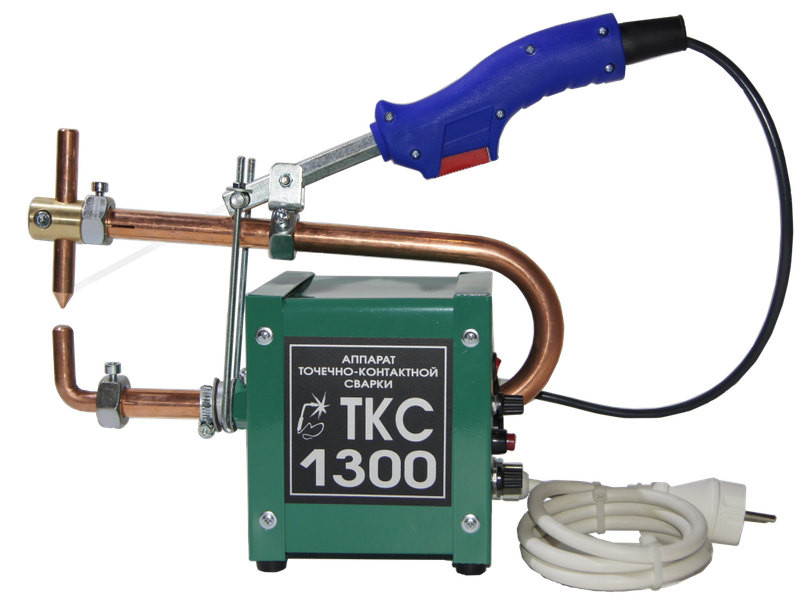
Трансформатор для контактной сварки
Главная » Сварка » Сварочное Оборудование
Сварочное Оборудование
Автор admin На чтение 3 мин. Просмотров 2.3k. Опубликовано
Однако качество контактного шва зависит от степени прогрева стыковочной зоны. Ну а достаточный «разогрев» контактируемых кромок возможен только в том случае, если сквозь стык пройдет ток значительной силы (от 1000 до 200 000 Ампер).
Трансформатор контактной сварки – это самый важный узел сварочного аппарата. Ведь характеристик трансформатора зависит не только качество сварочного шва, но и сама возможность формирования неразъемного соединения. Поэтому в данной статье мы расскажем вам о том, как работает этот узел, дополнив эту информацию советами по подбору «правильного» трансформатора.
Устройство сварочного трансформатора для контактной сварки
Для соединения деталей с помощью сварки их кромки нужно разогреть до температуры плавления. После этого нужно заполнить зазор расплавленной присадочной проволокой или попросту сжать детали. При контактной сварке детали сжимаются, что дает возможность сэкономить на присадочном материале и ускорить процесс стыковки.
Поэтому для контактной сварки необходим особый трансформатор, понижающий напряжение до 1-2 Вольт, и увеличивающий силу тока – до 200 кА.
И такую трансформацию может обеспечить только особый прибор, в конструкции которого учтены следующие нюансы:
Кроме того, все контактные трансформаторы следует комплектовать системами воздушного или водяного (масляного) охлаждения. Иначе такой агрегат сгорит за считанные секунды.
Как выбрать «правильный» трансформатор?
Условия эксплуатации «контактных» трансформаторов далеки от щадящих режимов электродуговых агрегатов.![]()
Поэтому, выбирая сварочные трансформаторы для контактной сварки, нужно ориентироваться на следующие характеристики этого узла:
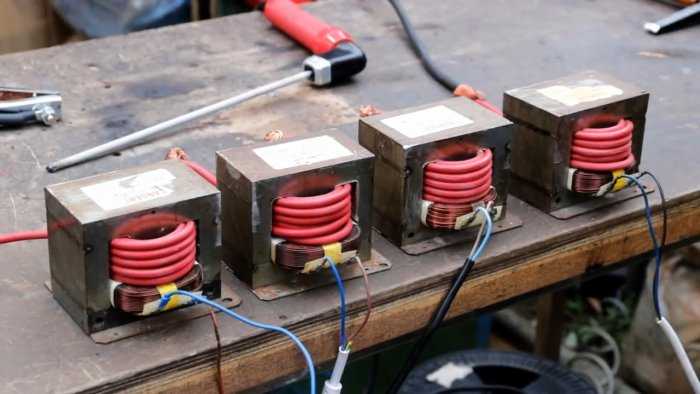
- Механическую прочность. Бронесердечник, медные диски, эпоксидный наполнитель – вот три обязательных составляющих каждого контактного трансформатора. Без этих достаточно тяжелых компонентов он не потянет и пары часов. И если вам нужен действительно надежный прибор, то он должен весить, как минимум, 15-20 килограмм.
- Минимальный отклик управляющих блоков. Чем меньше задержка на прерывателе, тем лучше качество сварки. Если вы планируете работать с аппаратом очень часто – ищите агрегат с миллисекундной «реакцией».
- Возможность подключения к бытовым электросетям. Большинство контактных трансформаторов (около 80 процентов от всех приборов на рынке) питаются именно от бытовой (220 В, 5 А) электросети. Поэтому не торопитесь выбирать «промышленный» инструмент. Ведь такая техника, скорее всего, питается от трехфазной сети.
Ну а если ваш цех (или мастерская) оборудованы такой схемой проводки, то имейте в виду – однофазный вариант, с точки зрения контактных трансформаторов, ни чем не хуже трехфазного тока.

- Высокое прижимное усилие в месте контакта заготовок. Поэтому постарайтесь купить дополнить качественный преобразователь мощными щипцами на гидравлическом или пневматическом приводе. Такое приспособление уменьшит нагрузку на трансформатор.
Трансформатор для машин контактной сварки ТК-401 — Трансформаторы к машинам контактной сварки — ПРОДУКЦИЯ — ООО «ЮГ-Сварка»
Трансформатор сварочный однофазный предназначен для использования в машинах контактной сварки в качестве источника сварочного тока.
Трансформатор изготовлен в климатическом исполнении УХЛ, категория размещения 4 по ГОСТ 15150 со степенью защиты IР00 по ГОСТ 17516.
Трансформатор предназначен для эксплуатации в закрытых помещениях на высоте до 1000 м над уровнем моря, воздух рабочей зоны которых соответствует требованиям ГОСТ 123.1.005, при температуре охлаждающей воды на входе от плюс 5до 25°С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| ТК-301 | ТК-302 | ТК-401 | ТК-501 | |
| Номинальное напряжение питающей сети при частоте 50 Гц, В | 380 | 380 | 380 | 380 |
| Ток длительный одного вторичного витка, кА, не менее | 2,80 | 3,20 | 3,55 | 4,55 |
| Ток длительный вторичный трансформатора при параллельном включении витков, кА, не менее | 5,60 | 6,40 | 7,10 | 9,1 |
| Мощность при ПВ=50% на максимальной ступени регулирования, кВА, не менее | 40 | 63 | 100 | 180 |
| Номинальное напряжение первичной обмотки, В | 365 | 365 | 365 | 365 |
| Вторичное напряжение холостого хода по ступеням, В±2,5%: | ||||
| 1 | 3,0 | 5,0 | 7,0 | 9,6 |
| 2 | 3,6 | 5,7 | 8,0 | 10,7 |
| 3 | 4. |
6,2 | 8,9 | 12,2 |
| 4 | 5,0 | 7,0 | 10,0 | 14,0 |
| Класс изоляции | F | F | F | F |
| Расход охлаждающей воды, л/мин, не менее | 4 | 4 | 4 | 5 |
| Габаритные размеры, мм: | ||||
| длина | 184 | 184 | 184 | 240 |
| ширина | 470 | 560 | 695 | 790 |
| высота | 235 | 235 | 235 | 320 |
| Масса, кг, не более | 80 | 100 | 135 | 260 |
Доставка
Возможна отправка в любой регион транспортно-экспедиционными компаниями.
Работаем с любыми АВТО, ЖД и АВИА перевозчиками: Деловые Линии, ПЭК, КИТ, Экспресс-Авто, Артис-Логистик, РАТЭК и т.д.
Гарантия
Гарантийный срок эксплуатации трансформатора — 12 месяце
Что такое сварочный трансформатор?
Трансформатор, встроенный в сварочный аппарат, используется для преобразования входного высокого напряжения или первичной энергии от настенной розетки, обычно от 208 до 600 вольт, при слабом переменном токе (АС) от 15 до 55 ампер. Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
Рисунок 1 показано типичное подключение сварочного аппарата к электродуговой сварке в среде защитного газа (SMAW), иллюстрирующее основной источник питания на первичной стороне и выход на электрододержатель со вторичной стороны трансформатора.
Рис.![]() 1. Схема подключения для типичного процесса дуговой сварки в защитных газах
1. Схема подключения для типичного процесса дуговой сварки в защитных газах
используйте большое количество витков проводов меньшего сечения (N1 на схеме) и меньшее количество витков больших проводов (N2 на схеме) на вторичной стороне. Это выводит низкое напряжение/более высокий ток в зависимости от соотношения витков или количества витков провода на вторичной стороне, как показано на рис. 9.0005 Рисунок 2.
Рисунок 2. Схема понижающего трансформатора
Провода обмотаны вокруг железного сердечника, который создает магнитный поток от движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока входит во входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Рисунок 3. Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4, Изображение сбалансированной волны переменного тока выбор полярности. Для достижения выхода постоянного тока использовался выпрямительный диод согласно 9.0005 Рисунок 5.
Рисунок 5, Типовой диод
Диод работает, пропуская переменный ток через диод, но не позволяя переменному току течь обратно, таким образом создавая постоянный ток (DC). который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мостовой схеме для генерации постоянного тока на выходе, как показано на рис. 6 . Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Рисунок 6. Технология трансформатор-выпрямитель
Сварочный трансформатор для типичных процессов сварки переменным/постоянным током был очень большим и тяжелым, и было сделано много усовершенствований, чтобы уменьшить размер трансформатора. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была внедрена с рядом преимуществ. Одним из них был способ преобразования входного сигнала высокого напряжения/низкого тока в выходной сигнал низкого напряжения/высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора. На рис. 7 показано, как технология инвертора работает внутри источника питания.
Рисунок 7. Схема инверторной технологии
Инверсионная технология противоположна выпрямлению, процесс инверсии преобразует постоянный ток в переменный ток высокой частоты с использованием импульсного типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на высоковольтной первичной входной стороне трансформатора, а не на более традиционной вторичной выходной стороне, как описано выше. На рисунке 7 показано, как высокое переменное напряжение поступает и преобразуется в постоянное, переключается на высокочастотный пульсирующий прямоугольный переменный ток, а затем «преобразуется» в низковольтный и сильноточный выпрямленный постоянный ток на выходе. Именно так многие сварочные аппараты сегодня используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно уменьшает размер и вес оборудования.
Эта технология также снижает количество энергии (электроэнергии), используемой инверторной технологией, по сравнению со старыми трансформаторно-выпрямительными машинами.
Билл Экклс, вице-президент PPC and Associates
Transformers — Spot Weld, Inc.
Общая информация
Spot Weld, Inc.
 имеет доступ к широкому спектру трансформаторов для сварки. Здесь мы перечисляем некоторые распространенные разновидности, которые стараемся иметь под рукой.
имеет доступ к широкому спектру трансформаторов для сварки. Здесь мы перечисляем некоторые распространенные разновидности, которые стараемся иметь под рукой.Однофазный переменный ток
- 35 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, 4,6–6,0 В вторичной обмотки, 4 шага, корпус «ES», одиночные вторичные наконечники, полностью герметизированы, 1879 долларов США (*цена может быть изменена, стоимость доставки не включена) , актуальные цены запрашивайте) F48635ES1SDLX
- 60 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, 3,6–5,0 В вторичной обмотки, 4 ступени, корпус «А», ступенчатые наконечники, термостат, намотанный сердечник, полностью герметичный, 1783 доллара США (*цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F48660A1SELX
- 85 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, вторичная обмотка 5,3–7,1 В, 4 ступени, корпус «B», со смещенными наконечниками, термостат, многоядерный сердечник, полностью герметизирован, 1 973 долл.
 США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F48685B1SELX
США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F48685B1SELX - 120 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, вторичное напряжение 7,0–9,0 В, 5 ступеней, корпус «C», со смещенными наконечниками, термостат, многоядерный сердечник, полностью герметизирован, 2463 долл. США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F486120C1SBLX
- 150 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, 9,2–11,7 В на вторичной обмотке, 4 ступени, D-образная рама, смещенные наконечники, термостат, многоядерный сердечник, полностью герметизированный, 2427 долл. США (* цена возможны изменения, стоимость доставки не включена, актуальные цены запрашивайте) F486150D1SELX
- 200 кВА при рабочем цикле 50 %, Fixture Style, 480 В/60 Гц/1 фаза, вторичное напряжение 12,6–15,4 В, 4 ступени, корпус «DL», со смещенными наконечниками, термостат, многоядерный сердечник, полностью герметизирован, 2772 долл.
- 300 кВА при рабочем цикле 50 %, машинный тип, 480 В/60 Гц/1 фаза, 8,6–15,7 В вторичной обмотки, 8 ступеней, корпус «VA», торцевой переключатель ответвлений с непаянными наконечниками, размер № 3, машинные площадки, стопка сердечник, полностью герметизированный, 7 999 долл. США (*цена может быть изменена, фрахт не включен, текущие цены запрашивайте) M446300VA1BOLX
Инвертор (3-фазный MFDC)
- 100 кВА при рабочем цикле 50 %, 650 В/1000 Гц, 9,0 вольт вторичной обмотки, соотношение витков 72:1, витой сердечник, вторичная приемная катушка, термостат, полностью герметичный, дополнительные охлаждающие пластины , $2,625 (*цена может быть изменена, фрахт не включен, текущие цены запрашивайте), TDC-5583
- 100 кВА при рабочем цикле 50 %, 650 В/1000 Гц, вторичное напряжение 9,6 В, соотношение оборотов 68:1, термостат, полностью герметизирован, дополнительные охлаждающие пластины, 4 079 долл.