
Например, на нержавеющей стали любой цвет в сварном шве показывает, что образовался оксидный слой, который может повлиять на коррозионную стойкость. Чем темнее цвет, тем толще окисление.
Цвета следуют предсказуемому образцу: от цвета хрома до соломы, от золота до синего и фиолетового.
 Эти цвета могут быть удалены механическим или химическим путем, а коррозионная стойкость может быть восстановлена.
Эти цвета могут быть удалены механическим или химическим путем, а коррозионная стойкость может быть восстановлена.Так в чем же дело с использованием нержавеющей стали?
Коррозионная стойкость может быть критической.
Конечно, если Вы такой же художник, как я, то красивые цвета — это то, что Вы ищете. Я часто жертвую антикоррозионной защитой ради внешнего вида.
Из-за химического состава, например нержавеющей стали Aisi 308 — небольшое нагревание может привести к очень ярким цветам. Но мягкая сталь также может давать хорошие цвета, хотя и c более мягкими оттенками. А смешивание двух разных сплавов может привести к интересным результатам.
Титан
На титане история похожая, но с большей разницей. Вместо того чтобы просто снизить коррозионную стойкость, загрязнение из атмосферы может существенно повлиять на целостность сварного шва. Титан является прочным, пластичным материалом, но при повышенных температурах он вбирает водород, азот и кислород, и если ему это разрешить, он станет хрупким.
Хотя это и не абсолютный показатель защиты от неправильного обращения с материалом, полученные цвета являются довольно хорошим показателем прочности сварного шва. Опять же, это в некоторой степени зависит от отрасли и сферы применения. Часто светло-золотой цвет шва является приемлемым, но чем меньше цвета у титана, тем меньше вероятность его загрязнения или брака. Предостережения здесь похожи на нержавеющую сталь.
Титан выглядит потрясающе, когда ему позволяют реагировать на температуру. Многие парни строящие хот-роды и мотоциклы рискуют с «материальной целостностью» на открытых трубах и выхлопах, потому что это выглядит чертовски круто, когда титан становится синим или фиолетовым.
Я хотел бы добавить несколько строк о покрытии защитным газом
Да, газовое покрытие может повлиять на цвет сварного шва. Но это только один из многих факторов.
Производители часто ошибочно полагают, что больше кубических футов в час (CFH) улучшают качество сварки. Больше газа — означает более чистые сварные швы, лучшую дугу и лучшее управление сварочной ванной, верно? На самом деле это не так! Наглядный пример: когда ваш сосед думает, что заправив 95-ым бензином свой Москвич, он каким-то образом превращается в спорткар. Эти двигатели были построены для бензина с октановым числом 80. Горючие жидкости ниже 80 можно заливать, но использование какого-либо топлива с октановым числом выше, чем то, для которого был разработан и откалиброван двигатель, не поможет. Это пустая трата денег. Это может лишь повредить мотор.
Эти двигатели были построены для бензина с октановым числом 80. Горючие жидкости ниже 80 можно заливать, но использование какого-либо топлива с октановым числом выше, чем то, для которого был разработан и откалиброван двигатель, не поможет. Это пустая трата денег. Это может лишь повредить мотор.
Перед началом работы я запускаю дугу и начинаю делать пробные «чешуйки» при этом постепенно закрываю вентиль расходомера, пока он не даст мне достаточно газа, затем открываю его обратно примерно на 1 л/мин и начинаю работать.
Подводя итог.
 ..
..Длина дуги, длина валика, температура основного материала, чистота и гладкость поверхности, угол заточки вольфрама, угол вольфрама к поверхности, Ваше движение во время сварки, направление сварки, есть задняя продувка или опорная пластина, и пост поддувка, а так же качество защитного газа — все это влияет на конечный результат, цвет шва или его отсутствие. Лучший способ научиться – это просто сваривать, сваривать и сваривать каждый день.
Цвета сварных швов бывают невероятно красивы, и для многих это искусство, но иногда эти цвета указывают на плохой сварной шов, а иногда нет.
Оборудование, которым пользуется Джош Велтон (Josh Welton):
Оригинал статьи на сайте thefabricator.com
Аргонная сварка (аргонодуговая) – технология, ГОСТ, оборудование
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов. Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.
Процесс аргонной сварки
Преимущества и недостатки технологии
Как известно любому специалисту-сварщику, варить алюминий очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления. Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода. Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.
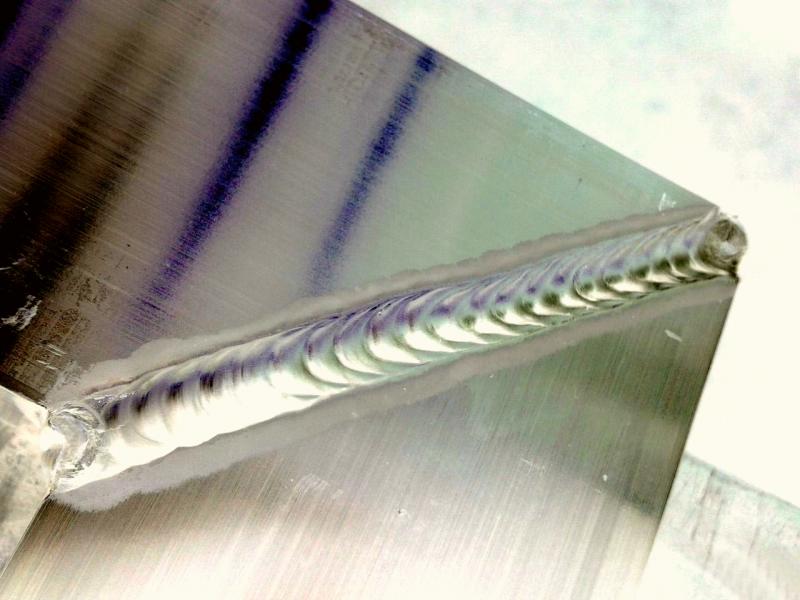
Сварочный шов, выполненный в защитной среде аргона
Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др. Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
- высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
- при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
- скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
- шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
- по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.

Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях.
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Из недостатков, которыми данная технология также обладает, можно выделить следующие:
- необходимость использования достаточно сложного оборудования и осуществления его точной настройки;
- для выполнения аргонной сварки от специалиста требуется наличие соответствующих навыков и опыта.
Технологические особенности сварки
Наиболее знакомым всем примером использования сварки, выполняемой в среде аргона, выступает реставрация автомобильных дисков, изготовленных из легких сплавов, выполненных на основе алюминия. В процессе такой реставрации на автомобильных дисках завариваются трещины, полученные ими в процессе жесткой эксплуатации. Выполнить такую процедуру при помощи других методов соединения металла практически невозможно, поэтому технология аргонодуговой сварки в данной ситуации является практически безальтернативной.
Ремонт легкосплавных автомобильных дисков с помощью аргонной сварки
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама. Данный металл, как известно, обладает уникальными характеристиками: температура его плавления составляет 3410 градусов, кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость. Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др. Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Параметры востребованных вольфрамовых электродов зарубежного производства (нажмите для увеличения)
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем.
- К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса.
- Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.
- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала. Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение последним поперечных движений, а только выполняемых в продольном направлении.
В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали.Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей. Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Такая сварка по принципу своей работы представляет собой гибрид электрической и дуговой сварки. От электрической эта сварка получила дугу, создающую тепловую энергию, а от газовой — принцип защиты зоны сварки, для которой используется инертный газ аргон.
Оборудование для сварки
Одними из важнейших элементов для выполнения аргонной сварки являются горелки, наиболее популярными моделями которых являются РГА. Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400. Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Горелки, которые также называют соплами, могут иметь различную форму: цилиндрическую, коническую, профилированную.![]() При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка, осуществляемая в среде защитного газа аргона, может отличаться различным уровнем автоматизации технологического процесса. В зависимости от данного параметра, аргонную сварку подразделяют на следующие виды:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Естественно, что оборудование, используемое в каждом конкретном случае, а также стоимость выполнения технологических операций, будут отличаться.
Многофункциональный сварочный пост для промышленного использования
Для каждого из вышеперечисленных типов работ характерны свои особенности, которые заключаются в следующем.
- Ручная сварка в аргонной среде. При выполнении такой сварки перемещение горелки и подача сварочной проволоки осуществляются вручную. Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода.
- Сварка механизированного типа, выполняемая в среде аргона. Технологический процесс данного типа предполагает, что горелкой сварщик управляет вручную, а присадочная проволока подается в зону сварки в механизированном режиме.
- При выполнении автоматизированной аргонной сварки как подача присадочной проволоки, так и движение горелки, осуществляются в автоматизированном режиме, а контроль за данными процессами осуществляет оператор.
- При использовании роботизированного оборудования участие в технологическом процессе человека сведено к минимуму.
 Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.
Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.
Работа механизированной сварочной каретки
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.
Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.
Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.
В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения. Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.
Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор. Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Самостоятельное выполнение сварочных работ
Чтобы всегда иметь возможность выполнять аргонную сварку, кроме самого сварочного аппарата — инвертора или трансформаторного устройства, понадобятся:
- горелки, в которых будет устанавливаться вольфрамовый электрод;
- баллон, где будет находиться защитный газ;
- клапаны и редуктора, с помощью которых станет регулироваться подача защитного газа;
- защитные средства: специальная маска, перчатки и др.

Защитная маска сварщика с автоматическим светофильтром
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки: в случае, когда варить необходимо детали из алюминия и сплавов на основе данного металла. Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса. Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Как уже говорилось выше, поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва. Что важно, присадочную проволоку перемещают впереди горелки.
Что важно, присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Регулятор сварочного тока
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа. Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Экономическая выгода от выполнения сварки своими силами
Услуги по выполнению аргонной сварки сегодня предоставляют многие компании и частные мастера. Стоимость таких услуг, которые трудно назвать дешевыми, зависит от объема и сложности предстоящих сварочных операций, используемого оборудования, квалификации специалиста.
Если потребность в выполнении аргонной сварки у вас постоянная, то можно серьезно сэкономить на стоимости профессиональных услуг, если приобрести соответствующее оборудование и выполнять сварку самостоятельно. О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
И, напоследок, интересное видео о нюансах аргонодуговой сварки различных металлов и особенностях ее применения на практике.
инструкции + советы для новичков
Как лично я делаю красивые швы ручной дуговой сварки: обзор нюансов формирования сварочных швов по типам соединений + рассмотрение 3 пространственных положений + разбор 4 моментов для формирования красивого сварочного шва.
Наложение правильного шва – это основа практики для новичков в сварке. В сегодняшней статье будет рассказано, как лично я делаю красивые швы ручной дуговой сварки + какие разновидности соединений существуют вообще.
Особенности наложения сварочных швов ручной дуговой сваркой по типам соединения
Должен отметить, что сварочные швы имеют весьма обширную квалификацию. Первостепенный параметр – типаж соединения элементов. В зависимости от числа сторон накладки, швы могут быть односторонние и двухсторонние. В 70% случаев моей практики сварщика, я пользовался односторонними, а вот остальные 30% составляют двухсторонние.
Если сварщику по силам освоить односторонний шов, то и с двухсторонним у него проблем возникнуть также не должно. Перед изучением хитростей ручной дуговой сварки, требуется детально рассмотреть разновидности шовных соединений. Этим я и предлагаю заняться далее.
1) Стык в стык
Стыковые соединения я использую для листового металла и труб торцового типа. Детали требуется укладывать с небольшим зазором в пару миллиметров. Если элементы неустойчивы, используйте для фиксации струбцины.
Важно: если толщина элемента более 4 мм, советую производить заделку кромок. Для листового металла менее 4 мм наложение сварного соединения можно производить без предварительной зачистки области.
Метод зачистки выбирайте самостоятельно. Мне обычно хватает зашкуривания и доработки напильником. В методической литературе 90-х годов нашел полезную схему, и хочу поделиться ею с вами. На рисунке ниже подана глубина и градус скоса при разделке кромки для различных толщин металла.
При сваривании толстых слоев металла только с одной стороны, помимо разделки кромок, мне приходится накладывать швы в несколько слоев. Подобная техника именуются многослойной и выполняются в 2-8 заходов вдоль одной кромки.
2) Внахлест
Соединение внахлест использую для металлических элементов с толщиной не более 8 миллиметров. Залог успеха кроется в угле наклона электрода к плоскости сварочного соединения. Здесь ничего не нужно выдумывать, а достаточно следовать рекомендациям в технической литературе – от 15 до 40 градусов.
Важно: во избежание коррозии металла в месте сварки, советую проваривать элементы с двух сторон.
Отклонения электрода в процессе работы могут привести к неправильному распределению наплавки металла, а это уже приведет к ухудшению качества сварного шва. Как итог, можно потратить весь электрод и получить нулевой результат.
3) Тавровое + угловое
В данном случае название отображает форму соединения – буква «Т» и буква «Г» соответственно. Тавровое обычно делаю двухсторонним – это помогает лучше проварить соединение и избавиться от риска слома. Кромки же разделываю больше для угловых, а для тавровых данный этап подготовки использую лишь на деталях с толщиной стенки от 8 мм.
Угловые швы являются упрощенной версией таврового, потому рекомендации по разделке и сварке от меня будут почти такие же. Единственный нюанс состоит в нижнем пороге толщины для разделки. Так как обеспечить качество соединения «Г» — образного шва сложнее, подготовку кромок стоит проводить для металлов с толщиной от 4 мм. Базовые варианты скосов я предоставил на схеме выше.
При сварке угловых стыков с разными толщинами металлов, оптимальным углом считаю от 50 до 60 градусов. В процессе соединения деталей одинаковой толщины новичкам советую располагать элементы в положении «лодочка».
4) Пространственные положения
В пространственном аспекте стоит выделить 3 типажа сварки – вертикальная, потолочная и в нижнем положении. Для формирования красивых сварочных швов дуговой сваркой при вертикальном и потолочных положениях нужна наработка практического опыта + следование канонам, описанным в технической литературе по направлению. Далее я опишу базовые требования, следование которым приведет новичка к успеху.
А) Как я свариваю в верхнем положении?
Основной проблемой такой сварки я считаю сползание металла под силой тяжести вниз. Чтобы капли не отрывались от шва, советую использовать дугу с минимальной длиной. Видел в продаже электроды, которые не залипают. Хороший вариант для новичков, но для настоящих сварщиков как-то не солидно.
7 преимуществ автоматической дуговой сварки под слоем флюса
Как можно вести вертикальный шов:
- снизу-вверх. Более ходовой вариант, позволяющий снизить вероятность дефектов сварного шва. Выполняя подобные швы, я обычно прерываюсь каждые 10 см. таким образом металл застывает, и упрощает дальнейшее ведение вдоль вертикали вверх;
- сверху-вниз. Сам таким методом почти не пользуюсь, но для общего понимания картины изучить его стоит все равно. Электрод нужно держать под углом в 90 градусов по отношению к поверхностям в момент розжига дуги, а сам процесс наложения делать без остановки.
Наложение шва сверху-вниз априори сложнее, потому новичкам советую не париться, и накладывать швы снизу-вверх. Только после идеальной отработки техники первого метода, можно будет задуматься об освоении второго.
Б) Как накладывать горизонтальные швы по вертикали?
В данном пространственном положении особой разницы в направлении движения не имеется. Каждый сварщик ориентируется на собственные предпочтения и удобства. Законы физики в процессе работы сварщика будут тянуть ванну вниз, потому для получения красивого шва советую электрод держать под углом. Точное значение не скажу, ибо здесь следует опираться на скорость перемещения и параметры тока. Придется подбирать практическим методом.
Что можно предпринять при стекании ванны:
- увеличить скорость движения вдоль шва;
- сделать отрыв дуги для застывания уже наложенной области шва и начать с верхней точки.
На практике, и первый и второй лайфхаки имеют свои недостатки, но со своей целью справляются на отлично. Единственное, не стоит применять ускорение и отрыв дуги одновременно, ибо полученный шов будет иметь минимальный запас прочности.
В) Как делать потолочные швы?
Потолочные швы делать сложнее всего. У меня куча знакомых с «боевыми шрамами» от падающих капель с потолка. Конечно же, придерживались бы они техники безопасности, риск был бы сведен к минимуму, но вы знаете наш менталитет.
При наложении потолочного шва могу дать 3 совета:
- держите электрод строго под углом в 90 градусов;
- используйте только короткую дугу;
- не меняйте скорость движения.
Неторопливость в данном процессе является залогом успеха работы сварщика. В отношении движений самим электродом, то здесь хорошо себя показывают круговые, расширяющие шов.
Отдельно рассматривать нижнее положение не вижу смысла, ибо практика сварщика начинается именно в данном направлении деятельности. Проблемы могут возникнуть только с формированием «красоты» шва, но следуя рекомендациям данной статьи, риск попасть в просак сведется к минимуму.
Как лично я делаю красивые швы ручной дуговой сварки?
Разобраться в особенностях работы с разными типами сварных швов – это 60% успеха. Остальные 40% являются совокупностью из вспомогательных факторов, таких как траектория движения электрода, его протяженность, число слоев и так далее. По основным вопросам в этом ключе я расскажу детальнее далее.
1) Как влияет угол наклона изделия и электрода?
В технической литературе не имеется четкого значения комфортного угла наклона электрода при формировании сварочных швов ручной дуговой сваркой. Каждый мастер вырабатывает его самостоятельно. Для меня, например, оптимальным значением считается 55 градусов.
Можно менять не только положение самого прутка, но и деталей. Так при сваривании на подъем, я получаю большую глубину проплавки + сам валик выше. Если работаю «на спуск», то оговоренные параметры идут в обратную сторону, на убывание.
Еще одна особенность наблюдается при смене положения электрода. Так, накладывая шов углом вперед, проплавка глубже, нежели при работе углом назад. Аналогичные изменения касаются и высоты получаемого валика.
2) Траектория движения
Когда уже наработан опыт в валиках, можно приступать к тренировке на траектории швов. Именно на данном этапе я понял, как именно следует вести дугу, чтобы швы получались красивыми даже до их постобработки.
На картинке выше можете увидеть подборку наиболее распространенные траектории движения дуги при ручной сварке. Все движения исполняются по амплитуде с разной длиной, тем самым образуя узор сварочного шва.
| Направление траектории | Как двигаться дугой |
|---|---|
| Поступательное | Пруток сварщик двигает вдоль оси. Чтобы получилось нормальное соединение, будет достаточно держать стабильную длину электрической дуги. |
| Продольное | Максимально тонкие швы, по типу нитки. Для качественной проработки нужно соблюдать оптимальное значение между скоростью движения и высотой дуги. Для закрепления соединения придется делать заход и поперечными движениями дуги. |
| Колебательное | Такая траектория помогает добиться сварщику необходимой длины сварочного шва. Производится плавка электрода через колебательные движения в 3 направлениях – лево, право и центр. Чем выше дуга, тем шире стык (но и разбрызгивается металл соответственно больше). |
Менять траектории швов и узоры нужно опираясь на пространственное положение сварки и ее тип. Выше я подавал краткое описание по данному вопросу с инфографикой для каждой и ситуаций.
3) Форма и протяженность
Очередные параметры швов, который стоит брать во внимание как новичку, так и профи сварки. С протяжённостью все просто – сплошные и прерывистые. На практике в 90% случаев использую именно сплошные. В прерывистых возникает необходимость только в случаях, когда тяжело зафиксировать соединяемые детали.
По форме выделяют 3 типа швов:
- выпуклая;
- ровная;
- вогнутая.
Основным фактором влияния на форму является величина силы тока. На втором месте стоит скорость сварки и подготовка кромок. Детальная инфографика по вопросу представлена на рисунке выше. Советую не просто изучить, но и взять во внимание.
Сварка алюминия при помощи электрода
4) Обработка сварного соединения
Чтобы сделать красивый сварной шов ручной дуговой сваркой, постобработка должна быть обязательным этапом перед сдачей в эксплуатацию. При гаражном ремонте для себя с этим сильно можно не заморачиваться, но работая по специальности, изучить направление следует очень тщательно. Выделяют 3 метода обработки, и я детальнее остановлюсь на каждом из них.
А) Термическая
Термообработку советую применять для швов в конструкциях, к которым выдвигаются повышенные эксплуатационные требования – трубопроводы, станочные механизмы под нагрузкой и прочее.
4 возможных дефекта при сварке неповоротных стыков труб
| Плюсы термообработки | Минусы метода |
|---|---|
| Восстановление свойств пластичности без потери в прочности | Тяжело использовать на практике |
| Снижение внутреннего напряжения | Нужно спецоборудование |
| Увеличение сроков службы шва | Необратимость процессов, из-за чего опасна даже мелькая ошибка |
Процедура протекает в 3 этапа – нагрев шва с окружением, выдержка и охлаждение. Оборудование для процесса подразделяется на радиационное, индукционное и газовое. Наибольшее распространение получило последнее.
Б) Химическая
Чисто химической обработки недостаточно для формирования красивого шва, но в связке с механической можно добиться впечатляющих результатов. Именно потому обработку химией советуют делать на любых типах швов, вне зависимости от их дальнейшей сферы эксплуатации.
В данном направлении могу выделить 2 метода:
- травление. Обработка стыков перед механикой. Используются составы с антикоррозийными свойствами. Смеси хорошо удаляют окисленный никель с хромом, которые являются побудителями ржавления;
- пассивация. Составы, которые образуют на поверхности шва защитную пленку.
Подобных растворов в магазинах хватает с головой, потому советую на химической обработке не экономить – она продлит жизнь шва на 50%-80% от его пикового значения как минимум.
Краткое пособие по наложению красивых сварочных швов:
В) Механическая обработка
Классика завершения сварочного шва, это затирка его диском до блеска. Я чаще всего использую проволочную щетку, но на этом список оборудования для произведения операции не заканчивается – болгарка с абразивными кругами, шлифовальщики и прочие инструменты на самый разный вкус и ценник.
Правила эффективной механической обработки швов:
- для болгарки лучше всего подходят круги из цирконата алюминия;
- лепестки выбираются с основой из ткани;
- размер зерна выбирается на основании поставленных задач обработки.
Для труднодоступных мест советую не мучиться с болгаркой, а взять напрокат борфрез. Агрегат компактный в исполнении, портативный и может достать практически в любое труднодоступное место.
На этом сегодня все. Надеюсь, я нормально раскрыл вопрос как делать красивые сварочные швы ручной дуговой сваркой новичкам. Если у вас имеются собственные лайфхаки, упрощающие работу, жду комментариев к статье. Удачи и не болеть!
Сварочные работы в Красноярске
Провар.ру предлагает профессиональное выполнение сварочных работ в Красноярске любой сложности, качественно и недорого, на новом современном оборудовании, используя три самых востребованных способа сварки: аргонодуговую, полуавтоматическую и ручную дуговую.
Сварка — это один из лучших способов получения надежного и прочного соединения, крепления деталей, ремонта агрегатов, вышедших из строя, гарантирующий высокое качество и многолетний срок службы изделий. В процессе сварки происходит местный нагрев и расплавление кромок деталей или частей конструкции, в результате которого между свариваемыми металлами устанавливаются межатомные связи и получается высококачественное неразъемное соединение. Главным достоинством сварки является то, что прочность соединения достаточно высока и не уступает по характеристикам металлу, из которого изготовлено изделие, конструкция или запчасть. Вторым плюсом использования сварки при сборке, ремонте или восстановлении деталей является скорость. Сварочные работы производятся быстро и позволяют незамедлительно использовать изделие сразу после остывания.
Услуги сварки
Почему используется три способа?
На сегодняшний день существуют более сотни разновидностей сварочных процессов. Кому-то и представленные названия покажутся чем-то новым и ни о чем не скажут, но мы постараемся дать понимание разницы и преимущества их использования для Вас — клиентов.
Дело в том, что иногда одну и ту же задачу можно решить любым из представленных видов сварки. Но, к примеру, используя сварку аргоном (TIG) в сравнении с ручной дуговой электродом (MMA), стоимость работ значительно возрастает из-за использования дополнительных расходных материалов (газ, вольфрамовые электроды, присадочная проволока). По этой причине мы предоставляем услуги аргонной сварки только в случаях с медью, алюминием, его сплавами и другими цветными металлами. Для стали и нержавейки, чтобы не завышать конечную цену, аргон используется в редких случаях, для очень мелких деталей, которые другим способом заварить не представляется возможным.
Полуавтоматическая сварка (MIG/MAG) является средней по стоимости между аргонодуговой сваркой и сваркой электродом, так как газ CO2 по стоимости уступает аргону, как и токосъемные наконечники, используемые в горелке полуавтомата в разы дешевле вольфрамовых электродов, применяемых при сварке аргоном. В нашем случае полуавтомат используется с диаметром сварочной проволоки 0,8мм для сварки тонкого металла.
Во всех остальных случаях используется ручная дуговая, т.к. помимо электродов не требуется дополнительных расходных материалов и газа, что соответственно снижает затраты и конечную цену для клиента. Но сварка электродом в сравнении с аргонодуговой и полуавтоматической, несмотря на ее дешевизну, требует высокой квалификации сварщика, умение отличать шлак от металла в процессе сварки в различных положениях для получения качественных швов без внутренних и наружных дефектов.
Сварка аргоном
Аргонодуговая сварка (TIG) — в расшифровке: Tungsten — (вольфрам), Inert — (инертный), Gas — (газ). Аргон — это газ, необходимый для непрерывной защиты сварочной ванны в процессе сварки от воздействия воздуха, иных газов и окружающей среды. В быту можно услышать его название как аргонодуговая, аргоновая сварка или же сварка аргоном. В процессе работы происходит подача присадочного материала в ванну непосредственно самим сварщиком одной рукой, в другой же руке горелка с неплавящимся вольфрамовым электродом поддерживает дугу в зоне сварки и расплавляет металл. Для получения качественных и красивых швов требуется высокая квалификация сварщика.
Провар.ру предлагает профессиональные услуги аргонной сварки в Красноярске алюминиевых, медных и других металлов и сплавов. В зависимости от выполняемой задачи будут подобраны вольфрамовые электроды нужного диаметра и состава, оптимальный диаметр сварочной проволоки (присадочного материала) и сила тока для получения качественного провара и красивых швов на любом изделии.
Полуавтоматическая сварка
Полуавтоматическая сварка (MIG/MAG) — разновидность дуговой сварки и отличается только тем, что в данном случае электродом служит сварочная проволока. Ее подача в зону сварки происходит автоматически специальным подающим механизмом сварочного аппарата. Одновременно с подачей проволоки подается защитный газ, в нашем случае CO2 (MAG — Metal Active Gas, переводится как сварка металла в активных газах), защищающий сварочную ванну от нежелательного воздействия окружающей среды, воздуха и др. газов. Большим плюсом сварки полуавтоматом является высокая скорость, удобство в работе при сварке металлов малой толщины и хорошие показатели сварочных швов.
Provar.ru предоставляет услуги полуавтоматической (полуавтомат) сварки в Красноярске сварочной проволокой СВ08Г2С диаметром 0,8мм в среде углекислого газа CO2. Металл толщиной от 0,5мм и выше. Режимы сварки будут подобраны для конкретно Вашей толщины изделия или металла, что гарантирует получение качественных швов без прожогов, наплывов, пор, кратеров и других наружных дефектов.
Ручная дуговая сварка
Ручная дуговая сварка — самый экономичный и сложный способ сварки, т.к. требует хорошего уровня мастерства сварщика, умение отличать шлаг от металла в различных положениях сварки и чувствовать степень его нагрева. Зажигание, поддержание нужной длины дуги, подача и перемещение электрода вдоль свариваемых кромок в зону горения в процессе расплавления — все эти манипуляции производятся одновременно сварщиком. При ручной дуговой сварке защита сварочной ванны от попадания воздуха, кислорода и др. газов осуществляется с помощью обмазки на электроде, которая в конце сварки превращается шлак. Шов образует непосредственно сам стержень электрода.
Провар.ру осуществляет услуги ручной дуговой сварки электродом в Красноярске инвертором или трехфазным выпрямителем. В работе используются электроды различного типа и диаметра от 2 до 5мм в зависимости от требуемой задачи и положения шва в пространстве с гарантией получения качественных швов с равномерной чешуйчатостью без наружных и внутренних дефектов с полным проваром.
Информация
Чтобы получить более подробную информацию обращайтесь по тел. 8-929-33-99-100 или с помощью онлайн чата на нашем сайте.
Если необходимо узнать ориентировочную цену конкретной работы, Вы можете отправить фото проблемы на E-mail: [email protected] и получить оперативный ответ. Будем рады помочь решить Вашу задачу!
Работы и отзывы
Для чего используют аргонную сварку и когда она незаменима
Вопросы, рассмотренные в материале:
- Технологию аргонодуговой сварки
- 2 основных способа аргонной сварки
- Типы оборудования для аргонодуговой сварки
- 8 правил аргонодуговой сварки
- Преимущества и недостатки сварки в среде аргона
- Сферы применения аргонной сварки
- Технику безопасности при аргонодуговой сварке
Для чего используют аргонную сварку? Почему в определенных ситуациях она просто незаменима? Ответы на эти вопросы дать не так уж и сложно. Дело в том, что некоторые металлы, вроде алюминия, меди или титана, соединить идеальным швом с помощью стандартных методов просто не получится. И тут на помощь приходит сварка в среде аргона.
Данная технология не является чем-то сверхсложным, однако имеет свои особенности. Качество работы во многом зависит от имеющегося оборудования, способа сварки и т. п. Только при соблюдении конкретных условий можно получить надежный и практически незаметный шов – для любого производства это является первоочередной задачей.
Технология аргонодуговой сварки
Аргонная сварка объединяет в себе признаки газовой и электродуговой. От газовой в технологический процесс взят ряд приемов создания неразъемного соединения и использование газа, а от электродуговой – применение электрической дуги.
Электрическая дуга в процессе горения создает высокую температуру, благодаря чему края деталей плавятся вместе с присадками, в результате образуется шов. Аргон, а именно этот газ используется в данном случае, защищает расплав от воздействия кислорода. Но об этом позднее.
Существует ряд особенностей, присущих сварке большей части цветных металлов, а также их сплавов и легированных сталей. Они заключаются во взаимодействии расплавленных металлов с окружающим их воздухом: кислородом и его примесями. Находясь в расплавленном состоянии, металлы начинают активно окисляться.
Такое взаимодействие плохо влияет на свойства сварного соединения. В результате появления пузырьков воздуха в расплавленном металле внутри шва образуются поры. Это приводит к снижению прочности соединения. Алюминий же в процессе расплавки, при непосредственном влиянии кислорода, начинает гореть.
Поэтому необходимо защищать сварной шов от влияния воздушной среды на соединяемые легированные стали и цветные металлы. Использование аргона в качестве защитного газа при этом считается оптимальным, так как он эффективно защищает металлы при сварке.
Рекомендуем статьи по металлообработке
Благодаря тому, что аргон на 38 % тяжелее воздуха, он легко вытесняет его из сварочной ванны, защищая шов. Он не вступает в реакцию с металлами, находящимися в расплавленном состоянии, и другими газами в зоне расплава. В случае сварки на обратной полярности с защитой аргоном нельзя забывать о том, что газовая среда легко превращается в плазму, проводящую ток. Это происходит из-за потока электронов, которые отделяются от атомов аргона.
Работа в аргонной среде может происходить с помощью двух типов электродов: плавящихся и неплавящихся. Последние представляют собой вольфрамовые стержни, которые, как известно, достаточно тугоплавкие. Для того чтобы подобрать подходящий диаметр таких электродов, надо заглянуть в специальный справочник. Чаще всего выбор зависит от материала заготовок.
2 основных способа аргонной сварки
Вид сварки выбирается в зависимости от материала, с которым предстоит работать. Качественный результат можно получить только при выборе оптимального способа сварки в каждом конкретном случае.
Наиболее популярна сварка аргоном. Выполняется она вручную с использованием штучных электродов.
Основные особенности аргонной сварки:
- Высокая скорость выполнения работы.
- Сравнительно небольшая температура сварки.
- Отсутствие присадочного материала.
- Аккуратный и достаточно тонкий шов.
Второй по распространенности является аргонодуговая сварка. Она широко применяется в промышленности. Выполняется как ручным, так и автоматическим методами с использованием вольфрамовых штучных электродов и присадочной проволоки. Специалисты считают данную сварку более сложной и трудоемкой, чем аргонная. Впрочем, у этого способа также есть свои преимущества:
- Достаточно высокая производительность труда, которой сложно добиться при ручной сварке.
- Возможность сваривания таких материалов, как углеродистая и легированная сталь.
- Высокое качество шва.
Однако выбор способа соединения зависит не только от оборудования, но и от сварочного материала. В большинстве случаев данные методы взаимозаменяемы. Чаще все же отдают предпочтение аргонодуговой сварке. При выборе аппаратуры для проведения сварочных работ стоит остановиться на агрегатах с переменным и постоянным током, несмотря на их высокую стоимость, зато применять их можно при работе практически с любым металлом.
Аргонодуговая сварка дает качественный результат, но в этом случае для работы требуется хорошее оборудование, качественные расходные материалы и высококвалифицированный персонал.
Типы оборудования для аргонодуговой сварки
Существует несколько видов аргонной сварки, которые зависят от уровня механизации процесса:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Для каждого способы сварки необходимо определенное оборудование, соответственно, и стоимость работ различается.
При ручном способе сварки применяют неплавящиеся вольфрамовые электроды, подача проволоки осуществляется самим мастером, горелка для аргонодуговой сварки перемещается.
Механизированный способ характеризуется подачей присадочных прутков в автоматическом режиме, при этом мастер сам держит горелку.
Автоматизированная сварка полностью под контролем оператора – подача проволоки и перемещение горелки происходят автоматически.
Роботизированный процесс исключает и присутствие оператора.
8 правил аргонодуговой сварки
Для проведения аргонной сварки необходимо приобрести следующее оборудование: инвертор либо сварочный трансформатор, емкость с аргоном, горелку, присадочную проволоку или прутки. Существует ряд правил, необходимых для выполнения данного вида сварки:
- Заготовки (или непосредственно зона сварки) должны быть очищены от любого вида загрязнений, а затем обезжирены.
- Подача газа начинается за 20 секунд до работы и прекращается через 10 секунд после ее окончания.
- Дугу следует делать минимально возможной, поскольку при увеличении расстояния горелки от поверхности заготовки, зона нагрева расширяется, углубляется проплав изделия.
- Ровный и красивый шов можно получить, выполняя движения горелкой вдоль оси соединения, не отступая от нее.
- Присадка (проволока или пруток) подается строго перед горелкой без любых движений поперек. Таким образом шов получается узким.
- Присадка и электрод должны постоянно быть в защитной газовой среде.
- Движения следует выполнять плавно, чтобы избежать разбрызгивания металла и искр.
- Шов заканчивается кратером, который заливается при использовании пониженного тока. Нельзя резко отводить горелку и обрывать дугу, это негативно сказывается на защите соединения.
Процесс обучения аргонной сварке несложный. Но для выполнения ровных качественных швов требуется терпение и практика.
Преимущества и недостатки сварки в среде аргона
У аргонной сварки есть как плюсы, так и минусы, которые надо учитывать при выборе данного способа. Ее преимуществами являются:
- Отсутствие деформации заготовок из-за высокой температуры, поскольку не требуется значительно разогревать края деталей.
- Аргон – инертный газ, следовательно, он тяжелее воздуха. Значит, кислород не сможет проникнуть в сварочную ванну.
- Дуга имеет большую тепловую мощность, сварка происходит с высокой скоростью и хорошим качеством, если мастер имеет достаточную квалификацию.
- Несмотря на некоторые особенности аргонной сварки, процесс этот несложный, ему легко обучиться.
- Аргонной сваркой можно соединять металлы, которые невозможно соединить иным способом.
Недостаток аргонной сварки – невозможность ее проведения на открытом воздухе при наличии сильного ветра. Аргон разносится ветром, следовательно, плохо защищает шов, поэтому последний может быть некачественным. В закрытых помещениях сварку необходимо проводить только с использованием принудительной вентиляции. Кроме того, если необходимо применить высокоамперную сварочную дугу, то следует заранее решить, каким образом будет происходить охлаждение шва при проведении работ.
Сферы применения аргонной сварки
Для чего используют аргонную сварку? Она необходима в случаях, когда сварочные швы должны быть выполнены безукоризненно. Особенно часто с ее помощью соединяют трудно свариваемые материалы и заготовки с тонкими стенками. Данный вид сварки востребован в авиа- и ракетостроении, автомобильной промышленности. Посредством такого соединения изготавливают важные узлы из алюминия и его сплавов.
Чаще всего аргонодуговую сварку применяют при работе с алюминием, который является трудно свариваемым, часто трескается, дает сильную усадку. Кроме того, в расплавленном состоянии этот металл легко окисляется, покрываясь тугоплавкой пленкой, которая препятствует образованию шва. И только сварка в среде аргона поможет получить швы высокого качества.
Особенно востребована такая сварка на автомобильных СТО, где с помощью такого способа соединения период эксплуатации деталей значительно продлевается.
Для чего используют аргонную сварку на станциях техобслуживания автомашин? Она может применяться при ремонте радиаторов, разных частей коробок переключения передач, трубок от кондиционеров и прочих элементов, сделанных из алюминия и его сплавов. Пайку и плазменное напыление, как и иные способы сварки, невозможно было бы использовать для таких работ, поскольку детали имеют технические особенности.
Аргонную сварку можно использовать и при работе с иными материалами, такими как титан, медь, дюралюминий, силумин, чугун и прочие черные и цветные металлы.
Каждый из материалов имеет химические особенности и нюансы «поведения» во время нагрева, и мастер должен их знать, чтобы не допустить ошибки
При создании кованых изделий, к примеру, ворот, оград, люстр, перил, мебели, также применяют аргонную сварку. Сложные соединения подобных изделий достаточно тяжело обрабатывать, а такой способ сварки упрощает рабочий процесс, придавая изделиям прекрасный внешний вид без финишной обработки.
Швы, полученные посредством аргонодуговой сварки, практически незаметны. Это важно не только для получения эстетически привлекательного внешнего вида, но и для прочности всей конструкции.
Экономия – еще одна причина применения аргонной сварки. Причем сэкономить можно не только средства, но и усилия, и нервы.
Качественный результат работы достигается использованием аргона с разными присадками. Оптимальный состав расходников хорошо известен профессиональным сварщикам, поэтому свою работу они выполняют наиболее эффективно и с высоким качеством.
Техника безопасности при дуговой сварке в аргоне
Применяя в работе сжиженные газы, необходимо строго соблюдать правила техники безопасности. Назовем основные ее требования при использовании аргона:
- не положено проводить сварку вблизи легковоспламеняющихся веществ;
- необходимо удалить все посторонние предметы;
- следует использовать только сертифицированные материалы и исправное оборудование;
- перед началом работ надо пройти предварительный инструктаж, получить базовые теоретические знания;
- в ходе работы обязательно использовать маску либо защитные очки, желательно «хамелеоны».
Несмотря на то, что аргон достаточно безвреден для человеческого организма, его лучше не вдыхать, так как он более легкий, чем кислород, а потому просто выталкивает его. После попадания аргона в легкие человек начнет задыхаться. Осуществлять сварку следует в помещении, имеющем хорошую естественную вентиляцию, в противном случае для моментального удаления продуктов сгорания надо позаботиться о качественной постоянной вентиляции.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как произвести сварку неплавящимся электродом
Самой популярной технологией для создания неразъемного соединения между двумя металлическими деталями на сегодняшний день является сварка. Без нее не обходится ни одно производство или промышленное хозяйство. В зависимости от применяемых материалов и аппаратов, существует много классификаций и разновидностей данной технологии. Рассмотрим одни из самых востребованных методов – ручная и механизированная аргонодуговая сварка неплавящимся электродом.
Содержание статьи
- Что такое аргонная сварка
- Сварочный аппарат
- Дополнительные материалы
- Настройка параметров для сварки
- Как правильно варить аргонодуговой сваркой
- Советы от специалистов
Что такое аргонная сварка
Способ сцепления двух металлических деталей, который реализуется за счет образования электрической дуги и применения дополнительного газа – аргона называется аргоннодуговая сварка. Весь процесс происходит за счет того, что дуга обеспечивает высокую температуру, плавит металл рабочего изделия и специальный присадочный пруток, образовывая при этом сварной шов. Аргон, в свою очередь, исполняет роль изолятора и защищает расплавленную металлическую массу в сварочной ванне от окисления. Если же туда опадает кислород или любой другой газ из внешней среды, возникает окисление, которое негативно влияет на качество спайки. Некоторые металлы могут вступить в реакцию и воспламениться. Аргон обладает такими химическими качествами, которые не позволяют кислороду соединиться с металлом. Газ из аппарата в рабочую среду подается еще до поджога и возбуждения дуги и продолжает удерживаться еще некоторое время по заверению процесса.
Аргонная сварка может производиться двумя способами:
- плавящимся электродом, который используется для поджога и одновременно является паяльным материалом. То есть, проводник плавится и предоставляет массу для образования шва. Это происходит за счет состава его покрытия. Подробнее про метод электродом можно прочесть здесь.
- неплавящимся электродом, в котором сам проводник изготовлен из вольфрама – материала, который очень сложно поддается плавке, даже под воздействием высоких температур. Во время работы, температура среды около 2000 градусов, а для плавления вольфраму необходимо не менее 3600 градусов. Такой прут используется исключительно для поджога и создания дуги. Дополнительный материал, являющийся припоем, подается вручную отдельно.
Сплавление в среде аргона реализуется по двум технологиям:
- TIG – ручная аргонодуговая сварка неплавящимся электродом;
- MIG – автоматическая аргонодуговая сварка неплавящимся электродом.
Эти методики можно применять и в домашнем хозяйстве, так как они самые простые, и в производстве. Но для более профессионального варения применяются еще другие, высокоточные технологии.
Сварочный аппарат
Дуговая сварка в защитном газе неплавящимся электродом осуществляется посредством специального оборудования – сварочного аппарата. Он состоит из следующих элементов:
- газовая установка, обеспечивающая своевременную и равномерную подачу аргона;
- источник питания, который делится на два вида – инверторы и трансформаторы.
- механизм подачи проволоки, которая выполняет роли припоя;
- горелка;
- дополнительные комплектующие.
Что касается источников питания, то инверторы более востребованы, нежели трансформаторы. Это связанно с тем, что они могут работать как в режиме постоянного, так и переменного тока. Инвертор используется в любых условиях промышленности или дома. Работают они от обычной электрической розетки в 220В. Во время работы в среде аргона, крайне нежелательны перепады напряжения, поэтому инвертором варить намного лучше, качественнее и быстрее, чем трансформатором.
Горелка – это основная деталь, которая должна присутствовать для данного способа скрепления деталей. Ее конструкция может быть разной, так как для вольфрамовой пайки и сварки плавящимся проводником применяются немного разные детали. Наконечник горелки (сопло) отвечает за ряд параметров, основной из которых подача защитного газа в процессе пайки. Ее скорость зависит от диаметра сопла, чем он меньше, тем подача сильнее. Чаще всего он изготавливается из керамики, чтобы не плавиться и не поддаваться деформации под воздействием высокой температуры в рабочей среде.
Газовый баллон может быть любого объема, от этого и зависит частота прерываний дуги для заправки.
Кроме сварочного аппарата для работы понадобятся средства индивидуальной защиты – рукавицы, роба и маска, которая нужна для защиты глаз от ультрафиолетовых ожогов.
Дополнительные материалы
Дуговая сварка в защитном газе неплавящимся электродом требует, кроме основного аппарата, дополнительные аксессуары. Рассмотрим самые необходимые:
- присадочные прутки, выполненные из различного материала, подходят для создания качественного шва на различных металлах – цветных, стальных, нержавеющих и т.д. Для изделия из разных металлов существуют соответствующие прутки – алюминиевые, нержавеющие, чугунные, медные и множество других. Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:
- проволока – это дополнительный материал, который применяется в качестве припоя для автоматической аргонодуговой сварки неплавящимися электродами. Она подается в механизированном режиме из катушки, установленной в сварочном аппарате. Так же, как и прутья, проволока выполняется из разных материалов, для применения на различных металлах.
- газ является основным расходным материалом. Механизированная аргонодуговая сварка плавящимся проводником или проволокой не может быть без инертного газа, выполняющего основную защитную функцию. Вместо аргона, в силу его высокой стоимости, иногда сварщики заменяют его на гелий или углекислый газ. Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).
- дополнительные аксессуары – это шланги, фитинги и прочие детали, необходимые для работы. Они имеют особенность снашиваться поэтому требуют периодической замены. Выбирая длину шланга, рекомендуется пространство между установленным аппаратом и рабочей зоной.
Все вышеописанные материалы необходимо приобретать в соответствии с качеством металла и местом работы. Необходима тщательно следить за исправностью и пригодностью каждого из них. Эти дополнения являются незаменимой и важной частью рабочего процесса.
Настройка параметров для сварки
Механизированное скрепление деталей электродом подразумевает применение инертной среды для защиты шва от окисления, которое провоцирует возникновение дефектов. Кроме ровного и качественного шва мастеру необходимо внимательно следить за тем, чтобы ванная не выходила за пределы газового облака. Таким образом, сначала включается газ, а затем уже совершается поджог и возбуждение дуги. Это самый важный момент. Если сделать наоборот, то расплавляющийся металл смешается с кислородом и из-за окисления шов в итоге получится некачественным. Так же и заканчивается работа. Сначала убирается дуга, а газ еще подается около 10 секунд для того, чтобы материал кристаллизовался без окисления. По возможности рекомендовано газ подавать с двух сторон от сварки, чтобы обеспечить надежную защиту. Таким образом, снижается риск реакции с кислородом.
Механизированная аргонодуговая сварка плавящимся электродом и неплавящимся, настройки производятся в соответствии с моделью аппарата. Как правило, они прописаны в инструкции, или же их можно посмотреть в общепринятых сварочных таблицах. При ручной технологии, мастер сам контролирует подачу проволоки. Ее нужно держать перед горелкой четко по направлению дорожки под определенным углом. Этот угол зависит от толщины шва и скорости расплавления металла, которая, в свою очередь, зависит от вида металла, из которого выполнены свариваемые изделия.
Что касается режима подачи газа – эта величина неизменная. Она прописана в таблицах ГОСТа о применении различных газов для автоматической и ручной технологии сваривания металлов.
Самое сложное при настройках режима – это величина тока. Она выставляется и регулируется, отталкиваясь от многих факторов. Во-первых, большую роль играет тип металла, например, тонколистовые пластины нужно сваривать на низких токах, чтобы избежать пропала или деформации. Во-вторых, важно учитывать тип шва и расположение деталей во время работы. При совершении вертикального шва, ток должен быть низким, чтобы и дугу удержать, и в то же время не допустить растекание расплавленной металлической массы.
Новичку важно учесть, что настройки для разных типов сварочных работ и материалов будут разными.
Как правильно варить аргонодуговой сваркой
Чтобы правильно соединить два изделия в одно целое, нужно учесть три основных фактора:
- Правильные настройки, от которых напрямую зависит весь процесс. То есть нужно отрегулировать подачу прута, газа, тока, чтобы удерживать нужную дугу.
- Мастерство сварщика. Когда все настройки совершены, необходимо определенное мастерство и «набитая рука», благодаря чему мастер сможет удерживать дугу при непрерывном создании качественного шва. При неправильной подаче прута и периодической потере дуги нет смысла надеться на «правильное» соединение.
- Рабочее место – это один из залогов успешной работы аппаратом. Важно, чтобы мастеру ничего не мешало под рукой, чтобы было место совершать маневры и установить агрегат. Кроме этого стол должен быть из жаропрочного материала, как и окружающая среда. Необходимо особое внимание уделить тому месту, где будет располагаться деталь. Для качественного соединения ее нужно зафиксировать, иначе сдвиги повлияют на шов. Также нужна хорошая вентиляция, так как при сварке выделяется много вредных веществ, но важно, чтобы не было сквозняка, который может негативно отразиться на работе.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.
Корпус из толстой нержавейки. Деформация — Ручная дуговая сварка — ММA
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Виды сварочных швовПрежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Читайте также: Виды сварных соединенийВиды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Размеры шва (пятый квадрат)В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
4 Популярные типы процедур сварки
Статья обновлена 3 июня 2021 г. и предлагает гораздо более подробную информацию о типах металлов, использовании, методах сварки и расположении, а также о том, как учитываются состав и точки плавления различных металлов. К процедурам диаграмм добавлена подробная инфографика.
Работа с металлом увлекательна и вдохновляет. По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они себе представляют.Этот навык требует работы и практики, и его лучше всего усвоить с помощью и руководством профессионалов отрасли.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Внимание к деталям — вот что делает хорошего сварщика более разносторонним потенциальным сотрудником. Есть четыре основных типа сварочных процедур, которые студенты Lincoln Tech должны изучить, чтобы стать успешными сварщиками, работающими в этой области.Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG). Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла.Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки, который включает в себя пластины и трубы с большим внутренним диаметром.
В процессе сварки GMAW / MIG используются четыре основных метода переноса металла:
- Шаровидный перенос обеспечивает более грубый сварной шов из-за размера капель металла и склонности к разбрызгиванию. Этот метод удобен для сварки толстых металлических листов в горизонтальном положении.
- Короткое замыкание работает, как следует из названия — сварочная проволока контактирует с основным металлом, быстро повторяясь, много раз в секунду.Поскольку в процессе сварки образуется небольшое количество брызг, этот метод можно использовать в любом положении сварки.
- Распылительный перенос передает крошечные капельки расплавленного металла с такой устойчивостью, что обеспечивает устойчивый контакт дугового шва во время процесса. Несмотря на то, что этот метод приводит к небольшому разбрызгиванию, его лучше всего использовать на толстых и плоских горизонтальных предметах.
- Импульсное распыление очень похоже на распыление, но использует импульс сильного и слабого тока для обеспечения периодов микроохлаждения.Благодаря такому типу поставки этот процесс может использоваться для металлических листов различной толщины и практически во всех положениях сварки. Обратите внимание, что когда мы используем термин «охлаждение» при описании импульсного распыления, моменты более низкого напряжения, которые обеспечивают более холодный сварной шов, по-прежнему составляют несколько тысяч градусов по Фаренгейту. Он считается более холодным по сравнению с высоковольтной частью цикла. При любой сварке используются экстремальные температуры.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Сварка вместе толстых секций нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода.Это процесс дуговой сварки, в котором для создания сварного шва используется фиксированный плавящийся вольфрамовый электрод. Этот процесс занимает гораздо больше времени, чем сварка MIG, дуговой сваркой стержнем или порошковой проволокой.
Температура плавления цветных металлов значительно различается, поэтому необходимо соблюдать осторожность при определении состава основного металла. И нержавеющая сталь, и сталь содержат железо, однако, чтобы считаться нержавеющей сталью, металл должен содержать не менее 11% хрома. Углеродистая сталь плавится при температуре от 2600 до 2800 градусов F.
Присутствие 11% хрома в нержавеющей стали сужает этот температурный диапазон до отметки 2750 +/- градусов F. Но ничто не свидетельствует о сварочных навыках лучше, чем умение сваривать алюминий TIG. Этот навык требует твердой руки, натренированного глаза и художественного чутья, чтобы создать гладкий, потрясающий сварной шов.
Дуговая сварка экранированного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна, стали и использования открытой V-образной канавки при сварке труб из низкоуглеродистой стали.
Жизненно важно, чтобы сварщик уметь сваривать до уровня, при котором его работа может пройти испытание на изгиб разрушающего типа. Хотя дуговая сварка защищенным металлом используется для соединения углеродистой стали, легированных сталей, нержавеющей стали, чугуна и высокопрочного чугуна, ее также можно использовать для обработки некоторых цветных металлов, таких как никель и медь.Редко используется на алюминии.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности. Этот метод имеет множество переменных, что делает его применимым в различных сварочных проектах. Переменные часто зависят от модели используемого сварочного аппарата и от того, какой тип проволоки был выбран для применения.
Гибкость увеличивается за счет множества рабочих углов, уровней напряжения, используемой полярности, а также скорости подачи проволоки.Из-за возможности более высоких скоростей сварки вновь соединенный металл остывает быстрее. Если сварщик использует порошковую проволоку, он или она должны следить за пористостью сварного соединения.
Дуговую сварку порошковой проволокой лучше всего использовать на открытом воздухе или под промышленными вентиляционными колпаками из-за большого количества дыма и дыма, образующихся в процессе сварки.
Обучение и трудоустройство в отрасли
Вышеупомянутые четыре типа сварки обычно используются в большинстве промышленных и строительных приложений и обеспечивают множество полезных и востребованных навыков.Каждый требует значительной практики и знаний. Программа Lincoln Tech Welding Technology обучает выпускников необходимым навыкам и знаниям, чтобы начать карьеру в этой области.
Узнайте, как сваривать в девяти предприятиях Lincoln Tech
Если вы готовы узнать больше о сварочной отрасли и подумываете стать сварщиком, посетите одну из девяти школ сварки Lincoln Tech, расположенных в Восточном Виндзоре, Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; Мелроуз, Иллинойс; Нэшвилл, Теннесси; и Махва, штат Нью-Джерси.
Отсутствие навыков дает возможность трудоустройства
Обладая большим опытом в этих сварочных технологиях, выпускники могут увидеть много возможностей, открывающихся перед ними, когда они начнут искать работу. Сварщики часто ищут работу на производстве, в коммерческом строительстве, горнодобывающей промышленности, сельском хозяйстве, оптовой торговле, художественных ограждениях, а также в ремонте и обслуживании оборудования. Разнообразие применения этого навыка открывает прекрасные возможности для трудоустройства.
Что такое сварка TIG? (с иллюстрациями)
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс смешения химически активных металлов, таких как магний и алюминий.В процессе сварки между заостренным вольфрамовым электродом и свариваемой зоной образуется дуга. Защитный газ используется для создания чистого сварного шва, поскольку он предотвращает окисление. Этот метод сварки стал популярным и полезным в начале 1940-х годов и, как следствие, значительно продвинул использование алюминия для сварки и строительных процессов. Он обычно используется как для качественной, так и для ручной сварки.
Тип газовой защиты, обычно используемый для сварки TIG, — аргон, гелий или их комбинация.В сочетании эти два газа могут обеспечить более высокую скорость сварки и проплавление. Большинство сварщиков обычно предпочитают аргон просто потому, что он тяжелее воздуха и обеспечивает лучшее покрытие при сварке.
Используя процесс сварки TIG, человек может выполнять различные типы сварных швов на различных металлах, хотя сталь и алюминий являются наиболее широко используемыми.Присадочный стержень, обычно изготовленный из того же материала, что и основной металл, используется для усиления соединений и сварки тяжелых металлов.
Существует несколько различных типов соединений, предназначенных для использования с этим методом сварки, включая стыковое соединение, соединение внахлест, угловое соединение и тавровое соединение.Стыковое соединение, которое можно сварить без помощи присадочного стержня, состоит из двух металлических частей, соединенных вместе по швам. При соединении внахлест верхний край приваривается к нижней части в области между двумя перекрывающимися металлами. Угловое соединение заключается в приваривании одного куска металла под прямым углом к краю второго куска металла для образования угла. Тавровое соединение создается путем размещения одного куска металла перпендикулярно другому куску металла для образования Т-образной формы, и для этого требуется присадочный стержень.Этот вид сварки выполняется по обе стороны от перпендикулярного шва.
Плюсы, минусы и лучшие способы сварки нержавеющей стали
Нержавеющая сталь — популярный строительный материал, давно известный своей долговечностью и значительной устойчивостью к коррозии.Сварка с этим привлекательным металлом создает некоторые уникальные проблемы, которые необходимо учитывать перед запуском проекта с нержавеющей сталью. Давайте подробнее рассмотрим плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавеющей стали.
Нержавеющая сталь — это сплав на основе железа, содержащий различное количество хрома, который является элементом, который придает нержавеющей стали репутацию стойкой к ржавчине. Степень содержания хрома может варьироваться от 11% до 30%, причем каждый вариант имеет несколько разные химические свойства, которые влияют на его работу.
Популярность нержавеющей сталипродолжает расти, поскольку это прочный материал, устойчивый ко многим типам жидкой, газовой и химической коррозии. Это вещество может потускнеть, и оно хорошо работает в различных областях применения. Фактически, поскольку многие марки нержавеющей стали могут выдерживать экстремальные высокие и низкие температуры, это популярный материал для трубной и нефтяной промышленности. Рестораны, крафтовые пивоварни и производители медицинского оборудования полагаются на его устойчивость к росту бактерий, что делает его безопасным выбором для приготовления пищи, медицинских нужд и транспортировки агрессивных химикатов.
С другой стороны, нержавеющая сталь — дорогой металл — в три-пять раз дороже, чем низкоуглеродистая сталь. Когда дело доходит до сварки этого дорогостоящего материала, выбор может оказаться непростым по нескольким причинам.
Сложно ли сваривать нержавеющую сталь?Нержавеющая сталь очень эффективно удерживает тепло, что затрудняет сварку, особенно для начинающих сварщиков. При столкновении с чрезмерным нагревом при сварке нержавеющая сталь может деформироваться от высоких температур и даже деформироваться в процессе охлаждения.Он также может быть очень неумолимым с эстетической точки зрения, поскольку отображает все царапины и царапины, которые остались позади. Точно так же, если вы когда-либо занимались сваркой на металлическом столе, вы должны принять меры предосторожности перед тем, как начать, потому что он так легко царапается. Все это говорит о том, что нержавеющая сталь не очень прощает ошибок, когда дело доходит до сокрытия ошибок, и, как правило, предпочитает более опытных сварщиков.
Какой вид сварки лучше всего подходит для нержавеющей стали?Ответ непростой: все зависит от того, какого результата вы пытаетесь достичь.Нержавеющую сталь можно сваривать дуговой сваркой в защитном металлическом корпусе (MIG), дуговой сваркой вольфрамовым электродом (TIG) и электродной сваркой, и каждый из этих процессов дает несколько разные результаты. Чтобы выбрать лучший процесс сварки для вашего проекта, учитывайте следующие факторы: уровень квалификации сварщика, эстетику готовой детали, включая внешний вид валика, толщину металла, а также затраты и временные факторы проекта. Если мастерство имеет первостепенное значение, тогда тонкость сварки TIG может быть хорошим вариантом, но если скорость и эффективность являются приоритетом, тогда сварка MIG может быть лучшим процессом.
Можно ли сваривать нержавеющую сталь TIG? СваркаTIG известна своей точностью, поэтому ее часто используют в проектах, где требуются чистые, контролируемые сварные швы, особенно на менее щадящих материалах, таких как сплавы нержавеющей стали или алюминий. Несмотря на то, что он дает прекрасные сварные швы, это также самый медленный процесс сварки, требующий опытного сварщика с превосходной техникой. Здесь также проще всего контролировать искажения.
СваркаMIG — лучший выбор для работ, которые не связаны с внешним видом или тонкими сварными швами, но требуют, чтобы работа выполнялась эффективно и с минимальными затратами.При сварке MIG нержавеющей стали используется простое оборудование, которое легко транспортировать, поэтому его часто используют при проведении технического обслуживания и ремонтных работ. Другие факторы, которые следует учитывать: стоимость и характеристики присадочного металла, степень сложности оборудования и уровень опыта сварщика.
Профессиональный совет по передовой практикеОдин из способов предотвратить коробление при сварке нержавеющей стали — зажать кусок латуни или меди за швом сварного шва. Это будет служить охлаждающим механизмом или «радиатором», поглощая тепло и предотвращая прогорания.Это также может помочь вам непрерывно сварить весь шов.
Ржавеет ли сварная нержавеющая сталь?В нормальных условиях нержавеющая сталь выдерживает все виды коррозии. Однако в экстремальных условиях нержавеющая сталь может ржаветь. Это происходит, когда слой оксида хрома — тот самый элемент, который защищает нержавеющую сталь от ржавчины — разрушается или удаляется. Иногда это может произойти во время сварки, в процессе нагрева или охлаждения.
Даже при сварке TIG ржавчина может быть одной из самых серьезных проблем при сварке нержавеющей стали.Вот почему так важны очистка и подготовка нержавеющей стали перед началом работы. При правильно очищенном и подготовленном куске нержавеющей стали оксид хрома внутри действует как защитное уплотнение от ржавчины во время процесса сварки. Он может помочь нержавеющей стали заживить от обесцвечивания и стойких пятен.
Подготовка — это ключ к успехуИмейте отдельный набор инструментов только для подготовки и очистки нержавеющей стали перед сваркой. Почему? Потому что он чрезвычайно чувствителен к любому количеству углеродистой стали.Если на каком-либо из ваших инструментов есть остатки углеродистой стали, а затем они соприкоснутся с нержавеющей сталью, эти следы попадут в состав и вызовут ржавчину вашего конечного продукта. Даже частицы пыли из углеродистой стали могут представлять угрозу коррозии нержавеющей стали, и их следует хранить в отдельных рабочих зонах.
Сварка нержавеющей сталью — задача, на которую стоит взятьсяСварка нержавеющей стали имеет свои преимущества и проблемы, но если вы учитываете эти ограничения в своем процессе, конечный результат того стоит.Совершенствуя свои сварочные навыки с помощью этого ценного и модного материала, вы сэкономите время и деньги. Что еще более важно, это может дать прекрасный профессиональный результат, который сделает ваши сварочные навыки более востребованными.
Основа для создания мотоцикла
(по данным журнала Welding Journal, октябрь 2005 г.)
| Томми Скотт сидит на вершине построенного им вертолета. Несмотря на то, что он профессиональный механик, который использует сварку в своей повседневной работе, такой проект, как этот, доступен многим мастерам, если у них есть подходящее оборудование и знания в области сварки труб. |
Если на таких шоу, как American Chopper, вы мечтаете прокатиться по дороге на собственном кастомном байке, вы, конечно, не одиноки. Каждую неделю миллионы людей смотрят, как летят искры (как от металла, так и от звезд), и узнают секреты профессионалов. Не довольствуясь простым наблюдением, все больше людей хотят превратить свои гаражи в мастерские по изготовлению домашних изделий. Если вы задумываетесь об этом, теперь возникает дилемма: какой процесс вы используете для сварки труб, образующих каркас?
Из всех доступных способов сварки для сварки труб рамы мотоцикла лучше всего подходят процессы газовой дуговой сварки (GMA) и газовой вольфрамовой дуги (GTA).Многие рамы сварены GMA, и GMAW — это самый простой процесс, в котором можно освоить — Рис. 1. Хотя GTAW требует большей координации, она обеспечивает больший контроль, особенно при применении труб. Привлекательность процесса GTAW может побудить тех, кто профессионально занимается газовой сваркой металла, еще больше расширить свои навыки и изучить GTAW.
| Рис. 1. После обучения даже начинающие операторы смогут укладывать бусинки, которые выглядят так, с помощью процесса GMAW.Однако имейте в виду, что вы должны использовать достаточную силу тока для применения, чтобы ваш красивый сварной шов GMA также был сварным швом хорошего качества. |
Чтобы помочь вам определить, какой процесс лучше всего соответствует вашим потребностям, давайте сравним и сопоставим элементы процессов GMAW и GTAW, особенно в том, что касается сварки труб в условиях домашнего производства. Перед этим нам нужно поговорить о типе металла, который вы будете сваривать, а также о базовой настройке и информации о безопасности.
Металл
Многие профессиональные производители выбирают в качестве материала рамы стальные трубы с вытяжной оправкой (DOM). Согласно Институту стальных труб, «DOM относится к высокопрочным, электросварным трубам, которые были дополнительно обработаны методом холодного волочения через штампы и оправки для улучшения их однородности, механических свойств и чистоты поверхности. Благодаря своим многочисленным преимуществам, DOM является материал, который выбирают во многих самых сложных областях применения труб ». Трубопроводы с вытяжной оправкой производятся с более точными допусками по внешним и внутренним размерам, имеют лучшую отделку без швов и широко используются в приложениях с высокими нагрузками, требующих более высокого качества, однородности, прочности и прочности, таких как рама мотоцикла и рамы. используется для создания многих других автомобилей для автоспорта (серийные автомобили, багги и т. д.).).
Трубопровод с вытяжной оправкойизготавливается в соответствии со спецификацией ASTM A513, тип 5, и изготовители каркаса часто выбирают сталь SAE марок 1018 и 1020. Они имеют предел текучести 70 тыс. Фунтов на квадратный дюйм или 483 Н / мм2. Вы можете найти их у местного поставщика металла и во многих интернет-магазинах. Большинство трубок на велосипеде имеют диаметр от 11⁄8 до 11⁄2 дюйма. OD и 0,120 дюйма толщина стенки, за исключением трубы шейки рулевого управления, которая больше и толще (возможно, 0,250 дюйма толщиной) — Рис. 2.
| Фиг.2 — Скотт использует машину GMAW на 250 А для сварки шейки измельчителя. В этой области требуются более толстые и большие трубки (возможно, толщиной 0,250 дюйма), чем у остальной части велосипеда. |
Рекомендации перед сваркой
Для достижения наилучших результатов купите или соберите приспособление для рамы велосипеда. Хотя сборка приспособления отнимает время, это поможет обеспечить, чтобы каждая деталь рамы идеально вписывалась в конструкцию велосипеда. Он также действует как ценная третья рука и приводит к лучшему качеству сварки — рис.3. Проще говоря, плохая подгонка часто приводит к плохим сварным швам. Многие поставщики рам и компонентов мотоциклов предлагают приспособления или планы для них, соответствующие планам рам, которые они продают. Онлайн-поиск даст много источников.
Перед началом сварки вам необходимо сделать еще одну вещь: прочитать руководство пользователя сварочного аппарата и соблюдать все меры безопасности. Это включает в себя создание хорошо вентилируемой рабочей зоны, свободной от потенциально горючих материалов, и ношение безопасной для сварки одежды, включая сварочный шлем с автозатемнением или фиксированной шторкой, длинные брюки, обувь с закрытым носком, защитную кожу для сварщиков и перчатки.Эти методы обеспечивают наиболее безопасную и эффективную сварку.
Рис. 3 — Зажим захватывает раму во всех точках. |
Почему GMAW?
Газовая дуговая сварка металла используется на всех уровнях производства металла. Этому процессу легко научиться, он позволяет сваривать низкоуглеродистую сталь, нержавеющую сталь и алюминий, а также тонкие и толстые материалы.Кроме того, скорость перемещения при GMAW обычно выше, поскольку сварочная проволока постоянно добавляется к стыку.
Однако при использовании труб малого диаметра более высокая скорость перемещения может ограничивать вашу способность контролировать профиль и внешний вид сварного шва. После настройки параметры напряжения и скорости подачи проволоки остаются постоянными. В результате, когда вы пытаетесь сварить трубу по окружности, трудно оставаться на переднем крае ванны расплава. Вам необходимо постоянно менять положение тела, чтобы поддерживать правильный угол наклона пистолета и направлять дугу на передний край сварочной ванны.К сожалению, если это не соблюдается, результатом может быть неполное плавление на концах сварного шва или неполное проплавление в основании сварного шва.
Для компенсации некоторые люди могут захотеть использовать более низкое напряжение и меньшую скорость подачи проволоки. Это упростит манипулирование пистолетом и контроль формы сварного шва, но будьте осторожны: с GMAW красота только на поверхности. Вы можете получить великолепно выглядящий сварной шов GMA, но если ваши параметры были установлены слишком низкими для толщины материала, тогда сварной шов просто будет лежать на поверхности основного металла и не удастся достичь хорошего проплавления.Короче говоря, вы должны использовать достаточную силу тока для приложения.
Вы также захотите рассмотреть, как положение повлияет на прочность сварного шва. Сварка на спуске — это как езда на вершине лавины. Хотя сварка в этом положении может быть быстрее и проще, присадочный металл может перемещаться по поверхности сварочной ванны, что резко увеличивает риск плохого плавления и / или проплавления, что не рекомендуется. Контур сварного шва также может быть вогнутым, что, в свою очередь, может привести к тому, что горловина сварного шва будет слишком узкой, что приведет к слабому сварному шву.
Присадочный металл, защитный газ и сопла
Для трубок с диаметром 0,120 дюйма. толщиной стенки, хорошей сварочной проволокой является твердая проволока S-6 диаметром 0,030 или 0,035 дюйма (классификация Американского общества сварки ER70S-6).
Используйте защитный газ 75% аргон / 25% CO2. По сравнению со 100% CO2 эта смесь обеспечивает плавные характеристики дуги, лучший контроль образования луж, хорошее смачивание шва, хорошее управление швом и меньшее разбрызгивание. Это также снижает вероятность протекания более тонких материалов, поскольку требует меньшего напряжения и более низких скоростей подачи проволоки, чем прямой CO2.Скорость потока обычно составляет около 30 кубических футов в час.
Сопла защитного газа также необходимо контролировать, очищать и время от времени заменять. В зависимости от размера сопла и его рабочей нагрузки, брызги могут накапливаться и препятствовать правильному потоку защитного газа и оставлять сварочную ванну незащищенной.
Методы GMAW
Для лучшего старта некоторые сварщики отрезают шарик от конца сварочной проволоки. Это обеспечивает лучший и более горячий старт, когда начинается конец предыдущего сварного шва. Когда все будет готово к сварке, можно использовать два метода.Один из них — это метод толкания или переднего хода, при котором пистолет отталкивается от сварочной ванны. Это дает несколько меньшее проникновение для данной силы тока и более широкий и плоский валик. Это также упрощает поддержание дуги на передней кромке бассейна для обеспечения хорошего проплавления (по сравнению с методом сопротивления или обратной стороны), поэтому его рекомендуется использовать для сварки труб.
При постоянном перемещении пистолета вперед получается качественный сварной шов с приличным внешним видом, некоторым людям нравится внешний вид перекрывающегося профиля валика, который иногда называют взглядом «стопки монет».Это требует практики.
Внешний вид «стопки монет» может быть достигнут двумя способами. Первый — это движение пистолета вперед или толчок, затем небольшой шаг назад или колебание, а затем снова движение вперед. Другой метод заключается в использовании перекрывающегося движения «С» пистолета. Это создает вид уложенных друг на друга десятицентовых монет «CCCCC». Не забудьте сделать отдельные бусинки близко друг к другу. Если они расположены слишком далеко друг от друга, до такой степени, что концы сварного шва становятся широко разделенными, сварной шов может сломаться в любой из этих точек вдавливания (ростов напряжения и / или кратерное растрескивание).Обратите внимание, что на трубке со стенкой 0,120 дюйма может произойти протекание и / или деформация, если вы сделаете слишком длинный сварной шов с помощью этой техники. Чтобы свести к минимуму тепловложение, делайте несколько коротких швов, а не один длинный. Также подумайте о том, чтобы пропустить раму, сделать короткий частичный сварной шов на одном стыке, а затем перейти к другой части рамы. Это дает возможность сварному шву остыть.
Почему GTAW?
Дуговая сварка вольфрамовым электродом в газовой среде — это решение для повышения контроля и точности сварки. Он позволяет сваривать более тонкий материал, обеспечивает отличное сплавление и решает проблемы, связанные с плавлением или короблением, которые более распространены при GMAW.Газовая дуговая сварка вольфрамовым электродом также позволяет получить самые красивые сварные швы. Это важно, когда внешний вид действительно имеет значение, и, в отличие от GMAW, хорошая новость заключается в том, что красота идет до корня стыка. Если ваш валик GTAW выглядит хорошо, скорее всего, сварной шов прочный.
Дуговая сварка вольфрамовым электродом в газовой среде, особенно при производстве труб, помогает преодолеть некоторые недостатки GMAW. Вместо того, чтобы поддерживать постоянную скорость движения или риск неполного плавления, GTAW позволяет вам контролировать подвод тепла с помощью ножного или ручного управления в ответ на изменение динамики расплавленной сварочной ванны.Это дает вам больше контроля над формой сварного шва, проплавлением и HAZ.
Но взятие под контроль требует большей координации. Вы делаете четыре разные вещи одновременно: держите резак правой или левой рукой, удерживаете присадочный металл в противоположной руке, используете педаль и наблюдаете за соединением и сварочной ванной. Чрезвычайно важно убедиться, что ваши руки и локти находятся в расслабленном состоянии (это верно и для GMAW, но особенно для GTAW). Обратите внимание, что вы хотите создать сварочную ванну как можно быстрее.Слишком долгое пребывание на одном месте увеличивает размер ЗТВ, что нежелательно.
Выбор вольфрама, сварочной проволоки и чашек
Выберите вольфрам диаметром 1⁄16 дюйма (2% торированный, 2% церированный или 1,5% лантенированный) для получения наилучших результатов при толщине материала, используемого для изготовления рам мотоциклов. Хорошее правило — использовать электрод наименьшего размера, который будет пропускать нужное количество тока и даст вам правильный размер бассейна.На трубке со стенкой 0,120 дюйма, 1⁄8 дюйма вольфрам может создать слишком широкий валик сварного шва.
Выберите 3⁄32-дюйм. сварочная проволока, поскольку она плавится при оптимальном токе для сварки труб с толщиной стенки 0,120 дюйма, а также дает ширину валика, наиболее совместимую с этой толщиной стенки. Все, что больше, потребует большего количества тепла, чтобы расплавиться, что может привести к расплавлению.
Стакан GTAW №6 или №7 является стандартным для этого типа применения. Газовая линза обеспечит вам лучшую защиту всей площади и обеспечит дополнительное расширение вольфрама, что поможет при сварке угловых частей.При использовании 100% аргона скорость потока обычно составляет от 15 до 20 фут3 / ч, и помните, что больше — не лучше, независимо от того, какой у вас процесс сварки. Чрезмерная скорость потока может создать турбулентность и вызвать пористость сварного шва.
Методы GTAW
При правильном выполнении GTAW естественным образом создает перекрывающийся профиль борта или вид «стопки монет». Площадь экранирования, правильный размер чашки и газовая линза имеют решающее значение для хорошей GTA-сварки, но угол горелки, вероятно, является самым большим фактором.
При наклоне чашки назад (при сварке GTA вы всегда «толкаете» горелку) происходит предварительный нагрев металла перед бассейном.Сварка газовой вольфрамовой дугой требует баланса между выработкой правильного угла горелки, добавлением присадочного металла и контролем силы тока. Если вы наклоните горелку слишком далеко назад, тепло будет выходить далеко за пределы бассейна, и вам нужно будет уменьшить уровни тока, чтобы компенсировать нагретый металл впереди. В то время как углы горелки меняются в зависимости от положения и применения, для сварки труб оттяните горелку назад под углом примерно 70 градусов (и, конечно же, сохраняйте правильный угол 45 градусов по отношению к двум компонентам соединения).
Постоянно меняющиеся углы в зависимости от геометрии трубы — самое большое препятствие для получения качественных и привлекательных сварных швов GTA. Для создания качественных сварных швов в таких условиях требуется огромное время, терпение и навыки оператора. Сначала потренируйтесь.
Более нетрадиционный метод GTAW, называемый ходьбой в чашке, заключается в размещении горелки GTAW прямо на трубке, при этом присадочный металл помещается в канавку сварного шва. Этот метод обеспечивает большую стабильность дуги и больший комфорт, а также позволяет оператору легче менять положение.Более подробную информацию о ходьбе по чашке можно найти в июньском номере журнала Welding Journal за 2005 год.
| Рис. 4. Независимо от того, используете ли вы GMAW или GTAW, вы, вероятно, не сможете обойти всю трубу с постоянным углом пистолета или резака. Хороший совет — сделать четыре сварных шва на трубе под углом 90 градусов за раз, как показано на этом сварном шве GTA. |
Четырехбалочное соединение: Рекомендации по GMAW и GTAW
Необходимо будет запускать и останавливать при обходе трубы.У большинства людей не будет возможности запускать и обходить трубу с постоянным углом наклона резака. Те, кто пытается начать с одного угла на пистолете / резаке, заканчивают тем, что толкают его, когда пистолет / резак вращается вокруг трубки. Это изменяет профиль валика и глубину проникновения. Лучше всего сделать четыре сварных шва на трубе под углом 90 градусов за раз. Начните с одной стороны, повторите с противоположной стороны и свяжите их вместе — рис. 4. В качестве дополнительного преимущества вы меняете подвод тепла, создавая меньшую нагрузку на одну сторону трубы, что поможет сохранить квадратную форму рамы.
Чтобы добиться хорошей стыковки между всеми сварными швами, начните прямо поверх последнего сварного шва, который вы сделали, чтобы расплавить предыдущий сварной шов. Это помогает гарантировать, что более горячая часть «работающей» дуги войдет в уже приваренную область трубы. Другой вариант — зажечь дугу, направив электрод в основание стыка, быстро вернувшись назад в предыдущий сварной шов, затем продвинувшись вперед, начав сварку поверх дуги и переплавив ее. Поскольку холодный пуск может быть слабым местом, вы можете даже позаимствовать методику, распространенную при сварке труб: отшлифуйте точки начала и окончания.Если вы выполняете газовую дуговую сварку металлическим электродом, подумайте также о шлифовке прихваточных швов (прихватки GTAW должны быть меньше и, таким образом, они легко израсходуются при сварке).
| Рис. 5 — Для сварных швов в смещенном положении на трубопроводах сварка в верхнем положении может обеспечить более постоянный контроль нагрева и лучшее проплавление шва. |
Для сварных швов на трубопроводах в смещенном положении (факт жизни, потому что рама будет закреплена в зажимном приспособлении) сварка в верхнем положении обеспечит более постоянный контроль нагрева и лучшее проплавление — Рис.5. Начните с 6 часов и продолжайте до 12 часов. Сварка в гору может занять больше времени, потому что сила тяжести тянет валик вниз, но это гарантирует, что у вас будет больше шансов сохранить дугу на переднем крае ванны, что обеспечивает хорошее проплавление в основании стыка и хорошее сплавление боковых стенок. Обратите внимание, что может потребоваться добавить небольшое поперечное переплетение или движение «С», чтобы контролировать размер и форму бусинки, а также дать ей немного остыть.
Обратите внимание, что переплетение не должно быть слишком широким.Если это так, это указывает на широкое отверстие в корне из-за плохой подгонки. Хотя GMAW позволяет устранить зазоры легче, чем GTAW, перекрытие зазоров не является хорошей идеей при сварке критически важных конструкций, таких как рама мотоцикла. Зазор, вероятно, может создать соединение с недостаточной механической прочностью или, поскольку вы задержались на соединении дольше, чтобы заполнить зазор, создать чрезмерно широкую ЗТВ или даже проплавить.
Инжир.6 — Хорошая подгонка имеет решающее значение для выполнения качественных сварочных швов вольфрамовой дугой. Слева — пример хорошей подгонки; Плохая подгонка показана справа.
Газовая дуговая сварка вольфрамом действительно требует плотной подгонки, потому что вам нужно создать сварочную ванну и установить соединение между двумя сторонами, прежде чем добавлять присадочный металл — Рис. 6. Если у вас есть зазор, становится очень трудно соединить две стороны потому что одну сторону легко нагреть. Компенсация этого дисбаланса часто приводит к перегреву и последующему расплавлению.Для обоих процессов, если у вас есть небольшой зазор, сосредоточьтесь на краях, соедините каждую сторону и сделайте паузу. Для более широких зазоров бросьте деталь в ведро для отходов и отрежьте деталь, которая подходит по размеру. Помните: нельзя сваривать воздух.
Дефекты и тестирование
Некоторые сварные швы с самого начала обречены на провал из-за плохой подготовки. Очистите любую поверхность перед сваркой, используя проволочную щетку, шлифовальный станок и / или растворитель для удаления ржавчины, прокатной окалины, краски, масла или любых других посторонних веществ, которые препятствуют максимальному проникновению и приводят к разрушению сварного шва.
Тем не менее, наиболее распространенными дефектами сварки, которые возникают как при GMAW, так и при GTAW, являются неполное сплавление на краю или носке сварного шва и неполное проплавление в корне стыка. Эти дефекты, как мы уже отмечали, возникают в результате неправильной техники или неправильных настроек.
Пористость, вызванная атмосферным загрязнением, недостаточным газовым покрытием или загрязнением основного металла, также является распространенным нарушением сплошности, которое в конечном итоге может вызвать трещины. Если вы заметили пористость или трещины, возможно, не стоит шлифовать их и повторно заваривать, поскольку вы рискуете увеличить ЗТВ.Чем больше вы нагреваете сталь, тем сильнее меняете ее характер.
Хорошим первым испытанием для выявления дефектов сварки является визуальный контроль. Вы должны увидеть хорошее смачивание и врезку на носках сварного шва, а валик должен иметь довольно однородный вид. Если вы видите участки с неправильным профилем валика или слишком высокой коронкой, возможно, у вас дефект сварного шва. Сварной шов должен быть плоским или выпуклым (не слишком высоким), но никогда не должен быть вогнутым.
Наконец, сварной шов должен выглядеть сбалансированным по обе стороны от корня шва.Несоосность возникает, когда вы свариваете больше с одной стороны, чем с другой, создавая асимметрию в стыке. На любом стыке каждая полка сварного шва должна быть по крайней мере такой же длины, как толщина стенки основного материала (например, это гарантирует, что сварной шов не будет пресловутым «самым слабым звеном в цепи»). Для трубок со стенкой 0,120 дюйма каждая полка сварного шва должна быть 0,120 дюйма. Отклонение от этой симметрии может привести к образованию дефектного сварного шва, слабого в одной точке и зашитого в другой.
Еще один неразрушающий, но эффективный и недорогой метод обнаружения поверхностных дефектов — это дефектоскопия красителя.После очистки поверхности распылите краску на металл, дайте ему отстояться в соответствии с инструкциями производителя, очистите его и нанесите эмульгатор. Эмульгатор вытянет краситель из пустот, в которые он просочился. Если вы сделали сварной шов без пустот, вы не увидите красителя.
Разрушающее испытание включает в себя приложение силы к металлу, например, помещение его в тиски и удары молотком, чтобы увидеть, изгибается ли металл до разрыва сварного шва. Если сварной шов держится и разрывает основной металл, ваш сварной шов по крайней мере такой же прочный, как и основной металл.Жара-
пораженная зона должна быть самым слабым звеном.
Что наиболее важно, после того, как вы произведете конструктивно прочную сварку, задокументируйте свои параметры сварки и широко попрактикуйтесь в реальных соединениях, которые вы будете сваривать. Практикуясь, вы можете быть уверены, что когда придет время сваривать мотоцикл, вы снова и снова будете создавать качественные сварные швы.
Что такое … сварка TIG?
Что означает «TIG»? Почему в этом процессе используется инертный газ? А какую роль играют вольфрамовые электроды? Сварка — это сложный процесс, но на самом деле основы довольно просты для понимания.The Fronius «Что такое…?» Эта серия помогает лучше понять сварку и получить общее представление об основных терминах.
Сварка вольфрамом в среде инертного газаСварка TIG — это процесс, позволяющий получить сварные швы высокого качества. Дуга горит между термостойким, неплавящимся вольфрамовым электродом и деталью. Инертный защитный газ, который дает название процессу, создает бескислородную газовую атмосферу и предотвращает химические реакции с жидкой сварочной ванной.В результате получаются гладкие, ровные и непористые сварные швы. Наплавочный металл направляется вручную или с помощью устройства подачи проволоки.
СваркаTIG может использоваться для всех металлов, пригодных для сварки. Самая большая область применения здесь — нержавеющая сталь и обработка цветных металлов, таких как алюминий, медь и латунь. TIG в основном используется для корневых проходов, поскольку швы гладкие и непористые и поэтому могут хорошо выдерживать динамические нагрузки.
Инертный защитный газ
Для сварки TIG используется защитный газ без реакции (инертный).Газовая атмосфера выполняет защитную функцию, предотвращая химические реакции с жидкой сварочной ванной и нагретым материалом. Это гарантирует качественные сварные швы.
Благородные газы аргон и гелий или смесь этих газов используются в качестве защитных газов. Чаще всего используется аргон, поскольку он обеспечивает оптимальные условия для зажигания и обеспечивает особенно стабильную дугу. Гелий проводит тепло более эффективно, чем аргон, и поэтому обеспечивает глубокое и широкое проникновение.
Вольфрамовые электроды
Вольфрамовый электрод лежит в основе сварки TIG.При 3380 градусах Цельсия вольфрам имеет самую высокую температуру плавления среди всех чистых металлов в периодической таблице. Это означает, что электрод может излучать дугу, которая нагревает и разжижает заготовку, не расплавляясь сама по себе.
Электроды изготавливаются методом спекания. Их также можно легировать оксидными добавками для улучшения их свойств. Электроды имеют цветовую маркировку в зависимости от используемого сплава:
.Электроды из оксида вольфрама / лантана синего цвета
- Чистый вольфрам (WP) (зеленый):
Плоская сферическая поверхность электрода
Проблемы с зажиганием при постоянном токе
Низкая допустимая нагрузка по току - Оксид тория (WT 20) (красный):
Отличные воспламеняющие свойства
Значительно более высокая токонесущая способность, чем у электродов из чистого вольфрама
Слаборадиоактивный (альфа-излучатели) - Оксид церия (WC 20) (серый):
Свойства, аналогичные свойствам тория
Нерадиоактивный - Оксид лантана (WL 20) ( синий):
Более длительный срок службы, чем у электродов из вольфрама / тория или вольфрама / церия
Более низкие характеристики зажигания
Высокочастотное зажигание
Одной из особенностей сварки TIG является то, что дуга может зажигаться бесконтактно.Серия быстрых высоковольтных импульсов заставляет искру перескакивать на заготовку, а затем дуга стабилизируется. Сварщик может легко справиться с высокочастотным зажиганием. Электрод не может прилипать к заготовке, не загрязняется, в шве не образуются включения вольфрама.
Подробнее о преимуществах процесса TIG можно прочитать в статье блога Fronius «Сварка TIG: высококачественные соединения».
Ручной аппарат для лазерной сварки: Основное руководство
Согласно предварительным данным, большинство изделий из нержавеющей стали производится с помощью аргонно-дуговой сварки и других распространенных методов сварки
Хотя эти методы могут удовлетворить 80% производственных потребностей, они оставляют дефекты во многих сварочных изделиях.
Например: поднутрение, непровар, плотная пористость и трещины
Он не только снижает прочность соединения, но и становится источником щелевой коррозии.
В процессе сварки не только технология сварщика имеет определенный уровень, но и требования к навыкам сварки и стоимость флюса слишком велики, что увеличивает стоимость производства.
Кроме того, рабочие этапы обработки после сварки очень медленные.
Из-за этих дефектов родился портативный аппарат для сварки волоконным лазером.
Ручная лазерная сварочная технология в основном использует лазерный луч в качестве источника энергии для ударного сварочного соединения для достижения цели сварки
Это новый метод сварки с хорошими сварочными характеристиками и небольшой деформацией, который широко используется при обработке и сварке различных металлов.
Ручной лазерный сварочный аппарат отличается простотой эксплуатации, красивым сварным швом, высокой скоростью сварки и отсутствием расходных материалов.
Сварка тонких листов нержавеющей стали, железных листов, оцинкованных листов и других металлических материалов может идеально заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Ручной лазерный сварочный аппаратможет широко использоваться в шкафах, кухнях, лестницах, лифтах, полках, духовках, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности со сложным нерегулярным процессом сварки.
Скорость ручной лазерной сварки высока, в 2-10 раз быстрее, чем при традиционной сварке, машина может сэкономить не менее 2 сварщиков в год.
Сварочный шов после сварки получается гладким и красивым, что сокращает последующий процесс шлифования, экономит время и деньги.
Заготовка для лазерной сварки не имеет деформации, сварных шрамов и прочной сварки.
Расходные материалы для лазерной сварки меньше и с большим сроком службы.
Свариваемая графика включает в себя точечную, линейную, круговую, квадратную или любую плоскую графику, нарисованную программой AutoCAD.
Основные характеристики ручного аппарата для лазерной сварки- Он прост в эксплуатации и может использоваться обычными сотрудниками без больших затрат на обучение.
- Он обладает такими преимуществами, как высокая эффективность, большой размер сварки, высокая скорость сварки, деликатный и красивый сварной шов, а также сокращает последующий процесс шлифования.
- Его можно широко использовать для сварки листов из нержавеющей стали, железных листов, оцинкованных листов, алюминиевых листов и других металлических материалов.
- Место сварки маленькое, зона термического влияния мала, сварочный верстак не нужен, а площадь пола мала.
- Портативное оборудование для лазерной сварки может выполнять сварочные операции, если оно оснащено ручным устройством для лазерной сварки, а стоимость замены принадлежностей невысока.
Преимущества ручной лазерной сварки:
Ручная лазерная сварочная техника обладает такими преимуществами, как простота в эксплуатации, красивый сварной шов, быстрая скорость сварки и отсутствие расходных материалов.
Кроме того, сварка тонких листов из нержавеющей стали, железных листов, оцинкованных листов и других металлических материалов может идеально заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
По сути, портативная конструкция портативного лазерного сварочного аппарата играет очень важную роль в применении производственной практики!
Для мастерской, которая занимается мелкомасштабной обработкой или небольшой сваркой, ручная система лазерной сварки является лучшим выбором
Ключевым моментом является то, что сварочная продукция небольших мастерских разнообразна, а форма изделий гибкая. Ручная лазерная сварка полностью удовлетворяет этот спрос.
Ручной лазерный сварочный аппарат использует ручной сварочный пистолет вместо ранее фиксированного светового пути, который отменяет предыдущий режим работы лазерного сварочного аппарата.
Этот режим работы удобен не только для сварки форм, рекламных надписей, посуды и других продуктов, но и для наружной лазерной сварки.
Кроме того, ручная система лазерной сварки также может широко использоваться в сложных и нестандартных сварочных процессах шкафов, кухонь, лестничных лифтов, полок, духовок, дверных и оконных ограждений из нержавеющей стали, распределительных коробок, домов из нержавеющей стали и др. отрасли.
Ювелирные изделия из нержавеющей стали, алюминия, меди, золота и серебра можно сваривать, включая большое количество оборудования, треугольный клапан, раковину из нержавеющей стали, фитинги для водопровода, тройник из нержавеющей стали, слив в полу, дверную ручку, дверной замок и т. Д. .
T традиционная сварка и ручная лазерная сварка
По сравнению с традиционным методом сварки, каковы преимущества портативного лазерного сварочного аппарата?
- Простое управление: его можно сварить из первых рук без больших затрат на обучение.
- Быстрая и эффективная, широкий диапазон обработки: концентрация энергии лазерного сварочного аппарата, высокая эффективность и высокоскоростная сварка, гладкий и красивый сварной шов, сокращение последующего процесса шлифования.
- Широкий спектр свариваемых материалов: лист из нержавеющей стали, железный лист, оцинкованный лист, алюминиевый лист и другие металлические материалы, которые можно сваривать.
- Превосходство ограничений формы заготовки и среды обработки: малое паяное соединение, небольшая зона термического влияния: нет необходимости устанавливать сварочный стол, мало занимаемого места, гибкая обработка, высокая скорость сварки, возможность перемещения на большие расстояния, не ограничивается экологическое пространство.
- Низкие затраты на техническое обслуживание: если ручное оборудование для лазерной сварки оснащено ручным устройством для лазерной сварки, сварка может быть завершена, а стоимость замены принадлежностей невысока.
- Высокая стоимость: ручной ручной лазерный сварочный аппарат может не только выполнять ручную лазерную сварку, но и выполнять высокоточные ремонтные операции с помощью сварки с помощью более поздней монтажной платформы. Это оборудование для производства сварки с высокими эксплуатационными характеристиками является предпочтительным для более мелких производителей.
Применение портативный система лазерной сварки
Являясь важной опорой экологически чистой технологии восстановления, технология лазерной обработки имеет очевидные конкурентные преимущества по сравнению с традиционными методами обработки.
Благодаря высокой скорости, точности, низкому энергопотреблению и многим другим преимуществам, он широко используется в микроэлектронике и электроприборах, автомобилестроении, авиакосмической промышленности, машиностроении, печати и упаковке, а также в других важных областях национальной экономики.Это эффективный инструмент производственного оборудования для страны, позволяющий достичь стратегической цели интеллектуального производства.
Технология лазерной сварки — одно из важных применений лазерной обработки. Среди них важные области применения ручной лазерной сварки сосредоточены в сложных и нестандартных сварочных процессах без приспособлений, таких как листовой металл, шасси, резервуар для воды, распределительная коробка, кухонный шкаф, дверь из нержавеющей стали, оконное ограждение и т. Д.
Несмотря на то, что время разработки относительно невелико, он заменил традиционную аргонодуговую сварку и электросварку при сварке тонких листов из нержавеющей стали, железных листов, алюминиевых листов и других металлических материалов в описанных выше сценариях применения.
В то же время, в последние годы, в связи с бурным ростом разработки транспортных средств на новой энергии, было увеличено количество аккумуляторных батарей, и промышленность лазерной сварки достигла дальнейшего роста.
Ручная лазерная сварка постепенно приветствуется и признается рынком, и она стала новым ярким пятном на рынке лазеров.
Инсайдеры отрасли предсказывают, что в будущем, когда портативное лазерное сварочное оборудование станет стандартом, оно будет широко использоваться в железнодорожном транспорте, авиакосмической промышленности, автомобилестроении, медицинской промышленности и других отраслях промышленности.
Проблемы портативный система лазерной сваркиХотя портативные системы лазерной сварки становятся все более популярными на рынке, все же существуют некоторые проблемы.
В большинстве ручных лазерных сварочных аппаратов, предоставляемых производителями оборудования, используются лазеры с непрерывным волокном с уровнями мощности от 200 Вт, 300 Вт, от 500 Вт до 1500 Вт.
Но в целях безопасности сварщик должен пройти строгую подготовку, и лазер не может поразить людей или окружающие предметы, иначе он может вызвать серьезные ожоги или даже пожар.
Кроме того, несмотря на то, что процесс сварки направлен на заготовку, он все равно будет давать отражение с высокой яркостью, поэтому оператор должен быть оснащен специальными защитными очками.
Если вышеуказанные проблемы будут решены, портативная система лазерной сварки получит большее признание, а рыночный спрос может быстро развиваться.
Какие проблемы решает ручная система лазерной сварки?Приложение в кухонная утварь
Ручной лазерный сварочный аппарат для посуды может сэкономить около 80% ~ 90% электроэнергии.По сравнению с дуговой сваркой стоимость обработки может быть снижена примерно на 30%. Он может сваривать разнородную сталь и разнородный металл, а также просто выполнять механизацию и автоматизацию.
2 . Применение в области обработки листового металла
В области обработки листового металла по сравнению с традиционной аргонодуговой сваркой лазерная сварка имеет очевидные преимущества: высокая эффективность, небольшая термическая деформация, красивый внешний вид, высокая прочность, отсутствие необходимости полировки после сварки, бесшовная стыковая сварка, гибка, штамповка и др. резка.
3 . Применение в области обработки ванной комнаты из нержавеющей стали
В процессе сварки сращивания сантехники из нержавеющей стали ручная лазерная сварка обеспечивает бесшовное сращивание сантехнических кранов, сращивание выпускных отверстий раковины и т. Д. С ярким сварным швом. При сварке углового шва под прямым углом может быть достигнута сварка на 360 °, которая проста в эксплуатации и более удобна.
Условия эксплуатации переносного лазерного сварочного аппаратаБазовая рабочая среда продукта следующая:
| Напряжение | Трехфазный пятипроводной 380 В ± 10%, 50/60 Гц переменного тока |
| Мощность блока питания | Не менее 5 кВт |
| Окружающая среда | Гладкая, без вибрации и ударов |
| Температура рабочей среды | 10 ℃ ~ 40 ℃ |
| Влажность рабочей среды | <70% |
| Масса (без упаковки) | 300 кг |
Предупреждение:
1) Перед использованием лазера убедитесь в надежном заземлении.
2) Изделие не имеет встроенных деталей для использования, все обслуживание должно проводиться под руководством технического персонала компании. Во избежание поражения электрическим током не повреждайте этикетку и не снимайте крышку, в противном случае повреждение продукта не будет гарантировано.
3) Выходная головка лазера соединена оптическим кабелем. Пожалуйста, внимательно проверьте выходную головку, чтобы не допустить попадания пыли или другого загрязнения. При чистке выходной линзы используйте специальную бумагу для линз.
4) Если лазер не используется в соответствии со способом, указанным в данном руководстве, лазер может быть поврежден из-за ненормальной работы.
5) Во время работы лазера запрещается устанавливать выходную головку.
6) Не смотрите прямо на выходную головку. Обязательно используйте защиту от лазера при работе на машине.
Меры предосторожности
1) Перед подключением лазерного сварочного аппарата к источнику переменного тока необходимо убедиться, что подключено правильное напряжение 380 В переменного тока.Неправильное подключение источника питания приведет к безвозвратному повреждению лазера.
2) Несоблюдение правил эксплуатации лазера в соответствии с методами управления или настройки, указанными в данном руководстве, может привести к повреждению.
3) Очень важно поддерживать чистоту выходной линзы для выхода лазера с хорошей коллимацией. В противном случае лазер выйдет из строя безвозвратно.
4) Если лазер не используется, закройте защитный колпачок коллиматора; не касайтесь линзы выходным концом; при необходимости очистите линзы специальной бумагой для линз и спиртом.
5) Потеря мощности лазера может быть вызвана неправильной работой в соответствии с вышеуказанными спецификациями, на которые не распространяется гарантия.
Технические параметры портативного аппарата для лазерной сварки
| Модель | ||
| оптические характеристики | среда тестирования | |
| Номинальная выходная мощность (Вт) | 1000-2000 | |
| Рабочий режим | Непрерывный / модуляционный | |
| Пятно вывода | Кольцо поворотного двигателя, переменное многоточечное | |
| Диапазон регулирования мощности (%) | 10 ~ 100 | |
| Центральная длина волны (нм) | 1080 | Номинальная выходная мощность |
| Нестабильность выходной мощности | <3% | Номинальная выходная мощность; Время непрерывной работы: ≥ 5 часов; Рабочая температура: 25 ℃ |
| Частота модуляции (Гц) | 50 ~ 5к | Номинальная выходная мощность |
| Красный свет показывает выходную мощность (мВт) | 0.5 ~ 1 | |
| Оптические выходные характеристики выходной головки | ||
| Качество луча (BPP, мм • мрад) | <2 | Номинальная выходная мощность |
| Числовая апертура | 0,2 | |
| Диаметр сердцевины волокна ( мкм м) | 50 | 25、100、200 Дополнительно |
| Длина выходного волокна (м) | 10-15 | |
| Электрические свойства | |
| Рабочее напряжение | Трехфазная пятипроводная система 380 В ± 10% 、 50/60 Гц переменного тока |
| Максимальная потребляемая мощность (Вт) | 5000 |
| Режим управления | Гипертерминал / RS-232 / AD |
| Прочие особенности | |
| Размеры (Ш × В × Г) | |
| Масса (кг) | <300 |
| Диапазон рабочих температур (℃) | 10 ~ 40 |
| Диапазон влажности рабочей среды (%) | <70 |
| Температура хранения (℃) | -10 ~ 60 |
| Режим охлаждения | 水冷 |
Подготовка оборудования к работе
1) Настройка температуры воды в системе охлаждения:
- Летом (температура окружающей среды выше 30 ℃) 29 ± 0.5 ℃.
- Зимой (температура окружающей среды ниже 30 ℃) 25 ± 0,5 ℃.
2) Требования к охлаждающей жидкости:
В качестве охлаждающей воды используется очищенная вода, рекомендуется питьевая очищенная вода.
Чтобы предотвратить засорение трубы из-за роста плесени в воде чиллера, рекомендуется добавлять этанол при добавлении чистой воды, и объемная доля этанола составляет 10%.
Если температура окружающей среды оборудования составляет от -10 ℃ до 0 ℃, необходимо использовать 30% раствор этанола по объему и заменять его каждые два месяца.
Когда окружающая температура оборудования ниже -10 ℃, необходимо использовать двухсистемный (с функцией нагрева) чиллер и обеспечить непрерывную работу системы охлаждения.
Прочие требования к системе охлаждения:
Если лазер не используется в течение длительного времени, охлаждающую воду внутри системы охлаждения и лазера следует слить, в противном случае это приведет к необратимому повреждению лазерного оборудования.
| Установите температуру воды в системе охлаждения правильно в соответствии с температурой окружающей среды.Если установить слишком высокую температуру воды, лазер не будет работать нормально. Если установить слишком низкую температуру воды, в лазере или в выходной головке лазера будет образовываться конденсированная вода, что приведет к необратимому повреждению лазера. | |
| Перед запуском лазера система охлаждения должна нормально работать, а температура воды должна достичь соответствующей температуры. (летом: 29 ± 0,5 ℃; зимой: 25 ± 0,5 ℃) |
Меры предосторожности при установке
1) Оборудование должно быть размещено в правильном положении по горизонтали и при необходимости закреплено.
2) Перед включением оборудования проверьте, стабильно ли напряжение питания (220–380 В переменного тока ± 10%, 50/60 Гц) и в хорошем ли состоянии провод заземления.
3) Все линии электропередач и линии управления должны быть хорошо соединены в состоянии отсутствия электричества.
4) Подключите систему охлаждения к лазеру и выходной головке в соответствии с обозначениями входа и выхода воды.
5) Пожалуйста, проверьте выходную головку лазера и при необходимости очистите ее перед установкой в оборудование.Если на выходной головке обнаружена пыль, не продолжайте пока устанавливать и эксплуатировать лазер.
6) Не наступайте, не сжимайте и не перегибайте желтую / металлическую бронированную защитную гильзу во время установки перемычки, чтобы избежать повреждения оптического волокна.
7) В процессе установки и снятия обращайтесь с выходной головкой лазера осторожно и избегайте вибрации.
8) В процессе установки выходной головки перемычки окружающая среда должна быть чистой, в противном случае она может загрязнить выходную головку (когда жарко каждый день летом, не используйте электрический вентилятор для рассеивания тепла, чтобы избежать больших пыль в воздухе).
9) Минимальный радиус изгиба передающего волокна лазера не должен быть менее 20 см в нерабочих условиях, таких как транспортировка и хранение. В состоянии выхода лазера минимальный радиус изгиба должен быть не менее 30 см.
| Все линии управления лазером должны быть подключены в неэлектрифицированном состоянии. Заряженная установка линии управления может привести к повреждению лазера. | |
| Выходное волокно лазера должно быть помещено в естественное состояние, насколько это возможно, и запрещается скручивать выходное волокно. Если диаметр волокна слишком мал, выход лазера будет поврежден. | |
| В процессе установки и снятия обращайтесь с выходной головкой лазера осторожно и избегайте вибрации. Перед сборкой выходной головки лазера оптическая линза и полость режущей головки должны быть чистыми и свободными от загрязнений. Позаботьтесь о защитном колпачке выходной головки, чтобы предотвратить ее загрязнение; в противном случае защитный колпачок вызовет косвенное загрязнение выходной головки. |
(1) Три новых формы фасада и шесть форм факелов могут быть выбраны произвольно, чтобы удовлетворить требованиям различных факторов для внутренней и внешней угловой сварки, сварки плоских поверхностей и сварки под углом.
(2) Двойной маятник Qilin может регулировать плотность энергии по желанию и может эффективно сваривать в пределах от 0,2 до 5 мм.
| № | Модель | Преимущества |
| 1 | Пятно | Небольшое пятно, высокая энергия, подходит для сварки и резки с проплавлением. |
| 2 | Строка | Ширину можно регулировать, и толстая пластина может проникать до определенной степени. Он подходит для сварки внешних углов, сварки по индивидуальному заказу и сварки с подачей проволоки. |
| 3 | Круг | Диаметр можно регулировать, распределение плотности энергии равномерное, и преимущества очевидны при использовании высокочастотной сварки тонких листов. |
| 4 | Двойной O | Диаметр можно регулировать, основная функция — уменьшить полое пятно, сделать пятно больше и заставить пластину получать более равномерное световое излучение.Подходит для всех видов угловой сварки. |
| 5 | Треугольник | Регулируемая ширина, уменьшая полость, энергия трех сторон может полностью нагреть среднюю, левую и правую стороны пластины. При добавлении сварки с подачей проволоки частота может быть уменьшена, а точка сварки может иметь форму чешуи рыбы, что значительно лучше, чем при сварке с одним поворотом. |
| 6 | 8 стиль | На основе треугольника продолжайте увеличивать световое пятно, чтобы пластину можно было многократно нагревать, и ее можно было использовать при сварке большой ширины. |
- Состояние лазерной головки не отображается
Кабель двигателя X. Y может быть ослаблен, или питание на входе 15 В может быть прервано, или двигатель может быть поврежден
- Отсутствие индикации состояния проводимости или прерывистый свет во время сварки
Может случиться так, что сигнал проводимости не подключен или провод ослаблен и вставлен неплотно, а зажим «крокодил» не образует петлю с сигналом DT1.Прерывистый свет может быть из-за ослабленного медного сопла или ржавой пластины в процессе сварки, не проводящей с зажимом.
- Газ не регулируется
Кнопка газа на сенсорном экране не закрыта, или задержка подачи газа слишком велика, или положительный и отрицательный полюса газового клапана поменяны местами.
- Защитные линзы легко сжечь
Газ неочищенный или отсутствует давление воздуха, кольцо заглушки поддона повреждено, смещение красного индикатора слишком велико, на пластине есть масляные пятна и т. Д.
- Головка сварочной горелки перегрета
Это вызвано возгоранием защитной линзы, блокировкой циркуляционного водяного контура водоохладителя или слишком большим диаметром волокна лазера.
- Параметры сенсорного экрана не могут быть изменены
Это может быть из-за сильных статических помех или искажения программы на сенсорном экране, перезапустите программу, чтобы решить проблему
Техническое обслуживание и меры предосторожности- При чистке головки пистолета не протирайте ее водой или агрессивной жидкостью, а также не продувайте какую-либо часть головки пистолета с помощью пневматического пистолета или сильного ветра.
- При замене защитной линзы следите за тем, чтобы окружающая среда была чистой, выключите вентилятор или кондиционер, вовремя заклейте зазор корпуса пистолета липкой лентой при извлечении защитной линзы и не допускайте попадания пыли в пистолет. тело.
- Внутри головки сварочной горелки имеется несколько групп мощных хрупких отражающих линз. Категорически запрещается ударяться и падать при использовании сварочной головки.
- При использовании этого продукта вся машина должна быть заземлена, а заземляющий провод должен работать нормально. Соединение для лазерной сварки нельзя использовать на одной консоли с аппаратом для аргонно-дуговой сварки и нельзя использовать вместе с аппаратом для аргонно-дуговой сварки.
Предупреждение
Техническое обслуживание должно выполняться персоналом с сертификатом технического обслуживания.Когда питание подключено, в нижней части будет опасное напряжение, и необходимо соблюдать осторожность при измерении электроэнергии в сети.
Печатная плата не работает
- Индикатор платы не работает
- Не поврежден ли аварийный выключатель?
- Не закреплен ли предохранитель на плате?
- Печатная плата цилиндрическая 5 × 20
- Прозрачная стеклянная трубка с током 6А
Техобслуживание установки
- Каждый раз перед запуском агрегата проверяйте, вентилируется ли сетка фильтра водяной машины
- Сетка фильтра будет фильтровать пыль и волосы в воздухе, как показано на рисунке .
Пожалуйста, продувайте конденсатор на длительное время:
- Проверяйте уровень воды в резервуаре для воды перед запуском агрегата и своевременно пополняйте уровень воды
- Регулярно меняйте качество воды и меняйте воду через 62 дня, чтобы качество воды не ухудшалось.
- Из-за разницы температур между севером и югом региона погода на севере ниже 4–5 градусов или ниже. Если вам необходимо добавить внешнюю жидкость, разрешается использовать только этанол (технический спирт), а соотношение воды и спирта составляет 4: 1. Рекомендуется не выключать машину на ночь, чтобы избежать замерзания на водных путях, повреждения машины или растрескивания деталей. При повышении температуры воду необходимо слить и использовать повторно,
- Если долгое время не использовался, откройте слив резервуара для воды, чтобы слить воду
- Регулярно проверяйте напряжение источника питания, чтобы избежать повреждений, вызванных переключателем тока
Правила техники безопасности
- Перед первой установкой и включением внимательно проверьте правильность подключения и напряжения.
- Персонал несет ответственность за установку устройства.Неправильная установка может привести к утечке электрического тока, утечке воды или возгоранию. Если вам необходимо снять и переустановить устройство, обратитесь к профессиональному специалисту .
- Не включайте устройство, вытаскивая вилку из розетки через систему переключателей контроллера. Чрезмерный ток может привести к ожогу вилки и обрыву цепи, что может стать причиной личной опасности.
- Источник питания надежно подключен, изоляция проводов не повреждена. Ослабленные и оборванные провода могут вызвать поражение электрическим током, короткое замыкание или возгорание.
- Не допускайте попадания посторонних предметов в виде пальцев и костей в воздуховыпускное отверстие устройства, это может повредить устройство или нанести травму.
- Обеспечить вентиляцию во время работы установки
- Не ставьте и не кладите предметы на устройство
- Не прикасайтесь к устройству мокрыми руками, это может привести к поражению электрическим током
- Устройство должно быть хорошо заземлено.Заземляющий провод нельзя подключать к газовой трубе, водопроводу или телефонной линии. Авария электрическим током вызвана плохим заземлением
- Установка устройства защиты по току, без которого возможно поражение электрическим током
- При обнаружении ненормального явления (например, запаха гари) немедленно отключите электропитание и обратитесь в экономический отдел для поиска решений.
С развитием экономики и совершенствованием сварочной техники люди могут выбирать из множества методов сварки.
В отличие от традиционного сварочного оборудования, все больше и больше потребителей выбирают лазерный сварочный аппарат в современной обрабатывающей промышленности.
Так действительно ли лазерная сварка так хороша?
Чтобы помочь вам лучше понять характеристики этого продукта, я хотел бы представить разницу между лазерной сваркой и традиционной сваркой.
Может ли лазерная сварка заменить традиционную сварку?
Рассмотрим способы сварки отдельно.
Низкотемпературная сварка в традиционной сварке — это комплексный метод сварки, при котором припой нагревается пламенной горелкой и распределяется в зазоре свариваемого металла.
Обычно сварную реставрацию следует закладывать и предварительно нагревать
Этот метод громоздок и имеет недостатки, в том числе легкость деформации, разрушение паяных соединений, коррозию и т. Д.
В настоящее время используется редко.
Ручной режим работы аппарата для волоконной лазерной сварки — ручная сварка, гибкость и удобство, с большим расстоянием сварки.
Замените фиксированный световой тракт ручным сварочным пистолетом.
Ручной аппарат для волоконной лазерной сварки в основном используется для лазерной сварки деталей на большие расстояния и больших деталей.При сварке зона термического влияния небольшая, что не приведет к деформации изделия, почернению и появлению следов на обратной стороне.
Кроме того, глубина сварки большая, сварка прочная и плавление достаточное.
Нет углублений на выпуклой части растворенного материала и в матричной структуре пула раствора!
В чем разница между ручной сваркой и традиционной сваркой?
Первой характеристикой лазерной сварки является то, что деформация детали очень мала и почти нет зазора в стыках.
Отношение глубины к ширине высокое. При сварке устройств большой мощности отношение глубины к ширине составляет 5: 1, а максимальное — 10: 1.
Высокая прочность сварного шва, высокая скорость сварки, узкий сварной шов и хорошее состояние поверхности, что исключает необходимость очистки после сварки, внешний вид более красив, чем при традиционной сварке.
Лазерная сварка позволяет сваривать недоступные детали. Он обладает большой гибкостью для выполнения бесконтактной удаленной сварки, но лазерная сварка может использоваться только для тонких листов, проплавления процесса лазерной сварки недостаточно, а шасси и рама не могут быть сварены.
Эта точка может быть достигнута точечной сваркой, но при сварке точечной сварки необходимо сложить две тонкие пластины вместе, и будет 15-миллиметровое слоистое покрытие, которое не только влияет на внешний вид, но и увеличивает вес автомобиля.
Лазерная сварка, безусловно, является самой передовой технологией сварки кузовов в настоящее время, но лазерную сварку невозможно использовать для всего автомобиля.
- Лазерная сварка — это бесконтактная сварка, рабочий процесс не требует давления, скорость сварки высокая, эффективность высокая, глубина большая, остаточное напряжение и деформация небольшие, можно сваривать при комнатной температуре или ниже особые условия (например, замкнутое пространство), сварочное оборудование простое, не производит рентгеновское излучение.
- Его можно использовать для сварки тугоплавких материалов, таких как металлы с высокой температурой плавления, и даже неметаллических материалов, таких как керамика и оргстекло. Он имеет хороший эффект и большую гибкость при сварке материалов специальной формы. Его можно использовать для бесконтактной сварки на большие расстояния труднодоступных частей.
- Небольшое пятно можно получить, сфокусировав лазерный луч. Поскольку на него не влияет магнитное поле и его можно точно позиционировать, его можно использовать для микросварки, которая подходит для сборочной сварки микро- и малых деталей в массовом автоматическом производстве.
- В лазерном луче легко реализовать разделение луча в зависимости от времени и пространства, и он может передавать лазерный луч на несколько рабочих станций с помощью устройства переключения. Таким образом, можно выполнять многолучевую одновременную обработку и обработку на нескольких рабочих станциях, что обеспечивает условия для более точной сварки.
- Поскольку лазерная сварка является бесконтактной обработкой, нет проблем с потерей и заменой инструмента. В то же время нет необходимости использовать электроды, поэтому можно не беспокоиться о загрязнении или повреждении электродов.С помощью автоматизации легко выполнять высокоскоростную сварку, ею также можно управлять с помощью цифрового или компьютерного управления.
- Техническое требование заключается в том, что если у вас есть базовые знания компьютера, это могут делать обычные сотрудники. В отличие от традиционного сварочного аппарата, вам понадобится мастер с большим опытом эксплуатации и хорошей технологией. Чтобы еще раз сэкономить относительную часть затрат предприятия.
Может ли лазерная сварка заменить традиционную сварку?
Ответ — да.
Лазерная сварка имеет больше преимуществ, чем следующие три характеристики.
- Высокая скорость сварки
- Соответствует требованиям массового производства
- Отвечает требованиям непрерывного производства
Это в 2-10 раз быстрее, чем при традиционной сварке, и машина может сэкономить не менее 2 сварщиков в год.
Нет технических требований, обычные работники могут работать, простое управление, легкое понимание. Красивое изделие можно сварить и без учителя.
Сварочная заготовка плоская, гладкая, красивая, не требует шлифовки, полировки или простой обработки. Это просто упрощает полировку, экономит время и деньги.
Ручной лазерный сварочный аппарат и аргонодуговая сваркаПроцесс сварки разнородных деталей:
Аргонодуговая сварка: это метод точечной сварки, также известный как точечная сварка. При точечной сварке заготовки образуется сварочный шрам и нахлест.Тепловой эффект очень большой, и постобработку обязательно нужно отполировать, иначе останется рубец. Требуется вспомогательная сварочная проволока.
Ручная лазерная сварка: непрерывный лазерный свет, потому что лазер не контактирует с самой заготовкой, использование высокотемпературного света мгновенно расплавляет металл, образует расплавленную ванну, при этом газ равномерно заполняет сварной шов и стереотипы охлаждения. Горячий или холодный моментально, с очень небольшим тепловым эффектом, почти не имеет теплового эффекта, красивый сварной шов, без сварочных шрамов.Позже, по желанию заказчика, сварочная часть может использоваться напрямую без шлифовки
Сварка квадратной трубы из нержавеющей стали
Требования к толщине:
Тонкие пластины нельзя сваривать аргонодуговой сваркой. Он обладает большим тепловым эффектом и не сваривает листы толщиной менее 1 мм.
Ручная лазерная сварка подходит для сварки тонких листов толщиной до 3 мм. А метод аргонно-дуговой сварки следует выбирать, если толщина листового металла превышает 4 мм.
Соответствующий процесс и функция
Аргонодуговая сварка: подходит для ребер жесткости или крепежа, таких как сварка 4 мм + пластины или трубы, корпуса станины. Если он не требует аккуратности и красоты, только для армирования и несения, то достоинств у него достаточно. На нем всегда можно точечить, сложить толщину, укрепить саму заготовку, а на красоту не нужно обращать внимание. Добавленная стоимость продукта также отличается от этого. В этом случае нет необходимости выбирать лазерную сварку.
Ручная лазерная сварка: подходит для деталей, требующих красивого внешнего вида, опорных и конструктивных элементов.
При отсутствии или неправильной сварке
Аргонодуговая сварка: повторить точечную сварку исходной сварочной детали, будет ямка, точка — ямка. На более позднем этапе, если сварка плохая и не подлежит ремонту, чем больше ремонтируется место, тем легче его разрушить. Стоимость крупногабаритных деталей очень высока.Если это металлолом, то стоимость очень высока.
Ручная лазерная сварка: можно отремонтировать сварку, и слово можно сварить гибким. Вы также можете заполнить сварочную проволоку в соответствии с потребностями и немного отполировать ее позже.
сварка присадочной проволокой
Тепловые эффекты
Аргонодуговая сварка: тепловое воздействие велико, тепловыделение медленное, место сварки металлической части все красное, очень горячее.
Ручная лазерная сварка: без теплового воздействия, быстрое рассеивание тепла.
Мобильная гибкость
Аргонодуговая сварка: длина 3 метра, за моторным отсеком (корпусом горелки), который нелегко переместить.
Ручная лазерная сварка: длина 5-20 м, легко перемещается.
Фактор риска
Аргонодуговая сварка: большая искра, легко разбрызгивается на тело и лицо
Ручная лазерная сварка: без искры, очки для защиты от лазера.
Требования к работникам
Ручная лазерная сварка: простое управление, 3 часа обучения позволяют приступить к сварке изделий.Обычные рабочие просты в использовании.
Сравнение эффективности
Ручная лазерная сварка в 10 раз быстрее, чем аргонодуговая сварка.
Сварочная нагрузка или растяжение
В сочетании с толщиной и мощностью сварки, разная мощность, соответствующая толщине, может обеспечить полную сварку, полное проплавление заготовки.
Место сварки проплавлением будет более твердым, чем сам материал, потому что после нагрева он будет срезан, а после второго нагрева и ковки он станет более твердым и износостойким.
Клиенты могут изготовить образцы для проведения собственных испытаний на растяжение, возможно, место сварки не сломано, сначала не сломано место сварки.
Ручной лазерный сварочный аппарат с поворотной головкой
Температура сварки
Максимальная температура сварки может достигать 4000 ℃, то есть нагрев и охлаждение мгновенно регулируются, а тепловой эффект невелик.
Односторонняя сварка и двусторонняя сварка
Как правило, прочность при односторонней сварке не так хороша, как при двусторонней сварке.Поверхность при двусторонней сварке нагревается более равномерно и выглядит лучше, с меньшим тепловым эффектом и минимальной деформацией.
Односторонняя сварка, погоня за красотой или погоня за твердостью, если вы хотите сделать ее твердой, вам нужно замедлить сварку, тогда нагрев будет немного больше, а тепловой эффект будет сильнее.
Ручное управление и ежедневное обслуживание ручного аппарата для лазерной сварки- Ручной машинист лазерной сварки должен пройти профессиональную подготовку, уметь пользоваться световыми индикаторами и кнопками системы, а также иметь базовые знания об оборудовании;
- Перед эксплуатацией ручного лазерного сварочного аппарата рабочие кабели обнаружения и провода не должны быть повреждены и оголены; категорически запрещается класть предметы и инструменты на корпус робота, внешний вал, станцию очистки пистолета и охладитель воды;
- Категорически запрещается размещать жидкие, легковоспламеняющиеся предметы.Температура в операционной не должна превышать 25 ℃, и не должно быть утечек.
- 4. Регулярно проводите тестирование.
- Поскольку сварочный аппарат имеет принудительное воздушное охлаждение, пыль может легко вдыхаться и накапливаться в аппарате. Таким образом, вы можете использовать чистый и сухой сжатый воздух для регулярной очистки пыли внутри сварочного аппарата.
- Регулярно проверяйте электрические части силовой проводки.
- При ежегодном техническом обслуживании и осмотре следует проводить замену дефектных деталей, ремонт оболочки и усиление частей с повреждениями изоляции.
- Регулярно проверяйте и заменяйте токопроводящую насадку
- Регулярно очищайте и заменяйте пружинный шланг
- Проверка изоляционных колец
Регулярное техническое обслуживание и осмотр, описанные выше, могут снизить вероятность сбоев сварки. Хотя это требует времени и энергии, это может продлить срок службы сварочного аппарата, повысить эффективность работы, обеспечить производительность сварочного аппарата и повысить безопасность.
Кроме того, в процессе использования ручного лазерного сварочного аппарата нельзя игнорировать меры безопасности.
Поделиться — это забота!
Как выполнять вертикальную сварку — штаб-квартира
Сварочные работы на верфях, строительных зданиях, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют, чтобы сварщики сваривали массивные металлические конструкции в вертикальном положении. Такое огромное оборудование сложнее переместить и для удобства положить горизонтально. Если вы хотите узнать больше о , как сваривать вертикальный , продолжайте читать.
Вертикальное сварочное положение
Когда вы складываете две детали вместе так, чтобы один конец был обращен вниз к земле, а другой — к небу, это называется вертикальным или вертикальным положением сварки. Сварка в таких положениях требует навыков и опыта.
На строительных площадках обычно требуется соединить два металлических куска вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих применениях должен быть надежным и надежным, спрос на квалифицированных сварщиков постоянно растет.
Наиболее часто используемая процедура в строительстве — это сварка штучной сваркой или дуговая сварка металлическим электродом в защитных оболочках.
Направления сварки
При вертикальной сварке существует два основных движения горелки.
- Вертикально вверх
- Вертикально вниз
Хотя эти два термина говорят сами за себя, вот краткое описание обоих.
Вертикально вверх
При сварке с использованием вертикального движения вверх воспринимайте это как строительство кирпичной стены, в которой вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх.В этой технике вы начинаете сваривать снизу и медленно продвигаетесь вверх, создавая надежную опору для вашего сустава.
Это медленный процесс, требующий терпения. Сварщик двигается шаг за шагом, одновременно борясь с гравитацией. Каждая секция служит основанием для следующей и называется полкой.
Профессиональный совет : Убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого электрода. Это приведет к образованию лужи, которая замерзнет, пока вы будете готовить следующую полку.
Вы также можете использовать зигзаг или плетение, когда поднимаете заготовку. Сосредоточьтесь на сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы дать ей достаточно остыть, чтобы гарантировать отсутствие прожога. Это также гарантирует, что расплавленный металл не упадет на ноги сварщика.
Для лучшего проплавления держите электрод немного вверх по склону и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на соединение, которое вы делаете.Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз — это, по сути, то же движение — только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону. Вы должны всегда опережать шлак. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прожига.
Профессиональный наконечник : Используйте стержень для быстрой заморозки, так как он упрощает весь процесс.В противном случае вы можете получить много шлака и перекрытия металла сварных швов, что приведет к некрасивым швам. Убедитесь, что вы не делаете паузу, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщикивыбирают вертикальное движение вверх почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используется дуговая сварка в среде защитного газа.
Сварка стержневой сваркой для стоек
Это процедура дуговой сварки, с помощью которой можно соединить две детали вместе с давлением или без него, а также с дополнительным присадочным металлом или без него. Вы можете использовать этот процесс, чтобы соединить вместе множество разных металлов, при условии, что они являются проводниками тепла.
На протяжении многих лет сварка штучной сваркой была самым популярным методом практически для всех сварочных работ. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для работы с более толстыми металлами.Он также может нагреваться через ржавчину и грязь, поэтому его предпочитают при выполнении большинства ремонтных и строительных работ.
Ручная сварка идеально подходит для работы на сквозняках и вне помещений. Он невероятно хорошо работает практически со всеми сплавами и материалами. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и постоянного тока, и он оказывается более экономичным, чем другие сварочные процедуры.
Несмотря на свои преимущества, существенным недостатком сварки штангой является то, что ее использование в некоторой степени ограничивается листами не тоньше 18-го калибра.Поскольку он обеспечивает высокую температуру нагрева и отличное проникновение материала, он идеально подходит для использования только с толстыми металлами. В противном случае вы можете прожечь заготовку.
Его следует использовать для плавления металла толщиной 1/16 дюйма или более. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки необходимо учитывать область применения, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных стыков.
Металлический инертный газ для стоек
СваркаMIG, вероятно, одна из самых простых в использовании для большинства стыков.Этому невероятно легко научиться, и большинству любителей легко выполнить сварку MIG. Однако использование этого процесса для вертикальных суставов требует навыков.
ВMIG используется электрическая дуга и присадочная проволока, которая плавится и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, поскольку здесь сила тяжести помогает процессу. Однако для более толстых металлов это не лучшая идея. Шлак остается сконцентрированным в середине, что снижает проникновение материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх. В этом методе они в конечном итоге движутся против силы тяжести, что затрудняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому V-образному движению.
Перевернутая буква V позволяет сваривать по длине две соединяемые детали. Он решает проблему образования шлака и обеспечивает идеальное проникновение сварочного шва для присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании метода перевернутой буквы V.
Мы не рекомендуем использовать MIG для вертикальных или потолочных работ, так как при этом образуется значительное количество шлака. Однако если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, который подходит для использования с различными материалами.
Вольфрамовый инертный газ для стоек
Сварка TIG подходит для большего количества металлов, чем любая другая сварочная техника. В нем используется неплавящийся вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную.Он создает минимальное количество искр или брызг и снижает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG необходимо очистить заготовку перед началом процесса сварки. С чистой заготовкой у вас будет лучший контроль над сварным швом, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG — это рекомендуемая процедура для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- Метод замочной скважины — В этом процессе вы нагреваете две детали до тех пор, пока в середине не образуется зазор, и заполняете его присадочной проволокой.Этот процесс обеспечивает отличное проплавление сварных швов и создание прочных соединений.
- Метод «Вверх-вниз» — Движение вверх-вниз — еще один способ более эффективного размещения присадочного металла. Это гарантирует отсутствие шлака и перемещение ванны расплава и ее регулировку по мере продвижения.
- Метод строчки — Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
TIG подходит практически для всех применений и во всех положениях.Убедитесь, что вы используете чистый аргон в качестве защитного газа, чтобы защитить заготовку от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете невероятно контролировать сварной шов, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемый процесс для вертикального положения — это сварка стержнем. Его проще всего использовать на свежем воздухе, поскольку при этом не требуется защитный газ. Обеспечение идеального газового покрытия в ветреную погоду становится трудным.И MIG, и TIG предполагают использование защитного газа, что делает их не столь идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку штангой.
1. Выберите подходящий электрод
Сварка в вертикальном положении требует от вас борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам гарантировать, что полученный шов будет наилучшим из возможных.
При выборе электрода для сварки вертикально вверх рекомендуется выбирать электрод с низким содержанием порошка железа.Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим количеством порошка железа схватывается быстрее и не будет стекать и не выделять шлак.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте узор плетения. Для 6010 мы предлагаем вам использовать технику взбивания или штабелирования, при которой вы периодически вытаскиваете стержень из сварочной ванны.
При движении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности.Вытеснение расплавленного металла является предпосылкой успеха при сварке вертикально вниз.
2. Создание сварных полок
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать движение вертикально вверх. Это сложно и требует много времени, но дает наилучшие результаты. Чтобы облегчить процесс, можно сделать полки под приварку.
Приварная полка — это когда вы соединяете одну часть детали, а затем переходите к следующей. Резервуар для первого сварного шва действует как сварочная полка для следующего участка.В идеале вы должны попытаться ограничить бассейн размером в 1,5 или два раза больше, чем размер используемого электрода. Он обеспечивает наилучшее проникновение сварного шва.
При использовании электрода 7018 следует выбрать технику плетения. Результат будет похож на шахматную доску. При использовании электрода 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть так, как будто фишки для покера размещены рядом друг с другом.
3. Настройки низкого тока и мощности
Распространенная ошибка, которую вы можете в конечном итоге сделать, — это использование настроек высокой мощности, что может привести к множеству проблем, включая подрезку.Вы можете легко избежать проблемы, снизив силу тока и замедлив весь процесс. Это уменьшает размер пула и усиливает контроль над его внешним видом.
Аналогичным образом, чтобы дать расплавленной луже замерзнуть, следует уменьшить значение силы тока. Это также поможет вам лучше контролировать ситуацию.
4. Безопасность прежде всего
Во всех процедурах сварки сварщик всегда должен соблюдать стандартные правила техники безопасности. Однако им необходимо проявлять особую осторожность при выполнении сварных швов вне положения, как в вертикальном, так и в потолочном положении.
- Используйте шлем автозатемнения — Использование превосходного шлема автозатемнения особенно важно при сварке. При сварных швах в нестабильном положении работа требует от вас бдительности и постоянного контроля за расплавленной ванной, чтобы убедиться в отсутствии сбоев. Вы не можете позволить себе менять объектив посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем наилучшего качества для защиты вашего зрения.
- Защитные очки — При сварке палкой образуется значительное количество брызг.Наличие съемных защитных очков в дополнение к шлему может показаться немного лишним, но это для вашей безопасности. Кроме того, легче снять очки и почистить их, чем снять шлем.
- Сапоги со стальным носком — Для получения идеального сварного шва шлак должен стекать, прежде чем вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги серьезно рискуют получить травму. Ботинки со стальным носком — обязательное защитное снаряжение. В противном случае вы можете обжечь ноги.
- Огнестойкие перчатки — При сварке вертикальным стержнем мы рекомендуем носить огнестойкие перчатки, закрывающие до локтей. Они должны быть устойчивы к возгоранию, поскольку для оптимального проплавления необходимо поддерживать короткую дугу при сварке штучной сваркой. Добавьте к этому брызги, и ваши руки могут получить серьезные ожоги.
- Огнестойкий комбинезон — К одежде применима та же концепция, что и к перчаткам. Тепло в сочетании с брызгами создает опасность.Вы должны быть многослойными и носить одежду с длинными рукавами, защищенную огнестойким комбинезоном.
5. Задокументируйте настройки сварщика
У опытных сварщиков есть несколько настроек под рукой в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для вертикальных шарниров, в зависимости от материала, толщины, настроек силы тока, входного тока и т. Д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы проверять различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Связанные вопросы
Какое положение сварного шва легче сваривать?
Существует четыре основных положения: плоское, горизонтальное, потолочное и вертикальное. Наиболее распространенными видами сварных швов являются угловые и пазовые. Вы можете встретить их практически во всех типах позиций. Из всех четырех плоскостей легче всего сваривать.
В плоском стыке фактическая поверхность сварного шва находится в почти горизонтальном положении. Передняя часть металла плоская, и ваш фонарик будет двигаться в горизонтальном направлении, что делает его наиболее доступным для соединения стыком.Все остальные положения представляют собой сварные швы вне положения, что требует от вас немного большего внимания к ванне расплава и применения методов, обеспечивающих максимально чистый сварной шов.
Вы толкаете или тянете при сварке?
При сварке штучной сваркой правило относительно простое. Если образуется шлак, используйте перетаскивание. Если не образует шлаков, то вы проталкиваете проволоку. При вертикальной сварке штангой почти все методы сварки образуют шлак, поэтому вы всегда будете использовать тянущее движение, чтобы направить ванну расплава на место.
Какая сварка самая тяжелая?
Вольфрамовый инертный газ — наиболее сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому процессу труднее научиться и требует значительной практики, прежде чем сварщик сможет эффективно использовать процесс. Это также относительно дороже, чем другие. Сварка палкой — самый дешевый метод, который следует учитывать при сварке в вертикальном положении.