Как заточить сверло по металлу своими руками от теории к практике
Во время работы режущие кромки сверла постепенно притупляются, снижается его эффективность, увеличивается нагрев и время сверления. Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Наточить сверло можно в домашних условиях, но лучше, если это делать в мастерской или оборудованной подсобке, где установлено точило. Выполнить правильную заточку это без опыта, по началу, будет сложно — для этого нужно немного практики, так сказать, набить руку.
 Свёрла
СвёрлаВосстановить остроту режущих кромок можно на обычном абразивном бруске, но это будет долгая и неблагодарная работа, на которую уйдет много времени и нервов. Для этого лучше подойдут следующие инструменты:
- обдирочно-заточный станок, по-простому называемый точилом;
- болгарка с установленным шлифовальным абразивным кругом;
- профессиональный станок для заточки сверл;
- специальная насадка на дрель для заточки сверл;
- другие приспособление для заточки сверл изготовленные своими руками.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
 Затупившихся сверла по металлу
Затупившихся сверла по металлу  Посаженные сверла по металлу
Посаженные сверла по металлу  Пакет с затупившимися сверлами
Пакет с затупившимися сверламиПризнаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
 Затупившиеся сверла под лупой
Затупившиеся сверла под лупой  Затупившиеся сверла под лупой
Затупившиеся сверла под лупойКак заточить сверло по металлу
Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики.
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.
 Основные части спирального сверла по металлу
Основные части спирального сверла по металлуРежущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
- Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
 Угол при вершине сверла
Угол при вершине сверла  Значение заднего угла резания
Значение заднего угла резания  Угол между кромкой и перемычкой
Угол между кромкой и перемычкойЗависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
|---|---|---|
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
| Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
 Сверла и гайки
Сверла и гайки  Углы гайки и связки гаек
Углы гайки и связки гаек  Проверка угла заточки при вершине сверла связкой гаек
Проверка угла заточки при вершине сверла связкой гаекСпособы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания. Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
- Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
- Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
 Способы выведения задней плоскости при заточке сверла
Способы выведения задней плоскости при заточке сверлаЕсть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.
Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
 Виды заточки по количеству углов при вершине
Виды заточки по количеству углов при вершинеВ интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
 Типы подточки поперечной кромки сверла
Типы подточки поперечной кромки сверлаМы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
 Положение сверла в горизонтальной плоскости для стачивания перемычки
Положение сверла в горизонтальной плоскости для стачивания перемычки  Положение сверла в вертикальной плоскости для стачивания перемычки
Положение сверла в вертикальной плоскости для стачивания перемычкиПеремычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
 Снятие фаски на ленточке
Снятие фаски на ленточке  Фаска, снятая со стороны ленточки
Фаска, снятая со стороны ленточкиПри работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
 Подточка ленточки со стороны канавки
Подточка ленточки со стороны канавки  Ленточка, подточенная со стороны канавки
Ленточка, подточенная со стороны канавкиПравила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
 Станок для заточки Makita
Станок для заточки Makita  Станок для заточки Elitech
Станок для заточки Elitech  Станок для заточки Patriot
Станок для заточки PatriotДля заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
 Белые абразивные круги
Белые абразивные кругиРабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
 Алмазные правящие гребенки
Алмазные правящие гребенки  Алмазные карандаши для правки шлифовальных кругов
Алмазные карандаши для правки шлифовальных кругов  Шарошкодержатель с шарошками
Шарошкодержатель с шарошкамиПроцесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
 Выставленный подручник на точиле
Выставленный подручник на точилеДля примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
 Рисуем на подручнике линию под углом 60 градусов
Рисуем на подручнике линию под углом 60 градусовСверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
 Берем сверло в руки и кладем на подручник
Берем сверло в руки и кладем на подручникТеперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
 Отрабатываем движения для заточки на выключенном точиле
Отрабатываем движения для заточки на выключенном точилеОтводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.
 Процесс заточки сверла на точиле
Процесс заточки сверла на точиле  Переворачиваем сверло и точим вторую режущую кромку
Переворачиваем сверло и точим вторую режущую кромкуПосле выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
 Правильная и неправильная заточка сверла по металлу
Правильная и неправильная заточка сверла по металлуВторое, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
 Проверка штангенциркулем соответствия длин режущих кромок
Проверка штангенциркулем соответствия длин режущих кромокДалее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
 Угол при вершине соответствует 120 градусам
Угол при вершине соответствует 120 градусам  Угол при вершине немного больше 120 градусов
Угол при вершине немного больше 120 градусовФинальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
 Равномерный выход металлической стружки по канавкам сверла
Равномерный выход металлической стружки по канавкам сверла  Сверление металлической заготовки
Сверление металлической заготовкиТеперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
 Стачивание перемычки
Стачивание перемычкиВидео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
tehnomuza.ru
Как заточить сверло по металлу своими руками – самодельные чертежи и приспособа для заточки, как просто и правильно точить инструмент на станке
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.

Шаг 1: Сравнение острого и затупленного сверла

Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки

Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус

Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку

У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса

Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
Шаг 6: Ширина и угол режущей кромки

Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки

В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем

После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину

Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту

Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе

Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга. Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить

Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка

Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты

Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло

На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла

Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
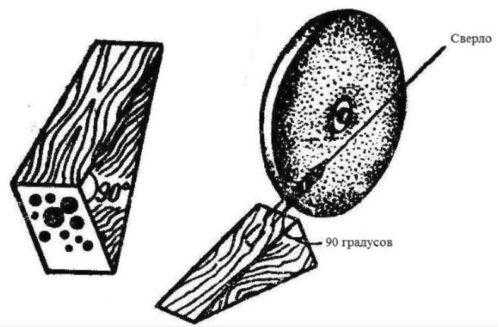
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска

Боковой вид блока. Угол между красными линиями составляет 59°.
Шаг 18: Направляющая линия

На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске

Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
masterclub.online
Станок для заточки сверл по металлу – бытовые устройства и приспособления + Видео
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1 Виды заточных станков для сверл
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
Рекомендуем ознакомиться
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2 Виды бытовых станков для заточки сверл
Все бытовые станки рассчитаны на заточку спиральных сверл по металлу из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor, GS и их китайские аналоги.

По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3 Как правильно выбрать бытовой станок?
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4 Заводские станки и приспособления для заточки сверл
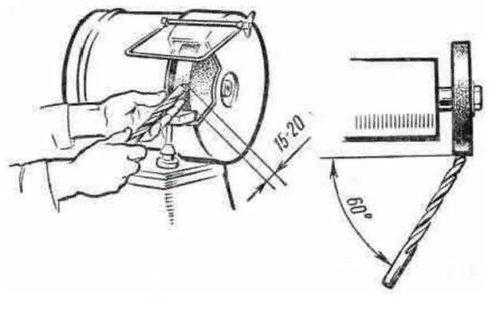
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.

Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют круги для шлифования из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5 Приспособления для домашней заточки сверл
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
tutmet.ru
особенности аппарата, классификация и изготовление прибора своими руками
 Для получения больших и качественных отверстий требуются острые сверла. Даже качественные изделия, которые изготавливаются при применении тугоплавких материалов, могут со временем затупиться. Станок для заточки сверл может классифицироваться по довольно большому количеству различных признаков. Изготовить точило своими руками можно при применении подручных материалов, но самодельная конструкция, как правило, уступает покупным вариантам исполнения.
Для получения больших и качественных отверстий требуются острые сверла. Даже качественные изделия, которые изготавливаются при применении тугоплавких материалов, могут со временем затупиться. Станок для заточки сверл может классифицироваться по довольно большому количеству различных признаков. Изготовить точило своими руками можно при применении подручных материалов, но самодельная конструкция, как правило, уступает покупным вариантам исполнения.
Классификация станков
Точильный станок для сверл является автоматизированным оборудованием узкой специализации, который применяется для оттачивания сверл и восстановления. По сфере использования выделяют следующие модели:
- Промышленная машинка для заточки сверл характеризуется большой мощностью, устанавливаются на производстве для частого проведения рассматриваемых работ. Может проводиться обработка сверл с диаметром от 20 мм и больше. Механизмы обладают высокой износоустойчивостью, за счет чего могут применяться для продолжительной работы. Промышленные модели позволяют проводить заточку в автоматическом или полуавтоматическом режиме. Специальные механизмы позволяют выдерживать требуемый угол заточки, за счет чего повышается качество режущей кромки.
- Бытовые станки для заточки сверл по металлу используются исключительно при небольшом производстве или в домашней мастерской. Ключевыми моментами является компактность, низкая мощность и мобильность. Однако точилка подобного типа не может использоваться при продолжительной работе. Подходят для заточки небольших и средних сверл.
Для установки в домашней мастерской выбирают модели из группы бытовых станков. Это связано с их меньшей стоимостью, а также компактными размерами конструкции.
Преимущества заточного оборудования
Заточный бытовой аппарат представляет собой приспособление, которое предназначено для восстановления остроты инструмента со сложной режущей кромкой. Он обладает большим количеством преимуществ:
 Высокий показатель производительности. Если сравнивать с применением ручных инструментов, станки существенно упрощают процесс и уменьшают время, требующееся для восстановления режущей кромки.
Высокий показатель производительности. Если сравнивать с применением ручных инструментов, станки существенно упрощают процесс и уменьшают время, требующееся для восстановления режущей кромки.- Многие модели могут применяться при подключении к стандартной сети напряжения. Другими словами, бытовые модели могут работать от тока 220 В, профессиональные могут питаться от трехфазной сети.
- Простота в эксплуатации. Производители стремятся максимально упростить конструкцию станков, что существенно упростит их использование.
- Функциональность. Ручной прибор существенно уступает машинному по причине малой функциональности. Затачивание может проводиться под разным углом в зависимости от степени износа рабочей части изделия.
- Доступная цена. В группе бытовых станков встречается огромное количество моделей, которые характеризуются доступной ценой.
- Небольшой вес и компактные размеры существенно упрощают процесс транспортировки и установки оборудования в домашней мастерской.
- Электрическое оборудование имеет удобную эргономичную систему управления. Она позволяет установить точную скорость и интенсивность заточки.
Заточка сверл (станок с большей функциональностью позволяет выполнять не только заточку, но и другие процедуры восстановления режущей кромки) может проводиться достаточно часто, так как сложная спиральная часть может деформироваться при неправильном сверлении или интенсивной работе. Длительное применение инструмента без перерыва приводит к тому, что металл перегревается и деформируется.
Рекомендации по выбору
В продаже встречается огромное количество различных моделей станков, которые могут применяться для затачивания инструмента. Некоторые модели подходят для работы с инструментами, оснащенными твердосплавными пластинками. Для этого в комплект поставки включается алмазный круг, который подходит для работы с углом конуса при вершине в диапазоне 90−140 градусов.
Некоторые производители выпускают специализированные модификации оборудования:
- Для левых сверл.
- С высокой производительностью.
- Для трехзубых инструментов.
Для бытового применения подходят модели универсального типа. Они позволяют работать с инструментами, которые имеют различную геометрию.
При выборе наиболее подходящего станка уделяется внимание следующим моментам:
 Наиболее комфортным в применении вариантом можно считать модели с универсальным патроном для зажима инструмента с различным диаметром. Кроме этого, есть варианты исполнения со съемными патронами, которые характеризуются универсальностью в применении. Они крепятся непосредственно на корпусе и могут быстро сменяться.
Наиболее комфортным в применении вариантом можно считать модели с универсальным патроном для зажима инструмента с различным диаметром. Кроме этого, есть варианты исполнения со съемными патронами, которые характеризуются универсальностью в применении. Они крепятся непосредственно на корпусе и могут быстро сменяться.- Перед выбором наиболее подходящей модели уделяется внимание будущему фронту работ. Для бытового применения подходят маломощные конструкции. Если предусматривается частое выполнение работ, то подходит модель из группы профессионального оборудования.
- Наиболее важным параметром можно назвать мощность электродвигателя, от которого происходит передача вращения основным органам. Показатель может варьировать в пределе от одного до нескольких киловатт.
- Диапазон диаметров обрабатываемых инструментов.
- Бытовое оборудование должно работать при минимальном уровне шума. Этот показатель должен учитываться особенно в том случае, если станок будет устанавливаться в жилой зоне.
- При выборе уделяется внимание наличию специального регулятора, который позволяет регулировать вращение шпинделя. Подобная опция позволяет существенно повысить эффективность и безопасность проводимых работ.
- Большей популярностью пользуется модель с максимально простой конструкцией. Это связано с тем, что ремонт подобных вариантов исполнения существенно упрощается, так как с поиском сменных узлов не возникает проблем.
Производством станков занимаются отечественные и зарубежные компании. Стоит учитывать, что с ремонтом зарубежных моделей может возникать довольно много проблем. Во многих случаях они обходят отечественные варианты исполнения по своим эксплуатационным характеристикам.
Имеет значение также и популярность бренда, под которым выпускается оборудование. К примеру, компания Draper хорошо известна во всем мире по причине выпуска качественных конструкций, которые обладают привлекательными эксплуатационными качествами. От популярности бренда зависит качество сборки, а также срок службы создаваемой конструкции.
Классическая самодельная конструкция
Самодельное устройство обойдется намного дешевле покупного механизма. Самодельные конструкции создаются для реализации двух основных задач:
- Подача режущей кромки к абразивному кругу под определенным углом. Для этого конструкция должна обладать угловой градусной сеткой. Показатель угла подачи контролируется в двух плоскостях. Только в этом случае можно обеспечить высокое качество обработки.
- После формирования режущей кромки образуют затыловку. Для этого создаваемое приспособление должно иметь ось вращения.
Несмотря на то что промышленное оборудование имеет сложный вид, принцип действия заточного оборудования не меняется на протяжении последних нескольких десятилетий.
Сделать станок можно при наличии следующих инструментов:
- Сварочного аппарата.
- Дрели.
- УШМ.
- Стандартный набор слесаря, представленный тисками, пассатижами, молотком.
Кроме этого, требуется определенный набор материалов:
- Уголок 30 на 30 мм, длина которого составляет 100−150 мм.
- Металлические пластины, толщина которых составляет 3−4 мм.
- Шпилька и стальной круг, диаметр которых составляет 10−12 мм.
- Шайбы и крепежные материалы различного типа.
Процесс сборки самодельной конструкции достаточно прост. Стоит учитывать, что на все работы уйдет несколько часов. Сборка проводится следующим образом:
 Основная нагрузка прилагается на станину. Она изготавливается при применении стальной пластины. На нее приваривается ось из круга под углом 75 градусов.
Основная нагрузка прилагается на станину. Она изготавливается при применении стальной пластины. На нее приваривается ось из круга под углом 75 градусов.- Опорным механизмом послужит шайба, за счет которой будет осуществляться поворот. Шариковый подшипник можно не использовать, так как угол поворота небольшой.
- Из уголка изготавливается ложе для сверла. Длина этого узла составляет 100 мм. Сторона, которая будет обращена к используемому точильному камню, стачивается под углом 60 градусов.
- В качестве упора используется сочетание муфты и уголка. Он применяется в качестве направляющей для хвостовой части сверла.
- Заточка режущей части проводится против вращения наждачного круга. В этом случае можно избежать вероятность образования заусенец, которые могут существенно снизить качество рабочей части.
- Конструкция крепится к верстаку при помощи струбцины. Часть вибрации будет переводиться к несущему элементу верстака, что увеличивает качество режущей кромки.
После сборки конструкции следует провести настроечные испытания. Рекомендуется начинать заточку с перпендикулярного положения относительно оси вращения наждачного круга.
Увеличение срока службы инструмента
Сверление металла и дерева должно проводиться с тщательным подбором инструмента. Качественные изделия не требуют заточки на протяжении длительного периода. Существенно продлить их срок службы можно следующим образом:
 Сверло подбирается под определенные характеристики обрабатываемого материала. Если использовать инструмент, предназначенный для работы с деревом для сверления бетона, то режущая кромка практически сразу придет в непригодность. Для работы с металлами и твердой пластмассой требуются специальные инструменты.
Сверло подбирается под определенные характеристики обрабатываемого материала. Если использовать инструмент, предназначенный для работы с деревом для сверления бетона, то режущая кромка практически сразу придет в непригодность. Для работы с металлами и твердой пластмассой требуются специальные инструменты.- Неправильный угол заточки также может привести к быстрому износу инструмента. Этот показатель должен соответствовать особенностям обрабатываемого материала. Угол заточки учитывается при восстановлении рабочей части сверла.
- Самая распространенная причина повреждения рабочей части инструмента — перегрев структуры. Именно поэтому сверление больших отверстий должно проводиться в несколько этапов. В некоторых случаях есть возможность проводить подачу жидкости в зону резания, за счет чего существенно снижается температура.
Потеря заточки происходит по причине нагрева металла. Повышение температуры становится причиной увеличения пластичности и снижения твердости. Процесс нагрева проходит со скоростью арифметической прогрессии.
pochini.guru
виды приспособлений, способы изготовления и применения
Для того, чтобы качественно и быстро просверлить отверстие, необходимо сверло с острым концом. Но оно имеет свойство притупляться. Конечно же, можно купить новое сверло, но это лишние затраты, особенно когда работать приходится много. В этом случае пригодится станок для заточки сверл.
Виды устройств для заточки свёрл
Устройство для заточки — это автоматизированное оборудование, которое имеет узкую специализацию и предназначается только для оттачивания свёрл. Различают следующие виды этих приспособлений, исходя из сферы их использования:
- Промышленные. Они имеют большую мощность. На них можно точить разнообразные свёрла, диаметр которых превышает 20 миллиметров. Главным предназначением этого устройства является интенсивная работа с высокой степенью профильной специализации на крупных предприятиях. Сверло в промышленном оборудовании затачивается в частичном или полном автоматическом режиме под необходимым углом при помощи узла закрепления (специального зажима).
- Бытовые. Применяются в домашних условиях или на небольшом предприятии. Эти станки отличаются мобильностью, компактностью и небольшой мощностью. На них можно оттачивать свёрла маленького и среднего размера, которые чаще всего используются в быту.
Станок, применяемый в быту для заточки сверла, перед остальными приспособлениями и устройствами, которые используются для того, чтобы восстановить остроту инструмента, имеет ряд важных преимуществ. Основными из них являются такие:
- Удобная эргономичная система управления способна обеспечить регулирование интенсивности и скорости заточки.
- Имеет компактный размер и небольшой вес.
- Купить его может любой домашний мастер, так как цена доступна каждому.
- Высокий уровень функциональности и точности заточки.
- Простота эксплуатации.
- Высокая степень производительности.
- Работает от электросети со стандартным значением напряжения.
Бытовые станки
Все точилки для свёрл, применяемые в быту, рассчитаны на то, чтобы затачивать спиральные свёрла по металлу, которые состоят из быстрорежущей стали, конструктивно заложенного в оборудование, определённого диапазона диаметров.
На многих станках можно точить инструмент, который оснащён твёрдосплавными пластинами. Для такой процедуры в комплект входит или покупается отдельно алмазный круг. В основном они могут затачивать сверлильный инструмент с углом конуса при вершине от 90 до 140 градусов по задней поверхности, выполняя подточки и затыловки поперечной режущей кромки.
Для свёрл по металлу выпускаются и специализированные модификации:
- трёхзубые;
- высокопроизводительные;
- с затыловкой двухплоскостной;
- левые и др.
В домашней эксплуатации наиболее удобно применять станки с универсальным патроном для зажима свёрл разного диаметра в пределах технически допустимых размеров, а также те устройства, в комплекте с которыми идёт набор съёмных патронов, крепящихся на корпусе самого устройства. Так они в любой момент под рукой.
Как правило, такое оборудование оснащено окном, через которое видно центрирование сверлильного инструмента в рабочей зоне. В комплект входят и стандартные принадлежности:
- Запасные детали.
- Ключи.
- Комплект цанг.
- Круги эльборовые.
Могут дополнительно поставляться такие элементы, как светильник для рабочей зоны, дополнительный набор цанг, алмазные круги. Самыми распространёнными марками являются GS, Drill Doctor и их аналоги китайского производства.
По диапазону размеров свёрл, которые подлежат обработке, станки выпускаются двух видов: диаметр которых колеблется в диапазоне 2−13 мм и 13−34 мм. Их недостатком является то, что невозможно оттачивать очень тонкие свёрла.
Для того, чтобы заточить сверло малого диаметра необходим специальный станок. Одним из таких является ВЗ-389СП. Он предназначается для оттачивания инструмента диаметром 0,4−4 мм и оснащён 30-кратным оптическим устройством для того, чтобы контролировать процесс.
Как правильно выбрать оборудование
 Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Если вы планируете применять точило в домашних условиях (дом, гараж), то можно купить недорогую, маломощную модель. Ведь вы не будете постоянно эксплуатировать прибор. В связи с этим прибор с большой мощностью просто ни к чему.
Помимо этого, промышленные станки предназначаются для заточки свёрл с большим диаметром, и электроэнергии они потребляют намного больше бытовых приспособлений.
Когда будете приобретать станок, то обратите своё внимание на присутствие специального регулятора, который предназначен для настройки вращения шпинделя. Эта функция позволит работу сделать максимально безопасной и эффективной.
Немаловажным параметром является и размер свёрл, которые вы собираетесь оттачивать на этом приспособлении. Бытовое точило должно иметь довольно низкий уровень производимого шума, а особенно тогда, когда вы планируете разместить его в жилом помещении.
Особое внимание необходимо уделить и конструкции той модели, которая вам приглянулась. Если она будет максимально простой — это очень хорошо. Если вдруг прибор поломается, то особых хлопот не будет. Вы сможете без проблем подыскать новую нужную деталь и заменить ею старую, которая вышла из строя.
Стоит отметить и тот фактор, что многие зарубежные модели довольно дорогие в плане их технического обслуживания, а необходимую деталь порой достать совсем непросто.
Точило для домашних работ лучше всего подбирать в торговых специализированных точках, где вам будет выдан технический паспорт и гарантийный талон.
Оттачивание свёрл на заводе
 В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
Приспособление, используемое для этих целей, представляет стальную конструкцию, которая оснащена подвижным зажимом для сверла с углом наклона, который регулируется относительно шлифовального вращающегося круга, а также имеет крепление на корпусе для фиксации заточного станка.
Очень часто на производстве при ручной заточке на станке не применяют никаких приспособлений. Сверло при этом правой рукой держится за хвостик, а левой — близко к режущей части, насколько это возможно.
Режущую кромку прижимают к боковой поверхности круга абразивного, а правой рукой, одновременно, плавно покачивают элемент, стараясь добиться того, чтобы его задняя поверхность приобрела нужный наклон и приняла нужную форму. Металл нужно снимать небольшими слоями, слегка прижимая его к кругу.
Следите за тем, чтобы режущие кромки инструмента имели одинаковые углы заточки и были одинаковой длины. Если вы совершите при ручной заточке ошибку, то она может привести к таким последствиям:
- Односторонняя выточка у поперечного лезвия.
- Разные углы, которые образуются осью инструмента и его режущими кромками.
- Неодинаковая длина режущих кромок.
Из-за таких дефектов инструмент будет сверлить отверстия большего размера, чем сам инструмент; неправильно и односторонне нагружаться на режущих кромках, в итоге просто сломается; бить. После того, как заточите инструмент, нужно для поперечной кромки проверять такие параметры:
- ширина;
- длина;
- правильность положения относительно режущих кромок;
- угол наклона.
На предприятиях для проверки всех этих параметров имеются шаблоны. При помощи оптического прибора выясняется правильность расположения перемычки. Также в некоторых случаях проверяют биение инструмента.
Свёрла по металлу, которые сделаны из быстрорежущей стали, оттачивают на шлифовальных кругах из нормального и белого электрокорунда на керамической связке с зернистостью от 16 до 40 и твёрдостью СМ, а также на эльборовых кругах.
Для оттачивания инструмента, оснащённого твёрдосплавными пластинами, используют шлифовочные круги из синтетических алмазов и зелёного карбида кремния зернистостью от 16 до 40.
Оттачивание свёрл в домашних условиях
Если у вас дома нет специального точильного станка, то можно применить для оттачивания сверла следующие инструменты: аппараты для оттачивания, сделанные своими руками; электродрель; заточный обычный станок.
Если вы решили применять обычный заточный станок, то купите специальное приспособление. Ведь прежде, чем вы самостоятельно научитесь оттачивать без него инструмент, можно испортить очень большое количество свёрл. У этого приспособления примерно такое же устройство, как и у промышленного.
Ещё существуют варианты с отдельной установкой вблизи вращающегося шлифовального круга на горизонтальной поверхности, а не с креплением на корпусе оборудования. Такое приспособление может быть сделано самостоятельно. Выполнено оно может быть из дерева.
На его основании закрепляют брус с несколькими отверстиями, диаметр которых равный нужным свёрлам. Эти отверстия просверливаются под наклоном, тем самым обеспечивая необходимый угол заточки. А ещё можно предусмотреть изменение угла заточки.
Если применяется электродрель, то в ней имеется специальная точильная насадка. В продаже имеются только для оттачивания под углом наклона в 118 градусов, размер которых колеблется от 3,5 до 10 в отечественных и от 2,5 до 10 — в импортных. Размер шейки шпинделя и в тех, и в других имеет диаметр 43 миллиметра.
В корпусе таких насадок имеются отверстия под различные диаметры инструмента, в количестве 15 штук. Комплектуются насадки камнем, затачивающая поверхность которого располагается под определённым наклоном, а также поводком для него, который вставляется в патрон дрели.
Укоротив один раз длину поводка, насадку настраивают на работу только с одной конкретной дрелью. С ней работают по следующей схеме:
- В патрон дрели вставляется поводок с камнем на конце.
- Надевают насадку на шпиндель и винтом фиксируют её.
- Дрель запускают и вставляют инструмент в отверстие корпуса насадки с соответствующим диаметром.
Такое приспособление можно сделать и своими руками. В самодельной насадке можно будет предусмотреть необходимые диаметры инструмента и углы заточки. Самодельные аппараты могут быть выполнены в виде обыкновенных заточных станков. Лучше сразу на них предусмотреть способ заточки и крепления свёрл, чтобы для этого не придумывать дополнительного оборудования.
tokar.guru
Как заточить сверло по металлу: угол заточки, основные правила
Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.

Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.
Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.

Правильный угол
Для качественной и точной заточки сверла важно подобрать правильный угол.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
Проверка заточки
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.

Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполн
wikimetall.ru
Станок для заточки сверл по металлу и дереву
Чтобы быстро и качественно просверлить отверстия, необходимы острые сверла. Во время эксплуатации они теряют свою остроту, повреждаются, появляются трещины. Рекомендуется приобрести мощный станок для заточки сверл, изготовить его мастера могут самостоятельно. В быту особенно требуется заточной станок для спиральных сверл. Пользуется популярность мобильный точильный станок для заточки сверл.
Виды станков
Сверлильные станки бывают разных типов. Они делятся по принципу функциональности и отношению рабочих поверхностей. Затачиваются различными методами:
- Спиральные – заточный станок для спиральных сверл необходим для использования в любых направлениях промышленности: выполнять ремонтные и бытовые работы.
- Плоские – узкопрофильные инструменты, ими пользуются при сверлении отверстий крупных диаметров. Название получили из-за плоской рабочей кромки, по форме аналогичной развертки.
В процессе движения режущей поверхности в материале, внутри обрабатываемого сырья появляется стружка, часто в передней поверхности. Только огромное скопление стружки значимо в изменении пластичных частей сверла: в процессе работы оно нагревается, под действием острых окончаний стружки деформируется рабочая кромка.

Особенности работы
В скорости этой работы имеется большая разница, жесткая и рисковая-медная и стальная. Процесс сверления и снижения остроты зубцов:
- в работе описывается коническая поверхность;
- форма получается и рабочей поверхностью сверла;
- режущая кромка притупляется и изменяет личный центр.
Все углы рабочей поверхности находятся над поверхностью торца, так обеспечивается обычный и нужный задний угол. Распространенный вариант изготовления затачиваемых сверл самостоятельно – пользование электрическим точилом. Мастера могут работать и точильным брусом, он производится из смеси абразивных материалов, но это занимает огромное количество времени и сил, по сравнению с использованием устройства с электрическим мотором.
В универсальном точильном агрегате, особенно ручного управления, присутствует движок. Скорость его достигает 1,5–2 тыс. мин. Самая подходящая мощность до 300 Ватт. Модели изготавливают Vollmer, Drill, Weinig, Sturm и Doctor. Если покупать китайский станок, следует изучить всего его характеристики, навести справки у проверенных источников.

Основные узлы сверлильного станка
Тактические особенности агрегата
Ориентация осуществляется по режущим кромкам, работать необходимо по направлению спиральных канавок, они деформируют форму от манипуляции огромного числа стружки. Сверла необходимо установить так, чтобы затачиваемая кромка располагалась параллельно оси шлифовального инструмента. Как только будет наблюдаться отблеск света от рабочей поверхности, это означает, что кромка уже наточилась. Вторая сторона натачивается так же.
Важный аспект работы с агрегатом – не расцентровать сверло заранее, равновесие потеряется, а в процессе работы инструмент будет отклоняться на какое-то число градусов от определенных параметров. Известный параметр заточки – угол между комками.
Чтобы при самостоятельном изготовлении точность обработки была большой, необходимо сосредоточиться на установленном стандартом и измененном параметре. Чтобы проконтролировать весь процесс заточки, требуется заказать определенный шаблон для сверла с необходимым диаметром и углом.
Если времени и средств недостаточно на покупку шаблона, стоит применить следующий способ:
- действовать по правилу механики левой руки;
- рука сгибается и располагается над сверлом так, чтобы режущая поверхность была с нескольких сторон закрыта;
- получается определенный коридор.
Светильник располагается напротив торцевой поверхности. Затем проверяется ровность и точность заточки. При использовании электрического станка необходимо обязательно проконтролировать процесс обработки заточки сверл.
Если ошибка будет на 1 мм, то точность будет потеряна полностью. Устройство для заточки корончатых сверл в режиме автомат, имеющий небольшой диаметр, подойдет в использовании для дисков, ножниц, цепей и ножей. На этом станке осуществляется заточка сверла по металлу.
Станок для заточки сверл
Станок для заточки сверл своими руками
Станки для заточки сверл бывают различные, стоимость оборудования зависит от сложности выполняемых работ, качества сборки, гарантийного срока эксплуатации. При этом заточный станок для сверл рекомендуется изготовить самостоятельно. При опыте работы с техникой, выполнить сборку домашнего аналога будет произвести несложно.
Чтобы изготовить заточные станки, потребуются следующие инструменты:
- точильный круг;
- заглушка;
- провода;
- мотор с максимальной мощностью;
- тумблер;
- подставка;
- ось.
Чтобы процесс работы был максимально безопасен, рекомендуется разместить в корпусе станок, а ось с точильным кругом оставить снаружи, выступая на несколько миллиметров. Устройство будет осуществлять свою работу от сети, станки бывают как переносные, так и настольные. Этот нюанс упрощает работу с домашним агрегатом при выполнении больших объемов работ.

Самодельный заточной станок
Важно позаботиться расположение аппарата:
- Стоит обратить внимание на широкий металлический стол. В таком случае электрический двигатель располагается на столешнице, для этого нужны крепления и отметки места отверстия для болтов. Электродвигатель убирается и просверливается 4 отверстия.
- Следующим шагом будет установка двигателя на место и закрепление болтами. У электрического двигателя, изготовленного самостоятельно, имеется вал. На него надевается зернистый диск, когда диаметр вала соответствует диаметру отверстия в диске, надевают шайбу на вал, диск и снова на шайбу.
- Устанавливается крепежная гайка, а резьба заранее нарезается на валу, следует воспользоваться специальной насадкой на круг. На ней сверло неподвижно, затачивать сверла мастера могут, как карандаш. Есть возможность соорудить ее самостоятельно или приобрести в специальном магазине.
- Если диаметр вала менее диаметра отверстия в камне, требуется прибавить втулку. В ней проделывается определенное отверстие и отверстие для болта. Это процедура осуществляется, чтобы зафиксировать ее на валу. В таком случае она не будет поворачиваться вместе с абразивным диском в процессе работы.

Схема устройства станка для заточки сверл
Дополнительные манипуляции
На конце втулки нарезается правая резьба по ходу вращения диска для его фиксации. Требуется использовать гайки и шайбы, втулку нужно надеть на вал. Если выбор электродвигателя сложный, рекомендуется воспользоваться движком от старой стиральной машинки. Мощность такого электрического двигателя станет самой подходящей для самодельного станка.
Пускатель и отрезки проводов необходимо приготовить заранее. Провода подойдут от старой аппаратуры, они обойдутся дешевле. Провод подсоединяется к пускателю, но у пускателя предусматривают три разомкнутых контакта. Его обмотка подключается к фазной линии через 2 кнопки, соединенные последовательно.
При включении на обмотку подается напряжение, контуры пускателя замыкаются. Одна из пар станет шунтировать кнопку. Если ее отпустить, напряжение останется на пускателе. При нажатии на кнопку включения цепь питания обмотки разрывается, а пускатель отпускает контакты, двигатель останавливается.

Как сделать электрический станок своими руками
Даже если электрический двигатель открытый, он абсолютно безопасен, не требует дополнительной защиты. Лучше всего соорудить металлический короб для защиты конструкции хотя бы от пыли, сделать стеклянный защитный экран. Это поспособствует защищенности глаз и дыхательных путей от пыли из круга.
В помещении необходимо установить приток свежего воздуха, защитные материалы на окна, провести дополнительное освещение. Производительность вырастет в три раза при соблюдении санитарных норм в помещении.
Техника безопасности агрегата
Следует зафиксировать защитный кожух, он обязан закрывать торец абразивного диска на две трети. Изготавливается из старой камеры автомобиля. Если точильный диск расколется, части останутся в кожухе и не представят никакого вреда.
В процессе заточки сверл на станке, изготовленном самостоятельно, требуется придерживаться правил техники безопасности. Работа осуществляется с острыми лезвиями, часто причиняющими вред.
Видео: Сверлоточилка
promzn.ru