Термитная сварка проводов
Термитную сварку проводов контактной сети и ВЛ выполняют с помощью сварочного приспособления и термитного патрона бригадой в составе не менее двух электромонтеров контактной сети, прошедших специальное обучение. Исполнители работ должны быть одеты в брезентовые комбинезоны и иметь защитные очки синего цвета. Подготавливаемые к термитной сварке провода должны быть одной марки. Концы свариваемых проводов на длине 150—200 мм выпрямляют. Проводом МГГ накладывают бандажи. Между бандажами разрезают провод и напильником снимают заусенцы на торце. Зачищают концы проводов на длине 40—60 мм и обезжиривают. Проверяют исправность и работу сварочного приспособления. Обращают внимание на исправность защитного кожуха, болтов-воротков, рабочих пружин, свободность хода системы рычагов в шарнирах. Осматривают термитный патрон, убеждаются в правильности его выбора:
Марка термитного патрона | Марка |
ПАС-50 |
А-50; АС-50 |
ПАС-150 |
АС-150; А-185 |
ПАС-185 |
АС-185; А-185 |
М-95 |
М-95 |
М-120 |
М-120 |

Термитная масса должна быть чистой, без сколов и трещин. На внутренней и наружной поверхностях кокиля не должно быть следов коррозии, белого налета, повреждений. Заусенцы удаляют напильником. Для улучшения качества сварки алюминиевых и сталеалюминиевых проводов рекомендуется с поверхности вкладыша термитного патрона снять шабером наружную пленку окиси, просверлить вертикальное отверстие диаметром 3—6 мм на глубину массы термитного патрона и толщины стального кокиля.

Концы свариваемых проводов вводят в термитный патрон через кокили до упора во вкладыш. Закрепляют провода в зажимах приспособления так, чтобы термитный патрон находился в средней части под защитным кожухом (размер А) между зажимами (размер Б), а разрез (шов) кокиля должен быть сверху, убеждаются в достаточности закрепления проводов в зажимах. Проскальзывание провода в зажиме не допускается. У торцов кокиля на провода накладывают шнуровым асбестом уплотнение (3—4 витка толщиной не более 2 мм). На расстоянии 12—16 мм от кокиля устанавливают ограничители в виде бандажей, что обеспечивает контроль двусторонней подачи проводов при их сварке.
Члены бригады удаляются в безопасную зону и ведут наблюдение за работающими, ограждают место работы. Исполнитель работ удаляется от приспособления на расстояние не менее 500 мм, осматривает место внизу, куда будут падать шлак и несгоревшая термитная спичка, убеждается, что под рабочим местом и на выбранной площадке нет членов бригады, посторонних лиц, легко воспламеняющихся материалов. Затем он зажигает термитную спичку и поджигает термитный патрон, закрывает горящий термитный патрон защитным кожухом, использованную термитную спичку бросает на выбранную площадку. В процессе горения термитного патрона исполнитель работ удерживает руками в горизонтальном положении приспособление, контролирует процесс сварки, не допуская случайного падения горящей массы на одежду, ожогов тела и глаз световым излучением. При сгорании термитного патрона вкладыш расплавляется и под усилием рабочих пружин происходит двусторонняя подача свариваемых проводов до ограничителей. Рекомендуется при сварке алюминиевых и сталеалюминиевых проводов после сгорания термитного патрона жилой алюминиевого провода через заготовленное отверстие помешивать жидкий алюминий для принудительного удаления газов. Члены бригады, находясь в безопасной зоне, не должны смотреть на горящую спичку и термитный патрон, стоять под работающими. В случае внезапного возгорания от несгоревшей спички или горячего шлака принимают меры к локализации очага пожара песком или огнетушителем. Применять воду не допускается. После сгорания термитного патрона в течение 2—3 мин дают остыть шлаку и металлу. Открывают защитный кожух. По ограничителям убеждаются в одновременной и достаточной подаче проводов. Ограничитель должен плотно прилегать к кокилю.

Усадка металла не должна превышать 1/3 диаметра провода.
lokomo.ru
Опрессование и сварка проводов ВЛ | ВЛ
- Подробности
- Категория: ВЛ
Опрессование производится до соприкосновения матриц. Диаметр стальной гильзы и корпуса соединителя после опрессования должен быть равен внутреннему диаметру матриц пресса с допуском +0,3 мм.
Относительное удлинение при опрессовании стальных гильз 10… 12%.
Патроны термитные для сварки проводов представлены на рис.
Термитная сварка проводов должна выполняться в полном соответствии с «Типовой инструкцией по сварке неизолированных проводов с помощью термитных патронов» (ТИ 34-70-005-82), утвержденной Главтехуправлением Минэнерго СССР 23.09.82 г., с изменениями этой инструкции согласно решению № Э-6/84 от 30.05.84 г. Главтехуправления Минэнерго СССР.
Для сварки алюминиевых и сталеалюминиевых проводов кроме термитных патронов типа ПАС выпускаются термитные патроны типа ПА по ТУ 82- 547-80, состоящие из надеваемой на стальную трубку термитной шашки с вертикальным круглым отверстием и алюминиевых колпачков или втулок, надеваемых на свариваемые провода перед началом сварки. Назначение отверстия в термитной шашке то же, что и в патронах типа ПАС (см. выше).
Для сварки проводов термитными патронами типов ПАС и ПА допускается применение патронов на большее, чем у провода, сечение (на 1…2 размера). При этом на провода необходимо намотать втулку из алюминиевой ленты (фольги) соответствующей толщины.
Допускается также термитная сварка проводов разных сечений, при этом на провод меньшего сечения наматывается втулка из алюминиевой ленты (фольги) необходимого размера.
Термитные патроны для сварки медных и бронзовых проводов типа ПМ выпускаются только по согласованию с заводом-изготовителем по отдельным техническим условиям.
При производстве работ по термитной сварке проводов ВЛ необходимо руководствоваться следующим:
а) для обрезания концов проводов применяются приспособления МИ-148, РЭЗ-1 или МИ-261Б; алюминиевые проволоки небольших сечений проводов срезаются ножовкой, а стальные проволоки надрезаются ножовкой, затем несколькими перегибами отламываются. Концы стальных проволок проводов после перелома слегка забиваются молотком заподлицо с плоскостью среза. Перед отрезанием или торцеванием концы проводов должны быть закреплены двумя бандажами на расстоянии 15…20 мм друг от друга. Перед надеванием патрона концы проводов запиливаются напильником от острых краев верхнего повива и заусенцев;
б) перед введением концов проводов в термитный патрон для ограничения односторонней подачи проводов в зону сварки на них плотно закрепляются бандажи на расстоянии, равном половине длины трубки (термопатрона), плюс 1…2 мм от концов свариваемых проводов. Это необходимо сделать при пользовании сварочными пистолетами. Если в сварочных приспособлениях имеются ограничители подачи проводов в зону сварки, то они должны быть установлены на расстоянии от середины (центра) термопатрона, равном половине длины трубки (термопатрона), плюс 1…2 мм;
г) зажигание термитной шашки термопатрона производят специальными термитными спичками со стороны патрона, отмеченной красной меткой (более рыхлой поверхности).
Разрушающая нагрузка сваренных сталеалюминиевых проводов указана в таблице.
Разрушающая нагрузка алюминиевых проводов и проводов из алюминиевых сплавов не менее 50% разрушающей нагрузки сталеалюминиевых проводов, сваренных теми же типами патронов.
Качество сварки проводов термитными патронами необходимо проверять осмотром сразу же после монтажа сварного соединения. При этом необходимо убедиться в отсутствии пережога проволок наружного повива проводов, усадочных раковин в месте сварки глубиной более 1 /3 диаметра провода сечением до 120 мм2 и не более 6 мм для проводов сечением 150…800 мм2.
Кроме того, сварное соединение должно быть проверено на перегиб руками, при этом сварка не должна нарушаться. Если сварное соединение не удовлетворяет этим условиям, оно должно быть вырезано и концы проводов сварены вновь.
Патроны термитные для сварки проводов (ГОСТ 18492-79* с изменением №1 от 26.03 85 г )
Тип патрона |
Марка свариваемых |
Размеры |
Масса, г |
Разрушающая нагрузка сваренных |
|||||||
трубки (/) |
вкладыша (3) |
термитной шашки (2) |
X |
СЧ |
|||||||
d |
Н |
толщина |
диаметр |
высота |
D |
h |
Э |
сч с |
|||
Патроны для алюминиевых и сталеалюминиевых пооводов |
|||||||||||
ПАС-16 |
А16, АС 16/7,2 |
6,0 |
50 |
0,5 |
10 |
20,5 |
18 |
9 |
6 |
13 |
0,98 |
ПАС-150 |
А 185, АС 150/19, АС 150/24 и АС 150/34 |
18.2 |
80 |
|
26 |
31 |
43 |
18 |
95 |
155 |
6,86 6,86 |
ПАС-185 |
А 240, АС 185/24, АС 185/29, АС 95/141 и АС 185/43 |
20,3 |
100 |
1,0 |
28 |
37 |
50 |
26 |
190 |
300 |
7,84 7,84 |
ПАС-240 |
А 300, АС 240/32, АС 240/39 и АС 240/56 |
22.7 |
100 |
|
31 |
37 |
60 |
26 |
270 |
360 |
10,78 10,78 |
ПАС-300 |
А 400, |
26,7 |
120 |
|
35 |
47 |
60 |
26 |
270 |
440 |
12,74 12,74 12,74 |
ПАС-400 |
А 500, АС 400/22, АС 400/51, АС 400/64, АС 400/93 и АС 400/204 |
30,5 |
125 |
1,2… |
40 |
49 |
65 |
27 |
370 |
580 |
17.64 |
ПАС-500 |
А 600, АС 500/27 и АС 500/64 |
32,2 |
125 |
1,25 |
41 |
49 |
65 |
27 |
370 |
580 |
17,64 |
ПАС-600 |
А 700, АС 600/72 |
34,8 |
130 |
|
46 |
52,5 |
70 |
25 |
500 |
750 |
19,6 |
Тип патро на |
Марка свариваемых |
Размеры |
Масса, г |
Разруша |
|||||||
трубки (/) |
вкладыша (3) |
термитнои шашки (2) |
к х |
га Ж о |
|||||||
|
W |
Н |
тол |
диа |
высо |
D |
h |
н |
|||
|
|
щина |
метр |
та |
|
|
с |
||||
Патроны для медных и бронзовых проводов (оис. б) |
|||||||||||
ПМ-25 |
М16, М25 |
6,8 |
50 |
|
6,8 |
17,5 |
36 |
15 |
28 |
58 |
|
ПМ-35 |
М35 |
8,0 |
60 |
1,5 |
8,0 |
22 |
38 |
15 |
70 |
130 |
— |
ПМ-50 |
М50 |
9,5 |
65 |
|
9,5 |
25 |
38 |
15 |
75 |
155 |
— |
ПМ-70 |
М70 |
11,2 |
65 |
|
11,2 |
25 |
43 |
15 |
95 |
170 |
|
ПМ-95 |
М95 |
13,0 |
70 |
|
13,0 |
25 |
43 |
20 |
100 |
180 |
— |
ПМ-120 |
М120 |
14,5 |
75 |
2,0 |
14,5 |
27,5 |
43 |
20 |
102 |
210 |
— |
ПМ-150 |
М150 |
16,3 |
85 |
|
16,3 |
32,5 |
43 |
20 |
110 |
240 |
— |
Тип патрона |
Марка свариваемых |
Размеры |
Масса, г |
Разрушающая нагрузка сваренных |
|||||||
трубки (/) |
вкладыша (3) |
термитной шашки (2) |
X ЙС |
СЧ |
|||||||
d |
Н |
толщина |
диаметр |
высота |
D |
h |
Э |
сч с |
|||
Патроны для медных и бронзовых проводов |
|||||||||||
ПМ-25 |
М16, М25 |
6,8 |
50 |
|
6,8 |
17,5 |
36 |
15 |
28 |
58 |
|
ПМ-35 |
М35 |
8,0 |
60 |
1,5 |
8,0 |
22 |
38 |
15 |
70 |
130 |
— |
ПМ-50 |
М50 |
9,5 |
65 |
|
9,5 |
25 |
38 |
15 |
75 |
155 |
— |
ПМ-70 |
М70 |
11,2 |
65 |
|
11,2 |
25 |
43 |
15 |
95 |
170 |
|
ПМ-95 |
М95 |
13,0 |
70 |
|
13,0 |
25 |
43 |
20 |
100 |
180 |
— |
ПМ-120 |
М120 |
14,5 |
75 |
2,0 |
14,5 |
27,5 |
43 |
20 |
102 |
210 |
— |
ПМ-150 |
М150 |
16,3 |
85 |
|
16,3 |
32,5 |
43 |
20 |
110 |
240 |
— |
forca.com.ua
7.4. Сварка термитными патронами
7.4.1. Термитные патроны должны соответствовать требованиям РБИД 771936.001-ТУ “Патроны термитные для сварки проводов и линий электропередачи. Технические условия”.
7.4.2. При работе с термитными патронами и спичками к ним следует предъявлять требования, как к огнеопасным материалам.
7.4.3. Термитные патроны, имеющие незначительную чувствительность к механическому и тепловому воздействию, должны быть завернуты в один слой парафинированной бумаги по 2-10 шт. и уложены в пакеты из полиэтиленовой пленки, торцы которых завариваются, или в два слоя парафинированной бумаги без укладки в пакеты из полиэтиленовой пленки. На упаковках с патронами должен быть указан тип патронов.
Термитные спички чувствительны к механическому и тепловому воздействию; упаковывать их следует отдельно от термитных патронов. Термитные спички по 35 шт. должны быть уложены в картонные коробки горизонтальными рядами, воспламенительными головками в противоположные стороны. Коробки со спичками, предварительно завернутые в пергамент, следует укладывать в мешки из полиэтилена.
Пакеты с патронами и мешки со спичками должны быть уложены в ящики и разделены парафинированной бумагой или полиэтиленовой пленкой.
7.4.4. Термитные патроны и спички допускается хранить в упакованном виде в одном хранилище, но раздельно. Рекомендуется ящики с термитными спичками хранить в металлических шкафах, обложенных листовым асбестом. Хранилище должно быть закрытым, несгораемым, проветриваемым и сухим с относительной влажностью воздуха не более 80 %. Запрещается держать в хранилище одновременно со спичками и патронами легковоспламеняющиеся материалы.
7.4.5. Перевозить термитные патроны необходимо в заводской упаковке в автомашине с крытым кузовом. В машине должны быть брезент, два углекислотных огнетушителя и лопата.
В кузове автомашины не должно быть горючих и смазочных материалов, а также посторонних грузов. С левой стороны автомашины к кабине должен быть прикреплен красный флажок, указывающий на опасность груза.
При перевозке, погрузке и выгрузке ящиков с термитными патронами и спичками не следует допускать сильных сотрясений и бросков.
7.4.6. Перед началом сварки вблизи сгораемых конструкций и материалов (деревянных опор, подмостей и т. п.) рабочее место должно быть очищено от горючих материалов. Для исключения соприкосновения горящей термитной спички и шашки со сгораемыми конструкциями и материалами под них необходимо подкладывать листовой асбест, стальной лист и т. п.
Сгоревшие термитные спички следует класть в специальную стальную коробку, подвешенную около места работы, или на заранее подготовленную несгораемую площадку.
7.4.7. Запасные термитные патроны должны находиться в рабочей сумке отдельно от термитных спичек.
Термитные спички должны быть в заводской упаковке.
7.4.8. Пользоваться увлажненными термитными патронами запрещается. Попадание воды на горящий термитный патрон может вызвать взрыв и ожоги.
7.4.9. При зажигании термитной спички и поджигании термитной шашки патрона необходимо находиться от загоревшейся шашки на расстоянии не менее 0,5 м.
Наклоняться над горящей термитной шашкой запрещается.
7.4.10. Трогать или исправлять рукой горящий или остывающий термитный патрон запрещается.
7.4.11. После остывания термитной шашки (до темного цвета) образовавшийся шлак следует сбивать в направлении от себя на заранее подготовленную площадку. Выполнять эту работу необходимо в щитках или закрытых защитных очках со светофильтрами, соответствующими требованиям п. 7.1.29 настоящих Правил.
7.4.12. Зажигать термитные спички и поджигать термитные шашки следует в защитных очках со светофильтрами Д-2 или Д-3.
studfiles.net
Советский электрик: Термитная сварка
Термитная сварка применяется для соединения алюминиевых, сталеалюминиевых и медных проводов воздушных линий.
Термитная сварка основана на сваривании концов сращиваемых проводов расплавленным вкладышем. Вкладыш из первичного алюминия АД-1 (для сварки алюминиевых и сталеалюминиевых проводов) или из фосфористой бронзы по ГОСТ 4515—48 (для сварки медных проводов) помещают в кокиль термитного патрона (рис. 34). Термитные патроны не взрывоопасны, но пожароопасны. Они портятся от сырости, поэтому их нужно хранить в сухих помещениях при температуре 16°.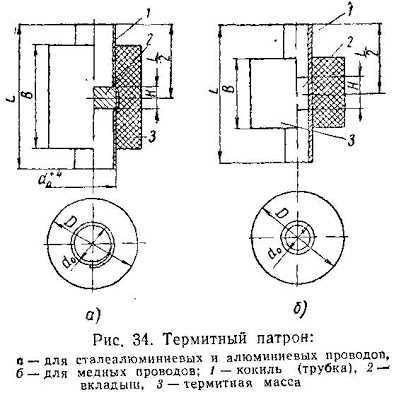
При сварке провода соединяют клещами. Клещи (рис. 35) представляют собой рычажную систему, работающую по принципу параллелограмма. Они имеют зажимающее устройство для проводов сечением 35— 500 мм2.
Сварка многопроволочных проводов при помощи термитных патронов обеспечивает надежное электрическое соединение проводов и увеличивает в два-три раза производительность труда при монтаже соединений.
Выпрямленные концы проводов очищают от грязи, обезжиривают, оторцовывают, запиливают, зачищают нежирной кардощеткой, после чего вставляют в термитный патрон до упора во вкладыш и зажимают в клещах. Патрон зажигают специальной термитной спичкой.
При сварке алюминиевых и сталеалюминиевых проводов после остывания удаляют шлак и стальной кокиль, а при сварке медных проводов снимают только шлак, так как медная трубка сваривается с проводом.
Таблица 68
Размеры термитных патронов для сварки медных и сталеалюминиевых проводов (см. рис. 34)

su-elektrik.blogspot.com
Термитная сварка | Выполнение электромонтажных работ | Архивы
Страница 13 из 15
Подтема. ТЕРМИТНАЯ СВАРКА
Краткая характеристика подтемы и рекомендации по ее изучению
Термитную сварку применяют: для оконцевания алюминиевых жил (сечением 50—240 мм2) проводов напряжением до 2 кВ и кабелей до 35 кВ наконечниками ЛАТ и жил (сечением 300—800 мм2) проводов напряжением до 2 кВ и кабелей до 10 кВ наконечниками ЛАС; для соединения и ответвления жил (суммарным сечением 240 мм2) сплавлением по торцам в общий монолитный стержень проводов напряжением до 2 кВ и кабелей до 1 кВ и соединения жил (сечением 16—800 мм2) встык проводов напряжением до 2 кВ и кабелей до 35 кВ. Допускается выполнять ответвление жил сечением 2,5—10 мм2 (суммарным сечением до 32 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ с помощью термитных патронов АТО.
При организации упражнений по термитной сварке необходимо соблюдать специальные меры предосторожности как во время выполнения самих работ, так и при хранении и транспортировке термитных патронов и спичек. Термитную сварку производят в специальной одежде, рукавицах, защитных очках и в помещении, оборудованном необходимыми противопожарными средствами. Особую опасность представляют термитные патроны, на которые во время неправильного хранения или сварки попала вода (при горении они могут взорваться). К тяжелым ожогам может привести неправильное обращение с термитными спичками, температура горения которых около 1000° С, остывающими осколками термитных патронов, особенно во время их горения, когда температура достигает более 2000° С.
Перечисленные и другие особенности оконцевания, ‘соединения и ответвления алюминиевых жил термитной сваркой приводят к тому, что обычно учащиеся ограничивают свою деятельность выполнением упражнений по подготовке к термитной сварке, а сварку производит мастер в порядке демонстрации. Достаточно организовать упражнения по выполнению ответвлений жил сечением 2,5—10 мм2, сплавлению в общий монолитный стержень и по торцам. Этим упражнениям посвящены инструкционные карты.
Термитная сварка обеспечивает высокое качество электрического контакта. Ее осуществляют с помощью термитного патрона, который состоит из муфеля (термитной массы) и стальной цилиндрической формочки-кокиля. После сгорания термитной массы внутри кокиля устанавливается температура, позволяющая успешно производить сварку алюминия. Эта температура сохраняется в течение нужного времени.
При соединении и оконцевании концы жил вводят в кокиль термитного патрна. После их расплавления добавляют присадочный материал из алюминиевого прутка через литниковое отверстие или отверстие в верхней части муфеля (в зависимости от типа термитного патрона), что компенсирует усадку металла в кокиле после охлаждения.
Рис. 11. Приспособления для термитной сварки алюминиевых жил сечением 16—240 мм2:
1 — охладители, 2 — винт для стягивания колодок охладителей, 3 — соединительная планка, 4 — винт для крепления соединительной планки к штативу, 5 — штатив, 6 — выдвижная стойка к штативу, 7 — экран, 8 — сменная разрезная втулка
Сварку производят с использованием флюса, который растворяет тугоплавкую пленку окиси, покрывающую алюминий, и переводит ее в легкоплавкий шлак, всплывающий на поверхность сварочной ванны. Состав флюса и область его применения рассматривались при изучении подтемы «Электросварка жил проводов и кабелей». Там же было рассказано о способе его приготовления непосредственно перед работой.
При термитной сварке неизбежен перегрев жил, а следовательно, ухудшение свойств не только самой жилы, но и изоляции. Поэтому во время сварки применяют специальные охладители (теплоотводы), имеющие комплект разрезных сменных бронзовых втулок с внутренним сечением в виде круга или сектора. Заводы выпускают набор инструментов и принадлежностей для термитной сварки жил сечением 16— 240 мм2. Для термитной сварки применяют приспособления, показанные на рис. 11.
Инструкционная карта 39. Ответвление однопроволочных алюминиевых жил с применением термитных патронов ATO
1 — скрутка соединяемых жил, 2 — кокиль, 3 — термитный муфель, 4 — термитная спичка, 5 — держатель термитной спички, 6 — мешалка, 7 — экран из асбестового картона
Область применения: лучший способ для ответвления алюминиевых жил сечением 2,5—10 мм2 (суммарным сечением до 32 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ.
Учебные цели: изучить способ ответвления алюминиевых жил мелких сечений с помощью термитных патронов АТО; научиться выбирать термитные патроны в зависимости от числа свариваемых жил и их суммарного сечения и освоить другие подготовительные операции; научиться обрабатывать место сварки и проверять ее качество.
Требования. Ответвление должно быть без наружных раковин глубиной более 1/3 диаметра жилы, а боковая поверхность жил, прилегающих к ответвлению, не должна иметь следов подплавления и пережога. При вырывании из монолитной части соединения отдельных проволочек они должны разрываться вне соединения и иметь в месте разрыва сужение сечений, характерное для пластической деформации.
Инструменты и приспособления: проволочная мешалка из стальной проволоки диаметром 1,5—2 мм и длиной 400 мм, держатель для термитной спички (трубка с внутренним отверстием 3 мм и винтом для закрепления спички), отвертка с шириной лезвия 8 мм, щетка из кардоленты, волосяная кисточка, «конопатка» с полукруглым лезвием, защитные очки со стеклами ТИС-1 или синими, монтерский нож, комбинированные плоскогубцы, кусачки, клещи для снятия изоляции КСИ-1, МБ-1, универсальные клещи КУ-1.
Материалы: термитные спички, термитные патроны АТО, асбестовый шнур диаметром 2—4 мм, асбестовая ткань или картон толщиной 2—4 мм, флюс ВАМИ, стеклянная шкурка или наждачная бумага, присадочный пруток или алюминиевая проволока диаметром- 2 мм.
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Определить расстояние на конце проводов для удаления изоляции |
|
Снятие изоляции |
|
Зачистить оголенную жилу до металлического блеска с помощью стальной щетки из кардоленты, стеклянной шкурки или наждачной бумаги |
|
Зачистка жил |
|
|
|
Скрутка жил |
> |
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Определить суммарное сечение свариваемых жил (/) по сечению каждой жилы Выбрать термитный патрон (//) в зависимости от суммарного сечения жил в скрутке, пользуясь таблицей, приведенной в конце карты |
|
Выбор термитного патрона |
|
Придать скрутке вертикальное или слегка наклонное положение Надеть термитный патрон так, чтобы концы проводов располагались заподлицо с верхним краем кокиля Если патрон сидит на проводах неплотно, несколько ослабить скрутку. Перед установкой надо убедиться, что внутренняя часть кокиля смазана мелом или покрыта кокильной краской |
|
Надевание термитного патрона |
|
Изоляцию свариваемых проводов, концы соседних (не свариваемых в данный момент) проводов, а также корпус коробки (особенно, если он из пластмассы или выложен изнутри сгораемым материалом) закрыть от действия высокой температуры (при сгорании и остывании патрона) экраном из асбестовой ткани или картона толщиной от 2 до 4 мм |
|
Установка экрана |
|
|
Надеть рукавицы, кожаные ботинки, головной убор, очки со стеклами ТИС-1 или синими Закрепить термитную спичку в держателе или зажать в плоскогубцах |
Поджигание термитного патрона |
Эскизы и наименование операций |
Инструктивные указания и пояснения |
|
Не трогать и не поправлять патрон во время горения. Не допускать попадания на него влаги |
Перемешивание плавки |
|
После полного затвердевания металла удалить пассатижами сгоревшую термитную массу |
|
Обработка места сварки |
Выбор термитных патронов АТО для сварки однопроволочных проводов
Число проводов в скрутке и их сечение, мм2 |
Тип патрона |
Число проводов в скрутке и их сечение, мм2 |
Тип патрона |
2X2,5 |
АТО-5 |
(1Х6)+(2Х4) |
АТО-16 |
3X2,5 |
АТО-12 |
3X6 |
АТО-20 |
2X6 |
АТО-17 |
(2Х10)+(1Х6). |
АТО-32 |
Инструкционная карта 40. Соединение и ответвление многопроволочных алюминиевых жил термитной сваркой сплавлением в монолитный стержень
1 — термитный патрон, 2 — присадочный пруток, 3 — алюминиевый колпачок, 4 — кокиль, 5 — уплотнение из асбестового шнура, 6 — асбестовая прокладка, 7 — охладитель, 8 — сменная втулка, 9 — изолированные провода, 10 — соединительная коробка
Область применения: для соединения и ответвления алюминиевых жил суммарным сечением до 240 мм2 проводов напряжением до 2 кВ и кабелей до 1 кВ.
Учебные цели; изучить способ соединения и ответвления алюминиевых жил сплавлением по торцам в общий монолитный стержень на примере соединения жил проводов в коробке; научиться выбирать термитные патроны, охладители в зависимости от суммарного сечения жил и выполнять другие подготовительные операции; научиться обрабатывать место сварки и проверять его качество.
Требования. Ответвление или соединение должно быть без наружных раковин глубиной более 1/3 диаметра жилы, а боковая поверхность жил, прилегающих к ответвлению, не должна иметь следов подплавления и пережога. При вырывании из монолитной части соединения отдельных проволок они должны разрываться вне соединения и иметь в месте разрыва сужение сечений, характерных для пластической деформации.
Инструменты и приспособления: охладители с комплектом сменных втулок для жил сечением до 16—95 мм2, штатив с выдвижной стойкой и соединительной планкой, стальной экран, ножовка по металлу, проволочная мешалка, держатель для термитной спички, зубило с лезвием шириной 10 мм, отвертка с шириной лезвия 8 мм, щетка из кардоленты, волосяная кисточка, «конопатка» с полукруглым лезвием, защитные очки со стеклами ТИС-1 или синими, монтерский нож, слесарный молоток, комбинированные плоскогубцы, пассатижи, кусачки, плоский личной напильник.
Материалы: термитные патроны типа АТ, термитные спички, асбестовый шнур, асбестовая ткань или картон толщиной 2—4 мм, флюс ВАМИ, стеклянная шкурка или наждачная бумага, бензин, присадочный пруток из алюминиевой проволоки диаметром 2 мм, мягкая стальная оцинкованная проволока, липкая изоляционная лента, влагостойкий лак.
Эскизы и наименование упражнений Инструктивные указания и пояснения |
|
Снять изоляцию с концов жил на длине, мм: 60 — для суммарного сечения жил 50—70 мм2, 65 — для суммарного сечения жил 95—150 мм2, 70 — для суммарного сечения жил 185 мм2 и 75 — для суммарного сечения жил 240 мм2 Стянуть жилы в пучок пассатижами и наложить 2—3 витка мягкой стальной проволоки у обода изоляции, после чего пучку проводов придать круглую форму пассатижами |
|
Подготовка концов жил для надевания колпачка |
|
Покрыть концы жил тонким слоем флюса и надеть на них алюминиевый колпачок термитного патрона. Если суммарное сечение проводов окажется меньше, чем внутреннее отверстие колпачка, оставшиеся пустоты заполнить кусочками алюминиевой проволоки |
|
Надевание алюминиевого колпачка |
|
Эскизы и наименование упражнений |
Инструктивные указания и пояснения |
Установить термитный патрон с таким расчетом, чтобы расстояние от нижнего края колпачка до нижнего края кокиля было не меньше 7 мм. |
|
Установка термитного патрона на колпачок |
|
Подобрать втулку охладителя по суммарному сечению свариваемых жил. Подмотать медную фольгу, если пучок жил неплотно охватывается сменной втулкой Снять временный бандаж перед надеванием охладителя. Установить асбестовую прокладку между термитным патроном и охладителем. Надеть и закрепить охладитель |
|
Установка охладителя |
|
Поджечь патрон со стороны этикетки или маркировки (работы производить в рукавицах, кожаных ботинках, очках со стеклами ТИС-1 или синими, в головном уборе). Во время сварки запрещается наклоняться над термитным патроном, трогать и поправлять его |
|
Поджигание термитного патрона |
|
Перемешать плавку после окончания горения термитной массы плавными круговыми движениями мешалки (тщательное перемешивание плавки обеспечивает высокое качество соединения). Добавлять, присадочный пруток, смазанный флюсом’, ьдо полного4 заполнения кокиля |
|
Сплавление концов жил в монолитный стержень |
Эскизы и наименование упражнений |
Инструктивные указания |
Сколоть сгоревшую термитную массу легкими ударами молотка по специальному зубилу после окончательного застывания ванночки алюминия |
|
Удаление сгоревшей термитной массы и кокиля |
|
Зачистить место сварки и прилегающие к нему участки жил щеткой из кардоленты и промыть бензином для удаления остатков флюса и шлака |
|
Обработка и изолировка места сварки |
Инструкционная карта 41. Соединение алюминиевых жил термитной сваркой встык
1 — жилы кабеля, 2 — охладители, 3 — асбестовые экраны, 4, 8 — термитные патрон и спички, 5 — зажим крепления полихлорвиниловой трубки к жиле кабеля, 6 — полихлорвиниловая трубка, 7 — штатив
Область применения: лучший способ для соединения встык жил (сечением 16—800 мм2) проводов напряжением до 2 кВ и кабелей до 35 кВ.
Учебные цели: изучить способ соединения жил встык на примере термитной сварки жил кабеля с бумажной изоляцией; научиться выбирать термитные патроны, охладители в зависимости от сечения жил, выполнять подготовительные операции, обрабатывать место сварки и проверять его качество.
Требования. В соединении не должно быть наружных раковин глубиной более 1/3 диаметра жилы, а боковая поверхность жил, прилегающих к ответвлению, не должна иметь следов, прдплавления и пережога.
Инструменты и приспособления: охладители с комплектом сменных втулок для жил сечением 16—95 мм2, штатив с выдвижной стойкой и соединительной планкой, стальной экран, ножовка по металлу, проволочная мешалка, держатель для термитной спички, зубило с лезвием шириной 10 мм, отвертка с шириной лопатки 8 мм, щетка из кардоленты, волосяная кисточка, «конопатка» с полукруглым лезвием, защитные очки со стеклами ТИС-1 или синими, монтерский нож, слесарный молоток, комбинированные плоскогубцы, пассатижи, кусачки, плоский личной напильник.
Материалы: термитные патроны типа А, термитные спички, асбестовый шнур, асбестовая ткань или картон толщиной 2—4 мм, флюс ВАМИ, стеклянная шкурка или наждачная бумага, бензин, присадочный пруток из алюминиевой проволоки диаметром 2 мм, мягкая стальная оцинкованная проволока, липкая изоляционная лента, влагостойкий лак.
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Подготовка к сварке |
|
Определить сечение свариваемых жил кабеля |
|
Подбор и подготовка термитного патрона |
|
Подготовка охладителей |
Выбрать сменные разрезные втулки по сечению жил |
Снять изоляцию на длине, мм: 50 — для жил сечением 16—25 мм2, 55 — сечением 35—50 мм2, 60 — сечением 70 мм2. Если изоляция бумажная, то на нее предварительно наложить бандаж из нитки Удалить с торцов жил заусенцы напильником |
|
Подготовка концов свариваемых жил кабеля |
|
Эскизы и наименование операций |
Инструктивные указания и пояснения |
||
|
Надвинуть термитный патрон на жилу так, чтобы ее торец выходил слегка наружу (/) |
||
Надевание термитного патрона |
|||
|
Наложить охладители на оголенные участки жил, установленные на соединительную планку (/) |
||
Установка и закрепление охладителей |
|||
|
Установить экраны из асбестовых листов или ткани толщиной не менее 4 иц между охладителями и патроном. Экраны должны со всех сторон выступать за охладитель не менее чем на 10 мм и доходить до шарнира, соединяющего половинки охладителя |
||
Установка теплоизоляции |
|||
Эскизы и наименование операций |
Инструктивные указания и пояснения |
||
Сварка |
|||
|
Обеспечить необходимые требования, техники безопасности для термитной сварки |
||
Ввод присадочного прутка в литниковое отверстие и поджигание термитного патрона |
|||
|
После окончания горения легким нажатием руки ввести в литниковое отверстие мешалку из стальной проволоки. Мешалка должна дойти до дна кокиля (расплавление обычно наступает через 5—20 с после окончания горения) |
||
Добавка присадочного прутка |
|||
Произвести несколько плавных круговых движений мешалкой и вынуть ее. Перемешивание обеспечивает выход газов и шлаков, что необходимо для устранения раковин. (Нельзя трогать или поправлять остывающий патрон. Следует оберегать его от попадания влаги — может произойти взрыв) |
|||
Перемешивание плавки |
|||
Удалить сгоревшую термитную массу, легко ударяя молотком по небольшому зубилу сразу же после затвердевания расплавленной ванночки алюминия в направлении от себя. Осколки собрать в заранее подготовленное место |
|||
Скалывание сгоревшей термитной массы |
|||
Эскизы и наименование операций |
Инструктивные указания и пояснения |
||
Удалить стальной кокиль, поочередно отогнув его углы. Одновременно удалить подбивку из асбестового шнура. При удалении кокиля следует избегать повреждений места соединения и приспособлений. Охладители снять после удаления кокиля, их нельзя использовать для упора |
|||
Удаление стального кокиля |
|||
Откусить литниковую прибыль клещами ПК-1 со специальными губками или срезать ножовкой |
|||
Удаление литниковой прибыли |
|||
Очистить от шлака и остатков флюса все соединение и прилегающие к нему участки жил щеткой из кардоленты Тщательно протереть тканью, смоченной в бензине, промыть бензином соединение и прилегающие участки жил (для удаления шлаков и опилок) |
|||
Обработка места сварки |
|||
Сварка остальных жил кабеля |
Жилы кабеля сваривают поочередно. Начинают сварку с жилы, расположенной вверху разделки, а затем последовательно сваривают нижние жилы (при сварке жил сечением более 150 мм2 необходимо остудить охладители до температуры окружающей среды или пользоваться второй парой охладителей) |
||



forca.ru
ТЕРМИТНЫЕ ПАТРОНЫ ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ, СТАЛЕАЛЮМИНИЕВЫХ И МЕДНЫХ ПРОВОДОВ — Торговый Дом «Союз Комплект» — комплексный поставщик промышленного оборудования
 ТЕРМИТНЫЕ ПАТРОНЫ ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ, СТАЛЕАЛЮМИНИЕВЫХ И МЕДНЫХ ПРОВОДОВ
ТЕРМИТНЫЕ ПАТРОНЫ ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ, СТАЛЕАЛЮМИНИЕВЫХ И МЕДНЫХ ПРОВОДОВ
ТУ 1793-003-43750384-2003
ТУ 1793-015-43750384-2005
Помимо сварки катодных выводов ЭХЗ, медный термит находит применение и в других областях. Таких как сварка проводов различной площади сечения и из различных материалов. Ниже представлены типы и марки патронов поставляемых нашей компанией.
Термитные патроны НГК для сварки алюминиевых и сталеалюминиевых проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПАС-16 | 16 | 18 | 50 | 13 |
| ПАС-25 | 25 | 25 | 60 | 24 |
| ПАС-35 | 35 | 25 | 60 | 32 |
| ПАС-50 | 50 | 35 | 60 | 65 |
| ПАС-70 | 70 | 38 | 65 | 80 |
Термитные патроны НГК для сварки медных проводов
| Тип патрона | Площадь сечения свариваемого провода, мм2 | Диаметр патрона, мм | Высота патрона, мм | Масса патрона, г |
| ПМС-6 | 6 | 18 | 50 | 13 |
| ПМС-16 | 16 | 25 | 60 | 24 |
| ПМС-25 | 25 | 25 | 60 | 32 |
| ПМС-35 | 35 | 35 | 60 | 65 |
| ПМС-50 | 50 | 38 | 65 | 80 |
tdsz-k.ru
Технология контактных соединений термитной и пропано-кислородной сваркой
При термитной сварке используют патроны различных конструкций. Соединения алюминиевых жил сечением 16—800 мм2 встык и приварку наконечников ЛC на жилах сечением 300— 800 мм2 производят термитными патронами ПА.
Патрон ПА для термитной сварки:
а — патрон; б — алюминиевые колпачки к патрону; в — алюминиевые шайбы г — втулки; 1 — термитный муфель; 2 — лютниковое отверстие;
3 — стальной кокиль; 4 — втулка; 5 — отверстие в донышке втулки для контроля глубины вхождения в него жил
Термитные патроны подбирают в зависимости от сечения свариваемых жил, перед сваркой снимают на необходимую длину изоляцию с жил. Жилы зачищают, обезжиривают и покрывают тонким слоем флюса ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит — 20% по массе). На концы жил насаживают алюминиевые колпачки или секторные втулки (предохраняют поверхность жил от непосредственного соприкосновения с кокилем патрона). Затем мелом покрывают внутреннюю поверхность кокиля, устанавливают охладители и экраны, выполняют уплотнения асбестовым шнуром. Для поджигания термитных патронов используют специальные спички.
По мере горения муфеля в кокиль сплавляют присадочный пруток, а образовавшуюся сварочную массу тщательно перемешивают. После кристаллизации расплавленного металла удаляют литниковую прибыль и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок.
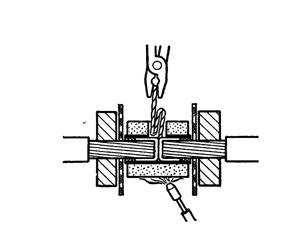
Технологические операции, выполняемые при термитной сварке, показаны на рис. 2.
Газовую сварку проводят в пропано-, ацетилено- или бензино-кислородном пламени. Подготовку жил, сварку и обработку мест соединений выполняют во многом так же, как и при электросварке. При ацетилено-кислородной сварке выбирают наконечник для горелки, а при бензино-кислородной — мундштук. При пропано-кислород- ной сварке применяют то же оборудование и приспособления, что и при ацетилено-кислородной сварке. Для пропан-бутана используют специальные баллоны.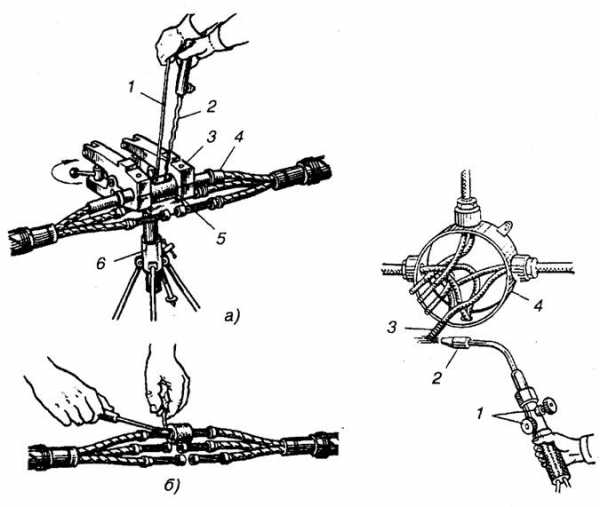
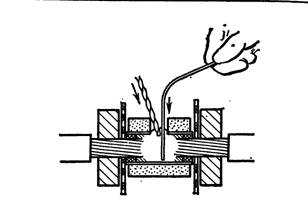
Рис. 3. Пропано-кислородная сварка алюминиевых жил суммарным сечением до 35 мм2:
1 — вентили на горелке; 2 — горелка; 3 — скрутка проводов; 4 — ответ- вительная коробка
Рис. 2. Термитная сварка жил:
а — ввод присадочного прутка и перемешивание расплава; б — уплотнение кокилей шнуровым асбестом; 1 — мешалка; 2 — присадочный пруток; 3 — охладитель; 4— экран для тепловой защиты жил; 5 — термитный патрон; 6— штатив
В последние годы широко используют для соединения алюминиевых жил пропано-кислородную сварку. Соединение однопроволочных жил суммарным сечением до 35 мм2 в скрутке пропано-кислородной сваркой показано на рис. 3. Технологическая последовательность выполнения операций такова: сначала ножом или инструментом с концов свариваемых жил снимают изоляцию на длине 30—40 мм, концы жил зачищают стальной щеткой и скручивают их вместе. Концы скрутки покрывают тонким слоем флюса ВАМИ, предварительно разведя его в воде до пастообразного состояния. Далее открывают вентили на баллоне с пропаном, затем на баллоне с кислородом и регулируют рабочее давление кислорода до 0,15 МПа (1,5 кгс/см2). На горелке открывают вентиль пропана (на вентиле надпись «ацетилен») и зажигают горелку.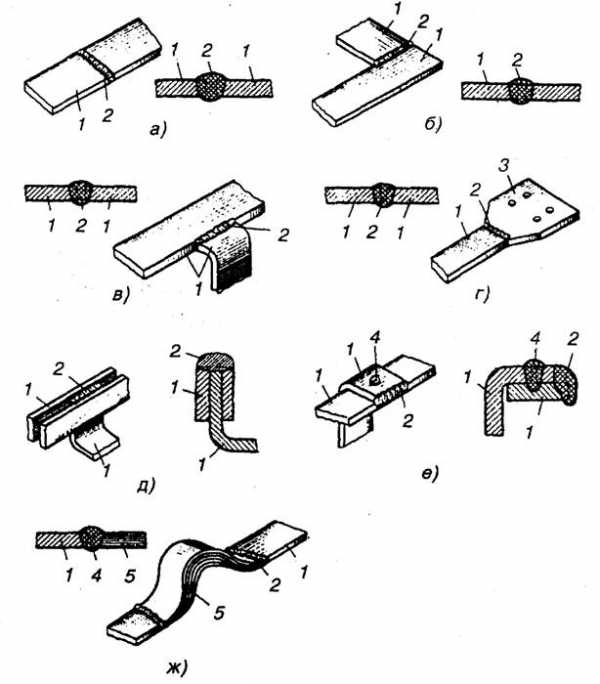
Рис. 4. Варианты сварных соединений прямоугольных шин и ответвлений:
а — соединение встык; 6 — то же, под углом; в — ответвление; г — присоединение к аппарату; д, е — ответвление от шин, расположенных плашмя; ж — температурный компенсатор; 1 — шина; 2 — шов; 3 — косынка; 4 — заклепка; 5 — пакет гибких лент
После этого на горелке открывают вентиль кислорода и регулируют пропано-кислородное пламя до нормального. К концу скрутки подводят ядро пламени и нагревают его до расплавления. Появление на конце скрутки капли жидкого металла в виде шарика свидетельствует об окончании сварки. Закрывая вентиля пропана и кислорода гасят горелку. Остатки флюса с места сварки удаляют стальной щеткой, соединение протирают чистой ветошью и изолируют скрутки изолирующими колпачками или изоляционной лентой.
Виды сварных соединений и ответвлений для прямоугольных шин показаны на рис. 4 (а — ж).
Оконцевание, соединение и ответвление медных жил проводов и кабелей электросваркой, термитной или газовой сваркой не выполняют.
leg.co.ua