Термопатрон АС | «НПО «Нефтегазкомплекс-ЭХЗ»
Термитные патроны для сварки алюминиевых, сталеалюминиевых и медных проводов
Помимо сварки катодных выводов ЭХЗ, медный термит находит применение и в других областях. Таких как сварка проводов различной площади сечения и из различных материалов. Ниже представлены типы и марки патронов выпускаемых нашей компанией.
Термитные патроны НГК для сварки алюминиевых и сталеалюминиевых проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПАС-16 | 16 | 18 | 50 | 13 |
| ПАС-25 | 25 | 25 | 60 | 24 |
| ПАС-35 | 35 | 25 | 60 | 32 |
| ПАС-50 | 50 | 35 | 60 | 65 |
| ПАС-70 | 70 | 38 | 65 | 80 |
Термитные патроны НГК для сварки медных проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПМС-6 | 6 | 18 | 50 | 13 |
| ПМС-16 | 16 | 25 | 60 | 24 |
| ПМС-25 | 25 | 25 | 60 | 32 |
| ПМС-35 | 35 | 35 | 60 | 65 |
| ПМС-50 | 50 | 38 | 65 | 80 |
Вспомогательные термоматериалы для поджига термитной смеси
Термитные спички НГК и термоподжиг НГК необходимые сопутствующие материалы для термитной сварки.
Опрессование и сварка проводов ВЛ | ВЛ
- Подробности
- Категория: ВЛ
Опрессование производится до соприкосновения матриц. Диаметр стальной гильзы и корпуса соединителя после опрессования должен быть равен внутреннему диаметру матриц пресса с допуском +0,3 мм.
Относительное удлинение при опрессовании стальных гильз 10… 12%.
Патроны термитные для сварки проводов представлены на рис.
Термитная сварка проводов должна выполняться в полном соответствии с «Типовой инструкцией по сварке неизолированных проводов с помощью термитных патронов» (ТИ 34-70-005-82), утвержденной Главтехуправлением Минэнерго СССР 23.09.82 г., с изменениями этой инструкции согласно решению № Э-6/84 от 30.05.84 г. Главтехуправления Минэнерго СССР.
Для сварки алюминиевых и сталеалюминиевых проводов кроме термитных патронов типа ПАС выпускаются термитные патроны типа ПА по ТУ 82- 547-80, состоящие из надеваемой на стальную трубку термитной шашки с вертикальным круглым отверстием и алюминиевых колпачков или втулок, надеваемых на свариваемые провода перед началом сварки. Назначение отверстия в термитной шашке то же, что и в патронах типа ПАС (см.

Сварку проводов из алюминиевых сплавов типов АН, АЖ и АЖС следует производить теми же термитными патронами, что и соответствующих по сечениям И диаметрам алюминиевых и сталеалюминиевых проводов. При этом рекомендуется применение термитных патронов типа ПА.
Для сварки проводов термитными патронами типов ПАС и ПА допускается применение патронов на большее, чем у провода, сечение (на 1…2 размера). При этом на провода необходимо намотать втулку из алюминиевой ленты (фольги) соответствующей толщины.
Допускается также термитная сварка проводов разных сечений, при этом на провод меньшего сечения наматывается втулка из алюминиевой ленты (фольги) необходимого размера.
Термитные патроны для сварки медных и бронзовых проводов типа ПМ выпускаются только по согласованию с заводом-изготовителем по отдельным техническим условиям.
При производстве работ по термитной сварке проводов ВЛ необходимо руководствоваться следующим:
а) для обрезания концов проводов применяются приспособления МИ-148, РЭЗ-1 или МИ-261Б; алюминиевые проволоки небольших сечений проводов срезаются ножовкой, а стальные проволоки надрезаются ножовкой, затем несколькими перегибами отламываются. Концы стальных проволок проводов после перелома слегка забиваются молотком заподлицо с плоскостью среза. Перед отрезанием или торцеванием концы проводов должны быть закреплены двумя бандажами на расстоянии 15…20 мм друг от друга. Перед надеванием патрона концы проводов запиливаются напильником от острых краев верхнего повива и заусенцев;
б) перед введением концов проводов в термитный патрон для ограничения односторонней подачи проводов в зону сварки на них плотно закрепляются бандажи на расстоянии, равном половине длины трубки (термопатрона), плюс 1…2 мм от концов свариваемых проводов. Это необходимо сделать при пользовании сварочными пистолетами. Если в сварочных приспособлениях имеются ограничители подачи проводов в зону сварки, то они должны быть установлены на расстоянии от середины (центра) термопатрона, равном половине длины трубки (термопатрона), плюс 1.

в) после сгорания термитной шашки за время 15…30 с и остывания ее до темно-красного каления происходит расплавление вкладыша и концов свариваемых проводов. Выждав это время, производят перемешивание расплавленного металла и подачу проводов в зону сварки при помощи пружин или двухходового винта;
г) зажигание термитной шашки термопатрона производят специальными термитными спичками со стороны патрона, отмеченной красной меткой (более рыхлой поверхности).
Разрушающая нагрузка сваренных сталеалюминиевых проводов указана в таблице.
Разрушающая нагрузка алюминиевых проводов и проводов из алюминиевых сплавов не менее 50% разрушающей нагрузки сталеалюминиевых проводов, сваренных теми же типами патронов.
Качество сварки проводов термитными патронами необходимо проверять осмотром сразу же после монтажа сварного соединения. При этом необходимо убедиться в отсутствии пережога проволок наружного повива проводов, усадочных раковин в месте сварки глубиной более 1 /3 диаметра провода сечением до 120 мм2 и не более 6 мм для проводов сечением 150…800 мм2.
Кроме того, сварное соединение должно быть проверено на перегиб руками, при этом сварка не должна нарушаться. Если сварное соединение не удовлетворяет этим условиям, оно должно быть вырезано и концы проводов сварены вновь.
Патроны термитные для сварки проводов (ГОСТ 18492-79* с изменением №1 от 26.03 85 г )
Тип патрона |
Марка свариваемых |
Размеры |
Масса, г |
Разрушающая нагрузка сваренных |
|||||||
трубки (/) |
вкладыша (3) |
термитной шашки (2) |
X |
СЧ |
|||||||
d |
Н |
толщина |
диаметр |
высота |
D |
h |
Э |
сч с |
|||
Патроны для алюминиевых и сталеалюминиевых пооводов |
|||||||||||
ПАС-16 |
А16, АС 16/7,2 |
6,0 |
50 |
0,5 |
10 |
20,5 |
18 |
9 |
6 |
13 |
0,98 |
ПАС-150 |
А 185, АС 150/19, АС 150/24 и АС 150/34 |
18. |
80 |
|
26 |
31 |
43 |
18 |
95 |
155 |
6,86 6,86 |
ПАС-185 |
А 240, АС 185/24, АС 185/29, АС 95/141 и АС 185/43 |
20,3 |
100 |
1,0 |
28 |
37 |
50 |
26 |
190 |
300 |
7,84 7,84 |
ПАС-240 |
А 300, АС 240/32, АС 240/39 и АС 240/56 |
22.7 |
100 |
|
31 |
37 |
60 |
26 |
270 |
360 |
10,78 10,78 |
ПАС-300 |
А 400, |
26,7 |
120 |
|
35 |
47 |
60 |
26 |
270 |
440 |
12,74 12,74 12,74 |
ПАС-400 |
А 500, АС 400/22, АС 400/51, АС 400/64, АС 400/93 и АС 400/204 |
30,5 |
125 |
1,2. |
40 |
49 |
65 |
27 |
370 |
580 |
17.64 |
ПАС-500 |
А 600, АС 500/27 и АС 500/64 |
32,2 |
125 |
1,25 |
41 |
49 |
65 |
27 |
370 |
580 |
17,64 |
ПАС-600 |
А 700, АС 600/72 |
34,8 |
130 |
|
46 |
52,5 |
70 |
25 |
500 |
750 |
19,6 |
 2
2 ..
..
Тип патро на |
Марка свариваемых |
Размеры |
Масса, г |
Разруша |
|||||||
трубки (/) |
вкладыша (3) |
термитнои шашки (2) |
к х |
га Ж о |
|||||||
|
W |
Н |
тол |
диа |
высо |
D |
h |
н |
|||
|
|
щина |
метр |
та |
|
|
с |
||||
Патроны для медных и бронзовых проводов (оис. |
|||||||||||
ПМ-25 |
М16, М25 |
6,8 |
50 |
|
6,8 |
17,5 |
36 |
15 |
28 |
58 |
|
ПМ-35 |
М35 |
8,0 |
60 |
1,5 |
8,0 |
22 |
38 |
15 |
70 |
130 |
— |
ПМ-50 |
М50 |
9,5 |
65 |
|
9,5 |
25 |
38 |
15 |
75 |
155 |
— |
ПМ-70 |
М70 |
11,2 |
65 |
|
11,2 |
25 |
43 |
15 |
95 |
170 |
|
ПМ-95 |
М95 |
13,0 |
70 |
|
13,0 |
25 |
43 |
20 |
100 |
180 |
— |
ПМ-120 |
М120 |
14,5 |
75 |
2,0 |
14,5 |
27,5 |
43 |
20 |
102 |
210 |
— |
ПМ-150 |
М150 |
16,3 |
85 |
|
16,3 |
32,5 |
43 |
20 |
110 |
240 |
— |
 б)
б)
Тип патрона |
Марка свариваемых |
Размеры |
Масса, г |
Разрушающая нагрузка сваренных |
|||||||
трубки (/) |
вкладыша (3) |
термитной шашки (2) |
X ЙС |
СЧ |
|||||||
d |
Н |
толщина |
диаметр |
высота |
D |
h |
Э |
сч с |
|||
Патроны для медных и бронзовых проводов |
|||||||||||
ПМ-25 |
М16, М25 |
6,8 |
50 |
|
6,8 |
17,5 |
36 |
15 |
28 |
58 |
|
ПМ-35 |
М35 |
8,0 |
60 |
1,5 |
8,0 |
22 |
38 |
15 |
70 |
130 |
— |
ПМ-50 |
М50 |
9,5 |
65 |
|
9,5 |
25 |
38 |
15 |
75 |
155 |
— |
ПМ-70 |
М70 |
11,2 |
65 |
|
11,2 |
25 |
43 |
15 |
95 |
170 |
|
ПМ-95 |
М95 |
13,0 |
70 |
|
13,0 |
25 |
43 |
20 |
100 |
180 |
— |
ПМ-120 |
М120 |
14,5 |
75 |
2,0 |
14,5 |
27,5 |
43 |
20 |
102 |
210 |
— |
ПМ-150 |
М150 |
16,3 |
85 |
|
16,3 |
32,5 |
43 |
20 |
110 |
240 |
— |
Сварка проводов | Соединение проводов воздушных линий электропередачи | Архивы
Страница 13 из 15
Соединения проводов в петлях выполняется сваркой при помощи термитных патронов. Сварка при помощи термитных патронов получила большое распространение благодаря относительной простоте выполнения, обеспечивая в то же время достаточную надежность соединения. Соединение проводов при помощи термитных патронов не требует сложного оборудования и приспособлений. Сварка проводов при помощи термитных патронов или, как ее называют, термитная сварка проводов производится в специальных сварочных приспособлениях различных конструкций. Наиболее распространены приспособления для термитной сварки проводов (тип ПСП) конструкции Центральной высоковольтной лаборатории (ЦВЛ) Мосэнерго.
Сварка при помощи термитных патронов получила большое распространение благодаря относительной простоте выполнения, обеспечивая в то же время достаточную надежность соединения. Соединение проводов при помощи термитных патронов не требует сложного оборудования и приспособлений. Сварка проводов при помощи термитных патронов или, как ее называют, термитная сварка проводов производится в специальных сварочных приспособлениях различных конструкций. Наиболее распространены приспособления для термитной сварки проводов (тип ПСП) конструкции Центральной высоковольтной лаборатории (ЦВЛ) Мосэнерго.
Приспособления ЦВЛ Мосэнерго изготовляются двух типоразмеров: тип ПСП-2 предназначается для сварки проводов сечением до 185 мм2 и тип ПСП-3 предназначается для сварки проводов больших сечений до 700 мм2. По конструкции оба типа одинаковы и отличаются размерами и весом: первые весят около 2,2 кг, А вторые — около 5 кг.
Сварочные приспособления ЦВЛ Мосэнерго показаны на рис. 26. На нем виден принцип работы приспособлений: при разведении рукояток две рабочие пружины сжимаются, а третья растягивается, в результате закрепленные в зажимах концы проводов вместе с термитным патроном после освобождения стопорного рычага оказываются под воздействием усилий пружин, благодаря чему по мере сгорания термитной массы и расплавления металла внутри кокиля термитного патрона происходят подача и сварка концов проводов.
Термитные патроны представляют собой (рис. 27) термитную массу, напрессованную на стальной кокиль с вкладышем. Патроны для сварки сталеалюминиевых и алюминиевых проводов имеют стальной разъемный кокиль с алюминиевым вкладышем, а патроны для сварки медных проводов имеют кокиль из медной трубки с вкладышем из фосфористой меди.
Рис. 26. Приспособление ПСП-3 для сварки проводов. 1 — рама; 2 — зажим для провода 3 —винт; 4 — рукоятка; 5 —ось, 6 — пружины; 7 — направляющая, 10 — втулки; 9—крючок; 11 — кожух защитный.
Перед термитной сваркой концы проводов тщательно обезжириваются после зачистки от грязи и торцевания. Торцевание проводов сечением до 150 мм2 производится монтажными ножницами для резки проводов, а проводов сечением более 150 мм2— при помощи ножовки или специальных приспособлений, обеспечивающих ровный срез концов проводов. После обезжиривания в бензине марки Б-70 или другом растворителе концам проводов дают просохнуть, а уже затем они вставляются в термитный патрон до упора во вкладыш. Термитный патрон перед использованием проверяется. В термитных патронах, предназначенных для сварки алюминиевых и сталеалюминиевых проводов сечением 120 мм2 и более, просверливают вертикальное отверстие диаметром 6— 16 мм по центру термитной массы на всю глубину, включая металлический кокиль, до алюминиевого вкладыша. Сверление патронов производят осторожно, чтобы не произошло растрескивания термитной массы. На концах кокиль зачищают от заусенцев, а на алюминиевом вкладыше сдирают окисную пленку при помощи стального ерша или специального приспособления. Термитные патроны с продольной трещиной термитной массы применять не рекомендуется, так как в процессе сгорания масса может расколоться, что потребует повторной подготовки проводов и сварки.
Торцевание проводов сечением до 150 мм2 производится монтажными ножницами для резки проводов, а проводов сечением более 150 мм2— при помощи ножовки или специальных приспособлений, обеспечивающих ровный срез концов проводов. После обезжиривания в бензине марки Б-70 или другом растворителе концам проводов дают просохнуть, а уже затем они вставляются в термитный патрон до упора во вкладыш. Термитный патрон перед использованием проверяется. В термитных патронах, предназначенных для сварки алюминиевых и сталеалюминиевых проводов сечением 120 мм2 и более, просверливают вертикальное отверстие диаметром 6— 16 мм по центру термитной массы на всю глубину, включая металлический кокиль, до алюминиевого вкладыша. Сверление патронов производят осторожно, чтобы не произошло растрескивания термитной массы. На концах кокиль зачищают от заусенцев, а на алюминиевом вкладыше сдирают окисную пленку при помощи стального ерша или специального приспособления. Термитные патроны с продольной трещиной термитной массы применять не рекомендуется, так как в процессе сгорания масса может расколоться, что потребует повторной подготовки проводов и сварки.
Рис. 27. Термитный патрон. а — конструкция патрона; б — положение термитного патрона на проводе перед сваркой.
1 — кокиль; 2 — вкладыш; 3 — термитная масса: 4 — наклейка; 5 — провод;
6 — бандаж ограничительный; 7 — уплотнение асбестовое.
После выполнения всех подготовительных работ концы проводов вместе с термитным патроном закрепляются в зажимах сварочных приспособлений, предварительно проверенных на плавность хода. При закреплении проводов термитный патрон должен находиться на середине, т. е. на одинаковом расстоянии от зажимов. Исходя из величин подачи, устанавливаются ограничители подачи. Ограничители подачи устанавливаются таким образом, чтобы обеспечить во всех случаях двустороннюю подачу, без которой качественной сварки может не получиться. Установка ограничителен контролируется по нониусу, имеющемуся на его задней стороне. Ограничители должны находиться на одинаковом расстоянии от концов кокиля, причем это расстояние определяется половиной длины вкладыша плюс 2—3 мм на толщину уплотнительного асбестового бандажа: если обозначить расстояние ограничителя до конца кокиля через X, а высоту вкладыша — Н, то для проводов сталеалюминевых и алюминиевых сечением до 185 мм2 X = Я/2+5 мм, а для проводов сталеалюминевых сечением от 240 мм2 до 700 мм2 и всех медных проводов расстояние Х = Н/2+2 мм. Величина X в первом случае учитывает возможное перемещение концов проводов в зоне сварки друг в друга за счет расплавления концов проволок при сварке алюминиевых проводов и расхождения стальных проволок вследствие теплового действия при сварке сталеалюминевых проводов небольших сечений, что создает условия для дополнительной подачи концов проводов в процессе сварки.
Ограничители должны находиться на одинаковом расстоянии от концов кокиля, причем это расстояние определяется половиной длины вкладыша плюс 2—3 мм на толщину уплотнительного асбестового бандажа: если обозначить расстояние ограничителя до конца кокиля через X, а высоту вкладыша — Н, то для проводов сталеалюминевых и алюминиевых сечением до 185 мм2 X = Я/2+5 мм, а для проводов сталеалюминевых сечением от 240 мм2 до 700 мм2 и всех медных проводов расстояние Х = Н/2+2 мм. Величина X в первом случае учитывает возможное перемещение концов проводов в зоне сварки друг в друга за счет расплавления концов проволок при сварке алюминиевых проводов и расхождения стальных проволок вследствие теплового действия при сварке сталеалюминевых проводов небольших сечений, что создает условия для дополнительной подачи концов проводов в процессе сварки.
Итак, сварочные приспособления разведены, провода с термитным патроном соответствующего типоразмера закреплены, ограничители установлены согласно данным табл. 28; после этого спускается запорный крючок и накладываются асбестовые шнуровые уплотнительные бандажи, необходимые для предотвращения вытекания расплавленного металла из зоны сварки. Специальной термитной спичкой поджигается со стороны неплотной массы патрон, при этом поджиг осуществляется непосредственным контактом воспламенившейся спички с термитным составом. После сгорания термитной массы происходит расплавление металла вкладыша и подача. Подана, как правило, всегда начинается с одной из сторон и продолжается с этой стороны до упора кокиля в ограничитель, после чего начинается и происходит подача с другой стороны. Таким образом обеспечивается и осуществляется двусторонняя подача, в результате которой в зоне сварки металл перемешивается. После сгорания термитного патрона в вертикальное отверстие раскаленного шлака вводится алюминиевая присадка. В качестве присадки применяются пруток или отдельные проволоки провода из электротехнического алюминия, предварительно очищенные от грязи и обезжиренные. Присадка под воздействием температуры остывающего шлака плавится, и жидкий алюминий поступает в зону сварки. Кроме того, присадкой производят перемешивание жидкого металла в зоне сварки, что способствует выходу наружу образующегося шлама. Перемешивание металла в зоне сварки производят в течение всего времени, при котором алюминий находится в жидкой фазе, т. е. практически до полного потемнения шлака патрона. Благодаря применению присадки усадочная раковина в зоне сварки практически не образуется. Процесс термитной сварки проводов заканчивается после полного остывания шлака, когда образовавшийся жидкий металл полностью затвердевает в монолит. Шлак сбивают с кокиля, а сам кокиль снимается с места сварки три помощи отвертки и кусачек. Образовавшийся в результате добавления металла венчик осторожно срубается зубилом, спиливается ножовкой или срезается кусачками. После снятия сварочных приспособлений сварное соединение запиливается от наплывов, заусенцев и зачищается от следов копоти.
Присадка под воздействием температуры остывающего шлака плавится, и жидкий алюминий поступает в зону сварки. Кроме того, присадкой производят перемешивание жидкого металла в зоне сварки, что способствует выходу наружу образующегося шлама. Перемешивание металла в зоне сварки производят в течение всего времени, при котором алюминий находится в жидкой фазе, т. е. практически до полного потемнения шлака патрона. Благодаря применению присадки усадочная раковина в зоне сварки практически не образуется. Процесс термитной сварки проводов заканчивается после полного остывания шлака, когда образовавшийся жидкий металл полностью затвердевает в монолит. Шлак сбивают с кокиля, а сам кокиль снимается с места сварки три помощи отвертки и кусачек. Образовавшийся в результате добавления металла венчик осторожно срубается зубилом, спиливается ножовкой или срезается кусачками. После снятия сварочных приспособлений сварное соединение запиливается от наплывов, заусенцев и зачищается от следов копоти.
При термитной сварке медных проводов кокиль не снимается, так как он оплавляется в монолит вместе с концами свариваемых проводов, образуя сварное соединение медных проводов встык.
Сварка проводов в пролете.
Сварные соединения в пролетах линии электропередачи на проводах сечением до 185 мм2 включительно могут выполняться в виде петли. Иногда сварку выполняют с установкой шунтирующего конца провода или со вставкой конца провода в соединитель (рис. 28).
Рис. 28. Сварные соединения в пролете.
а — в виде петли; б — с шунтом; в со вставкой.
Во всех вариантах монтаж соединения в пролете ЛЭП предусматривает сочетание сварного соединения, обеспечивающего электрический контакт, с овальным
соединителем, смонтированным на проводе опрессованием или скруткой и воспринимающим механические нагрузки, т. е. обеспечивающим механическую прочность .соединения. При монтаже сварного соединения в пролете в виде петли концы проводов, подлежащие сварке, пропускаются через овальный соединитель и обжимаются клещами МИ-19, как это было описано выше. После монтажа соединителя концы проводов, выходящие на длине, равной 3/4 длины овального соединителя, сгибаются в петле и свариваются при помощи соответствующего термитного патрона.
После монтажа соединителя концы проводов, выходящие на длине, равной 3/4 длины овального соединителя, сгибаются в петле и свариваются при помощи соответствующего термитного патрона.
При выполнении сварных соединений в виде петли опрессование соединителя производится на земле, а сварка проводов встык — на высоте с автовышки или непосредственно с траверсы опоры. Такая технология является вынужденной, так как полностью смонтированное соединение в виде петли трудно протянуть через монтажные ролики при раскатке проводов. Монтаж сварных соединений при помощи термитных патронов производится согласно «Инструкции по термитной сварке проводов воздушных линий электропередачи».
Приспособление для термитной сварки проводов ПТСП-2
Назначение и область применения
ТУ 4341-030-12719185-2011
Приспособление для сварки проводов встык (ПТСП) предназначено для термитной сварки стальных, медных и алюминиевых шин и проводов наружным диаметром 4 — 700 мм2. Также термическая сварка применяется для оконцевания, ответвления и контактного соединения неизолированных проводов линий электропередач в полевых условиях.
Устройство для термитной сварки проводов встык используется при строительстве, прокладке, ремонте и обслуживании высоковольтных линий электропередач и других кабельных линий.
Принцип работы
Аппарат содержит штатив с возможностью закрепления проводов в трех местах для скручивания в жилу, термопатрон, экран и охладители. Сварка осуществляется термическим патроном, состоящего из металлического кокиля и термитного муфеля. Провода, предназначенные для соединения в жилу или шину, подготавливаются к сварке, устанавливаются в термопатрон и жестко фиксируются в нем с помощью двух специальных зажимов. После подготовительных работ поджигается термпопатрон при помощи термитной спички, защитный экран опускается, струбцины сводятся друг с другом посредством ручного привода. После оплавления кромок на величину припуска на оплавление, производится осадка. Далее полученный шов охлаждается.
Далее полученный шов охлаждается.
Модификации
ПТСП выпускается в двух модификациях:
• УПП-1 (ПТСП-1), представляющий собой клещи для сварки, применяется для термитной сварки проводов диаметром 4 — 40 мм2. Устройство содержит защитный откидной корпус и зажимное приспособление, при помощи винтов которого концы свариваемых проводов устанавливаются в термический патрон. Термопатрон или термошашка поджигается при помощи термитной спички, а затем закрывается откидным корпусом для обеспечения безопасности персонала. Сварка длится около двух минут, после чего рукоятки сварочных клещей сжимают, провода плотно стыкуются друг с другом без зазора. Когда место сварки остынет, его осаждают и зачищают, удаляют образовавшийся шлак, а затем снимают сварочные клещи с уже сваренных проводов.
• ПТСП-2, представляющее собой две сдвигающиеся струбцины с защитным откидным экраном и специальным пазом, в который устанавливается термитный патрон, используется в случае сварки проводов сечением 40 — 700 мм2 (по ГОСТу 839-80). Приспособление для сварки имеет поворотную струбцину, при помощи которой устройство можно закрепить на опоре высоковольтных линий.
Технические характеристики
| Наименование параметров | ПТСП-2 | |
| Наибольшее сечение свариваемых проводов, мм2 | 700 | |
| Наименьшее сечение свариваемых проводов, мм2 | 40 | |
| Наибольший ход подвижных зажимов (суммарный), мм | 70 | |
| Наибольшее усилие на рукоятке рабочего винта, H | 30 | |
| Габаритные размеры, мм: | ||
| длина | 520 | |
| ширина | 320 | |
| высота | 270 | |
| Масса, кг | не более 12 | |
Термитная смесь медная (термосмесь)
Термоспички (спички термитные)
Тигель-форма многоразовая
Комплект для термической пайки выводов электрохимзащиты КТП-ЭХЗ (НТС-1)
Сварка медных проводов, Описание процесса сварки
Соединения проводов в петлях выполняют, как правило, сваркой, используя термитные патроны.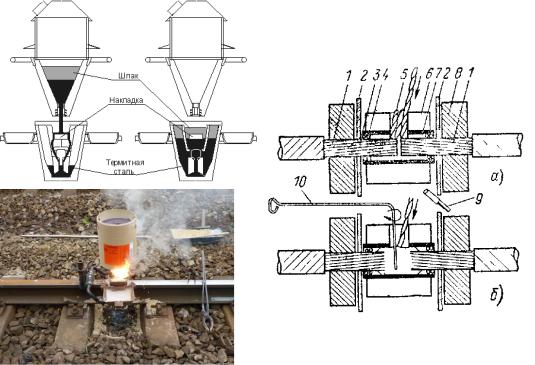 Сварка с использованием термитных патронов стала очень распространенной из-за относительной простоты выполнения, которая обеспечивает одновременно с этим и надежность соединений. Для того, чтобы соединить провода с помощью термитных патронов нет необходимости в сложном оборудовании и приспособлениях. Сварку проводов или, как ее привыкли называть, термитную сварку проводов производят в особых сварочных приспособлениях. Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Сварка с использованием термитных патронов стала очень распространенной из-за относительной простоты выполнения, которая обеспечивает одновременно с этим и надежность соединений. Для того, чтобы соединить провода с помощью термитных патронов нет необходимости в сложном оборудовании и приспособлениях. Сварку проводов или, как ее привыкли называть, термитную сварку проводов производят в особых сварочных приспособлениях. Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Приспособления Центральной высоковольтной лаборатории Мосэнерго изготавливают двух размеров. Если говорить о конструкции, то оба типа являются одинаковыми и отличаются лишь весом и размерами.
Термитные патроны представляют собой массу из термитов, которая спрессована на стальной кокиль. У патронов, предназначенных для сварки алюминиевых и сталеалюминевых проводов, имеется разъемный кокиль из стали с вкладышем из алюминия. Патроны же, предназначенные для сварки проводов из меди имеют кокиль, состоящий из медной трубки с вкладышем, состоящим из фосфористой меди.
Перед тем, как провести термитную сварку, концы проводов в обязательном порядке обезвреживают после зачистки от торцевания и грязи. Торцевание проводят при помощи монтажных ножниц, предназначенных для резки проводов. После проведения обезвреживания в растворителе, будь то бензин или какой — нибудь другой, концам проводов необходимо дать возможность просохнуть, затем вставить их в термитный патрон во вкладыш до упора.
Перед использованием термитный патрон обязательно нужно проверить. Термитные патроны, предназначенные для сварки сталеалюминевых и алюминиевых проводов, подготовленные для того, чтобы просверлить в них вертикальное отверстие на всю глубину, вплоть до алюминиевого вкладыша. При сверлении патронов будьте осторожны, так как возможно растрескивание термитной массы.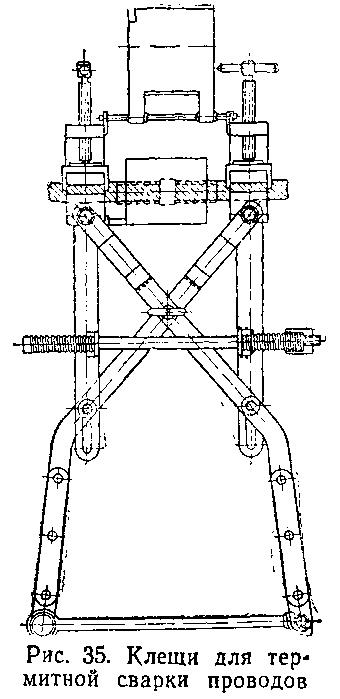 На концах кокиль необходимо зачистить от заусенцев. На алюминиевом вкладыше нужно снять пленку с помощью либо ерша из стали, либо используя другое приспособление.
На концах кокиль необходимо зачистить от заусенцев. На алюминиевом вкладыше нужно снять пленку с помощью либо ерша из стали, либо используя другое приспособление.
Сварка медных проводов
Какие преимущества и недостатки сварки существуют?
Любому опытному электрику известно то, что более качественного контакта проводов можно добиться с помощью сварки. В процессе сваривания проводов за счет вовсе отсутствующего нагрева проводников и мест их соединений, пожаробезопасность будет обеспечена. Не будет выглядеть преувеличенно, если добавить, что из всех способов соединения проводов, именно сварка является наиболее оптимальным в плане безопасности, надежности и долговечности.
Как и во всех ситуациях, и в случае со сваркой есть недостатки. К примеру, если вы используете клемм, то для того, чтобы создать соединение вам будет достаточно ручного инструмента электрика. Однако при сваривании жил возникнет необходимость в специальном сварочном оборудовании — инверторе либо трансформаторе. К недостаткам относится также и неразъемность соединения, которая в некоторых случаях может ограничить возможность использования сварки, как наиболее выгодного способа соединения проводов.
Описание процесса сварки медных проводов.
Изучение этого процесса много времени у вас не займет, так как процесс является достаточно простым. Для начала снимаете изоляцию с концов всех жил, которые необходимо соединить , затем сделайте скрутку. Рекомендованная длина должна быть не менее 5 сантиметров, в связи с этим изоляцию снимать нужно с концов жил на длину 6- 8 сантиметров.
Затем жилы, которые получились в результате скрутки, выровняете по длине, срезав немного концы скрутки режущим элементом вроде кусачки. Жилы, которые вы скрутили, готовы к сварке. В том месте, где был срез и нужно произвести сварку.
Сварочными электродами обычно выступают угольные стержни. Готовым решением могут стать омедненные графитовые электроды, которые имеются в продаже, к вашему сведению, не только в магазинах оборудования для сварки. Если такого электрода под рукой не оказалось, то можно использовать графитовый стержень от какой — нибудь старой батарейки или же щетку от коллекторного двигателя. Осталось соединить свариваемую скрутку с сварочным устройством и начать сварку.
Если такого электрода под рукой не оказалось, то можно использовать графитовый стержень от какой — нибудь старой батарейки или же щетку от коллекторного двигателя. Осталось соединить свариваемую скрутку с сварочным устройством и начать сварку.
Процесс сварки медных проводов
Для процесса сварки необходимо поднести электрод к концу скрутки жил. Под действием зажженной дуги должны сплавиться концы жил, что и станет поводом для их соединения. Если вы заметили небольшой шарик в месте сварки, то вы засвидетельствуете, что ваша работа завершена, причем результат получился качественный.
Оптимальным временем для сварки при достаточно верном выборе сварочного тока от 1 до 2 секунд. Для создания качественного соединения меньше 1- 2 секунд может не хватить. Но и больше двух секунд не стоит сваривать, так как при большой длительности горения дуги может произойти сильный нагрев проводов, что может привести к повреждению их изоляции. Она может просто напросто расплавиться.
Выбирая величину сварочного тока, необходимо учесть то, какой по толщине является скрутка. Для того, чтобы сварить большую скрутку, состоящую из большего количества жил, соответственно, тока потребуется больше.
Поэтому для каждого случая значение сварочного тока подбирается строго индивидуально.
Воспользуйтесь помощью профессионала, если вы плохо в этом разбираетесь, поскольку ваши эксперименты с выбором тока могут принести либо к прилипанию электродов, либо повреждению их изоляции.
Наверняка, многие из вас осведомлены о том, насколько опасными могут быть последствия воздействия дуговой сварки, но, думаю, будет не излишне напомнить о том, что есть существенная необходимость в средствах защиты, таких как сварочная маска или защитные перчатки.
Похожие статьиТермитная сварка — обзор технологии и оборудования
Что делать, если нужно быстро сделать соединение деталей, да еще и в полевых условиях? Отличным выходом станет термитная сварка. О технологии подробнее.
О технологии подробнее.
Сварочный процесс сопряжен с тщательной подготовкой всех работ, а также с наличием различных источников питания. Да и финансовая сторона может не окупаться с применением традиционных способов варки металлов. А что делать, если нужно быстро сделать соединение деталей, да еще и в полевых условиях? Отличным выходом станет термитная сварка.
В этой статье мы поведем речь о таком быстром и относительно недорогом способе как использование термита в сварочных работах. В чем заключается такая технология и что нужно для этого?
Области использования
Как было сказано выше, термитная сварка применима в полевых условиях, или в случае невыгодных в финансовом плане других традиционных способов.
Такой способ соединения металлов нашел себе применение при ремонте железнодорожных путей, кабелей связи или электрических проводов.
Алюминотермитная сварка рельсов, в принципе, единственный способ быстро провести ремонт при минимальных затратах.
Но термитное сваривание деталей применяется и в производстве. Особенно такой способ соединения актуален при изготовлении крупных по габаритам деталей: лопасти в речных и морских судах, коленчатые валы автомобилей и других.
Также широко применяют термит при ремонте большого оборудования в металлургии и металлообработке: прокатных станов, роторных валов, кузнечных прессов и прочих.
Как это происходит в технологическом плане?
Особенности технологии
Сваривание металлических частей путем применения термита построено на плавлении кромок соединяемых деталей в процессе горения и направления расплавленного металла, полученного вследствие высоких температур.
В кузнечном деле давным-давно применялся довольно интересный способ. В емкость насыпалась сера вперемешку с окалиной. Первая поджигалась и получался расплав металла, который можно было использовать для соединения деталей. Качество, конечно, было не слишком высоким.
Конечно, современная термитная сварка более совершенна. Работает она следующим образом.
Работает она следующим образом.
Стык соединяемых деталей проливается расплавом, полученным при сгорании термитной смеси в тигле. Температура сгорания очень большая и позволяет быстро расплавить сталь.
Запал смеси происходит электрическим способом или же, если используется порошковая сварка, подрывом пиропатрона.
Технологически термитная сварка проводится в несколько приемов:
- В стык деталей.
- Литьем в промежутки (в промежуток между свариваемыми частями).
- Комбинированный.
- Дуплекс (два приема сразу).
Как работают эти приемы
Способ термитного сваривания встык, требует тщательной подготовки соединяемых поверхностей. Потом в зазоре устанавливается термитная пленка. Отдельно от деталей в тиглях готовится расплав, который заливают встык, сами заготовки при этом сжимаются для качественного соединения.
Литье в промежуток более простой прием. Расплав готовят путем сжигания термита в отдельной форме и его льют в зазоры между деталями.
Комбинированная технология применяется при сварке железнодорожных рельсов. Торцы сначала зачищают, потом между ними укладывают стальную пластину. При заливании рельсы сжимают и получают качественные соединения.
Дуплекс предусматривает использование термитного сваривания с прессованием соединяемых частей.
Особенности сварки проводов
Термитная сварка получила большое распространение и при соединении разного рода неизолированных кабелей.
При такой технологии главное — это точный расчет и соблюдение всех правил. В месте соединения провод увеличивается сечение провода, но при этом уменьшается электрическое сопротивление.
Для сваривания используют специальный термитный патрон, состоящий из листовой меди (толщина 1,25 миллиметра), медно-фосфорных вкладышей для заполнения зазора, и собственно термитной шашки для расплавления металла с дальнейшим соединением частей.
Оборудование термитной сварке
Основное оборудование для термитной сварки — это тигель, где и будет происходит плавка и горение термита. Снизу он оборудован сливом. В зависимости от требований, он изготавливается из тугоплавких металлов или из керамики.
Снизу он оборудован сливом. В зависимости от требований, он изготавливается из тугоплавких металлов или из керамики.
Технология отливки предусматривает наличие форм и матриц, позволяющих работать с расплавом. Формы бывают как одноразовыми, так и многократного использования. И, конечно же, понадобится оборудование фиксации и зажима.
Дополнительно при термитной сварке используется кислородный резак, горелка для подогрева и специальный запальник.
Термитные патроны
Термит может производиться в порошкообразном виде или же (чаще) в виде специальных патронов (карандашей).
Состоит такой карандаш из основы в виде проволоки, диаметр которой будет зависеть от толщины свариваемых деталей.
Термитный патрон
Основа покрыта термитным составом, состоящим из алюминиевых опилок и железной окалины. Соотношение состава 23% алюминия, а 77 — железо.
Также вместо алюминия в составе могут находиться и другие металлы, а их соотношение относительно окиси железа может варьироваться: магний (31%), кальций (43%), титан (31%), кремний (21%).
На конце патрона находиться затравка для поджигания.
Все патроны тщательно упаковываются и хранятся порциями необходимыми для проведения определенных работ.
Дозирование термита зависит от параметров свариваемых деталей и может колебаться от нескольких сотен грамм до десятков килограмм. Например, алюмотермитная сварка рельса стандартного профиля потребует 7-8 кг термитного состава.
Особенности применения в домашних условиях
Конечно, в бытовых условиях лучше всего воспользоваться более традиционными способами соединения металла — электродуговой или газовой сваркой. Но термит может позволить сделать мелкие ремонтные работы или использоваться для соединения строительной арматуры.
При бытовом использовании лучше всего использовать термитный состав с минимальной температурой горения в 1300 градусов, этого будет более чем достаточно.
Работы по сварке проводят, используя термитный карандаш, который при правильном соблюдении технологии позволит сделать прочное соединение.
Термитное сваривание металлов намного упрощает процесс производства и ремонта. Особенно ее применение актуально при крупногабаритных деталях, когда традиционные способы использовать затруднительно. При этом разнообразие составов позволяет добиться качества и прочности сварного шва.
Конечно, использовать такой вид в бытовых условиях просто нецелесообразно. Ведь в домашнем хозяйстве нет столь крупных конструкций, а мелкий ремонт можно провести за счет обычной электродуговой сварки. Это будет просто экономически выгодно. Да и просто безопаснее.
Безопасность при самостоятельных работах с использованием термитных патронов должна быть на очень высоком уровне. Во-первых, обязательно использование защиты для лица и открытых частей тела, а во-вторых — нужно защитить зрение, ведь горение термита сопровождается таким же ярким свечением, как и при дуговом разряде.
Часто можно увидеть видео на ютубе о самостоятельном изготовлении термита с целью резки металла. Это довольно таки бессмысленные поделки в домашнем хозяйстве не просто непрактичны (ведь обычная болгарка с отрезным кругом упрощает все операции), но и даже опасно. Использование самодельного термита чревато не просто сильным горением, а и взрывом.
А что вы думаете по этому поводу? Насколько практична термитная сварка в бытовых домашних условиях? Можно ли с помощью ее проводить ремонтные и сварочные работы? Если у Вас есть опыт такого применения, пожалуйста, поделитесь им в блоке комментариев к этой статье.
Сварка алюминиевых жил | Производственное обучение электромонтажников
Страница 16 из 42
Подтема 7.
Газовая сварка алюминиевых жил
Учебная цель — изучить аппаратуру для пропан-бутановой сварки и ознакомить учащихся с оборудованием для ацетилено-кислородной и бензино-кислородной газовой сварки. Ознакомить учащихся со способами и приемами выполнения соединений, ответвлений и оконцеваний алюминиевых жил проводов и кабелей газовой сваркой.
Материально-техническое оснащение.
Набор для пропан-бутановой сварки НСП-2.Изучение этой подтемы, как правило, ограничивается инструктажем, во время которого мастер показывает, как нужно эксплуатировать газосварочное оборудование и сваривать жилы проводов и кабелей. Особое внимание уделяют пропан-бутановой сварке, все; чаще применяемой в электромонтажном производстве.
Подтема 8.
Термитная сварка алюминиевых жил
Учебная цель — ознакомить учащихся с приемами и способами сварки проводов с помощью термитно-муфельных патронов.
Материально-техническое оснащение.
Инструмент и приспособления: выбираются по прилож. I, III. Материалы: термитные патроны и спички, флюс, шнуровой асбест, асбестовая ткань или картон, отрезки проводов и кабелей разных марок и сечений.Учебно-наглядные пособия: инструкционные карты, плакаты, диафильмы и карточки для эпидиаскопа, тематическая карточка 8 (см. прилож. IV).
К работам по термической сварке допускают лиц, достигших 18-летнего возраста, прошедших курс обучения, сдавших экзамен и получивших специальное удостоверение. Поэтому перед мастером стоит ограниченная задача: только показать учащимся основные приемы и способы термитной сварки алюминиевых жил проводов и кабелей. Достаточно показать приемы сварки следующих способов:
соединение и ответвление однопроволочных жил алюминиевых проводов сечением 2,5—10 мм2 с применением патронов АТО;
— соединение и ответвление нескольких многопроволочных алюминиевых жил проводов с применением патронов АТ;
соединение алюминиевых жил проводов и кабелей сечением 16—240 мм2 с применением патронов А.

Можно дать учащимся и упражнения, но только ограничить их подготовкой к сварке.
Объяснение применения термитной сварки на железной дороге
Последнее обновление Январь 2021 г.
Введение
Железнодорожные стыки создают проблемы безопасности и срока службы железных дорог, которые нельзя недооценивать в сегодняшних быстрорастущих экономиках. Чтобы исключить риски, подрядчики в прошлом соединяли концы рельсов металлическими скобами на болтах. Тем не менее, технология продвинулась в пользу железнодорожной отрасли, и специализированная сварка стала лучшей альтернативой для герметизации стыков, присутствующих в стыках рельсов.
Возможно, вы думаете об оборудовании с защитным газом, аппаратах для кислородно-ацетиленовой сварки и сварочных аппаратах для дуговой сварки, но это вряд ли касается железнодорожной сварки. Вместо этого железнодорожные подрядчики в основном используют более чем вековой метод, известный как термитная сварка, при котором расплавленная смесь высокоэнергетических соединений металлов используется для образования прочного сварного соединения.
Несомненно, вы хотите узнать больше об этом процессе. Прежде чем статья подробно расскажет вам о технике железнодорожной сварки, давайте сначала разберемся с базовым пониманием реакции термитов.
Основы реакции термитов
При термитной сварке, также известной как экзотермическая сварка, смесь металла и соединения должна подвергаться экзотермической реакции с образованием расплавленного продукта, который действует как металлический наполнитель. Обычно смесь включает алюминий и оксид железа, которые воспламеняются с образованием расплавленного железа и оксида алюминия, выделяя при этом сильное тепло.
Следующее уравнение резюмирует процесс;
Fe (2) O (3) + 2Al = 2Al (2) O (3) + 2Fe + тепло
Сварщики используют специальный зажигательный порошок или стержень для воспламенения смеси, тем самым создавая основу для реакции. Термит обычно имеет форму порошка или гранул и имеет температуру воспламенения 1200 градусов по Цельсию.
Термит обычно имеет форму порошка или гранул и имеет температуру воспламенения 1200 градусов по Цельсию.
Для экзотермической реакции требуется около 15-25 секунд для достижения температуры около 4450 градусов по Фаренгейту (около 2450 градусов по Цельсию). Идеальная температура составляет около 3100 градусов Цельсия, но это было бы неприемлемо для алюминия, учитывая, что он испаряется при 2500 градусах Цельсия. Добавляются нереагирующие ингредиенты, чтобы снизить температуру до благоприятных пределов.
Расплавленное железо сваривает металл, в то время как частицы оксида алюминия образуют защитную оболочку над сварным швом. Сварщики должны следить за тем, чтобы температура не опускалась ниже 2100 градусов Цельсия; В противном случае более низкие температуры сделают процедуру неэффективной, поскольку оксид алюминия затвердевает при 2040 градусах Цельсия.
Помимо проблем с логистикой, слишком длинные рельсы потребуют огромных вложений в рабочую силу и деньги для их установки. Железнодорожные пути относительно короче, чтобы упростить установку на месте и избежать ненужных расходов.
Следовательно, вы найдете несколько стыков на рельсах, и именно здесь термитная сварка играет важную роль с одной задачей: создать непрерывные рельсовые пути. Термитная сварка не требует внешнего источника питания и, следовательно, может выполняться в местах, где нет источника питания. Кроме того, оборудование портативное, что позволяет без труда сваривать рельсовые пути на месте.
Давайте посмотрим на процедуры сварки термитом на железных дорогах.
Препарат
Для обеспечения эффективности необходима отличная подготовка.Это включает в себя очистку концов направляющих, выравнивание их осевых линий и установку их на расстоянии 23-27 мм (около 1 дюйма). Этот зазор устанавливается для обеспечения стабильных результатов при заливке расплавленного термита в песчаную форму.
В случае отказа рабочие могут отрезать 3-дюймовый кусок рельсового пути, удалить поврежденный сварной шов и поврежденные концы, а затем попытаться выполнить новый шов с использованием большего количества термитов и уникальной формы. Также важно проверить, совместимы ли рельсовые пути с термитом.
Также важно проверить, совместимы ли рельсовые пути с термитом.
Песочная форма разъемной конструкции, изготовленная для сварки рельсов типовых размеров, зажимается на концах рельсов. Чрезвычайно важно, чтобы центр формы совпадал с зазором между рельсами. Формы для термитной сварки имеют заслонку для предварительного нагрева, стояки и вентиляционные отверстия.
Для получения прочного термитного шва требуется предварительный нагрев концов рельсов для устранения сырости и холода на металлах, а также для повышения температуры песчаной формы. Специально разработанная сварочная горелка, работающая на пропане и кислороде, обеспечивает работу в диапазоне температур от 600 до 1200 градусов Цельсия.Специалисты по сварке проверяют температуру, используя специальный прибор или проверяя цвет рельсов.
Вынув горелку для предварительного нагрева, рабочие ставят тигель с термитом над формой. В нижней части тигля имеется заслонка, позволяющая расплавленному металлу течь в зазор рельса.
Термитную смесь воспламеняют с помощью специального запального стержня, зажженной петарды или порошка, содержащего перекись бария. Если расплавленный металл и шлак имеют разную удельную плотность, шлак плавает сверху, предотвращая реакцию расплавленного чугуна с атмосферными газами.
Автоматическая система выпуска позволяет расплавленному металлу течь непосредственно в зазор, при этом шлак остается в верхней части сварного шва, где он затвердевает. Излишки шлака стекают в стальные уловители по бокам. После затвердевания расплавленного металла рабочие удаляют материал формы и излишки стали с помощью пневматического устройства обрезки.
Последние штрихи
Рабочие счищают мусор с холодного стыка и используют шлифовальные машины для получения правильного профиля рельса.Осмотр и испытания необходимы, чтобы убедиться, что сварное соединение готово к эксплуатации, при этом стандартными испытаниями являются испытания на твердость, прочность и поперечную разрушающую нагрузку.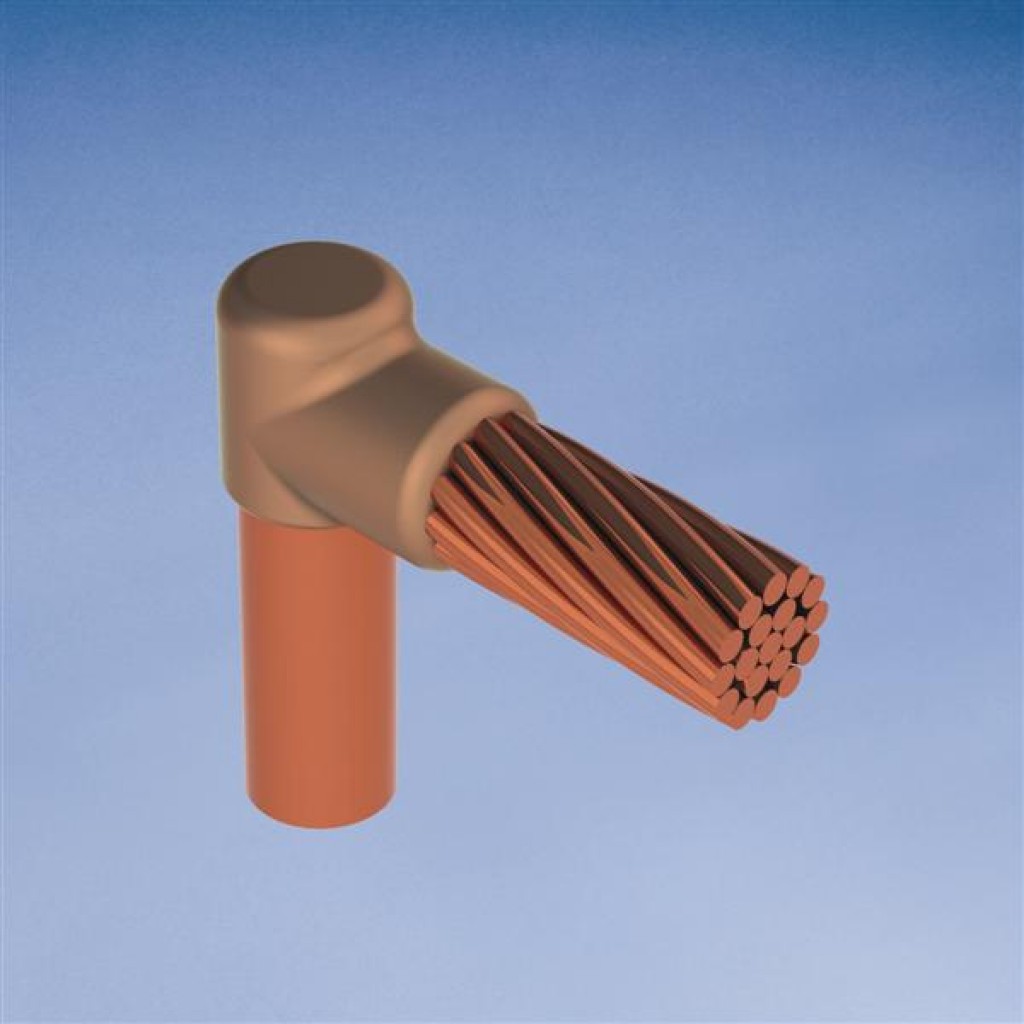 Должно пройти не менее 30 минут, прежде чем поезд пройдет по сварному стыку.
Должно пройти не менее 30 минут, прежде чем поезд пройдет по сварному стыку.
Меры предосторожности при термитной сварке
- Только квалифицированный сварщик с квалификационным сертификатом может выполнять термитную сварку рельсовых путей.
- Все необходимое оборудование должно быть доступно и в хорошем рабочем состоянии.Самое главное, что рабочие должны носить средства индивидуальной защиты на протяжении всего процесса.
- Рабочие должны выполнить термитную сварку стыков рельсов в соответствии с предписанными процедурами, уделяя особое внимание вертикальному и горизонтальному выравниванию рельсов.
- Термитная сварка должна выполняться в полностью обезвоженной среде. Одна капля воды может вызвать опасную реакцию фиолетового цвета.
- Перед сваркой рельс следует очистить проволочной щеткой и керосиновым маслом.
- Рабочие должны убедиться, что пакеты с термитным порошком полностью запечатаны и не содержат влаги перед открытием. Термитная смесь должна быть не старше двух лет.
Термитная сварка уже давно является общепринятым методом соединения рельсовых путей на строительной площадке. Он не требует внешнего питания, обладает преимуществом портативности и позволяет формировать бесшовные сварные швы. Тем не менее, успех процедуры заключается в соблюдении установленных правил и использовании правильного сварочного комплекта.
Будет ли «термитный сварочный аппарат» автоматизирован или заменен роботами?
Неизвестный шанс автоматизации
К сожалению, исследовательская работа не содержала никакой информации об этой профессии. Может взглянуть на наши каталог?
Описание работы
Используйте оборудование для ручной сварки или газовой резки для сварки или соединения металлических компонентов или для заполнения отверстий, углублений или швов готовых металлических изделий.
Сведения о вакансии
- Код SOC (Стандартная профессиональная классификация): 51-4121.
 06
06
☝️ Информация основана на справочной профессии «Сварщики, резаки и сварщики-слесари».
Также известен как…
Задания для «Сварщика термитов»
- Эксплуатирую паяльное и паяльное оборудование.
- Разрабатывайте шаблоны и модели для сварочных проектов, используя математические вычисления на основе информации из чертежей.
- Пометьте или пометьте материал надлежащим номером работы, отметками деталей и другими опознавательными отметками, если это необходимо.
- Расплавьте свинцовые стержни, проволоку или лом, чтобы добавить свинец в стыки или выдавить расплавленный лом в форму многоразового использования.
- Удалите неровности с заготовок с помощью переносных шлифовальных машин, ручных напильников или скребков.
- Обнаружение сбоев в работе оборудования или дефектных материалов и уведомление руководителей.
- Удалите стружку или сошлифуйте излишки сварного шва, шлака или брызг, используя ручные скребки или механические измельчители, переносные шлифовальные машины или оборудование для дуговой резки.
- Очистите или обезжирите детали с помощью проволочных щеток, переносных шлифовальных машин или химических ванн.
- Используйте защитное оборудование и соблюдайте безопасные рабочие привычки.
- Распознавать, настраивать и использовать ручной и электроинструмент, распространенный в сварочной отрасли, например, оборудование для дуговой сварки в среде защитного металла и металлической дугой в среде защитного газа.
- Заполните отверстия и увеличьте размер металлических деталей.
- Зажигайте горелки или запускайте источники питания и зажигайте дугу, касаясь электродами свариваемых металлов, замыкая электрические цепи.
- Определить необходимое оборудование и методы сварки, применяя знания в области металлургии, геометрии и техники сварки.
- Проверьте канавки, углы или допуски зазоров с помощью микрометров, штангенциркуля и прецизионных измерительных инструментов.
- Предварительно нагрейте заготовки перед сваркой или гибкой с помощью горелок или нагревательных печей.
- Демонтировать металлические конструкции или разрезать металлолом, используя оборудование для термической резки, такое как газовые резаки или оборудование для плазменной резки.
- Выберите и установите горелки, наконечники горелок, присадочные стержни и флюс в соответствии со спецификациями сварочной карты или типами и толщиной металлов.
- Подсоедините и поверните регулирующие клапаны, чтобы активировать и отрегулировать поток и давление газа так, чтобы получить желаемое пламя.
- Сигнал крановщикам о перемещении больших деталей.
- Установите и используйте лестницы и строительные леса по мере необходимости для завершения работы.
- Анализируйте инженерные чертежи, чертежи, спецификации, эскизы, рабочие задания и паспорта безопасности материалов для планирования компоновки, сборки и сварки.
- Подготовьте все поверхности материала для сварки, убедившись, что на них нет рыхлой или толстой окалины, шлака, ржавчины, влаги, жира или других посторонних предметов.
- Использовать методы пожаротушения в чрезвычайных ситуациях на производстве.
- Соединяйте такие детали, как балки и стальные арматурные стержни, в зданиях, мостах и автомагистралях, при необходимости скрепляя болтами и заклепками.
- Ремонт изделий путем демонтажа, правки, изменения формы и повторной сборки деталей с использованием резаков, правильных прессов и ручных инструментов.
- Установите и закрепите заготовки с помощью подъемников, кранов, проволочных и ленточных станков или ручных инструментов.
- Сваривайте отдельно или в комбинации, используя алюминий, нержавеющую сталь, чугун и другие сплавы.
- Вырежьте, обрежьте и скосите металлические пластины и конструкционные формы в соответствии с размерами, указанными в чертежах, схемах, рабочих заданиях и шаблонах, с помощью механизированных пил, ручных ножниц или ножей для стружки.
- Оценка материалов, необходимых для производства и изготовления, и поддержание необходимых запасов материалов.
- Сваривайте компоненты в горизонтальном, вертикальном или потолочном положениях.
- Разложите, разместите, выровняйте и закрепите детали и сборки перед сборкой, используя линейки, комбинированные угольники, штангенциркуль и линейки.
- Осмотрите детали на предмет дефектов и измерьте детали с помощью линейок или шаблонов, чтобы убедиться в соответствии спецификациям.
- Строжка металлов воздушно-дуговой строжкой.
- Удалите выпуклости или изгибы металлических деталей.
- Зажмите, удерживайте, сварите прихваточным швом, согните, отшлифуйте или скрепите болтами детали для получения необходимых конфигураций и положений для сварки.
- Работайте на станках для формовки, правки и гибки металла, например на тормозах и ножницах.
- Смешайте и нанесите на продукты защитные покрытия.
- Следите за процессами подгонки, обжига и сварки, чтобы избежать перегрева деталей или деформации, усадки, деформации или расширения материала.
- Используйте ручное или полуавтоматическое сварочное оборудование для плавления металлических сегментов, используя такие процессы, как газовая вольфрамовая дуга, газовая металлическая дуга, порошковая дуга, плазменная дуга, дуга в экранированном металлическом корпусе, контактная сварка и сварка под флюсом.
- Направляйте и направляйте пламя или электроды на заготовки или поперек них для выпрямления, сгибания, плавления или наращивания металла.
Сопутствующие технологии и инструменты
- Разметчики
- Приборы для измерения расхода газа
- Пневматическое долото
- Вилочные погрузчики
- Приборы для измерения сварочного тока
- Автономный дыхательный аппарат
- Уровни
- Электродрели
- Переносные магнитные сверлильные станки
- Краны мостовые
- Наконечники сварочные
- Оборудование для кислородно-ацетиленовой сварки
- Наборы торцевых ключей
- Отрезные пилы
- Сварочные аппараты с механизмом подачи проволоки
- Пневматический скалер
- Строительные леса
- Угловые искатели
- Пневматическая дрель
- Приборы для измерения дугового напряжения
- Гидравлический подъемник
- Гидрокостюмы
- Лебедки
- Оборудование для контактной сварки
- Очки защитные
- Щетки силовые
- Держатели подводных электродов
- Подъемник электрический
- Отбойные молотки ручные
- Unishears
- Сварочное оборудование Heliarc
- Наковальни
- Пароочистное оборудование
- Прямоугольники
- Токарные станки
- Водонепроницаемые перчатки
- Квадраты
- Плашки для резки металла
- Калибры угловых швов
- Щитки сварочные
- Сварочные аппараты MIG в среде инертного газа
- Ножницы
- Компьютерное числовое управление Программируемые контроллеры сварочных роботов с ЧПУ
- Проволока электродная
- Напильники однопроходные
- Радиостанция двусторонней связи
- Легкие грузовики
- Ступени поворота
- Гайковерты ударные
- Подводные электроды
- Горелки сварочные
- Оборудование для сварки TIG вольфрамовым электродом в среде инертного газа
- Стержневые печи
- Линзы сварочные
- Силовые измельчители
- Оборудование для подводной сварки
- Сварочные пистолеты
- Щетки проволочные
- Штангенциркуль
- Монтировки
- Comealongs
- Мобильные сварочные агрегаты
- Аппараты лазерной сварки
- Преобразователи тока
- Высечные ножницы
- Аппараты для дуговой сварки в экранированной среде
- Переносные газовые сварочные аппараты
- Сварочные роботы
- Паяльники
- Суппорт
- Электропилы
- Ручные резьбонарезчики
- Прижимные планки
- Ленточные пилы
- Труборез
- Резаки для выкройки
- Метчики по металлу
- Настольные компьютеры
- Станки для гибки металла
- Пуансоны
- Пробивные прессы
- Маркеры металлические
- Маски для респираторных шлангов
- Электроды сварочные
- Персональные компьютеры
- Зажимы ручные
- Паяльное оборудование
- Транспортиры
- Кусачки
- Источники постоянного тока постоянного тока
- Ключ разводной
- Оборудование для ультразвуковой сварки
- Бобинорезка
- Лазерные принтеры
- Духовки и горячие боксы
- Моторизованные резаки
- Станки шлифовальные
- Тормоза
- Трещотки
- Аппараты плазменной сварки
- Гидравлические прессы
- Фрезерные станки
- Микрометры
- Держатели сварочных электродов
- Маски сварочные
- Буферы
- Приборы для измерения скорости подачи проволоки
- Домкраты гидравлические
- Лестницы
- Станки сверлильные
- Датчики температуры
- Шлифовальные машины
- Газорезательный полуавтомат
- Щитки для рук
- Электро-резьбонарезчики
- Управление техническим обслуживанием оборудования OmniFleet
- Слив фильтра FD Scientific Software Group
- Программное обеспечение для ведения учета
- Труба EZ
- Microsoft Excel
Как выполнить термитную сварку
Выбрать продуктColeman B / P C250170g Газовый баллончик с бутаном / пропаном — 2175POWERSOURCE 445G B / P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллончик с газовым баллоном CV4 Пропатер Газовый баллончик с газовым баллоном CV2CAMPINGAZ300 Сборка 35 дюймов ST POL x W2012622, Пигтейл-шланг для пропана 20 дюймов ST POL x W20 Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 3 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, шланг высокого давления змеевика 1 м — 4 .Диаметр 8 мм, бухта 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, бухта 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, бухта 1 м 15527, Снегирь 233P Комплект автоматической горелки на пропане (рычаг зажигания) 14850, Снегирь No. 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки с пропаном Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм.d.8870, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8869, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 6,85 мм od8873, насадка для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, форсунка для газового шланга Fulham — 3/8 «BSP F x 10 мм 6244, форсунка для газового шланга Fulham — 1/4» BSP F x 10 мм 8009, форсунка для газового шланга Fulham — 1/8 «BSP F x 10 мм 6247, форсунка для газового шланга Fulham — 1 / 2 «BSP TM x 10 мм 8871, форсунка для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8″ BSP TM x 10 мм 8843, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 90 ° 8842, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 60 ° 8844, ФОРСУНКА С 4-Х ХОДОВЫМ ШЛАНГОМ 8862, КОЛЬЦО КОЛЬЦА ДВОЙНОЙ ГОРЕЛКИ24035, КОЛЬЦО БОЛЬШОГО КОЛЬЦА ТРОЙНАЯ ГОРЕЛКА 19537, БОЛЬШОЙ КОЛЬЦО СТАЛЬНЫЙ КОЛЬЦО 88 КОЛЬЦЕВЫЙ КОЛЬЦ КОЛЬЦЕВАЯ ОДИНАРНАЯ ГОРЕЛКА 12679, КОМПЛЕКТ ДЛЯ ПЕРЕМЕНЫ РУЧНОЙ ПЕРЕДАЧИ ДВУХ ПАКЕТОВ 21000, КОМПЛЕКТ АВТОМАТИЧЕСКОЙ ПЕРЕКЛЮЧЕНИЯ ЧЕТЫРЕ ПАКЕТОВ С OPSO13493, Комплект для автоматической смены двух пакетов 11725, Гаечный ключ POL из кованой стали — черный 11724, Гаечный ключ POL из штампованной стали — оцинкованный 23142, 12 мм ЗАЖИМ НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ 23143, РЕГУЛЯТОР ПРОПАНА 37 мбар С МАНОМЕТРОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.5-4 БАР С НАПРАВЛЯЮЩИМ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, ЗАЖИМ 37 мбар НА ПРОПАНЕ РЕГ15163, ГАЗОПАН 8802, ГАЗОПАН 8802, ГАЗОПАН 8 Мбар РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХРАНЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ЗАВЕСА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2» FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «пропановый шланг 761020-OX 20 мм 10 м 3/8» фитинги кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 дюйма кислородный шланг 7606 10 OX 6 мм 10 м 1/4 дюйма кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма кислородный шланг 761605-OX 6 мм 5 м 3/8 дюйма установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1,6 мм 705203AFNM СОПЛО 3/64» 1,2 мм 705202AFNM СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 мм 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/2 1232,4 / ДЮЙМ ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 мм, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0.РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ СОПЛА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ СОПЛА 3/64 ″ / 1,2 ММ НАПРАВЛЯЮЩАЯ СОПЛА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СЕГМЕНТ СО2 СОЕДИНИТЕЛЬ 2 СТУПЕНЧАТЫЙ ИЗМЕРИТЕЛЬ ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина 100 мм Комплект Grweld Disc 6 * Parw 100 мм * Parw Disc 6 * Parw Disc 1GS1060.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Перчатка TIGP38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытиемP3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм 5 кг УПАКОВКА Электроды для дуговой сварки MMA для низкоуглеродистой стали E6013, упаковка 4,0 мм * 350 мм, 5 кг Электроды для дуговой сварки MMA, упаковка 3,2 мм * 350 мм, 5 кг Parweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг Parweld E6013 Электроды для дуговой сварки MMA из мягкой стали, упаковка 2,5 мм * 350 мм, 5 кг * 300 мм, 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Сварочная горелка TIG 250A с водяным охлаждением, доступна с кабелем 12 футов или 25 футовParweld PRO18-12S1BW PRO-Grip18 350A Сварочная горелка TIG с водяным охлаждением, доступна с кабелем 12 футов или 25 футов Parweld XTT 503-P1 Импульсный AC / DC Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В, инверторный сварочный аппарат для сварки TIG, инвертор Parweld XTT 200DC-P1, 200 А, 230 В Сварочный агрегат Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный агрегат TIGParweld PR17-25S1BG Pro-Grip Max 150A TIG Сварочная горелка, доступная с кабелями 4 м или 8 м -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами EuroParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A, включая кабель 3M и евро-фитинг Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с выходом O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В и сварочный комплект, включая корпус Легковесный комплект для кислородно-ацетиленовой сварки и пайки, в том числе комплект для резки Case 18/90 Oygen / ацетилен — 2 манометра, включая комплект кейса — Комплект для кислородно-пропановой резки вставлен, комплект подрядчиков 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1 Parweld XTM 252I 250 АМПЕР СИГНИЧЕСКИЙ MIG инвертор ARCING STIRGOU 600 TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ДЛЯ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ ПЛОСКА / ДУГОВЫЕ ПРУТКИ ДЛЯ ЧУГУНА.NI99 CI 2,5 мм 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) (45V42) RWN13N26 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦАНЖИ ДЛЯ TIG ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — СОПЛО 1/4 ALUMIGINA NOZZLE (PK810) (13N21) Сварка — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР Вольфрам 1,0 мм 2% .040 EARO961250 ТИГ-БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕРЖАВЕЮЩЕЙ СРЕДЫ НЕТ 968 1,2 ММ 650 СТАЛЬНОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ АЛЮМИНИЕВЫЕ УДИЛИЩА — СИФАЛЮМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИКА 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0,6MM 180A M6 — PACK DISL 10TWGAMOK GROSN20 AR 10TGOSN08 / GAMMO-GAMM-GAR-GAM-G-G-M6-G-M6115-PACK-PACK-A-10TGOSND-G-M6-PACK 115-D-GOSN-G-D-G-D-G-D 115-D-G-D-G-D-115. 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Надувной баллон с гелием — Премиум Надувной баллон с гелием — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока MIG без железа 0,8 мм 3,75 кг MIG WireDZ10001 Газовый баллон с кислородом и ацетиленом TrollyDZ10004 Портативная тележка для газового баллона SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные технические характеристики безопасностиESF287000 Kromer Сварочный защитный колпачок размером 6 7/8 дюйма ЛИНЗЫ ШЛЕМА — 1.0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 4 1/4 X10 ЗАПАСНОЙ ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X 90 мм 2 ШВАЛОВАЯ КОЛПАЧКА 1020 мм X10 ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X 2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0 — 40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF — 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Пищевой жидкий углекислый газ сорт углекислого газа 34 кг Заправка газа CO2 15 кг Отвод жидкости для глазури для стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ ПРОВОД ММ 15 КГ VZ181215LSG3 1,2 ММ ПРОВОД SG3 MIG (15 кг) БАРАБАНПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGBNA на 0-40 л Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с пробкой — Комплект подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 дюйма — 3/8 дюйма R / H соединитель шланга DA4003838LH Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N M 1 704201 ФОРСУНКА NG 5/64 «2.0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 «1,6 мм 702116PNM РЕЖУЩАЯ ФОРСУНКА 3/64″ 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102CCANM04W Сопло ANM04W свариваемость 3/64 100 мм Тип 5/64 W Свариваемость ANM8 100 мм Тип 5/64 установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установлен пропановый шлангBW600514RFT 6 мм 5 м 1/4 дюйма установленный шланг ацетилена 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 оптовых баллонов с баллонами без баллонов Воздушные шары и лента.Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаров Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и розлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л, 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1.5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой сорт, без аренды, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного класса, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 3,15 кг газа CO2 для гидропоники и выращивания водных растений — только заправка, пищевой сорт, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа СО2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших Количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для заполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально подходит для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6.35 кг Отвод жидкости для пейнтбола — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Внутренний дворик с калорийным газом 5 кг — Только заправка Патио с калорийным газом 13 кг — Только заправка Бутан с калорийным газом 7 кг — Только заправка Бутан с калорийным газом 4,5 кг — Заправка OnlyCalor Gas Butane 15KG — Только заправка Калорный газ Пропан 6KG — Только заправка Калорный газ Пропан 6KG Легкий вес — Только заправка Пропан калорийного газа 47KG — Только заправка Пропан калорийного газа 3,9 кг — Только заправка Пропан для калорийного газа 19 кг — Только заправка Пропан для пропана 13 кг — Только заправка 907 — Только заправка OnlyCamping Gaz 904 — Только заправкаCamping Gaz 901 — Только заправка Калорийный газ Пропан 18 кг Автогаз — Только заправка Калорийный газ Пропан 12 кг Автогаз — Только заправка 9.4 л многоразового газа для гелиевых баллонов — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового газа для гелиевых баллонов — внесение и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового гелия. Баллонный газ — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразовый гелиевый баллон с газом — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 50 л Многоразовый газовый баллон с гелием — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым баллоном — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым баллоном — Депозит и заправка — идеальны вечеринки и юбилеи 20 л многоразового газа для гелиевых шаров — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового газа для гелиевых шаров — Депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового гелиевого шара газ — депозит и пополнение — идеальные вечеринки и юбилеи ПортаГаз, аренда Свободный углекислый газ CO2 1.5 кг — Депозит и заправка Porta Gas, без аренды, чистый газ аргон 2 л 200 бар — только заправка Porta Gas, без аренды, чистый газ аргон 2 л 200 бар — Депозит и заправка Porta Gas, без аренды, кислородный газ 2 л 200 бар — только заправка Porta Gas, без аренды, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без аренды, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона, 20 л, 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.35 кг — только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — только заправка Хобби-газ, без аренды, 5% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, без аренды, смесь 5% CO2 / аргон 10 л 200 бар — залог Хобби-газ, бесплатно, 20% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно, смесь 20% CO2 / аргон 10 л 200 бар — Депозит и заправка Хобби-газ, бесплатная аренда углекислый диоксод CO2 газ 6,35 кг — Депозит и заправка Хобби Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только заправка Заправка углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только заправка Углеродный диоксид CO2 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Углекислый газ 3,15 кг для домашнего бара — залог и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 л Погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 л смесь погреб / пивной газ 70/30, для домашнего бара — только заправка 2 л погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид СО2 газ 6.35 кг — только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для заправки Смесь для погреба 20 л / пивного газа 60/40 для торговых пользователей — только для заправки Смесь для погреба 20 л / пивного газа 30/70 для торговых пользователей — только для заправки 10 л Погреб / смесь для пивного газа 60/40 Пользователи — только заправка 10 л смесь винного погреба / пивного газа 50/50 Для торговых пользователей — только заправка 10 литров погреб / пивной газ 30/70 смесь для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
Rail Insider-Thermite сварочное оборудование и техника.Информация для профессиональных железнодорожников из журнала Progressive Railroading Magazine
Уолтер Уарт
Хотя термитная сварка началась в Соединенных Штатах в 1930-х годах, она восходит к 1893 году и была запатентована в 1895 году немецким химиком Гансом Гольдшмидтом.
Реакцию алюмотермической сварки иногда называют «реакцией Гольдшмидта».
«Наша компания ведет свое происхождение от доктора Гольдшмидта, — говорит Дэвид Рэндольф, президент и главный исполнительный директор Orgo-Thermit Inc., добавив, что поставщик оборудования и услуг занимается термитной сваркой более 100 лет.
Поставщики продолжали совершенствовать оборудование и методы термитной сварки на протяжении десятилетий. Но в последнее время они серьезно углубились в исследования и разработки, чтобы постоянно предлагать другие процессы, продукты и услуги, которые предлагают более эффективную сварку рельсов при более низких затратах.
Исследования и разработки компании Orgo-Thermit привели к созданию ремонтного сварного шва с полной головкой — процесса, предназначенного для устранения поперечных дефектов в головке рельса.Сварной шов устраняет дефект рельса, но оставляет остальную часть рельса нетронутой, а установка занимает около 30 минут по сравнению с двумя часами, чтобы установить заглушку рельса с двумя термитными сварными швами, говорит Рэндольф. Кроме того, по его словам, ремонтная сварка с полной головкой может сократить расходы на несколько тысяч долларов.
В апреле 2008 года Orgo-Thermit начала испытания сварного шва в Центре транспортных технологий (TTCI) в Пуэбло, штат Колорадо. «Компания ищет пути дальнейшего улучшения сварного шва и процесса», — говорит Рэндольф.
«Еще одна область, которую мы изучаем, — это установка головных ремонтных швов на дефектные заводские сварные швы или стыковые электрические стыковые швы», — говорит он.
Кроме того, Orgo-Thermit разработала 1,5-дюймовые сварные швы с зазором в результате исследований, проведенных в Университете Иллинойса в 2004 году. Сварные швы «менее подвержены распространенным дефектам, которые обычно встречаются при сварке с зазором в один дюйм при использовании больших профилей рельсов», — говорится в сообщении. Рэндольф, добавив, что сварные швы были установлены на рельсах на мексиканской железной дороге для тяжелых перевозок и пока что показали «большой успех».»
Приближается
Railtech Boutet Inc. завершила некоторые собственные исследования и разработки и теперь предлагает систему ремонта с промывкой головки (HWR), которую можно использовать для ремонта поперечных и угловых дефектов колеи.
«Этот ремонт может быть завершен за 40 минут по сравнению с установкой рельсовой заглушки и двух сварных швов», — говорит исполнительный вице-президент и главный операционный директор Railtech Boutet Оливер Долдер, добавляя, что компания тестирует систему для ремонта дефектных сварных швов и стыковых стыков. сварные швы.
Рельс сначала необходимо отшлифовать на глубину до одного дюйма и ширину до двух дюймов, прежде чем система HWR будет использована для ремонта. Простота системы и более короткое время установки «предоставляют пользователю дополнительный простой и недорогой вариант ремонта гусениц», — говорит Долдер.
По его словам, после успешного первого раунда испытаний в TTCI компания получила окончательный отчет из центра в Колорадо и весной начнет продавать ремонтный сварной шов Head Wash Repair Weld.
Компания продемонстрировала ремонтный сварной шов с промывкой головки компаниям BNSF Railway Co., CN, Canadian Pacific и Union Pacific Railroad, говорит Долдер.
Railtech Boutet также предлагает системы алюминотермической сварки и ряд комплектов для сварки рельсов для изношенных рельсов и сварки в широкий зазор. Компания находится на завершающей стадии запуска производства своего CJ One-Shot Crucible на заводе в Наполеоне, штат Огайо.
Позже в этом году Railtech Boutet планирует провести дополнительные испытания в рамках продолжающегося исследования высокоуглеродистых и высокопрочных рельсов.Компания разрабатывает сварочный комплект для этих рельсов.
«Это будет ближе к металлургическим свойствам тех типов специальных рельсов, которые подходят для тех железных дорог, которые в настоящее время используют эти типы рельсов на магистральных путях и / или касательных и кривых», — говорит Долдер.
KLK-USA Co. также продолжает испытания сварочного продукта. К концу марта компания ожидает получить от TTCI результаты испытаний на изгиб и «металлографических» испытаний на «высокопрочных» образцах ELPA, сварного шва за один проход, установленного в основании рельса, сообщили официальные лица KLK-USA в электронном письме. .Кроме того, по их словам, Norfolk Southern Railway планирует провести аналогичные испытания.
По словам официальных лиц, температура сварного шва ELPA значительно ниже, чем у экзотермических швов. Сварочный шов ELPA доступен в ломаемой форме и предлагает комплект, включающий все необходимое для завершения сварки, согласно KLK-USA.
TTCI уже завершила другие испытания сварного шва с «положительными результатами», показывающими, что ELPA не влияет на внутреннюю структуру рельса, поскольку температура не превышает 500 градусов по Цельсию, заявили официальные лица KLK-USA.
Помимо увеличения продаж продукции в США, компания стремится развивать бизнес в Мексике. KLK-USA уже присутствует там, потому что Ferrosur S.A. de C.V. по данным поставщика, у нее более 4500 сварных швов. Компания также провела презентации для оператора метрополитена Мексики, которые были встречены «очень хорошо», заявили представители KLK-USA.
В настоящее время компания предлагает шесть продуктовых линеек: линейное сопротивление, заземление, контактный провод, паяльник, медный припой и кабельный ввод.
Помимо Северной Америки, KLK-USA продает свою сварочную продукцию в Европе и Южной Америке.
Тем временем сварочное подразделение Holland Co. L.P., которое предлагает услуги по стыковой сварке оплавлением на мобильных грузовиках, стационарных установках и внедорожниках, продолжает разрабатывать сварные швы, предназначенные для меньшего потребления рельсов.
По словам Кевина Флаэрти, вице-президента по продажам и маркетингу техобслуживания, компания Holland’s Low Consolidation Weld «значительно повысила производительность», поскольку меньшее потребление рельсов означает меньшее количество трудозатрат и регулировку непрерывной сварки рельсов.Компания Holland представила этот продукт около семи лет назад и в прошлом году получила разрешение Американской ассоциации инженеров железнодорожного транспорта и технического обслуживания (AREMA) на сварные швы.
С тех пор, как компания представила Puller Lite в 1990-х годах, электрические стыковые стыковые сварные швы «быстрее, проще и экономичнее в установке», — говорит он.
По словам Флаэрти, сварочный шов с низким расходом и съемник Lite (съемник на 160 тонн) были разработаны с учетом требований заказчиков. По его словам, одна из областей, в которой компания Low Consurance Weld Holland добилась успехов, — это сокращение рабочей силы.По словам Флаэрти, бригаде обычно приходится работать на гусеницах длиной 500 или 600 футов, но со сварным швом им, возможно, придется работать только на 300 футах пути.
«Бригаде не нужно снимать столько же рельсовых анкеров при сварке с малым расходом, сколько при обычном сварном шве», — говорит он.
Holland также продолжает совершенствовать программу управления Intelliweld, разработанную в 2002 году. Программа позволяет сварщикам компании быстрее реагировать на движение рельсов и другие параметры, влияющие на качество сварки.
«Мы постоянно работаем над улучшением качества и стабильности сварных швов», — говорит Флаэрти.
В движении
RibbonWeld L.L.C., предлагающая сварку на заводе с 2002 года, пытается повысить качество продукции и повысить ее качество, предлагая дополнительные мобильные сварочные услуги.
«Мы начали с нашего завода в Спрингфилде, штат Миссури, и теперь у нас есть три полевые бригады с полным мобильным сварочным оборудованием на высокорельсовых грузовиках, чтобы удовлетворить потребности наших клиентов», — говорит президент RibbonWeld Гэри Бевиллс.
Компания также управляет собственным железнодорожным составом и может забрать рельс и либо сварить его на месте, либо доставить на завод. Сварочные аппараты RibbonWeld предлагают ряд функций, таких как компьютерная программа, которая гарантирует, что аппарат каждый раз выполняет одни и те же сварные швы, и записывает информацию на жесткий диск, чтобы исключить бумажные записи, — говорит Бевиллс.
Кроме того, мобильные установки оборудованы для удаленного наблюдения и ремонта, а также оснащены бортовой камерой для наблюдения за работой.
Продолжительное впечатление
В прошлом году RibbonWeld представила систему пятиточечной сварочной головки для контроля всех аспектов выравнивания рельса во время сварки, говорит Бевиллс, добавляя, что сварной шов соответствует спецификациям AREMA.
«Мы видим, что железные дороги продолжают требовать, чтобы сварные швы были такими же, как и рельсы», — говорит он. «Это область, над которой мы работаем».
В железнодорожной отрасли есть развивающаяся область, на которой компания Geismar-Modern Track Machinery (MTM) уделяет особое внимание.Поставщик работает над тем, чтобы компания могла предоставить сварочное оборудование, отвечающее потребностям высокоскоростных рельсов.
«Мы поставляем широкий спектр компонентов с опытом поставки оборудования, соответствующего допускам на высокоскоростные рельсы, что должно быть выгодно для нашего рынка, когда высокоскоростное оборудование станет реальностью», — говорит генеральный менеджер по продажам MTM Алан Рейнольдс.
MTM также предлагает оборудование для сварки на заводе и вспомогательное оборудование для термитной сварки. Кроме того, компания предлагает ряд сварочных ножниц, в том числе ножницы для балочных рельсов, профильные шлифовальные машины, съемники рельсов и рельсовые пилы для термитной сварки, говорит Рейнольдс.
Два года назад компания MTM разработала профильно-шлифовальный станок модели MP-23 для сварщиков в пути, который позволяет оператору стоять. TTCI использует машину.
«Шлифовальный станок состоит из рамы, которая поддерживает шлифовальный станок и двигатель, уменьшая вес во время процесса шлифования и позволяя операторам шлифовать больше сварных швов без усталости, которая возникала ранее», — говорит Рейнольдс. «Наши клиенты ищут усовершенствования, которые сделают этот вид работы более безопасным и уменьшат вес оборудования.»
Экономия места
Железные дороги требуют усовершенствования сварочного оборудования, используемого на марганцевых лягушках, и марганцевых пересекающих алмазах. Lincoln Electric Co. попыталась ответить на этот призыв, представив Air Vantage¨ 500. Эта машина, разработанная более пяти лет назад, сочетает в себе воздушный компрессор и сварочный аппарат для экономии места, «что имеет решающее значение для установки оборудования на автомобиль», — говорит Брайан Мид, менеджер Lincoln Electric по глобальным счетам технического обслуживания железных дорог.
Air Vantage 500, используемый компанией CSX Transportation, позволяет выполнять строжку с удалением дефектов до трех восьмых дюйма. По словам Мида, в аппарате можно использовать проволочную сварку, которая работает быстрее и требует меньшего нагрева отливки. Air Vantage 500 также может питать электрические шлифовальные машины и пневматическое оборудование.
«Механизм подачи проволоки поперёк дуги получает питание для работы своего двигателя от дугового напряжения источника питания, [что] устраняет необходимость в отдельном кабеле управления для подачи питания на двигатель», — говорит Эрик Снайдер, руководитель Lincoln Electric. менеджер по продукции сварщиков с приводом от двигателя.
В течение последних трех лет компания также предлагает портативный промышленный механизм подачи проволоки LNª-25 PRO. Среди особенностей машины: разделенные направляющие для проволоки, которые обеспечивают полную поддержку проволоки на всем пути движения и исключают спутывание «птичьего гнезда», — говорит Мид.
Весомый выпуск
Stanley Hydraulic Tools также предлагает оборудование для сварки марганцевых отливок. Компания продает RW20, роботизированный аппарат для дуговой сварки с компьютерным управлением, используемый для ремонта рельсов и крестовин.«BNSF — первый пользователь сварочного аппарата», — говорит директор по маркетингу Стэнли Келли Стек.
«Несколько лет назад мы начали разработку оборудования, которое исключило бы возможность вдыхания дыма, содержащего марганец, для рабочих, — говорит он.
Компания также стремилась «вывести сварщика из рук рабочего», потому что старое оборудование очень тяжелое, — говорит Штек. По его словам, после двух лет исследований и разработок Стэнли разработал устройство, которое весит 42 фунта и позволяет рабочему стоять.
RW20 может записывать все сварочные события и оснащен автоматическим контролем образца и размеров для обеспечения однородности сварных швов.
Как и все поставщики сварочного оборудования и поставщики услуг, Stanley продолжает искать способы усовершенствовать свои машины, чтобы сделать процесс сварки проще, лучше и дешевле.
«Мы планируем автоматизировать регулировку подачи проволоки и процесс шлифования для RW20», — говорит Штек.
Уолтер Веарт — внештатный писатель из Денвера.
История сварки
Средневековье
Сварка ведет свое историческое развитие с глубокой древности. Самые ранние образцы сварки относятся к эпохе бронзы. Маленькие золотые круглые коробочки были сделаны сваркой внахлест под давлением. Считается, что эти коробки были сделаны более 2000 лет назад. В железном веке египтяне и жители восточного Средиземноморья научились сваривать железные части вместе. Было обнаружено множество инструментов, которые были изготовлены примерно в 1000 г.С.
В средние века было развито кузнечное искусство, и было произведено множество изделий из железа, сваренных молотком. Сварка в том виде, в котором мы ее знаем сегодня, была изобретена только в 19 веке.
1800
Эдмунду Дэви из Англии приписывают открытие ацетилена в 1836 году. Создание дуги между двумя угольными электродами с использованием батареи приписывают сэру Хамфри Дэви в 1800 году. В середине 19 века был изобретен электрический генератор и дуга освещение стало популярным.В конце 1800-х годов были развиты газовая сварка и резка. Была разработана дуговая сварка угольной дугой и металлической дугой, и контактная сварка стала практическим процессом соединения.
1880
Огюст де Меритен, работавший в лаборатории Кабота во Франции, в 1881 году использовал тепло дуги для соединения свинцовых пластин для аккумуляторных батарей. Это был его ученик, русский Николай Бенардос, работавший во французской лаборатории, получивший патент на сварку. Вместе со своим соотечественником Станиславом Ольшевским он получил британский патент в 1885 году и американский патент в 1887 году.В патентах показан первый электрододержатель. Это было началом дуговой сварки углем. Усилия Бенардоса ограничивались сваркой угольной дугой, хотя он умел сваривать не только свинец, но и железо. Углеродная дуговая сварка стала популярной в конце 1890-х — начале 1900-х годов.
1890
В 1890 г. Гроб Детройта был награжден первым в США патентом на процесс дуговой сварки с использованием металлического электрода. Это была первая запись металла, расплавленного из электрода, перенесенного через дугу, чтобы нанести присадочный металл в соединение, чтобы сделать сварной шов.Примерно в то же время Н. Славянов, русский, представил ту же идею переноса металла по дуге, но отливки металла в форме.
1900
Примерно в 1900 году компания Strohmenger представила в Великобритании металлический электрод с покрытием. Был тонкий слой глины или извести, но он обеспечивал более стабильную дугу. Оскар Кьельберг из Швеции изобрел покрытый или покрытый электрод в период с 1907 по 1914 год. Электроды с стержнем изготавливали путем погружения коротких отрезков голой железной проволоки в густую смесь карбонатов и силикатов и давая покрытию высохнуть.
Между тем были разработаны процессы контактной сварки, в том числе точечная сварка, шовная сварка, выпуклая сварка и стыковая сварка оплавлением. Элиху Томпсон создал контактную сварку. Его патенты датированы 1885-1900 гг. В 1903 году немец по имени Гольдшмидт изобрел термитную сварку, которая впервые была использована для сварки железнодорожных рельсов.
За это время были усовершенствованы газовая сварка и резка. Производство кислорода, а затем сжижение воздуха, а также введение в 1887 году выдувной трубы или горелки способствовали развитию как сварки, так и резки.До 1900 года с кислородом использовались водород и угольный газ. Однако примерно в 1900 году была разработана горелка, пригодная для использования с ацетиленом низкого давления.
Первая мировая война вызвала огромный спрос на производство вооружений, и сварка была задействована. Многие компании возникли в Америке и Европе, чтобы производить сварочные аппараты и электроды в соответствии с требованиями.
1919
Сразу после войны в 1919 году 20 членов сварочного комитета военного времени Корпорации аварийного флота под руководством Комфорта Эйвери Адамса основали Американское сварочное общество как некоммерческую организацию, занимающуюся развитием сварки и связанных с ней процессов.
Переменный ток был изобретен в 1919 году К. Дж. Холслагом; однако он не стал популярным до 1930-х годов, когда электрод с толстым покрытием нашел широкое применение.
1920
В 1920 году была внедрена автоматическая сварка. В нем использовалась проволока неизолированного электрода, работающая на постоянном токе, и напряжение дуги использовалось в качестве основы для регулирования скорости подачи. Автоматическая сварка была изобретена П.О. Нобель компании General Electric. Его использовали для наращивания изношенных валов двигателей и изношенных колес кранов.Он также использовался в автомобильной промышленности для производства картеров заднего моста.
В 1920-е годы были разработаны различные типы сварочных электродов. В течение 1920-х годов были значительные разногласия по поводу преимущества стержней с толстым покрытием по сравнению со стержнями с легким покрытием. Электроды с толстым покрытием, изготовленные методом экструзии, были разработаны Лангстротом и Вундером из A.O. Smith Company и использовались этой компанией в 1927 году. В 1929 году Lincoln Electric Company произвела экструдированные электродные стержни, которые были проданы населению.К 1930 году широкое распространение получили покрытые электроды. Появились правила сварки, требующие более качественного металла шва, что увеличило использование покрытых электродов.
В течение 20-х годов прошлого века проводились значительные исследования по защите дуги и области сварного шва подачей газа извне. Атмосфера кислорода и азота при контакте с расплавленным металлом сварного шва вызывает хрупкие, а иногда и пористые сварные швы. Исследования проводились с использованием методов газовой защиты. Александр и Ленгмюр работали в камерах, используя водород в качестве сварочной атмосферы.Они использовали два электрода, начиная с угольных электродов, но позже перейдя на вольфрамовые электроды. В дуге водород был заменен на атомарный водород. Затем он выдувался из дуги, образуя сильно горячее пламя атомарного водорода, переходящего в молекулярную форму и выделяющего тепло. Эта дуга вырабатывала вдвое больше тепла, чем кислородно-ацетиленовое пламя. Это стало процессом сварки атомарным водородом. Атомарный водород так и не стал популярным, но использовался в 1930-х и 1940-х годах для специальных сварочных работ, а затем для сварки инструментальных сталей.
H.M. Хобарт и П. Деверс выполнял аналогичную работу, но в атмосфере аргона и гелия. В их патентах, поданных в 1926 году, дуговая сварка с использованием газа, подаваемого вокруг дуги, была предшественницей процесса газовой дуговой сварки вольфрамом. Они также показали сварку концентрическим соплом и электродом, подаваемым через сопло в виде проволоки. Это был предшественник процесса газовой дуговой сварки металла. Эти процессы получили развитие намного позже.
1930
Приварка шпилек была разработана в 1930 году на военно-морской верфи Нью-Йорка специально для крепления деревянных настилов к металлической поверхности.Сварка шпилек стала популярной в судостроении и строительстве.
Автоматическим процессом, который стал популярным, стал процесс дуговой сварки под флюсом. Этот процесс порошковой или дуговой сварки был разработан National Tube Company для трубного завода в Маккиспорте, штат Пенсильвания. Он был разработан для продольных швов в трубе. Этот процесс был запатентован компанией Robinoff в 1930 году и позже был продан компании Linde Air Products Company, где он был переименован в сварку Unionmelt.Сварка под флюсом применялась при укреплении обороны в 1938 году на верфях и артиллерийских заводах. Это один из самых продуктивных сварочных процессов, который остается популярным и сегодня.
1940
Дуговая сварка вольфрамовым электродом (GTAW) началась с идеи C.L. Гроб для сварки в атмосфере неокисляющего газа, которую он запатентовал в 1890 году. Эта концепция была дополнительно усовершенствована в конце 1920-х годов Х.М. Хобартом, который использовал гелий для защиты, и П.К. Деверс, использовавший аргон. Этот процесс идеально подходит для сварки магния, а также нержавеющей стали и алюминия.Он был усовершенствован в 1941 году, запатентован Мередит и назван Heliarc Welding. Позже лицензия была передана компании Linde Air Products, где была разработана горелка с водяным охлаждением. Процесс газовой дуговой сварки вольфрамом стал одним из самых важных.
Процесс газовой дуговой сварки (GMAW) был успешно разработан в Battelle Memorial Institute в 1948 году при спонсорской поддержке компании Air Reduction. В этой разработке использовалась дуга в защитном газе, аналогичная газовой вольфрамовой дуге, но вместо вольфрамового электрода использовалась электродная проволока с непрерывной подачей.Одним из основных изменений, сделавших процесс более удобным, стали электродные проволоки малого диаметра и источник питания постоянного напряжения. Этот принцип был запатентован ранее H.E. Кеннеди. Первоначально GMAW использовалась для сварки цветных металлов. Высокая скорость наплавки побудила пользователей опробовать этот процесс на стали. Стоимость инертного газа была относительно высокой, и не сразу получить экономию средств.
1950
В 1953 году Любавский и Новошилов объявили о применении сварки плавящимися электродами в атмосфере углекислого газа.Сварочный процесс CO 2 сразу же завоевал признание, поскольку в нем использовалось оборудование, разработанное для дуговой сварки металла в инертном газе, но теперь его можно использовать для экономичной сварки сталей. Дуга CO 2 — это горячая дуга, и для электродных проволок большего размера требовались довольно большие токи. Этот процесс получил широкое распространение с появлением электродных проволок меньшего диаметра и усовершенствованных источников питания. Эта разработка была разновидностью дуги короткого замыкания, которая была известна как сварка микропроволокой, сварка короткой дугой и погружением, все из которых появились в конце 1958 года и в начале 1959 года.Этот вариант позволил выполнять сварку тонких материалов во всех положениях и вскоре стал самым популярным из вариантов процесса дуговой сварки металлическим электродом в газе.
1960
Другим вариантом было использование инертного газа с небольшим количеством кислорода, обеспечивающего перенос дуги распылительного типа. Он стал популярным в начале 1960-х годов. Недавнее изменение — использование импульсного тока. Ток переключается с высокого на низкое значение со скоростью, в один или два раза превышающей частоту сети.
Вскоре после внедрения сварки CO 2 был разработан вариант с использованием специальной электродной проволоки.Эта проволока, описываемая как электрод изнутри-наружу, была трубчатой в поперечном сечении с флюсующими агентами внутри. Процесс назывался Dualshield, что указывало на то, что для защиты от дуги использовался внешний защитный газ, а также газ, образованный потоком в сердечнике проволоки. Об этом процессе, изобретенном Бернаром, было объявлено в 1954 году, но он был запатентован в 1957 году, когда Национальная компания по баллонному газу повторно представила его.
В 1959 году был изготовлен электрод изнутри-наружу, не требовавший внешней газовой защиты.Отсутствие защитного газа сделало этот процесс популярным для некритических работ. Этот процесс получил название Innershield®.
Процесс электрошлаковой сварки был объявлен Советским Союзом на Всемирной выставке в Брюсселе в Бельгии в 1958 году. Он использовался в Советском Союзе с 1951 года, но был основан на работе, проделанной в Соединенных Штатах Р.К. Хопкинса, получившего патенты в 1940 году. Процесс Хопкинса никогда не использовался в значительной степени для присоединения. Процесс был усовершенствован, и оборудование было разработано в лаборатории института Патона в Киеве, Украина, а также в исследовательской лаборатории сварки в Братиславе, Чехословакия.Первое производственное использование в США было в Электромоторном подразделении General Motors Corporation в Чикаго, где это называлось процессом электроформования. В декабре 1959 года было объявлено о производстве сварных блоков дизельных двигателей. Этот процесс и его разновидности с использованием расходуемой направляющей трубы используются для сварки более толстых материалов.
В 1961 году корпорация Arcos представила еще один метод вертикальной сварки, названный «Электрогазом». В нем использовалось оборудование, разработанное для электрошлаковой сварки, но использовалась порошковая электродная проволока и газовая защита с внешним питанием.Это процесс с открытой дугой, поскольку в нем не используется шлаковая ванна. В более новой разработке используются самозащитные электродные провода, а в другом варианте используется сплошной провод, но с газовой защитой. Эти методы позволяют сваривать более тонкие материалы, чем можно сваривать электрошлаковым способом.
КомпанияGage изобрела плазменную дуговую сварку в 1957 году. В этом процессе используется ограниченная дуга или дуга, проходящая через отверстие, что создает дуговую плазму с более высокой температурой, чем вольфрамовая дуга. Он также используется для напыления металла, строжки и резки.
Процесс электронно-лучевой сварки, в котором в качестве источника тепла в вакуумной камере используется сфокусированный пучок электронов, был разработан во Франции. J.A. Штор из Французской комиссии по атомной энергии впервые публично раскрыл этот процесс 23 ноября 1957 года. В Соединенных Штатах автомобильная промышленность и промышленность по производству авиационных двигателей являются основными пользователями электронно-лучевой сварки.
Самые последние
Сварка трением, при которой для получения тепла от трения используется скорость вращения и давление осадки, была разработана в Советском Союзе.Это специализированный процесс, который применяется только тогда, когда необходимо сварить достаточный объем аналогичных деталей из-за первоначальных затрат на оборудование и инструменты. Этот процесс называется инерционной сваркой.
Лазерная сварка — один из новейших процессов. Изначально лазер был разработан в Bell Telephone Laboratories как устройство связи. Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла. Он использовался для резки металлов и неметаллов.Доступно оборудование с непрерывным импульсом. Лазер находит применение в сварке в автомобилестроении.
Информация предоставлена Институтом сварочных технологий Хобарта. Эта статья была взята из книги «Современные сварочные технологии», 4-е издание, 1998 г., Ховард Б. Кэри. Опубликовано Prentice-Hall.
Порошок для термитной сварки, стандарт качества: реагент, тип упаковки: пакет,
О компании
Год основания 2011
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников от 26 до 50 человек
Годовой оборот10-25 крор
Участник IndiaMART с сентября 2011 г.
GST27ANPPS0701G1ZZ
Код импорта и экспорта (IEC) 03150 *****
Экспорт в Объединенные Арабские Эмираты, Непал, Шри-Ланку
С 2011 г. , Amiable Impex является ведущим производителем, экспортером, поставщиком, дистрибьютором, оптовым продавцом медной проволоки и принадлежностей к ней, порошка для экзотермической сварки, медной оплетки, луженой медной оплетки, гибких соединителей / шунтов / перемычек, ламинированных медью, и другие аксессуары для заземления и освещения. и т. Д. Для получения более подробной информации посетите наш сайт.Посетите наши другие веб-сайты, где можно найти медный стержень , порошок для экзотермической сварки, медную оплетку, медные ламинированные соединители и другие продукты:
Мы являемся производителем медных оплеток и медных стержней, имеющих завод по адресу: Factory 1:
Медное покрытие, т. Е. Гальванический завод
(производство медных стержней и т. Д.)
Завод 2:
Медный ткацкий завод i.e Медные гибкие установки
(производство медных оплеток, медных проводников и т. д.)
Как одна из самых уважаемых корпораций Индии, мы заслужили хорошую репутацию среди наших клиентов благодаря обеспечению качества, своевременной доставке и высокой степени удовлетворенности клиентов. Чтобы гарантировать постоянство, мы работаем в рамках системы обеспечения качества, которая подтверждена сертификатом ISO 9001–2008 UKAS, мы — компания, прошедшая сертификацию Crisil. Мы всегда верим в силу наших брендов делать правильные поступки.«Мы понимаем ценности наших клиентов.
Видео компании
Руководство по сварке алюминия: советы и методы
Алюминий — легкий, мягкий, малопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если он не легирован специальными элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий. Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость являются факторами, определяющими выбор процесса. У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления. На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий легкий и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как к теплу, так и к свету.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC).При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроводная сварка алюминия MIGАлюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он будет светиться тускло-красным светом.
При пайке алюминия горелкой используется флюс. Флюс будет плавиться, когда температура основного металла приблизится к требуемой температуре. Сначала высыхает флюс и плавится по мере того, как основной металл достигает правильной рабочей температуры.
При сварке горелкой в кислородно-ацетиленовой или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
Расплавленный алюминиевый наполнитель
Правильно добавлен алюминиевый наполнитель в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые.Деформируемые сплавы в виде листов и пластин, труб, экструдированных и катаных профилей и поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были склеены и в некоторой степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга дает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей.Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Нормальные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость алюминиевых сварных швов. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма от стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Алюминиевый сплав Нумерация
Разработано множество алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc., для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серия . Это глинозем с чистотой 99 процентов или выше, которые используются в основном в электрической и химической промышленности.
- 2XXX серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при надлежащей термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминием из специальных сплавов.Эти сплавы используются в авиастроении.
- 3ХХХ серии . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в количествах, достаточных для значительного снижения температуры плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термообработке.
- 5XXX серии . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6XXX серии . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- 7XXX серия . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сварить, припаять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или обильное нанесение флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя очищать каустической содой или чистящими средствами с pH выше 10, так как они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскоб острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из зоны сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность.Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время налипания не очень быстрое, но сварные швы следует выполнять после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава, он проводит тепло в три-пять раз быстрее, чем сталь.
Алюминий требует больше тепла, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых секций часто используется предварительный нагрев. Если температура слишком высока или период времени слишком большой, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. И газовая вольфрамовая дуга, и газовая дуга с металлической дугой удовлетворяют это требование.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов очень быстро затвердевает, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку во всех положениях газовой вольфрамовой дугой и газовой дуговой сваркой.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.
Сварка алюминиевых листов
Для сварки алюминиевых листов из-за сложности управления дугой, стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовой технологией.
Этот сварной шов может быть пористым и не подходить для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Подготовка кромки пластины
В целом конструкция сварных соединений алюминия вполне соответствует конструкции сварных соединений.Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевого листа меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может выполняться только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий валик и более широкий рисунок проникновения под валиком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.
Диаграмма проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 представлены технологические схемы сварки алюминия газовой дуговой сваркой.
Сварка алюминия GMAW
Алюминиевый шов, выполненный методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится сварным швом без шлака.Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используется метод зажигания дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки на противоположное и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить кратеры и растрескивание кратеров. Обычно используются вкладки стока.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов относительно работы.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости перемещения.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда бывает полезным при сварке тонких секций с толстыми. Корневой проход стыка обычно требует короткой дуги для обеспечения желаемого проплавления.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте лайнеры нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Труднее протолкнуть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Требуются пистолеты с водяным охлаждением, кроме слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучшее зажигание и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник питания постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия методом MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размер: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Два слоя второго слоя> осциллирующаяГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой вольфрамовой дуговой сварки (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очищающего действия. В Таблице 7-22 приведены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо восстановить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом. Новое оборудование обеспечивает программирование, предварительную и последующую подачу защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки отрицательным электродом на постоянном токе.
- В качестве защитных газов для сварки алюминия используются аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая создает полярность в наплавленном шве.
Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией стыка Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе дает эффект очистки от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги — это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
Для ручной сварки алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, — в другой. Первоначальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга разрывается и снова зажигается в суставе. Этот метод снижает вероятность появления включений вольфрама в начале сварки. Дуга удерживается в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей.
Если требуется присадочный металл, он может быть добавлен к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточный провар и избежать подрезов, чрезмерной ширины сварного шва и, как следствие, потери контроля проплавления и контура шва.
Одно правило — использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к дефектному сварному шву.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги и добавляя в кратер присадочный металл.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце сварного шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а их концы должны быть вырезаны или заострены конусом перед сваркой.
Конструкция сварного шва
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки с небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилегающий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Крайние и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но при этом очень важно их точное прилегание.
Прямая полярность постоянного тока
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов выгоден для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку существует меньшая склонность к нагреванию электрода, для заданного сварочного тока можно использовать электроды меньшего размера. Это будет способствовать сохранению узкого валика сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне выделяется больше тепла, поэтому она становится глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода.Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы исключить кратерные трещины. Размер галтели можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Сварка на переменном токе прямоугольной формы (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги. Во всех случаях кратер следует заполнить до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Металло-дуговая сварка в защитных оболочках
В процессе дуговой сварки металлическим электродом в защитных слоях используется электрод с покрытием из твердого флюса или экструдированного флюса.Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удаляется должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он дает сварные швы такого же внешнего вида, прочности и структуры, что и сварные швы, полученные при кислородно-ацетиленовой или кислородно-водородной сварке. Сварка в среде защитного угля производится как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненная тем же способом, что и при ручной дуговой сварке других материалов углем. Подготовка швов аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Увеличивается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Сварка шпилек
Приварку алюминиевых шпилек можно выполнять с помощью обычного оборудования для дуговой сварки шпилек, используя либо разряд конденсатора, либо разряд конденсатора с вытяжкой.
Обычный процесс дуговой приварки шпилек можно использовать для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
Пистолет для приварки алюминиевых шпилек немного модифицирован за счет добавления специального адаптера для контроля защитных газов высокой чистоты, используемых во время цикла сварки.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь — отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированного конденсатора или разрядки конденсатора с натянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварки накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторным разрядом небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпильки разрядом конденсатора протянутой дугой используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в вакуумированной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. Обычные дуговые и газовые нагреватели плавятся немного больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет отвода тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный луч способен к настолько интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавляются, и по мере того, как отверстие перемещается вдоль стыка, расплавляется больше металла на продвигающейся стороне отверстия. Это дефект вокруг отверстия отверстия и затвердевает вдоль задней стороны отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы получить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для кромочных, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл применяется редко, кроме наплавки.
Сварка сопротивлением
Способы контактной сварки алюминия (точечная, шовная и оплавление) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термообрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые могут быть соединены методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и непостоянное электрическое сопротивление.Чтобы получить точечные или шовные сварные швы максимальной прочности и однородности, обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с неизменно высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимо выполнить некоторые операции по очистке.
Подготовка поверхности к сварке обычно заключается в удалении жира, масла, грязи или идентификационной маркировки, а также в уменьшении и улучшении консистенции оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать поперечные нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке. Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, оставленные аппаратом для шовной сварки, могут перекрываться, образуя газонепроницаемое или непроницаемое для жидкости соединение.