Сварочный выпрямитель что это такое
Назначение сварочного выпрямителя сводится к тому, чтобы модулировать ток, исходящий от бытовой сети. На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
Это основное отличие между сварочными аппаратами переменного и постоянного тока. Дополнительно (помимо выпрямителей) устройства оснащают конденсаторами и полупроводниковыми фильтрами, призванные нивелировать импульсы постоянного тока и сделать его равномерным. В соответствии с требованиями технологии выполнения сварочных работ применение выпрямителей целесообразней нежели трансформаторов. В этом случае более стабильной является дуга, а металл разбрызгивается намного меньше.
СОДЕРЖАНИЕ
- Что такое сварочный выпрямитель
- Устройство и принцип работы сварочного выпрямителя
- Использование сварочных выпрямителей
- Основные типы сварочных выпрямителей
- Преимущества и недостатки
- Основные неисправности и обслуживание сварочных аппаратов
Что такое сварочный выпрямитель
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
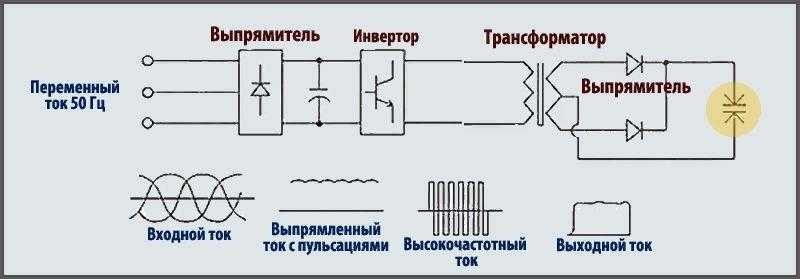
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
- трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
- блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
- регуляторов частотности и силы тока;
- накопителей – сглаживают импульсы.
Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде. При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
- тугоплавких вольфрамовых электродов;
- легкоплавных угольных расходников;
- насадок автоматов и полуавтоматов.
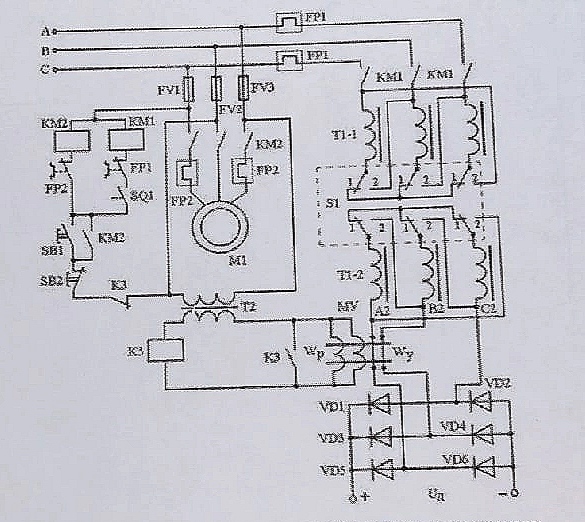
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем.
 Используется индукционная катушка, исключающая резкие перепады напряжения;
Используется индукционная катушка, исключающая резкие перепады напряжения; - тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы.
 Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный. - Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Читайте также: Типы электродов для ручной дуговой сварки
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала.
 Экономия становится тем ощутимее, чем больше объем выполненной работы.
Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан.
 Требуется перепайка схемы.
Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев.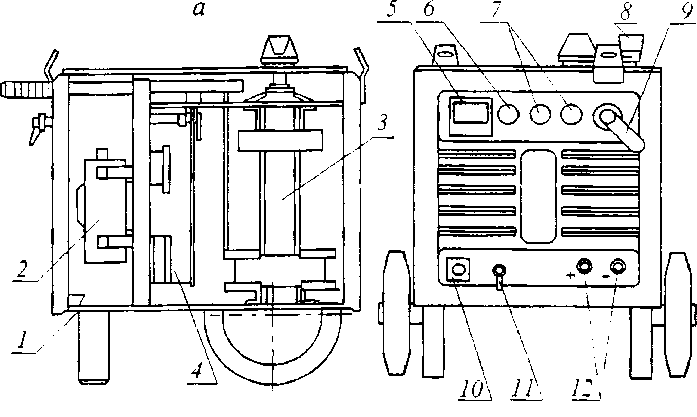 Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Что такое сварочный выпрямитель. Устройство, принцип работы, виды
Оцените, пожалуйста, статью
12345
Всего оценок: 7, Средняя: 3
Сварочный выпрямитель что это такое
Назначение сварочного выпрямителя сводится к тому, чтобы модулировать ток, исходящий от бытовой сети. На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
Это основное отличие между сварочными аппаратами переменного и постоянного тока. Дополнительно (помимо выпрямителей) устройства оснащают конденсаторами и полупроводниковыми фильтрами, призванные нивелировать импульсы постоянного тока и сделать его равномерным. В соответствии с требованиями технологии выполнения сварочных работ применение выпрямителей целесообразней нежели трансформаторов. В этом случае более стабильной является дуга, а металл разбрызгивается намного меньше.
СОДЕРЖАНИЕ
- Что такое сварочный выпрямитель
- Устройство и принцип работы сварочного выпрямителя
- Использование сварочных выпрямителей
- Основные типы сварочных выпрямителей
- Преимущества и недостатки
- Основные неисправности и обслуживание сварочных аппаратов
Что такое сварочный выпрямитель
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
- трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется.
 В результате снижается силовая нагрузка;
В результате снижается силовая нагрузка; - блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
- регуляторов частотности и силы тока;
- накопителей – сглаживают импульсы.
Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде. При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых. Они накладываются друг на друга, образуя постоянное напряжение.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
- тугоплавких вольфрамовых электродов;
- легкоплавных угольных расходников;
- насадок автоматов и полуавтоматов.
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор.
 Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.

- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Читайте также: Типы электродов для ручной дуговой сварки
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава.
 Благодаря этому снижается вероятность травматизма среди сварщиков;
Благодаря этому снижается вероятность травматизма среди сварщиков; - стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются».
 Необходима замена вилки;
Необходима замена вилки; - нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются».
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.

- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Что такое сварочный выпрямитель. Устройство, принцип работы, виды
Оцените, пожалуйста, статью
12345
Всего оценок: 7, Средняя: 3
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки — Новости
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки
Основная конструкция, принцип работы и основные характеристики тиристорного выпрямителя для дуговой сварки
1. Тиристорный выпрямитель для дуговой сварки
Тиристорный выпрямитель для дуговой сварки
Тиристор также называют тиристором. Он имеет преимущества небольшого размера, легкого веса, высокой эффективности, быстрого действия, простоты обслуживания и длительного срока службы. В начале 1960-х годов в источниках питания для дуговой сварки стали применяться тиристорные выпрямители, то есть тиристорные выпрямители для дуговой сварки. В этом типе источника питания для дуговой сварки, помимо функции выпрямителя, тиристор также имеет возможность управлять включением и выключением питания и регулировать выпрямленное напряжение. Поэтому электромагнитные выключатели и реакторы насыщения больше не нужны, а конструкция упрощается. Поскольку тиристорный выпрямитель для дуговой сварки обладает такими преимуществами, как хорошая регулировка, хорошие динамические характеристики, энергосбережение, малый вес и т. д., он постепенно заменяет источники питания для дуговой сварки постоянным током, такие как выпрямители для дуговой сварки с магнитным усилителем, и стал наиболее распространенным. приложение в Заводы по производству бесшовных труб из нержавеющей стали . Один из видов.
приложение в Заводы по производству бесшовных труб из нержавеющей стали . Один из видов.
(1) Основная конструкция и принцип работы тиристорного выпрямителя для дуговой сварки
①Основная конструкция. Структура схемы тиристорного выпрямителя для дуговой сварки в основном состоит из основной цепи и цепи управления.
Главная цепь включает трехфазный главный трансформатор, тиристорную группу, устройство поддержания дуги малого тока и реактор. Среди них трехфазный главный трансформатор используется для снижения напряжения и увеличения тока. Как правило, используются Y/D, Y/Y, D/Y и другие способы подключения; тиристорная группа используется для выпрямления и регулирования мощности. Как правило, его можно подключить к полуторному трехфазному мосту. Схема управления, трехфазная мостовая полностью управляемая схема или двухреверсивная звездообразная шестифазная схема однополупериодного выпрямителя со сбалансированным реактором; Устройство поддержания дуги с малым током используется для решения проблемы нестабильности дуги, вызванной прерывистой формой волны выходного тока, особенно при сварке. Когда параметры процесса малы, дуга нестабильна из-за прерывистости формы волны сварки; реактор постоянного тока используется для фильтрации и улучшения динамических характеристик и может использовать ленточные, вогнутые или дырчатые железные сердечники.
Когда параметры процесса малы, дуга нестабильна из-за прерывистости формы волны сварки; реактор постоянного тока используется для фильтрации и улучшения динамических характеристик и может использовать ленточные, вогнутые или дырчатые железные сердечники.
Контур управления включает в себя цепь запуска, напряжение, ток и цепь обратной связи (т. е. цепь обнаружения), заданную цепь и цепь сравнения и т. д. Чтобы обеспечить качество сварки, Заводы по производству бесшовных труб из нержавеющей стали часто добавляют приращение тока и цепи ослабления тока в контуре управления. Основной функцией триггерной схемы является управление включением и выключением тиристора через триггерный импульс для регулировки параметров процесса сварки и управления внешними характеристиками источника питания; цепь обратной связи представляет собой систему обратной связи по току и напряжению, используемую для получения приведенных внешних характеристик; Затухание тока Функция контура увеличения суммарного тока заключается в постепенном уменьшении сварочного тока до нуля при гашении дуги и предотвращении образования кратерных трещин. В начале всепозиционной сварки трубопровода сварочный ток увеличивают до достижения удовлетворительной формы в конце и конце сварного шва.
В начале всепозиционной сварки трубопровода сварочный ток увеличивают до достижения удовлетворительной формы в конце и конце сварного шва.
②Принцип работы. Напряжение трехфазной сети промышленной частоты падает до нескольких десятков вольт после преобразования трехфазного главного трансформатора, а выпрямитель и регулятор мощности тиристорной группы, а также фильтр реактора постоянного тока обеспечивают плавную форму сварочного тока на выходе .
Группа тиристоров большой мощности управляется триггерной схемой. Фазовый сдвиг триггерного импульса может изменять величину угла проводимости тиристора +. Если угол проводимости тиристора большой, выходной сварочный ток (напряжение) также велик, а угол проводимости тиристора мал, то выходной сварочный ток (напряжение) также мал.
Что касается внешних характеристик источника питания, тиристорный выпрямитель для дуговой сварки использует сигнал обратной связи по напряжению и току для сравнения с заданным напряжением и заданным током, а также путем изменения фазового угла пускового импульса для управления углом проводимости тиристорной группы, чтобы получить требуемые внешние характеристики. Падающая внешняя характеристика ручной дуговой сварки предназначена для определения наклона падающей внешней характеристики путем пропорциональной регулировки напряжения и сигнала обратной связи и сигнала обратной связи по мощности. Если изменить соотношение двух сигналов, можно изменить наклон характеристики падения, чтобы реализовать регулировку параметров процесса сварки.
Падающая внешняя характеристика ручной дуговой сварки предназначена для определения наклона падающей внешней характеристики путем пропорциональной регулировки напряжения и сигнала обратной связи и сигнала обратной связи по мощности. Если изменить соотношение двух сигналов, можно изменить наклон характеристики падения, чтобы реализовать регулировку параметров процесса сварки.
Динамические характеристики выпрямителя для тиристорной дуговой сварки грубо регулируются и контролируются производителем бесшовных труб из нержавеющей стали путем изменения значения индуктивности реактора постоянного тока.
(2) Основные характеристики тиристорного выпрямителя для дуговой сварки
① Простая конструкция. Поскольку тиристорная группа может использоваться в качестве регулятора выпрямителя и бесконтактного переключателя, электромагнитные переключатели и насыщенные реакторы исключены, поэтому конструкция упрощается, уменьшается объем и уменьшается вес.
②Хорошая эффективность управления. Выходом выпрямителя можно управлять с небольшой мощностью триггера, электромагнитная инерция мала, и им легко управлять. Для получения различных форм внешних характеристических кривых можно использовать различные методы обратной связи.
③Хорошие динамические характеристики. Скорость отклика быстрая. Из-за управления электронной схемой внутренняя индуктивность мала, а электромагнитная инерция мала, поэтому процесс динамического перехода очень быстрый, и дугу легко контролировать различными способами.
④Энергосбережение. Благодаря низкому напряжению холостого хода, высокому КПД, высокому коэффициенту мощности, малой входной мощности и отсутствию механических потерь он экономит энергию.
⑤Шум небольшой. Благодаря отсутствию вращающихся частей шум значительно снижается.
Вопросы на повторение
1. Объясните термин: внешние характеристики источника питания дуговой сварки, рабочая точка горения дуги.
2. Какие требования к внешним характеристикам источника питания для дуговой сварки 7
3. Какое напряжение холостого хода источника питания для дуговой сварки?
4. Каково максимальное напряжение холостого хода трансформаторов и выпрямителей для дуговой сварки, предусмотренное нашими национальными стандартами?
5. Что означают ZX5-400 и BX3-300?
6. Что означает кодовое название ZX7-315?
7. Что такое рабочий цикл?
8. Продолжительность нагрузки определенного сварочного аппарата составляет 70 %, и он выполняет сварку, удаление шлака и замену электрода в течение 5 мин, из них 0,5 мин уходит на замену электрода, и рассчитывается время удаления шлака.
9. Сварщик использует сварочный аппарат с коэффициентом продолжительности нагрузки 50%. Сварку, удаление шлака и замену электрода он выполняет в течение 5 минут, из которых 1,5 минуты уходит на удаление шлака. Спросите, пожалуйста, время для замены электрода.
Популярные проблемы электронных сварочных аппаратов и решения
По сути, электронный сварочный аппарат представляет собой электрическую жесть и имеет свои принципы работы. Если пользователь не понимает, запустить его будет сложно
Если вы не знаете, как справиться с воздействием на работу, это усложнит гарантийный процесс.
Основная кнопка питания: Основная функция — выпрямление и преобразование напряжения переменного тока в напряжение постоянного тока.
Преобразователь постоянного напряжения в высокое переменное напряжение: Этот блок представляет собой полупроводниковое устройство, которое действует как переключатель переменного тока для изменения выходного напряжения через импульсный трансформатор.
Припаять блоки выпрямителя: получить высокочастотный переменный ток, выпрямитель, фильтр и дать сварочную кучу.
Блок обратной связи: сварочный ток/напряжение припоя на выходе обратной связи для импульсного блока для стабилизации сварочного тока/напряжения сварки.
Блок настройки сварочного тока: установка сварочного тока/напряжения сварки.
Работа с генератором импульсов: генерирует импульсы переменной ширины, которые изменяют среднюю мощность в зависимости от нагрузки.
Некоторые популярные проблемы и решения:
Электрическая утечка:
К ней приводит прикосновение к крышке электрошока
Причины: Сварочный аппарат длительное время работает в пыльных средах, которые прилипают к аппарату или аппарат намокает . Неправильная проводка вызывает внутреннее короткое замыкание.
Решения: Очистите металлическую пыль с помощью воздушного компрессора, осушителя. Проверьте соединения и затяните болт, чтобы не касаться корпуса.
Машина работает громко:
В случае поломки машины из-за незакрепленных баллонов. Можно снова закрутить
Если машина разбилась в движении, берите по гарантии.
Слабый сварочный аппарат:
Причин и решений много
Неправильно отрегулирован сварочный ток: включите руль, чтобы увеличить сварочный ток.