Как паять алюминий без аргона: способ пайки припоем
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т.
п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место.
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Преимущества и области применения
- Прост в применении и не требует высокой квалификации;
- Высокая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% металлическое соединение как при сварке;
- Незаменим в «полевых» условиях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет любой источник тепла;
- Используется при ремонте любых изделий из алюминия: радиаторов, двигателей, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
Инструкция по использованию
Шаг 1.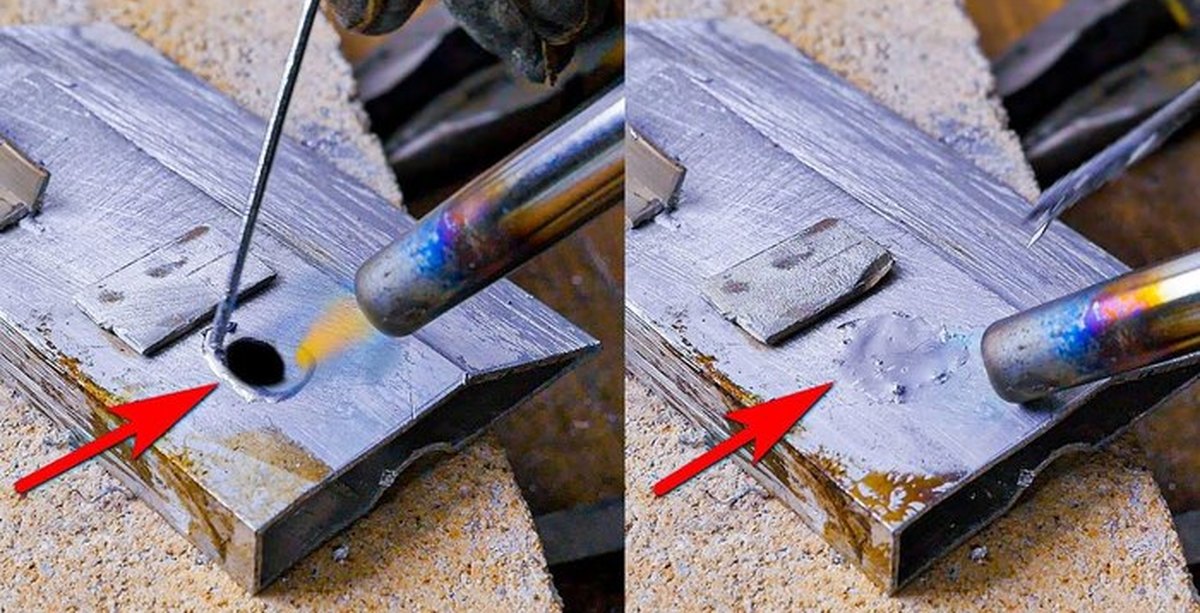 ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
Шаг 2. Нагреваем рабочую поверхность образца из алюминия (не сам стержень припоя) до температуры 200° C.
Совет: для лучшего проникновения припоя, можно зачистить поверхность еще раз, так как при нагревании алюминия сваркой, на поверхности проявляется оксидная пленка.
Нагревание позволит открыть структурные поры рабочей поверхности для лучшего проникновения сплава вглубь металла.
Шаг 3. Когда соответствующая температура при сварке будет достигнута, нужно равномерно и как можно лучше залудить рабочую поверхность: проводя прутиком по отверстию, натягивая припой с краев, как мыльную пену.
Припой обладает достаточным поверхностным натяжением, что делает удобным заделывание отверстий до 1 см без использования дополнительных заплаток.
Совет: чтобы исключить повторное возникновение оксидной пленки под слоем припоя, следует, поддерживая горелкой жидкое его состояние, еще раз пройтись щеткой (стальным прутом) по поверхности.
В этот момент и происходит проникновения припоя в поры металла.
Шаг 4. Если вам требуется соединить несколько деталей, то для начала, по отдельности залудите обе поверхности, затем, соединив и нагрев оба элемента, притирающими движениями сцепите их друг с другом.
Шаг 5. После завершения сварки, дайте алюминию остыть естественным путем, не используя при этом воздух или воду для ускорения остывания.
Важно помнить, что чем толще и массивнее материал, тем больше потребуется времени для достижения необходимой температуры при сварке алюминия.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.
- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.
Пайка алюминиевых проводов газовой горелкой и пальником, механическая зачистка и обработка флюсом
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.
Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки.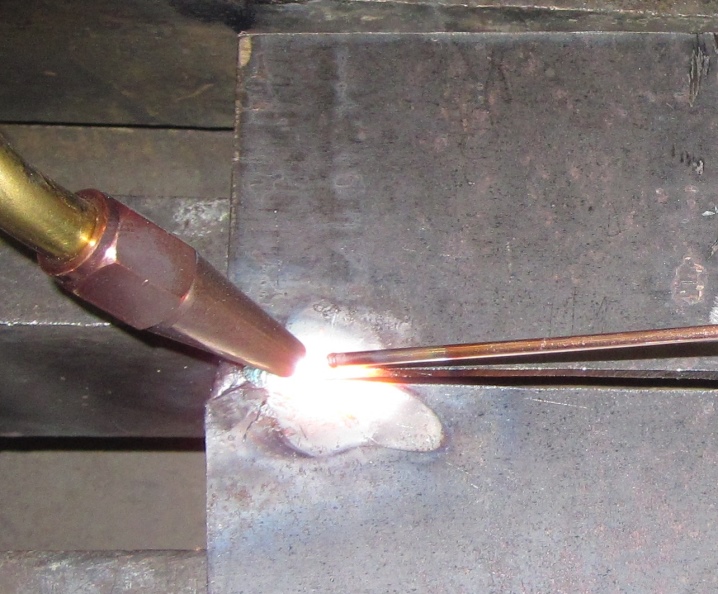
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Для соединения таких проводов все чаще применяется сварка.
Как паять алюминий в домашних условиях
Недавно я узнал про очень простой способ паять алюминий. Не знаю как Вы, а у меня ушло просто огромное количество времени и усилий, которые были потеряны зря в мучениях с паяльниками и попытках расплавить этот металл в домашних условиях. Помню, когда возникла необходимость запаять трещину в алюминиевом корпусе коробки передач автомобиля, мы сначала мучились с холодной сваркой, а потом поехали искать аргон. Теперь это всё в прошлом! Есть отличный способ, в котором выполняется пайка алюминия газовой горелкой. Он совершенно не затратный и позволяет выполнять работы бытового уровня. Про него я сейчас и расскажу.
Какие преимущества нам даёт такой способ? Во-первых, он очень недорогой. Нужна газовая горелка и припой. Во-вторых, возможность паять алюминий в домашних условиях своими руками. Ну и в третьих — соединение получается очень и очень прочное и крепкое!
Пайка алюминия газовой горелкой
Для работы нам понадобится всего бытовая ручная газовая горелка и припой для пайки алюминия. Последний можно купить в магазинах, где продают электроды для сварки и различные кабели. Иногда встречаются и в магазинах автозапчастей. Припой представляет из себя трубочку с порошковым флюсом внутри.
Последний можно купить в магазинах, где продают электроды для сварки и различные кабели. Иногда встречаются и в магазинах автозапчастей. Припой представляет из себя трубочку с порошковым флюсом внутри.
Последовательность действий простая. Сначала надо подготовить место пайки, зачистив нождачкой или мелкой щёткой по металлу. Потом обработайте его обезжиривателем или растворителем, чтобы убрать следы масла или оксидную плёнку.
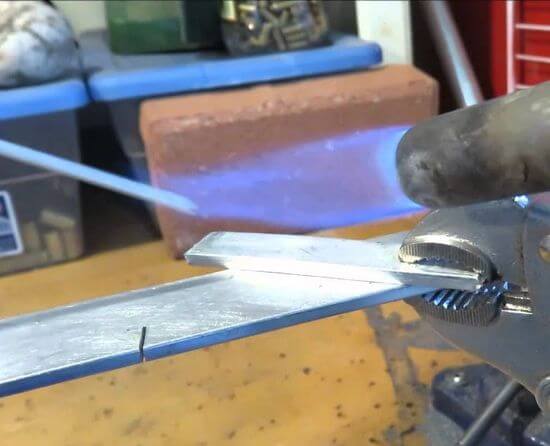
Затем необходимо разогреть горелкой место, где будем паять. Потом, практически над пламенем, сразу прикладываем припой. Он плавится моментально и так же моментально застывает, заполняя все трещины и отверстия. Образуется ровная поверхность.
Теперь надо дать соединению остыть, после чего можно проверять его прочность.
Если нужно наложить несколько слоёв, то выполняйте это последовательно, этап за этапом: наложили слой — дали остыть — наложили следующий.
Можно ли спаять припоем Castolin192 FBK алюминий со сталью?
Здравствуйте! Подкинули интересную работенку, нужно сварить алюминий со сталью: АМц, АМг + черная сталь; АМг, АМц+ст.12Х18Н10Т. Возможно ли такое или это из раздела фантастики? Ведь даже не осведомленному в сварочных делах человеку понятно, что из-за разницы в температурах плавления стали и алюминия такие вещи становятся принципиально невозможными. И все-таки, может существует какой-то способ?
Сварка такого соединения, о котором вы говорите действительно невозможна. Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Для определения возможности получения качественного паянного биметаллического соединения «алюминиевый сплав-сталь» мы провели небольшую опытную работу, с результатами которой вы можете ознакомиться ниже.
Для проведения работы был приобретен припой Castolin 192 FBK, предназначенный для пайки алюминия и его сплавов, главным образом для сплавов АМг и АМц с максимальным содержанием легирующего компонента до 3%. Выбор припоя изначально был между НТS-2000 и Castolin 192 FBK. Про НТS-2000 очень много пишется в интернете, демонстрационных роликов на YouTube, которые показывают его преимущества тоже масса, но так как в описаниях данного припоя больше рекламы, которая часто развенчивается практикой, выбор все же был сделан в пользу компании Castolin, которая уже сто лет занимается материалами для пайки и делает это на самом деле действительно качественно. Castolin192 FBK представляет собой алюминиевый припой с флюсовым сердечником с добавлением цинка. Температура плавления: ликвидус – 380 оС, солидус — 440 оС. Предназначен он для пайки соединений Al+Al и Al+Сu. Сортамент: пруток длиной 500 мм, весом 8-9 грамм.
Температура плавления: ликвидус – 380 оС, солидус — 440 оС. Предназначен он для пайки соединений Al+Al и Al+Сu. Сортамент: пруток длиной 500 мм, весом 8-9 грамм.
В качестве «подопытного металла» были взяты образцы размером ≈12,5х110, толщиной h≈2мм из алюминиевого сплава АМц, низкоуглеродистой стали (типа Ст.3, Ст.8кп и т.п.) и коррозионностойкой стали 12Х18Н10Т, которые впоследствии были спаяны в кислородно-пропановом пламени.
За эталонные образцы были взяты соединения «АМц+АМц». А качество пайки определялось путем сравнения разрывных усилий, прикладываемых к образцам «АМц- сталь» и эталонным образцам.
Образцы комплектовались следующим образом:
- АМц+АМц – 3 компл.
- АМц+низкоуглерод. сталь – 3 компл.
- АМц+ст.12Х18Н10Т – 3 компл.
Вид соединения – внахлёст (см. эскиз). Зазор ≈ 1 мм.
Пайка производилась кислородно-пропановой горелкой Minitherm.
На эскизе:
L- длина нахлестки;
В — минимальное значение ширины образцов;
hal — толщина алюминиевого образца;
Разрывная машина
hст – толщина стального образца.
Все спаянные образцы подверглись испытанию прочности при сдвиге на разрывной машине 2054-Р-5.
Результаты представлены в табл. 1
| № испытания | Соединение | hal мм | hст мм | В, мм | L, мм | Нагрузка Р при которой образец разрушился, КГС | Нагрузка Р среднее, КГС | Характер разру- шения |
| 1 | АМц+АМц (образец №1) | 1,95 | — | 12,25 | 17,1 | 259 | 255,5 | Разрыв не по пайке (порвался сам образец) |
| АМц+АМц (образец №2) | 1,95 | — | 12,5 | 15,9 | 264 | Разрыв не по пайке (порвался сам образец) | ||
| АМц+АМц (образец №3) | 1,95 | — | 12,5 | 17,8 | 243,5 | Разрыв не по пайке (порвался сам образец) | ||
| 2 | АМц — углеродистая сталь (образец №1)
| 1,90 | 2,20 | 13,60 | 13,15 | 265 | 249,3 | Разрыв не по пайке (порвался сам образец по алюминиевой части) |
| АМц — углеродистая сталь (образец №2) | 1,95 | 2,0 | 12,6 | 14,65 | 252 | Разрыв не по пайке (порвался сам образец по алюминиевой части) | ||
| АМц — углеродистая сталь (образец №3) | 1,95 | 2,1 | 13,0 | 17,45 | 231 | Разрыв по паянному шву | ||
| 3 | АМц -ст. 12Х18Н10Т 12Х18Н10Т(образец №1) | 1,95 | 2,2 | 12,15 | 16,75 | 136,5 | 133,3 | Разрыв по паянному шву |
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,2 | 18 | 107 | Разрыв по паянному шву | ||
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,5 | 15,7 | 156,5 | Разрыв по паянному шву |
Сравнение разрывных усилий, требуемых для разрушения образцов «АМц-АМц», взятых за эталон, и «АМц – низкоуглерод. сталь» показало, что прочность паяного соединения «АМц – низкоуглерод. сталь» не уступает по прочности соединению «АМц-АМц». В большинстве случаев разрушение происходило по алюминиевой части (АМц) образцов, а не по паяному шву.
Анализ разрывных усилий, требуемых для разрушения паяного соединения «АМц-ст.12Х18Н10Т» показал, что оно в 2 раза уступает по прочности соединению «АМц-АМц».
Как припаять к алюминию олово
Пайка алюминия оловом
Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и другого оборудования. Чтобы спаять этот материал применяют различные методы.
Наиболее эффективным является плавка оловом, так как оно находится в свободном доступе и соединение получается качественным и прочным. Эта процедура осуществляется с помощью флюсов и возможна не только в производстве, но и в домашних условиях. Если применять другие присадочные материалы, то алюминий расплавится.
Среди преимуществ данного вида выделяют следующие:
- низкая стоимость;
- олово подходит для пайки деталей различной толщины;
- материал быстро расплавляется под действием температуры, покрывая рабочую поверхность до малейших трещин. При застывании образует качественное соединение;
- плавка не занимает много времени, так как температура плавления низкая;
- олово находится в свободном доступе, и купить его не составит труда.

Кроме преимуществ данного метода есть и недостатки:
- готовое соединение может разрушиться под действием более низкой температуры;
- соединение не приспособлено к высоким механическим нагрузкам;
- в домашних условиях не всегда получается достичь желаемого результата.
Особенности пайки оловом
Единственной проблемой является появление оксидной пленки на месте соединения. Чтобы от нее избавиться применяют растворители, металлические щетки и т. д. Также, большое внимание стоит уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс осуществляется в несколько слоев.
Многие специалисты рекомендуют использовать газовую горелку. Ее прикрепляют к баллону с помощью шланги. Расход газа можно регулируется вентилем. Он поступает в сопло и поджигается, при этом образую стабильное пламя, температура которого регулируется путем изменения давления.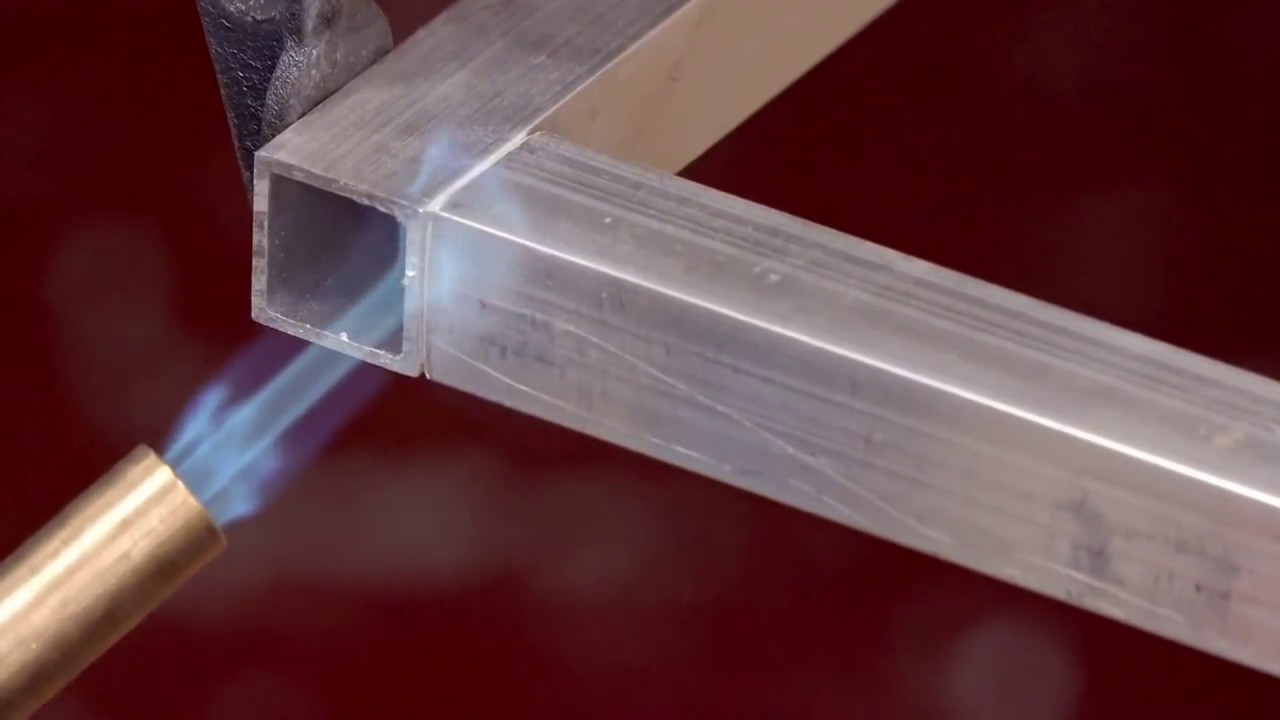
Также используют бензиновые горелки, однако пары бензина не способны дать высокую температуру для пайки. Поэтому данный метод применяют для соединения тонких металлических деталей.
Пайка паяльником происходит при помощи дополнительных материалов, например, канифоли. Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Помимо олова следует иметь следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- режущий инструмент.
- Флюс.
Подбор припоя и инструментов
Пайка алюмин ия может происходить различными методами, которые зависят от состава припоя. В нем должно содержится свинец в малом количестве, а также цинк, который служит для снижения температуры плавления. Инструмент для пайки подбирается в зависимости от личных предпочтений мастера и толщины детали. Например, для тонких изделий лучше использовать горелку.
Дополнительная информация! Температура плавления припоя должна быть максимально низкой, чтобы готовое соединение не разрушалось при холодах.
В первую очередь, подготавливают поверхность, очищая от ржавчины и другого мусора при помощи металлической щетки. Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Если не убрать масляные налеты качество соединения снижается. Он также поможет избавиться от оксидной пленки, которая не разрушается под действием высоких температур. Если работа ведется с проводами, то их нужно залудить, чтобы процедура прошла быстрее, и они не разрушились.
Перед соединением металлических изделий с большой толщиной, их края затачиваются. После подготовительного этапа переходим к пайке. Она происходит в такой последовательности:
- паяльник или горелка включается и выбирается необходимый режим;
- место пайки обрабатывается флюсом;
- осуществляется непосредственное спаивание путем расплавления олова над алюминиевым изделием;
- после спаивания деталь оставляют остыть на некоторое время, а затем проверяют качество соединения.
Обратите внимание! При спаивании металла большой толщины не следует наплавлять шов в одном месте, а наносить олово слоями.
Существует 6 режимов пайки алюминия, каждому из которых предъявляются особые параметры. Они зависят от марки исходного материала. Зная данный показатель, определяют процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила техники безопасности
Во время работы следует уделять внимание включенным инструментам (паяльнику или горелке). При работе с газом необходимо проверять целостность шланг и состояние баллона.
Важно! Некоторые виды флюсов при нагревании испаряют вредные вещества, поэтому рабочее помещение должно хорошо проветриваться.
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится.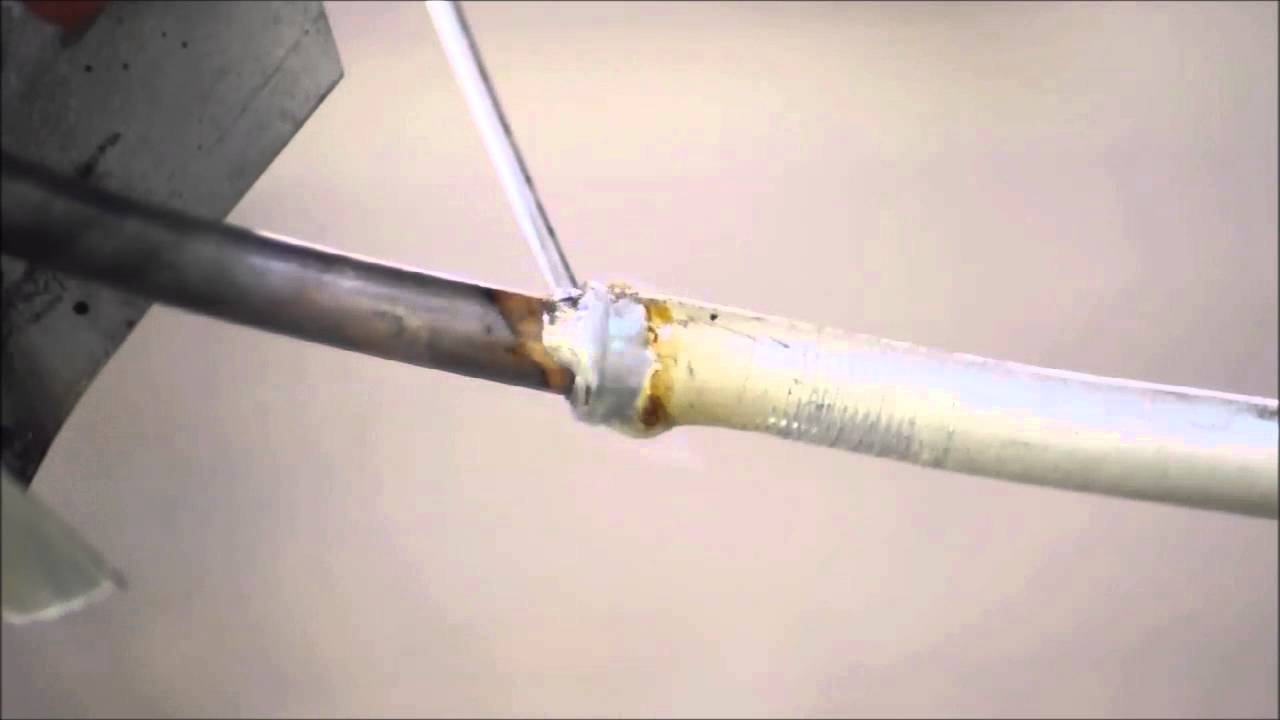 Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой.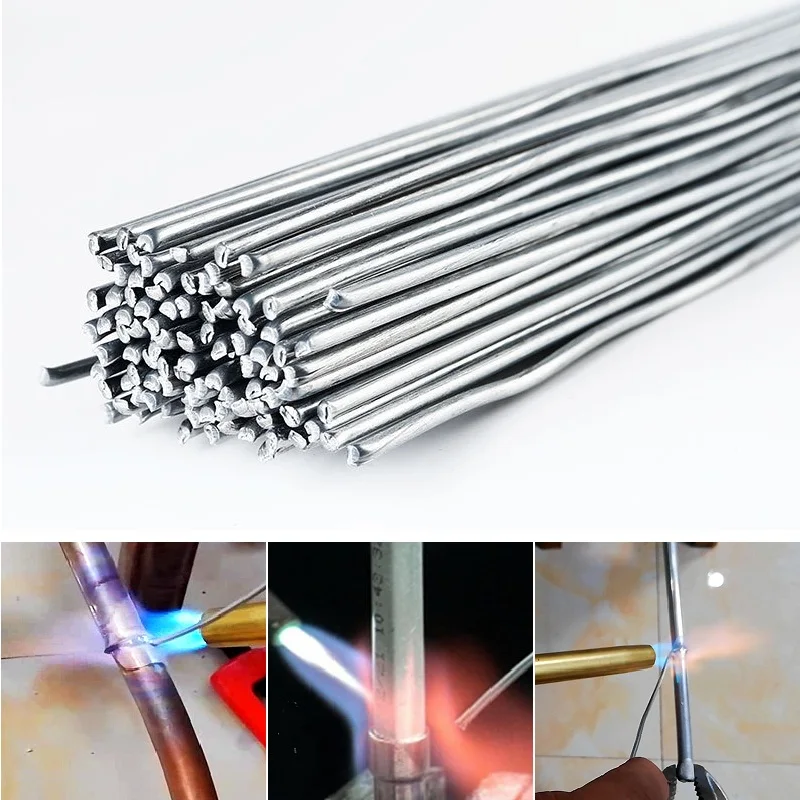 Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео.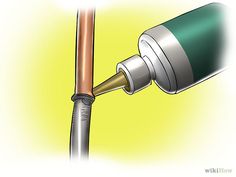 Это поможет избежать многих неприятных нюансов в процессе работы.
Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Рекомендуем также к прочтению:
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С).
Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки.
 В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру.
 Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура; - не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника.
 В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали; - когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
флюс и припой для пайки алюминиевой проводки в домашних условиях
Существует мнение, что перед тем, как паять алюминий у себя в домашних условиях, следует запастись припоем особого качества, а также специальным паяльным инструментом (газовой горелкой в частности). При этом в качестве объяснений приводятся следующие факты: во-первых, на поверхности алюминия всегда имеется окисная плёнка и, во-вторых, температура его нагрева достаточно велика.
При этом в качестве объяснений приводятся следующие факты: во-первых, на поверхности алюминия всегда имеется окисная плёнка и, во-вторых, температура его нагрева достаточно велика.
Пайка алюминия
И, действительно, из-за характерного металлического налёта лужение и пайка алюминия в домашних условиях связана с определёнными сложностями. Решить эту проблему помогут специальные припои, применяемые одновременно с активными флюсами для алюминия.
Рассмотрим каждый из представленных выше расходных материалов более подробно.
Высокотемпературный припой
В состав традиционного легкоплавкого припоя входят такие обязательные составляющие, как олово (Sn) и свинец (Pb) с небольшими добавками висмута (Bi), кадмия (Cd) и цинка (Zn). Посредством такого паяльного состава удаётся обрабатывать медные и стальные заготовки, при пайке которых поверхности редко нагреваются выше 300 градусов.
Перед тем, как паять алюминий обычными средствами, следует знать о том, что для обработки этого металла указанные составы не годятся, поскольку рабочая температура его нагрева должна быть значительно выше.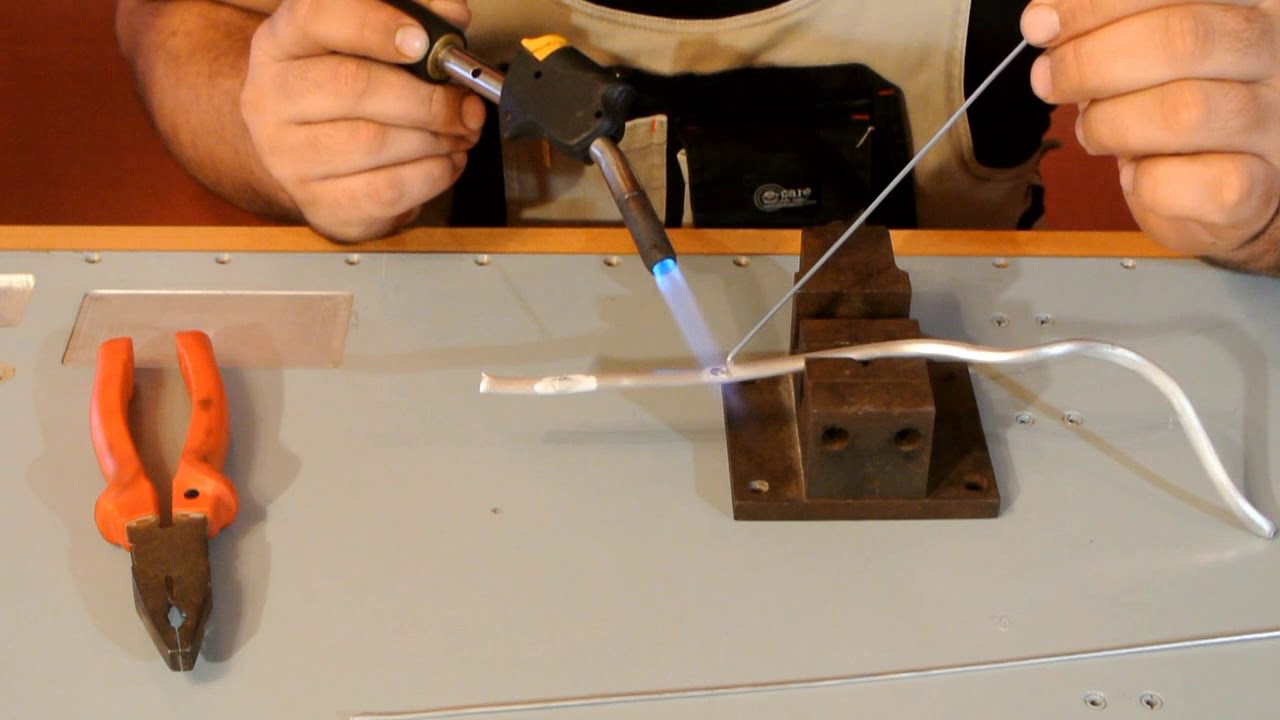 Для работ этой категории потребуются особые припои для алюминия, включающие в свой состав высокотемпературный кремний. В качестве добавок в них содержатся медная и другие активные составляющие (серебряные и или цинковые компоненты, например).
Для работ этой категории потребуются особые припои для алюминия, включающие в свой состав высокотемпературный кремний. В качестве добавок в них содержатся медная и другие активные составляющие (серебряные и или цинковые компоненты, например).
Важно! В них также должна входить и алюминиевая компонента.
Припой ЦОП-40
Обратите внимание! При увеличении количества цинка припой для пайки алюминия приобретает хорошую устойчивость к коррозийному разрушению.
Таким образом, к разряду высокотемпературных принято относить припои, в состав которых входят такие обязательные компоненты, как кремний, медь и алюминий (цинк). В качестве примера может быть рассмотрен известный образец отечественного алюминиевого припоя – 34A, а также его импортный аналог под обозначением «Aluminium-13». В них обычно содержатся до 87% алюминия и примерно 13% кремния, что позволяет поднять температуру пайки ориентировочно до 590-600°С.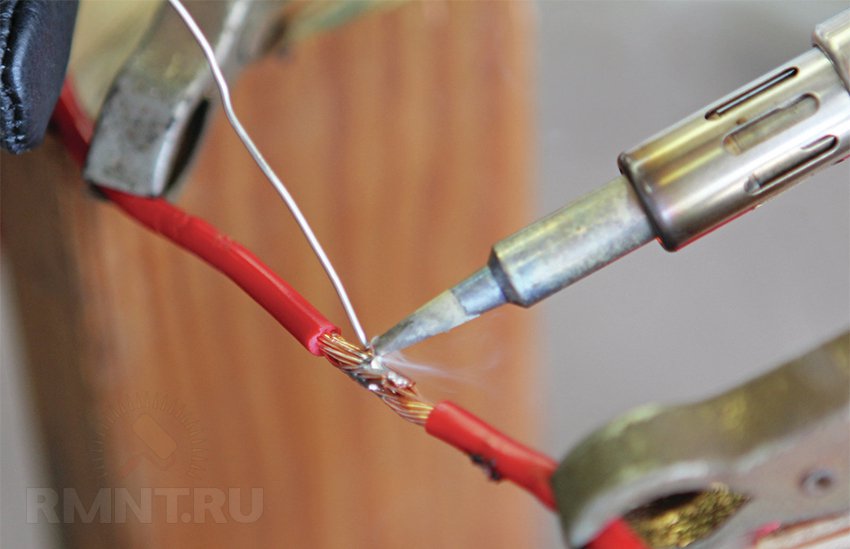
Флюсовая компонента
Флюс для пайки алюминия обычно подбирается с учётом химической активности его составляющих по отношению к данному металлу. Для этих целей вполне сгодятся такие известные отечественные смеси, как Ф-64, Ф-59А, Ф-61А, включающие в свой состав компоненты аммония и другие, активные по отношению к алюминию добавки.
На ёмкостях с этими паяльными реагентами обычно имеются ярлычки со специальными пометками «для пайки алюминия».
Для работы с этим металлом может использоваться флюс, выпускаемый под фирменным обозначением «34А», включающий в свой состав хлористые соединения калия, цинка и лития в нужной пропорции, а также фторид натрия (10%). Эти смеси считаются наиболее подходящими, когда предполагается пайка алюминия с медью или другими цветными металлами.
Флюс для высокотемпературной пайки
Порядок проведения паяльных работ
Подготовка поверхности
Пайка алюминия оловом с активными добавками начинается с подготовки поверхностей сочленяемых деталей или изделий. Для этого над ними необходимо проделать следующие операции:
Для этого над ними необходимо проделать следующие операции:
- Тщательно обезжирить их, воспользовавшись смоченной в ацетоне мягкой фланелью;
Дополнительная информация. Вместо ацетона может использоваться любой заменяющий его традиционный растворитель (бензин, например).
- Зачистить подлежащее пайке место, для чего рекомендуется использовать мелкозернистую наждачную шкурку;
- В качестве запасного варианта может быть предложено травление поверхности специальными активными составами, однако из-за своей специфичности эта процедура применяется крайне редко.
Следует помнить о том, что удалить оксидную пленку за один заход полностью не удаётся, поскольку на данном участке сразу же образуется новый тонкий слой. Зачистка поверхности осуществляется не для полного удаления нежелательного покрытия, а с целью частичной его нейтрализации перед обработкой флюсом. По завершении этой операции поверхность может быть запаяна достаточно легко.
Нагрев зоны пайки
Для того чтобы спаять небольшие по размеру заготовки из алюминия, достаточно паяльника небольшой мощности (не более 100 Ватт). Для пайки массивных изделий или деталей нужно будет воспользоваться паяльником большей мощности. Лучше всего для этих целей подойдёт специальный мощный инструмент или газовая горелка.
Мощный паяльник на 300 Ватт
Пайка алюминия газовой горелкой (иногда для этих целей используют паяльную лампу) имеет особую специфику, проявляющуюся в следующих особенностях:
- Во-первых, не рекомендуется сильно перегревать алюминий, поскольку он может частично расплавиться. Для предотвращения этого эффекта по ходу пайки следует периодически прикасаться припоем к обрабатываемой поверхности. Его расплавление будет означать, что требуемая температура уже достигнута;
- Во-вторых, нежелательно применять кислород в качестве обогатителя газовой смеси, так как он может спровоцировать окисление металла.
Горелка газовая
Инструкция по пайке
Для того чтобы получить паяное соединение изделий из алюминия, следует руководствоваться стандартной методикой, предполагающей следующий порядок действий:
- Сначала поверхность в месте пайки обезжиривается, после чего эта зона тщательно зачищается;
- Если требуется припаять одну деталь к другой, обе они надёжно фиксируются в тисках или струбцине;
- После этого можно будет начать прогревать места соединения;
- В процессе пайки специальным припоем по алюминию, содержащим активатор, несколько раз прикасаются к месту сочленения.
При использовании обычного припоя для активного воздействия на оксидную плёнку потребуется специальный флюс.
Обратите внимание! Для надёжного разрушения поверхностной пленки из оксида алюминия рекомендуется использовать щетку с щетинками из стальной проволоки. Посредством этого простейшего инструмента в процессе пайки удаётся равномерно распределить весь припой по плоскости обрабатываемых алюминиевых заготовок.
Что делать, если нет требуемых материаловВ ситуации, когда в хозяйстве отсутствуют необходимые для пайки расходные материалы, можно воспользоваться традиционными припоями. При этом флюс заменяется обычной спиртовой канифолью, с помощью которой поверхность алюминия заливается после её предварительной чистки. Благодаря этому обеспечивается защита от окисления и образования нежелательной оксидной плёнки.
При данном подходе паяльник одновременно используется в качестве инструмента, разрушающего это препятствие. С этой целью на жало паяльного приспособления устанавливается специальный скребок, посредством которого удаётся постоянно счищать образующийся слой оксида. Кроме того, повысить производительность такого процесса удаётся, если в канифоль добавить немного опилок, образующихся при резке металла.
С этой целью на жало паяльного приспособления устанавливается специальный скребок, посредством которого удаётся постоянно счищать образующийся слой оксида. Кроме того, повысить производительность такого процесса удаётся, если в канифоль добавить немного опилок, образующихся при резке металла.
Спаивают детали в этом случае следующим образом:
- Сначала хорошо прогретым паяльником с предварительно залуженным жалом на месте пайки расплавляется небольшое количество канифоли;
- После того, как она полностью закроет весь прогретый участок, по его поверхности следует с усилием потереть жалом паяльника. В место пайки нужно добавить небольшое количество металлических опилок, которыми совместно с жалом эффективно разрушают оксидную пленку;
- По завершении процедуры лужения обрабатываемые алюминиевые заготовки соединяют между собой и тщательно прогревают обычным паяльником.
В заключительной части обзора отметим, что пайка без применения специального оборудования и активных расходных материалов – это очень трудоёмкая и хлопотливая процедура, не гарантирующая получения положительного результата. Именно по этой причине прибегнуть к этому способу пайки могут только хорошо подготовленные пользователи, имеющие большой опыт работы с паяльным оборудованием.
Именно по этой причине прибегнуть к этому способу пайки могут только хорошо подготовленные пользователи, имеющие большой опыт работы с паяльным оборудованием.
В том случае, когда абсолютной уверенности в своих силах нет, лучше всего приобрести все необходимые материалы и попытаться взять напрокат требуемый инструмент (газовую горелку в частности).
Видео
Оцените статью:Как в домашних условиях паять алюминий
Алюминий и его сплавы прочностью лишь немногим уступают стали, зато очень удобны в обработке, имеют приличный внешний вид и обладают такими отличными качествами, как теплопроводность и электропроводность. Однако наряду с этими свойствами присутствует сложность их пайки. Вопросом, как паять алюминий, задаются не только начинающие любители, но и те, кого не затрудняет пайка меди, латуни и стали.
Пайка алюминия процесс сложный, поэтому нужно знать всю его технологию.
Работать с алюминием непросто из-за его способности мгновенно окисляться на воздухе, в результате чего поверхность покрывается тонкой пленкой окисла А12О3, обладающей повышенной стойкостью к агрессивной среде. Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, или, в зависимости от способа пайки, различными путями удаляется окись.
Перед тем как паять алюминий, прибегают к механическому удалению пленки, зачищая рабочее место надфилем, но контакт алюминия с водой или воздухом приводит к первоначальному состоянию – появлению той же пленки.
Для пайки алюминия можно использовать специальный флюс.
Знатоки советуют зачищать место пайки при помощи кирпича либо песка, не удаляя пыль, а прямо на нее наносить расплавленную канифоль, затем растирать паяльником, сильно нажимая жалом. Это поможет разрушению тонкой пленки, образовавшейся до нанесения канифоли.
Также зачищенный алюминий заливается канифолью и посыпается опилками от железного гвоздя, полученными в процессе опиливания. Далее, паяльником надо залудить поверхность, тщательно потирая жалом. Железная крошка разрушит пленку, канифоль же предотвратит образование новой пленки.
Читайте также:
Схема диодного моста.
Изготовление топора своими руками.
Что такое фен для пайки – читайте тут.
Химические методы зачистки
Важно не дать зачищаемому алюминию контактировать с воздухом, для чего место пайки заливают флюсом или канифолью, при этом нагревая его. Часто мелкие элементы, например, провода, опускаются прямо в канифоль или во флюс, налитый в емкость.
Кроме механического способа удаления окиси существуют несколько так называемых химических способов.
Очистку алюминия перед пайкой можно сделать с помощью медного купароса.
Очистка с помощью медного купороса. Точка, где нужно сделать припой, зачищается надфилем, смачивается двумя или тремя каплями раствора медного купороса. Алюминиевая основа соединяется с отрицательным полюсом батарейки или аккумулятора, небольшой кусок зачищенной и соединенной с положительным полюсом медной проволоки опускается в раствор, не касаясь основы. После включения батарейки на 4,5 вольта через небольшой промежуток времени на алюминии образуется медный налет. К высохшей меди затем припаивается нужная деталь.
Алюминиевая основа соединяется с отрицательным полюсом батарейки или аккумулятора, небольшой кусок зачищенной и соединенной с положительным полюсом медной проволоки опускается в раствор, не касаясь основы. После включения батарейки на 4,5 вольта через небольшой промежуток времени на алюминии образуется медный налет. К высохшей меди затем припаивается нужная деталь.
Применение абразивного порошка. Готовится жидкая паста путем смешивания порошка и трансформаторного масла, которая наносится на зачищенную поверхность и затем паяльником затирается до появления слоя олова.
Еще один способ – трансформаторный. Изделие подключается к его минусу, медный провод, содержащий несколько жил, подсоединяется к плюсу. После замыкания цепи произойдет микросварка алюминия с медью. Чтобы ускорить процесс, используется паяльная кислота.
Вернуться к оглавлению
Применение флюсов и припоев
Конструкция паяльника.
Для пайки больших деталей, таких как радиаторы охлаждения, используются паяльники с большой мощностью (100-200 Вт), с мелкими элементами вполне успешно справляются паяльники мощностью 60-100 Вт. Конечно, место припоя не обладает особой крепостью, ну да этого и не требуется.
Конечно, место припоя не обладает особой крепостью, ну да этого и не требуется.
В домашних условиях для спаивания алюминия подходят флюсы Ф-64, ФТБф-А, ФИМ. Конечно, можно применить в качестве флюса и аспирин, и технический вазелин, и солидол, и паяльный жир, и стеарин.
Используя специальные активные флюсы, паять легче, они хорошо справляются с оксидной пленкой при условии, что температура нагрева 250-360°С.
Припой распределяется по всей поверхности соединения, что приводит к прочному соединению частей. Флюс необходимо удалить, применяя растворители, спирт или специальную жидкость. Удобство употребления таких флюсов в том, что они применяются и для пайки никеля, меди и стали.
Как правило, для пайки алюминия применяются сплавы из 2 частей цинка и 8 частей олова, или 1 части меди и 99 частей олова, или 1 части висмута и 30 частей олова. Обычные припои ПОС. 40 и ПОС. 60 также справляются с поставленной задачей.
Небольшие отверстия (диаметром не более 7 мм) в алюминиевой посуде можно запаять и без паяльника. Имеющуюся эмаль вокруг дырки следует отбить на 5 мм, слегка постукивая молотком. Теперь надо с помощью напильника или наждачной бумаги до блеска начистить металл, применяя крошку канифоли или паяльную кислоту, положить в кастрюлю на отверстие кусочек олова и нагреть над спиртовкой, которая обеспечивает точечный нагрев, не разрушая оставшуюся эмаль. Металл, расплавляясь, полностью закроет отверстие.
Так что, имея желание, можно и в домашних условиях паять алюминии.
Руководство для начинающих по пайке латуни к алюминию —
124 Ремонт алюминия: руководство для начинающих по пайке алюминия к латуни суперсплавом 1
Мы снова возвращаемся к начинающему сварщику Тони, чтобы научиться ремонтировать алюминий низкотемпературным припоем Super Alloy 1. В этом видео Тони использует пропановую горелку и сплав Super Alloy 1 для пайки латуни с алюминием при очень низкой температуре соединения.
В прошлом многие сварщики использовали тот или иной вид клея для приклеивания алюминия к латуни из-за их различного состава.К счастью, Super Alloy 1 упрощает работу по ремонту алюминия, позволяя с помощью этого мультиметаллического припоя ремонтировать не только латунь и алюминий, но и множество других металлов — по отдельности или в любой комбинации: бронзу, сталь, медь, металлический горшок, нержавеющую сталь. , белый металл или замак в любой комбинации при температуре 350 ° F.
ПродукцияMuggy Weld специально разработана для того, чтобы любой человек мог ремонтировать алюминий с помощью простой пропановой горелки. Перед ремонтом предварительно очистите детали абразивом. Это можно сделать с помощью Dremel, проволочного круга, шлифовального станка, наждачной бумаги, пескоструйной обработки и т. Д. В зависимости от детали.
Тони окунул стержень во флюс, а затем капнул его в центр латунной шестигранной гайки, позволяя ему просочиться в соединение. Она добавляет тепло по кругу для широкого нагрева основного металла. Когда флюс изменился с медового на коричневый, она знала, что это свидетельство того, что основной металл достиг надлежащей рабочей температуры. Она осторожно добавила алюминиевый припой по окружности шестигранной гайки и с помощью резака протолкнула припой и флюс спереди назад и из стороны в сторону.
Когда флюс изменился с медового на коричневый, она знала, что это свидетельство того, что основной металл достиг надлежащей рабочей температуры. Она осторожно добавила алюминиевый припой по окружности шестигранной гайки и с помощью резака протолкнула припой и флюс спереди назад и из стороны в сторону.
Она дала детали остыть на воздухе, затем удалила остатки флюса теплой водой и металлической щеткой. Конечный результат — безупречный ремонт алюминия при температуре всего 350 ° F (
).Это была первая попытка Тони отремонтировать алюминий, и она проделала отличную работу! Спасибо, Тони!
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Как припаять алюминий к нержавеющей стали с помощью суперсплава 1 —
125 Как припаять алюминий к нержавеющей стали с помощью мультиметаллического припоя Super Alloy 1
Мультиметаллический припой Super Alloy 1 можно использовать для соединения различных разнородных металлов. Из этого видео вы узнаете, как припаять алюминий к нержавеющей стали с помощью пропановой горелки. Раньше соединение алюминия с нержавеющей сталью считалось «невозможным» в сварочном сообществе. К счастью, набор припоя и флюса Super Alloy 1 упрощает эту, казалось бы, невозможную работу.
Из этого видео вы узнаете, как припаять алюминий к нержавеющей стали с помощью пропановой горелки. Раньше соединение алюминия с нержавеющей сталью считалось «невозможным» в сварочном сообществе. К счастью, набор припоя и флюса Super Alloy 1 упрощает эту, казалось бы, невозможную работу.
Этот же метод можно использовать для пайки многих металлов в любой комбинации:
- горшок металлический
- цинковое литье под давлением
- свинец
- бронза
- сталь
- алюминий
- нержавеющая сталь
- медь
- латунь
- бронза
Предварительная очистка алюминия и нержавеющей стали необходима непосредственно перед началом пайки.Отсутствие предварительной очистки алюминия и / или нержавеющей стали может привести к неправильному соединению, что приведет к выходу готового паяного соединения из строя.
Уникальный флюс Super Alloy 1 работает как визуальный ориентир температуры, превращая румянец в коричневый цвет, когда алюминий и нержавеющая сталь достигают надлежащей рабочей температуры 350 ° F. Когда флюс изменит цвет, нанесите припой Super Alloy 1 там, где алюминий и нержавеющая сталь образуют соединение. Примечание. Если флюс станет черным, просто удалите его металлической щеткой и теплой водой и начните заново.
Когда флюс изменит цвет, нанесите припой Super Alloy 1 там, где алюминий и нержавеющая сталь образуют соединение. Примечание. Если флюс станет черным, просто удалите его металлической щеткой и теплой водой и начните заново.
Совет: Косвенный нагрев очень важен при использовании этого дуэта. Прямой нагрев алюминия или нержавеющей стали может привести к перегреву / плавлению основного металла.
Хотя можно использовать практически любую систему резака, мы рекомендуем наконечники резака большего размера для широкого нагрева заготовки. Оксиацетилен можно использовать при пониженном уровне кислорода. С этим низкотемпературным припоем можно также использовать тепловую пушку.
ProTip : постоянно держите резак в движении, чтобы избежать перегрева алюминия и / или нержавеющей стали
Дайте алюминию и нержавеющей стали остыть естественным образом, затем удалите флюс, как указано выше.
Конечный результат — соединение алюминия с нержавеющей сталью 20 000 фунтов на квадратный дюйм.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Пайка на алюминий — Обмен электротехнического стека
Пайка на алюминий — Обмен электротехнического стекаСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Electrical Engineering Stack Exchange — это сайт вопросов и ответов для профессионалов в области электроники и электротехники, студентов и энтузиастов. Регистрация займет всего минуту.
Регистрация займет всего минуту.
Кто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 3к раз
\ $ \ begingroup \ $Какая уловка для пайки к алюминиевым основам (как на старых светодиодах Luxeon?)
Создан 28 окт.
Основная проблема при пайке или пайке алюминия — это чистота…. необходимо предотвратить окисление и перекрестное загрязнение. В авиации мы используем водородное пламя вместо ацетилена для лучшего контроля температуры. Более крупные детали свариваются с использованием гелио-дуговых или TIG-процессов (вольфрамовый инертный газ). Опытный оператор может «склеить» лезвия бритвы.
2ответ дан user1521902 02 нояб.
\ $ \ endgroup \ $ \ $ \ begingroup \ $ Припаять алюминий действительно сложно. Алюминий окисляется даже хуже, чем медь, поэтому вам нужен другой, более прочный флюс, который вы получаете с большинством припоев. Кроме того, пайка к чему-то вроде основания светодиода Luxeon означает, что вы пытаетесь припаять радиатор, поэтому будет сложно довести алюминий до точки плавления припоя.
Алюминиевые основания светодиодных модулей и других радиаторов обычно электрически изолированы. Они просто радиаторы. Итак, прежде чем вы начнете беспокоиться, я бы задал вопрос, почему вы вообще пытаетесь припаять алюминий.
Создан 28 окт.
\ $ \ endgroup \ $ \ $ \ begingroup \ $ Паять алюминий сложно, но возможно. Покройте алюминиевую поверхность минеральным маслом и соскребите оксид.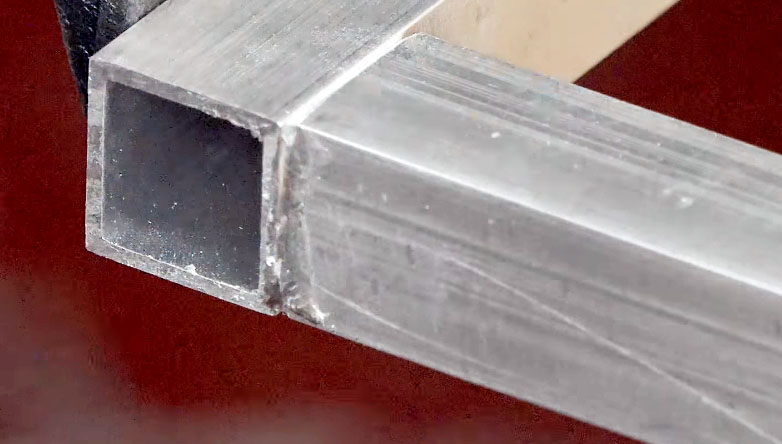 Масло предотвратит его немедленное преобразование из-за контакта с кислородом.Затем залудите поверхность горячим утюгом и обычным свинцовым припоем. Затем счистите масло и припой на луженой поверхности, как обычно.
Масло предотвратит его немедленное преобразование из-за контакта с кислородом.Затем залудите поверхность горячим утюгом и обычным свинцовым припоем. Затем счистите масло и припой на луженой поверхности, как обычно.
Однако, как сказал Джон Хирш, эти основания не предназначены для пайки. Вам нужно нанести теплопроводящий состав и прикрепить их винтами к радиатору.
Создан 31 окт.
Vicvic16122 бронзовых знака
\ $ \ endgroup \ $ \ $ \ begingroup \ $Одна проблема при пайке окисленного алюминия заключается в том, что температура плавления оксида алюминия (2072 ° C) намного выше, чем у самого алюминия (660 ° C).32 ° C), поэтому к тому времени, когда вы расплавите внешнее покрытие алюминия, внутренняя часть уже станет жидкой. это может быть проблемой с тонкостенными деталями, такими как трубы и т. д.
Создан 31 окт.
\ $ \ endgroup \ $ \ $ \ begingroup \ $По моему опыту, для пайки алюминия требуется много флюса, и даже тогда он действительно работает только при пайке алюминия с алюминием.В противном случае я рекомендую использовать что-то вроде серебряной пасты или другой токопроводящей эпоксидной смолы.
Создан 29 окт.
\ $ \ endgroup \ $ Очень активный вопрос .Заработайте 10 репутации, чтобы ответить на этот вопрос. Требование репутации помогает защитить этот вопрос от спама и отсутствия ответов. Электротехнический стек Exchange лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
Пайка меди с алюминием | Kapp Alloy
Я пытаюсь спаять вместе провода из нержавеющей стали и меди.Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в финальной части. Какой припой использовать для пайки этих разнородных металлов?
Нержавеющая стальобычно немагнитна и часто имеет матовую серебристую отделку. Сплавы нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти хорошо отполированные сплавы гораздо труднее паять из-за очень прочного оксидного слоя. Обычно они требуют, чтобы оксидный слой был физически разрушен щеткой или пескоструйной обработкой, И химическим удалением оксидного слоя кислотным флюсом.
Ваша потребность в более высоком температурном диапазоне, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp ™ для олова / серебра. Какой сплав олова / серебра лучше всего подходит для соединений из нержавеющей стали с медью, обычно определяется по четырем критериям:
- Прочность / устойчивость к вибрации
- Электропроводность Стоимость
- и
- Канифольная порошковая, кислотная порошковая или сплошная проволока
Как показано на диаграмме ниже, прочность, вибростойкость и электрическая проводимость возрастают с увеличением содержания серебра (Ag) в припое KappZapp ™.Цена также увеличивается с содержанием серебра. Таким образом, задача состоит в том, чтобы выбрать припой, который соответствует вашим потребностям, не покупая больше серебра, чем вам нужно.
| Состав | 96,5Sn — 3,5Ag | 96Sn — 4Ag | 93Sn — 7Ag |
|---|---|---|---|
| Солидус (° F) / (° C) | 430 ° F / 221 ° C | 430 ° F / 221 ° C | 430 ° F / 221 ° C |
| Ликвидус (° F) / (° C) | 430 ° F / 221 ° C | 246 ° C / 475 ° F | 570 ° F / 299 ° C |
| Предел прочности (медь) | 14000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм | 15 500 фунтов на кв. Дюйм |
| Прочность на разрыв (нержавеющая сталь) | 25000 фунтов на кв. Дюйм | 28000 фунтов на кв. Дюйм | 31000 фунтов на кв. Дюйм |
| Прочность на сдвиг | 11,600 фунтов на кв. Дюйм | 12000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм |
| Удлинение | 48% | 49% | 49% |
| Электропроводность (% IACS) | 16.4 | 16,5 | 20,1 |
Наконец, вы должны выбрать между сплошной проволокой, кислотной проволокой и проволокой с флюсовой проволокой из канифоли. Порошковые проволоки наиболее просты в использовании, поскольку флюс для удаления оксидного слоя с деталей находится в центре проволоки. Когда детали нагреваются до температуры плавления припоя, флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один прием.При использовании твердой припойной проволоки оксидный слой на деталях должен быть разрушен физическим перемешиванием щеткой из нержавеющей стали или наждачной бумагой, либо отдельной жидкостью или пастообразным флюсом.
Чтобы начать выбор припоя, выберите припой KappZapp ™ со сплошной проволокой, KappZappA ™ с кислотной сердцевиной или припои KappZappR ™ с канифольной сердцевиной:
Припои для сплошной проволоки KappZapp ™ — серебряные припои для электрических / электронных соединений нержавеющая сталь и / или медь
ПрипоиKappZapp ™ Silver обеспечивают очень прочные и пластичные соединения на медных и нержавеющих проводах и соединителях.Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 15 500 фунтов на квадратный дюйм для меди и 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZapp7 ™ — 93% олова — 7% серебра — это промышленный стандарт для акустических систем и домашних кинотеатров с высокой проводимостью, прочностью и устойчивостью к вибрации. Сплошная проволока KappZapp ™ бывает с содержанием серебра 3,5%, 4%, 5%, 6% и 7%.
Припои с канифольной сердцевиной KappZappR ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
ПрипойKappZapp ™ с канифолью может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса.Внутренний флюс из натуральной канифоли выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZappR ™ выпускается с содержанием серебра 3,5% и 7%.
Кислотные припои KappZappA ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
Для некоторых нержавеющих сталей с высоким содержанием никеля и хрома требуется кислотный флюс, чтобы пробить прочный оксидный слой на деталях.Припой с кислотной сердцевиной KappZappA ™ может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса. Внутренний кислотный поток выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. Кислотный флюс более агрессивен, чем натуральный канифольный флюс, и его необходимо полностью удалить, протерев влажной тряпкой после пайки. KappZappA ™ входит только в 3.Формула 5% серебра.
Диаметр припоя и выбор упаковки
После того, как вы определились с подходящим припоем, необходимо определить диаметр и количество припоя, необходимые для вашего проекта. Обычные диаметры проволоки составляют 1/18 дюйма (0,125 дюйма = 3,2 мм), 1/16 дюйма (0,062 дюйма = 1,6 мм) и 1/32 дюйма (0,031 дюйма = 0,8 мм). Диаметр проволоки обычно зависит от площади стыка. Чем меньше размер стыка, тем меньше будет необходимый диаметр припоя.
Чтобы предоставить коммерческое предложение, Kapp Alloy необходимо знать
- Всего Вам нужно
- нужный вам сплав,
- , нужен ли вам канифольный флюсовый сердечник, кислотный флюсовый сердечник или сплошная проволока,
- диаметр нужной вам проволоки, а
- упаковка (например, катушки 1 фунт, катушки 5 фунтов или палки 18 дюймов.
Алюминиевое соединение »S-Bond
Алюминий может быть соединен с использованием сплавов S-Bond® и является отличной альтернативой процессу соединения алюминия. Время цикла может быть сокращено, и, особенно для термочувствительных приложений или небольших партий деталей, ограниченный набор инструментов и простота настройки для соединения S-Bond могут значительно снизить затраты.
ПрипоиActive S-Bond® легко вступают в реакцию с оксидными слоями алюминия и меди и разрушают их, чтобы быстро и необратимо реагировать с металлом без использования гальванических покрытий или флюсов, что снижает стоимость пайки, соединяющей алюминий, а также устраняет агрессивные химические вещества, которые создают опасность для окружающей среды.Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250 ° C) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Доступен ряд сплавов S-Bond с различными рабочими температурами от 100 ° C до 390 ° C. Эти же продукты также хорошо сочетаются с медью, карбидом кремния и алюминия и другими терморегулирующими материалами и позволяют экономично безфлюсовую сборку полных систем терморегулирования.
S-Bond® может быть процессом, альтернативным сварке или пайке, где требуется низкотемпературное соединение, а условия эксплуатации или напряженной эксплуатации позволяют паяное соединение.S-Bond очень эффективен при пайке алюминия с алюминием, а также алюминия с медью. В некоторых случаях соединение S-Bond может заменить пайку в контролируемой атмосфере или пайку погружением.
Активные припои S-Bond® реагируют и прорывают оксидные слои на алюминии, а также с медью, чтобы быстро реагировать и связываться с металлом без использования гальванических покрытий или флюсов, что снижает стоимость процесса пайки алюминиевых или алюминиево-медных компонентов. а также устранение агрессивных химикатов, создающих опасность для окружающей среды.Кроме того, низкая температура процесса соединения S-Bond (обычно ниже 250 ° C) сохраняет твердость и прочность основного алюминия, делая готовый компонент более прочным.
Преимущества соединения алюминия S-Bond
- Склеивание при более низких температурах (от 120 до 250 ° C) снижает проблемы несоответствия теплового расширения.
- Позволяет соединять алюминий с медью и другими металлами и керамикой при условии, что несоответствие теплового расширения устранено в конструкции компонентов.
- Металлическое паяное соединение S-Bond обеспечивает теплопроводящие стыки между собой
- Для подготовки алюминиевых поверхностей не требуется дополнительного металлического покрытия, что снижает затраты на подготовку.
Алюминиевые конструкции обычно паяют, сваривают или паяют. Для соединения алюминия пайкой используются алюминиевые сплавы с высоким содержанием кремния, которые имеют температуру пайки на ~ 25–50 ºC ниже точек плавления основного алюминия. Кроме того, чтобы разрушить оксиды алюминия, которые естественным образом образуются на алюминии, для склеивания алюминия необходимо использовать агрессивные химические флюсы и / или вакуумные печи.Таким образом, пайка алюминия в печах требует точного контроля и атмосферы. После пайки высокая температура обработки значительно размягчает и снижает прочность основного алюминия.
S-Bond — альтернатива пайке
S-Bond может быть альтернативным процессом соединения при более низких температурах и заменять пайку в некоторых областях применения. S-Bond очень эффективен при пайке алюминия с алюминием, а также алюминия с медью. Во многих случаях для соединения алюминия также используется «пайка погружением».При пайке погружением используются аналогичные алюминиевые присадочные металлы с высоким содержанием кремния и предварительные вставки или алюминиевые пасты с химическими флюсами в соляную ванну, которая нагревает алюминиевые компоненты, закрепленные для удержания позиций деталей в ванне. Как и при пайке в печи, высокие температуры процесса пайки размягчают основной алюминий, и детали необходимо промывать от флюса и соли, образующихся в результате воздействия ванны. Из-за агрессивности химикатов и солей, рабочая среда и проблемы с удалением отходов в настоящее время ограничивают доступные источники пайки погружением.
Свяжитесь с нами для получения дополнительной информации или перейдите в наш раздел технических ресурсов и блог для получения дополнительной информации.
Пайка пайка из алюминиевого сплава — aluminium-guide.com
Алюминий и алюминиевые сплавы могут соединять большое количество различных процессов пайки. совместная пайка или пайка и пайка или пайка. В английском языке для этих видов припоя используются самые разные термины — пайка и пайка соответственно.
Твердые включают припои с температурами плавления ликвидус , т.е. конец плавления, выше 450 ° C, а также ниже температуры солидуса , то есть начала плавления, основного металла.Пайка отличается от пайки температурой плавления припоя — припои плавятся ниже температуры 450 ° C.
В отличие от сварки пайкой
Пайка отличается от сварки тем, что не происходит значительного подплавления основного металла. Таким образом, температура пайки находится между температурой плавления и плавления мягких припоев. Кроме того, паяные алюминиевые конструкции обычно имеют между сварным и паяным мягким припоем, а также прочность и коррозионную стойкость.
поток, температура ликвидуса и солидус
Припайка пайка алюминиевого сплава стала возможной благодаря образованию флюса, который разрушает оксидную пленку, не повреждая лежащий под ней металл и припой, которые также являются алюминиевыми сплавами.
(См. Также Флюсы для плавки алюминия)
Припои на основе алюминия, используемые для пайки алюминиевых сплавов, имеют температуру ликвидуса, значительно более близкую к температуре солидус основного металла, чем у большинства других припоев. По этой причине пайка твердым припоем, строгий температурный режим. Температура пайки должна быть примерно на 40 ° C ниже температуры solidus основного металла. В некоторых случаях точный контроль температуры и короткий цикл пайки, эта разница может составлять даже 5 ° C.Большинство припоев из алюминиевых сплавов при температурах от 560 до 615 ° C.
Алюминиевые сплавы для пайки
Невулканизованные термически деформируемые сплавы, лучше всего припаяны, это сплавы серий 1ххх и 3ххх, а также сплавы серии 5ххх с низким содержанием магния. Сплавы с повышенным содержанием магния паять сложно.
Обычно хорошо припаяны термоупрочняющиеся сплавы серии 6ххх, например 6063 и 6061. Алюминиевые сплавы серий 2ххх и 7ххх имеют низкую температуру плавления и поэтому их трудно паять, за исключением таких, как относительно низколегированные 7004 и 7005.
Поскольку отливка из алюминиевых сплавов хорошо спаивается, сплавы 356.0, 357.0, 359.0, 443.0, 710.0, 711.0 и 712.0.
Пайка алюминиевого припоя обычно имеет ограниченную толщину, не превышающую 0,4 мм. Однако при пайке погружением и вакуумной пайке без флюса толщина изделия может достигать 0,03 мм.
Промышленные твердые припои
Промышленные твердые припои для пайки алюминия и алюминиевых сплавов содержат от 7 до 12% кремния. Снижение температуры плавления достигается при некоторой потере коррозионной стойкости за счет добавления меди и цинка.Твердые припои представляют собой деформируемые алюминиевые сплавы серии 4ххх. Самые известные из них — сварочные сплавы 4343, 4047 и 4145.
Выбор припоя
При пайке с использованием горелки обычно используется температура ликвидуса припоя как можно ниже температуры солидуса основного металла. Поскольку в этом случае контроль температуры затруднен, плавление с большой разницей температур снизит вероятность случайного подплавления основного металла.
(См. Температура плавления алюминиевых сплавов)
Когда желательно получить плотный паяный шов, выбирают припой с коротким интервалом плавления — минимальной разницей температур между ликвидусом и солидусом.например, сплав 4047 Это интервал между температурами твердого и жидкого состояний всего 5,5 ° C. Этот припой является почти эвтектическим, быстро превращается из жидкого в твердое и сильно сокращает время пайки, часто очень сильно. благотворно сказывается на качестве паяного шва. Этот припой особенно подходит для тонких паяных соединений.
Источник: Алюминий и алюминиевые сплавы, ASM International, 1996
Как приварить алюминий к стали
Можно ли сваривать алюминий со сталью?
Алюминий можно сваривать с большинством других металлов. относительно легко с помощью клеевого соединения или механического крепления.Однако в заказ на приваривать алюминий к стали , специальные техники требуются.
Когда металлы, такие как сталь, медь, магний или титан напрямую дуговые приварен к алюминию, очень начинают образовываться хрупкие интерметаллиды. Чтобы этого избежать, необходимо изолировать другой металл из расплавленного алюминия в процессе дуговой сварки. Здесь вы узнаете о двух наиболее распространенных методах успешного выполнения этой задачи.
биметаллический переходные вставки.
Создание биметаллической переходной вставки — это популярный метод, используемый при сварке алюминий к стали, и часто используется для изготовления сварных соединений отличное качество в конструкционных приложениях.
Эти вставки лучше всего описывать как секции из материала, состоящего из одной части алюминия с равной частью стали или нержавеющая сталь уже приклеена к алюминию.
Методы, использованные для склеивания разнородных материалы и образуют биметаллический переход обычно прокатные, взрывные сварка, сварка трением, сварка оплавлением (или сварка горячим давлением) и дуговая сварка сварка.
Дуговая сварка этих стальных алюминиевых переходов вставки могут быть выполнены обычными методами, такими как GMAW или GTAW.Одна сторона Вставка приварена из стали к стали, а другая — из алюминия к алюминию.
Во избежание перегрева пластин во время При сварке рекомендуется сначала выполнить сварку алюминия с алюминием. Этот также обеспечивает больший теплоотвод при сварке стали со сталью.
Метод биметаллической переходной вставки обычно используется для:
- Соединение алюминиевых рубок и стальных палуб на судах
- Сварка алюминиевых труб со стальными или нержавеющими трубами листы на теплообменники
- Выполнение сварных швов между алюминием и сталью. трубопроводы
Покройте
сталь перед сваркой.
Другой метод, который многие используют для успешной сварки алюминия со сталью , — это покрытие погружением, также обычно называют горячим алюминированием. Это просто означает, что ранее Чтобы сварить сталь и алюминий вместе, сталь сначала покрывается алюминий.
После нанесения покрытия стальной элемент может быть дуговым. приваривается к алюминиевому элементу, если принять меры, чтобы предотвратить возникновение дуги. ударяясь о сталь. Во время сварка, чтобы направить дугу на алюминиевый элемент и позволить расплавленному алюминий из сварочной ванны течет по стали с алюминиевым покрытием.
Другой способ покрытия для сварки алюминия со сталью , называемый пайка, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава.
Обратите внимание, что ни одно из этих покрытий методы соединения обычно зависят от полной механической прочности и являются обычно используется только для герметизации.
Если вы хотите узнать больше о сварке алюминия и стали , или если у вас есть вопрос, которого не было
ответил здесь, пожалуйста, не стесняйтесь обращаться к нам.