Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Тоже интересные статьи
electricavdome.ru
Как без специального флюса паять алюминий на века

Поверхность алюминия покрыта оксидной пленкой, которая мешает при его пайке. Даже если припой и прилипает, то под нагрузкой все отваливается. Частично проблема решается применением специализированных флюсов и припоев, но есть и более простой способ, являющийся в разы надежней. При этом паять можно самым обычным недорогим припоем ПОС-61.

Материалы и инструменты:
- мощный паяльник 60 Вт или больше;
- припой;
- машинное масло;
- флюс.
Лужение и пайка алюминия
На алюминиевую поверхность наносится пара капель машинного масла. Его качества и свойства не имеют значения. Оно может быть синтетическим, полусинтетическим, минеральным, подойдет даже подсолнечное.
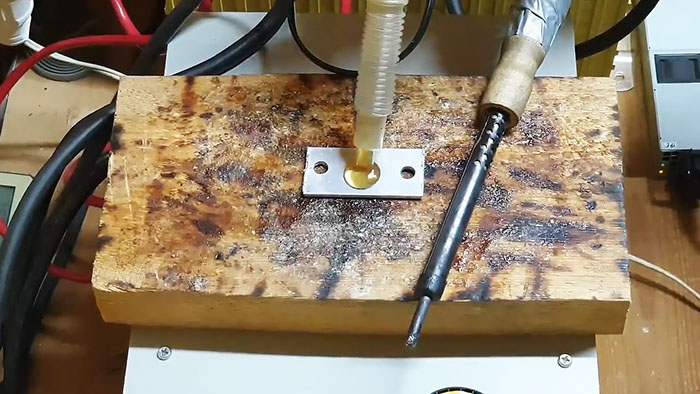
Далее жало паяльника опускается прямо в масло, упираясь в алюминиевую поверхность. Затем к нему прикладывается припой и наплавляется в нужном количестве. Все это сопровождается горелым запахом, поэтому лучше работать с включенной вытяжкой или на свежем воздухе.
Жало паяльника нужно удерживать пока алюминиевая деталь не разогреется. После этого можно начать лужение, но только по той области, которая находится под маслом. Следует двигать жалом вперед назад, как бы втирая припой в поверхность. Это позволяет убрать оксидную пленку и создает микроцарапины для лучшей адгезии олова. При этом новое окисление под маслом не происходит, так как нет доступа воздуха.
Если деталь перегревается, можно делать перерывы, чтобы она остывала. Чем дольше так лудить, тем крепче будет держаться припой. В среднем лужение займет 1-2 мин. Нужно добиться, чтобы припой полностью растекся на необходимую площадь. Поначалу он будет собираться в шарик, но через минуту другую равномерно распространиться по заготовке.
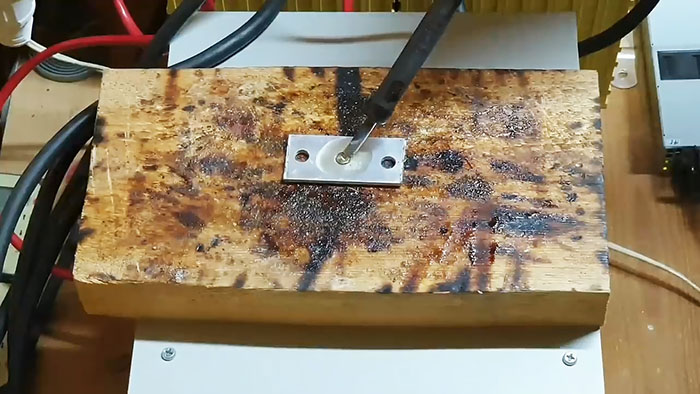
После лужения алюминия подготавливается провод. Его также нужно залудить. Если он сделан из меди, то сначала наносится обычный флюс, потом все щедро лудится оловом. Лучше сразу нанести побольше припоя.

Далее залуженный провод прикладывается к облуженной алюминиевой поверхности. Сверху упирается жало паяльника и детали разогреваются. Как только олово в точке прикосновения расплавляется, жало сдвигается дальше. Если местами не хватает припоя, его нужно добавить.
Чем крупнее заготовка, тем дольше ее разогревать, поэтому в таких случаях имеется смысл применять паяльник помощнее. После пайки детали откладываются до естественного остывания. Остатки масла стираются спиртом, если оно не помешает, то можно оставить и так.

Предлагаемый способ позволяет припаяться к алюминию намертво. Оторвать провод практически невозможно, скорее порвется его жила, чем произойдет рассоединение по пайке.


Конечно, данным методом скоростная пайка не получится, но это специфика алюминия. В домашних условиях сделать соединение быстрее и столь же качественно другим способом не получится. При этом не нужно покупать специальный флюс. Если нет под рукой машинного, то можно обойтись и растительным маслом, что тоже плюс.
Смотрите видео
sdelaysam-svoimirukami.ru
алюминиевые припои и флюсы, паяльник или газовая горелка
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
 Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
 С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.
Активные флюсы
 Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
 Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
 Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.
Припои для пайки
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
 Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
 Обезжиривание места пайки.
Обезжиривание места пайки.- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.
Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
 Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
 Кусочек канифоли и металлические опилки помещают на место будущей пайки.
Кусочек канифоли и металлические опилки помещают на место будущей пайки.- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.
Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
 Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
obrabotkametalla.info
Пайка алюминия в домашних условиях, используя олово и обычный паяльник
 Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Определение сплава изделия
 Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
 Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Процесс пайки алюминия
Подготовка изделия
 До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
 Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
 После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности. Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Есть много видео в сети на YouTube. Вот инструкция для проведения успешной пайки алюминия.
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
instrument.guru
особенности процесса, разновидности флюса и припоев, как запаять трубу
 Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
 Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
 Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
 Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
 На кирпичные крошки высыпается большое количество сухой канифоли.
На кирпичные крошки высыпается большое количество сухой канифоли.- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
 Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
220v.guru
Пайка алюминиевых проводов газовой горелкой и пальником, механическая зачистка и обработка флюсом
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
 Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
 Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
 Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.

Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
 Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
svaring.com
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org