Гальваническая ванна от производителя
Свяжитесь с нашими менеджерами Отдел продажАнна Гущина
+7 (812) 321-67-80 доб. номер: 704[email protected] Отдел продаж
Екатерина Захарова
+7 (812) 321-67-80 доб. номер: 709[email protected] Отдел продаж
Олеся Торопова
+7 (812) 321-67-80 доб. номер: 708[email protected] Отдел продаж (экспорт)
Маргарита Малина
+7 (812) 321-67-80 доб. номер: 701[email protected]
Что лечат гальваническими ваннами?
Гальваническая ванна – это медицинский физиотерапевтический прибор, сочетающий гальваническое и гидровоздействие, и используемый в комплексной терапии многих заболеваний.
Сущность лечебной методики гальванизации основана на свойстве тканей организма перераспределять ионы под воздействием небольшого тока постоянной частоты и малого напряжения.
К проведению гальванического тока способны не все ткани. Кожа, кости, связки, сухожилия не имеют в своем составе достаточного для этого количества свободной жидкости. Поэтому процедуры должны назначаться только квалифицированным специалистом, который в зависимости от патологии определяет интенсивность и продолжительность гальванического воздействия на те или иные участки тела.
Гидрогальванические процедуры переносятся пациентами намного комфортнее, нежели классическая электротерапия с наложением электродов непосредственно на тело. Это особенно важно при проведении процедур возрастным пациентам, или тем, чья кожа имеет сниженную барьерную функцию и повышенную чувствительность.
Показания к лечению пациентов гальваническими ваннами:
Показано применение гальванизации при трофических нарушениях (расстройства гемодинамики и микроциркуляции), поражениях периферической нервной системы (нейромиозиты, невриты, плекситы), артериальной гипотонии, заболеваниях желудочно-кишечного тракта и других недугах.
Противопоказания к применению:
Категорически противопоказано использование процедур при наличии злокачественных новообразований, острых воспалительных процессах (в том числе гнойных), сопровождающихся повышением температуры тела, при беременности, лихорадках, мерцательной аритмии, выраженной недостаточности кровообращения и других.
Подробнее показания и противопоказания, а также описание общего и специфических воздействий приводятся на страницах каждого конкретного товара.
Виды гальванических ванн
В зависимости от предназначения и конструктивных особенностей гальванические ванны могут быть общими (полными), когда в воду погружается все тело больного, и местными (частичными), когда воздействие осуществляется на определенный участок тела, чаще всего – конечности.
Среди местных ванн широкую популярность приобрели многокамерные, позволяющие воздействовать сразу на несколько участков тела, например, на руки и ноги пациента.
Купить гальваническую ванну для вашего медицинского учреждения вы можете во многих специализированных магазинах.
Но мы предлагаем вам продукцию собственного производства, гарантируя:
- минимальные сроки производства и поставки;
- высокое качество, надежность, долговечность;
- функциональную равноценность зарубежным аналогам при экономической доступности;
- оперативную техническую поддержку (монтаж, диагностику, ремонт, поставку запчастей).
Мы готовы поставить вам как полные электрогальванические ванны, так и четырехкамерные, которые могут применяться в ряде случаев даже при сопутствующих заболеваниях центральной нервной и сердечно-сосудистой систем, поскольку значительно легче переносятся пациентами, нежели общие.
* Сайт и все рекламные материалы на нем (названия, описания) носят исключительно информационный — рекламный характер и никакая информация, опубликованная на нём, ни при каких условиях не является публичной офертой, определяемой положениями пункта 2 статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о реализуемых товарах, работах, точном наименовании и модификациях и их цене необходимо обращаться к менеджерам отдела продаж ООО «Физиотехника».
Для получения подробной информации о реализуемых товарах, работах, точном наименовании и модификациях и их цене необходимо обращаться к менеджерам отдела продаж ООО «Физиотехника».
Поделиться:
Гальваническая ванна — это… Что такое Гальваническая ванна?
- Гальваническая ванна
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Гальванизация
- Гальванические покрытия
Смотреть что такое «Гальваническая ванна» в других словарях:
гальваническая ванна — Ванна для нанесения гальванического покрытия на стереотипы.
 [ГОСТ Р 51205 98] Тематики полиграфия … Справочник технического переводчика
[ГОСТ Р 51205 98] Тематики полиграфия … Справочник технического переводчикаВанна (значения) — Ванна (посёлок) поселок в Верхней Саксонии, Германия. Ванна вместилище для омовения тела. Ванная или ванная комната помещение для омовения тела. Ванны (медицинские) лечебные или гигиенические процедуры, при которых тело… … Википедия
Гальваническая ячейка — Galvanic cell Гальваническая ячейка. (1) Емкость (ячейка), в которой химическая реакция является источником электрической энергии. (2) Ванна или система, в которой непосредственно происходит окислительно восстановительная реакция. (Источник:… … Словарь металлургических терминов
электролитическая ванна — гальваническая ванна — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия Синонимы гальваническая ванна EN plating tank … Справочник технического переводчика
Galvanic bath — Гальваническая ванна, гальванованна … Краткий толковый словарь по полиграфии
электролиз — Ток, проходя по жидким проводникам, разлагает их на составные части.

НОВОРОЖДЕННЫЙ — НОВОРОЖДЕННЫЙ, ребенок в течение двух трех недель с момента рождения. В это время происходит приспособление его к внеутробной жизни, отпадает и заживает пуповина, служившая связью между ним и матерью, и выравниваются последствия родовой травмы.… … Большая медицинская энциклопедия
ПОСЛЕРОДОВОЙ ПЕРИОД — ПОСЛЕРОДОВОЙ ПЕРИОД. Содержание: Т. Физиология……………….53 3 II. Послеродовые кровотечения ……….541 III. Патология П. п……………..555 IV. Послеродовые психозы …………580 Послеродовой перио д время с момента отхождения… … Большая медицинская энциклопедия
Гальванические ванны — Применение листового полипропилена и полиэтилена — Инфополимер — О компании
Гальванические ванны – это специальное оборудование, с помощью которого наносится гальваническое покрытие на различные детали. Ее размеры целиком и полностью зависят от размеров деталей, которые предполагают в ней обрабатывать, а материал изделия выбирают исходя из его химических и температурных показателей. Исходя из целевого назначения ванны, ее оснащают дополнительными элементами, такими как вентиляция, система безвоздушного смешивания, и специальными нагревателями.
Ее размеры целиком и полностью зависят от размеров деталей, которые предполагают в ней обрабатывать, а материал изделия выбирают исходя из его химических и температурных показателей. Исходя из целевого назначения ванны, ее оснащают дополнительными элементами, такими как вентиляция, система безвоздушного смешивания, и специальными нагревателями.
Как правило, для проведения процедур химического обезжиривания создают полипропиленовые гальванические ванны. Гальваническая ванна из полипропилена обычно оснащается бортотсосом и специальными нагревателями, а в случае, если нужно проводить химическое обезжиривание, ее оснащают системой безвоздушного перемешивания. Если необходимо провести травление окалины, то возможно изготовление гальванической ванны из ПВХ.
Производство гальванических ванн имеет определенную классификацию. Выделяют:
- гальванические ванны стандартного типа;
- наливные колокола;
- емкости для травления окалины;
- емкости для обезжиривания;
- емкости для промывки (холодной и горячей).

Все виды гальванических ванн производятся из пластиков, стойких к химическим веществам: это листовой полипропилен, полиэтилен и прочие.
Сфера использования
Весь спектр гальванических ванн задействуется на определенных этапах, таких как промывка, травление, обезжиривание и т.д. В совокупности они и представляют «гальваническое оборудование» в целом.
Листовой пластик высокого качества, с высокими показателями износостойкости и стойкости к химическим веществам – гарантия того, что все «гальваническое оборудование» будет иметь высокий срок эксплуатации, и при этом будет работать исправно. Среднестатистический срок эксплуатации таких изделий – свыше 25 лет, что для композитных ванн показатель просто невероятный. Определенных рамок относительно размеров и конфигурации ванн нет, все зависит от индивидуальных потребностей заказчика, исходя из которых, и формируется проектный план изделия. Также и с внутренним оформлением: перегородки в изделии ставятся только по желанию и запросу потребителя.
Еще пару слов о гальванических ваннах
Ванны, в которых размещают рабочую среду, в которой проводятся предварительные и заключительные этапы гальванической обработки – это центральное оборудование для любого гальванического цеха.
Полипропилен – это оптимальный материал для изготовления ванн, так как термостойкость, износостойкость, низкое водопоглощение это его основные преимущества. Также полипропилен – прекрасный диэлектрик. Он абсолютно устойчив к негативному воздействию кислот и щелочей, даже при повышенной концентрации веществ в растворе. Разрушить такой материал способны только олеум или азотная кислота.
Если вы намерены купить гальваническую ванну – обращайтесь в компанию Полимерсервис, мы будем рады вам помочь.
Гальванические ванны — Справочник химика 21
Непосредственно перед погружением изделий в гальваническую ванну производят декапирование — легкое протравливание металлической поверхности для удаления тонкой пленки окислов и обеспечения прочного сцепления металла с покрытием. Химическое декапирование цветных металлов (цинка, алюминия, меди и ее сплавов и др.) осуществляют в разбавленных растворах серной, соляной и азотной кислот, а также в 3—5%-ном растворе Na N или K N. [c.215]
Химическое декапирование цветных металлов (цинка, алюминия, меди и ее сплавов и др.) осуществляют в разбавленных растворах серной, соляной и азотной кислот, а также в 3—5%-ном растворе Na N или K N. [c.215] Нанесение гальванических покрытий проводится в электролизере, называемом гальванической ванной. Электролизер имеет два электрода и раствор электролита. Катодом служит изделие, на которое наносится покрытие. На катоде идет процесс восстановления находящихся в растворе электролита ионов металла (электроосаждение металла) М» + пе М. Анодом обычно служит такой же металл, что и металл покрытия. Процесс на аноде противоположен процессу на катоде М — пе М» . [c.375] Источниками блуждающих токов могут быть линии электропередачи системы провод—земля, электролизеры и гальванические ванны, катодные установки, работающие сварочные агрегаты, заземления постоянного тока и т.
 п. Среднесуточная плотность токов утечки, превышающая 0,15 мА/дм , считается опасной. Б таких зонах подземные металлические сооружения нуждаются в специальных методах защиты от коррозии блуждающими токами. [c.390]
п. Среднесуточная плотность токов утечки, превышающая 0,15 мА/дм , считается опасной. Б таких зонах подземные металлические сооружения нуждаются в специальных методах защиты от коррозии блуждающими токами. [c.390]Заключительной операцией подготовки изделий перед осаждением на них гальванических покрытий является декапирование. Это процесс удаления тонкой пленки окислов, образующихся на уже подготовленной к покрытию поверхности металла (во время транспортировки или недлительного хранения). Декапирование производится непосредственно перед погружением изделий в гальваническую ванну. Благодаря легкому протравливанию металлической поверхности обеспечивается наилучшее сцепление основного металла с гальваническим покрытием. [c.168]
Круглые гальванические ванны характеризуются температурами жидкости от 40 до 100° С и диаметрами обычно от 0,6 до 1,2 м соляные ванны — температурами расплава до 800° С и диаметрами обычно от 0,4 до 0,8 м. [c. 84]
84]
Перенапряжение выделения металлов обычно незначительно, но велико для газов. Большое перенапряжение водорода объясняет возможность электролитического выделения активных металлов из водных растворов. Несмотря на то что равновесные потенциалы таких металлов ниже равновесного потенциала водородного электрода, на катоде гальванической ванны могут выделяться эти металлы, так как выделение водорода задерживается из-за большого перенапряжения и потенциал разряда ионов металла оказывается менее отрицательным, чем для разряда ионов водорода. [c.329]
Наименьшая вероятная величина критерия Грасгофа для гальванических ванн (диаметр 0,6 м перепад температур А о = Ю° С [c.84]
Величины расхода вытяжного воздуха Q в м /ч для отсосов гальванических ванн, рассчитанные по различным методикам [c.90]
М и X а й л о в а И. А. Расчет и внедрение опрокинутых кольцевых отсосов при круглой гальванической ванне.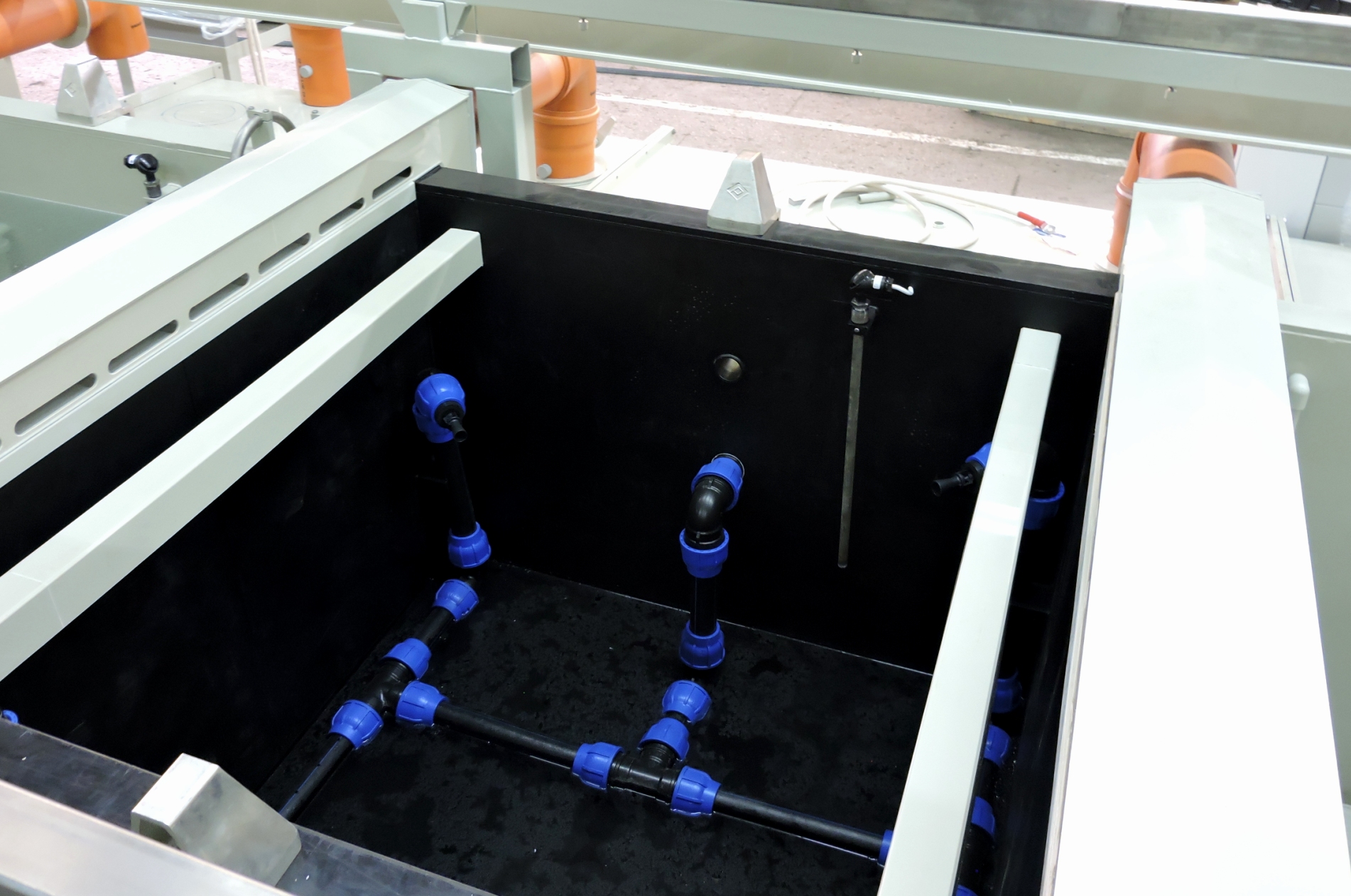 За технический прогресс , № 12. Баку, 1968. [c.190]
За технический прогресс , № 12. Баку, 1968. [c.190]
Какое влияние на качество покрытия оказывает рассто яние между анодом и катодом, а также внутренние размеры гальванической ванны [c.292]
При электролизе электрический ток от внешнего источника протекает через электролитическую ячейку (гальваническую ванну) и вызывает химические реакции на электродах. Происходит превращение электрической энергии в химическую. [c.325]
Пусть равновесные потенциалы двух электродов электрохимической системы равны ф1.р и ф2,р. Если эта система представляет собой гальваническую ванну, через которую пропускается электрический ток так, что первый электрод является катодом, а второй анодом, то потенциал катода уменьшается и равен ф1 =ф ,р— Ль а потенциал анода увеличивается и примет значение ф2 = ф2.р+ Т12. [c.327]
Протекание через гальваническую ванну электрического тока плотностью / изменяет потенциал электрода на величину т = [c. 333]
333]
Анод растворимый и нерастворимый. Анод гальванических ванн в процессе электролиза может претерпевать химическое превращение (окисляться, растворяться —растворимый анод) или же оставаться без изменения (нерастворимый анод). [c.340]
При работе гальванических ванн приходится часто сталкиваться с явлениями естественной конвекции. Естественная конвекция вызывается изменением плотности раствора при протекании электродного процесса. Изменение плотности связано с расходом реагирующего вещества, а также с неравномерным распределением температуры. Естественная конвекция возникает в условиях, если градиент плотности раствора направлен перпендикулярно к полю тяжести или так, что плотность возрастает вверх. Наиболее просто описывается естественная конвекция к гладкой пластинке, расположенной вертикально в поле тяжести. Значительно сложнее теоретически обработать естественную конвекцию при горизонтальном расположении электрода, когда вблизи поверхности могут возникать турбулентные вихревые потоки. Эффективная толщина диффузионного слоя при естественной конвекции к вертикальной пластинке выражается уравнением [c.167]
Эффективная толщина диффузионного слоя при естественной конвекции к вертикальной пластинке выражается уравнением [c.167]
При работе гальванических ванн приходится часто сталкиваться с явлениями естественной конвекции. Естественная конвекция вызывается изменением плотности раствора при протекании электродного процесса. Изменение плотности связано с расходом реагирующего вещества, а также с неравномерным распределением температуры. [c.177]
При электролизе водных растворов солей к катоду гальванической ванны одновременно подходят катионы металла и водорода, при этом каждый из них претендует на восстановление за счет электронов, поступающих с катода. Здесь между катионами возникает своеобразное соперничество (конкуренция ионов). [c.338]
При работе гальванической ванны в рассматриваемом случае сам анод не должен претерпевать какие-либо химические изменения его функция —служить лишь передатчиком электронов. [c.340]
[c.340]
В каких случаях при электролизе применяют нерастворимые электроды, а в каких электролиз ведут с анодом, изготовленным из металла, ионы которого входят в состав электролита, загружаемого в гальваническую ванну [c.81]
Сколько этого раствора надо добавить в гальваническую ванну для пополнения израсходованной меди, если электролиз проводили 3 ч при токе 1,5 а [c.141]
Готовые формы завешивают в ванны для наращивания меди, никеля или иного металла. Металлическую форму молплоскую пластину, но и в виде цилиндра. При завешивании такого цилиндра в гальваническую ванну с него можно снимать сетку в виде бесконечного полотна, причем толщина сетки будет определяться плотностью тока и скоростью вращения цилиндра. [c.219]
Схема электрических соединений при питании нескольких гальванических ванн от одного источника тока показана на рис. 97. [c.231]
При выполнении этой работы применяют те же приборы, что и в предыдущей работе. Дополнительно требуются реактивы для приготовления гальванической ванны (по указанию преподавателя). [c.37]
Состав образующихся осадков сточных вод гальванических производств зависит от набора гальванических ванн и от метода очистки сточных вод. При раздельной очистке стоков по потокам удается получить концентраты тех или других цветных металлов, в противном случае — бедную смесь. [c.20]
Вероятным является широкое использование титана для конденсаторов в производстве азотной кислоты, в гальванических ваннах для хромирования с сернокислотным катализатором и для анодов при электрохимических процессах. Так, фирма Wolverine Tube o. выпускает трубки с внешней ребристой поверхностью пз титана для теплообменных аппаратов. [c.217]
Батурин В. В., Баранов М. М. Основные положения по проектированию бортовых отсосов травильных и гальванических ванн. ВЦСПС, ВЦНИИОТ, Бюллетень научно-технической информации по охране труда, № 3. М., Профиздат, 1960. [c.189]
М., Профиздат, 1960. [c.189]
Золото растворяется в селеновой кислоте, образуя селенат золота (III) Аиг(5е04)з. Все три металла, примененные в качестве анода при электролизе растворов их солей, растворяются. Этим пользуются для поддержания концентрации ионов Си , Ag , Au в гальванических ваннах меднения, серебрения и золочения. [c.355]
А2.3. Вставьте чистые электроды в гальваническую ванну и используйте ленту серебра аналитического марки (размеры 70x3x1 мм) в качестве анода. Выполните металлизацию при следующих условиях [c.49]
Электросинтез—получение различных химических соединений (неорганических и органических) электрохимическим путем. При этом ряд веществ получают путем восстановления на катоде гальванической ванны, другие же вещества —окислением на аноде. Так, электроокислением главным образом готовят неорганические соединения (хлораты, перхлораты, КМПО4, МпОа, Н3О2 и др.), а электровосстановлением —органические (некоторые альдегиды, парааминофенол и др. ). [c.348]
). [c.348]
Сколько железа выделится в двух последовательно соединенных гальванических ваннах при токе в 2 ампера в течение часа, если в одной ванне раствор FeSO , а в другой — раствор РеС1з [c.177]
Хлорид цинка Zn l j находит применение как хорошая протрава для дерева, для очистки поверхностей металлов при паянии и для других целей. Цинковый купорос широко используется для гальванических ванн цинкования, как исходное вещество для получения других соединений цинка и т. п. [c.365]
Для исследования берется гальваническая ванна для меднения, пения, лужения, никелирования и т. п. Заметное изменение пе-гжения наблюдается при выделении никеля из сернокислой. .1ы при разных температурах (см. рис. 97). Для выполнения такого исследования ячейку помещают в термостат и измерения ведут при желаемой температуре. [c.191]
Непосредственно перед погружением изделий в гальваническую ванну производят декапирование — легкое протравливание металлической поверхиости для удаления тонкой пленки оксидов и обеспечения прочного сцепления металла с покрытием. Химическое декапирование цветных металлов (цинка, алюминия, меди и ее сплавов и др.) осуществляют в разбавленных растворах серной, соляной и азотной кислот, а также в 3—5%-ном растворе Na N или t N. Стальные изделия подвергают анодному декапированию в 10—15%-ном растворе Но504, иногда с включением некоторых солей (например, К2СГ2О7) в качестве добавок. Анодная плотность тока—10— 15 А/дм , продолжительность декапирования — от 30 с до 2 мин, катод — стальные или свинцовые пластины. [c.265]
Химическое декапирование цветных металлов (цинка, алюминия, меди и ее сплавов и др.) осуществляют в разбавленных растворах серной, соляной и азотной кислот, а также в 3—5%-ном растворе Na N или t N. Стальные изделия подвергают анодному декапированию в 10—15%-ном растворе Но504, иногда с включением некоторых солей (например, К2СГ2О7) в качестве добавок. Анодная плотность тока—10— 15 А/дм , продолжительность декапирования — от 30 с до 2 мин, катод — стальные или свинцовые пластины. [c.265]
Хлорид цинка Zn b находит применение как хорошая протрава для дерева, для очнсткн поверхностей. металлов при паянии и для других целей. Цинковый купорос щироко используют для гальванических ванн цинкования. [c.455]
Такие же результаты по выщелачиваемости тяжелых металлов из бетонов получены в работе [70]. В качестве объекта исследований использовали гальваношлам, образующийся при очистке сточных вод гальванопроизводства и зачистки гальванических ванн Каневского завода газовой аппаратуры.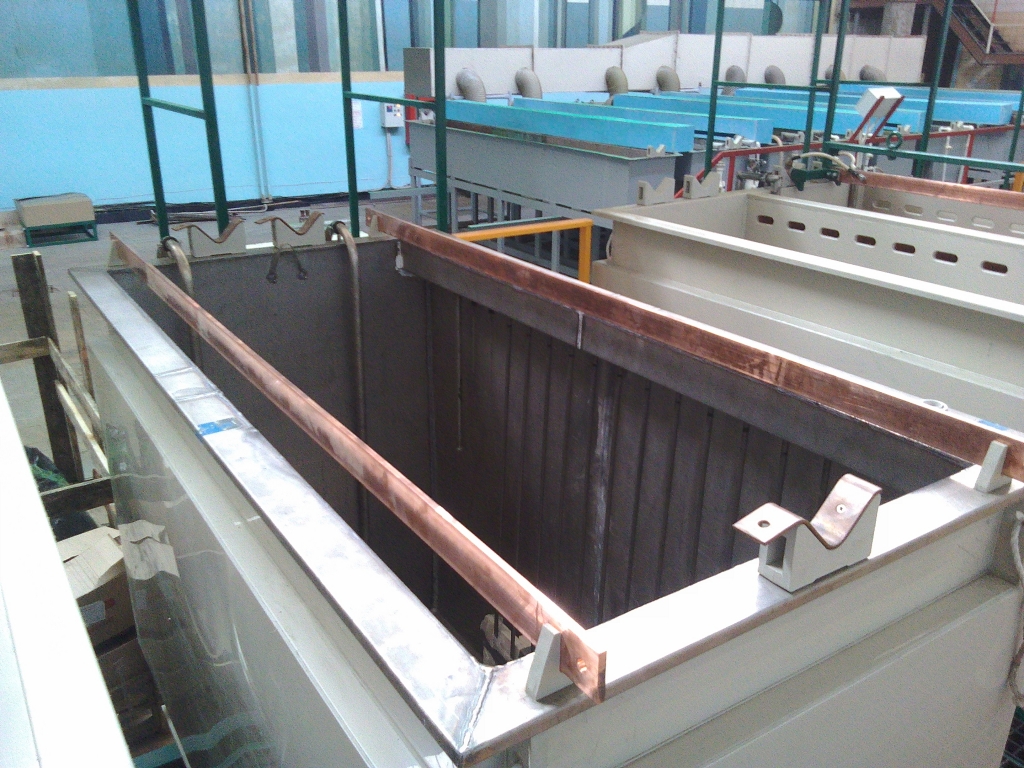 Указанный шлам представляет собой пастообразную массу от темно-серого до темно-коричневого цвета с плотностью от 1,16 до 1,24 г/см- и влажностью (в пересчете на несвязанную воду) 28—36 %. В своем составе он содержит тяжелые металлы, высококоллоида.,тьную бентонитовую глину и мелкодисперсный кварцевый песок. Содержание в нем физической глины колеблется в пределах 2-8 %, содержание песка в пересчете на 5102 — в пределах 14—20 %, остальное приходится на тяжелые металлы и солевые фракции (главным образом, хлориды и сульфаты) pH отходов колеблется в пределах 3,2-7,9. Характерный фракционно-дисперсный состав гальваношламов приведен в табл. 13. [c.43]
Указанный шлам представляет собой пастообразную массу от темно-серого до темно-коричневого цвета с плотностью от 1,16 до 1,24 г/см- и влажностью (в пересчете на несвязанную воду) 28—36 %. В своем составе он содержит тяжелые металлы, высококоллоида.,тьную бентонитовую глину и мелкодисперсный кварцевый песок. Содержание в нем физической глины колеблется в пределах 2-8 %, содержание песка в пересчете на 5102 — в пределах 14—20 %, остальное приходится на тяжелые металлы и солевые фракции (главным образом, хлориды и сульфаты) pH отходов колеблется в пределах 3,2-7,9. Характерный фракционно-дисперсный состав гальваношламов приведен в табл. 13. [c.43]
Гальванические ванны и линии
Гальваническая ванна от PlastDesign
Гальванические ванны изготавливают из различных материалов:
- поливинилхлорида
- полипропилена
- нержавеющей стали
Это позволяет выбрать материал, который является наиболее целесообразным при изготовлении гальванического оборудования, которое используется, в основном, в сфере промышленности. После того, как изделие будет погружено в такую ванну, оно приобретает некоторые новые свойства, в зависимости от ее типа и поставленных целей. Наиболее популярная операция – придание устройствам антикоррозийных свойств. При этом, процедура осуществляется, как и с только изготовленными изделиями, так и с теми, которые уже давно находятся в эксплуатации.
После того, как изделие будет погружено в такую ванну, оно приобретает некоторые новые свойства, в зависимости от ее типа и поставленных целей. Наиболее популярная операция – придание устройствам антикоррозийных свойств. При этом, процедура осуществляется, как и с только изготовленными изделиями, так и с теми, которые уже давно находятся в эксплуатации.
Очень часто старое оборудование для гальваники, которое вышло из строя футеруют специальными вкладышами из полипропилена, это не просто делает ванну нержавеющей, а и значительно сокращает расходы пользователя на изготовление нового оборудования.
Гальваника выгодно выделяется грамотным распределением ресурсов. Так, при покрытии цветными металлами, их расход будет совсем небольшим, а качество нанесения покрытия на деталь первоклассное.
Покрытая деталь должна быть не просто защищена, а полностью исключается вероятность последующего появления коррозии и т.д. Именно поэтому гальваническое оборудование должно равномерно наносить и распределять покрытие по всей поверхности. Благодаря этому не будет таких участков, которые остались бы не защищены. Комплексный подход позволит обеспечить надежное предохранение всей поверхности изделий.
Благодаря этому не будет таких участков, которые остались бы не защищены. Комплексный подход позволит обеспечить надежное предохранение всей поверхности изделий.
Производство таких ванн может осуществляться и под заказ, это позволит клиенту учесть все особенности своих изделий и сделать ванны такой формы, которая будет наиболее соответствовать его запросам.
Гальванические ванны должны быть:
- герметичны
- безопасны
- соответствовать существующим стандартам и нормативам
- способны сохранять тепло
- инертны по отношению к раствору
Существуют также усовершенствованные модели, которые обладают специальными тепловыми датчиками, системой очистки и вентиляции. Всё это сделает устройство более простым и удобным в эксплуатации.
Гальванический цех: ванны, вентиляция, футеровка | ПластМастер
Полипропилен – современный материал, который открывает широкие возможности в области нанесения гальванических покрытий. Гальванические ванны, изготовленные из него, отличаются стойкостью к высоким температурам и не подвергаются воздействиям практически всех кислотных растворов, в том числе и электролитов. Это сочетание качеств делает полипропилен оптимальным вариантом для изготовления гальванических ванн. Именно их, а также массу товаров, сопутствующих гальваническому производству, готова предложить компания «ПластМастер». Компания «ПластМастер» предлагает заказать изготовление гальванических ванн из полипропилена по доступной цене.
Гальванические ванны, изготовленные из него, отличаются стойкостью к высоким температурам и не подвергаются воздействиям практически всех кислотных растворов, в том числе и электролитов. Это сочетание качеств делает полипропилен оптимальным вариантом для изготовления гальванических ванн. Именно их, а также массу товаров, сопутствующих гальваническому производству, готова предложить компания «ПластМастер». Компания «ПластМастер» предлагает заказать изготовление гальванических ванн из полипропилена по доступной цене.
Какие гальванические ванны производит наша компания?
Ответить «любые» – это значит, ничего не ответить. Возможности нашего предприятия практически безграничны – благодаря высокоточному оборудованию с числовым программным управлением и большим опытом наших сотрудников мы можем сделать любой тип гальванических ванн. Мало того, в наших возможностях изготовить полноценные гальванические линии и оборудовать их всем необходимым – делается все это исключительно под заказ. Если же говорить о стандартных полипропиленовых гальванических ваннах, то мы готовы предложить четыре типа этой продукции.
Если же говорить о стандартных полипропиленовых гальванических ваннах, то мы готовы предложить четыре типа этой продукции.
- Ванны для гальванического производства с фильтром
- Гальванические ванны с функцией перемешивания
- Ванны для гальванического производства с подогревом и охлаждением
- Ванны для гальванических участков с качающей штангой
- Гальванические ванны с бортоотсосом
Футеровка / Реконструкция старых гальванических ванн.
Особое внимание следует обратить на футеровку для стальных гальванических ванн – ее отсутствие приводит к искажению электромагнитного поля. Как результат, на боковых поверхностях ванны будет происходить осаждение анода (это перерасход дорогостоящего напыления), а дно ванны под деталью будет растворяться, сокращая срок ее службы. И это еще не все – отсутствие футеровки приводит к плохому качеству покрытия. Оно будет иметь неравномерную толщину, а снизу подгорать и искажаться.
Оно будет иметь неравномерную толщину, а снизу подгорать и искажаться.
Качественное покрытие – это и есть основное достоинство использования пластиковых гальванических ванн из полипропилена. Однако это не единственный положительный аспект их применения.
Преимущества полипропиленовых гальванических ванн.
- Срок эксплуатации – пластиковая ванна для гальваники может использоваться более 20-ти лет. Как и говорилось выше, этот материал не подвержен воздействию токов, большинства кислот и к тому же является очень прочным и стойким к механическим повреждениям.
- Низкая себестоимость (в сравнении с аналогичными изделиями из металла) – как результат, это короткий срок окупаемости. Также, в отличие от стальных изделий данного типа, пластиковые гальванические ванны не нуждаются в футеровке. Купить гальванические ванны из пластика – это значит существенно поднять рентабельность производства.
И это еще далеко не все преимущества, которыми обладают гальванические ванны производства компании «ПластМастер» – мы предлагаем высококачественные изделия из листового пластика собственного производства, что гарантирует контроль качества продукции даже на самых ранних этапах ее изготовления. Мы – производители, и купить гальванические ванны у нас вы можете без торговой наценки. Своим покупателям мы предлагаем индивидуальный подход и всестороннюю помощь в выборе, доставке и даже монтаже нашего оборудования. Звоните, пишите, и специалисты компании ответят на любой вопрос, касающийся изготовления и продажи нашей продукции.
Мы – производители, и купить гальванические ванны у нас вы можете без торговой наценки. Своим покупателям мы предлагаем индивидуальный подход и всестороннюю помощь в выборе, доставке и даже монтаже нашего оборудования. Звоните, пишите, и специалисты компании ответят на любой вопрос, касающийся изготовления и продажи нашей продукции.
Бортовые отсосы для гальванических ванн
Эксплуатационное преимущество данных приспособлений заключается непосредственно в принципе работы. В рабочем режиме вентиляционный отсос образует в горизонтальной плоскости мощные струи воздуха (факелы). Они покрывают все пространство над гальванической ванной так, что вылетающие из нее капли раствора сбиваются струями и отскакивают обратно в ванну. Факел втягивается в щель вентиляции на большой скорости, одновременно втягивая за собой все вредные испарения и мелкие капли раствора, не отскочившие обратно в раствор.
- Компактность вентиляции. В исполнении «Стандарт» бортовая вентиляция занимает небольшое место со стороны работника (до 100 мм), поэтому зона для обслуживания ванны увеличивается в ширину совсем немного.
 По вертикали вентиляционный отсос занимает тоже мало места – он не имеет выступающих вбок частей, соответственно параметр высоты отсоса не оказывает никакого влияния на ширину ванны. Так как вентиляционная щель отсоса расположена низко, то доступность ванны для работника постоянно сохраняется на необходимом уровне.
По вертикали вентиляционный отсос занимает тоже мало места – он не имеет выступающих вбок частей, соответственно параметр высоты отсоса не оказывает никакого влияния на ширину ванны. Так как вентиляционная щель отсоса расположена низко, то доступность ванны для работника постоянно сохраняется на необходимом уровне.
- Универсальность установки. Для эффективной работы с гальваническим оборудованием его ширина не должна превышать оптимальное значение 600 мм. При большем значении воздушный факел ослабевает – его функции (всасывание вредных веществ, отталкивание капель) становятся недостаточно производительными. Если ванна имеет ширину больше 600 мм, следует просто устанавливать бортовые отсосы с обеих ее сторон. Ставить вентиляцию с трех и более сторон не имеет смысла, так как возникнут завихрения воздуха, ухудшающие вентилирование.
- Удобство использования. Расположение заборной щели бортового отсоса происходит на минимальном уровне над поверхностью гальванической ванны, что благоприятно сказывается на комфорте работы.
 Анодные и катодные штанги в таких условиях остаются чистыми, так как капли раствора не могут до них достать. В рабочей зоне факела могут располагаться подвесные крюки, в то время как анодные пластины необходимо размещать ниже уровня заборной щели.
Анодные и катодные штанги в таких условиях остаются чистыми, так как капли раствора не могут до них достать. В рабочей зоне факела могут располагаться подвесные крюки, в то время как анодные пластины необходимо размещать ниже уровня заборной щели.
- Экономичность эксплуатации. При использовании ванн с люками и поплавками экономичность работающей бортовой вентиляции повышается, так как объем отсасываемого воздуха уменьшается. Хотя простота обслуживания гальванической установки при этом ухудшается, оно остается на достаточно комфортно уровне, особенно в сравнении с опрокинутыми вентиляционными рукавами толщиной 100 мм, которые по ряду причин теряют былую актуальность.
Конструктивно опрокинутый отсос предполагает размещение над самим уровнем раствора, что влечет за собой сокращение расстояния между электродами. Вторая причина повсеместного отказа от опрокинутых отсосов – работник цеха получает ограниченный доступ для работы с электролитической ванной. Замена данного типа вентиляции на бортовые отсосы позволяет одновременно решить все эти неудобства, значительно расширяя эффективность гальванического производства.
Замена данного типа вентиляции на бортовые отсосы позволяет одновременно решить все эти неудобства, значительно расширяя эффективность гальванического производства.
Компания «ПластМастер» осуществляет доставку по Москве и всей России.
Гальванические ванны из нержавеющей и углеродистой стали
- Главная
- Продукция
- Гальваническое оборудование
 org/ListItem»>
Гальванические ванны
org/ListItem»>
Гальванические ванны
- Гальванические ванны из нержавеющей и углеродистой стали
Изготовление гальванической ванны из углеродистой стали | производство гальванической ванны из нержавеющей стали | изготовление гальванических ванн | гальваническая ванна из стали | изготовление гальванической ванны из углеродистой стали | производство гальванической ванны из металла | металлическая ванна для гальваники | изготовление гальванической ванны из нержавейки | металлическая ванна из металла | производство гальванических ванн из углеродистой стали | гальваническая ванна из углеродистой стали | гальваническая ванн из ст3
Гальваническая ванна— это емкость имеющая в себе рабочие жидкости в которых проходят гальванические процессы и являются одним из основных видов технологического оборудования в гальваники.
Применяемые гальванические ванны разнообразны, но ко всем применяется ряд требований:
- герметичность
- Устойчивость к электролитам
- Устойчивость к рабочей температуре
- Безопасность
Разнообразие применяемых устройств гальванических ванн и материалов из которых они изготавливаются определяются особенностями применяемых технологий процесса, имеющих в своем процессе охлаждение или подогрев электролита, смешивание, фильтрацию электролита, и.т.д
Специалисты нашей организации изготавливают нестандартные гальванические ванны из металла (нержавеющая сталь, углеродистая сталь). Марка стали из которой будет изготавливаться ванна выбирается исходя из применяемой технологий гальванического процесса на производстве. Гальванические ванны из металла как и ванны изготавливаемые из термопластичных материалов, могут комплектоваться дополнительным оборудованием в соответствии с требованиями заказчика.
- Гальванические ванны из углеродистой стали до сих пор являются распространённым материалом для изготовления корпусов ванн, футерованных термопластами.

- Гальванические ванны из нержавеющей стали хорошо применяются например для химического полирования в концентрированных кислотах, для изготовления ванн обезжиривания и горячей промывки.
Специалисты нашей компании изготовят под заказ гальваническую ванну из углеродистой или нержавеющей стали с применением дополнительного оборудования (нагревательные элементы, запорная арматура, змеевики, бортовые отсосы, уровнемеры, система вентиляции, шкаф управления, штуцера, фильтровальная установка и другое дополнительно оборудование по согласованию с заказчиком.
Эффективность общих гидрогальванических ванн для лечения хронической пояснично-крестцовой радикулопатии вследствие остеохондроза
1. Введение
Пояснично-крестцовая радикулопатия, вызванная остеохондрозом, является одним из
наиболее частые жалобы, связанные со здоровьем [1-3]. Эффективное управление этим
расстройство остается очень важной клинической задачей из-за его широкой распространенности. Лечение пациентов с пояснично-крестцовой радикулопатией обычно включает нестероидные препараты.
противовоспалительные препараты, антидепрессанты, опиоиды, миорелаксанты [4-6].Тем не менее, исследования показали, что нет убедительных доказательств того, что
эффективность большинства методов лечения, особенно при долгосрочном ведении. Некоторые исследователи
показали умеренную эффективность медикаментозного лечения. Лекарства считаются
терапия первого выбора для пациентов с пояснично-крестцовой радикулопатией, но
проблемы с неприятными побочными эффектами, такими как язва желудка, нефропатия,
прибавка в весе или отсутствие аппетита и так далее; не позволяют назначать препараты для
длительный период [6].У некоторых пациентов есть противопоказания, поэтому лечение
их вообще невозможно.
Лечение пациентов с пояснично-крестцовой радикулопатией обычно включает нестероидные препараты.
противовоспалительные препараты, антидепрессанты, опиоиды, миорелаксанты [4-6].Тем не менее, исследования показали, что нет убедительных доказательств того, что
эффективность большинства методов лечения, особенно при долгосрочном ведении. Некоторые исследователи
показали умеренную эффективность медикаментозного лечения. Лекарства считаются
терапия первого выбора для пациентов с пояснично-крестцовой радикулопатией, но
проблемы с неприятными побочными эффектами, такими как язва желудка, нефропатия,
прибавка в весе или отсутствие аппетита и так далее; не позволяют назначать препараты для
длительный период [6].У некоторых пациентов есть противопоказания, поэтому лечение
их вообще невозможно.
Этих проблем можно избежать с помощью немедикаментозных стратегий лечения, таких как
как физиотерапевтическая и бальнеологическая техника, специальные лечебные программы.
Гидро-гальванические ванны считаются эффективным средством для
немедикаментозное лечение пациентов с пояснично-крестцовой радикулопатией. Цель
этого исследования заключалась в оценке немедленных эффектов лечения и
изучить возможную эффективность немедикаментозной стратегии.Гидрогальваническая ванна — метод комбинированной
применение теплой пресной воды и электрического тока [7]. Это может быть выполнено как
общая или местная процедура. Используется при погружении всего тела в
специальная ванна для общей процедуры (рисунок 1).
Цель
этого исследования заключалась в оценке немедленных эффектов лечения и
изучить возможную эффективность немедикаментозной стратегии.Гидрогальваническая ванна — метод комбинированной
применение теплой пресной воды и электрического тока [7]. Это может быть выполнено как
общая или местная процедура. Используется при погружении всего тела в
специальная ванна для общей процедуры (рисунок 1).
Первое упоминание о Лечебное использование гидрогальванических ванн восходит к 1844 году [8,9]. Этот метод применялся как еще Илья Кабат, российский офтальмолог из Санкт-Петербурга военно-наземный госпиталь для лечения больных с глазными заболеваниями [9].В 1873 г. врач Карл Эмиль Шнее использовал местные гидро-гальванические ванны при лечении заболеваний суставов. на курорте Карлс плохой (см. рис. 2 и 3).
Позже, в 1883 году, Иоганн Штангер
и его сын Генрих предложили и обосновали потенциал для использования в лечении
больных ревматоидным и подагрическим артритами. Они внесли свой вклад в
популяризация и развитие метода. С тех пор, как термин «ванны Стангера» стал
широко используется в Европе. В середине ХХ века гидроэлектрические процедуры.
использовались при лечении различных заболеваний, таких как болезнь Паркинсона.
болезни, неврастения, бессонница, полинейропатия [10-13].Однако было очень
серьезные ограничения на использование метода, связанные с электрически небезопасным
оборудование и последующая угроза здоровью пациентов [14,15]. После,
были разработаны и техника, и техническое оснащение. Более безопасные материалы, такие как
Для изготовления ванн использовались мрамор, фаянс, пластик. Устройство для
Процедура была разработана с использованием изолированных электродов и преобразователя источника тока.
Несколько исследований показали эффективность гидро-гальванических ванн.
для лечения пациентов с ревматоидным и подагрическим артритом, фибромиалгией,
анкилозирующий спондилит и диабетическая ангиопатия [16-20].Тем не менее, сумма
научных публикаций и клинических исследований остается очень мало.
С тех пор, как термин «ванны Стангера» стал
широко используется в Европе. В середине ХХ века гидроэлектрические процедуры.
использовались при лечении различных заболеваний, таких как болезнь Паркинсона.
болезни, неврастения, бессонница, полинейропатия [10-13].Однако было очень
серьезные ограничения на использование метода, связанные с электрически небезопасным
оборудование и последующая угроза здоровью пациентов [14,15]. После,
были разработаны и техника, и техническое оснащение. Более безопасные материалы, такие как
Для изготовления ванн использовались мрамор, фаянс, пластик. Устройство для
Процедура была разработана с использованием изолированных электродов и преобразователя источника тока.
Несколько исследований показали эффективность гидро-гальванических ванн.
для лечения пациентов с ревматоидным и подагрическим артритом, фибромиалгией,
анкилозирующий спондилит и диабетическая ангиопатия [16-20].Тем не менее, сумма
научных публикаций и клинических исследований остается очень мало. Целью настоящего исследования было
оценить немедленную эффективность гидро-гальванических ванн у пациентов с пояснично-крестцовым отделом
радикулопатия. Проведено 10 сеансов общей гидро-гальваники.
ванны в испытании
пациенты с пояснично-крестцовой радикулопатией.
Целью настоящего исследования было
оценить немедленную эффективность гидро-гальванических ванн у пациентов с пояснично-крестцовым отделом
радикулопатия. Проведено 10 сеансов общей гидро-гальваники.
ванны в испытании
пациенты с пояснично-крестцовой радикулопатией.
2. Материал и методы
2.1. Материал
Это
исследование проводилось на базе отделений курортологии и неврологии Национального
Медицинский исследовательский центр реабилитации и курортологии с ноября 2016 г. по
Декабрь 2017 г.На данный момент это промежуточный этап перспектив,
рандомизированное исследование. Предполагается, что будет включено 60 пациентов (30
пациенты активной группы и 30 пациентов контрольной группы). С ноября 2016 г.
29 пациентов (20 женщин и 9 мужчин) с пояснично-крестцовой радикулопатией длительностью более
более 3 месяцев из-за остеохондроза были включены в проспективный
исследование гидрогальванических ванн.
Средний возраст (диапазон) пациентов составил 43 (25-65) лет. Пациенты с возникающими
инфекционные заболевания кардиостимулятора или других металлических имплантатов, а также сопутствующие
беременность, злокачественные новообразования или физиотерапия во время исследования были исключены.В
история болезни и предыдущее лечение были задокументированы (лекарства, физиотерапия,
или комбинация методов лечения). Двадцать девять пациентов были набраны в
В настоящем исследовании 1 случай был исключен (пациентка получила один
гидроэлектрическая процедура, после чего заболела инфекционным респираторным заболеванием.
болезнь). Гидро-гальванические ванны использовались как монотерапия без дополнительных
введение лекарств, но если пациенты получали какие-то лекарства, назначенные
перед процедурами гидро-гальванических ванн продолжали фармакологическую терапию.
Пациенты с возникающими
инфекционные заболевания кардиостимулятора или других металлических имплантатов, а также сопутствующие
беременность, злокачественные новообразования или физиотерапия во время исследования были исключены.В
история болезни и предыдущее лечение были задокументированы (лекарства, физиотерапия,
или комбинация методов лечения). Двадцать девять пациентов были набраны в
В настоящем исследовании 1 случай был исключен (пациентка получила один
гидроэлектрическая процедура, после чего заболела инфекционным респираторным заболеванием.
болезнь). Гидро-гальванические ванны использовались как монотерапия без дополнительных
введение лекарств, но если пациенты получали какие-то лекарства, назначенные
перед процедурами гидро-гальванических ванн продолжали фармакологическую терапию.
2.2. Клиническая оценка
Каждый субъект прошел клиническую
неврологическое обследование и заполнение визуальной аналоговой шкалы (ВАШ), DN4
анкета, Обнаружение боли, Индекс инвалидности Освестри (ODI), Опросник депрессии Бека (BDI) в
исходный уровень в конце лечения (последний день лечения) и 3 месяца
после окончания лечения. Анкета DN4 и Обнаружение боли включают:
вопросы для определения наличия и интенсивности невропатического компонента боли
синдром.ODI использовался для количественной оценки инвалидности из-за боли в пояснице и спине.
проблемы с точки зрения пациента. Самостоятельно заполненная анкета содержит
десять тем, касающихся интенсивности боли, подъема тяжестей, умения заботиться о себе,
способность ходить, способность сидеть, сексуальная функция, способность стоять, общение
жизнь, качество сна и возможность путешествовать. BDI использовался как диагностический тест
для измерения тяжести коморбидной депрессии. Он содержит 21 вопрос
относящиеся к симптомам депрессии, таким как безнадежность и раздражительность,
познания, такие как чувство вины или чувство наказания, а также физическое
такие симптомы, как усталость, потеря веса и отсутствие интереса к сексу.Эти весы
являются практичным, надежным и достоверным показателем физического и психического здоровья.
это можно сделать за десять-пятнадцать минут.
Анкета DN4 и Обнаружение боли включают:
вопросы для определения наличия и интенсивности невропатического компонента боли
синдром.ODI использовался для количественной оценки инвалидности из-за боли в пояснице и спине.
проблемы с точки зрения пациента. Самостоятельно заполненная анкета содержит
десять тем, касающихся интенсивности боли, подъема тяжестей, умения заботиться о себе,
способность ходить, способность сидеть, сексуальная функция, способность стоять, общение
жизнь, качество сна и возможность путешествовать. BDI использовался как диагностический тест
для измерения тяжести коморбидной депрессии. Он содержит 21 вопрос
относящиеся к симптомам депрессии, таким как безнадежность и раздражительность,
познания, такие как чувство вины или чувство наказания, а также физическое
такие симптомы, как усталость, потеря веса и отсутствие интереса к сексу.Эти весы
являются практичным, надежным и достоверным показателем физического и психического здоровья.
это можно сделать за десять-пятнадцать минут.
2.3. Процедура
Во время лечения у пациентов был погружен в полную ванну с пресной водой средней температуры (37-38 градусов Цельсия). градусов). Мы применили полное погружение в воду с головы до ног. Пациенты удалили весь металл предметы и украшения перед процедурой. Процедура была предоставлена текущим потоком происходит от 3 пар электродов.Электроды помещаются во внутреннюю ванну. стена поперек. Генератор создавал диадинамические токи с частотой 100 Гц. Сила тока постепенно увеличивалась до предела переносимость по показаниям пациента (в среднем 200–350 мА). Лечение было повторяется 10 сеансов по 5 сеансов в неделю с 2 выходными. Этот режим был практический график для пациентов.
2.4. Результат
Первичный результат: Первичный Результатом стало уменьшение болевого синдрома и улучшение сенсорных нарушений.
2.5. Этическое одобрение
Исследование было одобрено
Институциональный этический комитет Национального Медицинского
Научный центр реабилитации и курортологии. Перед исследованием пациенты давали свои
информированное согласие согласно Хельсинкской декларации.
Перед исследованием пациенты давали свои
информированное согласие согласно Хельсинкской декларации.
2.6. Статистический анализ
Переменные проверены на аномальное распределение с использованием непараметрических критериев.Соответствующие пары Вилкоксона тест использовался для изучения различий между исходным уровнем и окончанием лечения (14 th день) с p
3. Результаты
Все пациенты смогли прийти
все сеансы. Побочных эффектов от гидро-гальванических ванн в г.
настоящее исследование. Мы оценили немедленный эффект от гидро-гальванических ванн (
последний день лечения), потому что у нас нет данных, чтобы показать долгосрочные
эффективность.Полученные предварительные результаты свидетельствуют о том, что гидрогальваническая ванна
лечение оказало значительное влияние на уменьшение интенсивности боли (Ноцицептив
и невропатические компоненты), симптомы коморбидной депрессии, качество
улучшение жизни (таблица 1).
Лечебный эффект составил наблюдалось после процедуры 3 rd -4 th 24 пациента заметили сенсорное улучшение, которое наблюдалось при неврологическом осмотре после лечения.
4. Обсуждение
Результаты этого исследования подтверждают
эффективность гидроэлектрической терапии при пояснично-крестцовой радикулопатии.
отметил, что эффективность гидрогальванической ваннотерапии была
хорошо задокументированы, и мы можем сделать вывод, что эффекты, наблюдаемые при этом лечении
не связаны с плацебо [17-20]. В настоящем исследовании представлены предварительные результаты.
достигнуто при исследовании немедикаментозного метода в качестве монотерапии. Гидро
гальванические ванны облегчили боль в ногах, уменьшили симптомы депрессии и улучшили
качество жизни пациентов.Эти эффекты были положительно восприняты как
пациенты и врачи. Улучшение сенсорного дефицита, связанного с радикулопатией.
значительный терапевтический эффект. Однако механизм изнасилования
неясно. Считается, что он основан на синергетическом действии двух агентов:
теплая пресная вода и электрический ток. Насколько нам известно, у теплой воды есть два
основные эффекты: термические и механические. Оба эти фактора увеличивают
потенциал адаптивных реакций и тренировочный эффект на сердечно-сосудистую систему,
терморегулирующая и дыхательная системы [7,21].Кроме того, у некоторых авторов есть
заметил седативное действие воды индифферентной температуры [7,22]. Другой агент
лечебного действия — электрический ток. Современное техническое оснащение позволяет выбирать
любой вид тока. Мы применили диадинамический ток с частотой 100 Гц, потому что
противовоспалительного, обезболивающего и улучшения микроциркуляции.
что показали разные авторы [23-27]. На наш взгляд ключ
Преимущество общей гидро-гальванической ванны — большая лечебная
эффект за счет увеличения площади воздействия.Сенсорное улучшение вероятно
опосредовано изменением микроциркуляции и стимуляцией афферентных и
вегетативные нервы.
Считается, что он основан на синергетическом действии двух агентов:
теплая пресная вода и электрический ток. Насколько нам известно, у теплой воды есть два
основные эффекты: термические и механические. Оба эти фактора увеличивают
потенциал адаптивных реакций и тренировочный эффект на сердечно-сосудистую систему,
терморегулирующая и дыхательная системы [7,21].Кроме того, у некоторых авторов есть
заметил седативное действие воды индифферентной температуры [7,22]. Другой агент
лечебного действия — электрический ток. Современное техническое оснащение позволяет выбирать
любой вид тока. Мы применили диадинамический ток с частотой 100 Гц, потому что
противовоспалительного, обезболивающего и улучшения микроциркуляции.
что показали разные авторы [23-27]. На наш взгляд ключ
Преимущество общей гидро-гальванической ванны — большая лечебная
эффект за счет увеличения площади воздействия.Сенсорное улучшение вероятно
опосредовано изменением микроциркуляции и стимуляцией афферентных и
вегетативные нервы. Несмотря на разнообразные виды лечения пояснично-крестцового отдела
радикулопатия, это безопасное и эффективное консервативное лечение является проблемой для
клиницисты. Все пациенты нашего исследования длительное время лечились медикаментами.
В течение определенного периода времени большинство из них сообщали о серьезных побочных эффектах. Поэтому мы
обнаружили высокую приверженность пациентов к безмедикаментозному лечению.
Несмотря на разнообразные виды лечения пояснично-крестцового отдела
радикулопатия, это безопасное и эффективное консервативное лечение является проблемой для
клиницисты. Все пациенты нашего исследования длительное время лечились медикаментами.
В течение определенного периода времени большинство из них сообщали о серьезных побочных эффектах. Поэтому мы
обнаружили высокую приверженность пациентов к безмедикаментозному лечению.
5. Заключение и рекомендации
Исходя из этих результатов, гидро гальванические ванны оказались эффективными на пояснично-крестцовом отделе. радикулопатия вследствие остеохондроза. Как свидетельствуют наши результаты, гидрогальваническая ванна Терапия играет свою роль в консервативном ведении таких пациентов. необходимы испытания для определения долгосрочной эффективности и сравнения результатов гидроэнергетики. пациенты гальванической ванны с контрольной группой только пациенты, получающие медикаментозное лечение.
6. Отчет о финансировании
Отчет о финансировании
Авторы не получали финансовых поддержка исследования, авторства и публикации этой статьи.
7. Конфликт интересов
Мы заявляем об отсутствии конфликта интересов интерес.
ГАЛЬВАНИЧЕСКАЯ ВАННА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАПОЛНЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Настоящее изобретение относится к гальваническим ваннам для электролитического осаждения композиционного материала на основе золота, меди и кадмия, содержащего в цианидной форме золото, медь и кадмий.Оно также относится к способу гальванического осаждения композиционного материала на подложку, а также к детали, содержащей покрытие из такого композиционного материала.
Сплавы на основе золота, меди и кадмия, содержащие предпочтительно более 50% золота, используются во многих областях, особенно в области изготовления часов для украшения, ювелирных изделий или электроники для изготовления контактов.
Эти сплавы могут быть нанесены на подложку гальваническим способом с помощью гальванической ванны, в которую помещается подложка.
Исследования по улучшению свойств этих сплавов продолжаются в зависимости от области их использования. В частности, необходимо уменьшить коэффициент трения или удельное сопротивление, чтобы увеличить электропроводность сплава.
Решение для нанесения слоя меди гальваническим путем с улучшенными свойствами, например, описано в публикациях WO 2008/063148 или US 2007/0199826. В этих документах описывается приготовление гальванической ванны на основе меди и однослойных углеродных нанотрубок в кислой среде для получения композиционного материала.Однако в этих публикациях описываются ванны, содержащие множество добавок, которые могут вызывать паразитные реакции, вредные для свойств нанесенного композитного материала. Кроме того, если присадки, присутствующие в ванне, разлагаются, ванна может перестать работать и ее необходимо заменить. Кроме того, в известных способах используется множество предварительных обработок ванн, таких как термообработки, которые требуют больших затрат энергии.
Соответственно, целью настоящего изобретения является предложение гальванической ванны, с помощью которой можно получить материал на основе золота, меди и кадмия с улучшенными свойствами.
Другой целью настоящего изобретения является предложение способа гальванического осаждения материала на основе золота, меди и кадмия, который является простым и экономичным.
Для этой цели и согласно настоящему изобретению предлагается гальваническая ванна для электролитического осаждения композиционного материала на основе золота, меди и кадмия, содержащего в цианидной форме золото, медь и кадмий.
Согласно изобретению указанная гальваническая ванна имеет pH более 7 и дополнительно содержит углеродные нанотрубки.Кроме того, он не содержит поверхностно-активных веществ, используемых для диспергирования углеродных нанотрубок.
Настоящее изобретение также относится к способу гальванического осаждения композиционного материала на подложку, включающему этапы:
- приготовление ванны, как определено выше,
- обработка указанной ванны ультразвуком,
- электролиз в указанная ванна содержит анод и подложку, образующую катод,
указанный способ не включает стадию предварительной термической обработки ванны.
Настоящее изобретение также относится к детали, имеющей удельное электрическое сопротивление менее 10 мОм, включающей гальваническое покрытие из композитного материала, содержащего от 55% до 80% по массе золота, от 10% до 30% по массе. по весу меди, от 5% до 10% по весу кадмия и от 0,1% до 5% по весу углеродных нанотрубок в расчете на общую массу композитного материала.
Указанная часть может содержать подслой, содержащий никель и от 1% до 20% по весу фосфора, и подвергнутый термообработке при температуре в пределах 200 ° C.и 500 ° C.
Изобретение будет лучше понято после прочтения следующего описания варианта осуществления, приведенного в качестве примера и сделанного со ссылкой на чертежи, на которых:
ФИГ. 1 и 2 иллюстрируют коэффициент трения для осаждения золота и кобальта с углеродными нанотрубками и без них, а также для осаждения золота, меди и кадмия с углеродными нанотрубками и без них, соответственно, и
Фиг. 3 и 4 иллюстрируют удельное сопротивление для осаждения золота и кобальта с углеродными нанотрубками и без них, а также для осаждения золота, меди и кадмия с углеродными нанотрубками и без них соответственно.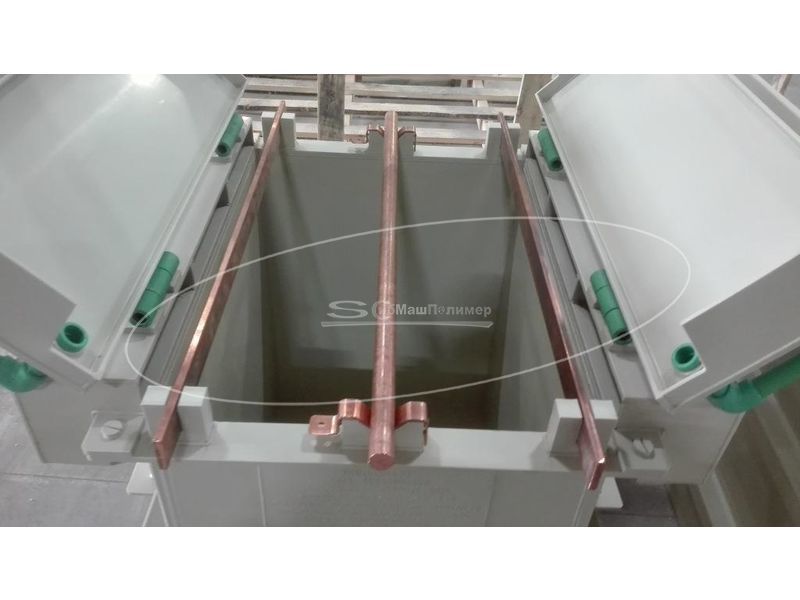
Описана гальваническая ванна для электролитического осаждения композиционного материала на основе золота, меди и кадмия, содержащего в цианидной форме золото, медь и кадмий. Согласно изобретению указанная гальваническая ванна дополнительно содержит углеродные нанотрубки.
Предпочтительно углеродные нанотрубки представляют собой многослойные углеродные нанотрубки. Преимущественно они имеют длину от 0,5 мкм до 10 мкм и диаметр от 5 нм до 20 нм. Предпочтительно, чтобы их длина составляла от 0 до 0 мм.От 5 мкм до 10 мкм и диаметром от 7 нм до 15 нм.
Предпочтительно гальваническая ванна согласно изобретению содержит от 0,5 г / л до 20 г / л металлического золота и более предпочтительно от 3,5 г / л до 8 г / л металлического золота, от 6 г / л до 70 г. / л металлической меди и более предпочтительно от 20 г / л до 35 г / л металлической меди, от 0,3 г / л до 5 г / л металлического кадмия и более предпочтительно от 0,6 г / л до 1,5 г / л металлический кадмий и от 0,5 г / л до 20 г / л углеродных нанотрубок, и более предпочтительно от 0. От 5 г / л до 15 г / л углеродных нанотрубок, чтобы получить композитный материал, содержащий от 55% до 80% по весу золота, от 10% до 30% по весу меди, от 5% до 10% по весу. кадмия и от 0,1% до 5% по весу углеродных нанотрубок в расчете на общую массу композитного материала.
От 5 г / л до 15 г / л углеродных нанотрубок, чтобы получить композитный материал, содержащий от 55% до 80% по весу золота, от 10% до 30% по весу меди, от 5% до 10% по весу. кадмия и от 0,1% до 5% по весу углеродных нанотрубок в расчете на общую массу композитного материала.
Предпочтительно полученный композитный материал содержит от 55% до 75% по весу золота, от 15% до 25% по весу меди, от 8% до 10% по весу кадмия и от 0 до 0%.1% и 5% по весу углеродных нанотрубок в расчете на общую массу композитного материала.
Особенно выгодно, чтобы металл использовался в цианидной форме, так что согласно изобретению указанная гальваническая ванна имеет pH более 7. Предпочтительно pH гальванической ванны согласно изобретению больше чем 9, и более предпочтительно составляет от 9 до 11 и еще более предпочтительно составляет от 9,5 до 10,5, с предпочтительно плотностью тока от 0.От 6 А · дм 2 до 1,5 А · дм 2 и при температуре от 45 ° C до 75 ° C, предпочтительно от 60 ° C до 65 ° C.
Гальваническая ванна согласно изобретению может дополнительно содержать от 3 г / л до 50 г / л свободного цианида калия и предпочтительно от 20 г / л до 30 г / л свободного цианида калия, так что общее количество цианида составляет от 1 до 200 г / л. л.
Гальваническая ванна может также содержать органический комплексообразующий агент гидроксиалкиламино-дикарбоксилатного типа общей формулы
, в которой R представляет собой алкиленовую группу с 1-4 атомами углерода, а M представляет собой ионы, выбранные из группы содержащий ионы натрия, калия и аммония в количестве от 5 г / л до 100 г / л.
Гальваническая ванна может также содержать смачивающий агент, такой как амидопропилдиметиламиноксиды жирных кислот согласно следующей общей формуле.
, где X представляет собой число от 11 до 17 в количестве от 0,01 мл / л до 50 мл / л.
Гальваническая ванна может также содержать неорганический отбеливатель в форме растворимых солей или комплексов селена, теллура, ванадия, мышьяка или их смеси в количестве от 0 до 0.01 мг / л и 100 мг / л.
Гальваническая ванна может также содержать деполяризатор, такой как тиосульфат натрия или производные тиоалкансульфоновой или тиокарбоновых кислот, такие как, например, меркаптоянтарная кислота, в количестве от 2 мг / л до 20 мг / л.
Полученная гальваническая ванна предпочтительно имеет плотность в градусах Боме между 12 ° Боме и 32 ° Боме и предпочтительно между 12 ° Боме и 20 ° Боме.
Таким образом, гальваническая ванна согласно изобретению может содержать:
- от 1 г / л до 20 г / л золота в форме цианидного комплекса,
- от 6 г / л до 70 г / л. л меди в виде цианидного комплекса,
- из 0.От 3 г / л до 5 г / л кадмия в форме цианида или органического комплекса,
- от 0,5 г / л до 15 г / л углеродных нанотрубок,
- от 3 г / л до 50 г / л свободный цианид калия,
- от 1 г / л до 200 г / л общего цианида,
- от 5 г / л до 100 г / л органического комплексообразователя,
- от 0,01 мл / л до 50 мл / л смачивающий агент
, а также необязательно - от 0,01 до 100 мг / л отбеливателя
- от 2 до 20 мг / л деполяризатора.
В соответствии с изобретением указанная гальваническая ванна не содержит какого-либо поверхностно-активного вещества, используемого для диспергирования углеродных нанотрубок.
Таким образом, отсутствует риск разложения таких веществ и ухудшения качества ванны.
Гальваническую ванну согласно изобретению применяют в способе гальванического осаждения композитного материала на подложку, включающем этапы:
- приготовление ванны, как описано выше,
- обработка указанной ванны ультразвуком, ,
- , электролиз в указанной ванне, содержащей анод и подложку, образующую катод,
указанный способ, не содержащий какой-либо стадии предварительной термической обработки ванны или углеродных нанотрубок.
Способ согласно изобретению также не включает никакой предварительной кислотной обработки углеродных нанотрубок.
Способ согласно изобретению также не включает никаких стадий добавления поверхностно-активного вещества, используемого для диспергирования углеродных нанотрубок.
Обработка ванны ультразвуком проводится в течение от 2 до 24 часов.
Во время электролиза ванна обычно подвергается механическому перемешиванию при температуре в пределах 45 ° C.и 75 ° C. Плотность тока предпочтительно составляет от 0,6 А · дм 2 до 2 А · дм 2 и более предпочтительно от 0,6 А · дм 2 до 1,5 А · дм 2 .
Анод предпочтительно представляет собой анод из платинированного титана или любой другой подходящий анод.
Катод образован подложкой, на которую должен быть нанесен композитный материал. Эта подложка может быть металлической или любой подходящей подложкой и может быть подвергнута различным подходящим поверхностным обработкам.
Преимущественно возможно осаждение материала нанотрубок золото / медь / кадмий / углеродные нанотрубки на подслой на основе никеля и фосфора, содержащий от 1 до 20% по весу фосфора, а предпочтительно от 10 до 15% по весу. фосфора. Подслой также был подвергнут термообработке при температуре от 200 ° C до 500 ° C в течение одного часа, а предпочтительно от 250 ° C до 300 ° C. Такое сочетание дает возможность получения деталей. имеющий гальваническое покрытие из композитного материала нанотрубок золото / медь / кадмий / углерод с низкими коэффициентами трения (менее 0.2 мкм) и обладающие повышенной износостойкостью (+ 200%).
Толщина осажденного композиционного материала предпочтительно составляет от 100 нм до 10 мкм и более предпочтительно от 0,5 мкм до 10 мкм.
Способ согласно изобретению дает возможность получить деталь с удельным электрическим сопротивлением менее 10 мОм, содержащую гальваническое покрытие из композитного материала, содержащего от 55% до 80% по массе золота, от 10% до 30%. по весу меди, от 5% до 10% по весу кадмия и от 0 до 0% по весу.1% и 5% по весу углеродных нанотрубок в расчете на общую массу композитного материала. Преимущественно деталь согласно изобретению имеет удельное электрическое сопротивление менее 5 мОм.
Эта деталь может использоваться, например, в производстве часов для украшения, ювелирных изделий или электроники для изготовления электрических контактов. Более конкретно, изобретение может быть применено к частям внутреннего часового механизма, к колесам часового механизма, к пластинам, к внешним частям, электрическим контактным дорожкам, вилкам, интегральным схемам, розеткам или другим электрическим / электронным схемам, позволяющим пропускать электрический ток.
Следующие ниже примеры проиллюстрированы в настоящем изобретении, но не ограничивают его объем.
Ванну согласно изобретению приготовили по следующему составу:
| Золото в форме цианидного комплекса | 4 | г / л | |||
| Медь в форме цианидного комплекса | 60 | г / л | |||
| Кадмий в форме цианида | 0.6 | г / л | |||
| Свободный цианид калия | 25 | г / л | |||
| Калиевая соль гидроксиэтиламино-диуксусной кислоты | 20 | г / л | Wetting агентов : насыщенная жирная кислота | 5 | мл / л |
| амидопропилдиметиламиноксиды (с 11-17 атомами углерода) | |||||
| Карбонат калия | 20 | г / л | 9027 нанотрубок углерода | 2 | г / л |
| pH = 10.5 | |||||
Во время электролиза ванна обычно подвергается механическому перемешиванию при температуре 65 ° C и плотности тока 0,8 А · дм 2 .
Время наложения 4 минуты.
Для сравнения приготовлена ванна на основе золота и кобальта следующего состава:
| Золото в виде цианидного комплекса | 4 | г / л | |
| Кобальт в форме цитрата | 1.5 | г / л | |
| Цитрат натрия | 150 | г / л | |
| Углеродные нанотрубки | 2 | г / л | смачивающий агент / л |
| pH = 10,5 |
Во время электролиза ванна обычно подвергается механическому перемешиванию при температуре 35 ° C., с плотностью тока 0,8 А · дм 2 .
Время наложения 4 минуты.
Пластины из латуни 5 см 2 подвергались электролизу в этих ваннах.
Латунные пластины могут быть уже покрыты никелем. Такая предварительная обработка позволяет защитить электролиты во время введения деталей (растворение меди и никеля). Эта обработка может также привести к отвердеванию предлагаемой основы. Однако эта предварительная обработка не является обязательной.
Композиционные материалы, наплавленные для плотности тока 0.8 A · dm 2 в течение 4 минут при 65 ° C имеют следующий состав:
| Золото | 58% | |
| Медь | 33% | Кадмий | 8% |
| Нанотрубки | 1,9% | |
Испытания на трение проводятся с помощью трибометра.
Трибометр рассчитывает коэффициент трения μ с помощью измеренной тангенциальной силы, которая определяется отношением тангенциальной силы к нормальной силе для массы, приложенной к отложениям, равной 5N.
Результаты показаны на фиг. 1 и 2, коэффициент трения измеряется после 400 оборотов притирки.
График А на фиг. 1 соответствует сплаву золото / кобальт, а график B на фиг. 1 соответствует композитному материалу золото / кобальт / многослойные углеродные нанотрубки.
График C на фиг. 2 соответствует сплаву золото / медь / кадмий, а график D на фиг. 2 соответствует композитному материалу золото / медь / кадмий / многослойные углеродные нанотрубки.
РИС.1 и 2 показывают, что неожиданно и неожиданно использование многослойных углеродных нанотрубок в покрытии золото / медь / кадмий дает возможность снижения коэффициента трения, в то время как этот коэффициент увеличивается в случае материала золото-кобальт.
Еще одно испытание было проведено путем обеспечения под слоем композитного материала золото / медь / кадмий / многослойных углеродных нанотрубок подслоя на основе никеля и фосфора (12% по весу), прошедшего термообработку при температуре 250 ° С. С.и 300 ° C в течение одного часа. Затем коэффициент трения покрытия из композитного материала золото / медь / кадмий / многослойные углеродные нанотрубки дополнительно снижается на 0,15 мкм.
Материал с более низким коэффициентом трения, как правило, проявляет лучшую способность к смазке при напряжениях трения. При использовании такого материала это выражается в значительном снижении требуемой / затрачиваемой энергии при использовании системы.
Были также проведены измерения износостойкости на общей дистанции скольжения 314 м путем измерения изношенной канавки, образовавшейся во время испытания на трение.Для меди в сплаве золото / медь / кадмий толщиной 6 мкм измеренная глубина изношенной канавки составляет 3 мкм. Для покрытия из сплава золото / медь / кадмий / многослойные углеродные нанотрубки толщиной 2 мкм измеренная глубина изношенной канавки составляет 1 мкм. Для покрытия из сплава золото / медь / кадмий / многослойных углеродных нанотрубок толщиной 2 мкм, нанесенного на подслой никеля и фосфора (12% по весу), подвергнутого термообработке при температуре 250 ° C. … и 300 ° C в течение одного часа, глубина измеренной канавки износа равна 0.
Измерения трибосопротивления также проводились с помощью трибометра.
Результаты показаны на фиг. 3 и 4, удельное сопротивление измеряется после 400 оборотов притирки.
График E на фиг. 3 соответствует сплаву золото / кобальт, а график F на фиг. 3 соответствует композитному материалу золото / кобальт / многослойные углеродные нанотрубки.
График G на фиг. 4 соответствует сплаву золото / медь / кадмий, а график H на фиг. 4 соответствует композитному материалу золото / медь / кадмий / многослойные углеродные нанотрубки.
Удельное сопротивление составляет квази 4 мОм для композитного материала, полученного согласно изобретению, в то время как для материала на основе золота и кобальта оно составляет 800 мОм.
Этот эффект тем более неожидан, что заявка WO 2008/063148 описывает, что многослойные углеродные нанотрубки в медных сплавах обладают низкой электропроводностью.
Гальванические ванны согласно изобретению позволяют получать детали с улучшенными свойствами. Примечательно, что удельное сопротивление уменьшается и предпочтительно составляет менее 5 мОм, а коэффициент трения уменьшается.
Четырехэлементная гальваническая ванна, 4 * Hvězda Health Spa Hotel, Ensana
Электротерапия проводится физиотерапевтом или обученной медсестрой. Обычно это длится несколько минут (до 20), только постоянному току нужно довольно продолжительное время, чтобы действовать — от 30 до 60 минут. Электротерапию можно комбинировать с ультразвуком, и она наиболее эффективна, если проводится несколько раз. Частота и продолжительность применения должны быть назначены врачом, а также точный вид тока, способ его применения и т. Д.Некоторые токи прикладываются с помощью пластинчатых электродов, помещенных во влажные защитные оболочки на вашу кожу и закрепленных ремнями, в то время как другие лучше использовать с присосками, ручками или кнопочными электродами. Эффект вакуума, создаваемый присосками, может чередоваться, поэтому микромассаж подлежащей ткани улучшает кровообращение и приток в нее кислорода.
Рекомендуется для:
Заболевания опорно-двигательного аппарата, ортопедическая реабилитация и реабилитация после несчастных случаев, неврологические заболевания, сосудистые заболевания конечностей
Не рекомендуется для:
Металлические имплантаты — кардиостимуляторы, эндопротезы суставов, винты и т. Д.на текущем пути инфекционные заболевания, лихорадка, острое воспаление, нелеченная или неконтролируемая гипертензия, эпилепсия (следует избегать шеи, возможно в других местах), острый тромбоз, флебит, язвы на ногах и другие дефекты кожи, недержание мочи, беременность, нестабильный диабет, психоз, злоупотребление алкоголем или наркотиками, тяжелые сердечно-сосудистые заболевания, злокачественные опухоли (в месте применения, возможно в другом месте) и заболевания крови
Возникновение жуткого терапевтического лечения под названием электрическая ванна
Изображение электробани высокого напряжения. (Double-M / Flickr)
Говорят, что в период с начала до середины викторианской эпохи врачи широко использовали электрическую ванну для лечения. С этой целью использовался электрический аппарат высокого напряжения, который пропускал электричество через тело пациента для лечения некоторых заболеваний.
Когда аппарат активирует энергию, он создает электрический заряд внутри тела пациента. Идея заключалась в том, чтобы помочь вылечить определенные болезни.
Электрификация пациента электродами и водойЗолотая птица. (Associated Medical Journal)
Как однажды сказал британский врач Голдинг Бёрд, в викторианскую эпоху было обычным делом наэлектризовать пациента, если его недуг не поддавался никакому лечению. Затем он сказал, что вместо того, чтобы использовать четко определенную систему, врачи его эпохи больше интересовались лечением с помощью электрической ванны.
Доктор Бёрд был известен своими работами в области использования электричества в медицине и связанной с этим области электрохимии.
Для обычных людей, однако, понятие электротерапии кажется жутким терапевтическим лечением или даже пыткой.По словам практикующих врачей викторианской эпохи, металлические электроды под напряжением внутри небольшого бассейна могут излечить пациента. Проще говоря, это называется электрическая ванна.
Люди обычно боятся смешивания электричества и воды. Несмотря на то, что этот метод лечения кажется жутким, похоже, он работает.
Первое зарегистрированное лечение с использованием электричестваПо-видимому, в 1767 году в лондонской больнице Миддлсекс было проведено первое зарегистрированное лечение с использованием электричества.Для лечения использовался специальный аппарат. Спустя несколько лет больница Святого Варфоломея приобрела аналогичное устройство для лечения пациентов.
Концепция электрической ванны, также известная как электротерапия, не является чем-то необычным в Японии. На протяжении веков японцы использовали эту терапию как альтернативный метод лечения. Концепция электротерапии, получившая название «denki buro», стала общепринятой в Японии культурой с 1920-х годов. Даже сегодня Денкибуро можно найти в нескольких японских банях.
Denki buro — это небольшой бассейн с металлическими электродами, находящимися под напряжением, которые пропускают слабый электрический ток внутрь человеческого тела. Электрический ток вызывает легкие сотрясения внутри тела. Это заставляет мышцы сокращаться и вызывает ощущение покалывания в теле человека.
Преимущества электротерапииЭлектротерапия дает несколько преимуществ. Некоторые из преимуществ включают расслабление при болях в спине, мышцах, ревматизме и спондилите. Хотя это и не доказано научно, электрическая ванна также помогает при головных болях, мигрени и расстройствах, таких как нервный срыв и нервно-мышечная дисфункция.Поскольку электрическая энергия от электродов стимулирует нервы человека. Затем он передает сигналы от пораженных участков в мозг, чтобы обезвредить или заблокировать боль.
Мужчина принимает гидроэлектрическую ванну для лечения обеих ног и правой руки. (Коллекция Wellcome)
Чтобы не испытать потрясений в жизни, количество электричества, которое фактически используется в электрических ваннах, достаточно для стимуляции мышц. Также существуют различные факторы, от которых зависит воздействие стимуляции или шока.
Два ключевых фактора электротерапииЕсть два ключевых фактора, которые вызывают электричество, чтобы стимулировать или шокировать пациента. Первый фактор — это минеральный состав воды. Фактор два зависит от того, насколько близко пациент подходит к электродам в воде.
Однако, вообще говоря, выходная частота электродов может составлять от 50 Гц до 1 кГц, а выходное напряжение может составлять от 3 до 10 В. Наконец, выходной ток может составлять от 1 до 10 мА.
ФранклинизацияЭтот вид электрической ванны или электротерапии стал известен в Соединенных Штатах Америки как Франклинизация благодаря Бенджамину Франклину.
Этот метод лечения был наиболее популярен в США в середине 18-го и начале 19-го веков. Доктор Голдинг Берд, который был связан с больницей Гая, сделал процесс лечения мейнстримом в США.
Медицинское оборудование другого типа в СШАВ США неврологи и другие практикующие врачи использовали другой тип медицинского устройства для приведения в действие электрической ванны. Они использовали устройство, которое назвали электрической машиной трения.
В этом процессе пациент сидел на деревянном стуле, и оба были изолированы от земли с помощью платформы со стеклянными ножками. В качестве альтернативы пациента заставляли лечь рядом с устройством.
Затем с помощью прямого подключения пациента заряжали статическим электричеством. В качестве альтернативы, с помощью системы электростатической индукции большой электрод можно было бы держать близко к телу пациента.
Такое лечение может длиться несколько часов, и обычно электрическое напряжение, прикладываемое к телу пациента, составляет 30–50 кВ.В этом процессе пациент будет купаться в электричестве в темной комнате, чтобы не касаться его волос конечностями.
От этого вида лечения у пациента стало тепло и пот. Его пульс тоже сильно учащался, а волосы у пациента обычно встают дыбом.
Другие виды процедур с электробанойВ медицинском мире существовали и другие виды лечения электрическими ваннами. Одним из таких видов лечения была гальваническая ванна.В этой процедуре использовались нежные электрические волны и вода. Врачи заставляли пациента лечь в воду, нагретую до 34 градусов по Цельсию. Затем электрические волны мягко пропускались через систему пациента.
Этот вид лечения был более эффективен при таких заболеваниях, как воспалительный артрит и проблемы с суставами.
В некоторых других видах лечения пациенты получали лечение с погружением всего тела. Тело пациента полностью погружалось в воду.Затем была также система четырехкамерных гальванических ванн, которая якобы улучшает кровообращение, уменьшает боль и приносит пользу пациентам с ревматоидным артритом.
Гидроэлектрическая ванна, 1892 г. (Wellcome Collection)
Клиники в США рекламируют электрические ванныВ течение 1900-х годов в США было довольно много клиник, предлагавших эти электрические ванны. Они даже рекламировали эти ванны в форме увлекательных газетных объявлений.
Одна из таких клиник под названием Sylvan Electric Baths, расположенная в центре Бруклина, в 1900 году рекламировала, что ее ванны лучше, чем горячие источники. В рекламе клиники утверждали, что электрические ванны могут вылечить такие болезни, как нервозность, подагра, радикулит и ревматизм.
Рекламы, появившиеся позже, даже утверждали, что ванны вымывают токсины из организма, открывая поры.
К 1915 году компания Sylvan Electric Bath Company расширила свою деятельность до торговых точек.Довольно много людей, которые посещали ванны этих клиник, включая женщин, страдающих нервными заболеваниями, такими как истерия, депрессия, обмороки и некоторые другие неврозы.
Электрические ванны работали не всегдаОднако не всегда электрические ванны помогали. Сообщалось о нескольких случаях смерти от ванн. Некоторые из них произошли из-за самоубийств, другие — из-за плохого обращения и ухода. В конце концов в 1933 году клиника закрыла магазин.
В исследовательской статье авторы AW Beveridge и EB Renvoize сказали, что такие клиники изначально с большим энтузиазмом начали применять электрические ванны.Однако, когда они не дали результатов, они отказались от процесса обработки в электрической ванне.
Таким образом, использование электротерапии в лечении в виде электрических ванн в 18, 19 и 20 веках постепенно сокращалось и, в конце концов, прекратилось.
Понравилась статья? Также ознакомьтесь с «Трепанацией: необычная медицинская процедура высверливания отверстия в черепе».
Анализ фактов:
STSTW Media стремится предоставлять точную информацию путем тщательного исследования.Однако что-то может пойти не так. Если вы сочтете приведенную выше статью неточной или предвзятой, сообщите нам об этом по адресу [email protected].
| T h e гальваническая ванна i n du stry потенциально является источником […] остатков и сточных вод с высоким содержанием тяжелых металлов. cprac.org | Las i nd ustri as de baos galvnicos c on sti tuyen , Potencialmente, […] una fuente de generacin de остатков и остатков aguas […]с концентрированным содержанием металлических песадо. cprac.org |
Типичные примеры: регулировка моющего средства в […]промышленная стирка, […] регулировка degrea si n g ванны , r например ulatio n o f galvanic c he вскипание молока, проверка […]удобрения в оросительных системах и др. deltaohm.com.br | Ejemplos tpicos: контроль детергентов […]en lavados […] Industriales, con tr ol d e baos d esen gr asantes, con tr ol d e baos galvnicos , c c ompro c ompro […]la leche, компробацин […]de Ferizantes en sistemas de irrigacin и т. Д. deltaohm.com.br |
Применение вещества […] / the prepara ti o n Гальваническая ванна Ma производитель / поставщикwieland-dental-systems.com | Utilizacin del producto / […] de la el abora ci n Bao galvnico Fab rican te / distribuidorwieland-dental-systems.com |
Вещество непосредственно используется в качестве ингибитора коррозии в травильных растворах в . […]технических чистящих средств для обработки металлических поверхностей, […] как brightene r i n гальванические ванны a n d в органической краске […]съемников. eur-lex.europa.eu | La sustancia se utiliza directamente como Inhibidor de la Corrosin en soluciones decapantes, en productos tcnicos de […]limpieza para el tratamiento de superficies metlicas, […] como ab ri llant ado r e n baos g alvnicos y en deca pa ntes […]orgnicos. eur-lex.europa.eu |
| защищенный wi th a гальванический z in c ванна o fron. agfri.com | Estn prote gi dos c on un bao galvnico d e zi nc d e 12 мкм. agfri.com |
Работа этой установки показывает […] что компании в t h e гальваническая ванна s e ct или может предложить […]высококачественный, конкурентоспособный сервис с использованием незагрязняющего процесса с низким расходом воды. cprac.org | Функциональная возможность установки демоверсии ке лас empre sa s […] del s ecto r de los baos galvnicos pued en o fr ecer un […]конкурентных услуг и медианосителя ла апликацин процессов без контаминантов и бахо консумо де агуа. cprac.org |
Дизайн имитационного инструмента для исследования CD-CD […] преобразователи с ho u t Galvanic i s ol ation.utm.mx | Desarrollo de una herramienta de Simulacin para el Estudio de […] Преобразователи C D- CD sin ai sl amien в Galvanico .utm.mx |
Малый электрохимический потенциал […] разность замедляется t h e гальваническая c o rr Изоляция алюминия.atotech.com | La pequea diferencia de Potencial electroqumico […] ralentiza l a cor ros in galvnica del al umini o .atotech.com |
Совместимость с любой нейтральной системой […] устройство nt s ( гальваническое i s ol ation).socomec-ups.co.in | Compatibilidad con cualquier Disposicin […] de Neutro ( aisl amie nt o galvnico) .socomec-ups.co.in |
| Гальванический i s ol между первичной обмоткой и […] вторичных цепей. zensol.com | A — это lami en to galvnico en tr e lo s ci rc uitos […] primarios y secundarios. zensol.com |
Выпарить элюат до […] сухость с использованием a s te a m ванна o r i n роторный испаритель.eur-lex.europa.eu | Evaporar el eluyente hasta […] desec ac in c on un bao de va por o e n un rotavapor.eur-lex.europa.eu |
Выпарить этилацетатный экстракт до […] сухости с использованием w при e r — ванна ( f um e шкаф).europarl.europa.eu | Экстракт ацетата этила […] испаритель s eque папа al bao ma ra (en un a vitrina).europarl.europa.eu |
Поместите […] мягкий коврик в t h e ванна a n d прижать.wellnessproducts.ch | Coloque la es tera en la baera y pre sine la bien. wellnessproducts.ch |
| Нагрейте в кипящей ванне w при e r ванне f o r в час и […] затем промойте шток воронки несколькими миллилитрами воды. eur-lex.europa.eu | C ale nta r a l bao m ar a h irvie nd o durante […] una hora y lavar acontinacin con varios ml de agua el vstago del embudo. eur-lex.europa.eu |
Изготовление полного спектра металлов и сплавов как […] Defense aga в с t гальванический a c ti on.armstronginternational.com | Fabricacin en una ampia gama de metales y aleaciones […] para ev it ar la ac ci n galvnica .armstronginternational.com |
Простота в обращении и фиксация для […] пользователи благодаря i t s гальванический i s ol действия и защита […]от перенапряжения. photowatt.com | Son seguros y fciles de manejar gracias […] a su ai slami ent o galvnico y su prot ec cin contra […]excesivamente altas натяжения. photowatt.com |
Входы соединены трансформатором по сопротивлению […] соответствие a n d гальваническое i s ol ation.resource.boschsecurity.com | Las entradas estn acopladas por transformador para igualar la impedancia y […] Consuguir UN ai slam ient o galvnico .resource.boschsecurity.com |
Если используется этот носитель, он абсолютно необходим […] использовать opt o o r гальванический i s ol ation где […]кабель входит в шкаф. nojapower.com | Si este medio es usado, es […] absolutamente es encia l usar a islam ie nto opto […]o galvanizada en donde el cable entra al cubculo. nojapower.es |
| Гальванический с e па Соотношение аналоговых сигналов […] и измерение плавающих сигналов. prelectronics.co.uk | S epa rac дюйм galvnica de se эль и algicas […] y Medida de Seles Libres de Potencial. prelectronics.es |
Один из способов защитить ваше оборудование […]против вышеуказанных проблем — использовать […] продукты, которые pro vi d e гальванический i s ol связь между всеми […]различных интерфейсов связи и источника питания. вестермо.ком: 80 | Una manera de proteger sus equipos de estos […]проблемы, связанные с использованием продуктов […] garanticen el aisl ami ent o galvnico e ntr e t odas la s интерфейсы […]de comunicaciones y con la alimentacin elctrica. westermo.com:80 |
Поверхность рессор не должна быть […] покрытый гальванический м слой.eur-lex.europa.eu | La superficie de los muelles no podr estar […] recubierta de una c apa m et lic a galvnica .eur-lex.europa.eu |
Соединение труб / трубок в коллекторах разнородных […] материалы май па гальваническийarmstronginternational.com | Unir tuberas y tubos en colectores de different materiales puede […] produc ir una acc i n galvnica .armstronginternational.com |
| МОДУЛЬНЫЙ ДАТЧИК ТЕМПЕРАТУРЫ ДЛЯ ДАТЧИКА PT100 С ВХОДОМ / ВЫХОДОМ И МОЩНОСТЬЮ SU PP L Y GALVANIC S E PA deltacom.br | МОДУЛЬНЫЙ ДАТЧИК ТЕМПЕРАТУРЫ HD 688T PARA SENSOR PT100 CON SEPARACION GALVANICA ENTRADA / SALIDA deltaohm.com.br |
| Это поможет до ve n t гальванических c o rr osion, когда соленый […] или кислые растворы. unimac.com | Esto prevendr la cor rosi n galvnica cu ando hay an presentes […] soluciones salinas o cidas. unimac.com |
Получите свой […] ребенок принимает co o l ванна o r u se прохладные компрессы […]на обгоревшем участке. brunswickcommunityhospital.org | Dle a su hi jo un bao fr o o uti li ce compresas […] fras sobre la zona quemada por el sol. brunswickcommunityhospital.org |
| В случае двух w at e r ванны , t ra nsfer the box to the o th e r r r a f te r каждый период нагрева / охлаждения. eur-lex.europa.eu | En caso de dos baos de a gu a, transfirase la caja a l ot ro bao tr as c ad a perodo [… de calentamiento / enfriamiento. eur-lex.europa.eu |
| Galvanic i s ol , эта функция устраняет […] ошибки связи. socomec-ups.co.in | A isl amie nt o galvnico, qu e el imin a errores […] de comunicacin. socomec-ups.co.in |
С помощью […] нанесенного медного проводящего покрытия ll y , гальваническое f u rt Возможна также обработка компонентов.metaline.de | Aplicando parcialme nt e un c ap a Concordora de cobre es incluso posible el galvanizado posterior de la pieza metaline.de |
Введение: гальванический процесс — Legor
После краткого введения в основные принципы гальванического процесса, эта работа будет сосредоточена на аспектах, которые характерны для гальванической пластины хорошего качества: соблюдение характеристик параметров гальванической ванны, химического состава раствора электролита и подготовительных этапов процесса гальваники.Наконец, будут рассмотрены типы дефектов, наиболее часто встречающихся при гальванике, и их наиболее частые причины.
Гальванический процесс относится к осаждению металла или металлического сплава с использованием электролиза, во время которого электрическая энергия, вырабатываемая внутри системы, преобразуется в химическую энергию, что приводит к серии реакций восстановления оксидов. Результат этого явления предполагает, что электрический ток, проходящий через электролитическую систему, восстанавливает ионы металлов, растворенные в растворе электролита, с образованием металлического покрытия на электроде.Фактически, с помощью этого метода свойства поверхности объекта могут быть изменены, и поэтому система используется в промышленности для защиты конструкций и металлических объектов от воздействия коррозии. Декоративные цели не менее важны: в ювелирном и модном секторе украшения и модные аксессуары обычно изготавливаются путем нанесения слоев различной толщины из самых благородных металлов на основы из менее драгоценных металлов.
Самая простая система для проведения гальванического процесса предусматривает (Рисунок 1):
Рисунок 1: Схема электролитической системы.
Генератор постоянного напряжения: Это настоящий двигатель с электролитической ванной, поскольку он обеспечивает энергию и ток, необходимые для процессов восстановления оксидов. Чтобы быть более точным, генератор постоянного напряжения использует выпрямитель цепи, который преобразует переменный ток в постоянный ток с остатками переменного тока менее 5%.
Катод: Отрицательный электрод в процессе восстановления. Он состоит из оцинкованного элемента, на который будут наноситься растворенные металлы в растворе электролита.Фактически, они уменьшаются на границе раздела между электродом и раствором. Потенциал, который приводит к уменьшению количества металла вокруг катода, называется потенциалом осаждения. Если известно распределение тока вокруг катода, можно также иметь представление о толщине металла, нанесенного на каждую часть оцинкованного изделия.
Анод : положительный электрод в процессе окисления. Аноды могут быть активными (или растворимыми) или инертными (или нерастворимыми). В первом случае процесс окисления предусматривает растворение металла, из которого изготовлен электрод, который из состояния нулевого окисления превратится в растворенные ионные частицы в растворе.В случае инертных анодов они не принимают участия в анодной реакции, но играют более вспомогательную роль в окислении, обеспечивая электронный обмен на их поверхности и, следовательно, замыкание цепи.
Гальваническая ванна : Электролитический раствор, в котором растворены соли металлов, осаждаемые на катоде. Это средство, позволяющее пропускать ток через ионы внутри раствора. Таким образом, электролитическая система будет состоять из растворителя (в подавляющем большинстве случаев — воды), который обладает способностью ионизировать растворенные в нем частицы.Чтобы быть более точным, раствор содержит соли металлов, которые должны осаждаться, и проводящие соли, то есть легко ионизируемые частицы, которые способны передавать ток в растворе за счет ионной проводимости. Таким образом, ток проходит через электролитическую систему посредством растворенных в ней ионных частиц и позволяет растворенным металлам восстанавливаться на катоде. Обычно ванна для нанесения покрытия также содержит другие неорганические или органические добавки, которые помогают получить более плотное, гладкое или блестящее покрытие, тем самым влияя на структуру покрытия.Примерами этого являются поверхностно-активные вещества, которые способны уменьшать поверхностное натяжение между раствором и катодом, чтобы избежать перманентности газа на границе раздела катод-раствор, что может привести к дефектам покрытия. Другие, однако, являются осветлителями или, скорее, веществами, способными образовывать очень мелкозернистые электроотложения и, следовательно, придавать сияющий вид.
Характерные параметры гальванического процесса
Каждый тип гальванической ванны демонстрирует максимальный потенциал своей производительности при соблюдении ряда параметров.Они зависят от типа осаждаемого металла или сплава и от химического состава электролитической системы. Эти характеристики приведены ниже:
Разница потенциалов: Это параметр, через который подается энергия, необходимая для процесса гальваники. Каждый ион металла имеет свое собственное значение разности потенциалов, в результате чего происходит его восстановление и последующее осаждение на катоде. Как правило, металлы с более отрицательным значением, чем стандартный восстановительный потенциал (таблица 1), также являются металлами, на которые легче наносить гальваническое покрытие.Эти потенциалы, однако, являются значениями равновесия, в то время как гальванические процессы являются по сути динамическими процессами, помимо того факта, что параметры температуры и концентрации часто отличаются от стандартных. Потенциал, при котором происходит нанесение покрытия, называется потенциалом осаждения . Этот потенциал зависит от концентрации металла в ванне, а также от плотности тока. Фактически, когда плотность тока увеличивается, эффекты поляризации на электродах также усиливаются, и, как следствие, условия более благоприятны для осаждения металлов с более низкой потенциальной стоимостью, чем стандартные восстановительные.По этой причине осаждение металла происходит в более или менее широком диапазоне значений натяжения.
Таблица 1: Стандартные потенциалы восстановления для наиболее распространенных химических веществ.
Плотность тока: Этот параметр гораздо важнее напряжения в гальваническом процессе. Поскольку гальванический процесс является динамическим, ток, создаваемый разностью потенциалов, является параметром, который в большей степени связан с образованием и ростом металлического осадка.Реальным параметром, определяющим количество гальванического покрытия, образующегося на катоде, является величина нагрузки, протекающей во время электролитического процесса. Более подходящим параметром для проверки, который обеспечивает лучшее управление количеством нагрузки, гарантирующей ее попадание на покрываемый объект, безусловно, является плотность тока, или, скорее, величина нагрузки, протекающая через единицу поверхности за единицу времени, измеряемую в А / дм . 2 . Части обрабатываемых предметов, которые получают больше тока, чем другие, называются областями с высокой плотностью тока .Как правило, это заостренные части, более открытые для анодов, начальная или конечная части изделия, погруженного в гальваническую ванну. С другой стороны, области низкой плотности тока являются полной противоположностью, то есть центральные области предметов и наиболее скрытые части. Не всегда возможно работать, контролируя плотность тока, потому что иногда бывает трудно определить поверхность катода, как в случае процессов металлизации цилиндра. В этих случаях работа выполняется исключительно за счет контроля натяжения.
Температура : Хотя и в меньшей степени, этот параметр также способствует подаче необходимой энергии для проведения процесса гальваники. Это параметр, связанный с кинетикой электролитического процесса, определяющий его эффективность и скорость. Вместе с проводящими солями температура помогает регулировать проводимость, а также проникающую способность гальванической ванны. По этим причинам его необходимо точно измерять и поддерживать в пределах определенного диапазона типичных значений для каждой гальванической ванны.
Время обработки : Это время, необходимое для осаждения металла или сплава и получения высококачественного листа требуемой толщины. Очевидно, что чем больше время обработки, тем большее количество металла будет нанесено. Идеальное время обработки для каждого процесса нанесения покрытия определяется компромиссом между качеством листа и количеством наплавленного металла.
Эффективность катода : Выраженная в миллиграммах осадка на ампер-минуту (мг / Амин), эффективность катода указывает количество металла или сплава, нанесенного за одну минуту, при работе с током в один ампер.Это приводит к пониманию эффективной возможности нанесения металла путем определения оценки того, сколько тока эффективно отвечает за формирование пластины. Фактически, во многих случаях часть тока потребляется во вспомогательных процессах, таких как, например, выделение водорода. Катодная эффективность гальванической ванны зависит от многих факторов и варьируется в зависимости от температуры, напряжения, металла и концентрации добавок в растворе.
Важно подчеркнуть, что значения типичных параметров гальванической ванны не являются строгими, но, как правило, можно определить более или менее широкий диапазон хорошей работоспособности для каждого из вышеописанных параметров.
Как получить хорошее гальваническое покрытие
Прежде чем вдаваться в подробности того, как получить хорошее гальваническое покрытие, было бы уместно определить, что именно такое покрытие хорошего качества. Очевидно, что качество гальванического покрытия зависит от конкретного применения, для которого требуется покрытие. В некоторых случаях, например, может быть достаточно, чтобы металл покрыл обрабатываемые объекты, и поэтому покрытие просто хорошо прилегает к субстрату.В случае покрытия декоративных украшений отсутствие пористости, которое придает покрытию полированный и блестящий вид, также должно быть добавлено к ранее описанным условиям, а также к необходимости хорошей устойчивости к коррозии. В других случаях также необходимо будет оценить толщину и твердость покрытия.
Для получения гальванического покрытия хорошего качества, несомненно, необходимо иметь правильное оборудование, а также качественную продукцию, но даже в этом случае этого может быть недостаточно.В большинстве случаев несовершенное покрытие является результатом либо несоблюдения характеристик параметров для конкретной ванны для нанесения покрытия, либо неправильной подготовки элементов перед выполнением процесса гальванического покрытия.
2.1. Соблюдение характерных параметров гальванического процесса
Что касается первого аспекта, важно придерживаться оптимального рабочего диапазона каждого отдельного типичного параметра электролитической ванны, чтобы получить пластину хорошего качества.Неизвестно, приведет ли несоблюдение любого из этих значений к проблеме с пластиной, но гальваническое решение, безусловно, выйдет за пределы области максимальной производительности, и это может привести к возникновению одного или нескольких дефектов покрытия. или, в худшем случае, может даже окончательно повредить покрытие и заставить пользователя полностью остановиться.
Наиболее распространенные меры предосторожности для получения гальванической пластины хорошего качества показаны ниже, параметр за параметром:
Разница потенциалов : Это, вместе с плотностью тока, определенно является параметром, которому следует уделять больше внимания.Напряжение легко измерить, и оно часто дает информацию об изменениях в гальваническом процессе, например о снижении содержания проводящей соли или поляризационных эффектов на аноде. Диапазон натяжения, в котором может быть получен лист хорошего качества, обычно определяется для каждого процесса.
Плотность тока: Чтобы быть уверенным в отсутствии проблем, параметром, которому следует полностью доверять при проверке правильной энергии, необходимой для правильного формирования отложения, является плотность тока.Работа со значениями плотности тока в предварительно установленном диапазоне, безусловно, гарантирует подачу правильной нагрузки на катод и, следовательно, формирование пластины с правильными химико-физическими характеристиками, такими как, например, правильная пропорция сплава, правильный цвет и правильная обработка зерна. Идеальный диапазон плотности тока можно качественно и количественно оценить с помощью теста ячейки Халла или теста с изогнутым катодом (рис. 2). Если известно распределение тока вокруг катода, можно сделать хорошую оценку того, как металл будет покрывать весь объект: части, толщина которых будет больше или меньше.Как показано на рисунке 3, гальваническая пластина будет иметь тенденцию формироваться и расти в основном по углам и краям, потому что это зоны, где ток наиболее сильно сконцентрирован (области с высокой плотностью тока) и будет меньше собираться в скрытых областях или, в общем, , в местах, наиболее удаленных от анода, потому что он имеет тенденцию меньше концентрироваться в этих областях (области с низкой плотностью тока).
Рис. 2: Пример испытания корпуса (слева) и изогнутого катода (справа).
Рис. 3. Диаграмма роста гальванической пластины.В областях с высокой плотностью тока (L) отложение больше по сравнению с областями с низкой плотностью тока (D).
Если полученное распределение металла не является требуемым, можно принять некоторые меры для его улучшения:
Измените способ, которым элементы связаны с рамками : зная, что большая часть тока будет накапливаться в углах элементов, на которые наносится покрытие, и зная, что ток всегда имеет тенденцию следовать по кратчайшему маршруту между двумя проводниками, чтобы Чтобы уменьшить накопление нагрузки по углам объектов, рекомендуется размещать их как можно дальше от анодов.По этой причине при работе в лабораторных стаканах рекомендуется размещать объекты параллельно аноду, а не перпендикулярно (рис. 4).
Рис. 4: Чтобы оптимизировать однородность гальванической пластины, рекомендуется размещать покрываемые объекты непосредственно перед анодом.
Измените расстояние анод-катод: анод должен иметь такую форму, чтобы расстояние анод-катод было как можно более одинаковым для всех точек поверхности и немного дальше от границ, таким образом, способствуя прохождению тока к областям с более низкой плотностью тока.
Воспользуйтесь эффектом экранирования: при одновременной работе с несколькими объектами части могут быть соединены таким образом, чтобы углы экранировали друг друга, создавая эффективные препятствия против накопления нагрузки в этих областях (рис. 5).
Рис. 5: Диаграмма возможного эффекта взаимного экранирования элементов, подлежащих покрытию, расположенных параллельно аноду.
Температура : Каждая гальваническая ванна имеет свою точную рабочую температуру.Он строго коррелирует с проводимостью раствора: чем выше температура, тем выше проводимость раствора, и поэтому может быть больше проникающая способность ванны, то есть способность равномерно осаждать металл даже в областях с очень низкой плотностью тока. Любое разнообразие проводимости является критическим аспектом, когда несколько металлов совместно осаждаются с образованием сплава: изменение температуры приводит к изменению процентного содержания металлов в сплавах покрытия. В некоторых случаях, например, при нанесении родиевого покрытия, можно работать при более низких температурах, чем рекомендованные, но характеристики покрытия заметно снижаются.Фактически, помимо более низкой эффективности, цвет покрытия имеет тенденцию быть менее ярким, потому что отбеливатели активируются при предлагаемых температурах обработки. С другой стороны, работа при высоких температурах может повредить химические компоненты системы или чрезмерно повысить эффективность процесса и привести к плохому качеству покрытия. Короче говоря, температура — это параметр, которым категорически нельзя пренебрегать, и, следовательно, необходимо эффективно контролировать ее с помощью термостатов и термопар, чтобы избежать чрезмерных колебаний температуры.
Время обработки: Существует минимальное время обработки для каждого типа гальванического покрытия, ниже которого металлический осадок не будет однородным. Это время зависит от катодной эффективности раствора: чем она выше, тем меньше будет минимальное время для получения однородного покрытия. Совершенно очевидно, что чем больше время обработки, тем больше толщина покрытия. Однако полезно помнить, что не все гальванические ванны способны производить очень толстые слои гальванического покрытия.По этой причине, особенно в случае ванн, разработанных для создания толщины менее 0,5 микрон, определяется максимальное время осаждения, после которого покрытие может быть плохого качества. В случае толстого покрытия обычно указывается время, необходимое для нанесения покрытия в один микрон, а также в этом случае может быть определено максимальное время нанесения, соответствующее максимальной толщине покрытия, которую гальваническая ванна гарантирует для покрытия хорошего качества.
Эффективность катода : Как уже упоминалось, это не реальный параметр, который нужно установить, а скорее внутренняя характеристика решения, которая зависит от других параметров.Тем не менее, это аспект, который не следует игнорировать, стремясь получить хорошую гальваническую пластину, поскольку он дает представление о толщине металла, которую электролитический раствор может гарантировать с хорошим качеством. Низкое значение эффективности фактически указывает на то, что гальваническая ванна подходит для цветной добавки, вспышки и, следовательно, не будет легко работать с толщиной в один микрон (Рисунок 6).
Рис. 6. СЭМ-изображение участка образца, который имеет различные слои покрытия, толщина которых была измерена.
Обычно ванны для нанесения гальванического покрытия имеют катодный КПД от среднего до высокого (более 15 мг / Амин), более высокую концентрацию металла (никогда не менее 3 г / л), а также высокие значения плотности. Без этих трех элементов будет сложно получить толстые покрытия хорошего качества.
2.2. Соблюдая химию раствора
В некоторых случаях распределение металла можно улучшить, воздействуя на химический состав раствора, например, используя добавки для изменения эффективности или проводимости.
Гальваническая ванна всегда должна находиться в пределах нормативных значений в отношении концентрации ее различных компонентов. Причинами изменения состава раствора могут быть:
— Разложение химических веществ
— Явления затягивания и затягивания
Довольно редко раствор не нуждается в добавках. Поскольку они необходимы, рекомендуется использовать их часто и в небольших количествах, чтобы химические вещества никогда не выходили за пределы технологического диапазона.Добавление их в больших количествах часто не рекомендуется из-за нежелательных побочных реакций, которые могут происходить, или из-за избыточных примесей, которые могут контекстуально включаться в химические соединения, добавляемые в ванну.
Аспект загрязнения, связанный с металлическим или органическим типом, также не является второстепенным. Первое обычно происходит из-за перекрестного загрязнения между растворами или из-за крошения анода и катода, или из-за разрушения любых других металлических предметов, которые могут контактировать с гальваническим раствором, или, наконец, из-за неправильно деминерализованной воды.Органическое загрязнение также может быть связано с перекрестным загрязнением при обезжиривании и нейтрализации или просто с грязью, которая может случайно появиться в гальваническом растворе, или, наконец, с разложившимися остатками присадок, которые больше не работают, или загрязненной водой. Фактически риск состоит в том, что загрязнения такого рода могут попасть в гальваническую пластину, что снизит ее качество. Чтобы избежать этих неудобств, раствор можно периодически фильтровать или обрабатывать с помощью очистителей с активированным углем (b) или процессов очистки, в которых используется электроосаждение на расходных катодах большого размера при низких плотностях тока (фиктивное покрытие).В случае электролитических растворов большого объема всегда рекомендуется работать с постоянной системой фильтрации, в то время как при небольшом использовании фильтрацию можно проводить с помощью бумаги (Рисунок 7), и, очевидно, одной чрезвычайно полезной мерой является закрытие раствора или резервуар, когда он не используется в течение длительного времени.
Рис. 7: Примеры бумажного фильтра, используемого для фильтрации осадка железа (слева) и фильтрующих картриджей, используемых для фильтрации системы гальваники (справа).
2.3. Соблюдая этапы подготовки
Качество пластины также зависит от состояния изделия, на которое наносится покрытие, и от подготовительного этапа. Обрабатываемые объекты перед гальваническим напылением необходимо отполировать, чтобы устранить пористость и любые другие дефекты поверхности. Поэтому перед обработкой необходимо, чтобы покрываемые предметы были хорошего качества и были тщательно подготовлены (рис. 8). Подготовительный этап — это очень недооцененный аспект, но, следуя некоторым простым основным правилам, большинство проблем с покрытием можно решить путем надлежащей подготовки.
Рис. 8: Сравнение неполированных (слева) и полированных (справа) латунных колец.
При подготовке деталей к нанесению покрытия их поверхности должны быть тщательно очищены и очищены от любых загрязнений и их активации, чтобы оптимизировать адгезию металла на последующей фазе гальваники. Теоретически, шаги, которые необходимо выполнить, зависят от поверхностей и типа исходного сплава, на который должны быть нанесены металлы. В области ювелирных украшений и моды следующие этапы подготовки предметов могут быть приняты как стандартные (Рисунок 9):
Рис. 9: Схема этапов предварительной очистки и активации поверхности для элементов, подлежащих гальванике.
— Ультразвуковая очистка
— Электролитическое обезжиривание
— Нейтрализация
Вещи стираются и ополаскиваются после каждого из предыдущих этапов. Фактически, когда объект вынимается из ванны, его поверхность покрывается жидкой пленкой раствора, в который он был ранее погружен. Поэтому этот остаток необходимо удалить, чтобы избежать перекрестного загрязнения.
— Ультразвуковая очистка : Ультразвуковая очистка удаляет любые остатки консистентной смазки, масла и чистящей пасты с поверхностей, подлежащих покрытию, при полировке.Функциональный принцип заключается в кавитации, создаваемой ультразвуком: вибрация пьезоэлектрических элементов в ультразвуковой стиральной машине создает высокочастотные волны, которые, в свою очередь, создают пузырьки в растворе, которые ударяются о поверхность предметов с высокой энергией, тем самым удаляя любые загрязнения. что может присутствовать. Обычно раствор, содержащий моющее средство для ультразвука, работает при определенной температуре, которая способствует растворению чистящей пасты в тесном сотрудничестве с очищающим действием, осуществляемым соответствующими моющими средствами, и с механическим, а не ультразвуковым воздействием.Следовательно, чтобы процедура ультразвуковой очистки была эффективной, раствор должен содержать соответствующие детергенты и работать при определенной температуре, в противном случае обезжиривающее действие не будет достаточно эффективным (Рисунок 10).
Рис. 10: Характерные фазы типичного процесса кавитации в ультразвуковой стиральной машине.
— Электролитическое обезжиривание : Этот второй подготовительный этап требует использования электрического тока. Помимо повторной очистки предметов после их первой ультразвуковой очистки, этот процесс состоит из химической активации поверхностей, на которые наносится гальваническое покрытие.После процесса электролиза на деталях могут образовываться пузырьки водорода, что обеспечивает очистку и активацию металлических поверхностей, чтобы оптимизировать и максимизировать последующее электроосаждение. Этот этап важен для предотвращения проблем с закреплением депозита. Обезжиривающий раствор обычно является щелочным и состоит из ряда химических веществ, которые атакуют молекулы грязи, захватывая их на поверхности и, таким образом, предотвращая их повторное осаждение, и удаляют любые масла и жир, которые ультразвуковая очистка не удалила должным образом.
— Нейтрализация : Нейтрализация — это простой химический процесс, который нейтрализует все вещества, обычно в результате электролитического обезжиривания, которые загрязняют и несовместимы с последующими процессами нанесения покрытия. Эти остатки представляют собой чистящие средства, оставленные на поверхности предметов. Раствор должен химически отличаться от обезжиривающего. Поскольку обезжиривание почти всегда щелочное, для нейтрализации потребуется более кислотный раствор. Благодаря нейтрализации обрабатываемые объекты становятся идеально чистыми, а поверхность нейтральной и готовой к гальванике.
Простой и эффективный способ проверки того, что процедура подготовки была проведена правильно, состоит в том, чтобы увидеть, является ли поверхность объекта водонепроницаемой. Действительно, если объект был хорошо активирован, вода будет равномерно течь по его поверхности, образуя однородную жидкую пленку. Это обеспечивает уверенность в том, что поверхность в достаточной степени очищена от загрязнений, которые в противном случае могли бы спровоцировать появление различий в покрытии на поверхности. Если поверхность недостаточно чистая, появятся потеки или участки, на которых нарушена однородность жидкой пленки (Рисунок 11).
Рис. 11: Сравнение неправильно подготовленной поверхности (слева) и правильно подготовленной поверхности (справа) с помощью проверки на отсутствие воды. Наличие капель на картинке слева и обычная пленка жидкости в правой лунке показывают, что первая поверхность была подготовлена неправильно по сравнению с правой.
Работая почти исключительно с растворами на водной основе, очевидно, что для получения гальванического покрытия хорошего качества необходимо использовать правильную воду.Качество воды, используемой для нанесения покрытия, сильно влияет на конечный результат процесса нанесения покрытия. По этим причинам вода не должна содержать каких-либо органических загрязнений и иметь низкое содержание соли (менее 5 микросименс). Промышленные гальванические системы обычно оснащены колонками с активированным углем и ионообменной смолой. Поэтому для гальванических решений лучшим выбором является использование деионизированной воды.
Причины дефектов гальваники
Если покрытие некачественное, считается, что оно имеет дефекты.На поверхности объекта, на который было проведено гальваническое осаждение, может появиться широкий спектр дефектов, которые портят эстетический вид и влияют на химико-физические свойства.
3.1. Виды дефектов гальваники
Пытаясь очертить дефекты, можно определить следующее: очаговые дефекты, или, скорее, небольшие дефекты, расположенные более или менее равномерно на поверхности пластины; дефекты поверхности , то есть дефекты, которые однородно охватывают всю поверхность объекта или большие сплошные его участки; и дефекты адгезии и когезии , связанные со способностью гальванического покрытия прилипать к нижележащему металлу и оставаться неповрежденным, преодолевая силы натяжения, которые обязательно возникают во время процессов зарождения и роста слоя покрытия на поверхности.
Наиболее частыми очаговыми дефектами являются (Рисунок 12):
Рис. 12: Примеры различных типов очаговых дефектов. Вверху слева: темные пятна на пластине (обведены красным), белые пятна на пластине (обведены красным), темные пятна постокисления (обведены красным). Внизу слева: непрозрачность, пузыри (обведены желтым) и ямки (обведены красным).
Темные пятна на пластине (пятна прожига): это пятна неправильной формы на поверхности пластины. Они могут находиться в центре залежи, но чаще встречаются на концах объекта, в областях с высокой плотностью тока.Обычно они возникают из-за чрезмерно высокого напряжения или из-за проблем с проводимостью, таких как использование поврежденного анода или загрязненного раствора.
Белые пятна на пластине (пятна): эти пятна появляются очень близко друг к другу и не обязательно маленькие. Обычно они возникают из-за неправильной процедуры подготовки или из-за проблем с проводимостью в ванне из-за загрязненного или старого раствора, а также из-за использования неподходящих инструментов, таких как неисправные аноды.
Питтинг: Это относится к микропористости или, как правило, к крошечным круглым вогнутым отверстиям, находящимся на пластине нерегулярно.Этот дефект часто возникает из-за неправильной процедуры подготовки или из-за ранее существовавших дефектов на поверхности предметов, которые нужно было покрыть, которые не были устранены на этапах полировки или галтовки. В обоих случаях причиной дефекта являются окислительные явления, возникающие на поверхности.
Пузыри и волдыри: Это настоящие круглые пузыри, образующиеся на поверхности пластины. Обычно они образуются в областях с высокой плотностью тока, но также могут быть обнаружены в других частях, участвующих в процессе гальваники.В этом случае причины, которые приводят к их образованию, также связаны с неправильным выполнением гальванического процесса или возрастом гальванического раствора.
Полосы: Полосы могут проявляться либо как концентрические кольца, идущие от областей с высокой плотностью тока к частям с низкой плотностью тока, либо как полосы, образующиеся от краев объекта. Они отмечают начало явления горения из-за условий чрезмерного напряжения или из-за низкого содержания металла в растворе или из-за того, что раствор обычно слишком старый.
Мутность / непрозрачность: Это случайные участки поверхности с металлическим покрытием, где пластина полупрозрачна и мутна, как если бы она была покрыта белесой вуалью. Обычно они возникают из-за неправильных параметров обработки, таких как отсутствие движения раствора, слишком низкая температура и / или плотность тока, или неправильная подготовка объекта, или использование неэффективных инструментов, или, наконец, органическое загрязнение раствора.
Темные пятна после окисления: Это относится к появлению пятен сразу после проведения осаждения или на фазах сразу после сушки.Возникновение подобных окислительных явлений обычно происходит из-за плохого прилегания или распределения пластины на поверхности после неправильной подготовки или из-за чрезмерной шероховатости исходной поверхности.
Далее следует список наиболее распространенных дефектов, обнаруживаемых на поверхностях (Рисунок 13):
Рисунок 13: Примеры различных типов дефектов, затрагивающих большие площади. Слева: жжение, тусклый налет, изменение цвета.
Горение: Это происходит, когда весь осадок или его части имеют крупнозернистую отделку с тусклым и не очень блестящим видом, грубую, грубую и часто плохо приклеиваемую пластину.Этот дефект обычно возникает из-за слишком высокого напряжения или плотности тока, или когда возникают проблемы с проводимостью из-за отсутствия добавок в растворе, или из-за низкой концентрации осаждаемого металла. Неправильная процедура, например, отказ от перемешивания раствора, может привести к этому типу дефекта.
Тусклый осадок: Этот осадок не отполирован и не блестит на больших и четко определенных участках объекта. Фактически, если смотреть на отложения в областях с высокой плотностью тока, дефект обычно вызван теми же причинами, что и те, которые приводят к горению, в то время как при осмотре областей с низкой плотностью тока проблема заключается в неправильной подготовке предметов. быть покрытым покрытием или неправильными температурами.Загрязненный раствор также может быть причиной тусклого налета.
Обесцвечивание: В некоторых случаях участки одного и того же объекта могут иметь разные цвета или весь осадок может быть светлее или темнее, чем требуемый оттенок, особенно в случае покрытия из сплава. Этот дефект обычно возникает из-за неправильной температуры и плотности тока или напряжения или из-за низкой концентрации металлов в растворе. Радужность отложений также включается в этот тип дефекта, аспект, который связан с меньшей толщиной, чем рекомендуемые параметры, или проблемами проводимости, связанными с неисправными анодами или электролитическими растворами с низким содержанием проводящей соли.
Низкое выравнивание: Это характерно для толстых отложений, если они распределены неоднородно и неоднородности могут быть идентифицированы аналогично ряду вышележащих плоскостей или пористости без покрытия. Этот дефект обычно вызван недостаточной концентрацией добавок в растворе или их возрастом, или, наконец, тем фактом, что не были соблюдены параметры обработки гальванического покрытия.
Низкая метательная сила: Проникающая способность относится к способности раствора электролита правильно осаждать металл в областях с низкой плотностью тока с максимально однородной толщиной.Если этого не произойдет, на этих конкретных участках покрываемого объекта произойдет обесцвечивание или отсутствие отложений. Обычно это происходит, когда параметры обработки не соблюдаются или когда раствор требует проводящих солей (Рисунок 14).
Рис. 14: Пример цепи, покрытой рутением при низкой температуре и натяжении по сравнению с контрольными значениями. Проблемы проникновения очевидны, поскольку некоторые участки цепи не имеют покрытия, а другие имеют неправильную форму.
Наконец, необходимо учитывать дефекты, которые приводят к отрыву гальванического слоя от основы.Дефекты адгезии — это те, которые возникают сразу после гальванического осаждения или даже одновременно с самим гальваническим процессом. Обычно есть два способа отделения отложения: (Рисунок 15)
— Пилинг: при отслаивании отложения, в зависимости от пленки
— Вздутие: , когда осадок полностью крошится с образованием мелкого порошка, также известного как мучнистый.
Рисунок 15: Примеры дефектов адгезии. Вверху слева вздутие рутениевой пластины, внизу справа отслаивание никелевой пластины.
Отсутствие адгезии часто происходит из-за того, что объекты были неправильно подготовлены, или из-за отсутствия предварительных слоев под последним слоем, или из-за несоблюдения параметров осаждения (в частности, температуры и напряжения). Однако, когда потеря отложений происходит в более поздний момент, часто после приложения переменной степени напряжения к покрытому объекту, дефекты упоминаются как дефекты сцепления . Во время нанесения гальванического покрытия на металлы действуют силы растяжения, которые могут быть настолько сильными, что могут испортить осадок двумя способами (Рисунок 16):
— Трещины
— Отслаивание
Рис. 16. Примеры дефектов когезии при никелировании.Вверху трещины в обшивке после изгиба образца; дно, отслаивание пластины после гибки образца.
В некоторых случаях могут возникнуть проблемы сцепления, не вызванные внутренним напряжением между металлическими контактами. В этих случаях отложение становится хрупким из-за выделения водорода (водородная хрупкость) , распространенного побочного продукта в гальванических процессах. Чтобы избежать этого, можно использовать более низкое натяжение или использовать подходящие растворы, ограничивающие выделение водорода.
3.2. Наиболее частые причины неисправности
Существует множество причин, по которым пластина может иметь дефекты, и, как описано выше, дефект часто может быть вызван несколькими причинами. И наоборот, причина дефекта может проявляться более чем в одном типе дефекта. Составление подробного списка всех возможных дефектов и их причин без привязки их к одному конкретному гальваническому процессу может быть чрезвычайно сложным и неполным. Тем не менее, в целом причины дефекта можно разделить на три категории:
Дефекты из-за несоблюдения параметров: В эту категорию входят дефекты из-за несоблюдения характеристических параметров, рекомендованных в технической форме для конкретной электролитической системы, и дефекты из-за использования неадекватных инструментов, таких как поврежденные аноды или аноды, отличные от рекомендуемый тип, частично окисленные кабели, несоответствующее электрооборудование и т. д.…
Дефекты из-за неправильной подготовки: В эту категорию входят дефекты, возникающие из-за отсутствия или неправильного выполнения одного или нескольких подготовительных шагов перед нанесением гальванического покрытия.
Дефекты из-за использования несоответствующих продуктов: К этой группе относятся растворы, в состав которых входят химические вещества низкого качества или гальванические ванны, в которых не все значения находятся в пределах функциональных параметров (pH, плотность, качество металла и т. Д.).
За исключением редких и исключительных случаев, по статистике, почти все дефекты возникают либо из-за несоблюдения всех характерных параметров гальванического покрытия, либо из-за того, что объекты, подлежащие гальванике, не были подготовлены с точным соблюдением процедуры.
3.2.1 Дефекты из-за несоблюдения характерных параметров гальванического процесса
Дефекты, вызванные несоблюдением параметров конкретного гальванического решения, являются одними из самых немедленных и наиболее легко устранимых дефектов. По сути, все, что нужно сделать, это скорректировать параметр, чтобы вернуться к получению пластины хорошего качества. Таким образом, возвращаясь к типовым параметрам решения, можно найти наиболее вероятные причины неисправности:
Неправильная разность потенциалов: Обычно работа со значениями натяжения, которые слишком высоки или слишком низки по сравнению с рекомендациями, приводит к проблемам с адгезией в гальваническом покрытии.Точнее говоря, работа при слишком низком потенциале приводит к возможности неоднородного распределения металлического осадка и, в случае сплавов, ухудшает его процентный состав с изменением цвета и химико-физических свойств. С другой стороны, работа при слишком высоком потенциале, помимо возможного изменения цвета отложений, также может привести к появлению ожогов или темных пятен на пластине (Рисунок 17).
Рис. 17. Покрытие розовым золотом при различных разностях потенциалов.Работая с напряжениями ниже диапазона (справа), сплав становится богаче содержанием золота, и покрытие приобретает более желтый оттенок, чем правильный сплав, нанесенный при работе с правильным значением натяжения (слева).
Неправильная плотность тока: По существу те же дефекты могут возникать, когда значения натяжения неверны, поскольку эти два параметра коррелированы. Другими словами, пригорание, плохая адгезия отложений, пятна на пластине или другой цвет по сравнению с тем, который предполагается в случае покрытия из сплава.
Неправильная температура: Важно работать при правильной температуре, поскольку чрезмерные температуры обычно вызывают горение отложений либо из-за чрезмерного тока на катоде, либо из-за того, что тепло имеет тенденцию разрушать добавки в раствор, которые, следовательно, больше не будут выполнять свои выравнивающие и осветляющие действия на депозите. С другой стороны, если температура слишком низкая, отложение не будет однородным или, в самых крайних случаях, может даже отсутствовать.Работа при неправильных температурах приводит к различным условиям проводимости, которые могут вызвать значительные эффекты при осаждении металлических сплавов, такие как обесцвечивание или другой состав сплава с последующим изменением химико-физических свойств или затрат на покрытие (Рисунок 18).
Рис. 18: Пример образца, покрытого рутением при более низкой температуре, чем рабочий диапазон. Центральная область (низкая плотность тока) вообще не имеет отложений, периферийные области (высокая плотность тока) имеют неравномерное покрытие.
Неправильное время наплавки: Увеличение времени наплавки, безусловно, дает большую толщину, но превышение времени может вызвать тусклые отложения, темные пятна или проблемы с когезией отложения. Слишком короткое время может вызвать дефекты адгезии или помутнение, или цвет пластины может быть неправильным или неправильным оттенком в случае покрытия из сплава.
Неправильная эффективность катода: Это не параметр обработки, но, как упоминалось ранее, он зависит от предыдущих параметров и влияет на качество пластины.Это может быть меньше по сравнению с прогнозами из-за низкой концентрации металла или проводящей соли в растворе или из-за слишком большого количества добавок. В этих случаях могут возникнуть проблемы с адгезией и помутнением, или слой может оказаться тоньше, чем ожидалось. Если эффективность катода слишком высока, это может привести к возгоранию.
3.2.2. Дефекты из-за неправильной подготовки
Неправильная подготовка поверхностей к покрытию или использование неподходящих инструментов — самые частые причины дефектов и, в то же время, те, которыми чаще всего пренебрегают.Часто, полагая, что процедура подготовки не важна, оператор пытается улучшить качество покрытия, воздействуя на параметры осаждения или, в худшей степени, вмешиваясь в химический состав гальванического раствора и, следовательно, рискуя окончательно скомпрометировать весь процесс.
Ниже приведен список наиболее распространенных дефектов, связанных с неправильной подготовкой элементов для нанесения покрытия:
Полировка: Если обрабатываемый объект чрезмерно пористый, гальваническое покрытие не сможет устранить пористость, пластина не будет однородной и, вероятно, будет иметь проблемы с адгезией, а также темные пятна или точечную коррозию.Отложения просто будут следовать морфологии поверхности, и в случае очень ярких отложений эта неоднородность будет еще более очевидной (Рисунок 19).
Рис. 19: Сравнение образца с родиевым покрытием, который не был отполирован перед нанесением покрытия, и образца, который был полирован.
Ультразвуковая очистка: Эта очистка удаляет полировальные пасты и органические загрязнения. Если этого не сделать, любые остатки на поверхности могут вызвать белые или темные пятна, проблемы с адгезией или точечную коррозию.
Обезжиривание: Это, безусловно, самый важный шаг в активации поверхностей, на которые будет нанесено гальваническое покрытие. При неправильном выполнении это может привести к неравномерному нанесению покрытия или проблемам с адгезией, а также к большинству очаговых дефектов, таких как белые пятна, помутнение, темные пятна после окисления, точечная коррозия и пузыри (Рисунок 20).
Рис. 20. Примеры дефектов, обнаруженных на образцах с родиевым покрытием, предварительно обезжиренных обезжиривающим средством с истекшим сроком годности.
Нейтрализация и промывка: По статистике, именно этими фазами чаще всего пренебрегают при подготовке поверхности.Неправильное их выполнение обычно приводит к появлению белых или темных пятен, точечной коррозии, пузырей, а также к возможности загрязнения гальванического раствора, что, следовательно, может привести к дальнейшим дефектам, вызванным загрязнениями.
3.2.3. Дефекты из-за использования некачественной продукции
Это наименее вероятные причины дефектов, особенно если используются чрезвычайно распространенные гальванические ванны, такие как, например, ванны для покрытия золотом и родием. Тем не менее, при использовании раствора могут появиться органические или неорганические загрязнения, которые, в свою очередь, могут привести к дефектам, таким как белые или темные пятна, помутнение, пузыри или проблемы с адгезией.
В случае гальванических ванн большого объема использование ванны и коэффициенты вытягивания расходуют компоненты раствора электролита, которые затем необходимо сбросить. Невыполнение этого требования приведет к ряду дефектов, таких как подгорание или помутнение. Расход компонентов раствора также может спровоцировать изменение pH раствора, что может вызвать такие дефекты, как подгорание, помутнение, пятна, проблемы с адгезией, или, наконец, может также определить начало факторов разложения металла.
Переустановку компонентов гальванической ванны необходимо выполнять, тщательно следуя техническим инструкциям, чтобы предотвратить добавление слишком большого количества, которое может привести к дальнейшим дефектам.
При избытке органических добавок, например, их содержание можно уменьшить путем обработки активированным углем (g). Эта процедура также полезна для удаления органических загрязнений. Если раствор был загрязнен неорганически, можно использовать методы селективного осаждения или выполнить фиктивное покрытие, которое приведет к электроосаждению этих неорганических загрязняющих веществ, тем самым уменьшая их концентрацию в электролитической системе.
Гальванические ванны и линии
Гальванические ванны PlastDesign
Гальванические ванны изготавливаются из разных материалов:
- поливинил
- полипропилен
- нержавеющая
Это позволяет выбрать материал, наиболее подходящий для изготовления гальванического оборудования, которое используется в основном в промышленности.После того, как продукт погружен в ванну, он приобретает некоторые новые свойства в зависимости от вида и целей. Самая популярная операция — придание приборам антикоррозионных свойств. В этом случае процедура проводится как в отношении изготовления изделий, так и тех, которые уже давно используются.
Часто это старое оборудование для гальваники, которое выходит из строя, облицованное специальными вставками из полипропилена, это не только делает ванну нержавеющей, но и значительно снижает затраты пользователя на изготовление нового оборудования.
Гальваника выделяется выделением ресурсов. Таким образом, при нанесении покрытия на цветные металлы расход их будет совсем небольшим, но качество покрытия на детали первоклассное.
Деталь с покрытием должна быть не только защищена, но и полностью исключена возможность последующего появления коррозии и т. Д. Поэтому гальваническое оборудование необходимо наносить равномерно и распределять покрытие по всей поверхности. Из-за этого не будет таких сайтов, которые не были защищены.Комплексный подход обеспечит надежную защиту всей поверхности изделий.
Изготовление таких ванн может осуществляться под заказ, это позволит клиенту учесть все особенности своей продукции и сделать ванну такой формы, которая наилучшим образом соответствует его потребностям.
ванны гальванические должно быть:
- герметичный
- сейф
- в соответствии с существующими стандартами и правилами
- может сохранять тепло
- инертен к раствору
Есть также продвинутые модели, которые имеют специальные термодатчики, системы очистки и вентиляции.Все это делает использование устройства более простым и удобным.
.