Пайка, обжимка и закрепление клемм аккумулятора
Смотрите также обзоры и статьи:
Наверняка каждый радиолюбитель сталкивался с вопросом правильного обжима, пайки или крепления аккумуляторных, или соединительных клемм. Клеммы необходимы для удобного соединения проводов или же закрепления провода на аккумуляторе. Такой способ соединения гораздо лучше, чем припаивать провода к клеммам аккумулятора или же их прикручивания. Он гарантирует надежное, прочное соединение с возможностью при необходимости спокойно отсоединить провод.
Как обжимать ножевую клемму?Ножевые клеммы как раз и предназначены для того, чтобы их можно было просто обжать специальным инструментом без необходимости пайки. Припаять конечно можно, но вовсе не обязательно.
Для того, чтобы обжать такую клемму необходим специальный инструмент — стриппер. Кстати, существуют стрипперы, которыми можно не только обжимать клеммы, но и зачищать изоляцию проводов.
У ножевой клеммы есть две области для крепления: на первой крепиться изолированный участок провода, а при креплении на второй участок провода должен быть зачищен от изоляции.
- И так, провод подготовили, и теперь берем клемму и стриппер. На стриппере есть несколько выемок, под определенный размер клеммы. Подбираем необходимую и вставляем так, чтобы разомкнутые ножки клеммы находились в выемке стриппера, а с другой стороны в клемму упирался штырек обжимного инструмента. Сформируйте на каждой части клеммы кольца из этих ножек.
- Вставьте в клемму провод и теперь обжимайте клемму так, чтобы штырек стриппера упирался в место соединения ножек клеммы. Зажмите провод. Штырек зажмет ножки таким образом, что их концы будут упираться в провод. Повторите это же действие для ножек, которые должны держать зачищенный участок провода.
- Теперь осталось еще раз прижать клемму. Для этого поверните клемму перпендикулярно оси обжимного инструмента.
 У любого стриппера есть специальная плоская область, которой делают финальный обжим. Зажмите ножки клеммы и все, она полностью готова к использованию!
У любого стриппера есть специальная плоская область, которой делают финальный обжим. Зажмите ножки клеммы и все, она полностью готова к использованию!
Иногда простого закрепления клеммы недостаточно и ее приходиться дополнительно пропаивать. Сделать это совершенно не сложно, но клемму перед пайкой необходимо залудить, так как довольно часто они имеют дополнительное покрытие.
- Так что берем флюс и начинаем лудить! Нанесите флюс на то место клеммы, к которому хотите припаять провод и залудите его.
- Залудите сам провод и закрепите его в клемме.
- Теперь пропаяйте зачищенный участок провода и все! Но учтите, что клемму в месте, где припаян провод обжимать нельзя, так как припой просто раскрошиться.
Есть клеммы со специальным креплением, которым собственно и не нужно дополнительное крепление. Самый яркий пример — ножевые клеммы у которых есть специальный штырек. Когда вы крепите клемму папу (с отверстием, такие часто встречаются на аккумуляторах) к клемме мама (которая собственно и крепиться на провод) этот штырек надежно фиксирует соединение.
Кольцевые клеммы и U-клеммы можно одевать на контакты с резьбой и закрепить обычной гайкой. А вот клеммы для автомобильного аккумулятора надеваются на клемму аккумулятора и просто затягиваются специальным болтом. Если же клемма все равно болтается, здесь также можно использовать прокладку из металлической фольги.
Поделиться в соцсетяхзачистка клемм, лужение и паяльные работы
При работе с мобильными бытовыми устройствами или специальным инструментом со встроенным источником питания нередко возникает потребность в том, чтобы припаять провод к батарейке.
Перед тем как приступать к этой, кажущейся простой процедуре, следует тщательно подготовиться, что гарантирует получение по окончании работ надёжного и качественного соединения.
Зачистка клемм и проводов
В подготовке нуждаются как сама щелочная или литиевая батарейка, так и подпаиваемый к ней соединительный проводник.
Указанные процедуры также включают в себя приготовление необходимого расходного материала, включая такие важные компоненты, как припой, канифоль и флюсовая смесь.
Наиболее сложный и ответственный момент предстоящих работ – зачистка клеммы батарейки, к которой предполагается припаять соединительный провод. Указанная процедура может показаться простой только для тех, кто ни разу не пытался этого сделать.
Проблема в данном случае состоит в том, что алюминиевые контакты источников питания (пальчикового или другого типа – неважно) подвержены окислению и постоянно покрыты мешающим пайке налётом.
Для их зачистки и последующей изоляции от воздуха потребуются:
- наждачная бумага;
- медицинский скальпель или хорошо отточенный нож;
- легкоплавкий припой и флюсовая нейтральная добавка;
- не очень «мощный» паяльник (не более 25-ти Ватт).

После того, как все указанные компоненты приготовлены – необходимо проделать следующие операции. Во-первых, нужно аккуратно зачистить место предполагаемой пайки, используя сначала скальпель или нож, а затем мелкую наждачную шкурку (она обеспечит более качественное удаление плёнки окислов с контактной зоны).
Параллельно с этим такой же зачистке должна подвергнуться оголённая часть подпаиваемого провода.
Сразу же после подготовки следует перейти к защитной обработке клемм пальчиковой или любой другой батарейки.
Обработка флюсом
Для предотвращения последующего окисления контакта очищенную от налёта поверхность батарейки следует сразу же обработать флюсовой смесью, изготовленной на основе обычной канифоли.
Если на контактах аккумулятора телефона, например, отсутствуют жирные пятна от масел – достаточно просто протереть их мягкой фланелью, смоченной в нашатырном спирте.
После этого нужно будет, хорошо прогрев паяльник, несколькими быстрыми касаниями пропаять контактную зону. На этом подготовку к пайке можно считать законченной.
На этом подготовку к пайке можно считать законченной.
Процесс пайки
После того, как каждая из соединяемых частей зачищена и обработана флюсом, переходят к непосредственному спаиванию провода с контактной зоной батарейки.
Для проведения этой завершающей процедуры можно воспользоваться тем же 25-ти ваттным паяльником, который применялся при подготовке клемм аккумулятора из NI или CD.
В качестве припоя следует выбрать легкоплавкий состав, а для его хорошего растекания использовать флюс на основе канифоли.
Процедура окончательной пайки по времени должна занимать не более 3-х секунд. Это касается любого типа батареек (как из NI, так из CD).
Самое главное – не допустить перегрева клеммной части элемента, в результате которого он может быть основательно повреждён. Не исключена и возможность его полного разрушения (разрыва) в процессе пайки.
При рассмотрении вопроса о том, как спаять провод и батарейку, следует отметить, что такая ситуация встречается гораздо чаще, чем кажется.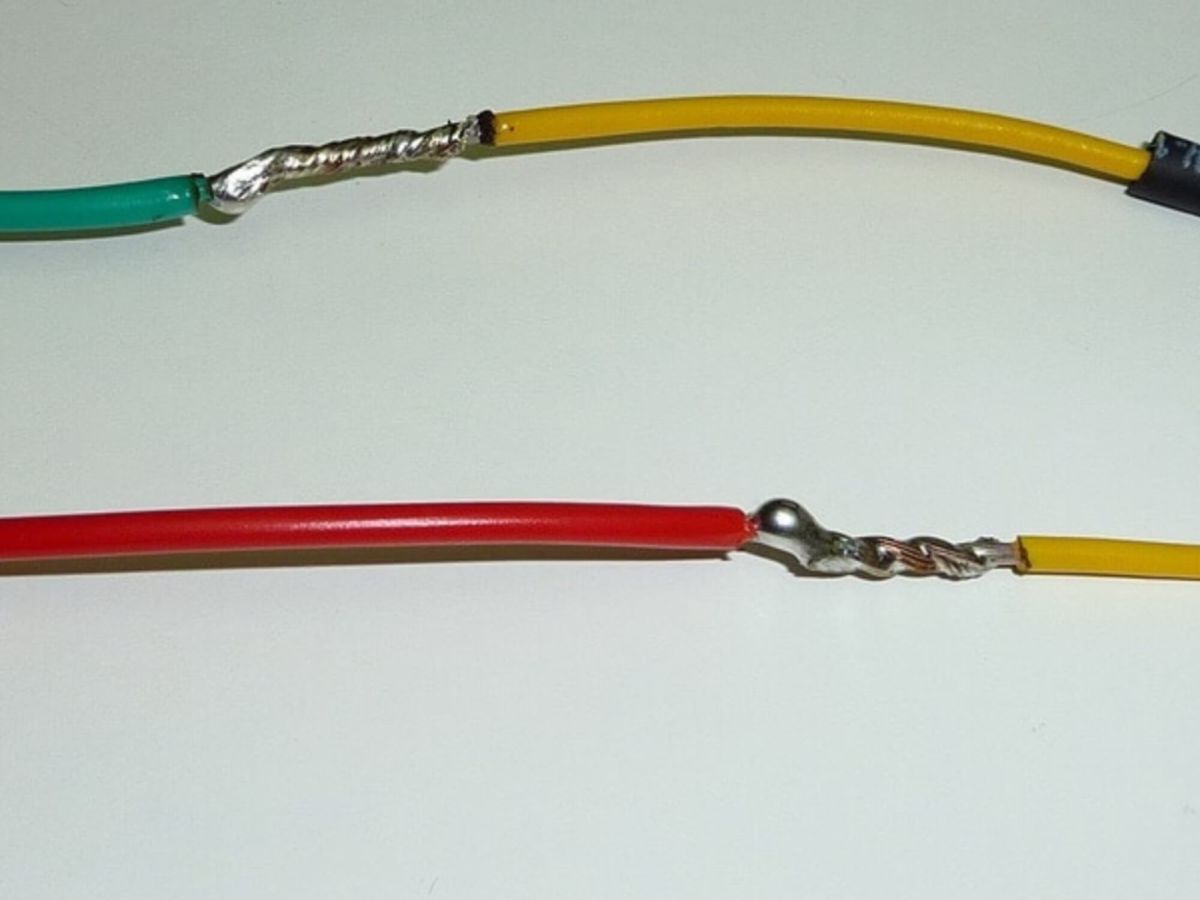 В первую очередь это касается специального строительного инструмента (при необходимости пайки аккумуляторов шуруповёрта, например).
В первую очередь это касается специального строительного инструмента (при необходимости пайки аккумуляторов шуруповёрта, например).
Нередки случаи, когда встроенный блок питания используемого инструмента по какой-то причине полностью разрушается, а заменить этот шуруповёрт нечем. В этой ситуации питающие устройство проводники подпаиваются к запасному аккумулятору, рассчитанному на то же напряжение.
Рассмотренная методика может использоваться, когда нужно просто спаять две батарейки между собой.
Надо заметить, что вместо пайки на производстве применяют точечную сварку к аккумуляторам. Но аппарат для такого вида соединения есть не у каждого, в то время как паяльник – более распространенный прибор.
Обжимка (кримпер) для изолированных клемм. Обжимаем быстро, качественно и красиво: uncle_sem — LiveJournal
прислали мне тут из Поднебесной кримпер на обзор.если в двух словах — кримпер годный, можно брать. сделан неплохо, жмёт хорошо. не самый дешевый, но зато жмёт нормально.
Вообще, наиболее распространены два вида клемм — изолированные и неизолированные. Ну и два вида крепления проводов к ним — обжимка и пайка.
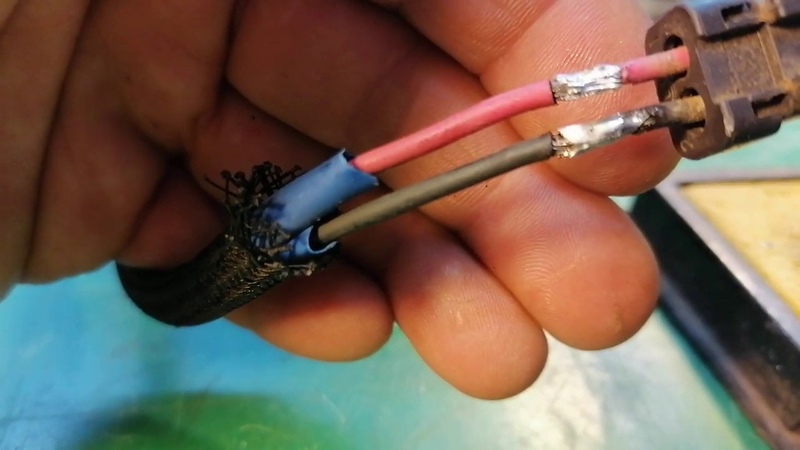
Пайка — не самый технологичный и быстрый способ, к тому же требует жесткого крепления провода, иначе он может обломаться, ибо припой затекаем между жилами и провод теряет гибкость. Кроме того, пайка более-менее хороша в стационарных условиях, то есть за столом, ну и когда и клемма и провод новые, чистые, и хорошо лудятся неактивным флюсом. В случае старого провода, например, к вышеописанным недостаткам пайки прибавляется еще и необходимость тщательной зачистки спаиваемых поверхностей и использования активного флюса, и соответственно тщательной промывки после пайки. Работа электрика же как правило не предполагает работу за столом, а паять клеммы или провода где-то под потолком или панелью приборов в машине — то еще удовольствие. Тем не менее в разъемах например мерседесов до w124 включительно использовалась именно пайка. но и разъемы там были специальные — потому и ходило оно долго и счастливо.
Работа электрика же как правило не предполагает работу за столом, а паять клеммы или провода где-то под потолком или панелью приборов в машине — то еще удовольствие. Тем не менее в разъемах например мерседесов до w124 включительно использовалась именно пайка. но и разъемы там были специальные — потому и ходило оно долго и счастливо.
Таким образом, лично я рекомендую именно обжимку, а не пайку — это быстрее, технологичнее (окисная плёнка разрушается при сжатии), и не менее надёжно. Но. лично я предпочитаю использовать неизолированные контакты. их обжимка более надёжна, потому что продавить саму клемму непосредственно либо через слой пластика — понятно в каком случае результат будет лучше.
Тем не менее достаточно широко применяются и изолированные клеммы. Часто это вполне адекватный вариант, особенно для цепей где не требуется исключительная надёжность или влагостойкость. Ну и раз уж такие контакты применяются — то и обжимать их нужно правильно. В частности, обжимать нужно не только жилы провода, но и изоляцию, для исключения отламывания от вибрации.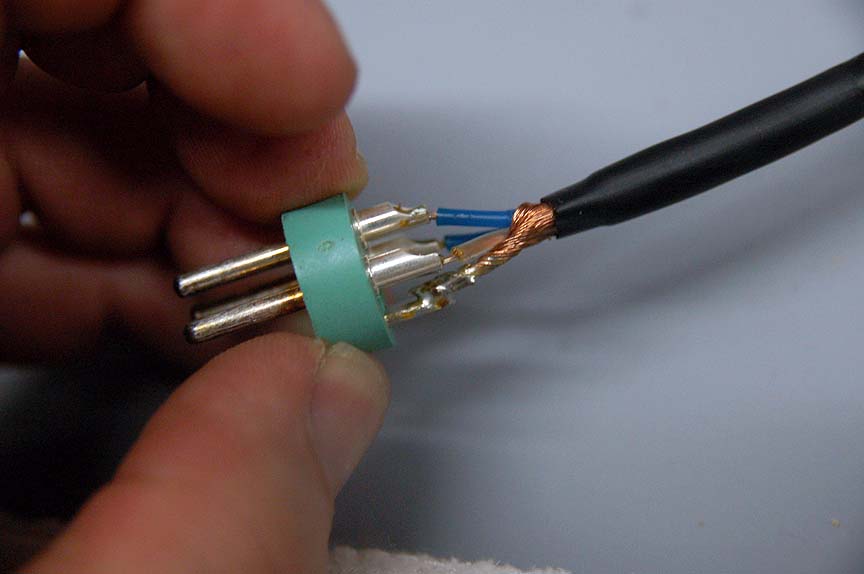 Для того и существуют соответствующие кримперы. Кримперы бывают разного типа, оптимальными лично мне кажутся именно вот такие как в обзоре, с трещоткой. Другие (более простые) дают гораздо более плохой результат.
Для того и существуют соответствующие кримперы. Кримперы бывают разного типа, оптимальными лично мне кажутся именно вот такие как в обзоре, с трещоткой. Другие (более простые) дают гораздо более плохой результат.
Как выяснилось из комментов люди не совсем представляют для обжимки чего именно данный кримпер. Вот поясняющая картинка. Простите, но другие клеммы я рисовать не стану, просто поймите что подходит только к таким как возле надписи «подходит». И еще точно такого же типа как справа, только желтые.
Перейдём же непосредственно к обзору данного инструмента.
Он предназначен для обжимки изолированных клемм и подходит для размеров:
0.5-1.0 мм (красный)
1. 5-2.5 мм (синий)
4.0-6.0 мм (желтый)
(цвета — это и цвет клемм и цвет маркировки на губках кримпера)
Призван заменить такое вот чудо из 90-х:
В длину он 21.5см, вес 510г:
Поставляется в блистере, на котором расписаны модели обжимок для всяких радиочастотных кабелей.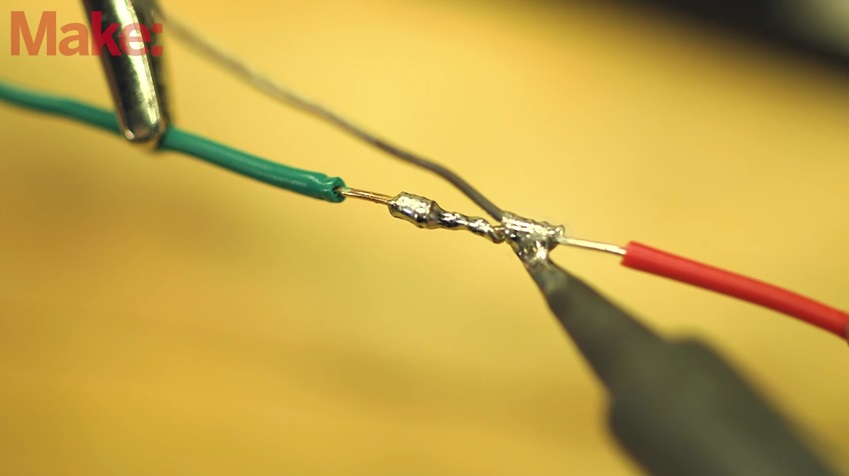 Надо полагать, что эта картонка берётся «от балды», но толку от неё в любом случае мало.
Надо полагать, что эта картонка берётся «от балды», но толку от неё в любом случае мало.
К сожалению, благодаря стараниям почты, у кримпера отбился кусочек пластика с ручки, и приклеить я его не смог ни дихлорэтаном, ни даже вюртовским суперклеем с локтайтовским праймером. Такой вот загадочный пластик. Впрочем, на работу никак не влияет, только портит внешний вид, что, конечно, досадно. Обжимка, кстати, очень хорошо лежит в руке, ручки приятные по форме, короче, эргономика на уровне. Да и металл и сборка тоже вполне хороши, никаких люфтов, виляний и изгибаний под нагрузкой. Ибо я как-то купил в оффлайне кримпер для коаксиала — это какой-то ужасный ужас. Тут же всё очень даже ок. Наличествует хвостик, позволяющий разблокировать трещотку.
Сами губки (матрицы) — сменные, крепление — винты на «плюсик», то бишь под обычную крестообразную отвертку — что удобно. С другой стороны, лично я их менять (тем более регулярно) не собираюсь, ниже будет видно почему.
Может показаться, что они какие-то кривые или грязные — но это просто масло, оно присутствует везде в знаковых количествах.
На матрицах есть маркирующее углубление. И вот тут я хочу обратить ваше внимание: они НЕ симметричны. И это вот маркирующее углубление должно приходиться на ту часть клеммы, которая обжимает жилы, а не изоляцию. Это ОЧЕНЬ важно, потому что если перевернуть — то провод недообожмется и выскочит нафиг. Я испортил пару клемм, не понимая — «как так-то?». 😉
Сами матрицы можно перевернуть кому как удобно — ну, чтобы провод в клемму можно было вставлять либо с левой стороны, либо с правой.
Результаты обжимки:
Со стороны провода не фотографировал, но пластик там обжимается тоже отлично.
проверочка:
гирька 20кг. второе фото — уже при снятой гире.
В компании «коллег»:
видосик работы:
Итоги. Кримпер понравился, обжимает хорошо. Синие клеммы, правда, пока не пробовал по причине отсутствия наличия самих клемм, а желтые — по причине отсутствия таких проводов. Но не вижу поводов ему не работать. Из минусов могу отметить, пожалуй, плохую упаковку. Пара слоёв пупырки, вероятно, защитила бы ручки.
Пара слоёв пупырки, вероятно, защитила бы ручки.
Докапываясь, можно также добавить, что кримперов подобного рода существует великое множество, и все они, блин, разные. В частности, матрицы от данной обжимки не подошли ни к одной из других моих обжимок. Этого, конечно, никто и не обещал, но было бы приятно.
В целом же — рекомендую, только попросите упаковать получше 😉
Как паять провода
Разбираем детально: как паять проводу, какой применить припой, выбираем нужный паяльник и многое другое в данной статье.
Содержание:
Одним из самых надежных способов соединения проводов является пайка. Пайка относится к неразборным видам соединения. Она обеспечивает очень низкое переходное соединение контакта. При этом паяные соединения обладают высокой механической прочностью.
Для пайки применяются сплавы с относительно низкой температурой плавления, называемые припоями. Технически, процесс пайки состоит в смачивании расплавленным припоем поверхности соединяемых проводников. После застывания припоя металл проводника прочно соединяется со сплавом, образуя контакт, обладающий хорошими электрическими параметрами. В большинстве случаев для пайки проводников применяются оловянно-свинцовые припои ПОС-40, ПОС-60 (цифры означают процент содержания олова). Припои с низкой температурой плавления могут содержать висмут, кадмий, цинк, сурьму или другие металлы.
После застывания припоя металл проводника прочно соединяется со сплавом, образуя контакт, обладающий хорошими электрическими параметрами. В большинстве случаев для пайки проводников применяются оловянно-свинцовые припои ПОС-40, ПОС-60 (цифры означают процент содержания олова). Припои с низкой температурой плавления могут содержать висмут, кадмий, цинк, сурьму или другие металлы.
В настоящее время на рынке доступны разнообразные инструменты и материалы, необходимые для выполнения паяных соединений. Минимальный набор для пайки проводов может состоять из паяльника, припоя и флюса. В случае необходимости выполнения большого количества паек изолированных проводов, неплохо иметь специальный инструмент для снятия изоляции и кусачки. Если такие операции выполняются нечасто, для снятия изоляции подойдет острый нож, например канцелярский или хирургический скальпель. Для снятия изоляции с эмалированных проводов можно применять наждачную бумагу.
Инструменты для пайки проводов
Основным инструментом для пайки проводов является паяльник.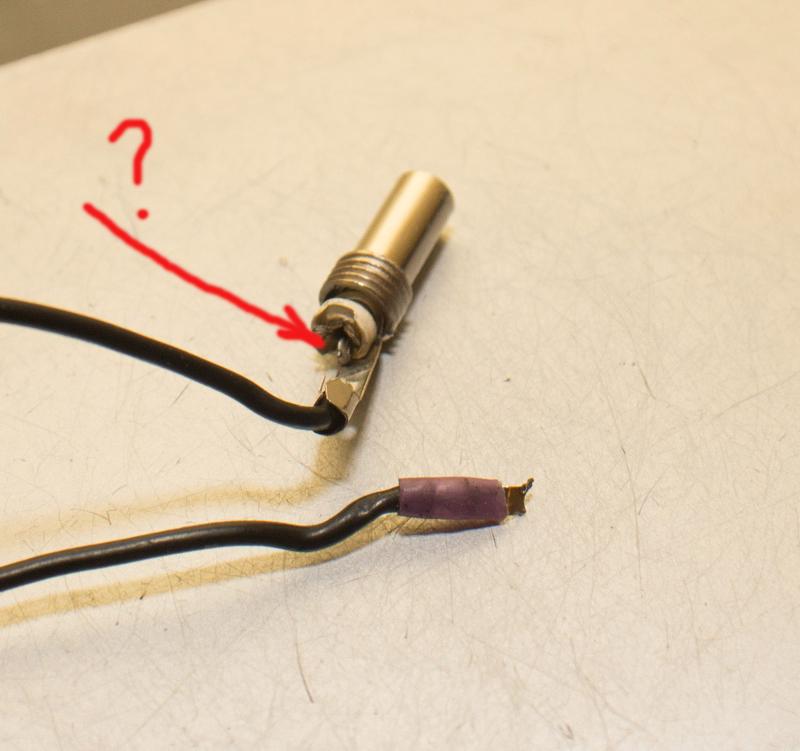
Помимо электрических, промышленность выпускает газовые паяльники. В них нагрев жала осуществляется с помощью газовой горелки. Конструктивно газовые паяльники состоят из баллончика со сниженным газом, газовой горелки и жала выполненного в виде насадки. Газовыми паяльниками удобно пользоваться в местах, где отсутствует электричество.
Многие производители выпускают паяльники с жалами, имеющими специальное покрытие. Такие покрытия хорошо «держат» припой и долго не выгорают. В случае если у вашего нового паяльника медное жало, его нужно подготовить к работе, то есть тщательно залудить. Для этого рабочую поверхность жала паяльника следует хорошенько зачистить мелким напильником или наждачной бумагой до характерного «медного» блеска. Затем жалом греющегося паяльника нужно расплавить немного канифоли. После на жало паяльника наносят припой и равномерно распределяют его по всей поверхности. Равномерного распределения припоя можно добиться, потерев жало о деревянный брусок.
Мы уже упоминали, что для пайки проводов понадобится нож и кусачки. В принципе, каких-то особенных требований к этим инструментам не предъявляется. Важно только чтобы инструмент был остро заточен, а у кусачков режущие кромки плотно прилегали друг к другу.
Расходные материалы
В последние годы для пайки проводов в основном применяют проволочный или трубчатый припой.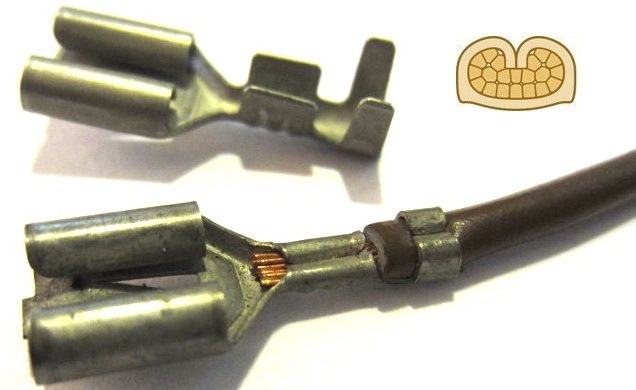 И проволочный и трубчатый припой можно доставлять к месту пайки непосредственно, не нанося его на жало паяльника. Это позволяет точно дозировать количество припоя. Трубчатый припой еще хорош тем, что внутри трубки содержится флюс (канифоль), присутствие которого значительно улучшает качество пайки.
И проволочный и трубчатый припой можно доставлять к месту пайки непосредственно, не нанося его на жало паяльника. Это позволяет точно дозировать количество припоя. Трубчатый припой еще хорош тем, что внутри трубки содержится флюс (канифоль), присутствие которого значительно улучшает качество пайки.
Для очистки спаиваемых поверхностей от окислов металлов применяют флюсы. При пайке медных проводов в качестве флюса часто применяют живичную канифоль. Для пайки других цветных металлов, например алюминия, сплавов или стали применяют различные активные флюсы. Назначение того или иного флюса, способ его применения обычно указывается на упаковке. Следует заметить, что многие активные флюсы хорошо работают только в строго определенном диапазоне температур. И еще, большинство активных флюсов после пайки нужно смывать растворителями, так как они могут продолжить «работать». А это может привести к коррозии паяного соединения.
В прежние годы, когда в продаже активные флюсы встречались крайне редко, для лужения «сложных» материалов умельцы использовали аспирин, борную или лимонную кислоту. Часто эти легкодоступные «флюсы» неплохо справлялись со своей задачей.
Часто эти легкодоступные «флюсы» неплохо справлялись со своей задачей.
Важно! При пайке флюсы и припои могут выделять вредные вещества, которые, попадая через органы дыхания, могут нанести вред здоровью. Поэтому пайку следует производить под вытяжкой или, по крайней мере, в хорошо проветриваемом помещении.
Как правильно паять провода
Научиться правильно паять провода паяльником не трудно. Процесс пайки не представляет особой сложности. С проводов снимают изоляцию, зачищают до блеска и тщательно залуживают, предварительно нанеся на них флюс. Затем провода соединяют механически между собой одним из возможных способов. После на «скрутку» еще раз наносят флюс, и это место тщательно пропаивают, следя за тем, чтобы припой равномерно растекся по всей поверхности. Ниже приведена таблица, в которой показаны основные виды соединения проводов под пайку.
Во время пайки следует обращать внимание на температуру жала паяльника. С перегретого жала припой скатывается и становится тусклым. Не нагретый паяльник плохо расплавляет припой, он превращается в кашицу и плохо растекается по месту пайки.
Не нагретый паяльник плохо расплавляет припой, он превращается в кашицу и плохо растекается по месту пайки.
Вообще о качестве пайки можно судить по виду припоя. Он должен блестеть и равномерно распределяться по месту пайки.
После окончания пайки и удаления остатка флюса, место пайки изолируют. Для этого можно воспользоваться изолентой, виниловой или хлопчатобумажной. Также для изоляции места пайки можно использовать небольшой отрезок термоусадочной трубки подходящего диаметра. Трубку одевают на паяное соединение и прогревают. Для нагрева можно применить паяльник или газовую зажигалку.
Получив определенный навык в пайке простых проводов можно попробовать выполнить более сложную задачу. Например, отремонтировать вышедшие из строя наушники.
Как спаять провода наушников
Обычно наушники выходят из строя по причине обрыва проводов вблизи штекера или внутри него. Если место повреждения точно установлено, то отремонтировать наушники довольно просто. Штекер с поврежденным участком провода отрезают. Провода аккуратно разделывают. Их припаивают к приобретенному в магазине радиодеталей разборному штекеру согласно следующей схеме.
Штекер с поврежденным участком провода отрезают. Провода аккуратно разделывают. Их припаивают к приобретенному в магазине радиодеталей разборному штекеру согласно следующей схеме.
Так как провода наушников достаточно тонкие, то залуживание проводов и их припаивание к штекеру нужно производить быстро. Иначе изоляция на проводах будет сильно оплавляться. Чтобы избежать оплавления проводов, можно выполнить пайку проводов наушников применяя припой с низкой температурой плавления, например сплав Розе или сплав Вуда. Применяя такие сплавы, паяльник нагревают до температуры плавления припоя и затем отключат от сети.
В этом материале мы рассказали о пайке проводов с помощью паяльника. Однако в экстремальных условиях можно спаять провода без паяльника. Один из способов пайки без применения паяльника может быть таким. Провода скручивают и наносят на них флюс. На место пайки наматывают немного тонкого проволочного припоя. Затем место пайки прогревают с помощью газовой горелки или зажигалки, добиваясь равномерного растекания припоя.
Как паять паяльником — примеры пайки на определенных деталях
Как паять паяльником — примеры пайки на определенных деталях.
Паять паяльником это не столь сложно, как это кажется с первого взгляда. Пользоваться паяльником начали еще в Египте более пяти тысяч лет назад. И в технологии пайки от той поры практически ничего не изменилось.
Технология пайки паяльником на самом деле не сложная. Суть ее в том, что при использовании расплавленного металла, имеющего низкую температуру плавления, соединяются любые и в любом сочетании металлы, имеющие большую температуру плавления.
Перед тем, как приступить к пайке, нужно изначально подготовить поверхность тех деталей, что будут паяться. Нужно очистить поверхность от следов грязи, если таковы имеются и удалить оксидную пленку.
Оксидная пленка – это пленка, что образовывается на поверхности металла за счет определенных условий воздуха или не очень сильно окисленной среде. Толщина такой пленки может быть разной, поэтому от этого будет зависеть, при помощи чего ее можно будет удалить – напильника или наждачной бумаги. Если площадь пайки не большая или это будут паяться круглые провода, то эту площадь можно зачистить лезвием обычного ножа. После очистки поверхность должна быть блестящей без всяких пятен, окислов и неровностей. Если на поверхности имеются жирные пятна, то их убирают при помощи ацетона или растворителя уайт-спирита (очищенного бензина).
Когда поверхность полностью подготовлена, то ее нужно залудить, то есть покрыть слоем припоя. Это делается следующим образом: вам нужно нанести на поверхность, что будет паяться, флюс и приложить жало паяльника с припоем.
Что бы жало паяльника хорошо передавало тепло к детали, его необходимо прикладывать таким образом к детали, что бы площадь соприкосновения жала паяльника и детали была максимальной. Для этого можно использовать паяльник с жалом, имеющим срез.
Главное в процессе пайки это прогреть те поверхности, что спаиваются до той температуры, которую имеет расплавленный припой. Если поверхности не были прогреты до нужной температуры, то пайка будет матовой и иметь низкую механическую прочность. Если в процессе пайки поверхности перегреть, то припой растечется, и вы вовсе не сможете выполнить процесс пайки.
Когда все описанные выше пункты выполнены, прикладываем детали друг к другу, и выполняем пайку электрическим паяльником.
Сколько будет длиться процесс пайки зависит от того какая толщина и вес детали, но приблизительно это от одной до десяти секунд. Большая часть радиоэлектронных компонентов паяются не дольше чем две секунды. Паяльник отводится в сторону, как только припой растекся по поверхности. Смещать детали нельзя до той поры, пока припой полностью не затвердеет. Ведь если сместить детали, то будет низким качество механической прочности и герметичности пайки. Если вы случайно сместили детали, все может быть, то нужно выполнить процесс пайки снова.
Когда жало паяльника горячее, то припой на нем, при ожидании, покрывается окислами и остатками сгоревшего флюса.
Поэтому перед пайкой жало паяльника нужно обязательно очищать. Для этого можно взять кусочек увлажненного поролона (плотность его может быть разной) и быстро жалом провести по этому поролону, тогда все остатки из жала останутся на поролоне.
Перед тем, как начать пайку нужно убедится в том, что поверхности или провода, что будут паяться уже облужены, это обязательно. Ведь пайка уже облуженых поверхностей и проводов будет действительно качественной, да и вы, выполняя пайку, будете получать удовольствие от работы.
Если Вы никогда раньше не работали с паяльником, то лучше всего перед тем, как выполнить ответственное задание по пайке паяльником необходимо потренироваться паять. Начните с самого простого, попробуйте паять одножильный медный провод, что используется для электропроводки. Первое, что стоит сделать, это снять с проводника изоляцию.
Как правильно залудить провода из меди.
Сняв изоляцию с провода, оцените, в каком состоянии находится проводник. Если провода новые, то их проводник не имеет оксидной пленки и такие провода можно паять, не выполняя зачистку. Возьмите небольшое количество припоя на жало паяльника, а потом коснитесь им канифоли и проведите жалом паяльника по поверхности проводника.
Если проводник имеет чистую поверхность, то по ней припой растечется тонким слоем. При нехватке припоя, берется еще одна порция с обязательным касанием канифоли. И так необходимо делать до той поры пока проводник полностью не будет залужен. Что бы работать с проводником было максимально комфортно, положите его на деревянную площадку, такая используется в качестве подставки для паяльника. Всегда в том месте, где выполняется лужение, скапливается определенное количество канифоли, что ускоряет процесс лужения, ведь припоя на жало можно взять больше, и каждый раз не касаться канифоли.
Бывают и такие случаи, что вроде и проводник без оксидной пленки, а лудится, он не хочет. В таком случае необходимо использовать паяльную кислоту. Но если у Вас под рукой, ее, не оказалось можно обойтись и таблеткой аспирина. Разогреть пару секунд, а потом лудить на площадке. Вот увидите, будет лудиться без всяких проблем. Если вы используете метод с аспирином для медного провода, на котором будет оксидная пленка, он сразу будет покрываться тонким слоем припоя. (Но этот метод желательно использовать в крайних случаях, поскольку запах от процесса будет не самый лучший)
Если у Вас получилось залудить проводник, то вас можно поздравить с первыми успехами в работе с паяльником.
Если первый раз работает с паяльником, то будьте готовы к тому, что хорошая пайка у вас не получится. На это есть пару причин. Очень сильно нагрет паяльник для данного вида припоя. Это определить можно по жалу паяльника, ведь на припое, что есть на нем, образовывается темная оксидная пленка. Если сильно нагреть жало паяльника, то рабочая часть жала будет покрыта черным окислом, из-за чего припой на жале держаться не будет. Жало паяльника не разогрето до необходимой температуры. В таком случае внешне пайка будет матовой и рыхлой. Чтобы правильно подобрать температуру можно использовать регулятор температуры. Еще может быть недостаточно прогрет провод во время обслуживания. Такое часто случается, если на рабочей части жала паяльника имеется небольшое количество припоя. Тогда площадь соприкосновения маленькая, и тепло не так как нужно передается на проводник. Тренироваться паять нужно до той поры, пока не получится правильно залудить провод.
Часто бывает такое, что по окончанию лужения паяльником проводов, на них можно увидеть остатки припоя, что похожи на наплывы. Что бы от них избавиться расположите провод вертикально, концом вниз, а паяльник наоборот – вертикально, чтобы его жало «смотрело» вверх, а потом аккуратно проведите жалом по проводам. Так, как припой тяжелый, то все образовавшиеся наплывы перейдут на жало паяльника.
Но, прежде, чем это сделать, удалите весь припой, что имеется на рабочей части жала паяльника. А для этого просто легонько ударьте жалом о подставочку. Аналогичным способом уберите лишний припой с мест паек на печатных платах.
Продолжить свою тренировку стоит на медном многожильном проводе. Его тоже нужно научиться лудить пальником. Здесь же все не будет так просто, как в предыдущем варианте, а особенно если этот провод еще нужно перед лужением очистить. Очистить провод, от оксидной пленки используя для этого механический способ, будет немного затруднительно. Для этого понадобится разделить проводники и выполнить зачистку каждого по отдельности. У меня был случай, когда сняв изоляцию с провода, используя для этого термический способ, то увидел следующее: верхний проводник был весь покрыт оксидной пленкой, а нижний проводник был расплетен. Именно такой случай является одним из самых сложных для лужения. Но, такие провода лудятся не хуже, чем простые одножильные.
Паяем правильно многожильные провода.
Для начала, проводник нужно обработать паяльной кислотой, и начинать прогревать их паяльником, продвигая их так, чтобы все проводники этого многожильного провода были смочены кислотой.
Потом нужно выполнить лужения на площадке с использование канифоли, все выполнять аналогично тому, что описано выше. Разница только в том, что вам необходимо будет прижимать провод к площадке и в процессе лужения поворачивать его в одну сторону. Это требуется чтобы проводники этого провода сплелись между собой.
Имея уже готовый залуженный провод такого типа, вы сможете, используя для этого круглогубцы, сделать кольцо. А это кольцо использовать потом, к примеру, в качестве резьбового присоединения, которое в дальнейшем можно будет использовать, например для контактов розетки или выключателей.
А еще его используют для патронов в люстрах, или же припаять такое кольцо к латунным контактам или печатным платам. Не поленитесь, в качестве тренировки попробуйте выполнить такого типа пайку паяльником.
Единственное, что нужно стараться не сместить детали, во время их соединения методом пайки, пока не застынет припой.
Если говорить о пайке паяльником любых других деталей, то она не сильно отличается от пайки проводов паяльником. И если вы попробовали лудить и паять провода, и у вас все получилось хорошо, то вы сможете выполнить любую пайку паяльником.
Учимся лудить тонкие медные провода, что покрыты лаком.
Если нужно залудить паяльником тонкий проводник, у которого диаметр жилы меньше 0,2 мм, что изолированный эмалью, нужно использовать хлорвинил. Данный вид пластика используется для изготовления изоляции и больших изолирующих трубок. Для этого необходимо положить провод на изоляцию и слегка прижать его жалом паяльника, после чего протаскивать провод, при этом постоянно поворачивая его. Вследствие нагрева хлорвинила выделяется хлор, именно он позволяет разрушить лак и без проблем залудить провод.
Такого рода технология будет просто незаменимой, если вам нужно паять паяльником провод, типа литцендрат. Это провод, что состоит из большого количества тоненьких проволок, что имеют эмалированное покрытие и представляют собой один проводник.
Тонкие провода покрыты эмалью, можно еще лудить применяя таблетки аспирина. Такой метод лужения паяльником я описывал выше. Необходимо взять провод, который вы будете лудить и поместите на подготовленную заранее таблетку аспирина, а потом протягивать его между аспирином и жалом паяльника. Но, стоит помнить, что на рабочей части жала, должно быть, необходимое количество припоя и канифоли.
Как паять паяльником радиодетали.
Часто технология пайки требуется, когда выполняется ремонт электрических приборов. Ведь там есть печатные платы, состоящие из радиоэл
ементов и тому подобное. И зачастую из этих плат нужно их выпаивать или запаивать назад. Это нельзя назвать сложной работой, но все же необходимо будет соблюдать определенную технологию пайки.
Пайка паяльником резисторов, диодов, конденсаторов.
Выпаять из платы необходимый вам радиоэлемент, а он может быть с двумя выводами, не составит труда и не требует высшего образования. В качестве таких элементов выступают практически всегда резисторы или диоды. Для качественного выпаивания с платы любого из таких элементов, нужно нагреть паяльником то, место где он запаян. Под высокой температурой припой расплавиться и вы легко достанете нужный вам элемент. Чтобы вынуть вывод резистора, можно использовать пинцет, но нужно делать все, не спеша, чтобы не соскакивал пинцет, а такое часто бывает, особенно в тех случаях, когда радиоэлемент имеет загнутый вывод и он находится со стороны пайки.
Что бы работать с пинцетом было удобнее, вы можете сточить его губки, но без фанатизма. Тогда при захвате вывода пинцет не будет соскальзывать.
Работая с печатной платой, особенно если речь идет о демонтаже радиоэлементов, очень хочется иметь еще одну руку, ведь при данной работе нужно работать паяльником, пинцетом и еще держать саму плату.
В качестве третей руки вам послужат настольные тиски. Используя данный инструмент, вы сможете зажать плату, и установить тиски на ту боковую грань стола, где вам удобнее будет работать. Лучше всего использовать инструмент придуманный китайцами Third-Hand Tool, что в переводе на русский означает «Третья рука». Используя «третью руку» вы сможете разместить плату в той плоскости, в которой с ней лучше всего будет работать.
Когда вы выполните демонтаж радиодетали, то место на плате, где был его вывод, заплывет припоем. Достать этот припой из образовавшейся луночки не сложно, просто возьмите зубочистку, заточенную спичку или обычную деревянную палочку.
Это делается следующим образом: жало паяльника нагревается и им расплавляется припой, потом в отверстие помещается зубочистка и проворачивается. Вынуть зубочистку можно будет уже когда застынет припой.
Перед тем, как запаять в плату новый радиоэлемент, нужно удостовериться в том, что его выводы будут хорошо паяться, особенно если вы не знаете, когда этот радиоэлемент был изготовлен. Рекомендую действенный способ в таком случае – залудите выводы радиоэлемента, а потом приступайте к процессу запаивания. И как результат вы получите надежную пайку и удовольствие от работы.
Пробуем паять паяльником SMD светодиоды и другие компоненты, не имеющие выводов.
Так, как технологии не стоят на месте, то сегодня уже выпускаются радиоэлектронные устройства, в которых стоят компоненты без выводов, именуются как SMD. У SMD нет привычных для нас проволочных выводов. Их соединяют с дорожками платы за счет пайки к ним контактных площадок, что находятся прямо на корпусе компонентов. Сложности в пайке такого компонента нет. Просто для этого нужно использовать маломощный паяльник на (10-12 Вт) и паять все контакты поочередно по отдельности.
Если говорить о ремонте, то часто стоит задача выпаивать SMD компонент для их проверки или замены на новые. Кроме того часто бывает такое, что SMD компоненты выпаивают из старых нерабочих плат для того, чтобы использовать их в качестве запчастей. Поэтому при процессе выпаивания нужно быть внимательным, ведь компоненты могут поломаться. Чтобы этого не произошло, прогревайте одновременно все выводы SMD компонентов.
Тем, кто часто сталкивается с работой, где нужно выпаивать SMD компоненты, рекомендую для своего паяльника сделать набор специальных жал. Под специальным имеется ввиду жало, что на конце разветвляется на два или три маленьких жала. Используя такие жала при выпаивании, вы не будете повреждать SMD компоненты, даже если они припаяны к плате.
Не всегда под рукой есть паяльник малой мощности, а в том, которым постоянно выполняется пайка нет возможности поменять жало на другое, так как оно прикипело. В таком случае нужно просто навить на жало паяльника медный провод. Его диаметр должен быть не больше одного миллиметра. Это будет так званая насадка, используя которую вы сможете легко выпаять SMD компоненты. Обратите внимание, что корпус светодиодов очень нежный, и он боится даже самых минимальных воздействий.
Удобство такой насадки в том, что она беспрепятственно снимается, и вы сможете использовать паяльник для обычной пайки. У этой насадки есть свои плюсы, и заключаются они в том, что вы можете менять ширину между концами самой насадки. Это позволит использовать ее для пайки SMD компонентов разных размеров. Еще такого рода насадку можно использовать, как маломощный паяльник, и с легкостью паять мелкие детали и тонкие провода, например для светодиодных лент.
Учимся паять паяльником светодиодную ленту.
Процесс пайки светодиодных лент практически не отличается от процесса пайки любой другой детали. Но, здесь все же есть свои тонкости. Вот, например из-за того, что печатная плата это тонкая и гибкая лента, то время пайки должно быть минимальным, чтобы не отслоились печатные дорожки платы.
Учимся паять паяльником микросхемы.
Выше я описывал, как запаивать или выпаивать резисторы или диоды. И как видите, сложного там практически нет ничего. А вот выпаять паяльником микросхемы, это уже на порядок сложнее. Ведь в микросхеме выпаять по отдельности выводы можно только после того, как их при помощи кусачек откусить от корпуса платы.
Но, все же есть и в данном случае выход, и, используя одну полезную технологию можно выпаять 24 выводную микросхему всего за минуту. Для этого вам понадобиться медицинская игла, что используется для инъекций. Диаметр такой иглы должен составлять 0,6 мм, ведь в микросхемах зачастую размер вывода равен 0,5 мм. Заправлять ее нужно на конус под прямым углом, так она легче войдет в отверстия печатной платы.
Следующие действия уже не сложные, ведь вам нужно будет просто смазать все выводы микросхемы, с той стороны, где будет выполняться пайка, специальным флюсом СКФ. Одевать иглу необходимо на все выводы микросхемы по очередности, при этом прогревать жалом паяльника припой. Но, стоит помнить, что иглу надо постоянно прокручивать то в одну, то в другую сторону. Если этого не делать, то иглу можно припаять к выводу. Паяльник отводим в сторону сразу, как только игла войдет в плату, а иглу в это время проворачиваем и не спеша снимаем с ножки. Все эти манипуляции проводим до той поры, пока все выводы микросхемы не будут освобождены от припоя. Если микросхема, с которой вы работаете, имеет загнутые выводы, то нужно первоначально расплавить припой и одновременно одеть на вывод иглу до упора. И тогда вывод выровняется. Для того, чтобы освободить вывод от припоя при помощи иглы, нужно приблизительно две секунды.
Когда вы выполните все выше описанное, со всеми ножками, то сможете легко извлечь микросхему, и даже не заметите, что она была припаяна. Могут быть такие случаи, что одна из ножек не выпускает микросхему, ну, все может быть. В таком случае нужно провести ее обработку паяльником и иглой еще раз.
Есть такие специалисты, которые используют при пайке микросхем технологию пайки с использованием медной оплетки от коаксиального провода. Эта технология тоже имеет право на жизнь, но у нее есть существенные минусы:
— нужно иметь уже хорошо «набитую» руку, то есть уметь хорошо
паять паяльником;
— иметь в своих инструментах и комплектующих оплетку. А она есть далеко не у всех;
— полностью удалить весь припой, которым припаяны выводы микросхемы.
А вот при использовании технологии пайки с иглой, припой остается на плате и тогда, чтобы запаять новую микросхему нужно только хорошо прогреть места пайки, при этом не добавлять новый припой.
Учимся
паять паяльником микросхемы в корпусе SOIC, что используются для поверхностного монтажа.Новый рынок, новые технологии, новые разработки, и на сегодняшний день очень часто стали использовать при изготовлении электронных приборов микросхемы в корпусе SOIC.
Прямое назначение данных микросхем – поверхностный монтаж на печатные платы. Иметь дело с такими микросхемами приходится людям, что занимаются ремонтом радиоаппаратуры. В этой же аппаратуре эти микросхемы нужно менять на новые. И что бы это сделать вам придется изначально выпаять эту микросхему, так, чтобы все ее печатные проводники, не были оторваны.
Ремонтируя светодиодную лампу по типу трубки, мне довелось выполнить замену вышедшей из строя в драйвере микросхему BP2808 в корпусе SOIC. Чтобы без проблем и препятствий выпаять микросхемы в корпусах, которые разработаны для пайки напрямую к контактной дорожке печатной платы, нужно использовать специальную паяльную станцию. Паяльная станция – это специальный инструмент, что применяется в радиотехнической промышленности.
Во время работы паяльной станцией место, которое нужно паять, нагревается горячим воздухом. В домашних условия поставить паяльную станцию не у всех есть возможность.
Но, можно обойтись и без паяльной станции, используя для выпаивания микросхемы отрезок тонкой стальной проволоки, имеющей на конце небольшой крючок. Отсюда вопрос: где взять такую проволочку? Все очень просто, вы можете ее сделать сами, используя для этого пружинку от шариковой ручки, просто выпрямите пружинку и у вас будет тонкая стальная проволока.
Используя крючок на проволоке, подцепите вывод микросхемы на печатной плате и немного натяните. Посмотрите где находится место пайки и прогрейте его жалом паяльника. Обратите внимание, паяльник должен быть малой мощности. В следствии нагрева места пайки, крючок пройдет между выводом и печатным проводником, вывод на небольшое расстояние отогнется вверх, и тогда между ним и печатным проводником останется зазор.
Все, что я только что описал, нужно будет сделать с каждым выводом, что имеется на микросхеме. В итоге вы получите полностью освободившуюся микросхему и все выходы останутся целыми. Это очень удобно, ведь бывает такое, что диагностика была не точной и причина поломки не в сгоревшей микросхеме, тогда вы в большом выигрыше. Ведь покупать новую микросхему не нужно будет, вы сможете обратно запаять ту, что вы выпаяли.
Когда вы полностью удалили микросхему из печатной платы, пройдитесь по ее проводникам жалом паяльника. Это нужно для того, что бы в местах пайки убрать или выровнять лишний припой. На место старой микросхемы прикладывается новая, места, где будет выполняться пайка обрабатываются Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются флюсом СКФ, а ножки нужно прогреть паяльником. При пайке таких микросхем используйте жало паяльника с шириной, которая будет меньшей, чем шаг между ножками микросхемы, что будет паяться. Что бы было лучше понятно, приведу пример: если шаг микросхемы 1,25 мм, то жало паяльника должно быть с шириной рабочей части не больше одного миллиметра.
Учимся паять транзисторы в корпусе DPAK (TO-252)
Часто бывает, такое, что тот или иной бытовой прибор перестал работать. Причина в том, что на его рабочей плате перегорел транзистор и его нужно заменить, но, что бы это сделать необходимо его выпаять из платы. Как же это сделать, и какие сложности могут возникнуть?
Транзистор к плате припаян всей своей металлической поверхностью, и припаян он прямо к фольге этой печатной платы. Именно по этой причине требуется соблюдение некоторой последовательности действий во время выпаивания транзистора из платы.
Мы уже с вами знаем, что первое, что нам нужно сделать – это выпаять выводы транзистора. Если вы на 100% уверены в том, что проблема в транзисторе, то не нужно изобретать велосипед, просто возьмите бокорезы и перекусите ножки транзистора. Если же у вас стоит задача выпаять транзистор, что бы потом его опять использовать, вам нужно нагреть паяльником до нужной температуры место, в котором запаяны выводы транзистора. Когда вы увидели, что припой становиться жидким, берите шило, оно должно быть у вас под руками, и аккуратно приподнимите ножку над платой.
Следующее, что нужно сделать, это взять на рабочую часть жала максимально больше припоя и приложить к плате там, откуда торчит металлическое основание транзистора. Примерно, через секунд пять, припой, которым припаян транзистор, начнет плавиться, и вы легко сможете удалить транзистор, используя для этого пинцет. Может случиться так, что с первого раза у вас не получится изъять транзистор, в таком случае повторите все действия еще раз.
Сняв транзистор, вы увидите оставшийся припой, что держал этот транзистор. Выровняйте место, где был запаян транзистор к плате, используя горячее жало паяльника. Толщина слоя припоя должна быть не больше 0,5 мм.
Что касается вопроса как запаять транзистор на плату. Тут нет никаких сложностей. Для этого установите транзистор на плату и запаяйте его выводы. Потом прижмите транзистор, прилагая усилие, в плате и одновременно с этим прогревайте его жалом паяльника со стороны, где находится выступ металлического основания, это как при выпаивании. Когда припой полностью расплавится, транзистор просядет, так как на него прилагается давление, а паяльник можно будет отложить в сторону. Если паять нужно транзисторы в корпусе TO-252, то используйте для пайки мощный паяльник — 40 Вт.
Учимся паять паяльником радиодетали с толстым выводом.
Идем дальше. Как же выпаять микросхему, что имеет толстые выводы, а это их толщина составляет больше чем 0,8 мм. Такая работа уже более сложная, медицинская иголка нам не поможет, ведь такой иголки с таким диаметром нет. Но, если кому то повезет, и он найдет трубочку из нержавеющей стали, что имеет тонкие стенки и необходимый диаметр, то вполне возможно применить технологию с иголкой, что расписана выше, но в качестве иголки будет использоваться нержавеющая трубочка.
Но, есть и такие микросхемы, в которых радиоэлементы, у которых выводы закрепляются специальной термопластичной пластмассой. Это, как правило, разъемы, катушки индуктивности, трансформаторы. Для работы с такими радиоэлементами во время выпаивания используйте специнструмент , что предназначен для отсоса припоя. Называется такой инструмент оловоотсос.
Оловоотсос – это ручной инструмент, что используется для отсасывания олова, а для пайки используется в качестве припоя именно олово. Внешне оловоотсос похож на трубку из металла с наконечником, который изготовлен из фторопласта. Внутрь трубки помещен подпружиненный поршень на штоке и спусковой механизм. Если сравнивать, на что похож этот инструмент, то это будет ручной насос, что используется для накачивания колес велосипеда. Когда сжимается пружинка, поршень инструмента автоматически опускается вниз. Нажав пусковую кнопку, вы освобождаете поршень, и тут срабатывает пружина, под действием которой поршень быстро перемещается вверх, и при этом затягивает через наконечник воздух. Когда вы поднесете оловоотсос к жидкому припою, то его вместе с воздухом затянет внутрь инструмента.
Если перед вами стоит задача вытащить вывод из припоя, то вам надо нагреть припой паяльником, и как только он станет жидким, оперативно надеть на вывод оловоотсос и, не медля жмите пусковую кнопку, при этом убрав с места пайки, жало паяльника. Весь жидкий припой будет удален. Если же вам не удалось это сделать с первого раза, то повторите эту процедуру.
Использовать отсос можно при выпаивании любой радиодетали, будь то резисторы, диоды или микросхемы. Но, технология с медицинской иглой намного проще и быстрее, там ничего повторно не нужно делать. Пользоваться отсосом при выпаивании радиодеталей сложнее, если они имеют изогнутые выводы.
Учимся паять паяльником конденсаторы на материнской плате компьютеров.
В каждом компьютере есть рабочие электронные платы. К неисправности таких плат приводят вздутые электрические конденсаторы. В некоторых случаях плата может работать, но нестабильно. Конденсаторы заменить вроде не сложно, но, несмотря на простоту замены, нужно понимать, это серьёзная и ответственная задача. А сложность вся состоит в том, что плата имеет очень «нежные» и тонкие токоведущие дорожки, они еще и узкие и если вы неаккуратно проведете жалом паяльника, то очень легко эти дорожки повредите, а вот восстановить их не всегда получается. Кроме этого на печатной плате есть много бескорпусных элементов, и по неаккуратности их можно совершенно случайно повредить или разрушить. Сами конденсаторы на плате очень часто устанавливаются рядами очень плотно, иногда они расположены между разъемами. Именно по этой причине их выпаивать сложно, не говоря уже за впаивание назад, ведь это еще сложнее.
Перед тем, как приступить к самому процессу пайки, необходимо провести все необходимые подготовительные работы. А именно:
— достаньте из материнской платы все карты;
— отсоедините все провода;
— зарисуйте, в какой последовательности вставлены разъемы проводников, что идут от кнопок и светодиодов, установлены в системный блок. Как правило, они обычно установлены без ключей, и если вы не зарисуете или не запомните, как они расположены, то потом потратите много времени на то, что бы разобраться, как все было подключено. (можно сделать фото данной платы на имеющийся телефон или фотоаппарат)
— открутите все винты, на которых закреплена плата к основанию системного блока;
— достаньте плату из корпуса.
Для паяльных работ материнской платы нужно брать мощный паяльник (40 Вт). Ведь электролитические конденсаторы массивные. Прежде, чем начать пайку, необходимо правильно заправить жало паяльника. В торце жало не должно быть шире 3 мм, и ни в коем случае на нем не должно быть острых углов. Такие меры предосторожности необходимы, чтобы при случайном соскальзывании жала, вы не повредили токоведущие дорожки материнской платы.
В процессе пайки паяльником у вас будут заняты руки, и что бы правильно удерживать материнскую плату, используйте для ее фиксации тиски или «третью руку». Это просто необходимо, чтобы в процессе пайки можно было контролировать плату с обеих сторон. Обратите внимание, зажимайте плату за край, на котором нет никаких элементов, но не сильно, и, подкладывая при этом картонные прокладки, чтобы не повредить плату.
Все подготовительные работы выполнены, можно переходить непосредственно к выпаиванию неработающего конденсатора. Держа одной рукой конденсатор, другой прикасаетесь паяльником к его выводу. На рабочей части жала должно быть достаточно припоя, чтобы он мог слиться с тем припоем, которым припаяна ножка конденсатора. Прогревая место пайки, конденсатор легонько нужно отводить в сторону, чтобы достать его ножку из отверстия. Сразу после того, как конденсатор начнет поддаваться, его ножку вытаскивать полностью не нужно, только до посадки ее в плате. Аналогичную процедуру нужно выполнить со второй ножкой конденсатора. А тогда возвращаемся к первой ножке и уже достаем ее полностью из платы. Если использовать такой способ, то за два три приема вы полностью выпаяете конденсатор из материнской платы.
Когда материнская плата выходит из строя, то это точно из строя вышел не один, а несколько конденсаторов. Все непригодные конденсаторы выпаивать нужно по выше описанной схеме, но по очереди. Если у вас вышло из строя два конденсатора, но они оба имеют разные номиналы, то, очень важно запомнить, какой из них, где стоял.
Далее нужно подготовить отверстия, в которые будут запаиваться новые конденсаторы. Для начала необходимо удалить из этих отверстий старый припой. Как правило, я это делаю за два захода (этапа). Это сначала нагреваю место пайки, а потом при помощи зубочистки делаю в нем углубление.
После этого, в образовавшиеся углубления нужно вставить иголку для шитя, диаметром 0,5 мм. Эту иголку я закрепляю в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Припой начинает плавиться, и в этот момент нужно проталкивать в отверстие иголку, не забывая ее постоянно проворачивать. Паяльник убираем в сторону, а иглу не прекращаем поворачивать и не спеша вынимаем ее. Таким образом, отверстия освобождаются от припоя и в них можно запаивать новые рабочие конденсаторы.
Если вы будете запаивать в плату конденсаторы, которые ранее уже были использованы, то нужно изначально подготовить их выводы, выровняв их и очистив от старого припоя. Если же это конденсатор, ранее не был использован, то его выводы нужно залудить, а вот если нужно укорачивать их, то это лучше всего сделать уже после запаивания конденсатора. Когда вы на плату устанавливаете конденсатор, то нужно учитывать его полярность. У конденсатора минусовой вывод отмечается, как правило, белой полоской сбоку на его корпусе, а на материнской плате отмечен белым сектором, или как дополнение на плате может быть специальная контактная площадка в виде квадрата. Еще может такое быть, что расстояние отверстий конденсатора и расстояние тех отверстий, что на плате не соответствуют. Чтобы не возникло проблем при пайке, следует заранее сформировать ножки конденсатора, ведь за счет того, что на материнской плате размещено еще много других деталей, это сделать не очень легко и не всегда удается с первого взгляда.
С легкостью можно сформировать ножки в том случае, если вставить его в отверстия ножками со стороны запайки выводов деталей. Таким образом, вам будет легче попасть ножками конденсатора в отверстия печатной платы, при его установке.
Учимся удалять оставшийся флюс с печатной платы по завершению пайки.
Что бы вам было легче паять конденсатор, то до того, как вы приступите к процессу пайки, обработайте его ножки специальным флюсом СКФ. Когда закончите паять, необходимо тщательно убрать с платы лишнюю канифоль.
Чтобы удалить лишнюю канифоль, необходимо взять любую кисточку и смочить ее в спирте. Потом этой кисточкой необходимо водить по месту на плате, где осталась застывшая канифоль, до той поры, пока канифоль не растворится.
Потом, стоит взять кусочек чистой ткани, она должна быть не синтетической, и положить ее на место растворившейся канифоли, потом провести кисточкой по самой ткани. Всю канифоль впитает в себя ткань, а плата останется чистой.
Ну, вот в принципе и все. Можно проверять работоспособность платы. А для этого вам нужно будет ее вставить в системный блок.
Учимся паять паяльником детали из стали и железа.
Пайка паяльником стальных и железных деталей, используя для этого мягкий припой, не особо отличается от пайки медных деталей или деталей из ее сплава. Разница здесь только в используемом флюсе. Ведь канифоль в такой пайке не используют, а используют хлористо-цинковый флюс.
Давайте попробуем на примере разобраться, как же паять железо. Вот, у нас есть лист кровельного железа, что уже проржавел и имеет глубокую коррозию.
Запомните! Самое главное, что вам нужно сделать, чтобы пайка получилась качественной, это правильно подготовить поверхность, на которой эта пайка будет проводиться. Что же для этого нужно сделать? Первое, это удалить всю ржавчину, используя для этого наждачную бумагу или щетку по металлу. Этот лист, может быть, покрыть маслом или консервантом. Такое делают для того, чтобы предотвратить его коррозию. Если у вас именно такой лист, то перед тем, как проводить пайку, его нужно очистить от жира. Для этого возьмите старую тряпочку и смочите е бензином. А затем протрите тщательно лист металла. Еще избавиться от жира на металлическом листе, можно используя для этого обычное моющее средство для посуды.
Если поверхность готова, тщательно очищена, то теперь нужно выполнить процесс лужения. Может быть такое, что вся ржавчина не удалилась, есть глубоки вкрапления, ничего страшного в этом нет если она занимает не больше одного процента площади от всего листа. Она не повлияет практически на процесс лужения.
На эту заранее подготовленную поверхность металлического листа, используя кисточку, тонким слоем наносим хлористо-цинковый флюс.
Уже через пять минут, вы покроете ржавую поверхность листа, при помощи паяльника необходимым слоем припоя и лист больше ржаветь не будет.
Не всегда под рукой есть кислотный флюс, но это не беда, ведь мы легко можем его заменить аспирином. Аспирин – это универсальный флюс, который всегда есть в аптечке каждого, если не в основной в доме, то в автомобильной аптечке точно найдется.
Как же это делается? Все очень просто, насыпьте вместо кислотного флюса раскрошенную таблетку аспирина, а дальше уже выполняем лужение при помощи паяльника. Припой растекается так же хорошо, как и при использовании кислотного флюса для лужения.
К детали железной или стальной, если она хорошо залужена, вам легко будет припаять любой провод, будь то он из меди или латуни. Он будет держаться на этом листе крепко, и будет обеспечиваться очень надежный электрический контакт.
Учимся паять трубки, радиаторы, радиаторы, теплообменники.
Если говорить о мастерах, то им часто приходится иметь дело с устранением течи, а это может быть или жидкость или газ, в металлических трубках, радиаторах и теплообменниках газовых колонок, холодильников, автомобилей или в других приборах, где они есть. В основном трубки бывают медные, латунные, железные, это может быть и нержавеющая сталь. Поэтому справиться с течью в таких трубах вам помогут паяльник и свинцово-оловянный припой ПОС-61, используя выше приведенную технологию.
Но, так как радиатор или теплообменник являются объемными и в них есть наличие жидкости, то технология их пайки имеет некоторые особенности, что отличают ее от обычной пайки.
Учимся ремонтировать железный кузов автомобиля методом пайки
В те времена, когда на дорогах ездило больше советских автомобилей, чем сейчас, очень сильно спасала технология пайки паяльником железа при коррозии кузова автомобиля. Когда появляется ржавчина, то первое что приходится делать, это зачищать ее и наносить новое лакокрасочное покрытие, но, со временем эта ржавчина все равно «вылезет» наружу. А вот если место, где появилась ржавчина хорошо подготовить, потом пройтись по нему паяльником, нанеся небольшой слой припоя, то это место больше ржаветь не будет никогда.
Часто приходилось хозяевам автомобилей паять сквозные дыры в порогах или в зоне колесных арок машины. Перед тем, как приступить к пайке, необходимо зачистить аккуратно поверхность вокруг образовавшейся дырки, диаметром приблизительно в сантиметр, а потом залудить эту поверхность припоем. Потом вам необходимо вырезать из картона выкройку по размерам необходимой вам заплатки. После чего по выкройке вырезаете заплатку из латуни. Ее толщина должна быть от 0,2-0,3 мм. Ту часть заплатки, что будет припаиваться необходимо залудить толстым слоем припоя. Может быть такое, что заплатке необходимо придать какую-то форму, если это так, то придаем ей нужную форму, а потом прикладываем ее на дырку в кузове автомобиля, и хорошенько прогреваем ее мощным паяльником. Отлично подойдет паяльник на 100 Ват. Прогревать необходимо по шву. Далее шпаклюем, грунтуем, красим и кузов вашего автомобиля словно новый. И еще большой плюс такого ремонта в том, что это место больше никогда не пустить ржавчину.
Часто задаваемые вопросы про Паяльники
Как припаять провод к кнопке
Разнообразные методы и способы пайки используются всегда для того, чтобы собрать любую электрическую схему, создать готовую печатную плату с радиоэлементами, чтобы все детали крепко держались на своих местах. Пайке подвергают не только разные провода, кабели, но и лампочки, резисторы, транзисторы, диоды, микросхемы, ключи, кнопки, мостовые схемы и т.д. Далеко не каждый знает, как припаять провод к проводу, хотя такое умение бывает иногда очень необходимо.
Пайка вам сможет пригодиться даже в домашних условиях: если у вас от перепада напряжения в сети случайно перегорел провод в вашем любимом радио, или вы решили собрать своими руками усилитель, чтобы на вашей вечеринке музыка была погромче.
Выбор паяльника и остальных инструментов
Перед тем как приступить непосредственно к пайке, нужно выбрать паяльник и все остальное, что может понадобиться для работы.
В первую очередь выбирается паяльник, они отличаются по мощности. Поэтому следует учитывать, что именно нужно спаять. Если это радиоэлементы, боящиеся сильного перегрева, или микросхемы, то оптимальная мощность паяльника будет 5-20 ватт. Чтобы припаять провод к проводу или клемме, подойдет паяльник с мощностью 40-50 ватт. Для соединения элементов из металла, которые имеют толщину от 3 мм, нужно выбирать паяльник с мощностью от 50 ватт.
– канифоль, флюс или паяльную кислоту.
Как подготовиться к пайке
Перед работой жало паяльника очищается от нагара путем его зачистки напильником. Затем паяльник подключают к сети, нагревают и окунают в канифоль.
Если вы ни разу не работали с паяльником и не знаете, как припаять провод к проводу, вам нужно потренироваться.
Перед работой все места, где будет произведена пайка, необходимо залудить.
Важные правила пайки
Пайка проводов паяльником требует соблюдения определенных правил, чтобы в результате работа была аккуратна и надежна. Для пайки необходим припой, наиболее часто используемыми будут ПОС-40, ПОС-50, ПОС-61. Последний успешно и наиболее часто применяется на производстве. Чтобы произвести пайку, нужно прогреть то место, куда будет нанесен припой, до той температуры, чтобы припой смог расплавиться, а провода не перегрелись.
Вся работа по спаиванию проводов состоит из последовательных этапов:
– Провода подготавливаются к пайке. Окисная пленка должна быть удалена протиранием паяльной кислотой или канифолью.
– Заранее нагретый паяльник подносится к припою, его берется совсем немного, чтобы избежать больших наплывов в местах спаивания.
– Прикладывается припаиваемый провод к проводу и к месту их соприкосновения подносится паяльник ровно на то время, которое нужно, чтобы припой остался на месте стыка проводов.
Не нужно паяльник слишком сильно задерживать возле проводов. Достаточно пары секунд, чтобы припой скрепил провода. После того как жало убирается с места пайки, припой застывает. Чтобы место соединения не пришлось перепаивать, и оно получилось аккуратным, провода нужно подержать неподвижно до полного затвердевания припоя. Если в месте пайки оказался переизбыток флюса – его надо удалить. Это нужно, чтобы место пайки со временем не окислилось.
Полезные советы
Прежде чем вы сможете попрактиковаться на личном опыте, как припаять провод к проводу, приведем несколько полезных советов, которые вам могут понадобиться.
Во время пайки не нужно использовать много припоя, его достаточно чуть-чуть, чтобы припой мог попасть в микрозазоры материала и скрепить провода. Этого будет достаточно, чтобы силы межмолекулярного взаимодействия начали действовать.
Чтобы удалить излишки припоя, можно использовать экранирующую оплетку, взятую у любого кабеля. А также использовать паяльник, у которого на жале есть ложбинка, в которую попадает лишний припой при касании места спайки.
Слишком большое количество припоя может вызвать замыкание контактов.
Если взять слишком мало припоя на кончик паяльника – вы не сможете ничего спаять.
Если на паяльнике останется много нагара или флюса – пайка получится некачественная. То же самое будет, если паяльник не нагрет до нужной температуры.
Не забывайте, что паять надо при хорошей вытяжке или в хорошо проветриваемом помещении.
Теперь вы знаете, как припаять провод к проводу правильно.
Разнообразные методы и способы пайки используются всегда для того, чтобы собрать любую электрическую схему, создать готовую печатную плату с радиоэлементами, чтобы все детали крепко держались на своих местах. Пайке подвергают не только разные провода, кабели, но и лампочки, резисторы, транзисторы, диоды, микросхемы, ключи, кнопки, мостовые схемы и т.д. Далеко не каждый знает, как припаять провод к проводу, хотя такое умение бывает иногда очень необходимо.
Пайка вам сможет пригодиться даже в домашних условиях: если у вас от перепада напряжения в сети случайно перегорел провод в вашем любимом радио, или вы решили собрать своими руками усилитель, чтобы на вашей вечеринке музыка была погромче.
Выбор паяльника и остальных инструментов
Перед тем как приступить непосредственно к пайке, нужно выбрать паяльник и все остальное, что может понадобиться для работы.
В первую очередь выбирается паяльник, они отличаются по мощности. Поэтому следует учитывать, что именно нужно спаять. Если это радиоэлементы, боящиеся сильного перегрева, или микросхемы, то оптимальная мощность паяльника будет 5-20 ватт. Чтобы припаять провод к проводу или клемме, подойдет паяльник с мощностью 40-50 ватт. Для соединения элементов из металла, которые имеют толщину от 3 мм, нужно выбирать паяльник с мощностью от 50 ватт.
– канифоль, флюс или паяльную кислоту.
Как подготовиться к пайке
Перед работой жало паяльника очищается от нагара путем его зачистки напильником. Затем паяльник подключают к сети, нагревают и окунают в канифоль.
Если вы ни разу не работали с паяльником и не знаете, как припаять провод к проводу, вам нужно потренироваться.
Перед работой все места, где будет произведена пайка, необходимо залудить.
Важные правила пайки
Пайка проводов паяльником требует соблюдения определенных правил, чтобы в результате работа была аккуратна и надежна. Для пайки необходим припой, наиболее часто используемыми будут ПОС-40, ПОС-50, ПОС-61. Последний успешно и наиболее часто применяется на производстве. Чтобы произвести пайку, нужно прогреть то место, куда будет нанесен припой, до той температуры, чтобы припой смог расплавиться, а провода не перегрелись.
Вся работа по спаиванию проводов состоит из последовательных этапов:
– Провода подготавливаются к пайке. Окисная пленка должна быть удалена протиранием паяльной кислотой или канифолью.
– Заранее нагретый паяльник подносится к припою, его берется совсем немного, чтобы избежать больших наплывов в местах спаивания.
– Прикладывается припаиваемый провод к проводу и к месту их соприкосновения подносится паяльник ровно на то время, которое нужно, чтобы припой остался на месте стыка проводов.
Не нужно паяльник слишком сильно задерживать возле проводов. Достаточно пары секунд, чтобы припой скрепил провода. После того как жало убирается с места пайки, припой застывает. Чтобы место соединения не пришлось перепаивать, и оно получилось аккуратным, провода нужно подержать неподвижно до полного затвердевания припоя. Если в месте пайки оказался переизбыток флюса – его надо удалить. Это нужно, чтобы место пайки со временем не окислилось.
Полезные советы
Прежде чем вы сможете попрактиковаться на личном опыте, как припаять провод к проводу, приведем несколько полезных советов, которые вам могут понадобиться.
Во время пайки не нужно использовать много припоя, его достаточно чуть-чуть, чтобы припой мог попасть в микрозазоры материала и скрепить провода. Этого будет достаточно, чтобы силы межмолекулярного взаимодействия начали действовать.
Чтобы удалить излишки припоя, можно использовать экранирующую оплетку, взятую у любого кабеля. А также использовать паяльник, у которого на жале есть ложбинка, в которую попадает лишний припой при касании места спайки.
Слишком большое количество припоя может вызвать замыкание контактов.
Если взять слишком мало припоя на кончик паяльника – вы не сможете ничего спаять.
Если на паяльнике останется много нагара или флюса – пайка получится некачественная. То же самое будет, если паяльник не нагрет до нужной температуры.
Не забывайте, что паять надо при хорошей вытяжке или в хорошо проветриваемом помещении.
Теперь вы знаете, как припаять провод к проводу правильно.
Всем здоровья и хорошего настроения! Тут я собрал схемы распиновки и инструкции как припаять штекер к наушникам всех известных мне типов. Привожу инструкции, как отремонтировать наушники своими руками и как соединить провода без электрического паяльника. Будет интересно.
Начну, пожалуй, с перечисления известных типов аудио штекеров.
Стандартные штекеры
Согласно Википедии существуют следующие типы джеков:
- TS/TRS диаметром 6,3 мм (для микрофонов, электрогитар, микшерных пультов, старых профессиональных наушников и т.д.)
- TS/ TRS / TRRS диаметром 3,5 мм (самый распространенный, применяется для современных наушников , микрофонов, акустики, фотовспышек и т.д.)
- TS/TRS/TRRS диаметром 2,5 мм (для гарнитур мобильных телефонов, веб-камер, вспышек и т.д.)
Существует также тип разъема TRRRS, который применяется для передачи не только аудио, но и видеосигнала.
Кстати, обозначение такое принято по принципу: T — Trip (защелка), R- Ring (кольцо), S — Sleeve (втулка).
Как правильно припаять новый штекер к наушникам соблюдая распиновку проводов
Чтобы правильно припаять штекер наушников или гарнитуры необходимо знать распиновку. Она приведена в таблице ниже и взята с сайта про разъемы .
Такие распиновки штекеров на 2 и на 3 контакта имеют и миниджеки для колонок и микрофонов.
Штекеры и их распиновка для более специализированных устройств (видеокамер, гарнитур) по фирмам производителей (Nokia, Samsung, Sony, Panasonic) показаны в следующей таблице.
Как устроен трехконтактный джек
Обычный трехконтактный стерео джек имеет конструкцию по коаксиальному принципу. Каждый контакт находится в диэлектрической гильзе (втулке) и находится внутри другой гильзы.
Контакты штекера разделяются меду собой пластиковыми втулками. Так вот этот пластик боится перегрева, начинает плавиться и контакты будут болтаться. Так что если хотите припаять штекер для наушников , то стоит помнить о перегреве контактов паяльником .
Как самостоятельно отремонтировать штекер наушников
Чтобы отремонтировать штекер наушников или гарнитуры своими руками, необходимо аккуратно извлечь его из корпуса, если он сам еще не вывалился. Обычно штекер заливается резиной. При разборке разрезаем этот корпус вдоль шва острым ножом. Чем аккуратнее получится разрез, тем легче восстановить корпус после ремонта.
Выяснение причины неисправности наушников
Неисправность нашуников чаще всего заключается в обрыве одного из проводов в штекере. Реже происходит обрыв около контактов динамика или переламывание провода из-за нарушения целостности изоляции.
Чтобы определить неисправность, нужно воспользоваться мультиметром и прозвонить контакты штекера . Из схем выше мы уже знаем где общий провод и левый и правый аудиоканалы. Если между контактом одного канала и общим проводом сопротивление больше 20 — 120 Ом, то скорее всего есть обрыв или переламывание провода. Помни, что типовое сопротивление обмотки современных наушников вкладышей составляет 32 Ома.
Переламывание провода определяется по скачущим показаниям мультиметра при изгибании провода.
Обрыв легче всего найти около динамиков наушника. Часто корпус динамика легче открыть, чем разрезать залитый резиной штекер. Если провода к динамикам припаяли хорошо, то следует помнить о неисправностях в штекере.
Устранение поломок своими руками
Как только получилось определить место неисправности, необходимо добраться до него и увидеть глазками. Тогда станет понятно, как конкретно припаять штекер или наушники.
Допустим, что обрыв провода случился внутри штекера наушников . Чтобы разобрать корпусированный миниджек показано выше. В идеале нужно записать или сфотографировать распайку проводов и обновить пайку разъема. Помни, что гибкие многожильные провода покрытвают хорошим лаком и просто так их залудить трудно. Сначала нужно обжечь лак, например паяльником, зажигалкой или мини-горелкой. После этого можно лудить проводки с канифолью или другим флюсом .
Лучше оставлять 2 — 3 мм неприкрытого провода без оплетки, чтобы повысить прочность конструкции. Когда будем возвращать корпус штекера на место или заливать герметиком новый корпус, необходимо создать как можно большую площадь контакта между оплеткой и наружной гильзой штекера. Таким образом при рывках нагрузка будет передаваться на самую массивную часть штекера, а не на слабые контакты левого и правого каналов.
После того, как припаяли штекер наушников , его внутренние контакты можно заливать термоклеем, эпоксидным клеем или герметиком. После высыхания доработать напильником до нужной формы.
Как припаять провод к динамику наушника
Когда проводок обрывается около динамика наушника, лучше всего обратно его припаять к наушнику и обновить пайку с завода. Вот как припаяны проводки внутри моих древних вкладышей Aiwa.
Обратите внимание на завязанный узелок — он не позволяет при рывках отрываться тонким проводкам. Перед пайкой наушника обязательно завяжите такой-же узелок на некотором расстоянии, чуть большем, чем расстояние до узкого отверстия.
Возникает вопрос — от чего зависит полярность подключения проводков к динамику. Ответ прост — наушники соединяются одинаково, чтобы работали синфазно. Когда полярность наушников перепутана, звук размазывается и становится тише, чем синфазный. Если у вас оборвался проводок в одном динамике, для правильного подключения нужно смотреть как провода и пайку в другом наушнике.
Что делать, если провод оборвался внутри наушника
Самое неприятное — это когда провод обрывается внутри наушника. Это означает, что произошел обрыв провода обмотки динамика, который показан на рисунке.
Обмотка динамика обычно приклеена к диафрагме и обрывается в месте крепления проводков к ней. Со временем они просто переламываются от микроперемещений.
Восстановить такой обрыв крайне сложно, но возможно под микроскопом. При ремонте наушников нужно быть предельно аккуратным, чтобы не порвать диафрагму и не повредить геометрию обмотки. Особое внимание нужно уделить микропыли, попавшей между магнитом и обмоткой. Магнитный мусор хорошо убирается жевательной резинкой или пластилином.
Как паять наушники с микрофоном
Чтобы правильно отремонтировать наушники с микрофоном, необходимо знать схему включения и назначение выводов четырехконтактного джека. Типовая схема пайки штекера микрофона и кнопки в стереогарнитуре показана на картинке ниже.
У большинства производителей простых гарнитур припаять микрофон следует как на картинке.
Как устроен четырехконтактный джек
Четырехконтактный джек имеет такое же устройство, как и трехконтактный . Коаксиальная конструкция и разделение пластиковыми втулками со стандартными размерами на 4 провода присутствует у всех штекеров TRRS. Распиновка штекеров на 4 провода отличается по производителям. Тут кто во что горазд. Чтобы правильно заменить штекер гарнитуры смотрите на распиновку миниджеков на картинке.
На картинке следующие обозначения: М — микрофон, G — общий контакт, R — правый канал, L — левый канал. Теперь понятно, что спаять наушники на 4 провода дело не из легких. Схема распайки штекера сильно зависит от марки гарнитуры.
Про цвета проводов в наушниках
Цвета проводов в наушниках обычно стандартизованы. Цвета проводов для стандартных наушников на 3 типа провода показаны на фото ниже.
Однако до сих пор встречаются производители, которые применяют нестандартные провода для пайки наушников и маркировки каналов. Например, Apple в своих наушниках AirPods использует провода в двухцветной маркировке.
В таких случаях на помощь приходит Интернет или метод проверки батарейкой на 3 вольта или мультиметром .
При подаче напряжения (батарейкой или мультиметром в режиме омметра) между контактами динамика, в нем будет слышен шелест. Это просто. Сложнее с гарнитурами, особенно если они с кнопками. Тут уже идет в ход схемотехника. Потому что производители часто задействуют минимум пар проводов для передачи большого количества сигналов.
Как обойтись без паяльника при ремонте наушников
Часто происходит так, что у человека нет под рукой паяльника или розетки, а штекер наушников не работает. В этом случае можем проводить перепайку штекера несколькими нестандартными, но приемлемыми способами.
Первый способ — это использовать токопроводящий клей для приклеивания проводов к контактам мини джека. Все делается просто и аккуратно. Надежность такого крепления конечно хромает, да и электрическое сопротивление клея может составлять десятые доли Ома. При сопротивлении наушников 4 -16 Ом, клей может повлиять на громкость звучания. Хорошо, что время высыхания токопроводящего клея обычно 10-15 минут.
Второй способ — разогревать гвоздь или кусок медного провода в пламени свечи. Это такой способ для романтиков: полумрак, свечи , штекер, наушники и ты. Свечи в этом случае лучше использовать ароматизированные. А если серьезно, так можно и с помощью костра и углей припаять штекер наушников . Главное — хороший припой и флюс не забыть.
Третий способ — сделать газовый паяльник из зажигалки своими руками. Нужно взять кусок медного одножильного провода и прикрепить к зажигалке так, чтобы часть провода была в пламени. По медному проводу передается тепло на некоторое расстояние, как видно из фото.
Если будешь пользоваться этим способом, то особое внимание обрати на место прилегания проволоки к корпусу зажигалки. Там от нагрева может образоваться дырка. Будь осторожен! Более подробно как сделать такой мини паяльник из зажигалки смотрите в видеоролике.
Как припаять медный провод к стали
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала — припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Практическое руководство по пайкеПрактическое руководство по пайке
Руководство по пайке BEST
Вам не нужно брать НАСА курс пайки для создания выигрышного ЛУЧШЕГО бота, но хорошая пайка будет держать вашего робота в движении на протяжении матчей. Несколько советов:Безопасность прежде всего!
Паяльник и жидкий припой — ГОРЯЧИЕ! А типичный паяльник — 700F. Это замечательно легко взять паяльник не за то конец, если вы не Уделение внимания.Следуйте следующим советам по безопасности:
- Припой в хорошо вентилируемом помещении. Дым от флюса в целом нетоксичен, но может беспокоить некоторых людей и переносить следовые количества свинца. Постарайтесь расположить свое рабочее место так что дым от припоя уносится от вас и вашего помощник. Используйте вентилятор, расположенный далеко позади вас, чтобы создать легкий ветерок. Не позволяйте ему дуть на утюг или вашу работу так как это может вызвать плохие паяные соединения.
- Обратите внимание на работу. Не припаяйте, если не можете уделять работе все внимание. Попросите помощника подержать предметы, которые вы паяете, и передать вам вещи по мере необходимости. У тебя будет утюг в одной руке и припой в другом.
- Не прижимайте утюг к щелчку припоя выключенный. Небольшая летящая капля припоя разлетится и прилипать к коже. Это мгновенно вызовет волдырь, который болит.
Основы пайки:
- Используйте хороший паяльник. Выберите 25-30 Вт железо. Паяльник подойдет, но даст гораздо больше тепло, которое может легко расплавить изоляцию провода и вызвать шорты. Radio Shack имеет набор из 11 предметов (P / N 64-2803) с утюг на 30 ватт, припой и другие инструменты.
- Используйте 63/37 (лучше всего, плавится при 361 F) или 60/40 (лучше, плавится при 374F), низкотемпературный, канифольный припой сердечника. ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ КИСЛОТЫЙ ПРИПЕЙ! Канифольный флюс помогает очистить паяное соединение.Radio Shack P / N 64-005 — хороший выбор. Этот рулет на 2 1/2 унции должен строить несколько лет ЛУЧШИХ ботов. Припой диаметром 0,032 дюйма является предпочтительным, но подойдет и диаметр 0,062 дюйма.
- Паяемые элементы (клеммы, провода и т. Д.) Должны быть чистый. Канифольный флюс помогает, но необходимо убедиться, что сустав чистый для начала. Если они грязные или ржавые, сначала очистите их. Используйте небольшой нож или сталь шерсть, чтобы аккуратно соскрести любые загрязнения или коррозию, чтобы обнажить блестящий металл.Клеммы на двигателях возвратного комплекта могут есть старый припой и проволока на них. Его нужно удалить первый. Разогрейте стык и добавьте немного лишнего. припой. Теперь сотрите припой влажной (не влажное) бумажное полотенце или губка.
- Приготовьте влажную губку. Вы будете протирать утюг это для очистки железа от излишков и окисленного припоя.
- Паяльник должен быть ГОРЯЧИМ. Когда вы касаетесь припаяйте к кончику утюга, он должен немедленно расплавиться.
- Зачистите с провода только изоляцию, необходимую для «сидения» на терминале. На последнем паяном соединении изоляция должна находиться на расстоянии около 1/16 дюйма от клеммы. обнажается больше оголенного провода, он может изгибаться и закрываться. В изоляция не должна находиться в паяном соединении.
- Как правило, неплохо было бы залудить , провод и
клемму перед окончательной пайкой. (Не делайте этого для
стыковые соединители.)
- Нанесите небольшое количество припоя на кончик утюга. (менее 1/4 дюйма припоя, достаточно для того, чтобы влажная пленка форма).
- Поднесите железный наконечник к проводу или клемме. В припой на железном наконечнике намочит провод или Терминал. Это признак того, что объект горячий достаточно, чтобы нанести больше припоя.
- Теперь нанесите больше припоя. Терминалу нужно ровно столько заполнить дыру. Провода нужно ровно столько, чтобы заполнить промежутки между прядями и слегка прикрывают. В в любом случае у вас не должно быть ни мяча, ни капельницы формирование.В этом случае протрите утюг губкой, чтобы очистите его, затем снова положите утюг на объект для переноса лишний припой к утюгу. Повторяйте это до тех пор, пока нет остается лишний припой.
- Когда провод и клемма луженые, поместите железный наконечник на терминале. Когда припой на клемме протекает, поместите луженый провод на клемму. Когда припой на терминале, и провод свободно течет вместе, удалить утюг.Крепко удерживайте провод на клемме. пока он не остынет достаточно, чтобы затвердеть. Припой на терминал должен оставаться блестящим. Зернистая текстура указывает на холодное (плохое) паяное соединение. Если это произойдет, снова разогрейте сустав.
- При пайке или лужении проводов удерживайте их на 3-4 дюйма изоляция. Жало паяльника около 700F. Провода нагреваются даже через изоляция.Хороший сустав займет всего 2-3 секунды, чтобы полный. За это время провода нагреются, но не достаточно, чтобы вызвать ожоги. Вы можете использовать плоскогубцы, чтобы удерживать провода во время пайки, но убедитесь, что вы держите их хотя бы 1 дюйм обратно на изоляцию. Возьмитесь за провод только крепко достаточно, чтобы удерживать провод. Удерживая провод слишком туго или слишком близко к стыку может повредить изоляцию.
- Припаять один провод к клемме относительно просто.В
Уловка заключается в том, чтобы подключить два провода к одной клемме (как на
микровыключатели). Лучший способ сделать это:
- Зачистите оба провода немного длиннее, чем нужно для одиночный провод.
- Плотно скрутите два оголенных конца. Используйте игольчатый носик плоскогубцы при необходимости. Скрутите провода вместе все путь до конца. Не оставляйте торчащие пряди.
- Теперь припаяйте оловом провод к клемме, как указано выше.
- Канифольный флюс можно оставить на стыке. Обычно поток должен быть прозрачным, от желтого до светло-коричневого. Если ваш поток темно-коричневый или черный (обугленный), вы перегреваете соединение. Изоляция провода может немного изменить цвет. но не должно быть обугленным.
Соединители под пайку обжимные:
- Зачистите достаточно провода, чтобы пройти через металлическую часть обжима. ствол и быть видимым между обжимом и разъемом области.Изоляция должна упираться в металл. обжимной цилиндр внутри пластиковой обжимной области.
- Приложите кончик горячего утюга к проволоке, открытой между области обжима и разъема.
- Нанесите припой между наконечником и проводом. Использовать только достаточно припоя, чтобы заполнить область вокруг провода и обжать бочка. Вы должны увидеть пряди провода, даже если они покрыты припоем.
Опрессовка разъемов для опрессовки:
- Зачистите достаточно провода, чтобы пройти через металлическую часть обжима. ствол и быть видимым между обжимом и разъемом области.Изоляция должна упираться в металл. обжимной цилиндр внутри пластиковой обжимной области.
- Используйте обжимной инструмент, чтобы сжать обжимной цилиндр. Не используйте плоскогубцы или кусачки для обжима.
- Проверьте обжим, пытаясь вытащить провод из разъем. У вас не должно быть возможности отделить провод с терминала.
- Если у вас нет обжимного инструмента или вы не можете приложить достаточное усилие для хорошего обжима используйте метод пайки.
Примеры плохой техники пайки | |
| Если у вас пайка выглядит как это, вы пришли в нужное место. Это только что обо всем плохом. Оба сустава слишком холодные оголен провод, а изоляция на красном проводе серьезно поврежден.Это может очень легко перевернуть предохранитель когда мотор активирован, даже во время матча. | |
| Оба эти шарнира холодный. Обратите внимание на то, что припой не течет равномерно по провода. Еще стоит отметить, насколько близко черный провод к другому терминалу. Хотя это нормально, так как есть, будьте осторожны при пайке другой клеммы, чтобы не повредите изоляцию черного провода. | |
| Этот выглядит немного лучше, но снова припой не течет на провод или Терминал. | |
Примеры хорошей техники пайки | |
| Черный провод — хорошее соединение. Это очень блестящий.Для красного провода можно использовать еще немного припоя. | |
| Это хорошее соединение на большом
мотор. Обратите внимание, что конец изоляции провода очень близко
к терминалу. Нет больших шаров. Будьте здесь очень осторожны. Избыток припоя может закоротить клеммы к корпусу и перегоревший предохранитель 20 А. | |
| Здесь паяные соединения изолированы
проволочная изолента.Эти соединители пули
гофрированный. Обратите внимание на светлую область на разъемах пули.
пластик. Делайте провода к большим двигателям как можно короче, чтобы ограничить потерю мощности. | |
| Здесь находятся сервоприводы и микровыключатели. собран в переключатель управления для малых двигателей. | |
Вот несколько дополнительных ссылок о том, как паять:
Базовый
Направляющая для пайки
Обратите внимание: Эта страница не спонсируется Radio Shack. Они являются хорошим источником основных электронных деталей и инструментов.
Советы и приемы для создания надежного подключения
Когда дело доходит до работы с электрической системой вашего автомобиля, даже опытные профессионалы разочаровываются. Периодические проблемы, ремни безопасности под панелью управления, похожие на спагетти, и годы исправлений и исправлений, как правило, только усугубляют ситуацию. По нашему опыту, около 90% всех проблем с электричеством связаны с плохим соединением.
Обжимные клеммы эффективны и работают хорошо, а в некоторых случаях необходимы, но со временем может возникнуть коррозия и вызвать проблемы с подключением.Пайка — лучший вариант для длительного ремонта, поэтому знание того, как правильно паять провода, может стать достойным навыком. Уловка при пайке заключается в том, чтобы убедиться, что соединение полностью нагрето, а не соединение холодной пайки. Холодное паяное соединение возникает, когда горячий припой попадает на холодную проволоку, затвердевая. Может показаться, что соединение хорошее, но на самом деле припой находится только на внешней стороне провода, а не протягивается через жилы провода.
При пайке есть несколько советов и приемов, которые помогут добиться наилучшего соединения.Эти советы подходят для любого паяного проводного соединения. При пайке всегда рекомендуется по возможности отсоединять провода от электроники, так как тепло может легко передаваться на электрические компоненты.
Пересекая потоки
Существует один способ скручивания проводов для пайки — горизонтальное скручивание, при котором получается непрерывная длина провода. Пиг-хвост, в котором провода согнуты под углом 90 градусов к остальной части провода, НЕ является подходящим соединением и вызовет проблемы, не делайте этого.
Начните с пересечения проводов крест-накрест, примерно посередине зачищенного участка. Затем скрутите провода друг с другом. Убедитесь, что обертка плотная. Это также отличный способ подключить несколько проводов к одному выводу.Heat Don’t Lie
Лучший способ узнать, достаточно ли горячее паяное соединение, — это увидеть жилы провода в самом припое. Всегда помещайте паяльник или пистолет ПОД проводами и добавляйте припой ВЕРХ провода.Припой притягивается к теплу, поэтому, когда припой плавится, он тянется к теплу через провода, соединяя каждую жилу вместе с припоем.
Поместите паяльник под провода и нанесите припой сверху. Это помогает начать теплопередачу, нанося припой в точке соединения утюга и проводов, а затем перемещая припой наверх.Я кричу, ты кричишь, мы все кричим о… трубке…
Нельзя просто оставлять паяное соединение открытым, это цепь под напряжением.Изолента — это нормально, но большинство людей не используют качественную ленту. Лучшее решение для прикрытия припаянных проводов — это термоусадочная трубка, и ее необходимо установить ДО пайки. Как только припой остынет, просто наденьте трубку на соединение и воспользуйтесь зажигалкой или термофеном, чтобы усадить ее. Просто убедитесь, что вы используете провод подходящего размера.
Термоусадочная трубка — лучший способ герметизировать паяные соединения. ПЕРЕД пайкой убедитесь, что вы продвинули трубку на несколько дюймов за соединение. Если термоусадочная трубка недоступна, используйте изоленту хорошего качества, например 3M Super 33.Если вам нужно использовать изоленту, а иногда не удается этого избежать, вам нужна одна конкретная марка и модель — 3M Super 33 или Super 88. Это тоже не шутка. Лента стоимостью 1 доллар за рулон — это мусор, и ее ни в коем случае нельзя использовать для электрических соединений, кроме случаев аварийного ремонта. Super 33 и Super 88 стоят около 4-5 долларов за рулон, и они держатся, прилипают и герметизируют соединения, не падая через четыре месяца. Super 33 — это стандарт в профессиональной индустрии, и вы всегда должны держать рулон в ящике для инструментов.Дешевый материал для связывания проводов и для того, чтобы держать полотенце в руке, когда вы отрезаете палец, вот и все.
Хорошее соединение имеет решающее значение для любой электромонтажной работы, полностью нагретое паяное соединение должно выглядеть так, где вы можете видеть отдельные жилы, покрытые припоем.Если вы последуете этим советам, ремонт электрооборудования будет длиться вечно и обеспечит годы бесперебойной работы. Если вы этого не сделаете, что ж, тогда вы, вероятно, снова окажетесь под приборной панелью на обочине дороги, выполняя свою лучшую позу человека, сложенного оригами, и жалеем, что сначала не спаяли ее.
Ознакомьтесь со всеми инструментами и оборудованием
Советы по лужению многожильных электрических проводов
Лужение — это процесс плавления припоя вокруг многожильного электрического провода с помощью паяльника. Лужение кончиков многожильных проводов скрепляет тонкие провода и упрощает их подключение к винтовым клеммам или другим разъемам.Это также обеспечивает электрическое соединение всех проводов. Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Как работает лужение многожильных проводов
Обратите внимание, что в лужении не используется «олово». Единственный используемый материал — припой электротехнического качества. Когда нагревается с помощью паяльника, припой заполняет пустоты между стойками для проводов, образуя один сплошной провод, который можно легко согнуть и поместить под винты клемм.Это обеспечивает плотное соединение и практически исключает возможность того, что свободные жилы провода касаются соединительной коробки или выходят из-под клеммного винта.
Что такое припой электрического класса?
Припой для электротехники обычно имеет канифольный сердечник, содержащий материал, называемый флюсом, который помогает улучшить электрическое соединение и прочность. Другой основной тип сердечника — припой с кислотным сердечником — используется в сантехнике, но может повредить электрические компоненты.
Меры безопасности
Пайку нужно выполнять осторожно! Паяльник сильно нагревается и может вызвать сильные ожоги.Всегда кладите паяльник на термостойкую поверхность, пока он нагревается и остывает. Во время пайки всегда работает над термостойкой поверхностью и вдали от легковоспламеняющихся материалов. Будьте осторожны, чтобы не перегреть провод и не расплавить изоляцию провода. Хорошей идеей будет попрактиковаться в пайке, используя обрезки того же провода, который вы будете паять для своего проекта.
Инструменты и расходные материалы, которые вам понадобятся
- Паяльник
- Бескислотный канифольный припой
- Губка
- Многожильный электрический провод
- Инструмент для зачистки проводов
Выбор правильного припоя
Лучший припой для лужения многожильного медного провода — это припой с канифольным сердечником электрического качества.Это безкислотный припой, содержащий флюс в сердцевине припоя. Никогда не используйте припой, содержащий кислоту, так как это может повредить провод или его изоляцию. Припой с кислотным сердечником предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без канифольного стержня, вам может потребоваться нанести флюс на проволоку как часть процесса пайки.
Инструкции
Подготовьте провод
Лужить нужно только на неизолированном проводе. Если провод изолирован, снимите с конца провода от 3/4 до 1 дюйма изоляции с помощью приспособлений для зачистки проводов.Эта длина дает вам достаточно провода, чтобы обернуть его вокруг винтовых клемм, но не достаточно, чтобы обнажился лишний провод.
Подготовьте паяльник
Подключите и включите паяльник, дайте ему нагреться. Быстро протрите кончик паяльника влажной губкой. Это удаляет любое окисление, которое могло произойти во время нагрева железа.
Нанесите припой на провод
Вытяните припой из катушки по прямой линии.При желании вы можете зажать проволоку с помощью инструмента «третьи руки» или аналогичного термостойкого удерживающего устройства.
Прикоснитесь кончиком припоя к кончику паяльника, чтобы на кончике паяльника образовалась небольшая лужа жидкого припоя. Это поможет отвести тепло к проволоке. Затем прикоснитесь концом паяльника к нижней стороне провода, чтобы припой соприкасался с проводом.
Нанесите припой на верхнюю часть провода, противоположную наконечнику паяльника. Припой должен расплавиться и втянуться вокруг жилы проволоки.Совместите припой и паяльник по оголенной части провода, расплавляя припой по ходу движения.
Пусть проволока остынет
Дайте припою остыть, затем проверьте результаты. Припой должен образовывать тонкое покрытие по всей длине провода и не должен образовывать комок или толстый валик, создающий электрическое сопротивление. Обычно жилы проволоки видны под припоем.
Если вокруг провода имеется излишек припоя, его можно снова нагреть, чтобы он стал жидким, и его можно было стереть.
При желании используйте острогубцы, чтобы согнуть луженую проволоку в крючок в форме леденца, который легко наматывается на винтовой зажим на таких устройствах, как переключатели и розетки.
ПРОВОДА И МЕТОДЫ СОЕДИНЕНИЯ (часть 2)
продолжение из части 1
5. ПРОВОДНЫЕ СОЕДИНЕНИЯ
Один из наиболее распространенных типов терминалов, используемых для межсоединений. Между платами ПК и компонентами, смонтированными на шасси, является обжатая револьверная головка терминал, обсуждаемый в разделе 14.Чтобы получить хорошее электрическое соединение, жизненно важно сначала выполнить прочное механическое соединение. Провод, который будет припаян к зажиму револьверного типа, должен иметь форму как можно плотнее вокруг башни, не царапая и не царапая поверхность проводника или деформирование контура провода. С утеплителем расположен на расстоянии не более дюйма от клеммы, проводник сначала плотно сформирован на 180 градусов вокруг башни с помощью плоскогубцев (РИСУНОК.9а). Затем лишняя длина проволоки отрезается в точке А, что оставляет достаточной длины, чтобы продолжить формирование полного обертывания на 360 градусов связь. Эта обертка, формируемая плоскогубцами, показана на ИНЖИР. 9b. Хотя 180-градусные обертывания часто используются в электронной проводке, Обертка на 360 градусов обеспечивает наиболее надежное механическое соединение. Долго- при выполнении механических соединений следует использовать плоскогубцы с гладкими губками. к любой конфигурации клемм, чтобы избежать защемления и деформации проводника поверхность.
Припаивание к револьверному выводу осуществляется методом пайки. обсуждается в Разделе 15 для пайки выводов на клеммные колодки печатной платы. Сначала на жало паяльника наносится небольшое количество припоя (припой мост). Затем наконечник соприкасается с проволокой и плечом. терминала, как показано на фиг. 9c. Расположение наконечника прямо напротив от изоляции сведет к минимуму тепловое повреждение пластиковой и резиновой изоляции.Припой наносится сразу после того, как соединение достигнет нужного температура (т.е. когда припой моста или припой, используемый в лужение многожильного провода начинает течь). Только небольшое количество припоя необходимо для надежного электрического подключения. Если правильно паять, контур провода и клеммы будет хорошо виден. Правильно подключенная и припаянная клеммная колодка револьверной головки показана на ИНЖИР. 9г.
— РИС.—9 Подключение к зажиму револьверного типа: (а) начальный виток на 180 °;
(б) формирование полного обертывания на 360 °. (c) правильное железо
положение наконечника и припоя; (г) правильно припаянный терминал.
Во время операции пайки инструмент, предотвращающий растекание, показанный на фиг. 7, или свинцовый радиатор, показанный в гл. 14 — Рис.20, может использоваться для предотвращения впитывания, чрезмерного плавления или горения изоляция.
Круглые соединения также находят широкое применение при подключении к любому клеммы с проушиной, например, связанные с клеммными колодками, переключатели, потенциометры и разъемы для печатных плат.Эти типы терминалов показаны на фиг. 10а. Формовка провода вокруг наконечника с проушиной начинается с размещения изоляции на расстоянии не более дюйма от проушины открытие. Обмотка проволоки затем формируется аналогично 360-градусной накидка для револьверных выводов, а поскольку сечение проушины очень тонкая прямоугольная форма, сложнее сформировать пленку. Рекомендуется, чтобы первые два контура под углом 90 градусов, как показано на ИНЖИР.10b, необходимо предварительно сформировать перед продеванием проводника через проушину. После установки в ушко лишняя длина провода обрезается в точке A и последний изгиб на 90 градусов для завершения обертывания (фиг. 10c). Не рекомендуется делать более трех циклических соединений. к одному отверстию и припаять их до тех пор, пока все не будут механически сформирован.
При минимальных требованиях к механической прочности провода можно паять. легче в отверстия небольшого диаметра, например, в припое проушины с помощью проходного соединения, показанного на фиг.11. Для этого тип подключения, диаметр провода должен быть примерно равно отверстию в проушине. Как и в случае с другими типами соединений, изоляция располагается на расстоянии не более дюйма от клеммы, подготовленным концом проволоки пропустить через отверстие наконечника. Лишний провод обрезан примерно с точностью до дюйма от клеммы. Поскольку диаметр провода приблизительно равен диаметру отверстия, пайка будет правильно сплавить обе окружности.Полученное соединение является механически удовлетворительным. и электрически исправны, хотя проходные соединения должны быть избегать в оборудовании, которое будет подвергаться сильным ударам и вибрации.
Провода между соединениями могут быть соединены как точка-точка, так и методы разводки квадратных углов. Двухточечная проводка, как следует из названия, это метод проводки, используемый в основном в высокочастотных цепях или любых экономичное применение электропроводки.Электрические соединения выполняются с что касается кратчайшего пути маршрутизации, чтобы минимизировать длину выводов, что критично на высоких частотах. Этот способ подключения выполняется быстрее и использует меньше проводов, чем другие обсуждаемые здесь методы. Точка-точка платье из проволоки обычно не добавляет аккуратности упаковке. Тем не мение, с аккуратным расположением проводки и аккуратной пайкой соединений, в результате проводка будет надежной и качественной.
— РИС. —10 Формовка проводов для выводов с проушинами: (a) компоненты и оборудование.
с проушинами; (б) формованная проволока; (c) готовая упаковка.
— РИС. —11 Проходное соединение.
Электропроводка с квадратным углом — это метод перевязки проводов, при котором все провода проложены в упаковке идут параллельно или перпендикулярно друг другу. Когда при любом изменении направления пути прохождения провода изменение производится с углом 90 градусов сгибать.Хотя этот метод не используется в высокочастотной работе, он дает очень аккуратный внешний вид упаковки. Единственный минус квадратного угла проводка — это дополнительное количество проводов и время, необходимое для завершения пакет.
6. СПЕЦИАЛЬНЫЕ УЗЛЫ ПРОВОДОВ И ТЕХНИКА
Многие соединители, предназначенные для заделки многожильных проводов, используемых в кабели снабжены выводами для пайки, как показано на ИНЖИР.12а. Для пайки провода в этот тип клеммы требуется, чтобы сам горшок должен быть изначально подготовлен. Бак для припоя необходимо нагреть и заполнить. хотя бы наполовину с припоем. Припой не должен вытечь из горшка на внешнюю поверхность. Припой больше не применяется после того, как горшок наполовину наполнен, но можно использовать железный наконечник оставаться в контакте с горшком еще несколько секунд, чтобы захваченный флюс или газы, выделяемые улетучивающейся канифолью внутри терминала Сбежать.(При пайке желательно носить защитные очки, особенно при работе с емкостями для припоя, так как выделяющиеся газы могут вызвать припой. брызги из кастрюли). инструмент, препятствующий впитыванию воды, как показано на фиг. 12b, и вставил в горшок после того, как припой был повторно нагрет утюгом. Это будет трудно вставить проводник в ванну с припоем, если он не был повторно нагрет достаточно долго, чтобы припой полностью расплавился до дна или, если слишком Когда провод был лужен, на него было нанесено много припоя.В правильном паяное соединение горшка, изоляция провода должна быть не дальше дюйм от верха горшка. Эту длину можно заранее определить на распаянный горшок. Должно быть использовано минимальное количество припоя, чтобы контур жил провода между изоляцией и горшком ясно видно. Кроме того, нельзя допускать растекания излишков припоя. на внешнюю поверхность горшка. Избыточная лужа припоя у основания соседних горшков может вызвать короткое замыкание.Правильно сформированный горшок для припоя соединение показано завершенным на фиг. 12b.
— РИС. — 12 Методика подключения клемм горшкового типа: (а) типичный горшечный тип.
терминалы; (б) припаять провод к клемме горшкового типа.
— РИС. —13 Метод подготовки экранированного провода к пайке: (а)
писец, используемый для обеспечения доступа к щиту; (б) отсоединение сигнального провода
из щита.
Обычное, но сложное подключение проводки включает в себя подготовку и установка экранированного провода на штекеры и гнезда фонокорректора.Функция оплетки провода должна покрыть и тем самым изолировать внутреннюю (сигнальную) дирижер. Изоляция сигнального провода должна быть минимальной. после подключения экрана и сигнального провода к разъемам. Если экранированный провод имеет внешнюю изоляционную оболочку, примерно 1 дюймов куртки следует снять. Затем щит отодвигается. с конца так, чтобы «ослабить». Затем осторожно выбирается кирка (писец). вплетены в косу, не повреждая отдельные пряди, чтобы сформировать достаточно большое отверстие, через которое можно протянуть изолированный сигнал.Этот метод показан на фиг. 13а. Затем медиатор передается в отверстие между оплеткой и изоляцией сигнального провода так, чтобы он выступал с другой стороны. Удвоение экранированного провода обратно в месте прорыва точка и поднятие кирки вытащит сигнальный провод из отверстия. в косу. Этот метод показан на фиг. 13b. Конец косы затем залуживается и служит заземляющим проводом. Подготовленный щит и сигнальный провод, готовый к пайке к разъему, показаны на фиг.14а. Припаивание сигнального провода к вилке требует аналогичной подготовки. к этому для клемм под пайку. Полый центральный стержень вилки сначала заполняется припоем. Этот шаг лучше всего сделать, осторожно взявшись за внешняя оболочка заглушки в тисках. Правильный паяльник положение наконечника и нанесение припоя показано на фиг. 14b. При пайке начинает появляться на кончике штыря, утюжок удаляется. Припой не должно течь по внешней поверхности штыря, иначе это может оказывается невозможно воткнуть в гнездо.Чтобы установить провода на вилка, по крайней мере, дюйм сигнального провода зачищен и залужен, оставив только дюйм изоляции между зачищенным сигнальным проводом и тесьма. Тесьма также залуживается. Центральный штырь вилки повторно нагревается и сигнальный провод вставляется в верхнюю часть вилки до тех пор, пока оплетка ровно с верхней частью наконечника. Некоторые сигнальные проводники могут выступают из конца штыря. Снимается заподлицо с диагональю. фрезы.Затем оплетка наматывается на 360 градусов вокруг наконечника и затем припаяли, используя технику, показанную на фиг. 14c. Правильная установка экранированного провода к фонокорректору показан на фиг. 14d.
— РИС. —14 Подготовка и пайка экранированного провода к разъемам и
гнезда: (а) подготовленный или паяный экранированный провод; (б) подготовка зубца
с припоем; (C) правильное положение железного наконечника и припоя; (г) правильно
подготовил домкрат.
7 ТЕХНИКА БЕЗОПАСНОЙ ПРОВОДКИ
Клеммы без пайки или обжима обеспечивают прочное соединение металла с металлом. (клемма-провод) соединение, которое подходит для приложений, использующих либо многожильный или одножильный провод.Эти терминалы особенно желательны в некоторые производственные сборки, потому что они исключают пайку. Два общих конфигурации беспаечных (обжимных) разъемов — кольцевой язычок и стили язычка вилки, показанные на фиг. 15.
Выбор наиболее подходящего стиля зависит от области применения. Если быстро подключение и отключение не требуется, но более высокая степень необходима механическая защита, следует использовать кольцевой язычок. Если, однако указаны требования к быстрому подключению и отключению. при отсутствии критических механических требований предпочтительнее использовать вилочный язычок.
Цилиндры обжимных клемм доступны в неизолированном или изолированном исполнении. формы. Изолятор обычно изготавливается из поливинилхлорида (ПВХ) и имеет степень снятия натяжения проволоки, если ожидается сильная вибрация. Эти изоляторы обычно доступны в цветах, поэтому диапазон Размеры AWG, подходящие для каждого ствола, можно быстро определить (см. ТАБЛИЦА 6).
Беспаечные клеммы, обычно используемые в электронике, имеют корпуса, которые способны принимать провода сечением от AWG No.10 согласно AWG № 22. A Клемма № 10 принимает провода как AWG № 10, так и 12; терминал № 14 принимает провода AWG № 14 и 16; а терминал № 18 примет AWG № 18, 20 и 22 провода. Клеммы доступны для установки винтовых размеры от №4 до дюйма.
Проводники собираются в беспаечные клеммы с помощью обжимного инструмента. такой как показанный на фиг. 16. С изоляции проводов снята изоляция. длина равна длине металлического ствола.Затем вставляется проводник. в клемму до тех пор, пока изоляция не упрется в конец металла. бочка. Затем ствол помещается в соответствующее положение обжима губок. инструмента. Разделенная сторона ствола должна быть прижата к гладкая часть челюсти напротив обжимного зуба. Когда ручки плотно прижаты друг к другу, как показано на фиг. 16, ствол будет прижат к проводнику и сделает звук механическим и электрическим связь.
— РИС. —15 Обжимные клеммы.
— ТАБЛИЦА 6 Цветовой код для размеров цилиндра изолированного обжимного соединителя
— РИС. —16 Способ установки обжимных клемм.
8. ПРОВОЛОЧНЫЕ СОЕДИНЕНИЯ
Альтернативный метод установки беспорядочно расположенных металлических шпилек, к которым внешние подключения могут быть выполнены без необходимости пайки проводов осуществляется за счет использования техники обмотки проволоки.Клеммы с проволочной обмоткой квадратные или прямоугольные штифты, имеющие как минимум два острых угла, которые механически прикреплен к печатной плате путем крепления (запрессовки) или пайки. Выводы на эти штифты производятся механическим или пневматическим способом. инструменты для намотки проволоки сплошной проволокой. Полученное соединение является как механически безопасный и электрически исправный.
— РИС. —17 Виды зажимов для закрепления проводов: (a) квадратный штырь для закрепления проводов;
(b) квадратный штифт для намотки проволоки с обратным выступом.
Два типа штырей для намотки проволоки показаны на фиг. 17, у каждого свой конфигурация и способ монтажа. Самый простой штифт для проволоки показан на фиг. 17а. Он состоит просто из провода квадратного сечения 0,045 дюйма. от до 2 дюймов в длину с конусом обоих концов для облегчения первоначальной установки в плату ПК. Для их установки не требуется специального оборудования. так как штифт просто вдавливается в предварительно просверленное отверстие. Рекомендуемый отверстие имеет диаметр 0.050 дюймов с допуском 0,002 дюйма. Хотя используются имеющиеся в продаже вибростолы и шаблоны для установки штифтов в отверстия стоимость такого оборудования непомерно высока в небольшом объеме или прототипе работы. Эти штифты можно легко вставить рукой. Конический конец штифта сначала вставляется в сверло. отверстие в доске нажатием пальца. Этой процедуры достаточно для временного удержания штифта в позиции опоры. Подобно ставке выводов под пайку применяется оправочный пресс с наковальней и плоской поверхностью. установочный инструмент (см. гл.14). Направляющее отверстие в наковальне должно быть большим. достаточно, чтобы принять квадратную конфигурацию штифта с достаточным оформление. Затем оправочный пресс используется для проталкивания штифта через печатная плата, позволяющая выдвигаться на любую желаемую высоту на противоположной стороне сторона доски. Хотя удерживается на месте только благодаря контакту между углы штифта и внутренний край отверстия, достаточно зажимается на месте до тех пор, пока его не можно будет припаять к контактной площадке.Подключение затем провода оборачиваются по длине штифта, выходящего над сторона доски.
Еще один зажим для проволочной обмотки, обеспечивающий равномерную высоту разбивки показан на фиг. 17b. Он состоит из двухсторонней квадратной ложи с 0,025 дюйма или 0,045 дюйма из латуни с покрытием из сплава золота. Размер E на фиг. 17b обычно выбирается равной толщине изоляционного материала печатной платы. Чтобы вставить этот штифт, просверливается отверстие это примерно 0.002 дюйма меньше, чем максимальный диаметр обратный зубец. Для квадратного штифта 0,025 дюйма размер L составляет 0,052 дюйма (размер отверстия 0,050 дюйма), а для квадратного штифта 0,045 дюйма — 0,096 дюйм (размер отверстия 0,094 дюйма). Штифт расположен таким образом, чтобы чтобы его коронка соприкасалась с фольгированной стороной (контактной площадкой) платы. Затем штифт закрепляют с помощью наковальни и установочного инструмента в оправочном прессе. Обратный зазубрин не позволяет штифту поворачиваться или откатываться от изолирующий материал.Пайка между заводной головкой и контактной площадкой будет сделать надежное электрическое соединение.
Достигнуто механическое и электрическое соединение для зажимов с проволочной обмоткой путем обертывания под натяжением сплошного провода вокруг клеммы, имеющей минимум два острых края. Эти края, как и сама проволока, деформируется при плотной упаковке. Среднее давление между проволокой и острые точки контакта столба порядка 30 000 фунтов на квадратный дюйм, чего более чем достаточно для создания звукового механического и электрического связь.Показаны два правильно сформированных типа проволочных соединений. на фиг. 18.
Соединения типа Wire-wrap образуются ручным и автоматическим или автоматическим управлением. полуавтоматы для обмотки проволоки. Инструменты для намотки проволоки с ручным управлением, такой как показанный на фиг. 19а, доступны для быстрого формирования проволочной пленки соединения. Пневматические инструменты для намотки проволоки также доступны, но обычно используется с полуавтоматами в массовом производстве.
— РИС.—18 Два стиля обмотки проволоки.
— РИС. — 19 Ручные инструменты для намотки проволоки и метод намотки: (a) ручной инструмент для намотки проволоки; (б) процесс соединения проволокой; (c) распаковка орудие труда.
Чтобы использовать инструмент, показанный на РИС. 1 9а, сплошной провод нужного калибра сначала снимается, а затем вставляется в крайнее отверстие на конце наконечника пинга проволочной обмотки. (Фиг. 19b). Затем наконечник помещается над терминал и спусковой крючок быстро сжимаются.Носовая часть пистолета закручивает провод вокруг клеммы, чтобы сформировать желаемое соединение.
— ТАБЛИЦА 7 Рекомендуемые характеристики проводки для 0,025 и 0,045 дюйма
Квадратные клеммы
* Тип 2 означает, что один виток изолированного проводника контактирует с клеммой. —
Количество витков намотанной проволоки определяется ТУ. приведено в ТАБЛИЦЕ 7. Количество изоляции, которое необходимо снять с конец провода можно быстро определить методом проб и ошибок.
Если необходимо развернуть соединение, которое недоступно (на упаковке высокой плотности обернутые клеммы могут быть на расстоянии 0,1 дюйма друг от друга) инструменты для извлечения упаковки, такие как показанный на фиг. 19c доступны. Чтобы удалить обернутое соединение, центральное отверстие в нос расположен над терминалом. Давление инструмента вниз на проволока быстро развернет проволоку со столба. Инструмент должен быть держать в вертикальном положении в течение всей операции, чтобы не сгибать терминал Почта.
Когда количество выполняемых клеммных соединений становится невозможным для ручной намотки проволоки по рентабельной цене и без лишних затрат. ошибки, полуавтоматические и полностью автоматические машины для обмотки проволоки заняты. Одно из применений плотной проводки — это большие объединительные платы. с тысячами клемм для проводки на одной стороне и густонаселенными с другой стороны с печатной платой или разъемами кабеля. Другой пример находится на панелях, требующих дискретного подключения большого количества розетки для интегральных схем.
Полуавтоматическая намотка проволоки выполняется на станке с вертикальным рабочий стол, к которому крепится подключаемая панель. Контролируемые данными каретки перемещают стол в направлениях x и y. Движение стола таков, что каждый новый вывод, подлежащий подключению, располагается перед оператор. Эта функция помогает снизить утомляемость оператора. Терминал указатель с направляющей для инструмента (установленный инструмент для намотки) перемещается по оси x и останавливается после каждого перемещения стола перед следующим терминалом быть завернутым.Оператор подает проволоку указанного размера в направляющую для инструмента и, с легким давлением, надвигает инструмент на штифт, чтобы сделать каждое соединение. Стоимость от 450 до 600 обертываний в час. типично для полуавтоматов.
Когда более высокая плотность проводки и скорость превышают возможности полуавтоматического автоматические системы, полностью автоматическая машина для обмотки проволоки, такая как показанный на фиг. 20а, используется. Эта машина имеет пульт оператора. который включает в себя следующее: переключатели ручного управления и ввод данных, система мониторинга неисправностей, счетчик циклов, прерывание цикла, аварийный останов, повторить операцию подключения и считать порядковый номер.
— РИС. — 20 (a) Вертикальная обмоточная машина 14EV, любезно предоставлена EPE
Технология; (б) основные схемы проводки.
Подключаемая панель зажимается вертикально внутри машины. в отличие полуавтоматы, в которых доска движется только в x и y направления, автоматизированные системы также предусматривают 90-градусный борт. вращение. Два набора программируемых инструментов для намотки проволоки и перевязки пальцев. установлены на двух вертикальных каретках, которые также контролируются данными.Перевязочные пальцы формируют заданный контур проволоки как есть проложены над выбранными каналами между близко расположенными терминалами. После завершения обхода схемы соединений между двумя терминалами, машина автоматически зачищает и отрезает проволоку до нужной длины. Инструмент биты затем опустите концы провода над двумя клеммами, которые необходимо подключить и одновременно формируют проволочные обмотки. Одна насадка вращается по часовой стрелке. а другой конец проволоки наматывают против часовой стрелки.Основные сформированные схемы проводов показаны на фиг. 20b. Символы на места изгиба представляют собой использование перевязочного пальца для формирования шаблон. Данные также включают в себя уровни z для получения указанного высота намотки провода на клемме. Это обеспечивает правильный интервал между несколькими обертками на одном терминале. Потому что проволока обернута противоположные направления могут привести к одному и тому же выводу, расстояние между эти обертки имеют решающее значение для предотвращения нарушения проводимости проводом один ранее сформированный.
Автоматическая машина для обмотки проволоки, показанная на фиг. 20а разместит размер панели до 26 на 26 дюймов с площадью обертывания 22 на 22 дюйма. Он предназначен для наматывания проводов AWG № 26 и 30 со скоростью до 1100 до 1200 упаковок в час.
Несколько клемм, правильно обмотанных сплошным проводом, показаны на РИС. 21. Обычно используется сплошная проволока из медного сплава с олово, серебро или позолота. Размеры проволоки для этого диапазона применения от AWG (американский калибр проволоки) No.18 к № 26. Размер провода определит точное количество витков для правильного соединения. Эта информация для двух типов соединений приведена в ТАБЛИЦЕ. 7. Соединение типа 1 требует, чтобы провод был намотан вокруг клемма с изоляцией примерно в дюйме от первого витка; соединения типа 2 требуют, чтобы хотя бы один виток изоляции также должны быть сформированы вокруг терминала. Эта вторая классификация использует гибкость изоляции проводов для снижения возникающих напряжений при колебаниях проволоки в точке входа в первую оберните терминал.Кроме того, качество изготовления диктует, что на одном зажиме можно сделать не более трех независимых обмоток штифт и что (1) витки от одного независимого витка не перекрывают ни одной части другого обертывания, (2) соседние витки на том же прикосновении обертывания, но не перекрытие, (3) сумма всех зазоров не должна превышать одного диаметра проволоки исключая первый и последний витки (спираль и открытая обертка), (4) там не является недостаточным количеством витков, и (5) конец провода не выступает из терминал (конец хвоста).Появление недопустимых обмоток проволоки показано на рис. 22а.
— РИС. —21 Узел проволочной обмотки. Предоставлено Augat, Inc.
Часто бывает так, что несколько клемм необходимо соединить вместе. или автобусом. Чтобы избежать проблем с обслуживанием в дальнейшем, подключили пары клемм к шине. для подключения должны быть сначала обеспечены обертывания уровня 1, а затем обертываниями уровня 2, чтобы завершить веревку. Поочередно обертывание клемм с уровня 2 на уровень 1 недопустимо.Если провод с намотанным концом на разных уровнях должны быть перемещены, возможно, придется переместить всю строку снимается для замены только одного провода (см. РИС. 22b).
— РИС. —22 Техника наматывания проводов и шинопроводов: (а) недопустимый провод обертывания; (б) автобусы.
Правильное расположение как обмотки проводов, так и разводки очень важно для оптимального производительность схемы, особенно в высокоскоростной схемотехнике. Если сигнал провод в этом типе конструкции должен быть перемещен из-за паразитной индуктивности или проблемы с емкостью, важно, чтобы соблюдаются на протяжении всего дизайна.Также, чтобы уменьшить количество параллельные провода, преимущество машины с управляемым данными вращения паллет способности надо брать. Программное обеспечение можно использовать для разводки проводов и приводит к заметному снижению плотности, в дополнение к уменьшение количества параллельных проводов.
— РИС. —23 Стереоусилитель в сборе.
После завершения электромонтажа готовая система усилителя показана на ИНЖИР. 23.
УПРАЖНЕНИЯ
А. Вопросы
1 По какой причине медный провод покрыт оловом?
2 В чем преимущество многожильного провода перед одножильным?
3 Определите термин «провод шины».
4 Почему концентрический провод предпочтительнее пучкового?
5 Что означает сокращение AWG?
6 Объясните термины мил-фут и круговой мил.
7 Определите сопротивление 3 фута AWG No.22 медный провод.
8 Какова взаимосвязь между площадью поперечного сечения и числом AWG? медной проволоки?
9 Какова взаимосвязь между допустимой нагрузкой по току и AWG? номер?
10 Какие три критерия определяют наиболее подходящую изоляцию проводов для конкретное приложение?
11 Разместите следующие изоляционные материалы в порядке плохого, удовлетворительного, хорошие и отличные по сопротивлению изоляции: тефлон (TFE), нейлон, майлар, и Кирар.
12 Описать корпус и цвета индикаторов соединительного провода в жгуте. сборка, которой присвоен кодовый номер 528.
13 Что такое государственный стандарт MIL-STD-122?
14 В чем основное отличие коаксиального кабеля от экранированного? провод?
15 Что подразумевается под термином «капиллярная капля» и как ее предотвратить?
16 Как подготавливается стандартный провод перед подключением к клемме?
17 Как подготавливаются клеммы для пайки перед пайкой проводов?
18 Каков номер и цвет корпуса обжимного наконечника, который принимать провода AWG с номерами от 22 до 18?
Б. Верно или неверно
Обведите T, если утверждение верно, или F, если какая-либо часть утверждения ложно.
1 Однонаправленный многожильный провод более гибкий, чем встречный типа, но его диаметр не так точно однороден. Т Ф
2 В системе AWG по мере увеличения цифр соответствующий провод диаметры уменьшаются. Т Ф
3 Сопротивление проволоки увеличивается в 4 раза при увеличении диаметра в два раза.Т Ф
4 Круглый мил относится к диаметру проволоки. Т Ф
5 При измерении сечения многожильного провода калибром паз что он плотно прилегает, будет на один номер AWG больше, чем показание датчика из-за промежутка между прядями. Т Ф
6 Экранированный провод предназначен для использования в низкочастотных системах, где его импеданс не критичен. Т Ф
7 При лужении многожильного провода паяльником провод позиционируется между припоем и наконечником утюга.Т Ф
8 При формировании соединений по периметру изоляция провода должна соприкасаться клеммы, чтобы предотвратить возможность короткого замыкания между соседними клеммами. Т Ф
9 Максимальный изоляционный зазор для клемм горшкового типа составляет 1/16 дюйма T F
10 Обжимной соединитель с красным корпусом подходит для большего диаметра провод, чем будет разъем с желтым бочонком.
C. Множественный выбор
Обведите правильный ответ на каждое утверждение.
1 Проволока с номером AWG 22 имеет диаметр (меньше, больше), чем один, имеющий номер AWG 16.
2 AWG No. 22 провод имеет (меньшую, большую) допустимую нагрузку по току чем провод AWG №14.
3 Чаще всего для покрытия медной проволоки используют (олово, никель).
4 Система нумерации проводов AWG была разработана в первую очередь для обозначения размер (многопроволочного) провода.
5 (одножильный) провод используется для электрических соединений с обмоткой. терминалы.
D. Соответствующие столбцы
Сопоставьте каждый элемент в столбце A с наиболее подходящим элементом в столбце B.
КОЛОННА | КОЛОННА B
1. Диагональные фрезы 2. AWG 3. Проволока 4. Многожильный провод 5. Кел-Ф 6. Коаксиальный кабель 7. CM | а.Изоляция г. Площадь поперечного сечения г. Полный слив г. Схема RF e. Американский калибр проволоки ф. Беспаечный г. Концентрический |
E. Проблемы
1 Постройте пару измерительных проводов, таких как те, что показаны на РИС. 24. В Измерительные провода должны быть изготовлены из отрезков длиной 36 дюймов с пластиковой изоляцией No.Многожильный провод 18 AWG. Снимите дюйм изоляции со всех четырех концов проводов. скрутите и залуживайте многожильные проводники. Сдвиньте резиновую изоляцию захватывает провода перед тем, как припаять зажимы типа «крокодил» к выводу заканчивается. После пайки зажимов вставьте резиновые изоляторы на место.
2 Сначала изготовьте набор соединительных проводов для стереосистемы. центрирование термоусадочной трубки длиной 2 фута примерно на двух отрезках длиной 3 фута кабелей с изолированными экранированными жилами.Сдвиньте 2-дюймовые отрезки термоусадочной над всеми четырьмя концами кабелей. Удалите достаточную внешнюю изоляцию со всех концов кабеля для подготовки медной оплетки и внутренней изолированной провода для подключения пайкой к штекерам RCA. Когда-то фонокорректор заглушки припаяны, наденьте термоусадочную трубку на заглушки до тех пор, пока конец трубки находится на уровне передних кромок внешней части разъема. Наконец, обжать трубку вокруг кабелей и заглушек.
— РИС. —24
3 Постройте четыре 6-футовых провода динамика из пластмассовой изоляции №16. Многожильный провод AWG. Проденьте термоусадочную трубку длиной 1 дюйм по всей длине. свинец концы. Зачистите и залудите все свинцовые концы до длины дюйма. Должность неизолированные цилиндры непаянных вилочных язычков на всех подготовленные концы проводников и обжим. Наденьте термоусадочную трубку на по всей длине ствола и усадить на место.
4 Использование техники, описанной в этом разделе, для правки шины проволоки, подготовьте отрезок луженой проволоки No.Провод шины 14 AWG для сборки антенна УВЧ. Сформируйте из проволоки петлю диаметром 7 мм. Настроить петля так, чтобы оба конца петли перекрывались одинаково. Обжимные наконечники с лопатками без пайки на оба конца петли и сформируйте по два изгиба под углом 90 градусов на каждом конце для прикрепления к клеммным наконечникам на задней панели телевизора. Первые 90 градусов изгибы должны выполняться на расстоянии 4 дюймов от конца выступов лопаты и перпендикулярно до окружности петли. Оставшийся 90-градусный изгиб должен располагаться на расстоянии 2 дюймов от концов проушин для наиболее удобного вложение.
5 Установите многожильный провод № 20 AWG с пластмассовой изоляцией между шасси- смонтированные компоненты и оборудование, а также печатную плату для семи фиксированных интервальный таймер UJT, разработанный, изготовленный и собранный в задачах 11.3, 13,4, 14,3, 15,3 и 23,5.
6 Установите соединительные провода на спроектированный, изготовленный тахометр, и собраны в задачах 11.5, 13.3, 14.5, 15.5 и 23.6. Все приводит будет выполнен из многожильного провода № 18 AWG с пластмассовой изоляцией.Изоляция кабеля питания цвет должен быть красным, с длиной провода, достаточной для подключения к аккумуляторная сторона блока предохранителей. Цвет изоляции заземляющего провода должен быть черным. Этот вывод должен заканчиваться беспаечным наконечником с лопаткой и крепится к любому удобному винту на шасси автомобиля. Выберите зеленый для цвет изоляции для оставшегося провода, который будет подключен к распределителю сторона катушки. Соединитель с кольцевым язычком без пайки достаточного размера для подключения катушки следует обжать конец зеленого провода.
паять или нет | Журнал Nuts & Volts
Несколько лет назад я, наконец, перешел на домашний кинотеатр — Apple TV, DLP-проектор и аудиосистему, способную потрясти фундамент. В рамках установки я также потратился на аудиокабель предположительно аудиофильского качества от крупного производителя. Я не влюбляюсь в бескислородный кабель, который продается по астрономическим ценам, но купил хороший медный провод 12 калибра с гибкой изоляцией.
К моему разочарованию, «аудиофильский» кабель поставлялся с позолоченными прикручиваемыми разъемами.Я опешил. Скручивание, даже не опрессовка. В инструкциях говорилось, что нужно просто снять четверть дюйма изоляции и скрутить провод в разъем. Моей первой реакцией было недоверие. В конце концов, как навинчивающийся разъем сможет выдержать постоянную вибрацию сабвуфера? Приведет ли трение к шуму?
Второй моей реакцией было вынуть паяльник и серебряный припой и припаять каждое соединение. В конце концов, система заработала нормально, но меня по-прежнему беспокоили накручиваемые разъемы.Был ли я просто созданием привычки? Неужели компания просто подстраивалась под потребительскую среду, в которой паяльники становятся вымирающим видом? Или, подумал я, ошибался ли я в своих предположениях об относительной ценности пайки. Я тратил время и силы на паяльник?
Как молодой энтузиаст радиолюбителей, меня учили, что когда дело касается сильноточного постоянного тока или любого ВЧ-соединения, используйте припой, независимо от конструкции разъема. Мне сказали в определенных выражениях, что обжимные соединители в лучшем случае недальновидно экономят время.Точно так же, когда я работал в телефонной компании, меня учили, что проводные соединения в конечном итоге выйдут из строя, если их тщательно не спаять. Возможно, эта линия рассуждений родилась из окружающей среды южной Луизианы, где даже золотые соединители подвержены коррозии (из-за грибка, выделяющего кислоту).
Современное электронное оборудование машинной сборки состоит из обжимных соединителей, ввинчиваемых клеммных колодок и других соединений, работающих под давлением. Точно так же проводка переменного тока, питающая многие старые дома, заканчивается ввинчивающейся клеммной колодкой.Но тогда, являются ли это «лучшими» возможными соединениями или просто самыми экономичными?
Предполагаемые преимущества паяного соединения по сравнению с простым скручиванием двух проводов вместе — или даже профессиональным обжимом — включают долговечность и повышенную надежность. Если вы поищете в Интернете, вы найдете множество дискуссий об относительных достоинствах пайки и опрессовки в военной авионике. Например, без надлежащей разгрузки от натяжения паяные соединения имеют тенденцию к усталости, и для правильного обжима многополюсного разъема требуется относительно высокий уровень навыков.
Однако трудно количественно оценить долговечность и повышенную надежность обычной бытовой электроники. Например, обязательно ли, чтобы паяные соединения в вашем следующем прототипе пережили вас? Точно так же, когда я смотрю на свои компьютерные системы и даже на свою новую развлекательную систему, я не вижу последних пяти лет. К тому времени провода динамиков, вероятно, уйдут в прошлое, и их заменит беспроводное подключение к студийным мониторам. Компьютерное оборудование будет бесполезным по сравнению с компьютерами, оснащенными 1000 процессорных многоядерных чипов.Возможно, ценность долголетия сильно преувеличена.
Что касается надежности, я создал тысячи обжимных соединений и еще не видел ни одного отказа в полевых условиях. Что я сделал, так это слишком сильно обрезал изоляцию, перерезав нижележащий медный провод. Но такого рода неудачи, как правило, происходят сразу же, а не то, что всплывет спустя годы. Кроме того, я обычно могу подготовить провод и установить обжимной соединитель быстрее, прежде чем мой Weller стабилизируется при соответствующей температуре.
Пока держу паяльник под рукой. Если я не работаю над прототипом, я обжимаю, когда это возможно, чтобы получить хорошее физическое соединение, а затем добавляю припой, чтобы сделать его постоянным. Возможно, я все-таки человек привычки.
Если у вас есть практический опыт или вы знаете о каких-либо официальных исследованиях по сравнению паяных и обжатых соединений, поделитесь своей информацией здесь, в комментариях, чтобы другие читатели могли получить пользу. NV
Луженые и медные наконечники для обжима или пайки для кабелей и концов проводов аккумуляторной батареи
Клеммы для аккумуляторов из луженой меди, сделанные в Америке
Наши изготовленные в США медные и луженые медные клеммы для обжима и пайки аккумуляторных батарей изготовлены из 100% литого медного сплава, что обеспечивает наилучшую проводимость.Они могут быть обжаты всеми имеющимися в продаже обжимными инструментами или припаяны. Медные наконечники можно опрессовать или припаять, и их можно штабелировать. Калибр проштампован на выступе для облегчения идентификации. Расклешенные концы для удобного входа. Ul Listed. Наши клеммы идеально подходят для пайки, и мы предлагаем флюс Cl и пеллеты для припоя любых размеров. ИНСТРУКЦИЯ ПО УСТАНОВКЕ CABLELINK TM
1. Используя кабель подходящего размера, измерьте количество изоляции, которую необходимо удалить, поместив кабель рядом с
длина ствола.Пометьте трос большим пальцем в точке, где он встречается с концом открытого ствола.
2. Зачистите кабель с помощью приспособления для снятия изоляции. После удаления изоляции проверьте, вставив кабель
в ствол, чтобы убедиться, что изоляция плотно прилегает к верхней части ствола.
3. Затем закрепите клемму аккумулятора в тисках. Убедитесь, что смещенная часть ствола обращена к вам.
4. Поместите подходящую таблетку припоя в корпус клеммы.
5.Наденьте термоусадочную трубку на кабель.
6. Нанесите несколько капель жидкого флюса на оголенные жилы проволоки.
7. Предварительно нагрейте припой и клемму пропановой горелкой в соответствии с таблицей времени предварительного нагрева.
Убедитесь, что вы нагреваете смещенную часть цилиндрической клеммы.
8. После предварительного нагрева осторожно вставьте оголенный кабель в корпус терминала и продолжайте нагревание.
9. По мере того как припой плавится, позвольте оголенным жилам проводов погрузиться в клемму, пока изоляция не будет плотно прилегать
против верхней части ствола.
10. Наденьте термоусадочную трубку на соединение и подайте на нее непрямое тепло.
11. Когда трубка полностью восстановится, снимите источник тепла и дайте соединению остыть.
Что делать при ремонте автомобиля — обжимать или паять?
Большинство людей не поверит, насколько спорной остается эта тема. Следует обжать или припаять это соединение? Задайте это на любом форуме, и вы найдете оппонентов, готовых яростно обсуждать эту тему до смерти.
С одной стороны, вы найдете тех, кто быстро прервет соединение, не задумываясь, и продолжит свой день. С другой стороны, вы найдете тех, кто более чем счастлив называть первую группу «хакерами» или ленивыми. Они будут настаивать на том, что паяное соединение намного надежнее и имеет лучшую производительность. Но кто прав? На самом деле все не так просто . Это не решит проблему обжима или пайки, но даст ценную информацию.
Обжимать или паять, вот в чем вопрос
Если вам интересно, обжимать или паять, спросите себя, когда вы в последний раз видели заводское паяное соединение на своем велосипеде?Хотя некоторым это может быть неприятно слышать, в действительности в автомобильной промышленности это уже давно решено. Золотой стандарт — (правильно) обжимать провода там, где это возможно . Это то, чем занимается отрасль, и вы тоже должны это делать. Соединяете ли вы терминал или подключаете его, не имеет значения. Чтобы убедиться в этом, просто загляните под капот, и вы найдете сотни обжимов, но практически без пайки . Если у вас есть подходящие инструменты, опрессовка — лучший способ.
Лично я обжимал, а затем паял свои соединения, думая, что делаю себе одолжение с точки зрения надежности.Я никогда особо не задумывался, что лучше — обжимать или паять. Затем у меня возникло несколько проблем с электричеством в некоторых нестандартных системах. Они были вызваны обрывом проволоки из-за усталости проволоки от нормального изгиба и вибрации в сочетании с коррозией. Просто потянув за соединитель, можно порвать несколько нитей, которые все еще держат его вместе. И это было на тщательно залуженном, обжатом и спаянном соединении качественным проводом. Однако жара и влажность сыграли огромную роль. После весьма значительных исследований быстро стало ясно, что существует множество причин, по которым не следует паять на транспортных средствах.
Примечание: Следующее ориентировано на проводку или клеммные соединения для автомобильных приложений, а именно автомобилей, мотоциклов, электромобилей, морских судов и т. Д. Приложения, которые подвержены вибрации, нагреву, движению, тепловому удару или аналогичным проблемам. Имейте в виду, что это не относится к печатным платам или другим случаям, когда провода обездвижены.
Почему обжим лучше пайки?
Обжим — это процесс создания постоянного электрического соединения между одним или несколькими проводниками и обжимной клеммой в любой форме .Поскольку обжим был впервые представлен в 1940-х годах, он стал основным продуктом на любом сборочном предприятии. Сделать это быстро и легко, даже больше, чем паять. Это кажется слишком простым, поэтому некоторые люди считают, что это ленивый способ делать что-то. Но ведь просто неосторожное зажатие клеммы на проводе не может обеспечить более безопасное соединение, чем клемма, с любовью припаянная вручную осторожным мастером? Вот несколько причин, по которым вам следует подумать, что лучше: обжим или пайка.
Усталость проволоки
Основная проблема — усталость проволоки . С гофрированными соединениями провод может свободно перемещаться. Медь довольно гибкая, когда тонко скручена, что отлично подходит в условиях вибрации, например, рядом с работающим двигателем. Обжим предназначен для того, чтобы надежно удерживать провод, а также позволять ему двигаться.
При пайке провода (до, после или вместо обжима), если не делать это осторожно, провод затвердевает. Это может произойти из-за чрезмерного нагрева, но в основном это происходит из-за попадания припоя под изоляцию из-за капиллярного воздействия.Если вы применяете тепло слишком долго (используя слишком маленький паяльник), этого практически невозможно избежать. Для новичков в пайке дела обстоят еще хуже, так как они обычно наносят слишком много припоя.
Еще одним фактором при выборе опрессовки или пайки или транспортных средств является повторяющееся движение проволоки . Когда припой проходит через изоляцию, провод теряет гибкость. Просто попробуйте согнуть стык припаянного провода и убедитесь в этом сами. Если вы установите его на транспортном средстве, каждая вибрация подобна небольшому сгибанию провода.В конце концов кабели понемногу срезаются, пока не останется ничего, кроме нескольких прядей, удерживающих их вместе. По мере уменьшения эффективного диаметра кабеля начинают возникать проблемы с периодическими сбоями. Наконец, армированный припоем провод выходит из строя. .
На мотоциклах это еще хуже из-за их меньшего веса и высоких вибраций. Кроме того, его проводка обычно подвергается воздействию высоких температур и элементов (читай воды), которые усугубляют проблему с ускоренной коррозией.
Сопротивление
На первый взгляд может показаться, что пайка обеспечивает меньшее сопротивление, чем обжим. Удивительно, но на самом деле все иначе. Правильно обжатое соединение фактически создает коллоидную связь металл-металл на поверхности между проводом и выводом . Это делает его газонепроницаемым, предотвращая окисление внутри стыка. Соединение медь-медь обычно лучше, чем припой, учитывая, что большинство припоев имеют большее сопротивление, чем медь.
На практике разница в сопротивлении между двумя методами (правильно выполненная) выходит за пределы диапазона точности средних мультиметров. Следовательно, для разница ничтожно мала, особенно при работе на 12в цепях . Я считаю, что пайка не даст «лучшей проводимости» . Как только вы увидите поперечное сечение правильно обжатого кабеля, где отдельные жилы трудно различить, легко понять, почему.
При правильном обжиме отдельные пряди эффективно свариваются между собой микросваркой, образуя газонепроницаемое соединение.Бывают и другие ситуации, когда паяные соединения могут оказаться еще хуже. В горячем моторном отсеке со временем может произойти рекристаллизация припоя . Это может как увеличить сопротивление соединения, так и привести к растрескиванию. По этой причине ни в коем случае нельзя использовать припой для механической фиксации провода. И это одна из причин, почему стандарты Американского совета по лодкам и яхтам исключают припой как единственное средство электрического соединения для заделки проводов. Такая же ситуация применима ко многим военным и авиационным стандартам.
Наконец, если этого недостаточно, чтобы понять, лучше ли обжимать или паять, подумайте об этом. Олово (основной компонент большинства припоев) имеет сопротивление примерно в 5 раз больше, чем медь . Таким образом, при использовании в сильноточных приложениях (например, в проводе аккумулятора) это сопротивление может привести к нагреванию. Подайте достаточный ток, и нагрев может быстро выйти из-под контроля. Сопротивление создает тепло в соединении, которое плавит припой, что увеличивает сопротивление до тех пор, пока оно полностью не выйдет из строя.Как бы маловероятно это ни звучало, это вполне обоснованное беспокойство, и оно действительно имеет место.
Дайте шанс обжиму
Я уверен, что многие из вас хотели бы позвонить в BS и рассказать мне, как они годами использовали метод X без каких-либо проблем. Они будут просто обжимать или паять, в зависимости от того, хотят они этого или нет. Черт возьми, я, наверное, даже согласился бы с ними в том, что то, что они сделали, было идеально в их ситуации. Практически любое паяное соединение прослужит вечно, если все сделано правильно и снимается напряжение — это ключ.Тем не менее, ничто из этого не отменяет на транспортном средстве, приличное обжатое соединение надежно будет менее проблематичным, чем приличное паяное соединение . Вы можете не согласиться, но это твердый факт.
Это не значит, что пайке нет места. Для легких задач с низким током или там, где обжатие нецелесообразно, пайка по-прежнему является ценным вариантом . Прекрасный пример — любая печатная плата. Просто потребуется дополнительная осторожность и внимание, чтобы все делать правильно.Но для всего остального обжима должен быть выбором по умолчанию .
Как правильно обжать соединение?
Итак, вы зашли так далеко и, хотя и настроены скептически, вы готовы попробовать. Проблема в том, что вы никогда не задумывались об обжиме и всегда использовали дешевый инструмент, который идет в комплекте с 5-долларовым комплектом. Никаких инструкций к нему не прилагалось (конечно), так что вы учились по ходу дела. Но, , как это правильно делать?
Если вы действительно хотите остановить впитывание воды, подумайте об использовании изолированного вывода и добавления некоторого количества диэлектрической смазки.Инструменты и материалы
Любой проект начинается с правильных инструментов и материалов. В этом случае задействовано несколько.
Провода
Независимо от того, собираетесь ли вы обжимать или паять, важно выбрать правильный провод . Не стоит недооценивать его важность или сложность. Существует огромное количество качеств и спецификаций проводов для различных применений. Это включает как оболочку (ПВХ, GXL, SXL, TXL…), так и сам провод (медь, медь с медным покрытием и т. Д.).Щелкните здесь, чтобы ознакомиться с кратким обзором. Выберите правильный калибр провода в зависимости от его длины и потребляемого тока. на основе диаграммы амперметра.
Да, и кстати. Не судите о калибре проволоки по внешнему диаметру . Многие продавцы в наши дни используют толстую изоляцию с тонким проводом под ней, чтобы обмануть покупателей. Это особенно проблематично при использовании обычных проводов для громкоговорителей в электрических проектах.
Обжимные разъемы или клеммы
Выберите правильный обжимной разъем .Не все обжимные соединители имеют одинаковую конструкцию, качество, материал или прочность. По возможности выбирайте комплект высокого качества. Для изолированных клемм я предпочитаю нейлон (полупрозрачный), а не изоляцию из ПВХ. Также предпочтительны бесшовные или паяные цилиндры, так как обжатие более стабильное.
В зависимости от работы вы можете предпочесть изолированный ствол или неизолированный ствол . Для заземляющих проводов я обычно использую неизолированные. Многие домашние мастера предпочитают использовать неизолированный материал, а позже добавляют собственную термоусадочную пленку.Если вы будете нажимать на разъем до предела тока, лучше всего использовать неизолированный разъем, так как легче получить надежный обжим. Но на практике решение будет зависеть от приложения.
Это пример достойного доступного комплекта обжимных соединителей. Есть и лучше, только имейте в виду, что качественные комплекты быстро становятся дорогими. Что бы вы ни решили, убедитесь, что вы выбрали правильный размер для своих проводов. К счастью, большинство обжимных разъемов имеют следующую цветовую маркировку :
- Красный: 22-16 AWG
- Синий: 16-14 AWG
- Желтый: 14-12 AWG
Инструмент для зачистки проводов
Затем идет инструмент для зачистки проводов качества .В зависимости от работы существует множество различных типов и форматов, поэтому выбрать один стиль невозможно.
На базовой стороне у вас есть что-то вроде устройства для зачистки / обрезки проводов Irwin. Он отлично справится со своей работой за дёшево, если вы знаете, как его правильно использовать. Хотя лично я обычно использую больше всего в наши дни, это автоматический инструмент для зачистки / обрезки проводов Capri Tools. Мне кажется, что его легче использовать на проводах, все еще подключенных к транспортному средству, благодаря конструкции с пистолетной рукояткой. Кроме того, его V-образный резак помогает зачистить провод, не повреждая проводники и не порывая оболочку.
Инструмент для обжима
И, наконец, хороший обжимной инструмент с трещоткой . Это, наверное, самый важный компонент, и я бы не рекомендовал экономить. Лично я использую инструмент для обжима с трещоткой Astro Quick-Change. Он превосходен благодаря своему качеству и множеству челюстей. Но если у вас ограниченный бюджет, вы можете приобрести недорогой инструмент, такой как этот инструмент для обжима трещотки. Тот факт, что он работает с храповым механизмом и автоматически отпускается при достижении правильного давления, очень помогает избежать чрезмерного обжима.
Самое важное, в чем нужно убедиться, — это выбрать тот, у которого есть правильные челюсти / наковальни для работы . Если вы знаете, что будете обжимать клеммы только одного типа, подойдет и одна фиксированная губка. Если вы не уверены или предпочитаете будущее, безусловно, предпочтительнее будет модель с несколькими сменными губками. Еще лучше, если их можно будет заменить без инструментов.
Хотя может возникнуть соблазн использовать комбинированный инструмент для зачистки / обжима / резака, я бы рекомендовал избегать их при обжиме.Некоторые приличные, некоторые — мусорные. Лично я определенно выбрал бы стиль храпового механизма, учитывая, что в настоящее время они не стоят так много. Использование правильного обжимного инструмента с качественной губкой окажет наибольшее влияние на получение хорошего обжима .
Crimp ‘er Up
Проверка результата так же важна, как и выбор правильного метода — Нажмите, чтобы увидеть.Обжим не представляет особой сложности, хотя здесь используется техника . Несмотря на то, что существуют объективные, четко определенные технические характеристики того, что является, а что не является хорошо обжатым соединителем, следует помнить о следующих основных моментах: :
- Зачищенные провода или оставшаяся изоляция должны быть неповрежденными — Это означает избегать разрезания прядей и прядей.Изоляция не должна сужаться или рваться в том месте, где она была снята. Убедитесь, что провода на конце также не срезаны под углом. Все это причины использовать хороший инструмент для снятия изоляции.
- Существует два типа обжимных клемм:
- Закрытые клеммы — Здесь часть клеммы, которая обжимается, образует замкнутый круг. Это типичный стиль непрозрачной пластиковой изоляции, входящей в большинство бюджетных комплектов. В этой модели обжимной цилиндр должен зажимать только оголенные проводники (в отличие от изоляции).
- Клеммы с открытым корпусом — Вы обычно найдете этот тип установленным в модульных быстроразъемных вилках. У них есть два набора открытых «крыльев». Один обжимает проводник, а другой — изоляцию. Хотя их немного сложнее постоянно обжимать, они предпочтительнее для автомобильной промышленности, поскольку обеспечивают лучшее снятие напряжения. Убедитесь, что обжим проводника обжимает только провод, а обжим изоляции только обжимает изоляцию .При обжиме клемм этого типа решающее значение имеет правильный инструмент с правильными губками. Даже не смотри на эти острогубцы.
- Жилы проводов должны немного выступать из передней части корпуса для проводов, но не слишком сильно. — Это должно быть так, независимо от типа клеммы.
- Правильно вставьте провод в клемму перед обжимом — Отцентрируйте провод в клемме и проверьте его положение перед обжимом. Если это конструкция с закрытым цилиндром, вы хотите, чтобы шов находился напротив фиксатора обжимного инструмента.Это называется «оседлать шов». Это помогает избежать проблем с разделением обжима на шве.
- Будьте осторожны с чрезмерным обжимом — При чрезмерном обжиме соединение затвердевает, делая его хрупким и склонным к выходу из строя. Одним из преимуществ обжимных клещей с храповым механизмом является то, что они автоматически отключаются при достижении надлежащего давления обжима. Конечно, не допускайте недостаточной обжимки, так как это так же плохо.
- По возможности защищайте обжим от коррозии. — Если вас действительно беспокоит коррозия и отвод влаги, вы можете использовать диэлектрическую смазку, защитное покрытие или жидкую изоленту.
- По возможности добавляйте разгрузку от натяжения — Хотя гофрированные клеммы лучше справляются с многократным изгибом, чем паяные соединения, не злоупотребляйте этим. Если провод будет без опоры и под каким-либо напряжением, добавьте как минимум термоусадку для снятия натяжения. Еще лучше, если это будет разновидность клея с двойными стенками. Этот стиль более прочный и обеспечивает некоторую защиту от проникновения воды благодаря клею.
- Осмотрите каждый обжим — Для быстрой проверки слегка потяните за каждый обжим.Вы бы предпочли, чтобы он потерпел неудачу сейчас, когда вы над этим работаете, а не через месяц. Кроме того, сделайте несколько изгибов, чтобы увидеть, ослабляет ли это провод. Если все сделано правильно, оно должно вызывать чувство безопасности и внушать доверие.
Помните обо всем этом, и ваши соединения, скорее всего, переживут автомобиль, как и большинство OEM-обжимов . Пока вы делаете это правильно, не к чему отнестись скептически.
Что делать, если я все равно хочу припаять обжимной разъем?
На некоторых соединениях небольшое количество припоя не повредит, если все сделано правильно.Некоторым людям, если клемма не припаяна, это не кажется хорошо выполненной работой . Это особенно актуально для людей, которые в основном паяют в аудио- или электронных проектах. Там обжимать или паять даже не вопрос. Припой является золотым стандартом de facto для многих приложений. Даже мне понадобилось время, чтобы довериться обжимам вместо пайки. Выполнив в основном аудиомонтаж, просто не казался правильным.
Однако, если вы ремонтируете какой-нибудь высокоточный датчик или компонент, требующий дополнительных усилий, вы можете добавить немного припоя после обжима .В этом нет необходимости, поскольку его должно быть достаточно для обжима припоя или . Но и вреда от этого не должно быть (все сделано правильно). Просто убедитесь, что припой не компенсирует неадекватное механическое соединение.
Для этого сначала обожмите. Затем нанесите наименьшее количество припоя, необходимое для создания паяного соединения между концом провода и дальним концом соединителя . То есть вы хотите наносить припой вдали от того места, где выводится провод. Основная цель — избежать проникновения припоя под изоляцию . На клеммах с открытым корпусом у вас может быть немного больше свободы действий, поскольку есть второй обжим и большее расстояние до заднего конца разъема.
Это может быть полезным в том, что хороший, но не совсем идеальный обжим , и может помочь предотвратить его перемещение или вытягивание через клемму. Потенциально, если вы чувствуете необходимость сделать это, я определенно рекомендую добавить средство для снятия напряжения.
А как насчет луженых проводов?
Лужение проволоки заключается в покрытии оголенного оголенного конца оловом .Это часто делается в электронике, чтобы облегчить последующую пайку и предотвратить изнашивание. Возможно, это выходит за рамки дебатов о том, что «лучше обжимать или паять», но его стоит затронуть. Тем не менее, делать это или нет для автомобильных приложений, по крайней мере, под вопросом.
Согласно IPC (Association Connecting Electronics Industries), IPC-J-STD-001 Rev E, стр.13, раздел 5.1.3, многожильный провод нельзя лужить, когда он будет использоваться в :
- Обжим заделки
- Резьбовые соединения — клеммы, которые зажимают провод винтом
- Сращивание сеток — при сращивании проводов между собой
В основном, если вы будете обжимать или закреплять его винтом в клемме, вы не должны его лужить .Причины двоякие. Когда винт закрывается на проводе, это может привести к поломке паяного соединения, что сделает его восприимчивым к вибрации, ослаблению и коррозии. Вторая проблема заключается в том, что олово слегка течет при низких температурах, что в дальнейшем может привести к неконтролируемому расшатыванию. Я уверен, что добавление олова с меньшей проводимостью между медью и разъемом тоже не поможет.
Если вы не будете припаивать провод к печатной плате позже (что может случиться даже на велосипеде — см. Мой проект сигнализации-приманки для GPS-трекеров), я бы этого не сделал.Однако исключением может быть ситуация, когда вы все еще разрабатываете и тестируете мод и часто отключаете / подключаете провод. Тогда я мог бы олово, чтобы держать в страхе. Если это не так, я бы постарался избежать этого для такого типа работы.
Мне нужно паять вместо обжима — какие-нибудь советы?
Хорошо, значит, вы все это прочитали и готовы принять во внимание, что это, возможно, не чушь. Но… вам нужно решить проблему сейчас , и у вас нет времени на то, чтобы заказать подходящий инструмент для обжима.Кроме того, многие люди паяют, так что все может быть не так уж и плохо. Что мы можем сделать, чтобы избежать проблем с пайкой в будущем?
Если вы принимаете правильные меры предосторожности, пайка, конечно, подходит для большинства задач. Главное, в чем следует убедиться:
- Убедитесь, что припой не попадает под изоляцию. — Используйте соответствующие инструменты и технику. Помните, что припой имеет тенденцию перемещаться в сторону тепла. И не используйте паяльник для непосредственного плавления припоя.
- Полностью обездвиживайте паяную часть — Это особенно важно для стыков. Если это сделано, это позволяет избежать смертельного закаливания соединения. Термоусадочная пленка, как правило, является лучшим решением, если вы все спланировали заранее. При необходимости используйте два или более слоев, и лучше всего использовать термоусадочный клей, так как он толще. Изолента — отстой для этой работы, но вы можете использовать ее как последнее средство. Должно быть достаточно разгрузки от натяжения, чтобы сустав вообще не двигался. Конечно, избегайте использования припоя без опоры в приложениях с высокой вибрацией.
- Припой не заменяет хорошее механическое соединение — Никогда не используйте припой для удержания проводов вместе. Это рецепт неудачи. Во многих случаях именно с этого начинается разговор, что лучше — обжимать или паять.
- Используйте паяльник подходящего размера — Нанесение капель припоя не заменяет неправильный инструмент или плохую технику. Избегайте использования паяльника слишком маленького или слишком большого размера. По этой причине часто бывает полезен регулируемый паяльник.Если соединение слишком велико для пайки имеющимся у вас инструментом, остановитесь. Возможно, лучше обжать или закрепить винтовой зажим.
- Используйте канифольный припой для сердечника, а затем очистите его. — Канифольный припой сердечника помогает паять компоненты в менее чем идеальных условиях. Это означает грязную и окисленную проводку. Поскольку канифольный флюс становится кислым только при нагревании, его обычно считают «неочищаемым». Однако моторные отсеки горячие, поэтому я всегда рекомендую использовать немного чистящего спирта в маленькой бутылке для шприцев, чтобы смыть остаточный флюс.И, конечно же, даже не думайте об использовании водопроводного припоя с кислотным сердечником.
Что лучше обжимать или паять? — Заключение
Хотя это совершенно не связано, давайте потратим время, чтобы побаловать всех нас проводкой-ОКР. О, красота сотен хорошо организованных, обжатых сетевых кабелей.Ключевой вывод? Обжимай где можешь, припаяй где есть . Хотя при пайке провода или соединения на автомобиле вы можете почувствовать, что делаете свою работу лучше, на практике это может вызвать больше проблем, чем можно избежать. Обжим или пайка — это личное решение, основанное на опыте, инструментах и предпочтениях, но в целом опрессовка должна быть наиболее предпочтительной опцией . В общем, я предпочел бы хороший припой плохому обжиму, но и хороший обжим. По крайней мере, по ремонту автомобилей.