Как варить аргоном — практические советы и видео
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами,  которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности.  Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
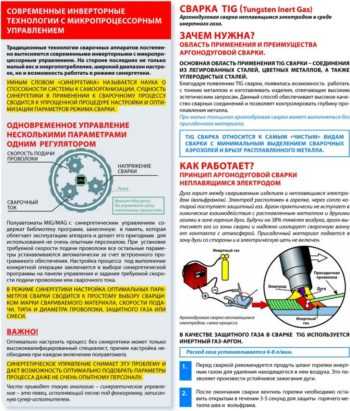
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
wikimetall.ru
Все особенности сварки аргоном в статье и видео урок для начинающих
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
 Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
 Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
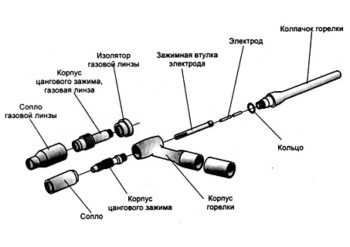
 Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
 Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из
instrument.guru
Аргонная сварка: обучение для начинающих
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.

К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Содержание статьи
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Эта статья, по сути, краткий экскурс в тему аргонной сварки. Она обязательна к прочтению, если вы понятия не имеете, что это за технологии и каковы ее характерные особенности. Мы также рассказываем, какое оборудование можно использовать в связке с аргоном, чтобы добиться наилучшего результата.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Что такое оксидная пленка, как от нее избавиться и какое оборудование использовать, чтобы получить качественный шов — обо всем мы рассказываем в отдельной статье. Вы также узнаете, как правильно поджигать дугу и как сформировать сварочную ванну. Словом, все, что вам необходимо знать, чтобы сварить алюминий аргоном даже в гаражных условиях.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Тем не менее, сварка черного металла аргоном тоже имеет свои плюсы и минусы. И вам в любом случае нужно соблюдать технологию, чтобы сделать сварное соединение прочным. Обо всем этом мы рассказываем в нашей статье. Из статьи вы также узнаете, какой выбрать режим сварки для сварки чермета и какие правила пожарной безопасности нужно соблюдать, чтобы избежать несчастных случаев.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вы узнаете обо всех нюансах: от оптимального расхода газа до положения горелки во время сварки. Мы поделились некоторыми советами, которые выработали в своей практике. Например, рассказали, как избежать окисления металла или как варить тонкие листы нержавеющей стали. В ГОСТах такой информации вы не найдете 🙂
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.

Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
[Всего голосов: 3 Средний: 3.3/5]svarkaed.ru
Сварка аргоном: преимущества и особенности
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.
Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Содержание статьи
Общая информация
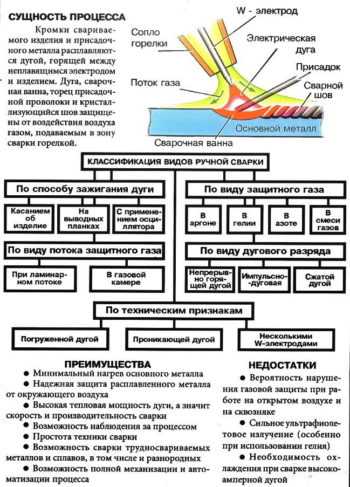
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.

Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод. Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.
Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.
Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким. Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения. Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему. Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны. Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.

Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму. Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики. Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.

Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
Плюсы:
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
Минусы:
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Теперь вы знаете, что такое аргоновая сварка и как внедрить ее в свою рабочую практику. Аргонодуговая сварка обладает очень важным преимуществом — она позволяет соединять детали, которые в других условиях соединить просто невозможно. А такая необходимость может возникнуть не только на крупном производстве, но и дома или на даче (например, при сварке труб). Но помните: теория без практики не работает. Постарайтесь как можно больше отработать навыки на тестовых образцах до того, как приступите к более серьезным задачам. Расскажите о своем опыте сварки аргоном в комментариях и делитесь этим материалом в социальных сетях. Желаем удачи!
[Всего голосов: 3 Средний: 2.3/5]svarkaed.ru
видео, технология, обучение для начинающих
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
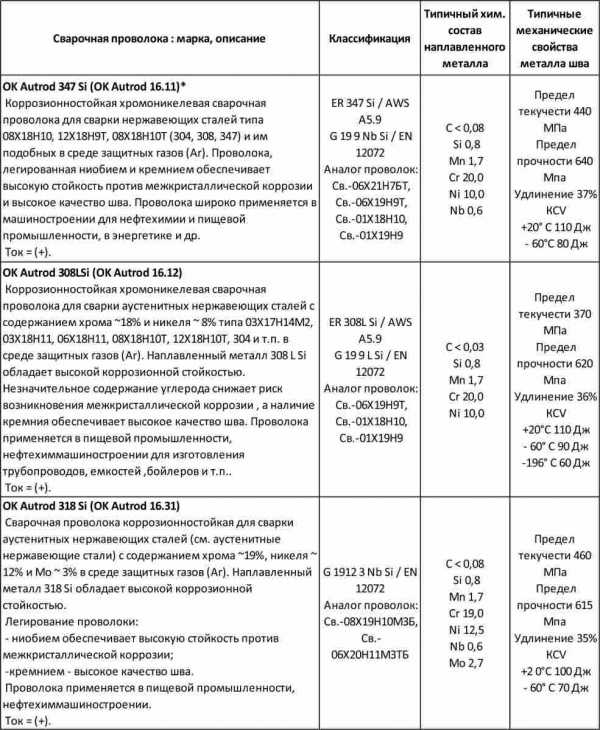
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
svarkaprosto.ru
Как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.

Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.

Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.

Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
fb.ru
Сварка аргоном — всесторонний обзор технологии
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов.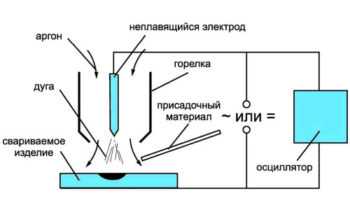 Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:

Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Преимущества технологии
Сварка в среде аргона имеет ряд преимуществ, которые позволяют использовать эту технологию во многих ситуациях, где другие виды сварочных работ невозможны. Среди них характерными преимуществами являются:
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.
Оборудование для аргонодуговой сварки
Разные режимы технологии аргонодуговой сварки предполагают использование оборудования, имеющего различные принципы работы и устройства.
Аппараты для соединения деталей с помощью дуги в аргонной среде подразделяются на специальные и универсальные устройства:
- Сварочные трансформаторные устройства работают на использовании переменного тока.
- Аппараты, играющие функцию выпрямителей и генераторов, служат для обеспечения выпрямленного (постоянного) тока при выполнении сварочных работ.
- Универсальные аппараты предназначены для сварочных работ, как на постоянном, так и на переменном характере тока.
Наиболее востребованным является аппарат универсального действия. К таким устройствам относятся инверторы.
Аппараты для ручной сварки с использованием вольфрамового электрода обязательно содержат в комплекте горелку, а также трансформаторы для преобразования тока из переменного в постоянный ток, стабилизаторы напряжения и устройства для розжига дуги.
Аппараты для работы в автоматическом режиме должны включать устройства для управления сварочным процессом и подачей защитного газа.
wikimetall.ru