При выполнении ремонтно-монтажных работ и обслуживании ЛЭП зачастую появляется необходимость в соединении кабелей между собой методом сварки. В тех случаях, когда соединяемые кабели выполнены из алюминия либо его сплава, применение обычных методов сварки невозможно, в связи с тем, что алюминиевый сварной шов очень сильно окисляется, а это серьёзно снижает его прочность. В данной ситуации лучшим вариантом соединения считается применение термитных патронов.
Основы сварки электропроводов
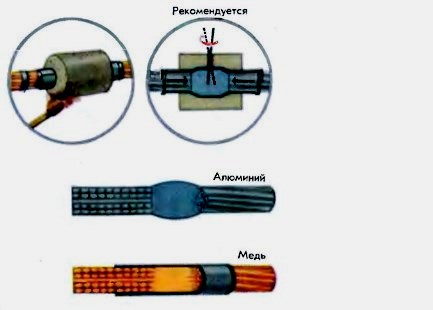
Термитная сварка, когда она исполнена в точности с требованиями технологии процесса, является несложным и прочным методом соединения. При этом формируется цельное алюминиевое объединение концов проводки. Образуемая площадь сечения намного превышает размеры присоединяемых проводников, при этом обладает меньшим электросопротивлением. Такую сварку электропроводов изготавливают с использованием термитных патронов (ТП).
Такое устройство для сварного соединения сталь-алюминиевых проводников содержится из следующих ключевых элементов:
- Кокиль, защищающий верхний повив провода от перегрева и препятствующий поступлению в область сварки опасных веществ, образовавшихся от горения термитной массы. Он изготавливается из стальных листов толщиной 0.6 — 1.20 мм.
- Алюминиевый вкладыш для формирования области сварки и наполнения пустот.
- Термитная шашка, выделяющая в процессе горения тепловую энергию достаточную, для того чтобы расплавить вкладыш и проводниковые концы в сварочной зоне.
Разновидности термопатронов
Маркируют патроны с указанием диаметра кабелей, для которых специализирован тот либо другой продукт. Термопатроны плашечного типа ПА применяются для монтажа проводки с алюминиевыми жилами в диапазоне сечений от 25-240 мм2. ПАС могут употребляться для сварки не только алюминиевых жил, но и выполненных из стали- алюминиевых сплавов изделий сечением 25-240 мм2. ПМ — термитные патроны для соединения кабельной продукции с медными жилами.
Наиболее популярные виды термитных патронов:
- Термопатрон ПАС-16;
- термопатрон ПАС-25;
- термопатрон ПАС-35;
- термопатрон ПАС-50;
- термопатрон ПАС-70;
- термопатрон ПАС-95;
- термопатрон ПАС-120;
- термопатрон ПАС-150;
- термопатрон ПАС-240
Термитная сварка жил
Для этого состава штампуют толстостенные пустотелые цилиндрические муфели, являющейся основой термического патрона. Для подпаливания муфеля термопатрона выпускаются особенные термитные спички, создающие температуру, приблизительно, 1000 С. Сгорает термопатрон при температуре приблизительно 2800 С.
Грамотная подготовка проводниковых концов под установку ТП имеет особое значение для качественной сварки проводов. Концы аккуратно очищают от загрязнений, обезжиривают бензином от смазочного материала и просушивают. Снятие смазочных материалов с концов проводов и их просушивание, требуются в обязательном порядке, поскольку при выгорании смазки либо остатков топлива возникает газовая среда, препятствующая заполнению сварочной области расплавленным сплавом и приводящая к формированию раковин и каверн.
Проводниковые концы перед выполнением сварки отторцовываются таким образом, чтобы поверхность среза была прямой и точно перпендикулярной к оси проводника. Торцовку проводки сечением до 130 мм2 выполняют ножницами монтажника для резки проводниковой продукции, а с сечением больше 130 мм2 — с использованием ножовки.
Эксплуатационное качество сварки проводки Термопатронов нужно проконтролировать сразу же, по завершении сварного соединения.При обследовании шва убеждаются в отсутствии пережога жил, усадочных раковин с размером не больше 1/3 диаметра проводника сечением до 150.0 мм2 и не более 6.0 мм2 для сечения от 150.0 — 800.0 мм2. Соединение на прочность при изгибе диагностируют от руки, при этом шов не должен разрушаться. Если сварочный шов не соответствует одному из требуемых параметров, он подлежит удалению, а концы жил соединяются вновь.
Термитная сварка проводов
Термитную сварку проводов контактной сети и ВЛ выполняют с помощью сварочного приспособления и термитного патрона бригадой в составе не менее двух электромонтеров контактной сети, прошедших специальное обучение. Исполнители работ должны быть одеты в брезентовые комбинезоны и иметь защитные очки синего цвета. Подготавливаемые к термитной сварке провода должны быть одной марки. Концы свариваемых проводов на длине 150—200 мм выпрямляют. Проводом МГГ накладывают бандажи. Между бандажами разрезают провод и напильником снимают заусенцы на торце. Зачищают концы проводов на длине 40—60 мм и обезжиривают. Проверяют исправность и работу сварочного приспособления. Обращают внимание на исправность защитного кожуха, болтов-воротков, рабочих пружин, свободность хода системы рычагов в шарнирах. Осматривают термитный патрон, убеждаются в правильности его выбора:
Марка термитного патрона |
Марка |
ПАС-50 |
А-50; АС-50 |
ПАС-150 |
АС-150; А-185 |
ПАС-185 |
АС-185; А-185 |
М-95 |
М-95 |
М-120 |
М-120 |

Термитная масса должна быть чистой, без сколов и трещин. На внутренней и наружной поверхностях кокиля не должно быть следов коррозии, белого налета, повреждений. Заусенцы удаляют напильником. Для улучшения качества сварки алюминиевых и сталеалюминиевых проводов рекомендуется с поверхности вкладыша термитного патрона снять шабером наружную пленку окиси, просверлить вертикальное отверстие диаметром 3—6 мм на глубину массы термитного патрона и толщины стального кокиля.

Концы свариваемых проводов вводят в термитный патрон через кокили до упора во вкладыш. Закрепляют провода в зажимах приспособления так, чтобы термитный патрон находился в средней части под защитным кожухом (размер А) между зажимами (размер Б), а разрез (шов) кокиля должен быть сверху, убеждаются в достаточности закрепления проводов в зажимах. Проскальзывание провода в зажиме не допускается. У торцов кокиля на провода накладывают шнуровым асбестом уплотнение (3—4 витка толщиной не более 2 мм). На расстоянии 12—16 мм от кокиля устанавливают ограничители в виде бандажей, что обеспечивает контроль двусторонней подачи проводов при их сварке.

Усадка металла не должна превышать 1/3 диаметра провода.
При обслуживании линий электропередач периодически возникает необходимость сварки отдельных кабелей. Стандартные методы не всегда подходят: например, если кабель изготовлен из алюминия, сварной шов будет непрочным в связи с окислением материала. В этом случае эффективным и доступным решением станут термитные патроны.
Как это работает?
Порошкообразные механические смеси металлов с окислами металлов (термиты) сгорают, выделяя при этом большое количество тепла. На этом эффекте основан принцип термитной сварки.
В смесях в качестве окислов используют железную окалину, горючие металлы могут быть разными — например, алюминий, магний. Окисел железа является источником кислорода, а металл — источником тепла.
Термитные патроны для сварки проводов следует подбирать в зависимости от материалов и толщины изделий. В основном они используются для сваривания алюминиевых, сталеалюминиевых или медных проводов диаметром от 5 до 32 мм.
Для стальной проволоки 3–5 мм применяются термитные шашки.
Виды патронов и их различия
Существует несколько типов изделий, которые отличаются сечением и видом свариваемого кабеля. Термопатрон состоит из медного или стального кокиля, вкладыша и термитной массы. Для изготовления шашек вкладыши не используют.
На рынке представлены следующие виды патронов: ПАС, ПА и ПМС. Термопатроны ПАС служат для сварки проводов из алюминия или сталеалюминия, ПА предназначены для изделий с медными жилами, ПМС — для работы с медными жилами малого диаметра.
Для сварки многопроволочных проводов также подойдет термитный патрон.
Преимущества термитной сварки и особые условия
Данный метод отличается от прочих в первую очередь своей независимостью от источника электрической энергии. Потребности в установке сложного оборудования нет: соединения может выполнить монтажный или ремонтный персонал без привлечения дополнительных специалистов.
В случае строгого соблюдения технологии сварки данный способ соединения проводов — самый простой, быстрый и надежный.
Цельнометаллическое соединение, которое образуется в итоге, отличается высокой прочностью. Сечение металла на этом участке больше, чем у соединяемых проводов, а электрическое сопротивление — ниже.
Чтобы быть уверенным в качестве соединения, важно подготовить концы свариваемых проводов: предварительно очистить их от загрязнений, обезжирить и просушить.
Технология-Е поставляет термопатроны ПАС по всем регионам России. Термопатроны типа ПАС предназначением которых является обеспечение монолитного соединения алюминиевых проводов методом сварки. Используются изделия термопатроны типа ПАС: при сооружении воздушных линий электропередачи (ВЛ), что позволяет значительно упростить выполнение монтажных операций и существенно сократить общую длительность сооружения ВЛ. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм².
Термопатроны ПАС, модификации
Тип патрона | Масса шашки, г (справочная) | Марка и сечение свариваемых проводов, ГОСТ 839-80 | Номинальная нагрузка сварного соединения Н (кгс), не менее |
ПАС-16 | 6 | А16, АС16/2,7 | 490 (49), 980 (98) |
ПАС-25 | 13 | А25/4,2, АС35 | 735 (73,5), 1470 (147) |
ПАС-35 | 20 | А35, АС35/6,2 | 980 (98), 1960 (196) |
ПАС-50 | 45 | А50, АС50/8,0 | 1225 (122,5), 2450 (245) |
ПАС-70 | 55 | А70, А95, АС70/11 | 1470 (147), 2940 (294) |
ПАС-95 | 80 | А120, АС95/16 | 2205 (220,5), 4410 (441) |
ПАС-120 | 80 | А150, АС120/19, АС120/27 | 2695 (269,5), 5390 (539) |
ПАС-150 | 95 | А185, АС150/19, АС150/24 | 3430 (343), 6860 (686) |
ПАС-185 | 190 | АС185, АС185/29 | 7840 (784) |
ПАС-240 | 270 | АС240/32, АС240/39 | 10780 (784) |
ПАС-300 | 270 | АС300, АС300/48, АС300/66 | 12740 (1274) |
ПАС-400 | 370 | АС400/93, АС300/204 | 17640 (1764) |
ПАС-500 | 370 | АС500/64 | 17640 (1764) |
ПАС-600 | 500 | АС600/72 | 19600 (1960) |
Патрон термитный его свойства и назначение
Термопатроны ПАС можно использовать не только на этапе постройки новых ВЛ, но и стадии эксплуатации уже существующих. Например, при восстановлении оборванных линий независимо от причин обрыва использование термитной сварки позволяет в короткий срок ликвидировать аварию и возобновить подачу электроэнергии потребителям. Таким образом, термопатроны ПАС косвенно служат обеспечению бесперебойности электроснабжения. А в рамках модернизации ВЛ целесообразно использовать сварку для замены монолитным соединением контактных зажимов – самого, пожалуй, слабого звена любой воздушной линии электропередачи.
Термопатронам ПАС присуща ещё одна особенность. Коммутация проводов производится очень простым способом, без привлечения сложных монтажных приспособлений и инструментов. В ряде случаев это является решающим фактором при выборе метода соединения проводов.
Термитные патроны (термопатроны) ПАС-16
ПАС-16 предназначаются для осуществления сварки алюминиевых и сталеалюминиевых проводов ЛЭП.
Тип патрона | Диаметр свариваемого провода | Диаметр патрона | Высота патрона | Масса патрона | Количество в ящике |
ПАС-16 | 5,1 мм | 18 мм | 50 мм | 13,67 г | 256 |
Термитные патроны (термопатроны) ПАС-25
Термопатроны ПАС-25 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-25 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
6,4 | 25 | 60 | 24 | 1080 |
Термитные патроны (термопатроны) ПАС-35
Термопатроны ПАС-35 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-35 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
7,5 | 25 | 60 | 32 | 918 |
Термитные патроны (термопатроны) ПАС-50
Термопатроны ПАС-50 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-50 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
9,0 | 35 | 60 | 65 | 500 |
Термитные патроны (термопатроны) ПАС-70
Термопатроны ПАС-70 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-70 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
10,7 | 38 | 65 | 80 | 400 |
Термитные патроны (термопатроны) ПАС-95
Термопатроны ПАС-95 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-95 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
12,3 | 43 | 65 | 118 | 300 |
Термитные патроны (термопатроны) ПАС-120
Термопатроны ПАС-120 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-120 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
14,0 | 43 | 65 | 140 | 300 |
Термитные патроны (термопатроны) ПАС-150
Термопатроны ПАС-150 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-150 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
15,8 | 43 | 80 | 155 | 252 |
Термитные патроны (термопатроны) ПАС-185
Термопатроны ПАС-185 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-185 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
17,5 | 50 | 100 | 300 | 132 |
Термитные патроны (термопатроны) ПАС-240
Термопатроны ПАС-240 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-240 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
20,0 | 60 | 100 | 360 | 104 |
Термитные патроны (термопатроны) ПАС-300
Термопатроны ПАС-300 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-300 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
22,1 | 60 | 120 | 440 | 80 |
Термитные патроны (термопатроны) ПАС-400
Термопатроны ПАС-400 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-400 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
25,5 | 65 | 125 | 580 | 68 |
Термитные патроны (термопатроны) ПАС-500
Термопатроны ПАС-500 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-500 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
29,1 | 65 | 125 | 580 | 68 |
Термитные патроны (термопатроны) ПАС-600
Термопатроны ПАС-600 предназначены для сварки алюминиевых и сталеалюминивыех проводов воздушных линий электропередачи. В зависимости от сечения свариваемого провода предлагается 14 видов термопатронов диаметром 16 до 600 мм². Для того, чтобы воспользоваться термитными патронами необходимы специальные термитные спички (продаются упаковками по 20 шт.)
Термопатрон ПАС-600 | ||||
Диаметр свариваемого провода, мм | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г | Количество в ящике |
31,5 | 70 | 130 | 750 | 56 |
Спички термитные (термоспички) предназначаются для зажигания термитных шашек, термитной смеси, термитных патронов.
ВНИМАНИЕ!!!
Термитные спички в комплект поставки термитных патронов НЕ ВХОДЯТ! Заказывайте термитные спички для термитных патронов типа ПАС — отдельно!
Количество термитных спичек в стандартной упаковке = 20 — 25 штук (производитель имеет право изменить емкость упаковки, поэтому обязательно уточняйте данный параметр у наших менеджеров!).
Термопатрон АС | «НПО «Нефтегазкомплекс-ЭХЗ»
 Термитные патроны для сварки алюминиевых, сталеалюминиевых и медных проводов
Термитные патроны для сварки алюминиевых, сталеалюминиевых и медных проводов
Помимо сварки катодных выводов ЭХЗ, медный термит находит применение и в других областях. Таких как сварка проводов различной площади сечения и из различных материалов. Ниже представлены типы и марки патронов выпускаемых нашей компанией.
Термитные патроны НГК для сварки алюминиевых и сталеалюминиевых проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПАС-16 | 16 | 18 | 50 | 13 |
| ПАС-25 | 25 | 25 | 60 | 24 |
| ПАС-35 | 35 | 25 | 60 | 32 |
| ПАС-50 | 50 | 35 | 60 | 65 |
| ПАС-70 | 70 | 38 | 65 | 80 |
Термитные патроны НГК для сварки медных проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПМС-6 | 6 | 18 | 50 | 13 |
| ПМС-16 | 16 | 25 | 60 | 24 |
| ПМС-25 | 25 | 25 | 60 | 32 |
| ПМС-35 | 35 | 35 | 60 | 65 |
| ПМС-50 | 50 | 38 | 65 | 80 |
Вспомогательные термоматериалы для поджига термитной смеси
Термитные спички НГК и термоподжиг НГК необходимые сопутствующие материалы для термитной сварки. Термоподжиг может быть двух видов: со шнуром замедленного горения и с проводами для дистанционного поджига. Мы всегда готовы предоставить необходимые материалы согласно Вашим потребностям на данный момент.
При обслуживании линий электропередач периодически возникает необходимость сварки отдельных кабелей. Стандартные методы не всегда подходят: например, если кабель изготовлен из алюминия, сварной шов будет непрочным в связи с окислением материала. В этом случае эффективным и доступным решением станут термитные патроны. Как это работает? Порошкообразные механические смеси металлов с окислами металлов (термиты) сгорают, выделяя при этом большое количество тепла. На этом эффекте основан принцип термитной сварки. В смесях в качестве окислов используют железную окалину, горючие металлы могут быть разными — например, алюминий, магний. Окисел железа является источником кислорода, а металл — источником тепла. Термитные патроны для сварки проводов следует подбирать в зависимости от материалов и толщины изделий. В основном они используются для сваривания алюминиевых, сталеалюминиевых или медных проводов диаметром от 5 до 32 мм. Для стальной проволоки 3–5 мм применяются термитные шашки. Виды патронов и их различия Существует несколько типов изделий, которые отличаются сечением и видом свариваемого кабеля. Термопатрон состоит из медного или стального кокиля, вкладыша и термитной массы. Для изготовления шашек вкладыши не используют. На рынке представлены следующие виды патронов: ПАС, ПА и ПМС. Термопатроны ПАС служат для сварки проводов из алюминия или сталеалюминия, ПА предназначены для изделий с медными жилами, ПМС — для работы с медными жилами малого диаметра. Для сварки многопроволочных проводов также подойдет термитный патрон. Преимущества термитной сварки и особые условия Данный метод отличается от прочих в первую очередь своей независимостью от источника электрической энергии. Потребности в установке сложного оборудования нет: соединения может выполнить монтажный или ремонтный персонал без привлечения дополнительных специалистов. В случае строгого соблюдения технологии сварки данный способ соединения проводов — самый простой, быстрый и надежный. Цельнометаллическое соединение, которое образуется в итоге, отличается высокой прочностью. Сечение металла на этом участке больше, чем у соединяемых проводов, а электрическое сопротивление — ниже. Чтобы быть уверенным в качестве соединения, важно подготовить концы свариваемых проводов: предварительно очистить их от загрязнений, обезжирить и просушить.
При обслуживании линий электропередач периодически возникает необходимость сварки отдельных кабелей. Стандартные методы не всегда подходят: например, если кабель изготовлен из алюминия, сварной шов будет непрочным в связи с окислением материала. В этом случае эффективным и доступным решением станут термитные патроны. Как это работает? Порошкообразные механические смеси металлов с окислами металлов (термиты) сгорают, выделяя при этом большое количество тепла. На этом эффекте основан принцип термитной сварки. В смесях в качестве окислов используют железную окалину, горючие металлы могут быть разными — например, алюминий, магний. Окисел железа является источником кислорода, а металл — источником тепла. Термитные патроны для сварки проводов следует подбирать в зависимости от материалов и толщины изделий. В основном они используются для сваривания алюминиевых, сталеалюминиевых или медных проводов диаметром от 5 до 32 мм. Для стальной проволоки 3–5 мм применяются термитные шашки. Виды патронов и их различия Существует несколько типов изделий, которые отличаются сечением и видом свариваемого кабеля. Термопатрон состоит из медного или стального кокиля, вкладыша и термитной массы. Для изготовления шашек вкладыши не используют. На рынке представлены следующие виды патронов: ПАС, ПА и ПМС. Термопатроны ПАС служат для сварки проводов из алюминия или сталеалюминия, ПА предназначены для изделий с медными жилами, ПМС — для работы с медными жилами малого диаметра. Для сварки многопроволочных проводов также подойдет термитный патрон. Преимущества термитной сварки и особые условия Данный метод отличается от прочих в первую очередь своей независимостью от источника электрической энергии. Потребности в установке сложного оборудования нет: соединения может выполнить монтажный или ремонтный персонал без привлечения дополнительных специалистов. В случае строгого соблюдения технологии сварки данный способ соединения проводов — самый простой, быстрый и надежный. Цельнометаллическое соединение, которое образуется в итоге, отличается высокой прочностью. Сечение металла на этом участке больше, чем у соединяемых проводов, а электрическое сопротивление — ниже. Чтобы быть уверенным в качестве соединения, важно подготовить концы свариваемых проводов: предварительно очистить их от загрязнений, обезжирить и просушить.
Thermit Welding — это процесс сварки, при котором тепло, выделяемое во время экзотермической реакции, используется для сварки двух металлических частей (проводников). Во время этого процесса сварки внешний источник тепла не требуется, но для запуска процесса нужен только внешний источник тепла. Термитный материал (смесь оксида металла, алюминиевого порошка и топлива) используется для процесса сварки. Химическая реакция, которая производит тепло, является алюмотермической реакцией.Реакция алюминиевого порошка с оксидом металла с образованием тепла называется алюминотермической реакцией.
- Этот процесс сварки также известен как экзотермическая сварка, экзотермическое соединение и термитная сварка.
- Он был изобретен в 1898 году Гансом Гольдшмидтом, когда он улучшил алюмотермическую реакцию.
Принцип работы
В процессе термической сварки для достижения экзотермической реакции используется термитный материал, который представляет собой композицию оксида металла, алюминия и топлива.Происходит реакция между оксидом металла (в основном оксидом железа (iii)) и алюминиевым порошком. В ходе реакции оксид металла восстанавливается до свободного элементарного металла, а алюминий окисляется до оксида алюминия с выделением большого количества тепла (около 3310 o С). Вырабатываемое тепло расплавляет элементарный металл (Fe), а затем этот расплавленный металл выливается в форму, чтобы соединить две металлические части вместе.
Во время алюминотермической реакции происходит восстановление оксида железа и окисление Al.Большое количество тепла, выделяемого в процессе, плавит железо и оксид алюминия, и мы получаем расплавленное железо и тугоплавкий шлак из оксида алюминия. Плотность шлака из оксида алюминия намного меньше, чем у жидкого железа, поэтому он плавает над расплавленным железом.
Таким образом, во время процесса сварки расплавленный чугун присутствует на дне тигля, а шлак плавает над ним.
Если говорить о составе оксида металла и порошка алюминия, то перед началом процесса сварки смешивают 5 частей оксида железа и 3 части порошка алюминия по массе.
Также читайте:
Основные детали термитной сварки
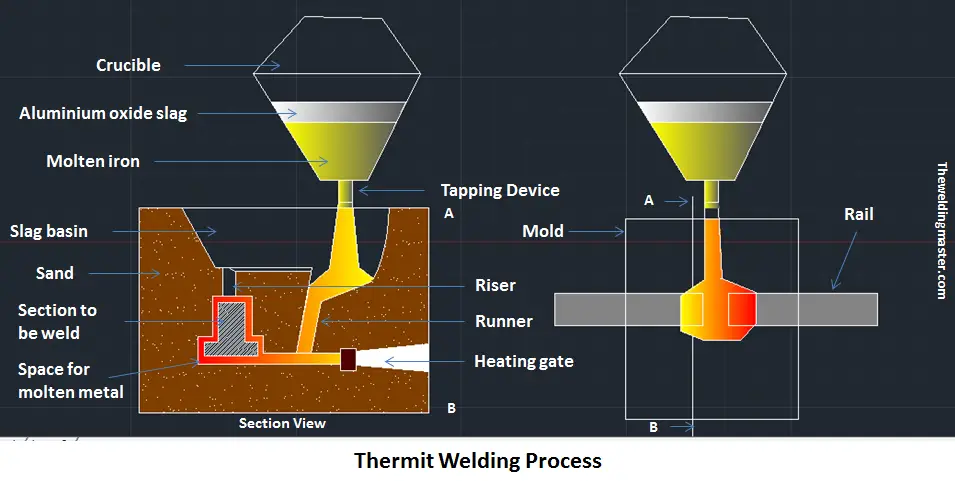
- Тигель: Это та часть, которая способна выдерживать высокие температуры. В процессе термитной сварки тигель содержит термитный материал. Экзотермический процесс в процессе сварки происходит в тигле. Расплавленное железо, присутствующее в нижней части тигля, и шлак из оксида алюминия плавает над расплавленным металлом.Тигель содержит устройство для намотки ленты для выгрузки расплавленного металла в кристаллизатор для сварки.
- Термитная смесь: Это пиротехническая композиция из оксида металла, алюминиевого порошка и топлива.
- Форма: Форма формируется вокруг свариваемого участка. Форма состоит из бегунка, стояка, шлакового бассейна, нагревательных ворот. Расплавленный металл заливают в форму для соединения металла.
- Устройство для намотки ленты: Это устройство, которое используется для выгрузки или разлива расплавленного металла из тигля в форму.
Рабочая
- Форма и форму вокруг свариваемого участка. После того, как форма сформирована, термитный материал помещают в тигель.
- Термитный материал воспламеняется с помощью кремневого искра или магниевой ленты. В тигле происходит экзотермическая реакция, называемая алюминотермической реакцией.
- Во время реакции оксид металла, то есть оксид железа восстанавливается до железа, а Al окисляется и образует оксид алюминия.Вырабатывается большое количество тепла. Это тепло производит плавление оксида железа и алюминия и образует расплавленное железо и шлак из оксида алюминия.
- Расплавленный металл, полученный таким образом, заливается в форму через устройство для намотки ленты. Когда расплавленный металл достигает секции, он сливается с металлическими частями, которые нужно соединить. После затвердевания образует очень прочный шов.
Для лучшего объяснения смотрите видео, приведенное ниже:
Также читайте:
Преимущества
- При термической сварке полученный сварной шов имеет высокую механическую прочность и отличную коррозионную стойкость по сравнению с другими формами сварного шва.
- Он очень устойчив к повторяющимся импульсам короткого замыкания, и электрическое сопротивление остается неизменным в течение всего срока службы установки.
- Не требует внешнего источника питания.
- Может использоваться в местах, где источник питания недоступен.
Недостатки
- Это более дорогой процесс сварки по сравнению с другими процессами сварки.
- Требуется поставка сменных форм.
- Отсутствие повторяемости.
- Нельзя использовать во влажных условиях или в плохую погоду при работе на открытом воздухе.
Заявка
Термитная сварка в основном используется для сварки рельсов на железных дорогах. Также используется или сварка медных проводников и других металлов, которые включают чугун, нержавеющую сталь, обычные стали, бронзу, латунь и монель.
,- Размер:
- Стандарт:
- Поверхность:
- Упаковка:
Термическая сварка рельсов , также известная как термитная сварка , является распространенным способом сварки рельсов в строительстве железных дорог.Термитная сварка рельса в основном для обеспечения безопасности рельса. Стальной рельс обычно используется в качестве проводника, зажигает флюс и заливает расплавленные металлы при высокой температуре, создаваемой его реакцией, в форму, плавит концы рельса и сваривает их. Наиболее распространенным флюсом является алюминиевый порошок, поэтому термитную сварку также называют экзотермической сваркой.
Одним словом, термитная сварка на железной дороге — это рельсовая сварка, в которой в качестве источника тепла используется тепло химической реакции. У термитной сварки есть преимущества простого оборудования, простоты в эксплуатации и отсутствия необходимости в электропитании.
Во-первых, перед сваркой закрепите два конца рельсов в отливке.
Во-вторых, поместите алюминиевый порошок и порошок оксида железа в тигель и нагрейте его. После этого будет происходить экзотермическая реакция восстановления, на концах рельсов будут жидкий металл (железо) и шлак (AL203).
В-третьих, жидкие металлы перетекают в зазор между стыками и превращаются в металл шва, шлак находится на поверхности рельса.
Для регулировки температуры жидкости и химических составляющих металла сварного шва обычно добавляют добавку и сплав в термит.
Сварочный комплект и тигли
* На основе проекта термитной сварки железных дорог
Преимущества термитной сварки железной дороги
Железная термитная сварка поставляется с источником тепла; у этого есть особенности простого оборудования, легкого управления и меньше занятых рабочих.
Железная термитная сварка имеет лучшую гладкость, чем газовая сварка. Стальной рельс имеет фиксированное положение в процессе сварки рельса, поэтому гладкость термитной сварки на железной дороге зависит от крепежа. Благодаря тому, что термитная сварка на железной дороге не имеет продольного перемещения, она идеально подходит для сварки бесшовных направляющих.
Рельсовая термитная сварка на самом деле является процессом литья, а металл сварного шва является литой конструкцией, поэтому соединение имеет особенность литья.
| Изделие | Ящик для инструментов для экзотермической сварки или термитной сварки |
| Материал | Графит, убедитесь, что термостойкость |
| Система Заключительная | графитовая форма, флинтовый пистолет, жаропрочный Glove, жаропрочный Glovent , Металлический диск, пудра, стальная щетка, перистая щетка и т. Д. |
| символов | Экономически эффективен, не требует дополнительной мощности, делает его портативным |
| Срок службы | примерно в 50 раз |
| Операция | Простой и не требующий специальных навыков |
| Испытание | Авторизовано профессиональной третьей стороной |
Ящик для инструментов для экзотермической сварки или термитной сварки — простой, эффективный и качественный метод сварки, при котором детали свариваются до нужного размера и наберите в графитовую форму пещеру с перегревом расплава Инг.В настоящее время экзотермическая сварка широко заменила механическое соединение. Как профессиональный поставщик графитовой формы, наша фабрика предлагает конкурентоспособную графитовую форму. Графитовая пресс-форма: пресс-форма изготовлена из качественного графитового тела для обеспечения идеального уплотнения и длительных эксплуатационных характеристик. Срок службы нашей пресс-формы может составлять 80-100 соединений, что является более прочным, чем у других конкурентов. Экзотермический сварочный порошок : Мы смешиваем порошок в соответствии с материалом и размером вашего проводника с разумным соотношением, чтобы соединение было более прочным и долговечным. Ящик для инструментов: Мы предлагаем полный набор инструментов для удовлетворения ваших потребностей, в том числе пистолет, кисть, гаечный ключ, отвертку и перчатку. Это упаковочная коробка, чтобы удовлетворить все ваши требования. |
Примечания:
1. Избегать контакта горячих расплавленных металлов с водой, маслом, консистентной смазкой и т. Д. Это может вызвать чрезмерное разбрызгивание
и ожоги
2. Запрещается использование в легковоспламеняющихся парах или пыли, может произойти пожар или взрыв
3.Избегайте возгорания, плесень следует хранить в сухом, хорошо проветриваемом помещении, вдали от открытого огня и избыточного тепла.
4. Избегайте прямого взгляда на свет реакции. Это может раздражать ваши глаза
5. Используйте защитные очки и кожаные перчатки для использования плесени.
| 1. | IQC (входящий контроль) |
| 2. | IPQC (процесс Контроль качества |
| 3. | Первая часть Контроль качества |
| 4. | Контроль качества массовых изделий |
| 5. | OQC (выходной контроль качества) |
| 6. | FQC (окончательная проверка качества) |
SHIBANG расположен в городе Синьчан провинции Чжэцзян, который славится туризмом, с севера на Шанхай и на восток до Нинбо, что делает транспортировку очень удобной. Благодаря полной и научной системе управления, компания получила одобрение клиентов по всему миру на качество продукции и репутацию. Добро пожаловать в Вист Шибанг, мы ждем сотрудничества с вашей уважаемой компанией со всего мира.
| 1. | Предоставление профессиональных консультаций и работы |
| 2. | Обслуживание клиентов онлайн с 24 часами |
| 3. | Полный осмотр всех продуктов перед отправкой |
| 4. | Бесплатный тиснение логотипа |
| 5. | Срок доставки и цены: EXW; FOB; CIF; DDU |
| 6. | OEM & ODM доступны |
Thermite Welding Moulds Термоплавкий порошок
| Изделие | Термоусадочные сварочные формы Термосварочный порошок |
| Материал | Графит, убедитесь, что жаростойкость |
| , Система Заключительная | графитовая литьевая гальваническая форма, флинтогаситель, флинт-пушка, флинт , Металлический диск, пудра, стальная щетка, перистая щетка и т. Д. |
| символов | Экономически эффективен, не требует дополнительной мощности, делает его портативным |
| Срок службы | примерно в 50 раз |
| Операция | Легко и не требуется специальных навыков. |
| Испытание | Авторизовано профессиональной третьей стороной |
Термоплавкие сварочные формы Термосварочный порошок — это простой, эффективный, качественный метод сварки, при котором детали свариваются. до нужного размера и введите в графитовую форму пещеры с перегрев плавления.В настоящее время экзотермическая сварка широко заменила механическое соединение. Как профессиональный поставщик графитовой формы, наша фабрика предлагает конкурентоспособную графитовую форму. Графитовая пресс-форма: пресс-форма изготовлена из качественного графитового тела для обеспечения идеального уплотнения и длительных эксплуатационных характеристик. Срок службы нашей пресс-формы может составлять 80-100 соединений, что является более прочным, чем у других конкурентов. Экзотермический сварочный порошок : Мы смешиваем порошок в соответствии с материалом и размером вашего проводника с разумным соотношением, чтобы соединение было более прочным и долговечным. Ящик для инструментов: Мы предлагаем полный набор инструментов для удовлетворения ваших потребностей, в том числе пистолет, кисть, гаечный ключ, отвертку и перчатку. Это упаковочная коробка, чтобы удовлетворить все ваши требования. |
Примечания:
1. Избегать контакта горячих расплавленных металлов с водой, маслом, консистентной смазкой и т. Д. Это может вызвать чрезмерное разбрызгивание
и ожоги
2. Запрещается использование в легковоспламеняющихся парах или пыли, может произойти пожар или взрыв
3.Избегайте возгорания, плесень следует хранить в сухом, хорошо проветриваемом помещении, вдали от открытого огня и избыточного тепла.
4. Избегайте прямого взгляда на свет реакции. Это может раздражать ваши глаза
5. Используйте защитные очки и кожаные перчатки для использования плесени.
| 1. | IQC (входящий контроль) |
| 2. | IPQC (процесс Контроль качества |
| 3. | Первая часть Контроль качества |
| 4. | Контроль качества массовых изделий |
| 5. | OQC (выходной контроль качества) |
| 6. | FQC (окончательная проверка качества) |
SHIBANG расположен в городе Синьчан провинции Чжэцзян, который славится туризмом, с севера на Шанхай и на восток до Нинбо, что делает транспортировку очень удобной. Благодаря полной и научной системе управления, компания получила одобрение клиентов по всему миру на качество продукции и репутацию. Добро пожаловать в Вист Шибанг, мы ждем сотрудничества с вашей уважаемой компанией со всего мира.
| 1. | Предоставление профессиональных консультаций и работы |
| 2. | Обслуживание клиентов онлайн с 24 часами |
| 3. | Полный осмотр всех продуктов перед отправкой |
| 4. | Бесплатный тиснение логотипа |
| 5. | Срок доставки и цены: EXW; FOB; CIF; DDU |
| 6. | OEM & ODM доступны |