Электросварка — это… Что такое Электросварка?
- Электросварка
Электродуговая ручная сварка покрытым электродом
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрической дугой.
Температура электрической дуги превосходит температуры плавления всех существующих металлов. Электросварка не изменяет химического состава материала.
История
1803 год — В. В. Петров опубликовал книгу в которой описал явление электрической дуги и возможность её применения для электросварки.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.

19ХХ год — Патон, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т.п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.

Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Источники
Ссылки
См. также
Wikimedia Foundation. 2010.
- Москвина, Марина Львовна
- Кубок Федерации футбола СССР
Полезное
Смотреть что такое «Электросварка» в других словарях:
электросварка — электросварка … Орфографический словарь-справочник
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА. При контактной Э. через свариваемые металлы пропускают электрический ток, к рый нагревает их до точки плавления. Она производится специальными электросварочными машинами.
 При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедия
При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедияЭЛЕКТРОСВАРКА — контактная электросварка, сварка … Большая политехническая энциклопедия
ЭЛЕКТРОСВАРКА — сварка, при которой свариваемые части нагреваются электрическим током. Различают электросварку дуговую и контактную … Большой Энциклопедический словарь
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА, электросварки, мн. нет, жен. (тех.). Сварка металлов при помощи электрического тока. см. электро…. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ЭЛЕКТРОСВАРКА — (Electric welding) см. Сварка. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
электросварка — сущ., кол во синонимов: 2 • сварка (20) • электрогазосварка (3) Словарь синонимов ASIS.
 В.Н. Тришин. 2013 … Словарь синонимов
В.Н. Тришин. 2013 … Словарь синонимовЭлектросварка — Электросварка: способ получения сварного шва путем контактной электросварки сопротивлением, при которой свариваемые кромки механически прижимают друг к другу, а тепло для сварки выделяется вследствие сопротивления приложенному или наведенному… … Официальная терминология
электросварка — Группа способов сварки, использующая для нагрева металла электрическую энергию. Примечание Электрический нагрев позволяет получить температуры, превосходящие температуры плавления существующих металлов, не изменяет химического состава материала,… … Справочник технического переводчика
электросварка — 4.54 электросварка (electric welding): Способ получения шва сваркой электросопротивлением, при которой свариваемые кромки прижимаются друг к другу под механическим воздействием, а тепло для сварки выделяется вследствие сопротивления приложенному… … Словарь-справочник терминов нормативно-технической документации
Электросварка — это.
 .. Что такое Электросварка?
.. Что такое Электросварка?- Электросварка
Электродуговая ручная сварка покрытым электродом
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрической дугой.
Температура электрической дуги превосходит температуры плавления всех существующих металлов. Электросварка не изменяет химического состава материала.
История
1803 год — В. В. Петров опубликовал книгу в которой описал явление электрической дуги и возможность её применения для электросварки.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
19ХХ год — Патон, электросварные башни танков, электросварной мост.

Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т.п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.

Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Источники
Ссылки
См. также
Wikimedia Foundation. 2010.
- Москвина, Марина Львовна
- Кубок Федерации футбола СССР
Полезное
Смотреть что такое «Электросварка» в других словарях:
электросварка — электросварка … Орфографический словарь-справочник
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА. При контактной Э. через свариваемые металлы пропускают электрический ток, к рый нагревает их до точки плавления. Она производится специальными электросварочными машинами.
 При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедия
При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедияЭЛЕКТРОСВАРКА — контактная электросварка, сварка … Большая политехническая энциклопедия
ЭЛЕКТРОСВАРКА — сварка, при которой свариваемые части нагреваются электрическим током. Различают электросварку дуговую и контактную … Большой Энциклопедический словарь
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА, электросварки, мн. нет, жен. (тех.). Сварка металлов при помощи электрического тока. см. электро…. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ЭЛЕКТРОСВАРКА — (Electric welding) см. Сварка. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
электросварка — сущ., кол во синонимов: 2 • сварка (20) • электрогазосварка (3) Словарь синонимов ASIS.
 В.Н. Тришин. 2013 … Словарь синонимов
В.Н. Тришин. 2013 … Словарь синонимовЭлектросварка — Электросварка: способ получения сварного шва путем контактной электросварки сопротивлением, при которой свариваемые кромки механически прижимают друг к другу, а тепло для сварки выделяется вследствие сопротивления приложенному или наведенному… … Официальная терминология
электросварка — Группа способов сварки, использующая для нагрева металла электрическую энергию. Примечание Электрический нагрев позволяет получить температуры, превосходящие температуры плавления существующих металлов, не изменяет химического состава материала,… … Справочник технического переводчика
электросварка — 4.54 электросварка (electric welding): Способ получения шва сваркой электросопротивлением, при которой свариваемые кромки прижимаются друг к другу под механическим воздействием, а тепло для сварки выделяется вследствие сопротивления приложенному… … Словарь-справочник терминов нормативно-технической документации
Электросварка — это.
 .. Что такое Электросварка?
.. Что такое Электросварка?- Электросварка
Электродуговая ручная сварка покрытым электродом
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрической дугой.
Температура электрической дуги превосходит температуры плавления всех существующих металлов. Электросварка не изменяет химического состава материала.
История
1803 год — В. В. Петров опубликовал книгу в которой описал явление электрической дуги и возможность её применения для электросварки.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
19ХХ год — Патон, электросварные башни танков, электросварной мост.

Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т.п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.

Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Источники
Ссылки
См. также
Wikimedia Foundation. 2010.
- Москвина, Марина Львовна
- Кубок Федерации футбола СССР
Полезное
Смотреть что такое «Электросварка» в других словарях:
электросварка — электросварка … Орфографический словарь-справочник
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА. При контактной Э. через свариваемые металлы пропускают электрический ток, к рый нагревает их до точки плавления. Она производится специальными электросварочными машинами.
 При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедия
При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедияЭЛЕКТРОСВАРКА — контактная электросварка, сварка … Большая политехническая энциклопедия
ЭЛЕКТРОСВАРКА — сварка, при которой свариваемые части нагреваются электрическим током. Различают электросварку дуговую и контактную … Большой Энциклопедический словарь
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА, электросварки, мн. нет, жен. (тех.). Сварка металлов при помощи электрического тока. см. электро…. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ЭЛЕКТРОСВАРКА — (Electric welding) см. Сварка. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
электросварка — сущ., кол во синонимов: 2 • сварка (20) • электрогазосварка (3) Словарь синонимов ASIS.
 В.Н. Тришин. 2013 … Словарь синонимов
В.Н. Тришин. 2013 … Словарь синонимовЭлектросварка — Электросварка: способ получения сварного шва путем контактной электросварки сопротивлением, при которой свариваемые кромки механически прижимают друг к другу, а тепло для сварки выделяется вследствие сопротивления приложенному или наведенному… … Официальная терминология
электросварка — Группа способов сварки, использующая для нагрева металла электрическую энергию. Примечание Электрический нагрев позволяет получить температуры, превосходящие температуры плавления существующих металлов, не изменяет химического состава материала,… … Справочник технического переводчика
электросварка — 4.54 электросварка (electric welding): Способ получения шва сваркой электросопротивлением, при которой свариваемые кромки прижимаются друг к другу под механическим воздействием, а тепло для сварки выделяется вследствие сопротивления приложенному… … Словарь-справочник терминов нормативно-технической документации
Полное руководство по сварке штучным электродом
Основы сварки штучным электродом
При сварке штучным электродом, также известной как ручная дуговая сварка (manual metal arc, MMA), присадочный пруток в держателе электрода выполняет функцию сварочного электрода. Дуга горит между прутком и заготовкой.
Дуга горит между прутком и заготовкой.
Отличие от других методов сварки состоит в том, что присадочный пруток, который при сварке MMA служит сварочным электродом, в ходе сварки постоянно укорачивается. При сварке TIG и MIG/MAG расстояние от горелки до заготовки должно оставаться неизменным. Но при сварке MMA для поддержания неизменного расстояния между электродом и расплавленным швом необходимо непрерывно придвигать держатель электрода к заготовке. Это создает определенные проблемы при выполнении сварки MMA.
Применение сварки штучным электродомСварку MMA можно осуществлять практически в любых условиях, поэтому этот метод сварки является весьма универсальным. Он обычно используется на монтажных площадках, где от сварочных аппаратов требуется возможность работы в труднодоступных местах и на открытом воздухе.
Например, сварка MMA часто используется для сварки трубопроводов электростанций и других объектов. Этот метод также предпочитают мастера-любители и работники небольших мастерских. Он также может применяться при подводной сварке с использованием присадочных материалов, специально предназначенных для подводных условий.
Он также может применяться при подводной сварке с использованием присадочных материалов, специально предназначенных для подводных условий.
Для сварки MMA требуется источник питания, кабель заземления и сварочный кабель с держателем электрода. Защитный газ не используется, так как сварочный электрод может быть также покрыт материалом, образующим защитный газ и шлак поверх сварочной ванны. Многие аппараты для сварки TIG также подходят для сварки MMA.
Современные компактные инверторные источники питания еще больше увеличивают мобильность и возможность использования в труднодоступных местах. Источник питания может быть, например, подсоединен к генератору с помощью длинных подводящих кабелей, что позволяет установить сварочный аппарат рядом с заготовкой. Самые маленькие источники питания в настоящее время весят всего 5 кг.
Сварка MMA весьма популярна на любительском уровне, поскольку единственными необходимыми элементами являются источник питания и стержни из присадочного материала. Такие устройства не требуют использования защитного газа и обычно могут работать от обычной розетки.
Такие устройства не требуют использования защитного газа и обычно могут работать от обычной розетки.
Обзор оборудования Kemppi для сварки MMA
Электроды для сварки штучным электродомСварочный электрод представляет собой прямую сварочную проволоку фиксированной длины, покрытую присадочным материалом. Сварочный электрод снабжен крепежной головкой для подсоединения к держателю. На другом конце электрода находится зажигательная головка, которую прикладывают к заготовке, чтобы зажечь дугу. Марка или торговое название электрода указывают на покрытии рядом с крепежной головкой. Обычно также указывается идентификатор класса AWS.
Под диаметром сварочного электрода понимается диаметр металлического стержня внутри него. Покрытие на металлическом стержне необходимо для защиты сварочного процесса от воздействия окружающего воздуха, а также для образования шлака для поддержки сварного шва и облегчения процесса создания дуги.
Техника выполнения сварки штучным электродомПеред сваркой рекомендуется проверить состояние сварочного источника питания, кабелей, держателя электрода и заземляющего зажима. Если у источника питания имеется панель управления и пульт дистанционного управления, следует также проверить и их работу. Необходимо проверить качество и прочность сварочных электродов. Они должны соответствовать параметрам обрабатываемой заготовки. На покрытии электрода не должно быть повреждений.
Если у источника питания имеется панель управления и пульт дистанционного управления, следует также проверить и их работу. Необходимо проверить качество и прочность сварочных электродов. Они должны соответствовать параметрам обрабатываемой заготовки. На покрытии электрода не должно быть повреждений.
Сварку начинают резким ударом электрода по дну канавки. После этого передвиньте сварочный электрод обратно к началу, не растягивая дугу, и перемещайте электрод без усилий, следя при этом за шириной сварочной ванны. При перемещении сварочного электрода рукоятка должна быть обращена вперед. За расплавленным швом видна граница сформировавшегося шлака. Она должна находиться позади расплавленного шва. Расстояние от границы шлака до сварного шва можно регулировать с помощью сварочного тока и угла установки держателя электрода.
Во время сварки внимательно следите за длиной дуги: она должна быть как можно короче. Длина дуги быстро увеличивается по мере сокращения размеров электрода в ходе сварки. Поначалу может быть трудно контролировать движение, но к этому легко привыкнуть.
Поначалу может быть трудно контролировать движение, но к этому легко привыкнуть.
Когда сварочный электрод закончится, нужно удалить шлак с предыдущего шва и очистить его стальной щеткой. Зажгите следующий электрод на небольшом расстоянии от начала предыдущего сварного шва, затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
Выключите сварочный электрод. Для этого переместите электрод немного назад в направлении завершенного шва, а затем резким движением отодвиньте его от заготовки.
СВАРКА — Что такое СВАРКА?
Слово состоит из 6 букв: первая с, вторая в, третья а, четвёртая р, пятая к, последняя а,
Слово сварка английскими буквами(транслитом) — svarka
Значения слова сварка. Что такое сварка?
Сварка
Сварка — технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании.
ru.wikipedia.org

СВАРКА общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, — кузнечная сварка…
Энциклопедия Кольера
СВАРКА, общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, – кузнечная сварка…
Энциклопедия Кругосвет
Электросварка
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги (до 5000°С) превосходит температуры плавления всех существующих металлов.
ru.wikipedia.org

ДУГОВАЯ СВАРКА — электродуговая сварка, — сварка плавлением, при к-рой нагрев соединяемых деталей осуществляется электрической дугой. Дуговой разряд возбуждается между свариваемым (основным) металлом и электродом(дуга прямого действия)…
Большой энциклопедический политехнический словарь
ДУГОВАЯ СВАРКА (электродуговая сварка), сварка плавлением, при которой детали в месте соединения нагреваются электрической дугой. Дуговой разряд возбуждается в основном между свариваемым металлом и плавящимся или неплавящимся электродом…
Современная энциклопедия. — 2000
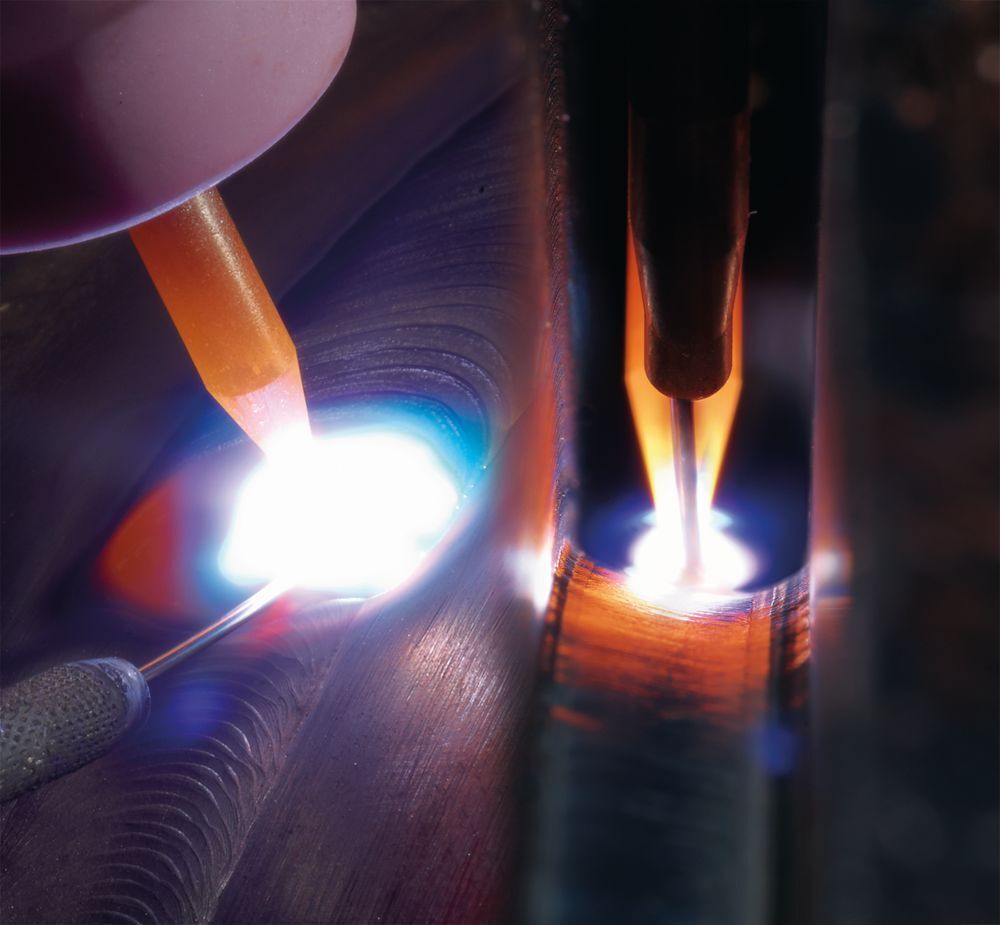
Газовая сварка
Га́зовая сва́рка — соединение деталей с нагревом (плавлением) мест сварки газовым пламенем, получаемым при сжигании различных горючих веществ в кислороде.
Энциклопедия техники

Газовая, или газоплавильная сварка, также газосварка — сварка плавлением с применением смеси кислорода и горючего газа, преимущественно ацетилена; реже — водорода, пропана, бутана, блаугаза, бензина и т. д. Тепло…
ru.wikipedia.org
Газовая сварка, процесс сварки с местным расплавлением металла пламенем горючих газов сварочной горелки. Для повышения температуры пламени применяют смесь горючего газа с технически чистым кислородом.
БСЭ. — 1969—1978
Взрывная сварка
Взрывная сварка, сварка взрывом, способ сварки, основанный на использовании энергии взрыва. Привариваемая (метаемая) деталь располагается под углом (см. рис.) к неподвижной детали (мишени).
БСЭ.— 1969—1978
СВАРКА ВЗРЫВОМ — сварка с применением давления, основанная на использовании энергии взрыва. Привариваемая (метаемая) деталь устанавливается под. углом к неподвижной детали (мишени).
Большой энциклопедический политехнический словарь
Холодная сварка
Холодная сварка — технологический процесс сварки давлением с пластическим деформированием соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла.
ru.wikipedia.org
Холодная сварка, способ сварки металлов без нагрева при сдавливании соединяемых деталей. Х. с. обычно производится при комнатной температуре и при высоких давлениях — до 1 Гн/м²(10⁴кгс /см²) и более, вызывающих пластическое течение металлов.
БСЭ.— 1969—1978
ХОЛОДНАЯ сварка — сварка без нагрева (обычно при температуре ок. 20.С) приложением давления, создающего значительную пластическую деформацию в зоне соединения.
Большой энциклопедический словарь
Рельефная сварка
Рельефная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках, имеющих специально подготовленные выступы-рельефы. Этот способ аналогичен точечной контактной сварке.
ru.wikipedia.org
РЕЛЬЕФНАЯ СВАРКА — контактная сварка, при к-рой соединение деталей происходит при прохождении электрич. тока через предварительно образованные выступы — рельефы (см. рис.).
Большой энциклопедический политехнический словарь
Термитная сварка
Термитная сварка, способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины.
БСЭ. — 1969—1978

Термитная сварка — способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины.
ru.wikipedia.org
ТЕРМИТНАЯ СВАРКА — технологический процесс, при котором зазор между соединяемыми деталями, предварительно нагретыми до 400-700.С, заполняется металлическим расплавом, полученным при сгорании термита.
Большой энциклопедический словарь
Электрошлаковая сварка
Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления тепло шлаковой ванны, нагреваемой электрическим током. Шлак защищает зону кристаллизации от окисления и насыщения водородом.
ru.wikipedia.org

ЭЛЕКТРОШЛАКОВАЯ СВАРКА — сварка, при к-рой для плавления осн. металла и электрода используется теплота, выделяющаяся при прохождении электрич. тока через шлаковую ванну — расплавл. флюс (см. рис.).
Большой энциклопедический политехнический словарь
Электрошлаковая сварка Electroslag welding — Электрошлаковая сварка. Процесс сварки плавлением, в котором нагрев при сварке производится пропусканием электрического тока через расплавленный проводящий шлак (флюс), содержащийся в шлаковой ванне…
Металлы и сплавы. Справочник. — 2003
Шовная контактная сварка
Шовная контактная сварка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую.
ru.wikipedia.org
ШОВНАЯ КОНТАКТНАЯ СВАРКА — контактная сварка, при к-рой детали соединяются внахлёстку непрерывным или прерывистым швом, образуемым рядом сварочных точек.
Большой энциклопедический политехнический словарь
Точечная контактная сварка
Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки…
ru.wikipedia.org
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА — контактная сварка, при к-рой детали соединяются в отд, точках при местной пластич. деформации, вызываемой осадочным усилием и нагревом электрич. током.
Большой энциклопедический политехнический словарь
Русский язык
Сва́рка, -и, р.
Орфографический словарь. — 2004мн. -рок.
С/ва́р/к/а.
Морфемно-орфографический словарь. — 2002
Примеры употребления слова сварка
В истории российского железнодорожного строения была впервые произведена сварка алюминиевых кузовов.
Впервые в истории отечественного железнодорожного строения была произведена сварка алюминиевого кузова.
В эту субботу , впервые в истории российского железнодорожного строения, на заводе была произведена сварка алюминиевого кузова.
Символическая сварка первого стыка газопровода «Южный поток», который должен соединить российские газовые месторождения и европейских потребителей через Черное море, состоится в пятницу вблизи Анапы.
В эту субботу, впервые в истории российского железнодорожного строения, на заводе была произведена сварка алюминиевого кузова.
По предварительным данным, трагедией обернулась сварка при ремонте бензобака.
- сваривший
- свариться
- сварить
- сварка
- сварливец
- сварливица
- сварливиц
Что такое электросварка?
Электросварка — это процесс нагрева и сварки двух кусков металла вместе с использованием мощного электрического тока. Он был изобретен профессором Элиу Томсоном. Это требует использования специализированного устройства, называемого динамо, которое высвобождает ток, используемый для сварки.
В отличие от более традиционных методов, электросварка требует лишь минимальных навыков и понимания со стороны оператора динамо. Он должен только узнать правильную температуру сварки используемого металла, но не обязан изучать более сложные процессы обычной сварки. Использование динамо в электросварке является саморегулирующимся, и для правильной работы требуется лишь периодическая смазка./welder-using-an-oxy-acetylene-cutting-torch-139097938-5772b0073df78cb62c8b1542.jpg) Это делает электросварку идеальной для начинающего сварщика.
Это делает электросварку идеальной для начинающего сварщика.
Сплав и любые два одинаковых куска металла могут быть соединены посредством электросварки. Таким же способом можно сварить два разных металла, если точка сварки не превышает другую. Если проблема заключается в разных температурах сварки, металлы все еще можно сваривать с помощью сотера в точке сварки.
В процессе электросварки металлические детали соединяются вместе с помощью медных зажимов. Электричество пропускается через куски, нагревая их и соединяя их в точке, где встречаются две металлические части. Кажется, что тепло было бы наибольшим в месте встречи двух металлов, но область, где металлы зациклены и не соприкасаются, сначала нагревается, а затем излучается наружу к соединениям.
Распределение тепла регулируется путем обеспечения последовательного движения с помощью регулирующего рычага. Это гарантирует, что оба металла становятся мягкими и соединяются друг с другом одновременно. Когда процесс электросварки завершен, образуется бесшовное соединение.
Преимущества электросварки включают в себя тот факт, что этот метод не тратит лишнее топливо и обеспечивает целевую точность. Нагрев не выходит далеко за пределы точки сварки. Это делает его идеальным для изолированных проводов. Концы каждого провода можно сварить, оставляя изоляцию в такте.
Хотя электросварка может потреблять до 50 000 ампер электричества, она использует электродвижущую силу, которая содержит только половину вольт электричества. Это делает динамо неспособным к поражению электрическим током или шоку человека при использовании. Сварка с использованием электричества может занять всего лишь доли секунды и несколько минут в зависимости от работы, и этот метод можно использовать как для больших, так и для небольших работ.
ДРУГИЕ ЯЗЫКИ
Виды электросварки: дуговая и точечная
Что такое электросварка и её виды
Электрический ток даёт возможность нагревать любые вещества. В обычных условиях окружающей среды может быть достигнута температура, когда твёрдое вещество либо расплавится, либо начнёт гореть, то есть окисляться. Если при этом в контакте находятся два или более веществ, которые прочно соединяются друг с другом за время существования электрического тока, нагревающего их, они оказываются приваренными друг другу. Процесс соединения тех или иных объектов с использованием тока, протекающего через эти объекты, называется электросваркой.
В обычных условиях окружающей среды может быть достигнута температура, когда твёрдое вещество либо расплавится, либо начнёт гореть, то есть окисляться. Если при этом в контакте находятся два или более веществ, которые прочно соединяются друг с другом за время существования электрического тока, нагревающего их, они оказываются приваренными друг другу. Процесс соединения тех или иных объектов с использованием тока, протекающего через эти объекты, называется электросваркой.
Она может быть:
- дуговая;
- точечная.
Электрический ток обеспечивает и другие виды сварки, такие как
- индукционная;
- сверхвысокочастотная;
- лазерная.
Но при этом создаётся электромагнитное излучение определённой частоты, нагревающее только те предметы, на которые это излучение воздействует из-за их природы. Таким способом можно нагревать и сваривать даже те вещества, которые не проводят ток.
Каждому виду электросварки соответствует определённый тип оборудования.
Дуговая электросварка
Дуговая разновидность наиболее широко распространена при сварке деталей из металлов, нагреваемых с помощью вольтовой дуги. Наиболее часто этот вид используется по швам. Для возникновения и существования вольтовой дуги необходимы определённые условия, которые обеспечиваются сварщиком и оборудованием. Оборудование для такой сварки включает два контакта и источник электропитания.
Один контакт это специальный сменный электрод, а другой – надёжный зажимной контакт. Сменный электрод сделан из специального сплава и покрыт специальным флюсом. К тому же электроды имеют различную толщину, которая прямо пропорциональна мощности дуги. Зажимной контакт закрепляется так, чтобы надёжный контакт получился хотя бы на одной из деталей.
Процесс дуговой электросварки начинается с того, что сварщик делает короткое замыкание на шве, прикасаясь к нему. Затем он плавно приподнимает электрод над швом. При этом за электродом тянется вольтова дуга, которая может существовать при определённой мощности источника питания и расстоянии между ними. Дуга расплавляет электрод и края шва. Расплавленный электрод заполняет пространство шва в месте расположения дуги, а флюс создаёт наилучшие условия для сцепления оплавленного шва с материалом электрода.
Дуга расплавляет электрод и края шва. Расплавленный электрод заполняет пространство шва в месте расположения дуги, а флюс создаёт наилучшие условия для сцепления оплавленного шва с материалом электрода.
Классическим сварочным аппаратом для дуговой сварки является сварочный трансформатор. Он не только понижает напряжения и обеспечивает безопасность сварщика гальванической развязкой от сети, но при этом ограничивает потребляемый от сети ток и в определённых пределах позволяет регулировать мощность дуги. Для этого с помощью подвижного сердечника и витками вторичной обмотки меняются величины индуктивности трансформатора.
Также он отличается очень большой надёжностью и долговечностью. Но уже при минимальных мощностях его вес настолько велик, что ограничивает возможности сварки. Из-за больших величин токов провода, соединяющие электрод и зажим имеют ограниченную длину. А у сварщика не всегда хватает сил для перемещения этого трансформатора. К тому же переменный ток, который питает дугу, не способствует качественной сварке.
По мере развития электроники появились мощные полупроводниковые приборы, которые позволили создать высокочастотные трансформаторные генераторы с мощностью достаточной для сварки. Это так называемые инверторные сварочные аппараты. Поскольку увеличение частоты намагничивающего тока позволяет в разы уменьшить габариты и вес трансформатора, новые аппараты стали небольшими и лёгкими. К тому же высокочастотный выпрямленный ток существенно улучшает качество сварного шва.
Для промышленных целей, например при постройке трубопроводов, судов, и прочих крупных объектов применяются специальные автоматизированные и роботизированные аппараты. Дуга уже при небольшой мощности излучает широкий спектр электромагнитного излучения. Это излучение оказывает вредное воздействие на человека, особенно на зрение и кожу. Поэтому сварщик должен работать в специальном защитном костюме и маске, которые полностью закрывают его от света дуги.
- Пренебрежительное отношение к применению средств защиты при выполнении электросварки может привести к утрате зрения и сильным ожогам не только от капель металла, но и от излучения дуги.

Детали из некоторых металлов и сплавов могут быть скреплены электросваркой только в специальной газовой среде. Это так называемая аргоновая сварка, которая применяется для деталей из нержавеющей стали и специальных сплавов. Для выполнения таких работ используются соответствующие камеры, заполненные газовой смесью определённого состава. Сварщики работают в них с системами автономного обеспечения дыхания и под наблюдением.
Точечная электросваркаНекоторые металлические детали, особенно с малой толщиной, и те, которые не требуют сварных швов, не могут быть скреплены с помощью дуговой электросварки. Вольтова дуга либо оставит грубый след на такой детали, либо повредит её из-за малой толщины. В таких случаях применяются специальные аппараты для точечной сварки, которые содержат два электрода сжимающие скрепляемые детали и мощный разрядный источник питания.
В источнике питания содержится конденсаторная батарея. Эта батарея разряжается через электроды либо напрямую, либо через специальный трансформатор и вызывает моментальный нагрев в месте контакта электродов и скрепляемых деталей. Сопротивление электрическому току, создаваемое скрепляемыми деталями, невелико. Но оно существенно больше, чем сопротивление проводов и электродов. Поэтому в месте точечной сварки происходит нагрев, который лавинообразно нарастает из-за увеличения сопротивления, обусловленного нагревом.
Сопротивление электрическому току, создаваемое скрепляемыми деталями, невелико. Но оно существенно больше, чем сопротивление проводов и электродов. Поэтому в месте точечной сварки происходит нагрев, который лавинообразно нарастает из-за увеличения сопротивления, обусловленного нагревом.
Процесс протекает очень быстро. Но и величина электрической мощности, потраченная за это малое время огромна. В результате детали в месте точечной сварки размягчаются и поверхностно оплавляются, сцепляясь друг с другом из-за сдавливания электродами. Прочность такого соединения намного меньше, чем у сварного шва. Поэтому точечная сварка имеет соответствующие ограничения.
Электросварка в значительной мере способствовала развитию современного машиностроения. И сейчас технологии продолжают совершенствоваться и обеспечивают новые недостижимые ранее результаты.
Что такое электросварка? (с изображением)
Электросварка — это процесс нагрева и сварки двух металлических частей вместе с помощью мощного электрического тока. Его изобрел профессор Элиху Томсон. Это требует использования специального устройства, называемого динамо-машиной, которое высвобождает ток, используемый для сварки.
Его изобрел профессор Элиху Томсон. Это требует использования специального устройства, называемого динамо-машиной, которое высвобождает ток, используемый для сварки.
В отличие от более традиционных методов, электросварка требует минимальных навыков и понимания со стороны оператора динамо-машины.Он должен только изучить надлежащую температуру сварки используемого металла, но не обязан изучать более сложные процессы традиционной сварки. Использование динамо-машины при этом типе сварки является саморегулирующимся, и для нормальной работы требуется лишь периодическая смазка. Это делает этот метод идеальным для начинающего сварщика.
Сплав и любые два подобных куска металла можно соединить электросваркой. Таким же образом можно сваривать два разных куска металла, если точка сварки одного из них не превышает точку сварки другого. Если разница в температурах сварки является проблемой, металлы все еще можно сваривать с использованием заусенцев в точке сварки.
Таким же образом можно сваривать два разных куска металла, если точка сварки одного из них не превышает точку сварки другого. Если разница в температурах сварки является проблемой, металлы все еще можно сваривать с использованием заусенцев в точке сварки.
В процессе электросварки металлические детали соединяются между собой медными зажимами.Электричество пропускается через детали, нагревая их и соединяя в точке, где встречаются две металлические детали. Кажется, что тепло будет больше всего в месте встречи двух металлов, но область, где металлы закручены и не соприкасаются, сначала нагревается, а затем излучается наружу к стыкам.
Распределение тепла регулируется путем обеспечения равномерного движения с помощью регулирующего рычага.Это гарантирует, что оба металла станут мягкими и одновременно соединятся друг с другом. По окончании процесса электросварки образуется бесшовное соединение.
Преимущества электросварки заключаются в том, что этот метод не расходует лишнее топливо и обеспечивает заданную точность. Тепло не выходит далеко за пределы точки сварки. Это делает его идеальным для изолированных проводов. Концы каждого провода можно сваривать, оставляя изоляцию нетронутой.
Тепло не выходит далеко за пределы точки сварки. Это делает его идеальным для изолированных проводов. Концы каждого провода можно сваривать, оставляя изоляцию нетронутой.
Хотя электросварка может потреблять до 50 000 ампер электричества, она использует электродвижущую силу, которая содержит только половину вольта электричества.Это делает динамо-машину неспособной поражать человека электрическим током или поражать его током во время использования. Сварка с использованием электричества может занять от долей секунды до нескольких минут в зависимости от работы, и этот метод можно использовать как для больших, так и для небольших работ.
Основы электросварки
Дуговая сварка — это процесс соединения двух металлических частей друг с другом с использованием электрической энергии.Дуговая сварка создает электрическую дугу, которая плавит основной металл и, как правило, присадочную проволоку. Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Виды сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металла. В их числе:
В их числе:
Ручная дуговая сварка металла (также известная как дуговая сварка защищенного металла или сварка палкой)
При дуговой сварке защищенным металлическим электродом сварочный аппарат использует электрод (стержень) с флюсовым покрытием для образования электрической дуги между основным материалом и стержнем. В дуге поток разрушается, образуя защитный газ. Этот процесс обычно используется в полевых условиях. Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что он медленный и неэффективный.Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Газовая дуговая сварка металла (также известная как металлический инертный газ (MIG) или металлический активный газ (MAG))
В этом процессе сварки используется непрерывная катушка сплошной присадочной проволоки / электрода и внешний защитный газ. Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для использования в мастерских, поскольку он более эффективен, чем сварка штучной сваркой.У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для использования в мастерских, поскольку он более эффективен, чем сварка штучной сваркой.У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
MIG-сварка использует постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Есть два варианта FCAW. Газовая защита (внешний экран) и Самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями.Самая большая разница — это конструкция электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать ролики с накаткой, чтобы проволока не переминалась.
Обычно он имеет более высокую скорость наплавки, чем GMAW, при данной силе тока и размере провода, так как имеет более высокую плотность тока. Эта концепция будет объяснена в следующем блоге.
Газовая дуговая сварка вольфрамом
Газовая вольфрамовая дуга похожа на современного кислородного сварщика.Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Источники энергии для электросварки
Для дуговой сварки может использоваться питание от источников переменного (переменного тока) или постоянного (постоянного тока). Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц — это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц. Переменный ток редко используется в современной промышленности, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторая дуговая сварка под флюсом и ситуации, когда дуговая дуга является проблемой.
Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц — это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц. Переменный ток редко используется в современной промышленности, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторая дуговая сварка под флюсом и ситуации, когда дуговая дуга является проблемой.
Электропитание постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW / FCAW вы используете DC +, а GTAW вы используете DC-, чтобы не расплавить электрод. Если вы подключите электрод к отрицательно заряженной клемме постоянного тока, на положительной клемме будет выделяться тепло, и наоборот.
Общие термины
Длина дуги
Длина дуги — это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет напряжение дуги.
Текущий (проточный)
Ток — это количество электронов, проходящих мимо заданной точки в сварочной цепи. Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Напряжение (давление)
Напряжение — это давление (VIP) — это величина электрического давления в дуге.
Напряжение замкнутой и разомкнутой цепи
Когда электрическая цепь замкнута, ток течет и вы выполняете сварку, это называется замкнутой цепью или напряжением дуги.Однако, если цепь не замкнута, значит, вы не выполняете сварку, цепь называется разомкнутой. Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у замкнутой цепи. Напряжение — это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения.Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Напряжение — это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения.Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW — в зависимости от машины это может быть трансформатор, в котором вы вращаете ручку, или современный инверт, в котором используется небольшая ручка.
GMAW — изменяя скорость подачи проволоки, вы увеличиваете ток. С GMAW ампер и вольт должны быть в правильном соотношении.
Если сила тока слишком высока, чрезмерное проплавление, подрез и пористость из-за перегрева электрода.Если сила тока слишком мала, дуга становится нестабильной, повышается риск отсутствия плавления / проплавления и включений.
Изменение напряжения
При использовании источников питания постоянного тока (MMAW и GTAW) единственный способ изменить напряжение — это обычно увеличивать и уменьшать длину дуги. Некоторые машины имеют настройку силы дуги, которая незначительно эффективно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах с постоянным напряжением (GMAW / FCAW) у вас есть переключатели или ручки, которые позволяют изменять напряжение.Поэтому, если вы хотите изменить длину дуги, вам нужно изменить напряжение дуги с помощью аппарата, поэтому его называют аппаратом постоянного напряжения.
Удар дуги
Существует два типа дуги: тепловой и электрический. В контексте этого блога мы сосредоточимся на дутье электрической дугой.
При постоянном токе, особенно при высоких значениях силы тока, может наблюдаться отклонение дуги из-за дисбаланса / искажения магнитного поля. Во время сварки вы можете видеть отклонение дуги, поэтому вы меньше контролируете сварочную ванну.
Выдувание дуги обычно вызывается двумя причинами
- В конце сварного шва или пластины магнитное поле искажается (неконцентрическое) вокруг дуги.
- Остаточный магнетизм в свариваемом, закаленном и отпускаемом изделии. Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.
Поговорите с Technoweld
Обратитесь к нам за обучением, осмотром, консультациями и надзором за сварочными процедурами.Мы также можем исследовать и документировать сварочные процедуры для ваших конкретных сварочных процессов, а также запускать эти процедуры.
Электродуговая сварка: определение, применение, виды, работа
Сегодня я буду обсуждать определение, применение, типы, оборудование, работу, преимущества и недостатки электродуговой сварки. ранее публиковались статьи о сварочных процессах. проверить!
Что такое электродуговая сварка?
Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для создания тепла, достаточного для расплавления металла, охлаждения и образования склеивания.Эта сварка плавлением использует источник питания переменного или постоянного тока в качестве источника тепла. Источник питания создает дугу между расходуемым или неплавящимся электродом, пропуская переменный или постоянный ток к основному материалу.
Другими словами, это тип процесса сварки, в котором источник сварочного тока используется для создания электрической дуги между металлической палкой (электродом) и основным металлом. Он плавит металлы в точке соприкосновения. Сварщики могут выбирать и стабильно использовать постоянный или переменный ток, а также расходуемые или неплавящиеся электроды в зависимости от рассматриваемых факторов.
Подробнее: Что такое газовая сварка
Дуговая сварка была впервые разработана в конце 19 -го века, применялась в кораблестроении во время Второй мировой войны. Сегодня этот процесс становится одним из самых быстрых и распространенных сварочных процессов на производственных предприятиях.
Схема электродуговой сварки:
Оборудование для дуговой сварки
Оборудование для дуговой сварки в основном включает в себя машину переменного или постоянного тока, электрод, держатель для электрода, кабели, разъемы для кабеля, зажимы заземления, отбойный молоток, шлем, проволочную щетку, перчатки, защитные очки, рукава, фартуки. , так далее.
Подробнее: Различные типы оборудования для дуговой сварки
Приложения
Дуговая сварка сегодня широко используется во многих областях, поскольку бывает разных типов. Ниже приведены области применения дуговой сварки;
- Судостроение
- Строительная промышленность
- Автомобильная промышленность
- Машиностроение.
Вот некоторые другие области применения дуговой сварки
- В аэрокосмической промышленности используется дуговая сварка вольфрамовым электродом в газе во многих областях соединения, особенно в листовых металлах
- Большинство обрабатывающих производств используют GTAW для сварки тонких деталей, особенно цветных металлов
- Дуговая сварка широко применяется при производстве космических аппаратов
- Используется для сварки деталей небольшого диаметра и тонкостенных труб, что делает его применимым в велосипедной промышленности.
- Типы дуговой сварки GTAW используются для выполнения гаек или сварных швов в первый проход для трубопроводов различных размеров
- Используется для ремонта инструментов или штампов, в основном деталей из алюминия и магния Сварные швы
- GTAW обладают высокой устойчивостью к коррозии и растрескиванию в течение длительного периода времени, они используются там, где эти качества необходимы.
Подробнее: Электрошлаковая сварка
Виды дуговой сварки
К различным видам дуговой сварки относятся:
- Плазменно-дуговая сварка
- Дуговая сварка металла
- Углеродная дуговая сварка
- Газовая вольфрамовая дуговая сварка
- Газовая дуговая сварка металла
- Дуговая сварка под флюсом
- SMAW — Дуговая сварка экранированного металла
- FCAW (порошковая сварка)
- ESW (Электрошлаковая сварка)
- Дуговая сварка шпилек
Хотя существуют и другие необычные виды дуговой сварки, перечисленные выше являются наиболее распространенными.
Подробнее: Различные виды электродуговой сварки
Посмотрите видео ниже, чтобы узнать о работе электродуговой сварки:
Подробнее: Что такое сварка в среде защитной дуги (SMAW)
Преимущества и недостатки электродуговой сварки
Преимущества
Дуговая сварка имеет большие преимущества по сравнению со многими другими сварочными процессами. Некоторые преимущества дуговой сварки:
- Сварочное оборудование переносное, что упрощает транспортировку для работы вне дома
- Обладает способностью сваривать пористые и грязные металлы
- Оборудование недорогое
- Это быстрый процесс сварки по сравнению с другими
- Его работа может выполняться во время ветра или дождя
- Обеспечивает прочное соединение
- Бусины для дуговой сварки можно использовать для создания рисунков на тонких металлах
- Его источник питания можно использовать там, где есть электричество, и альтернативой, если нет электричества, кроме генератора.
Подробнее: Сварка под флюсом
Недостатки
- Увеличение стоимости проекта, так как отходы неизбежны в процессе
- Для выполнения задачи необходим хорошо обученный и опытный оператор
- Не все тонкие металлы можно сваривать дуговой сваркой
Вот и все для этой статьи, где обсуждаются определение, схема, применение, оборудование, виды, работа, преимущества и недостатки электродуговой сварки.Я надеюсь, что вы получили много полезного от чтения, если да, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.8 ЭЛЕКТРИЧЕСТВО ДЛЯ СВАРКИ 1.8.1 Принципы электричества — Дуговая сварка — это способ соединения металлов обработан путем применения достаточного электрического давление на электрод для поддержания пути тока (дуги) между электродом и заготовкой. В этом процессе электрическая энергия заменяется на тепловая энергия, переводящая металлы в расплавленное состояние; посредством чего они соединяются. Электрод (проводник) либо плавится и добавляется к основному металлу или остается в его твердом состоянии штат.Вся дуговая сварка использует передачу электрической энергии в тепло. энергия, и понять этот принцип, базовые знания об источниках электричества и сварочного тока это необходимо. 1.8.1.1. Три основных принципа статического электричества заключаются в следующем: 1. Есть два вида существующих электрических зарядов — отрицательных и положительных. 2. В отличие от сборов притягивать и отталкивать подобные заряды. 3. Сборы можно переносить с одного места на другое.1.8.1.2 Наука установила, что все имеет значение состоит из атомов, и каждый атом содержит элементарные частицы. Одна из таких частиц — электрон, имеющий способность к переходить с одного места на другое. Электрон классифицируется как отрицательный электрический заряд. Другая частица, примерно в 1800 раз тяжелее электрона, — это протон. и под нормальным условиях протон останется неподвижным. 1.8.1.3 Говорят, что материал находится в электрически незаряженное состояние, когда его атомы содержат равные количество положительных зарядов (протонов) и отрицательных зарядов (электронов).Этот баланс нарушен когда давление заставляет электроны перемещаться от атома к атому. Это давление, иногда называют электродвигателем сила, обычно известная как напряжение. Следует отметить то напряжение, которое не проходит по проводнику, но без напряжения, есть не было бы тока поток. Для наших целей проще всего рассматривать напряжение как электрическую давление, которое заставляет электроны двигаться. 1.8.1.4 Поскольку мы знаем, что подобные обвинения отталкивают и в отличие от сборов, которые привлекают, тенденция к электроны переходят из положения избыточного запаса (отрицательный заряд) к атому что не хватает электронов (положительный заряд).Эта тенденция становится реальностью, когда выбирается подходящий путь. предусмотрено движение электронов. Перенос электронов с отрицательного на положительный заряд по всей длине проводника составляет электрический ток. Оценка ток, протекающий по проводнику, измеряется в амперах, а слово «ампер» часто используется как синоним срок текущий. Чтобы дать представление о количестве электроны, протекающие по цепи, теоретически установлено, что один ампер равен 6.3 квинтиллиона (6 300 000 000 000 000 000) электронов, проходящих мимо фиксированной точки в дирижере каждую секунду.Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II ОБЩИЙ ЭЛЕКТРИЧЕСКАЯ ДУГА СВАРОЧНЫЕ ПРОЦЕССЫ 2.1. ВВЕДЕНИЕ После долгого эксперименты других в начале 1800-х, англичанин по имени Уайлд получена первая электросварка патент в 1865 году. Он успешно соединил две небольшие части утюг, пропуская электрический ток через обе детали, образуя сварной шов. Примерно двадцать лет спустя Бернадо, русский, получил патент на процесс электродуговой сварки в котором он поддерживал дугу между угольным электродом и деталями, которые соединились, сплавив металлы вместе поскольку дуга вручную пропускалась через свариваемый стык.2.1.0.1 Во время в 1890-х годах дуговая сварка выполнялась неизолированными металлическими электродами, которые были сожжены в расплавленной луже и стал частью наплавленного металла. Сварные швы были из низкое качество из-за азота и кислород в атмосфере с образованием вредных оксидов и нитридов в металле шва. В начале двадцатого века важность защиты дуга из атмосфера была реализована. Покрытие электрода разложившимся материалом в пылу дуга для образования газового экрана оказалась лучшим методом это конец.В результате различные методы покрытия электродов, такие как обертывание и окунание, были опробованы. Эти усилия завершились в электроде с экструдированным покрытием в середине 1920-х гг. улучшение качества металла шва и обеспечение того, что многие считают наиболее значительный прогресс в области электрической дуги сварка. 2.1.0.2 Поскольку сварка покрытыми электродами это довольно медленная процедура, более быстрая сварка были разработаны процессы. В этом уроке будут рассмотрены наиболее часто используемые электродуговая сварка процессы, используемые сегодня. 2.2 ЗАЩИТНЫЙ ДУГОВАЯ СВАРКА МЕТАЛЛА Экранированный Дуговая сварка металла *, также известная как ручная металлическая дуговая сварка, ручная сварка или электрическая Дуговая сварка — это наиболее широко используемый из различных процессов дуговой сварки. Сварка выполняется с тепло электрической дуги, которое сохраняется между концом металла с покрытием электрод и заготовку (см. рис. 1). Тепло, производимое дугой, плавит основной металл, стержень сердечника электрода и покрытие.Поскольку капли расплавленного металла передан через дуги и в расплавленную сварочную ванну, они защищены от атмосферы производимыми газами от разложения флюсового покрытия. Расплавленный шлак всплывает в вершина сварного шва лужа, в которой он защищает металл шва от воздействия атмосферы во время затвердевания.Что такое электросварка? | UTI
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые сдают факультативные программы NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в штате Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Бюро трудовой статистики США по занятости и заработной плате, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними (49-3021), в Содружестве Массачусетс составляет от 31 360 до 34 590 долларов. (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата квалифицированных дизельных техников в Северной Каролине составляет около 50%, опубликованная в мае 2019 года, и составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная годовая средняя зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов (данные по Массачусетсу, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата составляет 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетс. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по обработке с ЧПУ. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, оператор ЧПУ, подмастерье. слесарь-механик и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 728 800; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогноз на 2029 год, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 года. UTI является образовательным учреждением и не может гарантировать занятость или заработную плату.
39) Переподготовка доступна для выпускников только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.Бюро статистики труда прогнозирует в среднем 61 700 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми замещениями. См. Таблицу 1.10. Временные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
42) Для сварщиков, резчиков, паяльщиков и паяльщиков Бюро статистики труда США прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10. Временные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям Бюро статистики труда США прогнозирует ежегодно в среднем 24 500 вакансий в период с 2019 по 2029 годы. Вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми заменами.См. Таблицу 1.10. Временные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
44) Для ремонтников кузовов автомобилей и связанных с ними ремонтов Бюро статистики труда США прогнозирует в среднем 13 600 вакансий в год в период с 2019 по 2029 годы. Вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми замещениями. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогнозируемые на 2019–29 гг., США.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу 1.10 Профильные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2029 году общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков составит 728 800. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 и прогнозируемые 2029, Бюро статистики труда США, www.bls. gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
48) Бюро статистики труда США прогнозирует, что общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www. .bls.gov, просмотрено 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
49) Бюро статистики труда США прогнозирует, что к 2029 году общая численность занятых в автомобильной промышленности и связанных с ним ремонтных мастерских составит 159 900 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогноз на 2029 год, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 года. UTI является образовательным учреждением и не может гарантировать занятость или заработную плату.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2029 году составит 452 500 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www .bls.gov, просмотрено 3 июня 2021 г.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2029 году составит 141 700 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls. gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
52) Бюро статистики труда США прогнозирует, что среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2019 по 2029 год составит: Техники и механики автомобильного сервиса — 61 700; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 24 500 человек; и сварщики, резаки, паяльщики и паяльщики — 43 400 человек.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10. Временные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
53) Расчетная годовая средняя заработная плата специалистов по ремонту автомобилей и связанных с ними ремонтных работ в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например оценщика, оценщика и инспектора.Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетса, составляет от 30 765 до 34 075 долларов (Массачусетс по труду и развитию рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Авторемонтные предприятия и связанные с ними ремонтные предприятия, дата просмотра 2 июня 2021 г.)
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
различных типов электросварочных аппаратов — Baker’s Gas & Welding Supplies, Inc.
Сварка развивалась по-разному с тех пор, как была изобретена сотни лет назад. Для обычных домовладельцев сейчас не редкость владение электросварочным аппаратом. Электросварщики стали более популярными, поскольку их стало так легко транспортировать из одного места в другое. Сварщики считают, что портативность лучше, когда им нужно взять с собой сварочный аппарат.Поскольку большинство электросварщиков могут получать питание от общей электрической розетки, электросварочные аппараты можно использовать практически везде. Есть несколько различных типов электросварочных аппаратов на выбор, мы собираемся объяснить разницу и основное использование каждого из этих типов.
- Дуговый сварочный аппарат — Дуговый сварщик, или аппарат для дуговой сварки, вероятно, является наиболее распространенным типом электросварщиков. Аппарат для дуговой сварки использует источник питания для создания дуги между электродом и основным металлом.Этот процесс эффективно заставляет материал плавиться, когда он достигает точки сварки. Аппараты для дуговой сварки также популярны благодаря простоте использования и доступности. Аппараты для дуговой сварки обычно можно купить в любом магазине товаров для дома.
- Сварочный аппарат MIG — Сварщик MIG или сварочный аппарат в среде инертного газа популярен среди сварщиков, поскольку они способны обеспечить большую мощность за небольшие деньги. Сварочные аппараты MIG питаются от источника электроэнергии и относительно просты в использовании.Эти типы сварочных аппаратов популярны среди сварщиков автомастерских, которым требуется немного больше мощности.
- Сварщик TIG — Сварщик TIG или вольфрамовый инертный газ требует использования вольфрамового электрода для создания дуги. Сварочный аппарат TIG питается от источника постоянного тока, который позволяет дуге оставаться устойчивой во время сварки. Этот процесс сварки требует опыта в постоянном поддержании дуги.
- Аппарат для точечной сварки — Точечная сварка — это наиболее распространенный метод соединения листов металла с использованием концентрированного выброса энергии, сосредоточенного в одной точке.Чтобы выполнить точечную сварку, вы помещаете свариваемые куски металла между двумя медными электродами, которые используются для создания электрического тока. Этот метод сварки обычно используется, когда необходимо выполнить сварку в одном конкретном месте. Этот метод сварки вызывает нагрев не всего металла, а только той области, где производится сварка.
- Устройство для приваривания шпилек — Устройство для приваривания шпилек используется для приваривания определенного болта или гайки к другому металлу.Этот метод сварки используется, когда сварщику необходимо создать прочную конструкцию, в которой не будет усталости болта или гайки. Эти типы сварщиков относительно невелики из-за характера и расположения сварных швов.
Пост «Различные типы электросварщиков» впервые появился на сайте «Weld My World».
.