Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
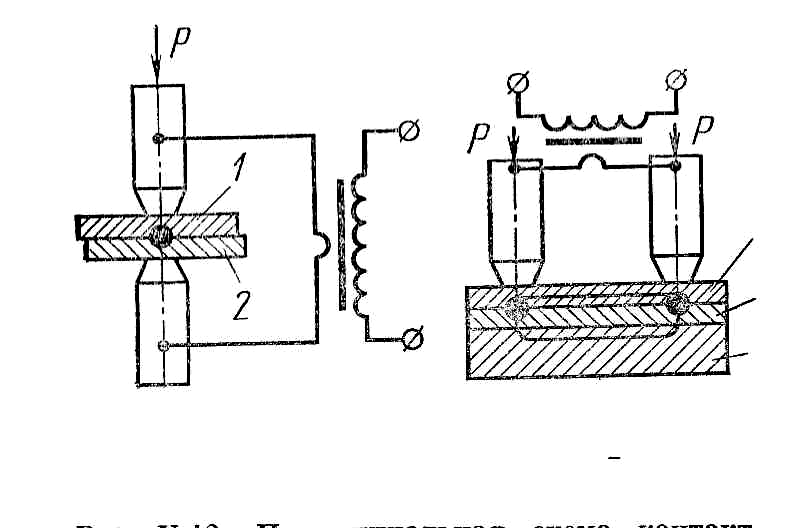
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки Обозначения:- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.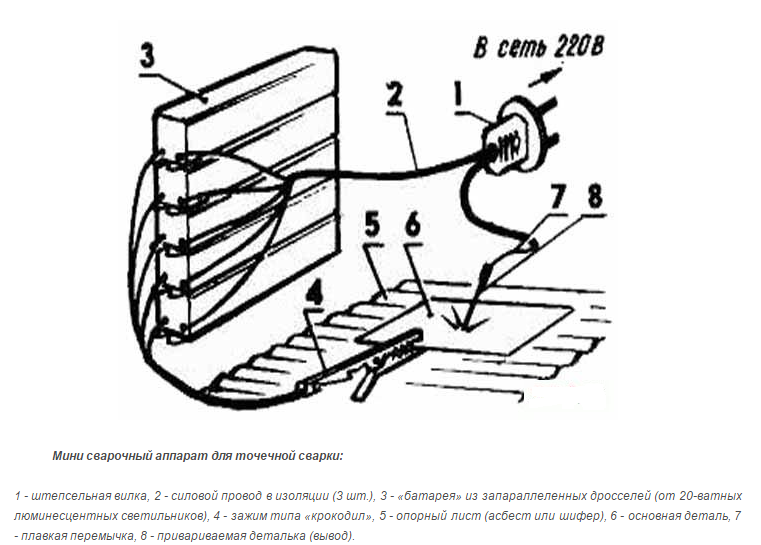
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т. д.).
д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.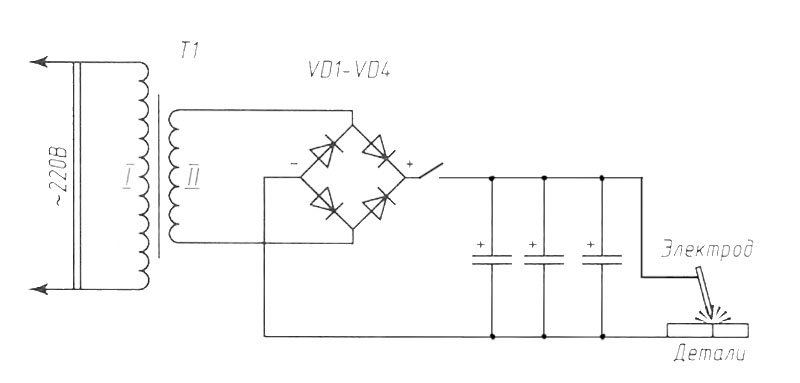
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации.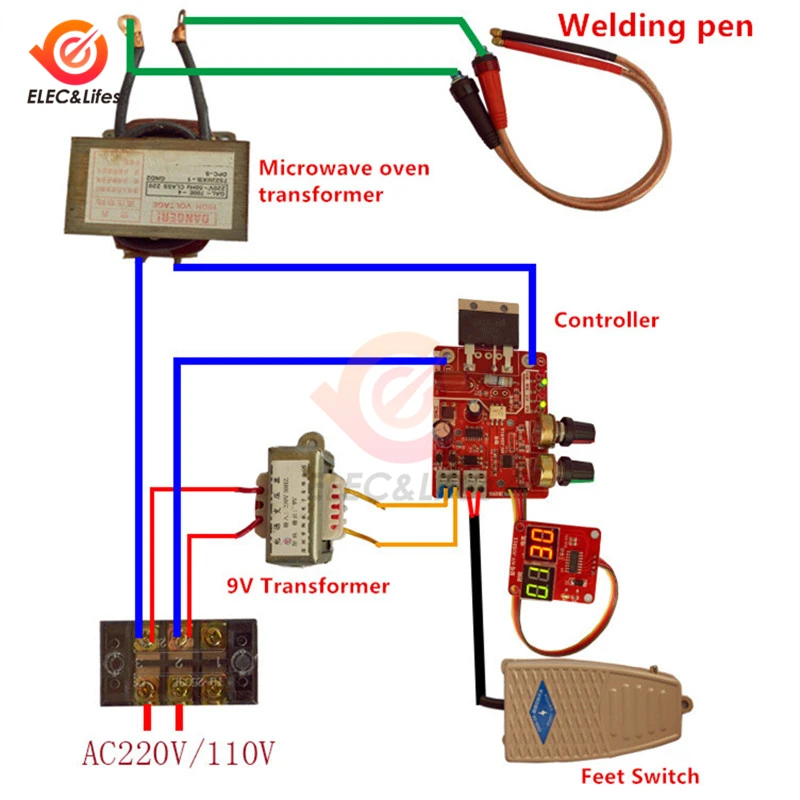
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.![]()
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.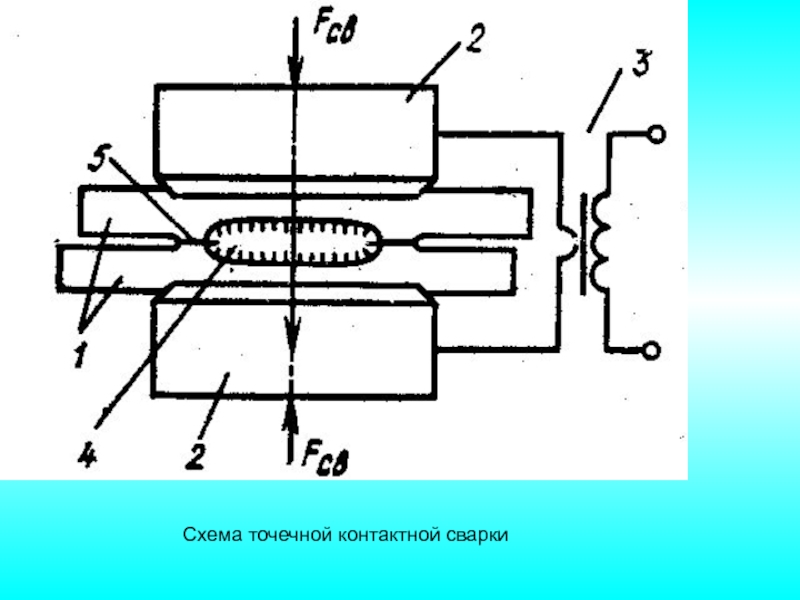
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению.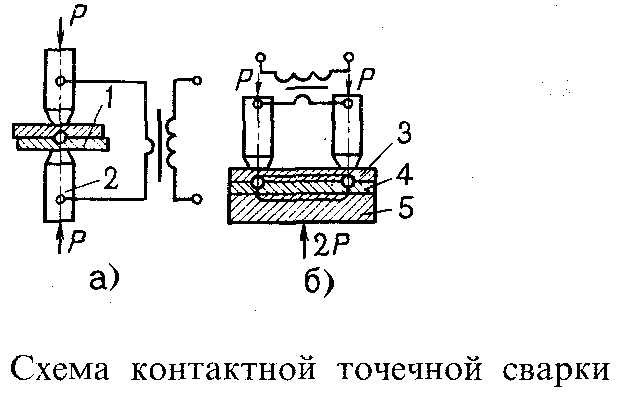 Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата — около 8 кг, габариты — 225х135×120 мм.
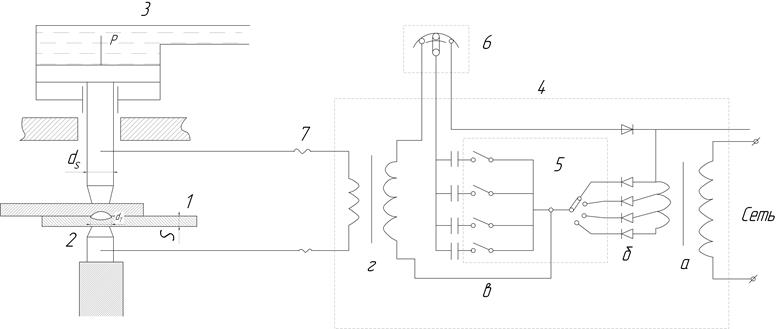
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения — более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 «Подсветка»;
- микропереключатель 6 «Импульс».
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II — 330 витков провода ПЭВ-2 0,3 и обмотку III — 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим».
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
их виды и основные элементы
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
- Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Оцените статью: Поделитесь с друзьями!Точечная сварка своими руками из микроволновки схема и описание — Postroyka-Dom.com
Сегодня хотелось бы рассказать, как делается точечная сварка своими руками из микроволновки. Данный прибор способен выдать на выходе 800 А, а этого показателя с головой хватит, чтобы сваривать тонкий (от 1 до 1.5 мм) листовой металл.
Разбираем микроволновку и переделываем трансформатор
Для начала возьмем микроволновку. Внутри данного прибора имеется трансформатор, в составе которого сердечник и две обмотки: первичная и вторичная.
Сердечник трансформатора запаян двумя тонкими сварными швами, как показано на картинке.
Для вскрытия шва придется воспользоваться болгаркой или ножовкой, а, чтобы добраться к обмоткам в трансформаторе, потребуется поработать молотком и долотом.
При извлечении первичной обмотки следует быть предельно осторожным и не повредить её, потому, что она будет использоваться нами в дальнейшем.
Намотка вторичной обмотки обычно очень плотная, поэтому она извлекается с трудом. Так как для сварочного аппарата она не пригодится, то её можно распилить и вытащить частями.
После окончания описанных действий, вы должны получить в свое распоряжение целую и неповрежденную первичную обмотку трансформатора и его сердцевину, разделенную на два куска.
Намотка трансформатора
Следующий шаг – намотать вторичную обмотку трансформатора. Как материалом для вторичной обмотки воспользуемся медным кабелем, толщина которого будет приблизительно равняться прорезям сердечника. Кабель наматывается двумя витками.
После намотки кабеля, нужно произвести склейку сердечника трансформатора и основания. Для этого пользуемся обычной 2-х компонентной эпоксидной смолой.
Когда произойдет высыхание эпоксидки, вид трансформатора должен быть приблизительно таким.
Выходное напряжение в трансформаторе — 2 В, однако, ток — 800 А.
Проверим работоспособность точечной сварки:
Корпус для точечной сварки
После этого, следует заняться изготовлением корпуса для нашего прибора. Он может быть даже деревянным.
Заднюю панель корпуса нужно оборудовать выключателем и проводом питания, для которых следует вырезать пару отверстий.
Следующий этап – это шлифовка, грунтовка и окраска всех деталей
Когда произойдет высыхание окрашенного корпуса, следует окончательно собрать наш прибор.
Следует отрезать два медных проводка, примерно 2.5 см в длину, они будут служить электродами, и зажать их в держателях.
После этого, производим монтаж выключателя кабеля питания к задней панели устройства.
Осуществляем крепление трансформатора на деревянную основу обычными саморезами. Одним из этих саморезов крепится клемма, от которой выводится «земля».
Электрическая составляющая прибора на этом завершена, однако, чтобы обеспечить большую безопасность и удобство, выполним монтаж еще одной кнопки (микрика), которая крепится к верхнему рычагу с некоторым уклоном. Это делается для обеспечения работы точечной сварки только при включенном выключателе и нажатом микрике.
Не стоит забывать о тщательной изоляции всех соединений!
Крепление рычагов производится так: рычаги располагаются один поверх другого, а в боковушках сверлятся отверстия для них, к которые вставляются обычные гвозди, кончики которых загибаются.
Установка контактных электродов выполняется с торцов рычагов.
Для фиксации верхнего рычага используется обычная резинка.
После окончания сборки, прибор должен выглядеть примерно так
Испытания точечной сварки:
Замена сварочных электродов:
Видео: точечная сварка своими руками из микроволновки
как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Содержание статьиПоказать
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях
Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.
Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Обзор контактной сварки
5) Свойства материалов
Почти все свойства материалов изменяются с температурой, что увеличивает динамику процесса контактной сварки. Удельное сопротивление материала влияет на тепловыделение. Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью, даже при высоком сварочном токе выделяется мало тепла, а также он быстро отводится.Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошим материалом для электродов. При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании сварных деталей при сварке выступами и выборе формы электродов при точечной сварке. Твердость материала также влияет на сопротивление контакта. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же сварочном усилии из-за того, что шероховатости поверхности труднее деформировать, что приведет к меньшей реальной площади контакта.Электродные материалы также используются для влияния на тепловой баланс при контактной сварке, особенно для соединения легких и цветных металлов.
6) Покрытия поверхностей
Большинство покрытий поверхностей применяется для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия часто усложняют процесс сварки. В соответствии с отдельными типами покрытий поверхности необходимо регулировать специальные параметры процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов.Эти поверхностные покрытия специально подобраны для обеспечения теплового баланса на границе раздела сварных швов. Большая часть поверхностных покрытий будет выдавлена во время сварки, некоторые останутся на границе раздела сварного шва в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и деталей очень важны, так как они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки. Геометрия электродов при точечной сварке контролирует плотность тока и получаемый размер сварочного шва.Для металлических листов разной толщины требуются разные сварочные токи и другие настройки параметров процесса. Конструкция локальной проекционной геометрии деталей имеет решающее значение при сварке выступами, которую следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, рельеф или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе раздела сварного шва.
Узнайте больше о проектировании сварных швов>
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата существенно влияют на процессы контактной сварки.Электрические характеристики включают динамическое время реакции сварочного тока и магнитные / индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень критичным при сварке сопротивлением сопротивлению, так как общее время сварки часто бывает очень коротким. Магнитные потери при точечной сварке — один из важных факторов, которые необходимо учитывать при управлении технологическим процессом. Механические характеристики включают скорость и ускорение следящего за электродом, а также жесткость погрузочной рамы / рычагов.Если слежение за электродом слишком медленное, при сварке выступами легко может произойти выброс. На приведенном ниже рисунке показаны измеренные параметры процесса сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует схлопыванию выступа в заготовке.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ТОЧЕЧНОЙ СВАРКЕ — Установки для точечной сварки
Точечная сварка сопротивлением — это соединение перекрывающихся частей металла путем приложения давления и электрического тока.Эти соединения, созданные точечной контактной сваркой, образуют «пуговицу» или «сплавленный самородок». Точечная сварка сопротивлением обычно выполняется на фланцах, расположенных в шахматном порядке в одном ряду последовательных сварных швов. Производители автомобилей используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечная сварка. Точечные сварные швы образуются, когда через панели проходит большой ток в течение нужного времени и с правильным давлением.Обычно при точечной сварке используются два электрода, расположенных напротив друг друга, которые сжимают металлические детали вместе. Это давление сжатия контролируется. Свариваемые детали нагреваются путем пропускания через них сварочного тока. Сварочный ток в несколько тысяч ампер подается в течение определенного периода времени. При повышении температуры металл нагревается до пластичного состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере того, как тепло накапливается в металле, на границе раздела образуется небольшая жидкая лужа металла.Размер этой ванны обычно равен лицевой поверхности сварочного наконечника. Когда температура сварки достигнута, таймер должен истечь. Зона сварки охлаждается очень быстро, поскольку медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать закрытыми не менее одной секунды для охлаждения сварного шва. ПРЕДУПРЕЖДЕНИЕ: Следует проявлять осторожность с устройством с воздушным закрытием, которое немедленно отключается после образования сварного шва.
Есть 4 переменных , которые следует учитывать при контактной точечной сварке;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : большое значение имеет давление, прилагаемое к сварному шву. Если приложить слишком мало давления, зона соединения будет маленькой и слабой. Если приложить слишком большое давление, в сварном шве могут возникнуть трещины из-за закаливающего действия сварочных наконечников. Также высокое давление может вызвать истончение металла и ослабление. Глубина вдавления на поверхности листа, вызванного сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Обычно кузовной цех сваривает сталь толщиной от 16 до 24. Если у сварочного аппарата есть клещи с регулируемой длиной, для правильной установки давления следует использовать манометр. Давление важно, и о нем не следует догадываться. ( ПРИМЕЧАНИЕ : давление плоскогубцев TITE-SPOT установлено на середину этого диапазона и не регулируется.)
Три типа таймеров для точечной сварки :
Стандартный сварочный таймер регулирует время, в течение которого ток течет в сварочный трансформатор.Присущая проблема заключается в том, что если сварка не происходит, таймер все еще тикает. Следовательно, если сварочный ток протекает только часть цикла, сварной шов может не образоваться до истечения таймера. Как правило, технический специалист увеличивает время работы таймера. Это может вызвать перегрев сварочного инструмента и трансформатора! Двойной цикл в зоне сварного шва также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер, и он вручную рассчитывает время сварки.Таким образом, хорошие сварные швы можно получить за 1/2 — 1 3/4 секунды. Это, вероятно, снижает тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный сварочный таймер».
Цифровой таймер проверяет, идет ли сварка. Этот тип таймера проверяет все циклы продолжительностью 60 циклов в секунду и не увеличивает значение таймера, если не течет сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки параметров мощности и таймера. Цифровое управление, контролирующее сварку, снижает тепловую нагрузку на сварочные инструменты и трансформатор.
Сварочный ток и время сварки обратно пропорциональны. Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварного шва = i 2 x t x R.
Сварочный ток в кузовных цехах находится в диапазоне от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется толщиной свариваемых деталей. Поскольку сварочный ток возведен в квадрат, изменения сварочного тока намного более значительны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижнем пределе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1. Использование слабого тока на сварных швах может вызвать перегрев сварочных инструментов и трансформатора сварщика.) И наоборот, если сварочный ток высокий, время сварки сокращается. (ПРИМЕЧАНИЕ 2: Использование высокого сварочного тока увеличивает проблему вытеснения. Вытеснение — это брызги расплавленного металла между слоями стали. Оцинкованные покрытия, имеющиеся на сегодняшней автомобильной стали, усугубляют проблему вытеснения.Итак, мы видим, что сварщиками, не контролирующими сварочный ток, будет труднее работать.
Существует два типа регуляторов сварочного тока , Аналоговый : использует ручку и настраивается как ручка радио. Digital : использует светодиодный дисплей, который сообщает механику точную настройку мощности. Обычный интерфейс — это кнопка.
Ideal Welding Controller — цифровой с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину.Можно быстро произвести очень небольшие изменения мощности или времени, чтобы получить идеальные сварные швы без выталкивания. Проверка таймера позволяет таймеру «тикать» только в том случае, если в сварочный трансформатор течет правильное количество тока.
Проверенный таймер предварительного нагрева — лучший способ минимизировать выброс. Предварительный нагрев позволяет грунтовкам, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять (@ 1350 ° F), удаляя их из зоны сварки до того, как начнется сварка.Температура определяется продолжительностью предварительного нагрева зоны сварного шва. Предварительный нагрев также позволяет стали немного согнуться и идеально подогнаться перед включением сварочного тока. Все это может произойти только в том случае, если у нас есть предварительный подогрев текущей проверки!
Проверка — это волшебство, которое ускоряет выполнение работы. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему чрезмерной сварки. Техник может каждый раз выполнять хорошие сварные швы без чрезмерной сварки и снизить тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Сварочные наконечники новых клещей TITE-SPOT заточены до диаметра 3/16 дюйма. Наконечники можно дать увеличиться до диаметра 1/4 дюйма, прежде чем их нужно будет затачивать. Новые насадки для сварки имеют плоскую поверхность. Это лицо быстро коронируется при использовании, и этот эффект коронки следует поощрять. Радиус венчика должен составлять от 1,5 до 2 дюймов. Инструмент для заточки прилагается к плоскогубцам TITE-SPOT. (ПРИМЕЧАНИЕ: закрытая высота сварочных наконечников составляет 1 1/2 дюйма, когда они новые.) Выбросьте сварочные наконечники, если закрытая высота составляет 1 3/8 ″. НЕ ПОДКЛЮЧАЙТЕ СОВЕТЫ ДЛЯ СВАРКИ.
ТАБЛИЦА 1
| ДАТЧИКИ СТАЛЬНЫЕ | шаг сварного шва | диаметр сварного шва | |||
| 2 штуки | 3 штуки | ||||
| ДАТЧИК | IN | мм | в | дюйм | дюйм |
| 16 | 0.060 | 1,524 | 1,06 | 1,31 | 0,22 |
| 18 | 0,048 | 1,219 | 0,94 | 1,18 | 0,2 |
| 20 | 0,036 | 0,914 | 0,72 | 1,06 | 0,17 |
| 22 | 0,030 | 0,762 | 0,62 | 0,88 | 0,16 |
| 24 | 0.024 | 0,610 | 0,38 | 0,62 | 0,15 |
Расстояние между точечными сварными швами должно соответствовать минимальным стандартам, указанным в таблице, или превышать их.
ПРОВЕРКА СВАРКИ:
Существует три формы контроля сварных швов. Сначала идет визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшой выброс при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на «отслаивание» или «долото».Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на автомобиле.
Испытание на отслаивание состоит из отслаивания точечной сварки. Следует измерить пуговицу и рассчитать средний диаметр. (см. таблицу 1)
Испытание долотом заключается в вдавливании конического долота в зазор на каждой стороне испытываемого сварного шва до тех пор, пока сварной шов или основной металл не разорвутся. Края долота не должны касаться проверяемого сварного шва.Этот тип теста следует использовать, когда тест на отслаивание невозможен. Размер пуговицы определяется так же, как описано для теста на отслаивание.
ЦИНКОВКА
Гальваника — это покрытие металлического цинка, которое наносится на сталь при ее производстве горячим способом или путем гальваники. Цинк — это голубоватый белый металл, его температура плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк, когда он используется в качестве гальванического покрытия, защищает сталь от ржавчины.Кроме того, цинк можно найти в кузовных цехах в виде литого под давлением металла или металлической посуды.
При сварке зажимом гальваническое покрытие следует оставлять между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест двумя пистолетами цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя пистолетами, заключается в том, что нам не хватает значительного давления в зоне сварного шва, и потому, что мы свариваем только с одной стороны.
Цинкование может «испортить» сварочные наконечники — это состояние называется латунным покрытием.Латунь может вызвать проблемы с соединением электрода со свариваемым материалом. Если электрод окрашивает поверхность электрода в золотой или латунный цвет, то поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр поверхности электрода оставался правильным. Для оцинкованной стали требуется примерно на 25% больше лошадиных сил, чем для неоцинкованной стали. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и / или мощность сварки.Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже для наблюдателя должно быть очевидно, что если вы нанесете жидкую сталь 2550 градусов по гальванизированному покрытию, которое закипит при температуре 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали вызывает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Предотвращение коррозии : При использовании плоскогубцев TITE-SPOT на внутренней части новой детали следует оставить черное покрытие «E».Также на старую деталь можно нанести пропитку или другую антикоррозионную грунтовку. А для плотного и сухого уплотнения между этими слоями стали можно нанести легкий слой антикоррозийного покрытия на основе воска. Эти материалы будут выгорать при температуре от 400 до 500 градусов по Фаренгейту, поскольку сталь нагревается до температуры сварки. После того, как сварной шов сформирован и зона сварного шва остынет, антикоррозийное средство на основе воска будет оттягиваться вокруг сварного шва за счет капиллярного действия.
При сварке двумя пистолетами три чистые стороны являются общим правилом.Между деталями нельзя использовать грунтовку для сквозной сварки. Черный слой «E» может остаться на внутренней стороне новой перекрывающейся части, если цикл предварительного нагрева малой мощности предшествует мощности сварки. Из-за количества сварных швов и размера зоны теплового эффекта при сварке двумя пистолетами после сварки необходимо обеспечить хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть опасными, поэтому сварку следует проводить в хорошо вентилируемом помещении. Это особенно актуально при сварке оцинкованной стали.Поскольку TITE-SPOT использует сжатый воздух для охлаждения как плоскогубцев TITE-SPOT, так и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации новой захватывающей области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку. Чтобы представить дату в перспективе, лампа накаливания была запатентована в 1880 году Томасом Эдисоном.Эти два человека, Эдисон и Томпсон, объединили свои компании, то есть Edison Electric и Tompson Electric, в одну компанию в 1895 году. Они назвали ее General Electric, компанию, о которой вы, возможно, слышали сегодня. Томпсон был плодовитым изобретателем, на его счету более 700 патентов, Эдисон так и не получил 700 патентов. В качестве примечания: дуговая сварка была изобретена одним русским в 1885 году и основывалась на методе угольной дуги.
ПРИШУМ ПО СВАРКЕ
Какие две вещи нельзя сварить точечной сваркой?
ОТВЕТ: Разбитое сердце и Рассвет.
Условные обозначения точечной, шовной и шпилечной сварки — интерпретация чертежей металлических фабрик
Точечная сварка
Обозначение точечной сварки — это просто круг, который можно разместить выше, ниже или по центру контрольной линии. Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения. Когда нет никакого побочного значения, это обычно может быть применено с помощью сварочного аппарата контактной точечной сварки, который широко используется при работе с листовым металлом.
Точечная сварка — это просто сварной шов, наносимый на поверхность одного элемента, который имеет достаточно тепла для плавления в материале, образующем стыковочную поверхность.Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и точечной сварки сопротивления, не имеющей значения со стороны, ниже.
Размер точечной сварки будет помещен слева от символа сварки. Это число указывает диаметр указанного точечного сварного шва на стыковой поверхности. Поверхность стыка — это место, где две части помещаются друг на друга в непосредственной близости.
Требуемое количество точечной сварки будет добавлено в скобках над или под символом в зависимости от расположения символа.Если он расположен по центру контрольной линии, необходимые сварные швы можно разместить над или под символом.
К символу точечной сварки также можно добавить шаг. Это будет показано справа от символа.
Когда используется шаг, это означает, что он будет продолжаться по всей длине детали. Например, если длина детали составляет 20 дюймов, вы будете накладывать сварные швы через каждые 2 дюйма, используя вышеуказанный символ для длины этой 20-дюймовой детали.Если точечная сварка не будет охватывать всю длину детали, это необходимо отобразить с помощью размерных линий на отпечатке, чтобы правильно передать эту информацию.
Полный звонок:
Неполная длина детали:
Бывают случаи, когда вместо диаметра используется значение прочности на сдвиг. Вот насколько что-то устойчиво к срезанию. Это может быть выражено в фунт-силах (фунт-сила) или, если проект в метрической системе, он потребует Ньютона (Н).
Это требует точечной сварки с пределом прочности на сдвиг 500 фунтов.
(500 фунтов означает, что деталь сможет противостоять сдвигу минимум до 500 фунтов.
Можно указать, какой процесс будет использоваться для получения сварного шва, и он будет помещен в хвостовую часть. Обычными процессами для этого будет контактная точечная сварка и дуговая сварка вольфрамовым электродом в газе. Причина этого заключается в том, что при сварке не может быть добавлен присадочный материал, поэтому вероятность отсутствия плавления будет меньше.Могут использоваться многие другие процессы, если эффекты сварки известны и все еще приемлемы для результата сварки.
К символу пятна может быть добавлен контур, чтобы гарантировать, что поверхность ровная, как если бы не было сварного шва. Это будет более подробно описано в дополнительных символах сварки.
В качестве примера ниже показан сварной шов со стороны стрелки с заподлицо шлифованием.
Сварной шов
При сварке шва используется тот же процесс, что и при точечной сварке, но в удлиненной форме.Нет никакой подготовки, такой как сварка пробкой или щелевым швом, скорее сварной шов проходит через верхнюю поверхность и плавится в другой элемент за счет подводимого тепла. Символ похож, но через него проходят две параллельные линии.
Пример сварного шва:
Шовные швы имеют размер или прочность на сдвиг, обычно связанные с обозначением сварки. Этот номер будет слева от символа сварки. Размер — это указание ширины бусинки. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой величину фунт-силы, которую сварной шов может выдержать минимум на 1 дюйм сварного шва.
Длина может быть добавлена к правой стороне символа, чтобы указать длину сварного шва.
Дополнительным элементом может быть шаг, если он нужен для наложения нескольких сварных швов. Он будет добавлен с правой стороны символа сварного шва после длины с дефисом.
Шовные сварные швы также могут иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также контур. Контур отображается над или под символом в зависимости от того, как символ находится на контрольной линии.
На следующем изображении показано обозначение сварного шва со стороны стрелки. ½ дюйма в ширину с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые сварные швы (шаг) выполняются по продольной схеме, если на отпечатке не указано иное.
Сварные шпильки
Приварка шпилек — обычная практика во многих магазинах. В этом процессе часто используется аппарат для приваривания шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ находился только на стороне соединения со стрелкой.Элементы размера, шага и количества приварных шпилек размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Вышеупомянутый сварной шов требует шести шпилек диаметром ½ дюйма, расположенных на расстоянии 4 дюйма от центра.
Шпилькибывают самых разных размеров, форм и разновидностей. Например, есть шпильки для бетонных анкеров, шаблоны болтов с резьбой, шпильки с резьбой для использования в качестве болта, изоляционные подвески и даже шпильки с твердым покрытием для замены деталей с твердым покрытием.
Точечная, шпилька, шовная викторина
В поле ниже нарисуйте символ, обозначающий следующее:
точечная сварка 3/16 дюйма со стороны стрелки, шлифовка заподлицо, шаг 2 дюйма, всего 8 сварных швов.
Приваривание шпилек 1 дюйм со стороны стрелки, шаг 2 дюйма, всего 20 шпилек.
Сварной контактный шов без бокового обозначения, шаг 8 дюймов, длина 16 дюймов.
Шпилька 1/4 дюйма приваривается со стороны стрелки с шагом 2 дюйма. Если деталь имеет длину 20 дюймов и первая шпилька расположена на расстоянии 1 дюйма от края, сколько шпилек требуется?
Определение, конструкция, принцип работы, применение, дефекты, преимущества и недостатки [PDF]
Метод контактной точечной сварки применяется для соединения листов железнодорожных путей, топливных баков, бытовых радиаторов и т. Д.
На последнем заседании мы обсудили процесс газовой сварки и процесс дуговой сварки, а на сегодняшнем заседании мы обсудим Точечную сварку сопротивлением вместе с ее определением, конструкцией, принципом работы, областями применения, дефектами, преимуществами и недостатками
Определение точечной сварки сопротивлением:
Тепло, необходимое для плавления и соединения пластин, полученное за счет электрического сопротивления цепи в виде точек (самородков), называется операцией точечной сварки сопротивлением.
Типы контактной сварки:
Операции контактной сварки подразделяются на следующие категории.
Точечная сварка сопротивлением:
Это простейший тип сварки, при котором два листа плавятся и соединяются путем приложения силы и электрической энергии одновременно, что приводит к выделению тепла и образованию пятна, которое соединяет два металлических листа.
Шовная сварка сопротивлением:
Также известна как непрерывная точечная сварка, при которой ролик образует электрод.
Проекционная сварка:
Это похоже на точечную сварку, при которой на свариваемых деталях могут образовываться ямки.
В этой статье мы можем подробно обсудить Операция точечной сварки сопротивлением .
Схема точечной сварки сопротивлением:
Схема работы точечной сварки сопротивлением показана ниже.
Конструкция точечной сварки сопротивлением:
Установка для контактной точечной сварки состоит из трансформатора, заготовок, двух медных электродов и двух клещей.
В зависимости от требований, трансформатор будет использоваться для повышения или понижения напряжения.
Источник питания будет проходить через два ключа к электродам.
Наиболее часто используемые электродные материалы при контактной сварке: Медь, (Cu), вольфрам, медно-вольфрамовый сплав и т. Д.
Из-за приложения давления к клещам между деталями возникает тепло из-за прохождения тока и образования пятна или самородка .
Таким образом образуется стык между двумя деталями.
Принцип работы точечной сварки сопротивлением:
Контактная точечная сварка работает по следующей концепции:
- В процессе контактной точечной сварки, при котором два или более металлических листа соединяются вместе с помощью точечной сварки.
- Свариваемые детали зажимаются между кончиками медных электродов, и через них пропускается большой ток при низких напряжениях.
- Из-за сопротивления, оказываемого заготовками (листовым металлом) току, температура на контактных поверхностях повышается до точки плавления, и сварной шов формируется в виде самородка.
- Слиток — это сварной шов, образованный между деталями.
- В процессе резистивной точечной сварки присадочный материал не используется.
- Операция повторяется «n» №. раз, чтобы выполнить точечную сварку в желаемом месте.
Применение точечной сварки сопротивлением:
Контактная точечная сварка используется для:
- Соединение частей кузова автомобиля
- Топливные баки
- Железнодорожные пути
- Трубопроводы газонефтяного и водопровода
- Бытовые радиаторы
- Лопатки турбины
Дефекты контактной точечной сварки:
Дефекты контактной точечной сварки следующие.
- Асимметричные следы точечной сварки
- Взрыв металла вблизи сварочного шва
- Трещины в зоне сварного шва
- Поверхности с изрезками
- Брызги
Преимущества контактной точечной сварки:
Преимущества точечной сварки сопротивлением заключаются в следующем.
- Простая автоматизация
- Низкий уровень дыма
- Рентабельность
- Заполняющие материалы не требуются.
Недостатки контактной точечной сварки:
Недостатки контактной точечной сварки следующие.
- Низкая прочность при прерывистых швах.
- Высокая стоимость оборудования.
- Толщина свариваемых листов ограничена — всего 6 мм.
Источники [Внешние ссылки]:
Что такое сварка сопротивлением: RWMA: American Welding Society
Что такое сварка сопротивлением
Контактная сварка — это соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которая должна быть соединена.Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например, точечная и шовная, выпуклая, оплавленная и осадка), которые различаются в основном типами и формой сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других проводящих инструментов машины для контактной сварки.
Аппараты для контактной сварки разработаны и изготовлены для широкого спектра автомобильных, аэрокосмических и промышленных применений. Благодаря автоматизации работа этих машин строго контролируется и воспроизводится, что позволяет производителям легко укомплектовать производство персоналом.
Типы приложений контактной сварки:Точечная сварка и шовная сварка
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыковочными поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени.При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы складываются и соединяются, образуя сварной шов.
- Контактная сварка швом — это разновидность контактной точечной сварки, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Разница в том, что при подаче сварочного тока заготовка катится между электродами в форме колеса.В зависимости от конкретного сварочного тока и настроек времени сварки, созданные сварные швы могут накладываться друг на друга, образуя полный сварной шов, или могут быть просто отдельными точечными сварными швами через определенные интервалы.
Проекционная сварка
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, прижимающую детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, все из которых фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
- Сплошные выступы часто используются при приваривании крепежа к деталям. При соединении листового или пластинчатого материала часто используются тиснения. Примером проекционной сварки с использованием материала «Пересечения» является сварка поперечной проволокой. В этом случае пересечение самих проводов локализует тепловыделение и, следовательно, сопротивление. Проволоки переходят одна в другую, образуя при этом сварной шов.
Сварка оплавлением
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который вызывает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
Сварка с осаждением
- Как и другие процессы сварки сопротивлением, при сварке с осаждением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Подобно сварке оплавлением, при сварке с вылетом детали уже находятся в плотном контакте друг с другом, поэтому оплавление не происходит. Давление прикладывается до запуска тока и поддерживается до завершения процесса.
Источник: C1.1M / C1.1: 2012 — Рекомендуемые методы сварки сопротивлением
Принцип работы контактной точечной сварки (RSW) и преимущества-недостатки
Точечная сварка сопротивлением — сравнительно современный сварочный процесс. Он появился в области сварки в период с 1900 по 1905 год. Это наиболее широко используемый резистор. способ сварки. Основное назначение метода контактной точечной сварки — соединение двух-четырех металлических листов легкой толщины внахлест (толщиной до 3 мм).Сначала работа очищается и удаляются все типы загрязнений, такие как жир, масло, грязь, окалина и краска. Поверхность электродов также сделана очень чистой. Для скрепления металлических листов одновременно используются два медных электрода. Ток проходит через электроды, а затем в металлические листы. Из-за сопротивления в воздушном зазоре в точках контакта выделяется тепло. Поскольку медь является отличным проводником, тепло так быстро отводится к металлу.Поскольку металл (заготовка) плохо проводит тепло по сравнению с медным электродом, тепло остается в воздушном зазоре. Таким образом, тепло остается в одно место, создающее сильный эффект, и металл плавится в этом желаемом месте. Период рассеивания тепла очень мал, и в это время металл плавится, а затем становится твердым, и, таким образом, образуется соединение.
Шаги, выполняемые при контактной точечной сварке, показаны на следующей диаграмме
.Преимущества точечной сварки сопротивлением
- Сравнительно низкая стоимость
- Метод контактной точечной сварки (RSW) не требует высококвалифицированного рабочего.
- Искажение или коробление деталей устранено, хотя остаются некоторые углубления или вмятины.
- Шов очень однородный.
- Возможна как автоматическая, так и полуавтоматическая работа.
- Подготовка кромок не требуется.
- Сварку можно выполнять в быстрой последовательности. Чтобы сделать стык, нужно всего несколько секунд.
Недостатки RSW
- Стоимость оборудования высока, поэтому она может повлиять на начальную стоимость.
- Для обслуживания и контроля необходимы квалифицированные сварщики или техники.
- Некоторые металлы требуют специальной подготовки поверхности для успешной работы RSW.
- Сваривать толстые детали непросто.
Области применения точечной сварки сопротивлением
- Произведена точечная сварка толстых стальных листов, которая заменила необходимость клепки.
- Сварку двух или более листовых металлов можно более экономично соединить механическими средствами, используя методы точечной сварки.Нам не нужны газонепроницаемые соединения.
- Точечная сварка может использоваться для крепления скоб, подкладок или зажимов к корпусам, основаниям и крышкам, которые в основном являются продуктами формовки листового металла.
- Автомобильная и авиационная промышленность в наши дни в значительной степени полагаются на точечную сварку.
Поперечное сечение конфигурации / процесса электрической точечной сварки
Поперечное сечение конфигурации / процесса электрической точечной сваркиПоперечное сечение конфигурации / процесса электрической точечной сварки
Щелкните, чтобы увеличить изображение.
Подпись:Рис. 1. Точечная электросварка сопротивлением.
Контекст:
Определение проблемы
При контактной точечной сварке сопротивлением
процесс показан на рис.1, электроды 1
и 7 прижимают детали 3 и
5. Затем через них пропускают ток.
составные части. Из-за электрического
контактное сопротивление, тепло будет генерироваться
на границах раздела электрод / деталь 2 и
6 и прилегающая поверхность 4. Жара на
лицо плавит детали, чтобы сформировать
самородок, 4.Чтобы предотвратить таяние на
электрод / деталь, вода
циркулировал в охлаждающей камере
электроды — рис. 1. Для уменьшения
размер проблемы в этом исследовании, только
рассматривался один электрод. Этот подход
требует знания силы
вход (определяется экспериментально) на
Интерфейс электрод / деталь.
И окружающий воздух, и исходная вода
температура принималась равной 20 ° C
(68 ° F). Если вода не закипает,
физические свойства можно считать
не зависит от температуры.Полный
сопряженный раствор теплопередачи может быть
выполняется в два отдельных этапа: 1) а
стационарное механическое решение, предполагающее
навязанный расход теплоносителя и
давление на входе в водопровод, и
2) переходное тепловое решение. Этот подход
разъединение механического
и тепловые решения, используя предположение
температурно-независимых
свойства материала существенно ухудшаются
время вычислений. Сварка
цикл, то есть время, чтобы сделать одно пятно
сварка, охватывающая несколько циклов
переменного тока, принималась
длительность переходного времени решения.
Abstract:
Точное тепловое моделирование
колпачка электрода для точечной сварки
может позволить критические параметры конструкции
быть идентифицированным для улучшенного электрода
жизнь. В этом исследовании параметрическая модель имеет
был разработан для прогнозирования переходных
термическое поведение типичной точечной сварки
колпачок электрода. В модели задействованы
метод сопряженной теплопередачи
анализ, чтобы избежать проблемы оценки
значение коэффициента теплопередачи
что возникает при обычном нагреве
анализ передачи.Используя экспериментальные значения для
входная мощность, расчетный максимальный наконечник
температура поверхности 905 К. Следы
плавка алюминия на крышке / алюминий
интерфейса часто наблюдаются на практике в
точечная сварка алюминия. Поскольку алюминий
сплавы имеют температуру плавления
∼900 K, моделирование близко предсказывает
температура поверхности наконечника.
Анализ показал, что конвективная
и потери лучистого тепла не имели значения.
Простая линейная зависимость между
максимальная температура и
входная мощность была найдена.Очень коротко
время нагрева, без существенных изменений
были обнаружены при максимальной температуре
достигли уменьшения охлаждающей жидкости
расход от 3,79 л / мин (1,00 галлон / мин)
до 2,24 л / мин (0,75 галл / мин) или для уменьшения
глубины цоколя — расстояние
между рабочей поверхностью наконечника и
охлаждающая поверхность — от 9,00-6,35 мм.
Общее поведение типично для
компоненты с медленным тепловым откликом,
но высокая скорость нагрева.
Источник:
1. Мерфи, А. Дж., Юнг, К.С., и Торнтон, П.Х.
(1999). Переходный термический анализ точечной сварки
Электроды. Welding Journal (Приложение), январь , г.
1с-6с.
Полный текст статьи (PDF)
Примечания:Это трехмерное сечение сварочных электродов. и заготовка. Вид в разрезе особенно полезен, столько же, потому что он показывает много трудных или невозможных для просмотра компонентов, которые быть невидимым на внешнем виде. Фигура не является «чистым» двухмерным поперечным сечением из-за того, как части концы цилиндрических участков электродов и водоводов нарисованы.(RPF) Документ предоставлен Мэтью (Мэттом) Алленом, Северо-Восточный университет, 2/2004.
Вернуться на страницу Галереи
.