Пайка радиодеталей, нюансы в монтаже радиоэлементов
Пайка радиодеталей позволяет собрать множество радиоэлементов в электронную схему определенного функционального назначения. Корректность по отношению к принципиальной схеме, аккуратность, последовательность в работе избавят Вас от необходимости еще раз переделывать то, что можно было сделать с первого раза.
При всей кажущейся новичку сложности — нет в процессе пайки радиодеталей ничего сложного, и при всей кажущейся самоуверенному новичку простоте – руку все-таки придется «набить».
А чтобы это было проще сделать немного теории и практических советов…
Что такое пайка
Пайка – это процесс соединения двух или более деталей посредством образования молекулярной связи между ними и более легкоплавким металлом – припоем.
Для соединения радиокомпонентов: диодов, конденсаторов, светодиодов используют обычно припой, состоящий из 61% олова и 39% свинца. Сплав свинца и олова в таком соотношении плавится при температуре 190
Процентное соотношение содержания свинца и олова определяют тугоплавкость припоя. Большее содержание свинца – более высокая температура плавления.
ПОС-61 еще называют «третник» из-за 1/3 доли свинца в нем.
Припой в «удобном» для пайки виде можно приобрести в виде мотка тонкой трубочки, внутри которой находится флюс, то есть канифоль.
Существует несколько видов флюса для пайки различных металлов, но для монтажа радиодеталей обычно используется именно канифоль.
Предназначение флюса в освобождении поверхностей, которые будут спаиваться, от окислов, а также способствовать лучшему растеканию припоя по поверхности металла.
Инструмент
Пайка невозможна без паяльника. Они бывают разные, но нас сейчас интересует одно их отличие – мощность. Паяльник мощностью от 20 до 40 Вт оптимально подойдет для большинства радиотехнических работ.

Внимание! Большинство радиоэлементов очень чувствительны к чрезмерному перегреву. Поэтому время касания их паяльником необходимо свести к минимуму.
Подготовка деталей к пайке
Для качественной пайки деталей их выводы предварительно необходимо очистить и залудить. Луженый проводник или место спая – это гарантия получения качественного соединения.
Вариант 1. Проводник или вывод детали чистый без окислов
Берем на жало паяльника немного припоя, касаемся канифоли, легко проводим жалом по выводу, лежащему на деревянной дощечке (желательно). Результат – тонкий слой припоя на поверхности.
Вариант 2. Вывод детали или проводник окисленный
Кладем вывод на таблетку аспирина (она плавится) и прогреваем. Затем лудим обычным способом на дощечке.
Если на выводе или проводнике остались излишки припоя, его можно удалить. Располагаем вывод вертикально, нагреваем паяльником снизу, припой перетечет на жало паяльника.
Монтаж радиодеталей
Невозможно в рамках одной статьи осветить все нюансы монтажа или демонтажа радиодеталей. Поэтому мы рассмотрим несколько типичных примеров пайки радиоэлементов.
Пайка проводников
Например, при монтаже различных участков светодиодной ленты необходимо припаивать проводники к ней. Для RGB-ленты это четыре проводника, для светодиодной ленты монохромного свечения по два.
Технология действий при пайке светодиодной ленты такова:
- отрезаем участок светодиодной ленты;
Внимание! Лента режется секциями по 3 светодиода необходимой длины по контактным площадкам!
- лудим контактные площадки;
Внимание! Делайте это паяльником мощностью 25Вт с тонким жалом. Перегрев контактных площадок светодиодной ленты грозит выходом из строя «близ-сидящих» светодиодов: одного от перегрева, остальные 2 из секции «за компанию»!
- Отрезаем проводники необходимой длины;
- Зачищаем на 3-5 мм и лудим их на деревянной дощечке;
- Прикладываем поочередно к контактным площадкам светодиодной ленты и жалом паяльника прогреваем место пайки.
Навесной монтаж деталей с выводами
К деталям с выводами мы можем отнести обычные резисторы, диоды,, конденсаторы и др.
При пайке радиодеталей навесным монтажом удобна такая технология:
- зачищаем выводы;
- лудим;
- прикладываем выводы друг к другу, по возможности фиксируем пинцетом или скручиваем;
- проглаживаем плоскостью жала паяльника с предварительно набранным припоем и флюсом;
- убираем жало паяльника, сохраняя неподвижность деталей,
- забираем пинцет после остывания места пайки.
Внимание! Процесс пайки должен быть быстротечным – детали боятся перегрева! В случае неудачной попытки (5-10 с) прогрева даем деталям возможность остыть. При пайке светодиодов, диодов желательно удерживать их пинцетом между местом пайки и корпусом. Пинцет в этом случае будет играть роль теплоотвода.
Монтаж элементов с выводами на печатную плату
- подгибаем пинцетом или тонкими плоскогубцами выводы, например, диодов до совпадения их с необходимыми отверстиями.
Внимание! Нельзя гнуть выводы диодов, конденсаторов, светодиодов непосредственно у их корпуса – необходимо отступать 2-5 мм.
- желательно залудить выводы диодов до вставки их на место пайки;
- вставляем деталь на свое место на плате;
- набрав на жало паяльника немного припоя и канифоли (жидкий флюс можно нанести кисточкой непосредственно на место пайки), прикасаемся плоскостью жала к выводу детали;
- в нормальной ситуации припой фактически мгновенно перетечет с жала на контактную площадку платы;
- забираем паяльник, место спая остывает чуть более секунды-двух;
- выступающие выводы диодов откусываем кусачками;
- после монтажа всех элементов (кроме реле, подстроечных резисторов, тумблеров, кнопок и прочей механики) протираем остатки флюса спиртом.
Интересно! Удаление остатков канифоли уменьшит риск нарушения электрического контакта места спая, так как входящая в состав канифоли абиетиновая кислота со временем приводит к окислению металла.
Монтаж smd компонентов без выводов
Примером монтажа SMD компонентов может служить размещение светодиодов на светодиодной ленте. Особенность подобных SMD элементов в том, что они не имеют выводов, а только контактные площадки на корпусе.
Осторожно! Перегрев таких элементов грозит их немедленным выходом из строя.
Пайка чипов, smd диодов, smd светодиодов и др. элементов происходит на подготовленные площадки на плате путем поочередного прогрева маломощным пальником каждой контактной площадки. Это несложно.
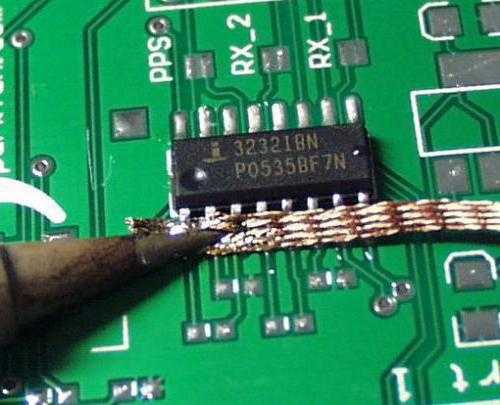
Сложнее безопасно демонтировать, например, SMD светодиод с платы. Он очень хрупкий, боится перегрева, контактные площадки SMD элемента легко отпадают, а припаян он на противоположных гранях. Задача – одновременно прогреть два контакта SMD светодиода.
Это может быть реализовано путем использования специально сделанного двойного жала паяльника (намотка из проволоки диаметром 1 мм на основное жало паяльника), для одновременного прогрева SMD светодиодов или диодов с двух сторон.
Демонтаж вздувшихся конденсаторов с материнской платы
Для демонтажа вздувшихся конденсаторов должна выполняться очень аккуратно – материнская плата многослойная, контактные дорожки очень тонкие. Паяльник ля выпаивания конденсаторов желательно использовать 40- ватный с заточенным до ширины 3 мм жалом.
Выводы конденсаторов выпаиваем поочередно:
прогреваем один, одновременно отгибая корпус конденсатора так, чтобы вывод немного сдвинулся;
прогреваем второй с аналогичными действиями;
вновь возвращаемся к первому и т.д.
Монтаж конденсаторов заканчивается установкой их на место с соблюдением полярности, прогревом контактов и откусыванием излишков.
Пусть эти несколько примеров монтажа радиоэлементов помогут Вам «стартануть» в занимательный мир радиоэлектроники.
Похожие статьиgoodsvarka.ru
Технология пайки
- Подробности
- Категория: Технологии
В быту часто ломаются различные вещи и бывают такие моменты, когда приходится заниматься пайкой, которая в принципе не сложна, но всё же требует к себе должного внимания, так как правильные швы долговечнее и качественнее.
Первое что нужно учесть при пайке — это форму паяльника. Он не должен иметь округлённые края его заостренной части, так как они будут мешать пайке в труднодоступных местах. Так же, чтобы обеспечить должную теплоотдачу заострённая часть паяльника должна иметь форму плоской фаски.
Второе — это припой. Он делится на мягкий и твёрдый. У мягких температура плавления ниже 400 градусов и как следствие они обладают меньшей прочность. Твердые сплавы в свою очередь имеют температуру выше 400 градусов. К ним можно отнести серебряные, медно-цинковые и тд сплавы. Но для таких припоев нужна соответствующая мощность паяльника, которая естественно будет намного больше обычного.
Больше всего распространены припои из сплава олова и свинца. Для запаивания небольших отверстий можно применить паяльную пасту типа NC254 или WS 485 SAC 305. Пасту достаточно нанести на нужное место и нагреть паяльником или даже спичкой.
При пайке радиоэлементов следуйте следующим правилам:
1) Держите жало паяльника в порядке. Не забывайте подтачивать его напильником до нужной формы
2) Прежде чем паять, разогрейте как следует паяльник, чтобы при прикосновении его жала к припою он моментально расплавлялся. Облудите паяльник припоем.
3) Перед тем как спаять элементы, очистите их контакты от окиси плоскогубцами и смажьте флюсом. (это касается и проводов)
4) Время пайки не должно превышать 1-2 секунды, иначе вы рискуете испортить или сжечь элементы.
Пайка проводов.
1) Очистите провода от изоляции и от окиси. Затем скрутите каждые провод если он имеет множество жил, для предотвращения их разлахмачивания.
2) Облудите провода (нанесите на них слой припоя) и разогрейте их чтобы припой пристал равномерно.
3) Поднесите провода друг к другу с нахлёстом и нанесите ещё слой припоя для их сцепления.
Пайка радиоэлементов.
1) Сперва также повторите очистку контактов от окиси и облудите их
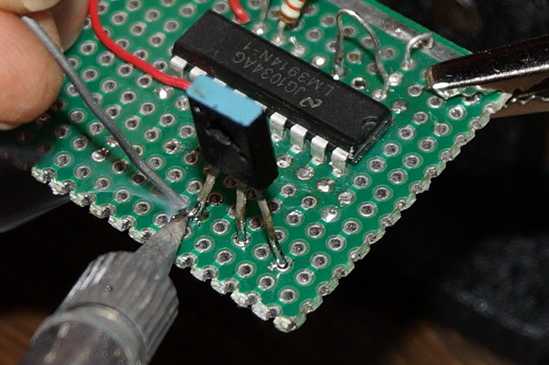
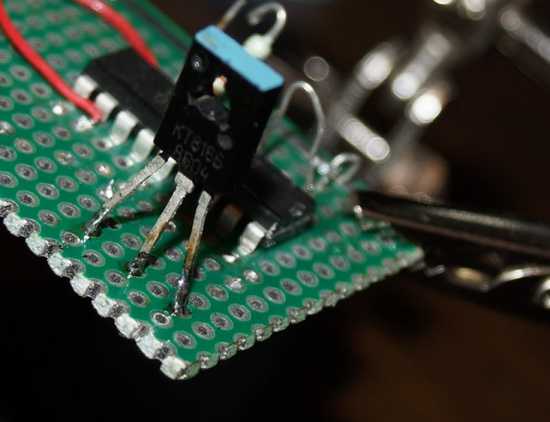
2) Затем, при монтаже на плату, контактам радиоэлементов следует придать нужную форму, учитывая то, что элементы не должны касаться друг друга, а так же платы. В этих случаях Для элементов формы лежачего цилиндра, при подгинании ножек (контактов), у основания оставляют расстояние 0,3-0,5 мм. Для элементов формы стоячего цилиндра или транзистора на 3 ножках, контакты подгинаются как бы ступенькой, чтобы они не проваливались в отверстия платы. расстояние отрезков берётся примерно то же.
3) При их запайке не держите паяльник более 2 секунд, так как есть риск сжечь радиоэлементы.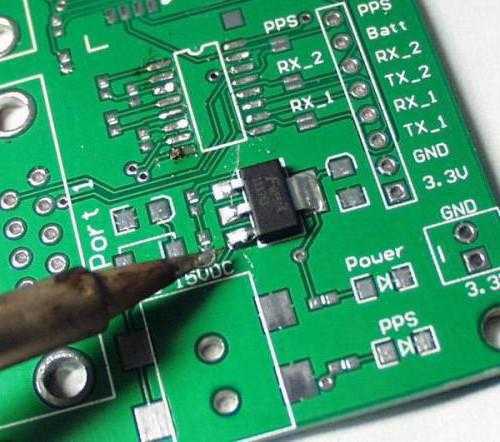
4) После запайки отрежьте кусачками излишек ножек.
5) Для соединения между собой радиоэлементов можно использовать лакированный провод. Как показано на следующем рисунке.
После окончания работ
Приведите в порядок паяльник. Пока паяльник не остыл, зачистите его рабочую поверхность и облудите.
Приведите в порядок рабочее место.
Добавить комментарий
radiofanatic.ru
Пайка радиоэлементов. Требования к пайке — Студопедия.Нет
Для получения качественной пайки радиоэлементов монтажник должен:
1.При необходимости очистить выводы элементов от окислов и загрязнений
2. Залудить выводы элементов Лужёная поверхность должна быть ровной, блестящей, без наплывов припоя и непролуженных мест. От качества лужения зависит качество пайки
3. Произвести формовку в соответствии со стандартами или технической документацией
4. Установить элементы в соответствии со сборочным чертежом
5. Произвести пайку. Пайка должна быть ровной, глянцевой, без пор и посторонних вкраплений. Пайка должна быть «скелетной», то сеть под припоем должен быть виден контур соединяемых выводов или проводов. Должна быть полностью исключена возможность получения «ложной» пайки, при которой существует видимость пайки, но отсутствует электрический контакт.
Традиционные припои. Требования. Марки.
К традиционным относятся оловянно-свинцовые припои с добавлением легирующих примесей.
Припои используются для выполнения пайки. Пайка — это процесс получения неразъемного соединения металлов и металлизированных поверхностей при помощи легкоплавких сплавов, называемых припоями.
Требования к припоям:
1.Температура плавления припоя должна быть ниже температуры плавления соединяемых металлов.
2. Должен быть малый интервал кристаллизации
3. Припои должны обладать хорошими антикоррозийными свойствами, жидкотекучестью, смачиваемостью.
4. У припоя должна быть достаточная электропроводность, малое переходное сопротивление соединений
5. В процессе пайки не должны выделяться токсичные вещества
6.Припои не должны оказывать химического воздействия на металлы
Все припои делятся на 2 вида:
Твёрдые — температура плавления 450-950 градусов. Изготавливают на основе меди, цинка, серебра. Применяются для пайки конструкционных изделий
Мягкие — температура плавления до 450 градусов. Изготавливаются на основе олова, свинца, индия, кадмия, висмута. Для пайки элементов радиоэлектронной аппаратуры применяются легкоплавкие припои с температурой плавления до 300градусов.
При маркировке припоев используются следующие обозначения: П — припой, О — олово. С — свинец. К — кадмий. Ви — висмут. Ин — индий. Су — сурьма. Ср -серебро. М — медь. Ц — цинк. Мц — марганец
Цифры в марке припоя обозначают % содержания компонентов
Марки припоев
Мягкие припои: ПОС- 61; ПОС — 40. ПОСК 50- 18; ПОСВи 36-4, сплав Розе, сплав Вуда
Твёрдые припои: ПСр — 40. ПСр — 70. ПМЦ — 62.
Бессвинцовые припои
Решение экологических проблем при утилизации электронной аппаратуры потребовало изъятия из обращения припоев, содержащих свинец.
Основным недостатком бессвинцовых припоев является большая температура плавления (по сравнению с припоем ПОС-61) и плохая смачиваемость. Поэтому ответственную аппаратуры паяют припоем олово-свинец, а бессвинцовыми- бытовую РЭА.
Самые дешевые заменители ПОС – сплавы на основе олова и меди,
Sn99,3 Cu0,7 – toплавления 227о используется для пайки волной припоя. Обладает плохой смачиваемостью, низкой прочностью и высокой toплавления.
Лучшими свойствами обладают сплавы на основе олова и серебра
Sn96,5Ag3,5 – toплавления 221о применяется в Японии более 15лет,
Sn95,5Ag3,8 Cu0,7 — toплавления 217о признан наилучшим сплавом для замены ПОС в массовом производстве.
Sn93,5Ag3,5 Bi3 toплавления 206о-213о в применении ограничен из-за содержания дорогостоящего висмута
Применяются припои с содержанием цинка. Стоимость меньше, чем у серебросодержащих, но соединение не высокого качества.
Sn89Zn8Bi3 – toплавления 189-199о
Для низкотемпературной пайки до 200о используют припои на основе олова, висмута, индия. Имеют высокую стоимость, но не обеспечивают достаточной надежности паек. Применяются для пайки элементов чувствительных к перегреву.
Sn 42Bi58 — toплавления 135-140о
Sn48 In52 — toплавления 115-120о
Паяльные пасты.
Паяльная паста – это однородная смесь мелкогранулированного припоя и флюса-связки. Свойства паяльной пасты зависят от процентного содержания металлической составляющей, типа сплава, размеров частиц припоя и типа флюса.
К паяльным пастам предъявляются следующие требования:
1. не должно происходить разбрызгивания припоя в процессе пайки.
2. хорошая смачиваемость, способность к капилярному подъему и растеканию;
3. остатки флюса в составе паяльной пасты должны легко отмываться после пайки;
4. минимальное расслоение пасты за счет высокой плотности припоя;
5. хорошая формоустойчивость порций пасты, нанесенных на плату;
6. хорошая клейкость для фиксации элементов на плате;
7. стабильность свойств пасты в течение определенного времени.
Состав паяльных паст.
1. Припой.
studopedia.net
ТЕХНОЛОГИЯ НАДЁЖНОЙ ПАЙКИ РАДИОДЕТАЛЕЙ
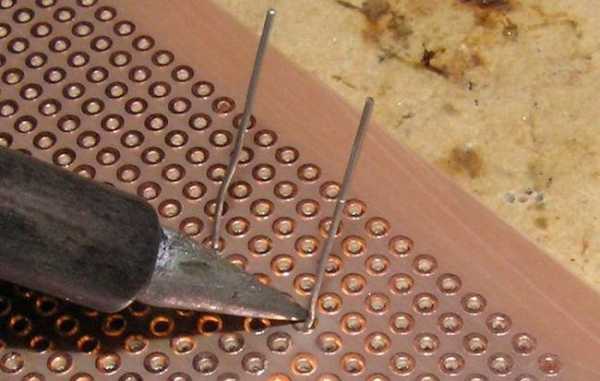
Вновь довелось собирать электронное устройство на печатной плате китайского изготовления. В какой-то степени технология уже была отработана, сначала устанавливаю детали с применением способа фиксации, в виде оформленного со стороны дорожек колечка из вывода электронного компонента, а затем, когда уже платка полностью «забита», произвожу пайку. Данный способ понравился тем, что не только не нужно после каждой вставленной на место детали браться за паяльник и производить пайку соединения, но и тем, что установленный компонент имеет уже жёсткость фиксации, при которой нет необходимости удерживать его в дальнейшем при пайке, также колечко возможно разместить строго в пределах контактного «пятачка» (не высовывается «хвостик» в сторону).

Однако способ гибки фиксирующего кольца, применённый в прошлый раз, когда на конце вывода электронного компонента кольцо формировалось путём изгиба, при помощи пинцета, вокруг шила, не был идеальным. Электронный компонент, при изгибе вывода, норовит провалится и тем самым оставленный вывод получается длиннее необходимого, в итоге фиксация (прижим к плате детали) с первого раза получается не всегда. Стал пробовать варианты и нашёл оптимальный.
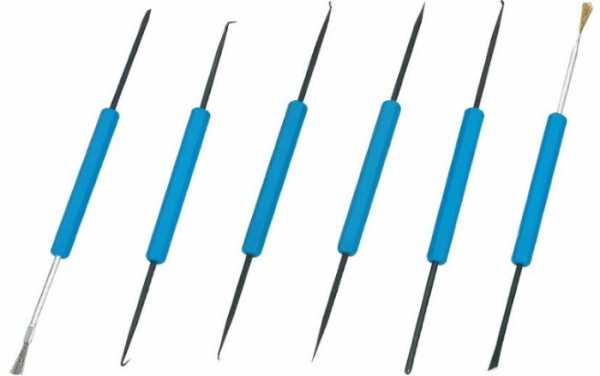
Из инструмента потребуются маленькие круглогубцы с диаметром кончиков чуть меньше диаметра контактных площадок, так же не большие кусачки, а из приспособлений отрезок оболочки провода (кембрик) длиной примерно 6 мм (подбирается по месту). И ещё необходимо выполнить парадоксальное условие – не спешить, тогда всё свершиться очень быстро.
Выводы электронного компонента изгибаются. Компонент устанавливается на предназначенное ему на плате место и на вывод одевается кембрик (отрезок изоляции).

Вывод откусывается на уровне края кембрика. Пробовал без него, но тогда нужно суметь очень точно выдержать необходимую длину, иначе кольца будут больше или меньше одного витка. Конечно мелочь, но уж кому как по вкусу.

Кембрик снимается. Край вывода зажимается кончиками круглогубцев, которые поворачиваются вокруг собственной оси, одновременно придавая ему форму колечка. Его диаметр должен соответствовать диаметру контактной площадки. Следующим движением колечко с некоторым усилием прижимается к контактной площадке, при необходимости выравнивается относительно её.
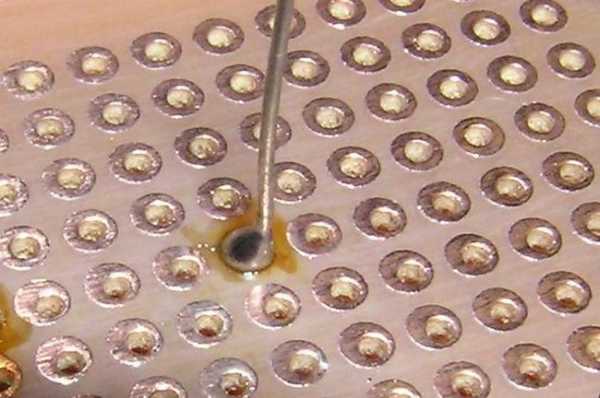
О результатах монтажа
Пусть форма контакта не идеальна, зато надёжность соединения высокая, такая пайка эрозии подвержена гораздо слабее. Эрозия это когда между оловом на контактной площадке и стоящим торчком обрезке вывода детали (как вариант крохотный загиб на бок) со временем образуется воздушный зазор, то есть пропадает контактное соединение. Особенно быстро это происходит там, где во время работы присутствует нагрев, например в блоках питания.
Видео
В отсутствие видеосъёмки всё происходит гораздо быстрее, ибо есть возможность держать плату ближе к себе, а так намного удобней. Автор Babay iz Barnaula
Форум
Обсудить статью ТЕХНОЛОГИЯ НАДЁЖНОЙ ПАЙКИ РАДИОДЕТАЛЕЙ
radioskot.ru
Технологии пайки SMD-компонентов и их реализация в домашних условиях
За последние несколько лет, технология поверхностного монтажа радиокомпонентов стала очень популярной и применяется при производстве большинства современных электронных устройств. Аббревиатура SMD расшифровывается как — surface mounted device, что в свою очередь можно перевести как «прибор монтируемый на поверхность». Собственно само название данной технологии полностью раскрывает ее суть — радиокомпоненты монтируются непосредственно на поверхность платы, но в отличии от навесных компонентов, SMD-компонентам не нужны специальные отверстия для монтажа.
 Отсутствие специальных отверстий для установки радиокомпонентов позволило сделать печатные платы компактнее. Применение технологии поверхностного монтажа позволяет значительно экономить место на плате, что в свою очередь позволяет увеличить плотность радиокомпонентов и делать более сложные устройства.
Отсутствие специальных отверстий для установки радиокомпонентов позволило сделать печатные платы компактнее. Применение технологии поверхностного монтажа позволяет значительно экономить место на плате, что в свою очередь позволяет увеличить плотность радиокомпонентов и делать более сложные устройства.
Кроме того, большинство SMD-компонентов имеют миниатюрный размер, за счет того, что им не требуются крупные выводы, как у выводных компонентов. Но многие ошибочно считают, что все без исключения SMD-компоненты очень маленькие. Среди них довольно часто встречаются и крупные радиодетали, которые отличаются от своих “выводных” собратьев лишь типом выводов (что логично).
Но давайте перейдем к сути статьи, а именно вопросу — как же осуществляется пайка SMD-компонентов и можно ли реализовать ее в домашних условиях.
SMD и обычный электрический паяльник
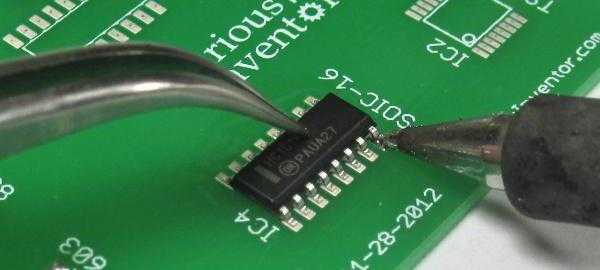
Довольно часто при мелкосерийном производстве или производстве прототипов устройств специалисты используют обычные электрические паяльники. Как же паять SMD-компоненты с помощью контактного паяльника?
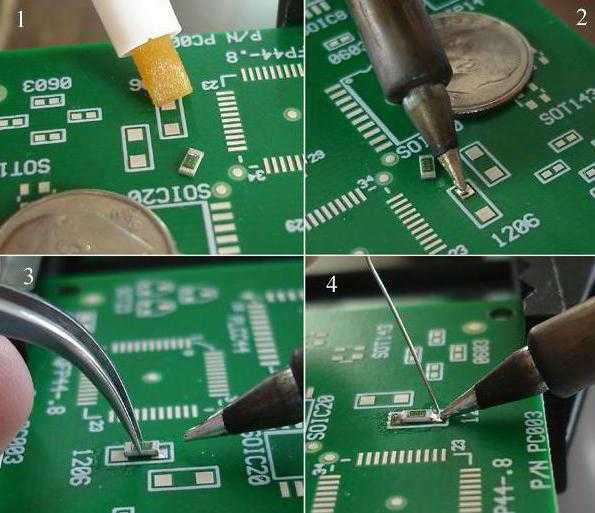
1. Сперва на место, где должен быть установлен компонент наноситься флюс.
2. Далее устанавливается сам компонент, который необходимо припаять.
3. На жало паяльника наноситься немного припоя. Главное не переборщить и не нанести слишком много.
4. Капля припоя наноситься на контакты компонента. Благодаря флюсу, припой хорошо растекается и надежно скрепляет компонент с контактом на плате.
Если припоя будет слишком много — место пайки выйдет неаккуратным. Излишки припоя с легкостью убаюкаться специальной лентой, или же просто жалом паяльника.
Для пайки SMD-компонентов обычным паяльником лучше заменить стандартное жало на тонкое. Если же такого нет, можно использовать и стандартное, но перед тем, как приступать к серьезной работе потребуется небольшая тренировка.
Плюсы такого способа в его простоте. Если есть обычный паяльник, то кроме него собственно ничего и не потребуется. Минусы также очевидны — скорость работы будет довольно низкой (особенно при отсутствии навыков пайки SMD).
Пайка с помощью термовоздушной паяльной станции (фена)
Такой способ также часто используется при мелкосерийном производстве и ремонте. При этом, качество пайки будет гораздо выше, чем при использовании обычного паяльника. Пайка термовоздушной паяльной станцией, или феном происходит следующим образом:
1. На плату наноситься специальная паяльная паста.
2. устанавливается SMD-компонент который необходимо припаять.
3. компонент и место пайки прогреваются феном. При этом, из паяльной пасты испаряется флюс, а мельчайшие крупинки припоя плавятся и растекаются, припаивая компонент к контактам платы.
Плюсы такого метода — аккуратное место пайки компонента к плате и простота выполнения всего процесса. Главное не наносить слишком много пасты. При этом не всегда требуется нанесение дополнительной порции флюса, так как он уже содержится в пасте.
Минус такого способа всего один — термовоздушная паяльная станция может быть довольно дорогой. Также, поток воздуха воздействует не точечно, а на определенной области. Если не установить насадку для работы с миниатюрными SMD-компонентами, есть большая вероятность прогреть и расплавить припой на уже припаянных компонентах.
Пайка инфракрасной паяльной станцией
Домашняя реализация такого типа пайки может быть затруднительной, так как весь процесс осуществляется с помощью инфракрасной паяльной станции. Как видно из названия, нагревание флюса производиться с помощью инфракрасного излучения. При этом важен контроль температуры нагрева, а также не обойтись без подогрева самой платы. Это необходимо для предотвращения ее деформации при нагреве инфракрасным паяльником.
Существует множество видов инфракрасных паяльных станций, среди которых можно найти как любительские, так и профессиональные
Как происходит процесс пайки с помощью такого оборудования?
1. Сперва на плату наносится паяльная паста.
2. Далее устанавливаются компоненты, которые необходимо припаять.
3. Компонент вместе с местом пайки прогреваются инфракрасным излучением, вследствие чего компонент надежно припаивается к месту пайки.
Существуют сложные, программируемые паяльные станции, которые способны самостоятельно припаивать элементы на плату. Достаточно лишь нанести на места пайки пасту и компоненты, а паяльная станция сделает все остальное. При этом, наблюдать за процессом можно с экрана монитора, отслеживая прогресс работы и температурные показатели.
Преимущество такого способа очевидны — с хорошей паяльной станцией процесс производства плат можно сделать полуавтоматическ
Некоторые умельцы собирают свои собственные паяльные станции. Их стоимость гораздо ниже, чем у заводских, но сам процесс сборки и программирования довольно сложный.
Пайка в индукционной печи
Данный процесс применяется в промышленном производстве печатных плат. Он позволяет производить десятки, а то и сотни печатных плат в час, при этом, весь процесс может быть полностью автоматизирован. Как происходит процесс индукционной пайки и подготовка к нему?
1. На плату наноситься специальный трафарет.
2. Через трафарет, на плату наносят слоя паяльной пасты.
3. Далее, на плату устанавливаются компоненты.
4. Плата отправляется в индукционную печь, где и происходит весь процесс пайки.
Плюсы индукционной пайки — высокая скорость производства, возможность полной автоматизации процесса. Минусы — такое мини-производств
Так что в итоге?
Несмотря на сложность некоторых методов пайки, все их можно реализовать в домашних условиях:
- Пайка обычным электрическим паяльником наиболее доступный способ монтажа SMD-компонентов. После небольшой тренировки Вы сможете паять даже сложные компоненты с большим количеством выводов.
- Пайка термовоздушной паяльной станцией дает оптимальное качество пайки и не вызовет особых затруднений даже у новичков, но такая станция стоит гораздо дороже, чем обычный паяльник. Но если Вы истинный радиолюбитель и часто работаете с SMD-компонентами такие затраты будут оправданными.
- Инфракрасная паяльная станция обеспечивает отличное качество пайки. Если фирменная станция не по карману, можно попробовать собрать свою собственно, своими силами. Существует множество любительских проектов, где даже есть списки всех необходимых компонентов, а также можно загрузить прошивку с открытым исходным кодом. Но помните, что сборка собственной паяльной станции требует определенных навыков и знаний.
- Индукционная пайка наиболее сложная, так как требует наличия знаний, навыков и редких компонентов. Тем не менее, все это можно реализовать в домашних условиях, но подумайте — стоит ли оно того и нужно ли Вам производить платы устройств в около промышленных масштабах.
Возможно, вам это будет интересно:
meandr.org
основы пайки, пайка печатных плат и технология. Монтаж SMD домашних условиях
Хорошая пайка хотя и не так важна, как правильно размещение радиоэлементов, но она тоже играет немалую роль. Поэтому мы рассмотрим SMD монтаж — что для него нужно и как его следует проводить в домашних условиях.
Запасаемся необходимым и проводим подготовку
 Для качественной работы нам нужно иметь:
Для качественной работы нам нужно иметь:- Припой.
- Пинцет или плоскогубцы.
- Паяльник.
- Небольшую губку.
- Бокорезы.
Для начала необходимо включить паяльник в розетку. Затем смочите водой губку. Когда паяльник нагреется до такой степени, чтобы он мог плавить припой, то необходимо покрыть им (припоем) жало. Затем протрите его влажной губкой. При этом следует избегать слишком длительного контакта, поскольку он чреват переохлаждением. Для удаления остатков старого припоя можно протирать жало об губку (а также чтобы поддерживать его в чистоте). Подготовка проводится и по отношению к радиодетали. Делается все с помощью пинцета или плоскогубцев. Для этого необходимо согнуть выводы радиодетали так, чтобы они без проблем могли войти в отверстия платы. Теперь давайте поговорим о том, как проводится монтаж SMD компонентов.
Начало работы с деталями
Первоначально необходимо компоненты вставить в отверстия на плате, которые предназначаются для них. При этом внимательно следите за тем, чтобы была соблюдена полярность. Особенно это важно для таких элементов, как электролитические конденсаторы и диоды. Затем следует немного развести выводы, чтобы деталь не выпадала из установленного места (но не перестарайтесь). Непосредственно перед тем как начинать пайку, не забудьте протереть жало губкой ещё раз. Теперь давайте рассмотрим, как происходит монтаж SMD в домашних условиях на этапе паяния.
Закрепление деталей
 Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.
Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.Проверка качества работы
 Посмотрите на получившийся поверхностный монтаж SMD:
Посмотрите на получившийся поверхностный монтаж SMD:- В идеале должна быть соединена контактная площадь и вывод детали. При этом сама пайка должна обладать гладкой и блестящей поверхностью.
- В случае получения сферической формы или наличия связи с соседними контактными площадками необходимо разогреть припой и удалить его излишки. Учитывайте, что после работы с ним на жале паяльника всегда есть его определённое количество.
- При наличии матовой поверхности и царапин расплавьте припой ещё раз и, не сдвигая детали, дайте ему остыть. В случае необходимости можно добавить его ещё в небольшом количестве.
Для удаления остатков флюса с платы можно воспользоваться подходящим растворителем. Но эта операция не является обязательной, ведь его наличие не мешает и не сказывается на функционировании схемы. А теперь давайте уделим внимание теории пайки. Потом мы пройдёмся по особенностям каждого отдельного варианта.
Теория
 Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:
Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:- Необходимо, чтобы были зачищены поверхности деталей, которые будут паяться. Для этого важно удалить все пленки оксидов, которые образовываются со временем.
- Деталь должна в месте пайки нагреваться до температуры, которой достаточно, чтобы плавить припой. Определённые трудности здесь возникают, когда есть большая площадь с хорошей теплопроводностью. Ведь элементарно может не хватить мощности паяльника для нагрева места.
- Необходимо позаботиться о защите от действия кислорода. Эту задачу может выполнить колофоний, который образует защитную пленку.
Наиболее частые ошибки
 Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:
Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:- Места пайки касаются кончиком жала паяльника. При этом подводится слишком мало тепла. Необходимо жало прикладывать таким образом, чтобы между жалом и местом пайки создавалась наибольшая площадь контакта. Тогда SMD монтаж получится качественным.
- Используется слишком мало припоя и выдерживаются значительные временные промежутки. Когда начинается сам процесс, уже успевает испариться часть флюса. Припой не получает защитный слой, как результат – оксидная пленка. А как правильно совершать монтаж SMD в домашних условиях? Для этого профессионалы места пайки качаются одновременно и паяльником, и припоем.
- Слишком ранний отвод жала от места пайки. Нагревать следует интенсивно и быстро.
Можно взять конденсатор для SMD монтажа и набить на нём руку.
Пайка свободных проводов
Сейчас мы будем проходить практику. Допустим, у нас есть светодиод и резистор. К ним нужно припаять кабель. При этом не используются монтажные платы, штифты и иные вспомогательные элементы. Для выполнения поставленной цели нужно выполнить такие операции:
- Снимаем изоляцию с концов провода. Они должны быть чистыми, поскольку были защищены от влажности и кислорода.
- Скручиваем отдельные проводки жилы. Этим предотвращается их последующее разлохмачивание.
- Залуживаем концы проводов. Во время этого процесса необходимо разогретое жало подвести к проводу вместе с припоем (который должен равномерно распределиться по поверхности).
- Укорачиваем выводы резистора и светодиода. Потом необходимо их залудить (независимо от того, старые или новые детали используются).
- Удерживаем выводы параллельно и наносим небольшое количество припоя. Как только им будут равномерно заполнены промежутки, необходимо быстро отвести паяльник. Пока припой не затвердеет полностью, деталь трогать не нужно. Если это всё же произошло, то возникают микротрещины, которые негативно сказываются на механических и электрических свойствах соединения.
Пайка печатных плат
 В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.
В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.Теперь давайте разберёмся, как происходит SMD монтаж в данном случае. Первоначально жало паяльника и припой одновременно подводят к месту пайки. Причем нагреваться должны и обрабатываемые выводы, и плата. Необходимо держать жало, пока припой равномерно не покроет всё место контакта. Затем его можно обвести по полукругу вокруг обрабатываемого места. При этом припой должен перемещаться во встречном направлении. Наблюдаем, чтобы он равномерно распределился на всей контактной площади. После этого убираем припой. И последний шаг – это быстрый отвод жала от места пайки. Ждём, пока припой приобретёт свою окончательную форму и застынет. Вот так в данном случае проводится монтаж SMD. Печатная плата при первых попытках будет выглядеть не ахти, а вот со временем можно научиться делать на таком уровне, что не отличишь и от заводского варианта.
fb.ru
Как паять паяльником на примере пайки деталей, проводов и возможности выпаять их с платы (провода, радиодетали на плате) (видео)
Время не стоит на месте, оно бежит, несется, меняется, а вместе с ним меняется и все вокруг. Так еще в Советском Союзе, лет 30 назад, каждый второй умел наверняка паять, при этом делала это неплохо. Все это исходило из реалий того времени, когда люди чуть ли сами себе делали приемники, телевизоры, магнитофоны, всевозможные проигрыватели. Такую особенность можно связать с надлежащим развитием техники того времени, а вернее обеспечением последней населения нашей страны. Да, многим чего не хватало, сложные бытовые приборы мало того что стоили несколько зарплат, так еще и ждать их приходилось месяцами и годами. Такие реалии заставляли «дружить» с паяльником, тем самым, который мог порадовать своего хозяина новым, нужным и желанным прибором в доме. Достаточно вспомнить мое детство, когда засыпая в сумерках, я видел спину отца, склонившегося над письменным столом. В свете настольной лампы поднимался дымок от канифоли, столь приятный как помнится сейчас. Там что-то паялось… Однако с того времени много что изменилось. Техники стало пруд пруди, и стоит она при этом не так уж дорого. Канифоль на запах стала несколько другой, вонючей и химической… А паять умеет далеко на каждый второй. Но раз вы заглянули к нам на страничку, то наверняка не из праздного любопытства. Так вот и давайте поговорим о том, как паять паяльником радиодетали и провода.
Здесь, прежде, хотелось остепенить тех, кто пришел к нам с целью узнать о том, как паять чайники, трубки и радиаторы. Нет, мы вовсе не уничижаем их цели и задачи, просто в этой статье не об этом. Мы хотели поговорить о пайке исключительно деталей и проводов, о подвесном монтаже и монтаже на плате. Ведь по сути пайка радиолюбителя несколько отличается от пайки жестянщика, а значит нам, чтобы не валить все в одну кучу, и не распыляться на необъятное, хотелось бы упомянуть лишь о пайке паяльником радиодеталей и проводов. Если что извиняйте, а я продолжу…
Какой паяльник выбрать для пайки радиодеталей и проводов
По сути, здесь выбор будет состоять из поиска следующих критериев, это его мощность и тип жала. Вот давайте и разберем теперь возможные альтернативы.
Выбор паяльника по мощности
Для пайки радиоэлементов самым подходящим будет паяльник мощностью 25-40 Ватт, именно такая мощность обеспечит быстрый прогрев контактов, но не перегреет деталь. Перегрев детали может привести к выходу ее из строя, так скажем, что ножки можно греть 5-10 секунд, а есть и детали, которые выдержат и не более 2 секунд. Здесь надо исходить из опыта и конкретных условий, но чем быстрее вы сделаете пайку, тем лучше. При этом, используемая мощность паяльника должна использоваться оптимально, все на то, чтобы расплавить припой, но не предать лишнее тепло на корпус. Итак, с мощностью мы определились, теперь о видах, типах паяльника, вернее жал для них.
Выбор паяльника по типу жала
Итак, о материале жала паяльника. Начнем снова со времен СССР, тогда паяльники были одного типа, просто с медным жалом, других никто и не видел. Плюсы здесь очевидны. Медь хорошо передает тепло, на медное жало можно набрать какое-то количество припоя и использовать его локально для пайки, вот, пожалуй, и все. Теперь о минусах. Медные жала паяльника довольно быстро обгорают. Проявляется это следующим образом. Они покрываются окалиной, которая облетает, при этом в месте отслоения окалины само собой образуется углубление, искривление формы. Это очень неудобно в тех случаях, если вы паяете много и часто, а также тогда, когда вам необходимо постоянную ровную поверхность для пайки на самом жале. Да и сам принцип пайки здесь получается несколько иной. При медном жале весь припой для пайки берется на жало, а затем переносится в место пайки.

Однако есть и другая стратегия пайки, она возможно из-за несгораемых жал. Последние нашли обширное применение в наше время. Такие жала выполнены из композитного или тугоплавкого материла, часто покрыты твердым напылением, на которое не осаживается припой или осаживается очень ограниченно. В итоге, жало постоянно чистое и разогретое. Посмотрите на фото выше, медное жало справа выглядит совсем неказисто, если его сравнить с несгораемым жалом.
Паять несгораемым жалом можно очень долго, почти пожизненно. Однако припой в этом случае пайки, подается проволокой и непосредственно в место пайки, где разогревается, растекается и затвердевает.
Если подытожить эту главу, то надо сказать о том, что паяльник должен быть мощностью 25-40 Ватт, а жало выбирается в зависимости от привычки того, кто и с чем привык работать. Если же у вас нет навыков, то я бы посоветовал все-таки несгораемое жало, оно будет навсегда и не потребует обслуживания. О самих же особенностях пайки медным и несгораемым жалом мы поговорим чуть далее, а пока о подготовке к процессу пайки. А если точнее, то о применяемых флюсах, припое, кислоте, инструментах.
Что необходимо для пайки деталей и проводов (держатели, флюс, кислота, паяльный жир, инструмент, заточка жала)
Прежде чем начать паять, надо для этого что-то иметь… О паяльнике мы уже сказали, но это еще не все. Так для выполнения пайки вам потребуются расходные материалы, будь то флюс, паяльный жир, канифоль или кислота. Давайте разберем каждый из этих реактивов отдельно. Наиболее популярный реактив для пайки деталей канифоль. Именно её в большинстве случаев использовали радиолюбители в СССР. Однако сегодня я бы не сказали что это оптимальный вариант. Быть может из-за того что канифоль стала какой-то другой, она действительно даже пахнуть стала по-другому при разогреве. Видимо по лесам уже никто «не лазит» чтобы раздобыть натуральную смолу, а отсюда и этот непонятный совсем не естественный едкий запах. Я бы посоветовал использовать вам паяльный жир. Не важно, активный или нейтральный. Он вовсе не имеет запаха, что очень хорошо, прекрасно обволакивает контакт, скажу даже более. Жир в советское время был дефицитом, он использовался только на заводах оборонки, а вот обыватель мог о таком только мечтать, отсюда и такая распространенность упоминания о канифоли.

Теперь о флюсах и кислоте. Кислота и флюс наносятся с помощью кисточки или носика непосредственно в место пайки. Кислота фактически активный реактив, в ней находится кислота (соляная) и цинк. При попадании на металл, кислота съедает его поверхностный слой и продукты окисления на нем, а цинк остается после как коррозионно-сдерживающее. В любом случае, после пайки кислотой лучше промывать эти места от дальнейшего продолжения коррозии, используя соду или воду. Флюс в большинстве случаев это жидкий реагент вроде канифоли или паяльного жира, он не столь активен. Часто это канифоль растворенная в спирте, может еще какие-то добавки… Если резюмировать, то для пайки достаточно только паяльного жира или канифоли. Теперь о инструментах.
Без хорошего инструмента паять хорошо вряд ли получится. По крайней мере, если вы решили паять много и все подряд. Для удержания радиодеталей в самый раз будут плоскогубцы или пинцет, иначе вы будете обжигать пальцы. Для зачистки проводов и для ровного их откусывания нужны маленькие и острые кусачки. Во время сложных операций пайки, где необходимо припаять несколько проводков или под определенным углом, незаменимы будут штативы «вторая рука». Ну, само собой потребуется подставка под паяльник, чтобы он не валялся на столе и не спал вам столешницу и площадочка для лужения, где будут подготавливаться провода для пайки.
И вот сейчас мы наконец-то только подошли непосредственно к описанию операций процессов пайки. При этом, как мы уже и говорили, в зависимости от типа паяльника, процесс пайки будет несколько отличаться. Именно поэтому мы рассмотрим два варианта. Для паяльника с медным жалом и для паяльника с несгораемым жалом.
Пример пайки для паяльника с медным жалом
Любая пайка начинается с лужения площадок, проводов, других элементов, которые необходимо будет соединить вместе. Лужение, это фактически поверхностное покрытия припоем поверхностей. Цель этой процедуры проста. Поверхностный слой обеспечит хорошую когезию для будущего наплавляемого припоя, а значит и надежное соединение при пайке.
Здесь необходимо сказать и о материалах, которые вы собрались паять. Так скажем, будет паяться хорошо, черные металлы уже хуже, а вот паять алюминий я бы и вовсе вам не советовал. Так как дело это хлопотное и неблагодарное. Именно здесь необходимо сказать о том, что если у вас есть выбор, то выбирайте для пайки провода и коннекторы из меди, именно такой выбор позволит вам паять комфортно. Итак, о лужении медным паяльником.
Разогреваем паяльник, обычно это время 5-7 минут. Раньше даже не пытайтесь. Во время разогрева можно разово опустить паяльник в канифоль или паяльный жир, для предотвращения окисления меди.
Как только жало начнет уверенно плавить припой, то считайте он разогрет.
За это время пока можете зачистить от изоляции и окисла провод или площадку. Если это многожильный провод, то после того как сняли изоляцию, скрутите все проводки между собой. Также если соединение будет неразъемное, то тоже соедините проводки разных проводников между собой.
Теперь положите провод (а) на площадку и обработайте его кислотой, канифолью, либо жиром.

То есть теми реактивами, про которые я вам писал ранее. Именно они поспособствуют лужению, а как итог, и самой пайке. В нашем случае это паяльный жир, я разогрел его и обмакнул провод в него.
Теперь захватываем на жало излишнюю порцию припоя, по сути это будет капелька припоя. Подносим его к проводнику и водим вдоль него.

Проводник должен равномерно залиться.

Теперь он будет похож на нечто покрытое в металлической оболочке. Если припоя мало, то еще раз возьмите припой жалом и распределите его на месте пайки.
Такую же процедуру проводим и с другим проводником. Теперь можно спаять проводники между собой. Выставляем их так, как нам необходимо и каждый раз принося на жале пальника немного припоя, заливаем щель между проводниками.
При необходимости берем припой и приносим в место пайки.
В итоге получается красивый, прочный и надежный контакт. При необходимости, проводники перед пайкой можно скрутить.
Место пайки изолируем.
Теперь о пайке на плату. Здесь опять же надо начать с лужение дорожек платы. Если вы монтируете что-то на универсальную монтажную плату, то сразу берите плату с лужеными контактами. Далее выпрямляем контакты радиодетали и вставляем их в отверстия, так , чтобы они выступали с другой стороны на 0,5-1 мм. Теперь, как и в случае с проводом берем припой на жало и подносим его к месту ножка-отверстие.

Прикасаемся, и припой растекается по ножке, заполняя при этом и отверстие. Так пропаиваем все ножки радиоэлемента (провода).
Теперь вы хотя и не научились паять паяльником с медным жалом, но знаете как это делается.
Обслуживание (лужение) медного жала паяльника при пайке и после нее
Как я уже рассказывал вам, медное жало со временем выгорает и в итоге меняет свою форму. В итоге необходимо время от времени приводить его форму в порядок. Лучше всего ковать жало, то есть использовать молоток и наковальню, так и выстукивать нужные формы. Но если этого нет, то вполне можно обойтись и простым надфилем.
Берем и обрабатываем жало таким образом, чтобы оно стало подходить под удобную для вас форму (размер). Для меня такой формой является форма под плоскую отвертку. Надфилем стачиваются две стороны, в итоге получается ровный, но «голый» металл – медь.
Надо сказать, что медь металл мягкий. Обрабатывает его соответственно легко. После такого придания формы необходимо защитить жало от окисления. Делается это просто, нанесением на поверхностный слой жала припоя, который выполняет две функции. Во-первых, с его помощью мы паяем, о чем мы уже рассказали. Во-вторых, он защищает жало от окисления и выгорания. Итак, когда мы на холодную обработали жало, то включаем паяльник. Пока он греется, но не прогрелся, можно окунуть жало в канифоль или паяльный жир.
Затем берем припой и наносим на разогретое жало. Припой сам растечется по его поверхности. Все жало готово к использованию.
Восстановление жала необходимо проводить с периодичностью, когда вы заметили, что площадка на нем стала не ровной, и паять в результате этого стало неудобно.
Пример пайки для паяльника с несгораемым жалом
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе…
В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.
Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.
Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.
Тоже самое делаем и со вторым проводником.
Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.



Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки.
Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.
Как выпаять деталь из платы
На самом деле пайка в большинстве случае включает в себя не только соединение контактов, но и их разъединение. Если нам необходимо разъединить спаянные провода, то разогреваем место пайки и все готово. Однако с радиодеталями все сложнее. Ладно если это резистор или транзистор, когда вывода 2-3. В этом случае по переменке и оперативно разогреваем контакты, а затем вытаскиваем деталь из платы. Можно использовать маленькие плоскогубцы или пинцет, чтобы не обжечь руки. А вот с микросхемами все куда сложнее. Часто их демонтаж бывает в одностороннем порядке, то есть когда им просто перекусывают ножки, еще на плате, а затем выпаивают по одной. Это оправдано в том случае, когда микросхема больше применяться не будет. Если же вам необходимо сохранить радиодеталь с большим количеством выводов, то здесь есть два способа.
Первый это использовать иголку от шприца. Каждый раз разогревая припой, вы должны выставлять иголку на ножку таким образом, чтобы она отделяла припой от контакта. После того как такая процедуру будет проделана со всеми контактами радиодетали, то ее можно будет извлечь из платы.
Второй вариант, когда используется отсос припоя.
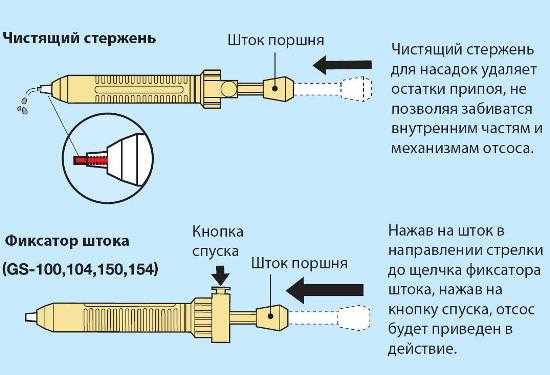
В этом случае к разогретому припою приставляется конструкция, которая похожа на шприц. После нажатия на кнопку, она резко поднимает поршень, происходит разряжение и лишний припой попадает в емкость отсоса. Вот и все секреты того, как можно выпаять деталь с платы.
Подводя итог о пайке паяльником
Не смотря на то, что наша статья получилась не такая уж маленькая, но она определенно не охватила всех тонкостей и особенностей, про которые вы узнаете только лишь из своего собственного опыта. Это я к тому, что именно опыт и время помогут вам в полной мере овладеть пайкой, чтобы она была надежной и в тоже время красивой.
Мне лишь еще раз хочется сказать, о том, что если вы не занимались пайкой совсем, то у вас есть альтернатива, по какому пути пойти. Взять паяльник с медным жалом или несгораемым жалом. Здесь справедливости ради надо сказать о том, что несгораемое жало все же по мне предпочтительнее. Оно вечное, оно очень маленькое, то есть можно разогревать маленькие детали, скажем smd радиодетали, которых в современной электронике не так уж мало. Хотя перейти на его использование было морально не просто. В руки так и просился мой старый верный паяльник с медным жалом. А вот медное жало это некий рудимент, от которого трудно отказаться тем, кто паял еще во времена СССР, и его все устраивает. Что же, они имеют право на свой выбор на свои предпочтения, на отстаивание своих интересов. Тем более, что у медного жала есть небольшой плюс. При его использовании, как я уже несколько раз говорил, не надо подавать припой на место пайки, он приносится на самом жале. Эта особенность позволяет воспользоваться второй свободной рукой, для удержания радиодетали или провода. При пайке несгораемым жалом в большинстве случаев потребуется приспособление «вторая рука», как на фото выше.
Что же, если у вас будут свои соображения и важные замечания по изложенному материалу, то вы можете написать о них в комментариях к статье. Мне лишь осталось пожелать поменьше обжигать пальцы и надежно и красиво паять соединения.
Видео о том как паять паяльником
xn——7kcglddctzgerobebivoffrddel5x.xn--p1ai