Термитный патрон (термопатрон) — принцип работы и применение
При обслуживании линий электропередач периодически возникает необходимость сварки отдельных кабелей. Стандартные методы не всегда подходят: например, если кабель изготовлен из алюминия, сварной шов будет непрочным в связи с окислением материала. В этом случае эффективным и доступным решением станут термитные патроны.
Как это работает?
Порошкообразные механические смеси металлов с окислами металлов (термиты) сгорают, выделяя при этом большое количество тепла. На этом эффекте основан принцип термитной сварки.
В смесях в качестве окислов используют железную окалину, горючие металлы могут быть разными — например, алюминий, магний. Окисел железа является источником кислорода, а металл — источником тепла.
Термитные патроны для сварки проводов следует подбирать в зависимости от материалов и толщины изделий. В основном они используются для сваривания алюминиевых, сталеалюминиевых или медных проводов диаметром от 5 до 32 мм.
Для стальной проволоки 3–5 мм применяются термитные шашки.
Виды патронов и их различия
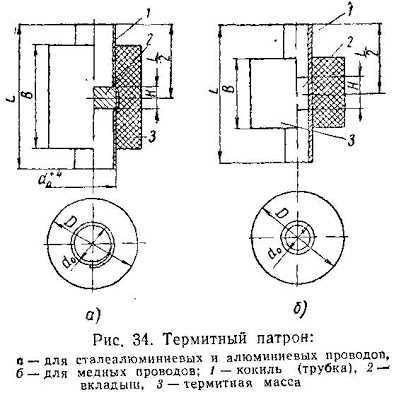
Существует несколько типов изделий, которые отличаются сечением и видом свариваемого кабеля. Термопатрон состоит из медного или стального кокиля, вкладыша и термитной массы. Для изготовления шашек вкладыши не используют.
На рынке представлены следующие виды патронов: ПАС, ПА и ПМС. Термопатроны ПАС служат для сварки проводов из алюминия или сталеалюминия, ПА предназначены для изделий с медными жилами, ПМС — для работы с медными жилами малого диаметра.
Для сварки многопроволочных проводов также подойдет термитный патрон.
Преимущества термитной сварки и особые условия
Данный метод отличается от прочих в первую очередь своей независимостью от источника электрической энергии. Потребности в установке сложного оборудования нет: соединения может выполнить монтажный или ремонтный персонал без привлечения дополнительных специалистов.
В случае строгого соблюдения технологии сварки данный способ соединения проводов — самый простой, быстрый и надежный.
Цельнометаллическое соединение, которое образуется в итоге, отличается высокой прочностью. Сечение металла на этом участке больше, чем у соединяемых проводов, а электрическое сопротивление — ниже.
Чтобы быть уверенным в качестве соединения, важно подготовить концы свариваемых проводов: предварительно очистить их от загрязнений, обезжирить и просушить.
moscow.ehz.center
Термитная сварка проводов
Термитную сварку проводов контактной сети и ВЛ выполняют с помощью сварочного приспособления и термитного патрона бригадой в составе не менее двух электромонтеров контактной сети, прошедших специальное обучение. Исполнители работ должны быть одеты в брезентовые комбинезоны и иметь защитные очки синего цвета. Подготавливаемые к термитной сварке провода должны быть одной марки. Концы свариваемых проводов на длине 150—200 мм выпрямляют. Проводом МГГ накладывают бандажи. Между бандажами разрезают провод и напильником снимают заусенцы на торце. Зачищают концы проводов на длине 40—60 мм и обезжиривают. Проверяют исправность и работу сварочного приспособления. Обращают внимание на исправность защитного кожуха, болтов-воротков, рабочих пружин, свободность хода системы рычагов в шарнирах. Осматривают термитный патрон, убеждаются в правильности его выбора:
Марка термитного патрона |
Марка |
ПАС-50 |
А-50; АС-50 |
ПАС-150 |
АС-150; А-185 |
ПАС-185 |
АС-185; А-185 |
М-95 |
М-95 |
М-120 |
М-120 |

Термитная масса должна быть чистой, без сколов и трещин. На внутренней и наружной поверхностях кокиля не должно быть следов коррозии, белого налета, повреждений. Заусенцы удаляют напильником. Для улучшения качества сварки алюминиевых и сталеалюминиевых проводов рекомендуется с поверхности вкладыша термитного патрона снять шабером наружную пленку окиси, просверлить вертикальное отверстие диаметром 3—6 мм на глубину массы термитного патрона и толщины стального кокиля.
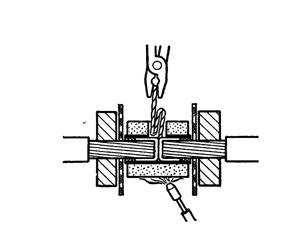
Концы свариваемых проводов вводят в термитный патрон через кокили до упора во вкладыш. Закрепляют провода в зажимах приспособления так, чтобы термитный патрон находился в средней части под защитным кожухом (размер А) между зажимами (размер Б), а разрез (шов) кокиля должен быть сверху, убеждаются в достаточности закрепления проводов в зажимах. Проскальзывание провода в зажиме не допускается. У торцов кокиля на провода накладывают шнуровым асбестом уплотнение (3—4 витка толщиной не более 2 мм). На расстоянии 12—16 мм от кокиля устанавливают ограничители в виде бандажей, что обеспечивает контроль двусторонней подачи проводов при их сварке.

Усадка металла не должна превышать 1/3 диаметра провода.
lokomo.ru
Термопатрон ПМ | «НПО «Нефтегазкомплекс-ЭХЗ»
 Термитные патроны для сварки алюминиевых, сталеалюминиевых и медных проводов
Термитные патроны для сварки алюминиевых, сталеалюминиевых и медных проводов
Помимо сварки катодных выводов ЭХЗ, медный термит находит применение и в других областях. Таких как сварка проводов различной площади сечения и из различных материалов. Ниже представлены типы и марки патронов выпускаемых нашей компанией.
Термитные патроны НГК для сварки алюминиевых и сталеалюминиевых проводов
Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
ПАС-16 | 16 | 18 | 50 | 13 |
ПАС-25 | 25 | 25 | 60 | 24 |
ПАС-35 | 35 | 25 | 60 | 32 |
ПАС-50 | 50 | 35 | 60 | 65 |
ПАС-70 | 70 | 38 | 65 | 80 |
Термитные патроны НГК для сварки медных проводов
Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
ПМС-6 | 6 | 18 | 50 | 13 |
ПМС-16 | 16 | 25 | 60 | 24 |
ПМС-25 | 25 | 25 | 60 | 32 |
ПМС-35 | 35 | 35 | 60 | 65 |
ПМС-50 | 50 | 38 | 65 | 80 |
Вспомогательные термоматериалы для поджига термитной смеси
Термитные спички НГК и термоподжиг НГК необходимые сопутствующие материалы для термитной сварки. Термоподжиг может быть двух видов: со шнуром замедленного горения и с проводами для дистанционного поджига. Мы всегда готовы предоставить необходимые материалы согласно Вашим потребностям на данный момент.
www.ngk-ehz.ru
Термопатрон АС | «НПО «Нефтегазкомплекс-ЭХЗ»
 Термитные патроны для сварки алюминиевых, сталеалюминиевых и медных проводов
Термитные патроны для сварки алюминиевых, сталеалюминиевых и медных проводов
Помимо сварки катодных выводов ЭХЗ, медный термит находит применение и в других областях. Таких как сварка проводов различной площади сечения и из различных материалов. Ниже представлены типы и марки патронов выпускаемых нашей компанией.
Термитные патроны НГК для сварки алюминиевых и сталеалюминиевых проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПАС-16 | 16 | 18 | 50 | 13 |
| ПАС-25 | 25 | 25 | 60 | 24 |
| ПАС-35 | 35 | 25 | 60 | 32 |
| ПАС-50 | 50 | 35 | 60 | 65 |
| ПАС-70 | 70 | 38 | 65 | 80 |
Термитные патроны НГК для сварки медных проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПМС-6 | 6 | 18 | 50 | 13 |
| ПМС-16 | 16 | 25 | 60 | 24 |
| ПМС-25 | 25 | 25 | 60 | 32 |
| ПМС-35 | 35 | 35 | 60 | 65 |
| ПМС-50 | 50 | 38 | 65 | 80 |
Вспомогательные термоматериалы для поджига термитной смеси
Термитные спички НГК и термоподжиг НГК необходимые сопутствующие материалы для термитной сварки. Термоподжиг может быть двух видов: со шнуром замедленного горения и с проводами для дистанционного поджига. Мы всегда готовы предоставить необходимые материалы согласно Вашим потребностям на данный момент.
www.ngk-ehz.ru
Термитные патроны (термопатроны) ПА, ПАС, ПМ
Термитные патроны (термопатроны) ПА
Термопатроны ПА необходимы для того, чтобы сваривать кабели и изолированные провода с жилами из алюминия, у которых сечение равно от 16 до 500 мм². Предлагается 13 видов отдельных термитных патронов для каждого сечения кабеля и проводов .
Чтобы поджигать термитные патроны нужны специализированные термитные спички. Их вы сможете найти здесь.
| Тип патрона | Сечение проводов и кабелей | Диаметр патрона | Высота патрона | Масса патрона | Количество в ящике |
| ПА—16 | 16 мм² | 20 мм | 28 мм | 13,9 г | 1 500 |
| ПА—25 | 25 мм² | 25 мм | 33 мм | 24,4 г | 1 500 |
| ПА—35 | 35 мм² | 30 мм | 34 мм | 36,5 г | 900 |
| ПА—50 | 50 мм² | 35 мм | 38 мм | 58,4 г | 501 |
| ПА—70 | 70 мм² | 35 мм | 41 мм | 79,9 г | 501 |
| ПА—95 | 95 мм² | 45 мм | 46 мм | 123,9 г | 231 |
| ПА—120 | 120 мм² | 45 мм | 50 мм | 136,5 г | 201 |
| ПА—150 | 150 мм² | 55 мм | 50 мм | 198,5 г | 150 |
| ПА—185 | 185 мм² | 55 мм | 58 мм | 228,9 г | 150 |
| ПА—240 | 240 мм² | 60 мм | 60 мм | 395,4 г | 111 |
| ПА—300 | 300 мм² | 65 мм | 75 мм | 426 г | 90 |
| ПА—400 | 400 мм² | 75 мм | 80 мм | 583 г | 72 |
| ПА—500 | 500 мм² | 80 мм | 90 мм | 731 г | 72 |
Термитные патроны (термопатроны) ПАС
Термопатроны ПАС необходимы для того, чтобы сваривать сталеалюминивыех и алюминиевые провода линий электропередачи, у которых сечение равно от 16 до 600 мм². Предлагается 13 видов отдельных термитных патронов для каждого сечения кабеля и проводов.
Также, чтобы поджигать термитные патроны нужен термитный поджиг.
| Тип патрона | Диаметр свариваемого провода | Диаметр патрона | Высота патрона | Масса патрона | Количество в ящике |
| ПАС—16 | 5,1 мм | 18 мм | 50 мм | 13 г | 1 440 |
| ПАС—25 | 6,4 мм | 25 мм | 60 мм | 24 г | 1 080 |
| ПАС—35 | 7,5 мм | 25 мм | 60 мм | 32 г | 918 |
| ПАС—50 | 9,0 мм | 35 мм | 60 мм | 65 г | 500 |
| ПАС—70 | 10,7 мм | 38 мм | 65 мм | 80 г | 400 |
| ПАС—95 | 12,3 мм | 43 мм | 65 мм | 118 г | 300 |
| ПАС—120 | 14,0 мм | 43 мм | 65 мм | 140 г | 300 |
| ПАС—150 | 15,8 мм | 43 мм | 80 мм | 155 г | 252 |
| ПАС—185 | 17,5 мм | 50 мм | 100 мм | 300 г | 132 |
| ПАС—240 | 20,0 мм | 60 мм | 100 мм | 360 г | 104 |
| ПАС—300 | 22,1 мм | 60 мм | 120 мм | 440 г | 80 |
| ПАС—400 | 25,5 мм | 65 мм | 125 мм | 580 г | 68 |
| ПАС—500 | 29,1 мм | 65 мм | 125 мм | 580 г | 68 |
| ПАС—600 | 31,5 мм | 70 мм | 130 мм | 750 г | 56 |
Термитные патроны (термопатроны) ПМ
Термопатроны ПМ необходимы для того, чтобы сваривать медные провода линий электропередачи, у которых сечение равно от 16 до 70 мм². Предлагается 5 видов отдельных термитных патронов для каждого сечения кабеля и проводов.
Также для сварки идеально подойдет термитная смесь медная.
| Тип патрона | Диаметр свариваемого провода | Диаметр патрона | Высота патрона | Масса патрона | Количество в ящике |
| ПМ—16 | 5,1 мм | 18 мм | 50 мм | 13 г | 1 440 |
| ПМ—25 | 6,4 мм | 25 мм | 60 мм | 24 г | 1 080 |
| ПМ—35 | 7,5 мм | 25 мм | 60 мм | 32 г | 918 |
| ПМ—50 | 9,0 мм | 35 мм | 60 мм | 65 г | 500 |
| ПМ—70 | 10,7 мм | 38 мм | 65 мм | 80 г | 400 |
Похожие товары:
Следующие материалы:
Предыдущие материалы:
www.tinexpro.ru
Термитная сварка — обзор технологии и оборудования
Сварочный процесс сопряжен с тщательной подготовкой всех работ, а также с наличием различных источников питания. Да и финансовая сторона может не окупаться с применением традиционных способов варки металлов. А что делать, если нужно быстро сделать соединение деталей, да еще и в полевых условиях? Отличным выходом станет термитная сварка.
В этой статье мы поведем речь о таком быстром и относительно недорогом способе как использование термита в сварочных работах. В чем заключается такая технология и что нужно для этого?
Области использования
Как было сказано выше, термитная сварка применима в полевых условиях, или в случае невыгодных в финансовом плане других традиционных способов.
Такой способ соединения металлов нашел себе применение при ремонте железнодорожных путей, кабелей связи или электрических проводов.
Алюминотермитная сварка рельсов, в принципе, единственный способ быстро провести ремонт при минимальных затратах.
Но термитное сваривание деталей применяется и в производстве. Особенно такой способ соединения актуален при изготовлении крупных по габаритам деталей: лопасти в речных и морских судах, коленчатые валы автомобилей и других.
Также широко применяют термит при ремонте большого оборудования в металлургии и металлообработке: прокатных станов, роторных валов, кузнечных прессов и прочих.
Как это происходит в технологическом плане?
Особенности технологии
Сваривание металлических частей путем применения термита построено на плавлении кромок соединяемых деталей в процессе горения и направления расплавленного металла, полученного вследствие высоких температур.
В кузнечном деле давным-давно применялся довольно интересный способ. В емкость насыпалась сера вперемешку с окалиной. Первая поджигалась и получался расплав металла, который можно было использовать для соединения деталей. Качество, конечно, было не слишком высоким.
Конечно, современная термитная сварка более совершенна. Работает она следующим образом.
Стык соединяемых деталей проливается расплавом, полученным при сгорании термитной смеси в тигле. Температура сгорания очень большая и позволяет быстро расплавить сталь.
Запал смеси происходит электрическим способом или же, если используется порошковая сварка, подрывом пиропатрона.
Технологически термитная сварка проводится в несколько приемов:
- В стык деталей.
- Литьем в промежутки (в промежуток между свариваемыми частями).
- Комбинированный.
- Дуплекс (два приема сразу).
Как работают эти приемы
Способ термитного сваривания встык, требует тщательной подготовки соединяемых поверхностей. Потом в зазоре устанавливается термитная пленка. Отдельно от деталей в тиглях готовится расплав, который заливают встык, сами заготовки при этом сжимаются для качественного соединения.
Литье в промежуток более простой прием. Расплав готовят путем сжигания термита в отдельной форме и его льют в зазоры между деталями.
Комбинированная технология применяется при сварке железнодорожных рельсов. Торцы сначала зачищают, потом между ними укладывают стальную пластину. При заливании рельсы сжимают и получают качественные соединения.
Дуплекс предусматривает использование термитного сваривания с прессованием соединяемых частей.
Особенности сварки проводов
Термитная сварка получила большое распространение и при соединении разного рода неизолированных кабелей.
При такой технологии главное — это точный расчет и соблюдение всех правил. В месте соединения провод увеличивается сечение провода, но при этом уменьшается электрическое сопротивление.
Для сваривания используют специальный термитный патрон, состоящий из листовой меди (толщина 1,25 миллиметра), медно-фосфорных вкладышей для заполнения зазора, и собственно термитной шашки для расплавления металла с дальнейшим соединением частей.
Оборудование термитной сварке
Основное оборудование для термитной сварки — это тигель, где и будет происходит плавка и горение термита. Снизу он оборудован сливом. В зависимости от требований, он изготавливается из тугоплавких металлов или из керамики.
Технология отливки предусматривает наличие форм и матриц, позволяющих работать с расплавом. Формы бывают как одноразовыми, так и многократного использования. И, конечно же, понадобится оборудование фиксации и зажима.
Дополнительно при термитной сварке используется кислородный резак, горелка для подогрева и специальный запальник.
Термитные патроны
Термит может производиться в порошкообразном виде или же (чаще) в виде специальных патронов (карандашей).
Состоит такой карандаш из основы в виде проволоки, диаметр которой будет зависеть от толщины свариваемых деталей.
Термитный патрон
Основа покрыта термитным составом, состоящим из алюминиевых опилок и железной окалины. Соотношение состава 23% алюминия, а 77 — железо.
Также вместо алюминия в составе могут находиться и другие металлы, а их соотношение относительно окиси железа может варьироваться: магний (31%), кальций (43%), титан (31%), кремний (21%).
На конце патрона находиться затравка для поджигания.
Все патроны тщательно упаковываются и хранятся порциями необходимыми для проведения определенных работ.
Дозирование термита зависит от параметров свариваемых деталей и может колебаться от нескольких сотен грамм до десятков килограмм. Например, алюмотермитная сварка рельса стандартного профиля потребует 7-8 кг термитного состава.
Особенности применения в домашних условиях
Конечно, в бытовых условиях лучше всего воспользоваться более традиционными способами соединения металла — электродуговой или газовой сваркой. Но термит может позволить сделать мелкие ремонтные работы или использоваться для соединения строительной арматуры.
При бытовом использовании лучше всего использовать термитный состав с минимальной температурой горения в 1300 градусов, этого будет более чем достаточно.
Работы по сварке проводят, используя термитный карандаш, который при правильном соблюдении технологии позволит сделать прочное соединение.
Термитное сваривание металлов намного упрощает процесс производства и ремонта. Особенно ее применение актуально при крупногабаритных деталях, когда традиционные способы использовать затруднительно. При этом разнообразие составов позволяет добиться качества и прочности сварного шва.
Конечно, использовать такой вид в бытовых условиях просто нецелесообразно. Ведь в домашнем хозяйстве нет столь крупных конструкций, а мелкий ремонт можно провести за счет обычной электродуговой сварки. Это будет просто экономически выгодно. Да и просто безопаснее.
Безопасность при самостоятельных работах с использованием термитных патронов должна быть на очень высоком уровне. Во-первых, обязательно использование защиты для лица и открытых частей тела, а во-вторых — нужно защитить зрение, ведь горение термита сопровождается таким же ярким свечением, как и при дуговом разряде.
Часто можно увидеть видео на ютубе о самостоятельном изготовлении термита с целью резки металла. Это довольно таки бессмысленные поделки в домашнем хозяйстве не просто непрактичны (ведь обычная болгарка с отрезным кругом упрощает все операции), но и даже опасно. Использование самодельного термита чревато не просто сильным горением, а и взрывом.
А что вы думаете по этому поводу? Насколько практична термитная сварка в бытовых домашних условиях? Можно ли с помощью ее проводить ремонтные и сварочные работы? Если у Вас есть опыт такого применения, пожалуйста, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
Термитный патрон — Большая Энциклопедия Нефти и Газа, статья, страница 4
Термитный патрон
Cтраница 4
Термитные патроны для сварки алюминиевых и сталсалюминиевых проводов выпускают по ГОСТ 18492 — 73 с тем составом термитной массы. [46]
Термитный патрон представляет собой цилиндрик, в центре которого имеется канал, соответствующий диаметру свариваемого провода. Для воспламенения патрона применяют специальные спички. Горящую спичку подносят и прикладывают к патрону, закрепленному в клещах. Клещи состоят из двух рычагов, на коротких концах которых укреплены тисочки для закрепления свариваемых проводов; длинные концы рычагов являются ручками клещей. В губках тисков имеются две канавки для проволок большего и меньшего диаметра. Работу по сварке выполняют таким образом. [47]
Термитный патрон надевают на скрутку так, чтобы торец скрутки был заподлицо с верхним краем кокиля патрона. Если патрон сидит неплотно, то скрутку жил немного ослабляют, раскручивая их плоскогубцами. Изоляцию жил, края распаечной коробки защищают асбестом от повреждения при горении термитного патрона. Термитный муфель зажигают с помощью термитной спички, расплавленный металл после сгорания муфеля помешивают стальной мешалкой, разрушая пленку окиси алюминия на поверхности его. Когда металл в кокиле затвердеет, то плоскогубцами раскалывают шлак сгоревшего муфеля, снимают кокиль, зачищают соединение щеткой из кардоленты и изолируют его. [48]
Термитные патроны для сварки алюминиевых и сталеалюминиевых проводов выпускают но ГОСТ 18492 — 73 с тем составом термитной массы. [49]
Такие термитные патроны должны быть забракованы и отправлены заводу-поставщику. [50]
Подбирают термитные патроны и закрепляют охладители на соединительной планке. Внутреннюю поверхность стальных кокилей термитных патронов покрывают разведенным молотым мелом. Разводят флюс водой до состояния густой пасты. Присадочные прутки подготовляют путем свивания двух алюминиевых проволок 0 2 мм; для сварки жил сечением 50 мм2 и менее применяют присадочный пруток из одной проволоки 0 2 мм; непосредственно перед сваркой их покрывают тонким слоем пасты из флюса. [51]
Подбирают необходимые термитные патроны. Снимают изоляцию с концов жил на длине 30 — 35 мм и зачищают их до блеска щеткой из кардоленты. Далее производят скрутку жил соединяемых проводов с помощью универсальных плоскогубцев. Концам свариваемых жил придают вертикальное положение. При сварке проводов суммарным сечением 26 мм2 и выше рекомендуется пользоваться флюсом ВАМИ, который наносят на торец скрутки. [52]
Подбирают необходимые термитные патроны. [53]
Маркировка термитных патронов принята по марке медных и сталеалюминиевых проводов, для сварки которых они яредназначены. [54]
Разрез термитного патрона вместе со вставленными концами проводов дан на рис. 28, где Я — высота ( толщина) алюминиевого вкладыша; Н — расстояние от вкладыша до концов кокиля; S — расстояние от асбестового уплотнения до ограничителя, х — искомое расстояние от кокиля до ограничителя. [56]
Для термитных патронов, изготовленных по старым техническим условиям, расстояния до ограничителей должны каждый раз определяться так, как это описано выше. [57]
Транспортировка термитных патронов и термитных спичек в сопровождении ответственного лица может производиться на автомашине, гужевом транспорте и другом аиде транспорта предприятия. [58]
Поджигание термитных патронов производится специальными спичками, обеспечивающими температуру, необходимую для загорания термита ( около 1 000 С), и могущими гореть на ветру. Спичку необходимо закрепить в специальном держателе или плоскогубцах. [60]
Страницы: 1 2 3 4 5
www.ngpedia.ru