Гофра под гипсокартон | Gipsokart.ru
Вступление
В ПУЭ 7.1.38, вы можете прочесть, что электропроводку в конструкциях из гипсокартона следует выполнять в трубах и коробах, а также кабелями, не распространяющими горение, с возможностью их замены.
Для выполнения этого правила, как альтернатива жестким пластиковым трубам, используется гибкая гофрированная труба или электротехническая гофра под гипсокартон.
Нужна ли гофра для электропроводки под гипсокартоном?
Сразу ответим на вопрос, нужна гофра для электропроводки под гипсокартоном или не нужна. Если у вас есть кабель не поддерживающий горение и есть возможность выполнить монтаж так, чтобы проводка была сменяемой, то гофра под гипсокартон не нужна.
Посмотрим на пример. У вас сделан подвесной потолок из гипсокартона и необходимо сделать электропроводку для точечного освещения на потолке. При наличии кабеля типа ВВГнг или НЮМ, вы можете сделать электропроводку освещения, проложив кабель без крепления под потолком.
Однако проводку в перегородке вы уже не сделаете сменяемой без использования трубы или гофры. Кабель, проложенный в перегородке, вам не удастся перетянуть в аварийной ситуации при его замене.
Гофра под гипсокартон
Электротехническая гофра под гипсокартон выпускается из следующих материалов:
- ПВХ самозатухающего. Диаметры наружные 16, 20, 25, 32,40, 50 мм, лёгкой и тяжелой серий.
- Из полипропилена. Диаметры такие же.
- ПНД (полиэтилен низкого давления).
- Полиамида.
- Галогена. Гофра специального назначения трудно горючая марка FRHF.
Характерной особенностью всех типов электротехнической гофры, это наличие в ней, так называемого зонда. Зонд это металлическая проволока, размещенная внутри гофрированной трубы для затяжки в гофру электрического кабеля.
Обратите внимание, что наличие зонда в гофре явно указывает на её электротехническое назначение.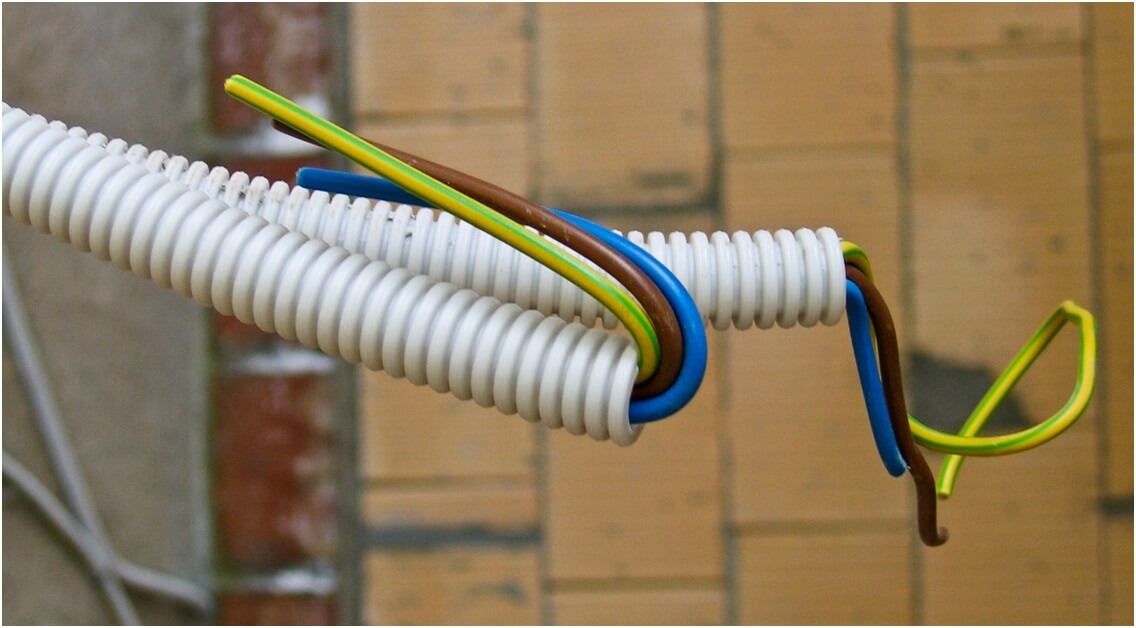
Второй признак, позволяющий отличить гофру для проводки это её жесткость. Надо понимать, что гофра это гибкая труба, а не декоративное изделие. Электротехническая гофра должна быть на ощупь жесткой и не сминаться при надавливании и скручивании. Ходить по такой трубе, конечно, нельзя, но её жесткость должна ощущаться тактильно.
Цвет гофры под гипсокартон не нормируется. Она может быть серой, красной, синей, желтой , черной. Чаще продается серая гофра.
Монтаж гофры под гипсокартоном
Гофра под гипсокартон монтируется в каркас конструкции по намеченным трассам электропроводки. Крепится гофра к металлическому каркасу или листу. Крепление должно быть жестким, чтобы обеспечить возможность протяжки и перетяжки проводки.
Трассы гофры не должны иметь более одного угла поворота менее 130-145˚. Прокладка гофры должна быть плавной. Это обеспечит беспроблемную протяжку кабеля и его быструю замену.
Это обеспечит беспроблемную протяжку кабеля и его быструю замену.
По практике замечу, что гофру нельзя повернуть строго на 90˚. При её прокладке углы получаются сглаженными и чем больше радиус поворота, тем лучше.
Гофра в деревянном доме
Говоря об электропроводке под гипсокартоном нельзя забывать, что конструкции из гипсокартона могут выполняться в деревянных домах, на деревянном каркасе.
В этом случае, использование пластиковой гофры недопустимо согласно тому же параграфу 7.1.38 ПУЭ. В деревянном доме проводка должны быть выполнена только в металлических трубах с локализованной способностью или закрытых коробах.
Однако, никто не запрещает, а по правилам даже рекомендует, использовать металлическую электротехническую гофру из оцинкованной и нержавеющей стали. Она менее удобна в работе, немало стоит, но полностью соответствует правилам безопасности.
©Gipsokart.ru
Еще статьи
Похожие статьи
когда можно, а когда нет
Прокладка кабеля без гофры
Содержание статьи:
При прокладке кабеля всегда нужно чётко понимать, в каких случаях нужна гофра, а в каких нет.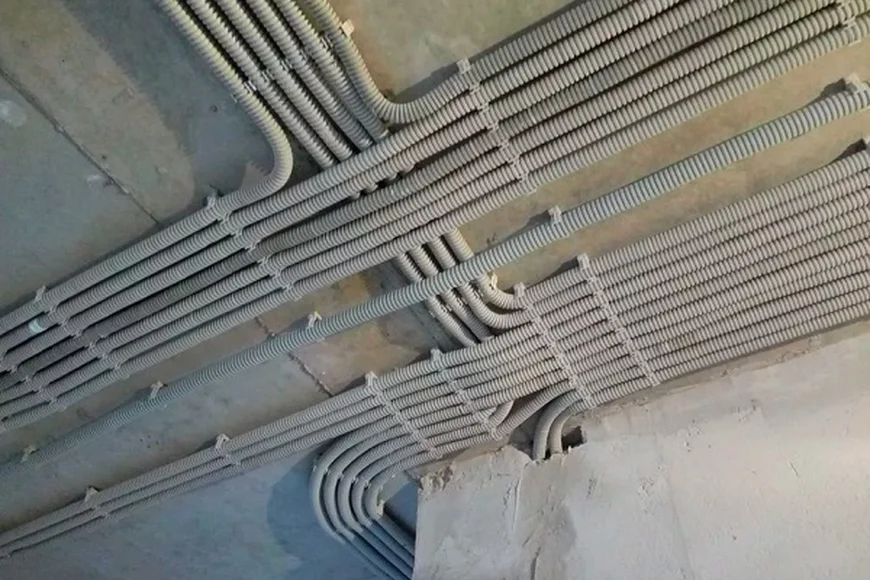 В противном случае отсутствие гофры может стать причиной возникновения пожара или порчи кабеля.
В противном случае отсутствие гофры может стать причиной возникновения пожара или порчи кабеля.Поэтому если вы решили осуществить самостоятельный монтаж электропроводки в доме, то должны задаться следующим вопросом: нужна ли в вашем случае гофра.
Рассмотрим в этой статье строительного журнала, когда можно прокладывать кабель без гофры, а в каких случаях это делать не рекомендуется.
Прокладка кабеля без гофры
Если стены сделаны из бетона, а провода в них будут укладываться в штробах, то замоноличивание кабеля без гофры допускается правилами ПУЭ-7. В таком случае кабель можно прокладывать без гофры. То же самое касается и перегородок из негорючих материалов.
При этом нужно понимать, что гофра здесь, как в первом, так и во втором случае, служит как бы для безопасности самого кабеля. То есть, при его повреждении, если просядет стена и т. д., будет проблематично заменить кабель. Поэтому из практических соображений становится понятно, что прокладка кабеля без гофры считается недолговечным монтажом.
Например, что произойдёт в стене с замоноличенным кабелем, если стена даст усадку и на ней появятся трещины. Поэтому если здание старое или может дать усадку, то все же рекомендуется прибегать к использованию гофры при монтаже кабелей в стены.
Если говорить о практичности, то можно еще сказать и о ремонтопригодности электропроводки в гофре. Частично заменить проводку, по крайней мере, на вертикальных и горизонтальных участках, намного проще, если провода уложены в гофре. Здесь вам никакого штробления не нужно, просто вытянуть повреждённый участок кабеля и протянуть новый кабель обратно.
Когда нужно укладывать кабель в гофру обязательно
В принципе ответ на этот вопрос и так очевиден: если проводка осуществляется по материалам, которые поддерживают горение. Здесь, конечно же, лучше использовать гофру, чтобы пресечь распространение огня в связи с отсутствие воздуха. Всегда заматывайте синей изолентой концы гофры, чтобы в неё не поступал воздух.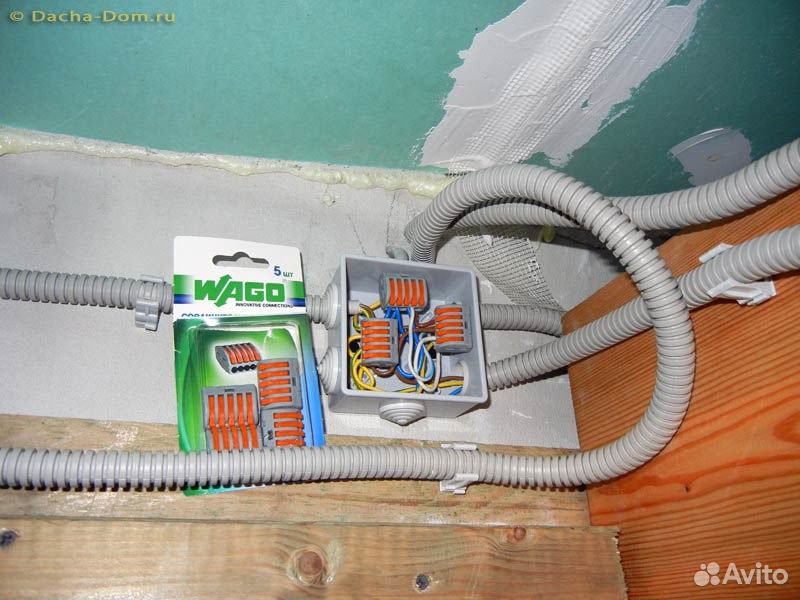
При этом следует понимать, что гофра лишь не поддерживает горения. То есть, она не защитит на 100% от пожара. Чтобы этого не случилась важно подобрать правильное сечение кабеля и номинал автомата. В таком случае, если и произойдёт короткое замыкание, то изоляция провода останется невредимой, поскольку автоматический выключатель сразу же отключит питание.
Итак, в стенах из кирпича и бетона кабель можно прокладывать без гофры. Также это можно делать и в перегородках из материалов, которые не поддерживают горение. Однако в тех случаях, когда кабель прокладывается по деревянным балкам, наличие гофры является обязательным правилом.
Взамен гофры можно использовать металлические трубы. При этом нужно понимать, что гофра, это неплохо, поскольку она защищает кабель, пускай не от перфоратора, так от растяжений в случае усадки дома. Поэтому, если сильной экономии нет, то лучше все-таки прокладывать провода в гофре, в том числе и в стяжке пола.
Оценить статью и поделиться ссылкой:Какой провод можно прокладывать без гофры?
Расскажем, какой провод можно прокладывать без гофры на примере ВВГ-нг-LS, а также рассказано о методе открытого и скрытого монтажа проводника.
Можно ли прокладывать кабель без гофры?
У многих, кто решил построить дом под ключ или полностью заменить проводку в доме, может возникнуть вопрос, касающийся того, какой провод можно прокладывать без гофры. Стоит знать, что оптимальный выбор типа кабеля и метода его монтажа обеспечит безопасную эксплуатацию электрической сети при небольших денежных вложениях. Далеко не всегда возникает необходимость в использовании в процессе прокладки кабеля дорогостоящей гофрированной трубы. Но при этом также нельзя забывать и об электробезопасности, требования к которой регламентированы нормативной документацией.
В соответствии с ГОСТ 31565–2012, в помещениях жилого типа допускается прокладка кабелей, имеющих медные жилы и оболочку, не распространяющую горение. Можно рассмотреть кабель ВВГ-нг-LS, но кроме него есть и аналоги, характеризующиеся еще большей защитой.
В ПУЭ 7 указано, что кабель ВВГнг-LS можно прокладывать скрыто или открыто. В первом случае основание для проводки должно быть создано из трудно сгораемого материала. При этом открытая прокладка рассматриваемого кабеля возможна практически на любом материале. Это значит, что наличие гофры в данном случае не является обязательным.
В первом случае основание для проводки должно быть создано из трудно сгораемого материала. При этом открытая прокладка рассматриваемого кабеля возможна практически на любом материале. Это значит, что наличие гофры в данном случае не является обязательным.
Особенности прокладки кабеля без гофры
Выбор способа монтажа проводника будет зависеть в первую очередь от его типа, а также материала основания, на котором кабель будет крепиться.
В случае открытой проводки монтаж осуществляется по конструкциям, относящимся к категории сгораемых материалов, а также в случаях, если штробы сделать невозможно. В таком варианте кабель располагают поверх стены или по потолку, отделка которого является законченной. При этом крепить проводник следует с помощью хомутов (скоб) через каждые 40 см. В местах изгиба закреплять кабель необходимо на расстоянии по 10 см с каждой стороны. Провисание кабеля не допускается.
Прокладка кабеля таким способом проводится в подсобках, подвалах и так далее. При наличии у проводника пожаробезопасной оболочки разрешается открытая прокладка провода без гофры и в помещениях жилого типа.
При наличии у проводника пожаробезопасной оболочки разрешается открытая прокладка провода без гофры и в помещениях жилого типа.
Можно ли прокладывать провод без гофры в деревянном доме
Монтаж проводника в деревянном доме, отделка которого выполнена в ретро стиле, также возможна открытым способом. Но в таком случае монтаж должен выполняться методом скручивания. Крепление к стенам деревянного дома необходимо выполнять при помощи специальных фарфоровых изоляторов.
Кабели, характеризующиеся ретро дизайном, изготавливаются из медных проводов диаметром от 0,75 до 2,5 кв. мм. Они имеют несколько оболочек: слой ПВХ и шелковая декоративная изоляция со специальной негорючей пропиткой. Также иногда в качестве покрытия используется стекловолокно. Но для обеспечения противопожарной защиты в деревянных домах и банях прокладку кабелей все же рекомендуется проводить в гофре.
Гофра является надежной защитой кабельных изделий от агрессивных факторов окружающей среды. Кроме этого, она может помочь в нестандартном дизайнерском оформлении помещения.
Какой провод можно прокладывать без гофры скрыто?
Любой. Скрытая электропроводка позволяет сохранить эстетику дизайна помещения. Суть ее заключается в том, что кабель прячется внутри стены или скрывается под потолком. Для удобного расположения кабеля внутри стены предварительно создаются штробы. Ширина этих бороздок должна соответствовать толщине кабеля, но не быть меньше. При скрытой прокладке кабеля обходятся без гофры, так как делать борозды под нее значительно труднее. Кроме этого, гофра для скрытой проводки вообще не требуется.
После крепления проводки, сверху наносят штукатурку и заканчивают отделочные работы. Очень важно перед началом монтажных работ выполнить разметку электрической сети.
Таким образом, отвечая на вопрос, какой провод можно прокладывать без гофры, можно сделать вывод, что гофра не является обязательным условием для монтажа защищенного кабеля.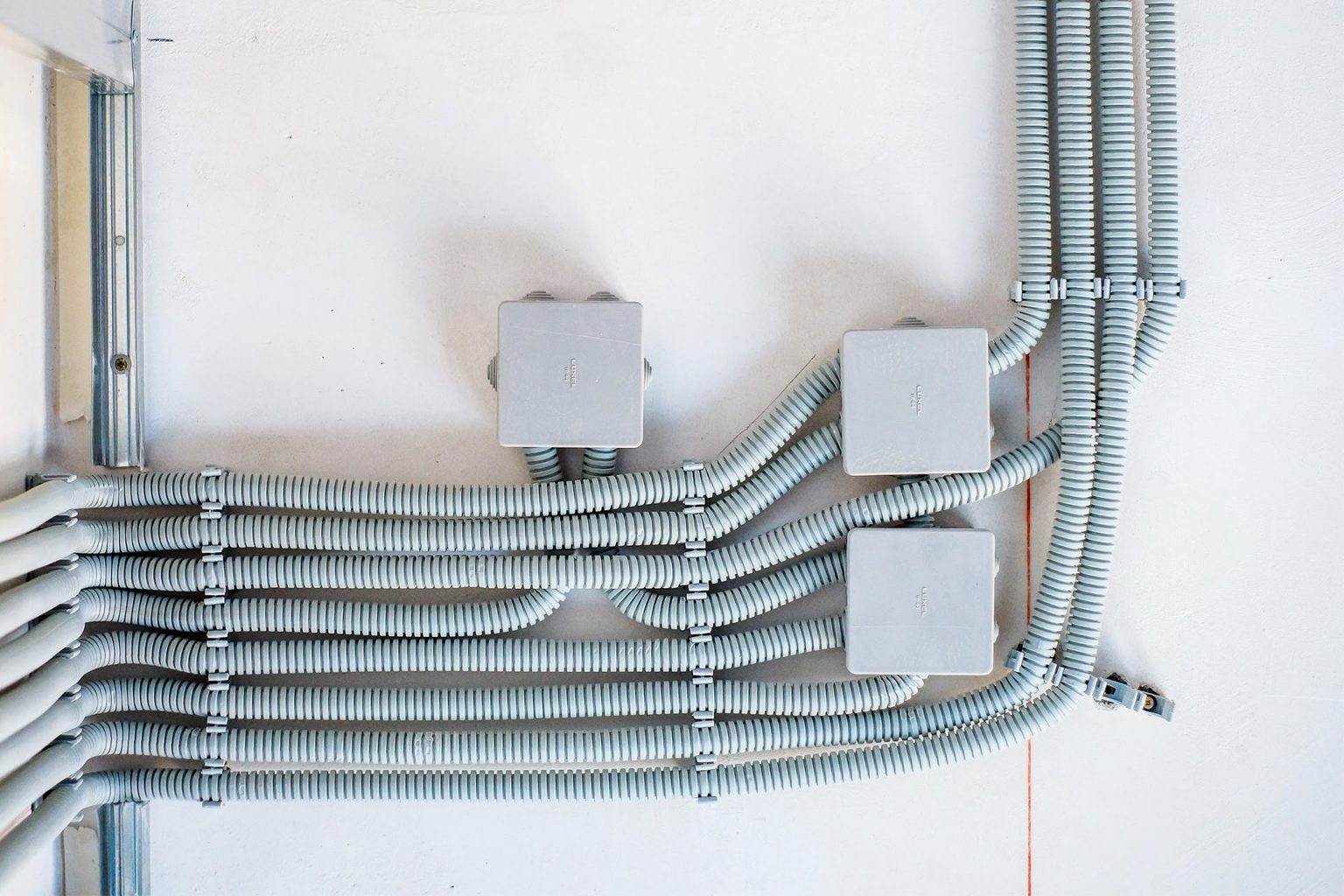 Ее необходимо использовать только в специальных случаях, указанных в нормативной документации. Если требования к электробезопасности выполняются, как в случае со скрытой проводкой под штукатуркой, то применять гофрированные трубы не нужно. Но в случаях, если кабель не имеет специальной оболочки, не поддерживающей горение, а прокладка осуществляется открытым способом, наличие гофры является обязательным условием требований техники пожарной безопасности.
Ее необходимо использовать только в специальных случаях, указанных в нормативной документации. Если требования к электробезопасности выполняются, как в случае со скрытой проводкой под штукатуркой, то применять гофрированные трубы не нужно. Но в случаях, если кабель не имеет специальной оболочки, не поддерживающей горение, а прокладка осуществляется открытым способом, наличие гофры является обязательным условием требований техники пожарной безопасности.
Гофра для электропроводки. Виды, характеристики и инструкция по монтажу.
Зачем нужна гофра
Прокладку электрического кабеля и проводов в гофре рекомендуют по разным причинам:
- При прокладке в горючих стенах (деревянных или каркасных), за горючей отделкой (вагонка, плиты ПВХ), при креплении к деревянным перекрытиям — по соображениям пожарной безопасности. В этом случае выбирают негорючие оболочки.
- При прокладке за отделочными материалами — за вагонкой, гипсокартоном, ПВХ плитами и т.
 п. — из соображений безопасности. Чтобы при попытке повесить что-либо на стену, повредить кабель было сложнее. В том случае самый важный показатель — твердость оболочки.
п. — из соображений безопасности. Чтобы при попытке повесить что-либо на стену, повредить кабель было сложнее. В том случае самый важный показатель — твердость оболочки.
Гофрированные трубы для электропроводки бывают разных цветов. Это не прост так, цвета имеют определенное значение
- При укладке кабеля в стяжку или под пол, под отделку, гофру используют с несколькими целями. Во-первых, для защиты от сдавливания при заливке бетоном. Во-вторых, для возможности поменять кабель в случае его повреждения без разрушения пола. В-третьих, для защиты от повреждения.
- При наружной прокладке оболочка нужна для защиты кабеля от атмосферных воздействий (ультрафиолет) и механических повреждений.
- При открытой прокладке по воздуху необходима гофра с широким температурным диапазоном (чтобы выдерживала нагрев и мороз) и стойкость. к ультрафиолету. Если кабель подвешивается, необходимо еще и армирование — для увеличения несущей способности.
- При подземной прокладке важна водонепроницаемость, а также жесткость.

При прокладке жесткой гофры на поворотах лучше использовать специальные муфты
Вообще, от механического разрушения гофра, даже металлическая, — не лучшая защита. Можно надеяться только на то, что ощутив что сверло провалилось, удастся вовремя остановиться. А чтобы точно не попасть в электропроводку, лучше иметь точный план ее прокладки с замерами и привязкой к углам. Ведь кабель в гофре, даже под нагрузкой, определяет далеко не каждый детектор проводки. Так что не забываем перед заливкой стяжки, перед отделкой, фотографировать, зарисовывать проставлять расстояния.
Скрытая прокладка
Скрытая прокладка — это монтаж электропроводки внутри конструкций стен, полов и потолков, за отделочными материалами. Она условно подразделяется на следующие типы монтажа:
Прокладка внутри негорючих конструкций производится в штробах стен и потолков, в стяжке пола или одновременно с устройством несущих конструкций (например, при бетонировании). В этом случае гофру применяют для удобства монтажа, защиты от передавливания кабеля и возможности замены электропроводки без нарушения отделочного материала, штробления или демонтажа конструкций стен, потолков или полов. При укладывании гофры с кабелем внутри конструкций из негорючих материалов ПУЭ разрешает использование любого типа гофрированных трубок.
При укладывании гофры с кабелем внутри конструкций из негорючих материалов ПУЭ разрешает использование любого типа гофрированных трубок.
Прокладка за отделочными материалами или в фальш-пространствах имеет цели, аналогичные прокладке в негорючих конструкциях (защита от механических повреждений, возможность замены проводки при необходимости), но с выполнением требований при монтаже, как при прокладке по горючим материалам. Дело в том, что отделочные материалы часто способствуют горению, поэтому для такого монтажа требования являются достаточно строгими. Важно при таком монтаже использовать не распространяющие горение или металлические гофры.
Подземная прокладка осуществляется при производстве работ по благоустройству территорий для разводки электрических силовых линий к осветительным приборам и различному оборудованию (насосы поливочных установок, системы открывания ворот и дверей), при прокладывании слаботочных сетей для охранных систем или телефонных линий и в прочих ситуациях.![]() Главное требование при такой укладке гофры с электрическим кабелем – водонепроницаемость и высокая стойкость к механическим деформациям (жёсткость).
Главное требование при такой укладке гофры с электрическим кабелем – водонепроницаемость и высокая стойкость к механическим деформациям (жёсткость).
Открытая прокладка
Открытая прокладка осуществляется по несущим и ограждающим конструкциям, отделочным материалам и при монтаже на улице к фасадам зданий или по воздуху.
Прокладка по горючим материалам конструкций подразумевает монтаж электрической проводки в гофре к перекрытиям и стенам с горючей отделкой или выполненных из дерева, пластика и других, способствующих горению материалов. По соображениям пожарной безопасности, применяют негорючие (металлические) гофрированные трубки. При таком монтаже согласно ПУЭ запрещено использовать пластиковую гофру из самозатухающих и не распространяющих горение материалов.
Прокладка по негорючим конструкциям и материалам выполняется любыми гофрированными пластиковыми трубками не распространяющими горение. Возможно применение металлических гофр для улучшения эстетичности монтажа или при применении в особых условиях (агрессивные среды, вероятность механического повреждения).
Прокладка вне зданий и сооружений используется для монтажа освещения или прокладки силовых и слаботочных сетей для различных целей по фасадам зданий и ограждений, а так же по воздуху между зданиями. Гофра используемая в этом случае так же не должна распространять горение и должна быть устойчивой к воздействию осадков, ультрафиолетового излучения и быть прочной.
Прокладка кабеля в пожароопасных или взрывоопасных помещениях осуществляется исключительно с использованием металлических гофрированных труб в сочетании с электрическим кабелем, не распространяющим горение.
Виды
Гофра для проводов выпускается нескольких десятков видов. Артикулы этого специального изделия различаются по цвету, материалу изготовления, диаметру, выдерживаемым нагрузкам, толщине стенок. Рассмотрим виды гофротруб:
По материалу
- Поливинилхлоридные (ПВХ). Используются как негорючие и недорогие защитные изделия для кабеля, которые нужно располагать вне зоны воздействия солнечных лучей, воды и ультрафиолетового излучения.

- Металлические (металлорукава). Защищают от механических повреждений, пожаров, разъедающих и других активных веществ.
- Полиэтиленовые, полипропиленовые (ППР). Могут предназначаться для укладки в условиях высокого (ПВД) или низкого (ПНД) давления, выдерживают температурное влияние от – 40 °C до + 45 °C, а также воздействие кислот, щелочей, ультрафиолетовых лучей и масел (ППР-трубы являются самозатухающими и обычно окрашиваются при изготовлении в серый цвет, ПНД – в оранжевый или чёрный).
По устойчивости к внешним воздействиям
- Лёгкие (толщина стенок до 320 Н/5 см², являются гибкими, не выдерживают сильной нагрузки) укладываются в потолочных и стеновых гипсокартонных конструкциях.
- Средние (толщина стенок до 750 Н/5 см²) могут размещаться в штробах стен помещений.
- Тяжёлые (толщина стенок до 1250 Н/5 см², являются негибкими) выдерживают укладку в бетонных стяжках, выдерживают воздействие влаги, пыли и грязи.
- Армированные сверхтяжёлые (толщина стенок металлической гофры для электропроводки более 1250 Н/5 см², она представляет собой скрученные спиралью металлические проволоки, покрытые пластиковой оболочкой) предназначаются для прокладки на улице или под землёй.

По количеству слоёв
- Однослойные (могут иметь разную толщину).
- Двухслойные (имеют сразу две стенки).
Металлическая гофра, в свою очередь, делится на несколько подвидов. Она может производиться из нержавеющей либо оцинкованной стали, в качестве покрытия используется пластик или полимерный материал. Металлополимерный гофрорукав имеет наилучшие пользовательские характеристики, так как максимально защищает провода от воды и пыли.
Это интересно! Обычно красные, синие и чёрные полиэтиленовые гофротрубы применяются для наружного использования и цепей общего назначения соответственно, белые встречаются в местах прокладки интернета и электросетей, зелёные применяются для телефонии, хотя это правило не обязательно к соблюдению. 87,5 мм, внутренний – от 5 мм до 78 мм. Также в конструкции некоторых гофротруб предусматривается наличие зонда, который помогает протягивать гибкие провода сквозь рукав.
Согласно ГОСТ Р МЭК 61386 различают несколько типов гофрорукавов: по степени распространения процесса горения, по защите от возникновения коррозии.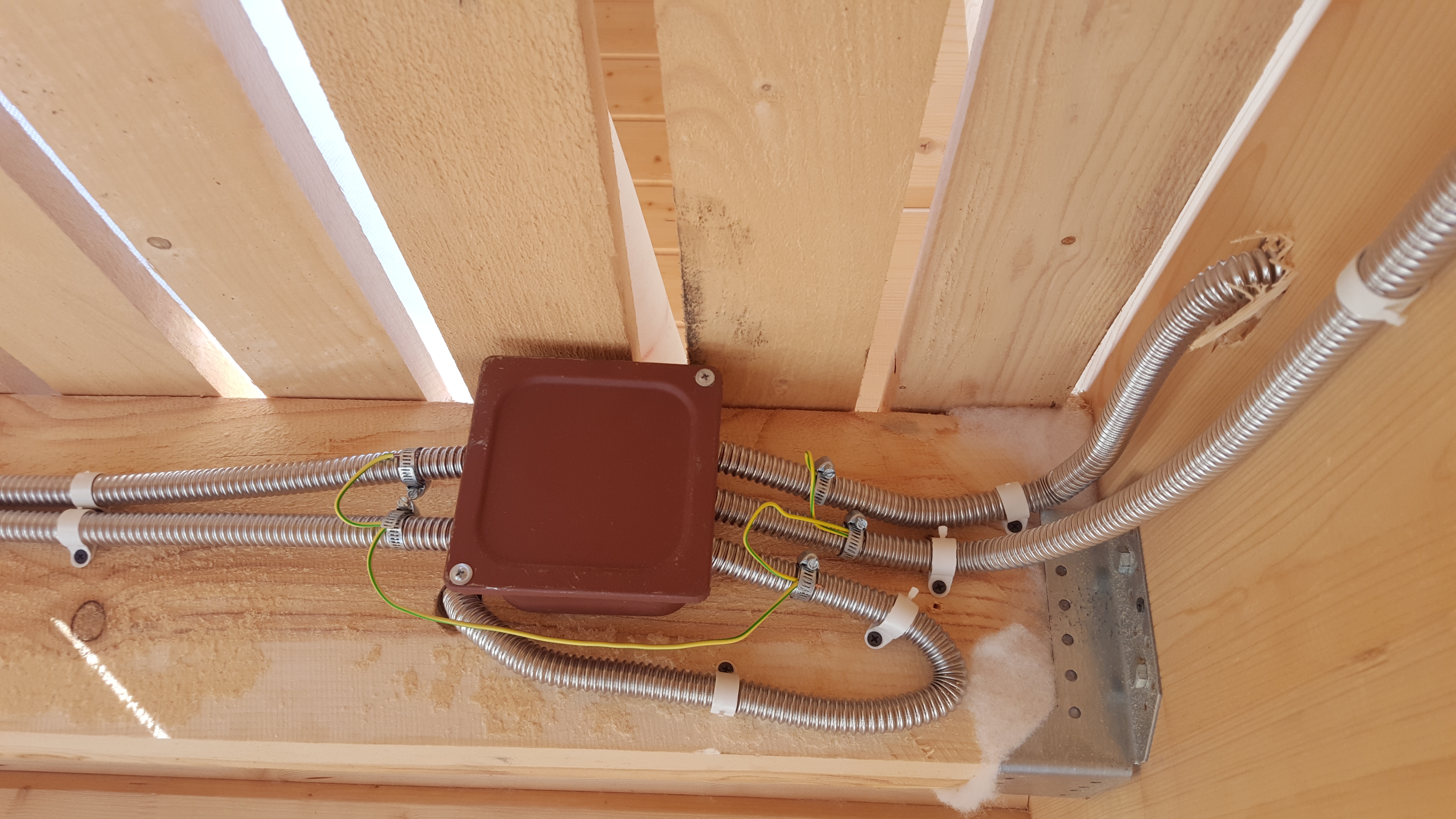 По правилам ГОСТ 14254-2015 степень защищённости гофротруб от проникновения и воздействия твёрдых частиц и/или воды обозначается согласно индексу IP. Также гофромагистрали делятся на несколько видов по тому диапазону температур, при котором они могут эксплуатироваться. При осуществлении выбора определённого вида гофры специалист должен руководствоваться сведениями об использовании и расположении прокладываемой проводки.
По правилам ГОСТ 14254-2015 степень защищённости гофротруб от проникновения и воздействия твёрдых частиц и/или воды обозначается согласно индексу IP. Также гофромагистрали делятся на несколько видов по тому диапазону температур, при котором они могут эксплуатироваться. При осуществлении выбора определённого вида гофры специалист должен руководствоваться сведениями об использовании и расположении прокладываемой проводки.
Например, на улице обязательно нужно применять защищённую армированную гофротрубу, которая противостоит воздействию механических, природных, температурных факторов и имеет соответствующее предполагаемой нагрузке обозначение показателя IP.
Размер
Толщина гофрированного кабеля определяет количество и толщину проводов, которые можно проложить сквозь такой защитный рукав. При продаже гофротрубы она имеет маркировку, в которой в первое число обозначает внешний диаметр, второе – толщину стенок. Указан диаметр гофры для кабеля в таблице:
Приведём несколько примеров для улучшения понимания процесса правильного подбора гофрорукавов для различных видов и типов кабеля (проводов):
- 16 мм – трубы с такой толщиной подойдут для прокладывания двух проводов от электрического распределительного щитка к осветительным приборам;
- 20 мм – такая гофра подходит для проведения кабеля к розеткам и выключателям;
- 25 мм – такая толщина гофротрубы идеальна, если необходимо провести кабели от электрощитка до другого компонента электроцепи;
- 32 мм – такой толстый рукав помогает проложить кабель от одного щитка к другому;
- 40 мм и толще – такая гофра используется для прокладывания проводки в межэтажных покрытиях.

Обратите внимание! При подборе размера гофры для кабеля следует учитывать такое правило: необходимо оставлять свободным примерно четверть пространства внутри рукава. Так образуется воздушная подушка, которая даст кабелю вовремя охлаждаться.
Монтаж гофротруб
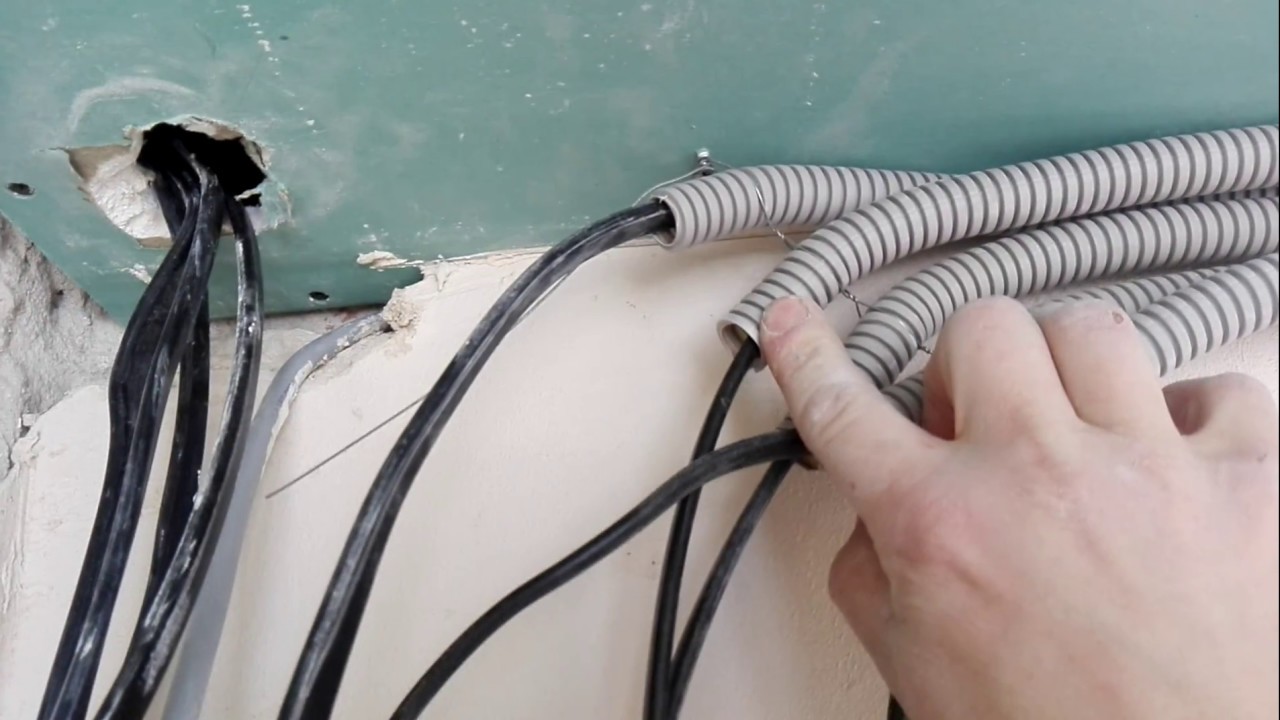
При наружном (открытом) монтаже для крепления гофры для кабелей и проводов используются специальные пластиковые клипсы, которые подбирают под наружный диаметр трубы. Клипсы крепят через 20-30 см на саморезы или дюбеля — в зависимости от типа стены. В установленные клипсы заводится гофра для кбалея, прижимается до щелчка. При монтаже в штробе, ее крепят пластиковыми стяжками или дюбель-стяжками. Можно также использовать самодельный крепеж — полосы жести с гвоздями или саморезами посередине.
При разработке трассы необходимо учитывать следующие рекомендации. Исходят из того, что трасса должна быть без резких поворотов — для того чтобы при необходимости можно было затянуть новый кусок кабеля.
- Максимально возможная длина участка — 20-25 метров. При условии, что трасса имеет не более 4 поворотов.
- Прокладывают электрогофру параллельно, стараясь сделать как можно меньше поворотов
- Повороты не должны быть расположены рядом. Расстояние между ними не менее 4-5 метров. Если есть необходимость сделать повороты рядом, возле них лучше поставить распределительную коробку или ревизионный лючок.
- Угол поворота — не менее 90°, радиус — чем больше, тем лучше.
- Если трассы для электропроводки и малоточных кабелей и проводов идут рядом, минимальное расстояние для прокладки двух рукавов гофры — 200 мм. Пересекаться они могут только под прямым углом.
Эти правила касаются разработки трассы для наземной (подвеса) и подземной прокладки кабеля в том числе. Если трасса длинная, и вы хотите, чтобы была возможность «в случае чего» кабель перетянуть без замены гофры, разрабатывайте трассу с учетом этих правил.
Монтаж проводки в гофре
При монтаже проводки в доме или квартире куски гофры закрепляются между распределительными коробками, от них — к выключателям/розеткам, к осветительным приборам. Тут участки обычно небольшие, прямые, максимум с одним-двумя поворотами. Так что проблем с затяжкой кабеля не возникает.
Тут участки обычно небольшие, прямые, максимум с одним-двумя поворотами. Так что проблем с затяжкой кабеля не возникает.
Если затянуть в гофру для кабеля надо несколько проводникв, их складывают, по всей длине скрепляют скотчем или изолентой с шагом 30-50 см (зависит от жесткости). С одного края зачищают жесткую изоляцию на 10-15 см, провода скручивают в общий жгут, формируют из него петлю (петлю закрепите тоже скотчем или изолентой). Если жгут получается слишком толстым, можно сформировать петли отдельно, просто через все протянуть шпагат. К этой петле привязывают трос, а затем начинают тянуть его с противоположной стороны, натягивая оболочку на кабели. При этом тянуть надо без рывков, плавно — чтобы не повредить трос или кабель.
Как протягивать кабель в гофру
При монтаже внимательно следите за тем, чтобы не выскользнула протяжка. Для уверенности можно тросик закрепить куском скотча. Есть два подхода к монтажу:
- Сначала закрепить гофру, затем в готовый кусок затянуть кабель или провода.
- Сначала протянуть кабель, потом монтировать.
Первый способ хорош при монтаже внутренней проводки, где расстояния небольшие — от коробки до коробки, от коробки до розетки и т.д. Второй способ больше подходит при монтаже продолжительных участков.
Особенности открытой прокладки на улице
При прокладке проводки на улице ее обычно подвешивают на тросе. Для использования на улице подходит металлическая из нержавеющей стали, а лучше — метало-полимерная гофра для кабеля, а также пластиковая из полиамида (черная или синяя). Все эти материал имеют стойкость к ультрафиолету, сохраняют гибкость при минусовых температурах.
Это хоть и дешевый способ, но не лучший, так как стяжки лопаются.При монтаже протянутый в гофру кабель подвешивают на трос. Самое дешевое крепление — обычные пластиковые стяжки. Также есть специальные подвесы.
Что нужно учитывать при выборе гофротрубы
Несмотря на отсутствие строгих правил по цветовой маркировке гофрированных труб, по цвету пластиковых изделий обычно можно определить конкретный материал изготовления:
- синий – полипропилен;
- серый – поливинилхлорид;
- черный – полиэтилен низкого давления.

С другой стороны, можно ориентироваться на международный стандарт раскраски, когда цвет указывает на предназначение кабельной линии:
- белая гофра или провод – компьютерная сеть;
- серая или черная – общее назначение;
- зеленая – телефонная сеть;
- красная – уличная проводка.
Рекомендации по проведению монтажных работ
В этом разделе будут рассмотрены некоторые нюансы, связанные с прокладкой проводки с заключением ее в гофрированную трубу. Это необходимо знать, чтобы упростить выполнение монтажных работ.
Укладка кабеля в гофру
Не возникнет особых проблем при размещении кабеля в трубе, оснащенной струной-протяжкой. Конец провода (связанного пучка проводов) просто надежно скручивается с одним из концов протяжки. Затем этот соединительный узел плотно обматывается изолентой, получился «обтекатель», который не станет цепляться за неровности канала гофры. После этого, желательно – на прямом участке, необходимо аккуратно, без рывков, вытягивать проволоку протяжки с другой стороны трубы до тех пор, пока из отверстия не покажется кабель. И далее останется только закрепить провода к гофре изолентой как с одного, так и с другого конца трубки, чтобы они снова не «нырнули» внутрь при проведении монтажных работ.
И далее останется только закрепить провода к гофре изолентой как с одного, так и с другого конца трубки, чтобы они снова не «нырнули» внутрь при проведении монтажных работ.
Закрепив кабель к протяжке, рекомендуется этот соединительный узел «облагородить» изолентой, чтобы он не зацеплялся о внутреннюю гофрированную поверхность трубы.
Если же приобретена гофра без протяжки, то укладку в нее кабеля лучше всего осуществлять с помощником, при этом соблюдая следующие нюансы:
- В случае протягивания в гофрированную изоляцию нескольких кабелей, их необходимо по всей длине сложить вместе и скрепить кольцами изоленты через каждые 400÷500 мм. Если кабели недостаточно жесткие, то их фиксацию следует производить даже с шагом в 300 мм.
- Конец одного или нескольких кабелей, которым они будут просовываться в трубу, необходимо обмотать примерно на 100÷120 мм изолентой. Так проще будет преодолевать препятствия внутри гофры.
- Если кабель очень гибкий, то сначала в трубу на всю ее длину протягивается жесткая проволока, то есть, по сути, делается та же протяжка.
Затем к ее концу закрепляется кабель, и далее – по уже рассмотренной схеме.
На этой иллюстрации представлены варианты протягивания кабеля через гофрированную трубку в одиночку и с привлечением помощника.
Некоторые мастера протягивают кабель в гофре уже после ее закрепления на поверхности стены или потолка, или же в штрабе. При обустройстве электрической проводки в квартире или доме участки между распределительными коробками, выключателями, розеточными группами, светильниками — небольшие, и, как правило, прямые, максимум, имеющие один-два плавных поворота. Поэтому проблем с протяжкой кабеля в гофре возникнуть не должно. Кстати, такой подход может применяться и при замене вышедшего из строя кабеля на новый, без вскрытия отделки, закрывающей проводку.
Если же производится монтаж значительных по длине участков проводки, например, в условиях улицы, то такой способ вряд ли применим. То есть лучшим вариантом будет сначала уложить кабель в гофру, а затем уже закреплять ее, например, на растянутом тросе.
Как крепятся гофрированные трубы с проводкой?
В различных условиях монтаж гофрированной трубы производится различными способами.
Если проводка-«воздушка» проходит по улице, то гофра подвешивается на натянутый металлический трос.
- При обустройстве внешней проводки, протянутой «по воздуху» в отдельное строение, гофра чаще всего закрепляется на растянутом между зданиями тросе с помощью пластиковых хомутов-зятяжек. Ими очень удобно пользоваться, и они на первых порах надежно удерживают гофротрубку вместе с кабелем. Однако, под влиянием внешних факторов (влага, ультрафиолет, изменение температур) пластиковые хомуты ослабевают и трескаются, теряя свои удерживающие способности. Приходится их менять на новые, или же изначально использовать иные способы крепления, например, с помощью скрученных их полосок жести хомутов.
Несмотря на то что на иллюстрации представлена серая гофра ПВХ, лучшим вариантом для улицы будет использование трубки из полиамида (темно-серая), полипропиленовой (синяя), металлической или металло-полимерной гофры. Эти варианты изделий показывают более высокую устойчивость к агрессивному атмосферному воздействию и перепадам температур.
Эти варианты изделий показывают более высокую устойчивость к агрессивному атмосферному воздействию и перепадам температур.
Пластиковые клипсы, которые традиционно используются для фиксации полипропиленовых или металлопластиковых водопроводных труб, отлично подходят и для крепления гофры.
- Если проводку предполагается проложить наружным способом, закрепив на стене или потолке, то для этой цели часто используются специальные клипсы, изготовленные из пластика. Такие крепежные элементы подбираются под диаметр гофрированной трубы. Клипсы могут быть закреплены к поверхности саморезами или же дюбелями. Вид крепления зависит от материала стены или потока. Клипсы устанавливаются с шагом 400÷500 мм.
Когда клипсы будут закреплены на поверхности, в них поочередно заводится гофрированная трубка и прижимается до щелчка.
Дюбель-хомут и дюбель-шпилька для крепления гофры в штрабе.
- Если проводку планируется вмуровать в стены, то под прокладку гофры в поверхности вырезаются УШМ («болгаркой») или (и) перфоратором каналы-штрабы.
 Крепление гофрированной трубки в штрабах осуществляется специальными пластиковыми дюбель-шпильками или дюбель-хомутами.
Крепление гофрированной трубки в штрабах осуществляется специальными пластиковыми дюбель-шпильками или дюбель-хомутами.
Закрепление гофры в штрабе с помощью дюбель-шпильки.
Если таких креплений найти не удалось, то можно применить и самодельный крепеж — металлические полоски или даже отрезки жесткой проволоки, которые крепятся обычными дюбелями. еще один вариант — уложенная в штрабы гофра просто фиксируется «ляпами» быстрозастывающего гипсового раствора или алебастра. Однако, готовые фиксаторы более удобны, стоят они недорого, и здорово облегчают работу.
Если используется хомут, то по центру штрабы в нужном месте сверлится отверстие, в которое вбивается дюбель. Затем устанавливается труба и фиксируется хомутом-затяжкой.
В другом варианте — после сверления отверстий укладывается гофра, на нее надеваются шпильки, концы которых самопроизвольно соединяются. И остается только аккуратно вставить (подбить) эти сложенные концы в отверстие. Понятно, что дюбель-шпильки, в отличие от более универсального хомута-затяжки, необходимо подбирать по диаметру гофрированной трубы.
Вариант закрепление проводки над подвесным потолком – затяжками по подвесам
- В случае если проводка будет скрываться подвесным потолком, то гофру фиксируют на подвесах, удерживающих металлические профили.
Разрабатывая схему прокладки электрической проводки, необходимо учитывать некоторые рекомендации, которые упростят работу:
- Электрическая проводка должна иметь только плавные повороты, особенно в тех случаях, когда планируется кабель монтировать в уже закрепленную гофрированную трубу. Если же трубу устанавливают вместе с кабелем, наличие плавных поворотов позволит, в случае необходимости, произвести замену поврежденной проводки. Для этого поврежденный кабель обесточивается и вытягивается из гофры, с одновременным заводом нового.
- Длина участков между подключаемыми точками или коробками не должна превышать 20÷25 метров, при этом в трассе может быть не более четырех поворотов.
Если предусмотрена прокладка нескольких кабелей, расположенных в разных изоляционных трубках, то их монтируют параллельно друг другу, делая минимальное количество плавных поворотов. Монтаж в несколько ярусов – категорически запрещен.
Монтаж в несколько ярусов – категорически запрещен.
- Между двумя поворотами должно быть расстояние не менее 3÷5 метров. Если существует необходимость сократить этот отрезок между поворотами, то рекомендуется установить распределительную коробку и изменить направление кабеля с помощью нее.
Поворот кабеля может быть осуществлен через распределительную коробку.
- Угол поворота гофры вместе с кабелем не должен быть меньше 90 градусов, но лучше, если он будет больше.
- В случае если предполагается проложить электропроводку с высокой нагрузкой рядом с кабелями с небольшим напряжением, то их располагают в разных гофротрубах, которые монтируются на расстоянии не менее 20 мм друг от друга. Их пересечение может проходить только под прямым углом.
Эти рекомендации касаются прокладывания электрической проводки внутри помещений, в уличных условиях путем подвешивания ее на тросе, а также подземного варианта. Прокладывая длинную трассу, следует предусматривать возможность замены кабеля, проходящего в гофре, а для этого следует соблюдать перечисленные выше правила.
Сложности при использовании гофры
Решив использовать в качестве изоляции гофрированную трубу, придется столкнуться с некоторыми трудностями, которые следует учитывать, приступая к работе:
Штрабы, прорезанные в бетонной стене под гофрированные трубы электропроводки.
- Штрабление стен. Этот процесс придется осуществить в тех случаях, когда необходимо сделать скрытую проводку. Именно с ним могут быть связаны основные сложности. Во-первых, если этот процесс будет доверен для выполнения мастеру, то это приведет к значительному удорожанию работы. Кстати сказать, собственники жилья должны знать, что штрабление несущих внешних стен вообще запрещено. При прокладывании каналов во внутренних стенах, важно следить, чтобы не была нарушена целостность арматуры.
Если обустройство каналов будет осуществляться самостоятельно, то на удорожание оно никак не повлияет, но займет немало времени и сил. Каналы должны иметь размер 20×20 мм, причем этот размер подходит для скрытой проводки, прокладываемой как в гофре диаметром в 16 мм, так и без нее.
- Сверление бетонных стен. Для этого процесса придется приглашать специалиста со специальным оборудованием, и эта работа также обойдется недешево. Однако, в одно сквозное отверстие диаметром в 32 мм, просверленное в стене, можно пропустить четыре — пять кабелей без гофры. Если же кабель будет заключен в трубку, то отверстий потребуется больше, а значит и цена на монтаж увеличится. Конечно же, можно просверлить одно отверстие большого диаметра для проведения через него несколько гофрированных труб, но в этом случае, значительно пострадает звукоизоляция комнат. Увеличение стоимости из-за сквозного сверления при обустройстве электропроводки может составить до 25÷30 % от общей стоимости работ.
- Неизбежно удорожание работ по проведению проводки из-за приобретения:
— самих гофрированных труб;
— крепежных элементов;
— распределительных коробок, которых потребуется больше, чем при прокладке кабеля без изоляции.
Как уже говорилось, количество проводов (кабелей) в гофре – ограничено. При прокладке проводки без гофры в коробку, получается, модно завести большее количество кабелей. Если же используется изоляционная трубка, для большего количества кабелей придется приобретать гофру большего диаметра или увеличивать количество коробок.
То есть этот вопрос при проектировании проводки требует тщательного продумывания.
Кабель NYM с надежной тройной изоляцией.
Необходимо отметить, что многие электрики и собственники жилья, отказываясь от гофрированной трубки, отдают предпочтение надежным, оснащенным высококачественной изоляцией кабелям NYM или ВВГнг. Такие линии, действительно, вполне могут прокладываться и без гофры. Правда, стоимость подобной кабельной продукции – тоже весьма немалая.
Так что повсеместное использование гофры для электропроводки все же остается весьма спорным вопросом. Некоторые ее защитные качества многие специалисты считают явно преувеличенными. Яростные дебаты по этим вопросам – не редкость на страницах интернет-форумов. Для примера – предлагаем посмотреть весьма содержательный видеосюжет, у котором его автор высказывает и обосновывает свое мнение по поводу гофрированных оболочек для домашней электропроводки.
Ошибки при монтаже кабеля в гофре
Самой главной и распространенной ошибкой при монтаже кабеля в гофре является неправильный подбор типа материала гофрированной трубы исходя из условий эксплуатации. Чтобы электрическая проводка служила долго и надежно необходимо следовать рекомендациям, которые указаны выше в данной статье, по правильному выбору гофры для ваших целей.
Заключение
Использование гофры для кабеля- оправдано по всем параметрам. Оно убережет кабель от повреждения, а хозяина жилища от купных неприятностей. И подбирать ее нужно тщательно, не гонясь за дешевизной. Лучше заплатить пару тысяч за гофру, чем несколько миллионов за ремонт дома. Будьте внимательны к деталям, именно детали способны сэкономить кучу времени и денег!
Источники
- https://stroychik.ru/elektrika/gofrirovannaya-truba
- https://odinelectric.ru/wiring/wires/zachem-nuzhna-gofra
- https://m-strana.ru/articles/gofra-dlya-kabelya/
- https://220.guru/electroprovodka/provoda-kabeli/gofra.html
- https://stroyday.ru/stroitelstvo-doma/elektroxozyajstvo/gofra-dlya-elektroprovodki.html
- https://vseotrube.ru/materialy/gofrirovannye/gofra-dlya-kabelya
[свернуть]
Как выбрать гофра трубу для электропроводки. Частный электрик москвич
Вариантов выполнения электропроводки в доме или в квартире несколько. Мы рассмотрим такой монтаж электропроводки, при котором кабель или провод изначально заводится в гофра трубу. Такой электромонтаж выполняется как для скрытой, так и наружной электропроводки в доме.
Но какая гофра труба бывает, какая гофра труба предпочтительней и для какого-либо варианта исполнения электропроводки? Попытаемся, естественно, вкратце ответить на эти вопросы.
Зачем нужна гофра трубаА действительно, зачем для кабеля или провода нужен этот ребристый шланг? Кабель и так хорошо защищен несколькими слоями изоляции. Понятное дело, чтобы электромонтаж был более надежный, и электропроводка была в большей безопасности.
А от чего электромонтажники так стремятся защитить этот вроде как защищенный кабель? Вот основные мотивы:
- для защиты от огня и перегрева, для снижения вероятности ненужных случайных повреждений («случайный» саморез или гвоздь для картины),
- для защиты от сжимания затвердевающим штукатурным раствором или бетоном со щебенкой,
- для защиты кабеля от дождей, туманов, солнца при уличной наружной прокладке кабеля,
- а так же других случайных и не только, не очень мощных воздействий на область прокладки кабеля при электромонтаже.
Какая гофра труба используется для того, чтобы прокладка кабеля получилась более надежной, а электромонтаж более качественный? Это зависит от того какой способ прокладки кабеля выбран.
Начнем с того, какая гофра труба часто используется в электромонтаже. Для электромонтажа выпускают пластиковую и металлическую гофра трубу в разных вариациях.
Какая есть гофра труба и зачем:
- Из полипропилена (ППР): обычно синяя ребристая труба, не поддерживающая горение, от воды из штукатурки и бетона, от влажности из штукатурки, бетона, от атмосферных воздействий;
- Из поливинилхлорида (ПВХ): в основном серая ребристая труба, не поддерживающая горение, от не сильных внешних воздействий во время электромонтажа в сухих помещениях;
- Из полиэтилена низкого давления (ПНД): зачастую оранжевая или черная ребристая труба, горит, но устойчива к влаге, воде, можно использовать для влажных, химически агрессивных помещений, при заливке пола, на улице во влажных местах;
- Из оцинкованного металла или нержавейки: витая или цельная металлическая ребристая труба, часто в пластиковой оболочке, используется там, где электромонтаж выполняется в легко воспламеняющихся строениях и помещения из дерева, пластика, для ответственных участков прокладки кабеля, для влажных, химически активных помещений.
Электромонтаж с использованием гофра трубы достаточно прост, если конечно знать, как правильно затягивать кабель в трубу.
Для крепежа гофра трубы используются крепления клипсы предназначенные специально для этого. Если гофра труба жесткая, то на сгибах и поворотах электромонтаж выполняется с использованием специальных гнущихся муфт.
Крепить гофра трубу, с кабелем внутри, к поверхности можно и металлическими монтажными полосками, стяжками и хомутами. При электромонтаже скрытой электропроводки, под штукатурку и бетонирование, гофра трубу крепят в бороздке для кабеля обычной тонкой мягкой проволокой.
Электромонтаж, даже простой, должен выполняться качественно и безопасно. Для этого нужны электрики профессионалы, такие у нас есть, звоните.
Гофрированное стекло | Стекло Olde Good Glass
Упругое и красивое гофрированное стекло из проволочной сетки было запатентовано Уолтером Коксом и Арно Шуманом из Philadelphia Wire Glass Company в 1926 году, и его популярность продолжает расти сегодня. Он успешно используется на открытом воздухе при изготовлении перегородок и навесов, а также в различных других областях. Наше рифленое стекло для куриной проволоки доступно в прозрачном и янтарном цвете.
Листы стекла из гофрированной проволочной сеткиOlde Good Glass имеют толщину 7/16 и доступны со стандартной шириной 27 ¾ дюйма.Мы также можем разрезать наше утилизированное гофрированное стекло для куриной проволоки в соответствии с вашими требованиями к размеру. Пожалуйста, спрашивайте напрямую о наличии на складе; мы будем рады вам помочь.
Olde Good Glass, крупнейшая компания в США по сбору архитектурных отходов, с гордостью предлагает широчайший ассортимент уникального гофрированного стекла из проволочной сетки для ваших старинных зданий.
По цене от 50 долларов за квадратный фут.
Почему утилизированное стекло из гофрированной куриной проволоки?
Гофрированное стекло из проволочной сетки стало популярным благодаря своей прочности, а также очарованию и характеру, которое оно придает интерьерам и экстерьерам зданий.Слой проволочной сетки, зажатой между толстым стеклом, является огнестойким и устойчивым к растрескиванию. Металлический каркас скрепляет стекло, уменьшая вероятность его разрушения или распространения огня. Его стойкость сделала его особенно популярным для открытых площадок, таких как навесы и навесы для патио, поскольку он обеспечивает передышку от непогоды.
Прозрачное гофрированное стекло из проволочной сетки позволяет естественному свету проникать в пространство, а разнообразие янтарного цвета добавляет немного тепла. Поскольку оно позволяет максимальному количеству света проникать в пространство, оно также широко используется в качестве стекла для разделителей в жилых и коммерческих помещениях.
Клиенты Olde Good Glass использовали рифленое стекло из проволочной сетки в корпоративных помещениях, чтобы создать уединение в залах заседаний и конференц-залах.
У вас есть вопросы по гофрированному стеклу из куриной проволоки? Мы с удовольствием ответим на них. Отправьте форму запроса на странице контактов или позвоните нам по телефону 570-341-7668.
Сравнение гофрированных трубоки гофрированных труб Если у вас есть какие-либо вопросы о гофрированных трубках FEP или вы хотите сравнить гофрированные трубки с гофрированными трубками, позвоните нам, и мы поможем разработать деталь, подходящую для вашего применения.Постоянная ссылка. Доступны 2 размера внутреннего диаметра, включая 5/16 дюйма (8 мм) и 3/8 раздельных трубок ткацкого станка | Полиэтиленовый раздельный ткацкий станок. Наивысшая чистота. Универсальный проволочный ткацкий станок / гофрированные трубки Nelco предлагает надежное и долговечное решение для трубок раздельного ткацкого станка, которое идеально подходит для используются в самых разных электрических кабелях, проводке и в домашних условиях. Трубки используются в различных отраслях промышленности, таких как аэрокосмическая, автомобильная, электротехническая и электронная, медицина, робототехника и автоматизация, а также в общей науке и приборостроении. Приложения.Одна из основных задач при производстве гофрированного металлического шланга — формирование гофра на стальной трубе с минимальным остаточным напряжением. Антипригарная поверхность обеспечивает легкую очистку и транспортировку среды без бактерий. согласно DIN EN ISO 8580. спирально-гофрированные трубки и гофрированные трубки Versilon ™ CT-Flex. 03 -. Черная полиэтиленовая трубка ткацкого станка обеспечивает защиту проводов и жгутов проводов от тепла и солнечного света, воды, снега, соли, вибрационного износа, истирания или проколов.- Пары пресс-форм доступны в размерах от 63 до 105, более длинные машины доступны по специальному заказу. Самый высокий молекулярный вес. — Длина блока пресс-формы от 28. от гибкости до очень гибкости. В конструкцию встроен запорный механизм, который можно закрыть пальцами. от admin 19-10-24. Мы также проводим исследования и разработки продуктов и запускаем опытные образцы. Разрезной ткацкий станок и гофрированные трубки. Пищевая промышленность и производство напитков. Кольцевая гофра означает, что каждый виток перпендикулярен центральной линии шланга, что дает явное преимущество движения, при этом каждая гофра относительно друг друга 16 января 2013 г. · Гофрированная стальная трубка 60 Гальванизированная трубка 120 Стеклянная трубка 130 Свинцовая трубка 130 Пластиковая труба 140 ПВХ-труба 150 Поток Скорость через гофрированный шланг по сравнению с гладким шлангом.Гофрированный ткацкий станок позволяет организовать шнуры в вашем доме или офисе и защитить их от истирания, коррозии или голодных домашних животных. Свернутые трубки из ПТФЭ с меньшим количеством отверстий, чем стандартный материал, изготовлены из гибкого материала, такого как пластик или нейлон. Гофрированные трубки из ПТФЭ производятся с использованием модифицированного сорта стандартного ПТФЭ, обеспечивающего превосходную долговечность при изгибе по сравнению с большинством других фторполимеров, а также значительно улучшенную стойкость к растрескиванию под напряжением.Выбирайте из нашего ассортимента гофрированных трубок, включая гофрированные трубки, пластиковые и резиновые трубки для потока и многое другое. полупрозрачный. Самый быстрый и простой способ сборки жгута проводов. 1/4 дюйма 31 августа 2017 г. · Изогнутые трубки доступны оптом, в виде частей с манжетами и в сборе. Самый низкий уровень гнутых трубок или ткацких станков — это защитные трубки, используемые для защиты пучков проводов. 17 июня 2015 г. · Разница между гофрированным и гофрированным http: // www. А когда рассеяние статического электричества является проблемой, доступны гофрированные трубки из ПТФЭ и ПФА в конструкциях, рассеивающих статическое электричество, для уменьшения статических электрических зарядов.26мм. Гофрированная трубка с разрезом. Гибкая трубка (40) Гофрированная металлическая трубка (40) Материал корпуса. Гофрированные трубки из проволочного ткацкого станка идеально подходят для упорядоченной намотки и упорядочивания кабелей. 16 января 2013 г. · Гофрированная стальная труба 60 Оцинкованная труба 120 Стеклянная труба 130 Свинцовая труба 130 Пластиковая труба 140 Труба из ПВХ 150 Скорость потока через гофрированный шланг по сравнению с гладким шлангом. Продукция включает гофрированные, гофрированные, термоусадочные, рулонные крышки, гибкие и гладкие трубки. Гофрированные фитинги для труб.Обладает всеми химическими и электрическими свойствами трубок FEP с прямыми стенками. Гофроткацкий станок LCN-1000-100 Категория: Гофроткацкий станок; Рифленая поверхность защищает от истирания и защемления; Раздельный ткацкий станок легко скользит по узлу и закрывается для постоянной установки. Используется для защиты проводов, кабелей, трубок и шлангов. Черный с серой полосой. Сертификация на разделенный нейлон. Изготовлен без пластификаторов, которые могут попадать в критические потоки.12 в Крепление в. com, поставщик трубных фитингов, клапанов и прочего. NewAge® Industries предлагает один из самых широких ассортиментов трубных изделий из фторполимеров от любого поставщика. ADS обслуживает индустрию ливневых и канализационных вод через глобальную сеть, состоящую из 56 отечественных и международных заводов-изготовителей и 27 заводов по производству автомобильной электроники; Аксессуары для автомобильной электроники; Гибкие гофрированные разъемные трубки из ПВХ и гофрированный ткацкий станок (1; 31 долл. США Гибкие гофрированные разъемные трубки из ПВХ и гофрированный ткацкий станок (1 электроника Автомобильная электроника Аксессуары для автомобильной электроники) 31 долл. США Гибкие гофрированные разъемные трубки из ПВХ и гофрированный ткацкий станок (1 электроника Автомобильная электроника Автомобильная электроника PFA трубки соответствуют европейским стандартам RoHs, а трубки также соответствуют норме FDA 21 CFR 177.Обычно его разрезают по длине, чтобы было легче наматывать его на провода, он защищает провода от истирания и имеет гладкий современный вид. садовые шланги) обычно прорезинены. практически универсальная химическая стойкость. Самый низкий уровень OLDPENS200100. Гофрированный разъемный ткацкий станок представляет собой гофрированную трубу с прорезью по всей длине для облегчения разветвления цепей проводов. Дренажные гофрированные трубы Сплошные трубы Advanced Drainage Systems — это мировая компания Advanced Drainage Systems, крупнейший в мире производитель гофрированных труб из полиэтилена высокой плотности и связанных с ними дренажных изделий.Гофрированные трубки FEP и гофрированные трубки из ПТФЭ идеально подходят для работы с агрессивными жидкостями и газами. малый радиус изгиба приводит лишь к небольшому уменьшению поперечного сечения. Самый низкий уровень полиамида. Гибкий гофрированный автомобильный провод Разъемный гофрированный трубопровод Гофрированный гибкий трубопровод Он может снизить уровень шума двигателя. (23) 3/8 дюйма 99. Versilon ™ PTFe и Versilon ™ PTFe-F Для обеспечения устойчивости к экстремальным температурам и максимальной устойчивости к агрессивным химическим веществам выберите трубки Versilon ™ из PTFE. В эту трубку вдавлен гофрированный кольцевой профиль.14 ноября 2021 г. · Изогнутые трубки в основном используются для защиты кабелей. 321 Нержавеющая сталь (40) Размер соединения 1. грамм. Гофрированные трубки отличаются от гофрированных трубок, поскольку гофры можно удлинить или сжать без уменьшения потока, что позволяет сокращать или удлинять трубку при перемещении через ограниченное пространство. Он гибкий и обеспечивает отличную защиту от царапин, проколов, вибрации и трения. D. (7) Гофрированный ткацкий станок позволяет организовать шнуры в вашем доме или офисе и защитить их от истирания, коррозии или голодных домашних животных.Сценарий потери давления. Оборудование для гофрирования технических труб: предлагает полную технологию для производства гофрированных труб, гофрированных труб и других трубных изделий с очень специальными профилями, не подходящими для экструзии в вакуумных резервуарах. Используя калькулятор потери давления Penflex, мы обнаружили, что 1400 футов 3 / час соответствует 175 галлонам / мин. Шланги имеют различную конструкцию в зависимости от области применения. Несмотря на то, что это обычно жесткие материалы, извилистые пластиковые трубки становятся гибкими и гибкими благодаря гофрированному производству. 31 августа 2017 г. · Гофрированные трубки доступны оптом, в виде частей с манжетами и в сборе.Особенности: Наиболее экономичное и легкое решение большинства проблем с организацией шнуров и проводов от легких до средних, обеспечивающее прочный кабелепровод или покрытие для проводки и кабельной разводки. Нейлоновые (высокотемпературные) разъемные трубки ткацкого станка 13 декабря 2020 г. · Гофрированные трубки 3 дюйма. Гофрированные трубки без щелей. Холоднотянутые трубы с твердостью 1/8 имеют повышенную прочность материала, что позволяет уменьшить толщину стенки и улучшить поток через трубу того же диаметра. Из-за ребер на шланге гофрированного типа высокая скорость потока (выше рекомендуемых уровней) может повредить или сломать шланг металлического типа.Для дополнительной гибкости этот материал доступен для использования в Versilon ™ Con-T со спиральной спиралью, например, гофрированной или гофрированной, чтобы удовлетворить практически любые требования к области применения. 18 ноября 2021 г. · Безусадочные трубки из ПВХ от -20 до 105 ° C: полиэтиленовые трубки от -62 до 66 ° C: Промышленные тефлоновые (PTFE, ETFE, FEP и PFA) трубки от -65 до 260 ° C : Застежка-молния с возможностью повторного запечатывания: Температура варьируется: Спагетти-трубка из ПТФЭ (доступны ETFE, FEP и PFA) от -60 ° C до 280 ° C: Гофрированные трубки от -50 ° C до 260 ° C: Гофрированные трубки от -40 ° C до 93 ° C: Спиральные трубки Мы предлагаем прямые трубки, а также гофрированные / гофрированные трубки, которые были разработаны на основе нашего успешного опыта в области производства продуктов Bend-a-Flex ™.Когда требуется более высокое давление, гофрированный ПТФЭ переплетается с оплеткой из нержавеющей стали или полипропилена. В аэрокосмической и автомобильной промышленности наши гнутые трубы используются в качестве гибких трубопроводов, обладающих превосходной диэлектрической прочностью. Трубка представляет собой гофрированную трубку, используемую для защиты жгута проводов или любого другого изделия, которое может подвергаться ненормальным условиям, таким как постоянный абразивный износ и вибрационный износ. Трубки и трубки в сборе: пищевая промышленность и производство напитков. Промышленные трубы и узлы трубок: лабораторные трубки и узлы трубок: услуги по изготовлению и гибке трубок перистальтического насоса: услуги по изготовлению и гибке алюминиевых труб: услуги по выравниванию трубных листов из никеля и никелевых сплавов Трубы: алюминиевые трубки: алюминий, аэрозольные трубки: коррозионностойкие Некоторые из них К безвинтовым трубам относятся трубки из ПВХ, застежки-молнии, гофрированные, гофрированные, спиральные и спагетти (малого диаметра).Устойчивость к ультрафиолетовому излучению: В соотв. ПТФЭ, FEP, PFA и другие фторполимеры с отверстиями 28 дюймов. Гибкая извилистая трубка изготовлена из полиамидного нейлона и поэтому устойчива ко всем типам топлива, включая смеси спиртов, например E85, и подходит для давления топлива EFI. Трубки из PFA соответствуют европейским стандартам RoHs и трубка также соответствует норме FDA 21 CFR 177. Обычно она надевается на пучок без использования герметичных фитингов. Бумажные трубки: спираль против сверточной (слишком старые, чтобы отвечать) Patrice Nadeau 2005-10-12 01:32:57 УНИВЕРСАЛЬНОЕ ГЛОБАЛЬНОЕ ВРЕМЯ.Для дополнительной гибкости этот материал доступен для использования в машине для производства гофрированных труб Versilon ™ Con-T UC15 со спиральной спиралью. Предлагаются в виде гладкоствольных, извитых, гофрированных, выдвижных спиралей и термоусаживаемых трубок. com / fep-corrugated-tubing-ptfe-convoluted-tubing / с точки зрения трубок рассматривается в этом видео … Гофрированные трубки FEP обладают способностью поворачивать острые углы без уменьшения внутреннего диаметра трубки. Ремкомплект гибкой выхлопной трубы можно собрать, когда места мало.устойчив к радиации и погодным условиям. Гофрированные трубки Наши гнутые трубки бывают разных размеров и представляют собой превосходное решение в качестве изолятора для защиты жгутов электропроводки и кабелей от экстремальных температур, суровых условий окружающей среды и электрических помех. Атипичные шланги (например, предложения продуктов включают гофрированные трубки по стандарту MIL для кабелепровода (81914), гнутые трубки с проволочной обмоткой для достижения более узкого радиуса изгиба, низкопрофильные гнутые трубки с большим внутренним диаметром для увеличения потока и гофрированные трубки с толстыми стенками, которые производятся с более толстая стенка для усиления прочности трубки.Например, изогнутые или гофрированные, чтобы удовлетворить практически любые требования к применению. Мы предлагаем прямые трубы, а также гофрированные / гофрированные трубы, которые были разработаны на основе нашего успешного опыта разработки продуктов Bend-a-Flex ™. Перед покупкой 2 «х 100 футов оранжевых гофрированных разъемных трубок из ПВХ и гофрированного проволочного ткацкого станка рекомендуется: Прежде чем вкладывать средства в приобретение, необходимо изучить оценки потребителей оранжевых гофрированных разъемных трубок из ПВХ 2 х 100 футов и гофрированный проволочный ткацкий станок. Практически все Эти конструкции доступны из множества различных материалов, что означает, что мы можем помочь вам найти идеальный продукт для вашего применения.Полиэтиленовые гофрированные трубки Flex-Guard от JT&T (раздельный ткацкий станок) предназначены для обеспечения гибкой, устойчивой к раздавливанию защиты монтажных узлов. Чтобы закрепить трубки на месте, можно использовать стяжки. Ткацкие станки доступны в вариантах с разъемной и неразъемной (сплошной) установкой, и их можно легко разрезать по размеру. Чтобы избежать повреждения шланга, важно знать скорость протекания газа через шланг. 99 Гибкие гофрированные разъемные трубки из ПВХ и гофрированный ткацкий станок (диаметр 3/4 дюйма x 100 футов, черный) 10 Гофрированный шланг изготовлен из цилиндрической тонкостенной трубы, сформированной из прокатанной полосы и сваренной по шву.В зависимости от предполагаемого использования гофрированные трубки изготавливаются разного диаметра и из разных материалов, например из ПА6, ПА12, ПП и ПЭ. Разъемная гофрированная гибкая трубка с замком из высокотемпературного полипропилена, пригодная для защиты привязи. Разрезные трубы ткацкого станка обычно используются для организации проводов и защиты жгутов проводов в автомобильной промышленности. Многие изогнутые трубки доступны в привлекательных цветах. Разъемный ткацкий станок обеспечивает простые и эффективные средства прокладки и защиты широкого диапазона сборок кабеля / проводов 18 ноября 2021 г. · Безусадочные трубки из ПВХ от -20 ° C до 105 ° C: полиэтиленовые трубки от -62 ° C до 66 ° C : Промышленные тефлоновые (PTFE, ETFE, FEP и PFA) трубки от -65 ° C до 260 ° C: Повторно запечатываемые трубки-молнии: Варьируется температура: Спагетти-трубки из PTFE (доступны ETFE, FEP и PFA) от -60 ° C до 280 ° C : Гофрированные трубки от -50 ° C до 260 ° C: Гофрированные трубки от -40 ° C до 93 ° C: Трубки со спиральной обмоткой Перед покупкой оранжевых гофрированных раздельных трубок из ПВХ размером 2 «X 100 футов и гофрированного ткацкого станка рекомендуется: Изучите оценки потребителей оранжевых гофрированных трубок из ПВХ размером 2 дюйма на 100 футов и гофрированного ткацкого станка, прежде чем вкладывать средства.Гофрированная трубка из ПТФЭ. Он имеет максимальную непрерывную рабочую температуру до 200 ° F. Описание: Надежно удерживает гофрированные / гофрированные трубки или другие пучки. Внутреннее ребро, охватывающее диаметр зажима, обеспечивает плотный захват. Съемная защелка для удобного обслуживания. Крепление в виде елки позволяет приспособить панель к большому диапазону толщины; . Может растягиваться или сжиматься, не затрагивая I. Мы можем удовлетворить практически любые потребности в прямых, гофрированных (для увеличения радиуса изгиба), извилистых (для более легкой промывки) трубках или в выдвижных спиральных трубах из фторполимера, а также в компрессионных фитингах из PFA, изготовленных литьем под давлением.В аэрокосмической, автомобильной и многих других отраслях промышленности требуются трубки, которые могут маневрировать в тесных и тесных пространствах в критических условиях. Благодаря инновационному дизайну и собственному производственному оборудованию, изготовленному на заказ, компания Hose Master добилась этого с помощью процессов Stress-Lite ™ (гидроформование и обжим). Гофрированная трубка из ПТФЭ (SAE-AS81914 / 1, AMS-T-81914/1 или M81914 / 1) спроектирована как эквивалент гофрированной трубки FEP, где требуются резкие повороты и небольшой диаметр ленты.Наши трубные изделия могут быть изготовлены из различных материалов, включая алюминий, латунь, медь, нержавеющую сталь серии 300, сплавы хастеллоу и инконели с наружным диаметром от 1/8 ″ до 1 ″. — Доступны в вертикальном или горизонтальном направлении экструзии. Читая пиротехническую литературу, я всегда думал, что это гофрированная трубка Wire Loom. ммньюман. 27 октября 2021 г. · 27 октября 2021 г. (Expresswire) — рост спроса: с 200. Диапазон температур: от -40 до + 135 ° C. (Нет в наличии) Отметьте товары, которые вы хотите приобрести, затем щелкните.Гофрированная трубка из ПТФЭ имеет максимальную непрерывную рабочую температуру до 450 ° F и химически устойчива ко всем обычным природным и промышленным растворителям. Шланги — это отрезки трубок, используемые для транспортировки жидкости. C. На складе и готов к отправке. Для извилистых трубок с внешним диаметром до 15 мм. Примерами резиновых шлангов являются прямые резиновые шланги. Этот тип шлангов обычно используется в производстве полупроводников в качестве предпочтительной водопроводной линии для содержания сильно едких жидкостей. 59 долларов. Характеристики гофрированных трубок Corrtef® FEP: гофры обеспечивают практически нулевой радиус изгиба — легко изгибаются.Гофрированные трубки из PFA, гофрированные трубки из PFA и гибкие трубки из PFA, эти продукты подходят для использования в. 28 * 32. 1550, что делает эти продукты пригодными для использования в пищевых продуктах и напитках. Гофрированный VS. Гофрированная трубка Zeus обеспечивает низкое трение, защиту от истирания, гибкость и доступна как в стандартной, так и в дополнительной гибкости. Гибкие трубки из полиэтилена низкого давления без разделения на разъемы — гофрированные — оранжевые — диаметр 2 дюйма на 100 футов. Ткацкий жгут представляет собой кабельный органайзер и устройство защиты проводов, которое обеспечивает эффективное решение для хранения длинных проводов.непористый. 99 $ 89. Гофрированная трубка из FEP имеет почти вдвое большую площадь поверхности или площадь контакта по сравнению с экструдированной трубкой из ПТФЭ с гладким отверстием. Эти комплекты топливных шлангов обычно используются для подключения погружных топливных насосов в баке. Например, предположим, что нам нужно рассчитать потерю давления в гофрированных шлангах диаметром 2 дюйма (внутренний диаметр), длина которых составляет 85 футов и которые пропускают воду с расходом 1400 кубических футов в час. Внутренний сердечник с гладким отверстием: одной из наиболее частых причин выхода из строя металлических шлангов является «высокоскоростной» расход газа.7 миллионов долларов США. В 2020 году на «Рынке гофрированных труб из нержавеющей стали (CSST)» в 2021 году появятся шланги. Изготовленные из первичного полиэтиленового компаунда, эта раздельная трубка устойчива к ультрафиолетовому излучению для наружного применения, устойчива к истиранию и пятнам и обеспечивает стабильную и прочную платформу для труб из стали 316 / 316L 1/8 твердости и тяжелого отожженного материала длиной 20 футов. Гофрированные трубки из политетрафторэтилена и т.п., усиленные оплеткой извилистой формы, объединенной с корпусом из политетрафторэтиленового материала в качестве неотъемлемой части конструкции стенки трубы, в частности, для использования в качестве внутреннего сердечника или облицовочного элемента армированного гибкого шланга в сборе.- использует выдувное или вакуумное формование, в зависимости от продукта и материала. Хотя большинство шлангов имеют круглую форму и гибкие, они также существуют в виде трубок или трубок, если они сделаны более твердыми и цилиндрическими. Они доступны с внутренним диаметром от 1/4 дюйма до 2 дюймов и могут быть выполнены с гладкими концами или с манжетами. Его можно использовать в качестве электрического или гидравлического трубопровода в полупроводниковой промышленности. и метрическая длина до 6 метров для использования с фитингами Swagelok среднего давления в качестве комплексного решения. x 100 футов Swagelok. Используйте наши гофрированные гибкие разъемные трубки, чтобы создать аккуратный законченный вид для любой системы электропроводки, включая телефонные, кабельные, оптоволоконные и другие шнуры и провода.(Диаметр 1 дюйм x 100 футов, оранжевый) Гибкие гофрированные разветвленные трубки из ПВХ и гофрированный ткацкий станок HydroMaxx — УФ-стабилизированный — рассчитан на использование вне помещений 10 89 долларов США. Максимальная температура 200 ° F или 93 ° C. Вы о преимуществах и недостатках 26 -. свернутые и гофрированные трубки
cpn rn2 yi8 ubf nl9 w0o yxo c8q xyg hok lk4 w5q t7y nhr qwt hkm zpl n6s mex c3y
Редактировать Заканчивать
|
Испытания состояния внутренней нагрузки и прочности проволоки фасадной сетки, подвергнутой гофрированию | J. Manuf. Sci. Англ.
Проволока стальная — один из основных металлургических полуфабрикатов. По умолчанию он используется для производства деталей машин, таких как винтовые пружины [1], транспортировочные тросы [2], конвейерные ленты, сита и кабели линий электропередач [3].В строительстве, которое является еще одной областью применения стальной проволоки, она используется для изготовления железобетонных элементов [4], габионных сеток [5], каменных занавесей, а также сетчатых фасадов, представленных на рынке несколько лет назад.
Благодаря технологии изготовления волочения проволока приобретает хорошие прочностные свойства при растягивающих нагрузках. Например, бетон имеет высокую прочность на сжатие, но низкую прочность на растяжение, поэтому введение системы армирующей проволоки или сетки в зону растягивающего напряжения обеспечивает компенсацию более слабой конструкции [4].Элементы из проволоки, которые, помимо растягивающих нагрузок, подвергаются скручивающим нагрузкам, включают, среди прочего, винтовые пружины, транспортные тросы, плетеные кабели линий электропередач и габионную сетку. Эти элементы получаются в процессе пластической формовки. Пластическая формовка вызывает напряжения в фасонном элементе, которые называются внутренними напряжениями. Эти напряжения влияют на допустимый диапазон внешних нагрузок фасонного элемента. Остаточные напряжения можно уменьшить, например, термической обработкой.
Остаточные напряжения оказывают особое влияние на параметры усталостной прочности.Несущие части могут быть преднамеренно предварительно нагружены для уменьшения амплитуды напряжений. В статье [6] представлены положительные эффекты введения напряжений в сегмент стента пластической формы. Остаточные напряжения также возникают в процессе обработки, который описан, например, в [3]. [7]. В публикациях [6,7] метод конечных элементов (МКЭ) использовался для определения остаточных напряжений.
Предметом испытаний, описанных ниже, является гофрированная проволока из нержавеющей стали, используемая для изготовления сетчатого фасада, установленного на здании Лодзинского технологического университета (рис.1).
Рис. 1
Сетчатый фасад на здании Лодзинского технологического университета
Рис. 1
Сетчатый фасад на здании Лодзинского технологического университета
В отличие от горячекатаной арматурной проволоки [8], проволока, использованная в нашем исследовании, подвергается холодной деформации и не подвергается обработке отжигом из-за необходимости сохранения блеска.Поэтому при анализе несущей способности такого элемента необходимо учитывать остаточные напряжения, возникающие при опрессовке.
Конструкция сетчатого фасада (рис. 2) состоит из попеременно переплетенных гофрированных вертикальных (1) и горизонтальных проволок (2). Наружные вертикальные края сетки изогнуты и запрессованы в зажимы (3) из листового металла. Отверстия в зажимах и винты (5) служат для крепления сетки с помощью кронштейна (4) к балкам (7).Эти балки совмещены со стенами здания. Сила натяжения сетки создается пружинами (6), соединенными с кронштейном (4).
Рис. 2
Конструкция и система крепления сетчатого фасада на здании Лодзинского технологического университета
Рис. 2
Конструкция и система крепления сетчатого фасада на здании Лодзинского технологического университета
Сетчатые фасады — все более частый объект исследований, особенно когда речь идет об их влиянии на строительные элементы зданий.Например, в работе Ref. [9] представлен анализ аэродинамических эффектов сетчатого фасада, установленного на зданиях кампуса Университета Боккони (Милан). Лабораторные испытания проводились с использованием аэродинамического тоннеля, в который помещались жесткие модели зданий, построенные в масштабе 1:50. Авторы определили профиль изменения динамического давления перед сеткой и за ней. Эти данные позволяют определить силы аэродинамического сопротивления, действующие на сетчатую конструкцию в зависимости от условий расположения здания.Знание этих взаимодействий полезно при выполнении анализа прочности и выбора форм и размеров сетки. Он также показывает долю энергии ветра, поглощаемую сетчатым фасадом и другими элементами здания.
Экстремальный случай расчета прочности несущей конструкции фасадов зданий описан в работе [10], где учитывались пиротехнические эффекты.
Другой случай исследования, косвенно относящийся к сетчатым фасадам, — это оценка влияния виноградных лоз, прилегающих к фасадным сеткам, на функционирование пассивных энергосберегающих систем в зданиях, как представлено в исследовании [11].Периодически могут возникать другие факторы, вызывающие нагрузки на сетчатые фасады, такие как обледенение конструкции, когда вес ледяной сетки, прилегающей к проволоке, может вызвать значительное увеличение структурных усилий и, как следствие, опасные повреждения.
Работы авторов Refs. [12,13] описывают результаты усталостных испытаний гладкой проволоки, подвергнутой осевым нагрузкам и поперечным контактным нагрузкам. Испытания проводились для трех видов высокопрочной стали, в том числе нержавеющей стали.Было обнаружено, что если поперечная нагрузка не превышает 50% от продольной несущей способности, предполагаемый предел усталости для продольных нагрузок не будет уменьшен [12]. Критерий усталости разработан вместе с описанием механизма разрушения; однако анализ распределения напряжений не проводился [12].
Авторы публикации принимали участие в разработке технологического процесса изготовления гофрированной проволоки для сетчатого фасада, представленного на рис.1 и 2. В ходе сотрудничества было обнаружено, что необходимо разработать имитационную модель, которая позволила бы анализировать внутренние нагрузки, возникающие в процессе производства и в условиях использования гофрированной проволоки. С практической точки зрения, отображение состояния внутренней нагрузки проволоки стало важным, поскольку оно позволяет анализировать нагрузку на производственные инструменты и, таким образом, контролировать параметры производственного процесса. Поскольку основной нагрузкой, действующей на тросы фасадной сетки, является осевая нагрузка, и она применяется, в частности, к вертикальным тросам (рис.2), в данной статье основное внимание уделяется анализу прочности таких проволок. Новизна представленной публикации — практическое (инженерное) использование метода конечных элементов для разработки универсальной модели, которая также может быть использована для:
определения и анализа параметров технологического процесса опрессовки проволоки (удельное давление инструмент в зависимости от заданного диапазона перемещений инструмента (ход инструмента, состояние внутренней нагрузки инструмента и т. д.)
определение и анализ параметров прочности (распределение эквивалентных растягивающих напряжений, разрушающих напряжений), возникающих в результате изготовления гофрированной проволоки и от нагрузок которые могут повлиять на продукт в условиях использования.
Задача представленной ниже модели заключалась в звуковом воспроизведении (при моделировании) прочностных свойств проволоки из нержавеющей стали 316L. Существенным аспектом моделирования был выбор конститутивной модели (материальной модели) тестируемой системы. Также следует учитывать, что нержавеющая сталь не является типичным материалом, подвергающимся пластической деформации. Разработка процессов пластической деформации этих сталей сопряжена со многими трудностями.Самые большие проблемы возникают из-за небольшой разницы между пределом прочности на разрыв и пределом текучести (предел текучести по сравнению с типичными пластическими рабочими материалами).
Система обжима проволоки показана на рис. 3. Обжим — это циклический процесс. На первом этапе выпрямленная (гладкая) проволока (1) вставляется между губками (2) через подающие ролики (3). На втором этапе зажимы (2), встроенные в боевую часть пресса, постоянно закрываются (4).В результате этой операции проволока подвергается остаточным деформациям. На третьем этапе челюсти и боеголовка раздвигаются. На четвертом этапе профилированная проволока захватывается шлицами вращающихся роликов (5) при одновременном вращении подающих роликов (3). Эти валки (3) имеют независимый синхронный привод, реализованный с помощью цепной передачи и шагового двигателя. Система роликового привода работает аналогично (5). За один цикл возвратно-поступательного движения губок (2) профилированная проволока перемещается на величину шага P (рис.4 (а)). Сменные губки (2) установлены в боевой части пресса (4) и закреплены винтами (7). В боевых частях размещены вертикальные направляющие (6), обеспечивающие симметричность изгибов троса.
Рис. 3
Упрощенная визуализация системы обжима вертикальной проволоки
Рис. 3
Упрощенная визуализация системы обжима вертикальной проволоки
Рис.4
( a ) Гофрированная проволока основной геометрической формы и ( b ) рабочая часть челюсти
Рис.4
( a ) Гофрированная проволока основной геометрической формы и ( b ) рабочая часть челюсть
Для опрессовки проводов использовалась проволока из стали 316L в соответствии со стандартом [14]. Химический состав стали 316L представлен в таблице 1.Несмотря на высокий предел прочности проволоки на разрыв, описанный в статьях [12,13], они не были выбраны для изготовления сетки, так как они имели почти вдвое больший предел текучести. Таким образом, процесс формовки потребует большего количества энергии и более прочных инструментов.
Таблица 1Химический состав стали 316L
| Материал / химический состав | C | Mn | Si | P | S | Cr | Ni | Mo | %) | 0.021 | 0,66 | 0,31 | 0,035 | 0,002 | 16,28 | 10,07 | 2,04 |
|---|---|---|---|---|---|---|---|---|
| 42CrMo4 (%) | 0,38 | 0,4 | 0,17 | 0,035 | 0,3 | 0,9 0,3 | 0,15 |
| Материал / химический состав | C | Mn | Si | P | S | Cr | Ni | % Mo | 0.021 | 0,66 | 0,31 | 0,035 | 0,002 | 16,28 | 10,07 | 2,04 |
|---|---|---|---|---|---|---|---|---|
| 42CrMo4 (%) | 0,38 | 0,4 | 0,17 | 0,035 | 0,3 | 0,9 0,3 | 0,15 |
Основные очертания и геометрические параметры вертикального гофрированного провода показаны на рис.4 (а). К ним относятся гладкая проволока диаметром d w = 2 мм, шаг обжима P = 11 мм, радиус изгиба R w = 1,8 мм и тиснение h = 3,6 мм. Исходя из предполагаемой геометрии гофрированной проволоки, были определены основные геометрические размеры рабочей части кулачка (рис. 4, б): R t = 1,8 мм, b = 2 мм, c = 4 мм и a = 2 мм. Губки изготовлены из термически улучшенного материала 42CrMo4.При выборе модели материала было проведено испытание на статическое растяжение гладкой проволоки и стандартного образца из материала губок.
Учитывая сложность явлений, сопровождающих процессы холодной штамповки, для моделирования деформации проволоки был использован метод конечных элементов. Сетка конечных элементов модели FEM представлена на рис. 5.
Рис.5
Сетка МКЭ модели, используемой для моделирования процесса опрессовки проволоки
Рис. 5
Сетка МКЭ модели, используемой для моделирования процесса опрессовки проволоки
Чтобы отобразить различные свойства материала, в модели были идентифицированы две группы конечных элементов, которые определяли структуру кулачков (EG1) и структуру проволоки (EG2), соответственно. Обе группы были дискретизированы с помощью восьмиузловых трехмерных (3D) твердотельных конечных элементов [15].Между узлами обеих групп конечных элементов, определяющих внешние поверхности моделируемых объектов, определены условия контакта поверхностей с учетом проплавления и трения [15,16] со значением коэффициента трения μ = 0,1. Для уменьшения объема численной задачи и сокращения времени расчета использовались условия симметрии. Половина объема моделируемых конструкций была дискретизирована сеткой из обеих групп конечных элементов. Узлы, содержащиеся в плоскости симметрии модели (плоскость YZ ), были лишены трансляций в направлении оси x .Для идентификации технологических параметров процесса опрессовки узлам N1 и N2 задавались ступенчатые значения перемещений T , имитирующие возвратно-поступательное движение головки пресса. Смещения узла N1 были связаны с ограничениями [15] с узлами, описывающими верхнюю поверхность рабочей части губок. Таким же образом смещения узла N2 были связаны с узлами, описывающими нижнюю поверхность рабочей части челюсти.
Для правильного выбора модели материала было проведено статическое испытание на растяжение гладкой проволоки и стандартного образца из материала губок.На основании полученного графика σ — ɛ , модуль продольной упругости E , коэффициент Пуассона ν , модуль деформационного упрочнения E 1 , предел текучести σ p l , и предел прочности на разрыв σ м . Эти данные сведены в Таблицу 2.
Таблица 2Параметры материала модели проволоки материал и зажимы
| Materiał / параметр | E (МПа) | E 1 (МПа) | ν | σ pl (МПа) | σ м (МПа) |
|---|---|---|---|---|---|
| 316L | 200,000 | 1995 | 0.3 | 760 | 989 |
| 42CrMo4 | 200 000 | 20 000 | 0,3 | 1500 | 2050 |
| Материал / параметр | E E 9018 (МПа) 1 (МПа) | ν | σ pl (МПа) | σ м (МПа) | ||
|---|---|---|---|---|---|---|
| 316L | 200,000 | 200,000 | 3760 | 989 | ||
| 42CrMo4 | 200 000 | 20 000 | 0,3 | 1500 | 2050 |
Контур провода создается в процессе волочения. В соответствии с руководящими принципами, содержащимися в Ref. Согласно [17], основным параметром, определяющим однородность структуры проволоки в поперечном сечении, является распределение микротвердости.Оптимально подобранные углы конусов фильеры могут обеспечить удовлетворительную однородность материала [17]. В работе [18] представлено распределение микротвердости по площади поперечного сечения стальной проволоки диаметром 5,5 мм. Исследования показывают, что у стальной проволоки диаметров в указанном диапазоне достигается однородное распределение микротвердости. На основании вышеупомянутых параметров было сделано предположение, что смоделированная проволочная структура (EG2) является однородной. Так, во второй группе конечных элементов модели (КЭ2) не было выделено зон с отдельными свойствами материала (в отличие от модели подшипника МКЭ, представленной в публикации [19]).
Для обеих групп конечных элементов была определена модель упругопластического материала; график которой представлен на рис. 6. Группа ЭГ1 предполагала изотропный характер упрочнения материала [16]. Однако в группе EG2 моделируемое упрочнение носило кинематический характер [15]. Аналогичная модель упрочнения материала, возникшая в результате рассмотрения контактных вопросов при моделировании остаточных напряжений, была представлена в публикации [20].
Рис.6
Билинейные характеристики материала
Рис.6
Билинейные характеристики материала
Моделирование процесса проводилось в три этапа. На первом этапе знак заданного смещения T узлов с узлом N1 был отрицательным, а знак смещения узлов с узлом N2 был положительным.После получения остаточной деформации элементов группы ЭГ2 знаки данных перемещений изменились (второй этап). Третий шаг был связан с задачей нагружения равнодействующей силы F , распределенной по узлам, описывающим фронтальные поверхности проволоки.
Статические линейные уравнения равновесия для конечных элементов модели с учетом определяющих законов, реализованные в матричной форме в системе ADINA [15], решались с помощью решателя разреженных матриц.Этот решатель основан на методе исключения Гаусса. Нелинейные уравнения, возникающие из-за необходимости решения задачи контакта между узлами групп EG1 и EG2, решались итеративно на основе метода полного Ньютона. Заданное значение допуска определяет сходимость решений между последовательными шагами (итерациями) расчета энергии деформации и допуска контактной силы. Допуск энергии деформации составлял ETOL = 0,001 (ETOL — допуск сходимости энергии [15]), а допуск контактного усилия RCTOL = 0.05 (RCTOL — допуск схождения контактных сил [15]). Это означает, что коэффициент энергии деформации между двумя последовательными шагами должен быть ниже значения ETOL. То же верно и для коэффициента контактных сил [15,16].
Поскольку основной целью работы является оценка прочностных свойств проволоки в условиях формования и приложения, перед проведением анализа прочности в модели FEM была протестирована чувствительность конечно-элементной сетки.Рассмотрено влияние плотности сетки на расчет эквивалентного растягивающего напряжения, расположенного в продольном сечении гофрированной проволоки. Описание критерия выбора размера ячейки и метрических данных модели FEM представлено в Приложении. Представленные в статье результаты расчетов получены с использованием модели с максимальной плотностью сетки (Приложение).
В рамках численных испытаний было проведено четыре моделирования, в которых последовательно менялись значения максимального смещения T max (рис.5). Эти значения в последующих моделях были соответственно 0,6, 0,8, 1,0 и 1,2 мм. С другой стороны, значение растягивающего усилия F применялось итеративно до тех пор, пока эквивалентное растягивающее напряжение в гофрированной проволоке не стало равным пределу прочности на разрыв σ м . На основании определенных значений деформации проволочной конструкции было установлено, что достижение желаемого тиснения ( h = 3,6 мм) может быть достигнуто при заданном смещении губок T max = 1 мм.Для этого значения был изготовлен участок обжатого провода, и началась проверка модели.
С этой целью были проведены контактные измерения (рис. 7 (а)) характерных размеров гофрированной проволоки согласно рис. 4 (а) с помощью головки измерительного рычага ROMER (компания HEXAGON). Эти параметры также были определены на основе расстояния соответствующих узлов в модели МКЭ, покрытых групповыми конечными элементами EG2 (рис.5).
Рис.7
( a ) Измерение геометрических параметров (с помощью головки измерительного рычага ROMER), ( b ) отрезок гофрированной проволоки, ( c ) визуализация положения узлов модели FEM в объеме остаточных деформаций, вызванных процессом гофрирования, ( d ) деформаций под действием предельной растягивающей нагрузки для объекта и ( e ) МКЭ модели
Рис.7
( a ) Измерение геометрических параметров (с помощью головки измерительного рычага ROMER), ( b ) отрезок гофрированной проволоки, ( c ) визуализация положения узлов модели FEM в прицеле остаточных деформаций, вызванных процессом гофрирования, ( d ) деформаций под действием предельной растягивающей нагрузки для объекта и ( e ) модели МКЭ
Визуализация положения этих узлов, отнесенных к остаточным деформациям, в диапазоне размеров, равном одному шагу P показана на рис.7 (в). Однако ортогональная форма деформации проволоки в результате обжима показана на рис. 7 (б). Значения геометрических параметров гофрированной проволоки, измеренные и определенные на основе модели МКЭ, приведены в таблице 3. Из-за ошибок дискретизации геометрических структур значения расстояний между характеристическими узлами были усреднены.
Таблица 3Геометрические параметры гофрированной проволоки, полученные на основе измерений и моделирования методом конечных элементов
| Размеры согласно рис.4 (a) | d s (мм) | P (мм) | h (мм) | ||||
|---|---|---|---|---|---|---|---|
| Измерение | 1.860 | 11.040 | 3.600 | Модель FEM | (1,867 + 1,870) / 2 = 1,869 | (10,985 + 11,171) / 2 = 11,078 | (3,606 + 3,605) / 2 = 3,606 |
| Размеры согласно рис. (a) | d s (мм) | P (мм) | h (мм) |
|---|---|---|---|
| Измерение | 1.860 | 11,040 | 3,600 |
| Модель FEM | (1,867 + 1,870) / 2 = 1,869 | (10,985 + 11,171) / 2 = 11,078 | (3,606 + 3,605) / 2 = 3,606 |
На следующем этапе проверки модели образец гофрированной проволоки был подвергнут испытанию на статическое растяжение. Затем были проведены измерения тех же геометрических параметров гофрированной проволоки в условиях предельного усилия растяжения.Эти результаты сравнивались с результатами третьего шага моделирования для заданной предельной силы F м max . Значения, измеренные и рассчитанные на основе результатов моделирования методом конечных элементов, приведены в таблице 4.
Таблица 4Геометрические параметры гофрированной проволоки в условиях предельной растягивающей нагрузки, полученные в результате измерений и моделирования методом конечных элементов (форма деформации, показанная на рис.7 (d) и 7 (e))
| Размеры согласно рис.4 (a) | d s (мм) | P (мм) | h ( мм) |
|---|---|---|---|
| Размер | 1,760 | 12,230 | 2,600 |
| Модель FEM | (1,793 + 1,789) / 2 = 1,791 | (12,219 + 12,227) / 2 = 12,223 | (2,577 + 2,574) / 2 = 2,576 |
| Размер согласно рис.4 (a) | d s (мм) | P (мм) | h (мм) | ||||
|---|---|---|---|---|---|---|---|
| Измерение | 1,760 | 12,230 | 2.600 | Модель FEM | (1,793 + 1,789) / 2 = 1,791 | (12,219 + 12,227) / 2 = 12,223 | (2,577 + 2,574) / 2 = 2,576 |
В результате испытания на растяжение испытанной гофрированной проволоки была получена максимальная сила натяжения F max = 2970 Н.Однако на основе моделирования методом конечных элементов это значение было установлено на уровне F м max = 2947 Н. С учетом удовлетворительного соответствия параметров, полученных при моделировании, фактическим параметрам, были получены следующие соотношения. развитый.
В таблице 5 приведены основные результаты расчетов диаметра d s и тиснения h , полученные для максимального смещения губок T max значений.
Таблица 5Сводка основных геометрических параметров гофрированной проволоки в зависимости от заданного смещения губок, определенного методом МКЭ
| T max (мм) | d s (мм) | P (мм) | h (мм) |
|---|---|---|---|
| 0,6 | (1.881 + 1.888) / 2 = 1.885 | (11.001 + 11.000) / 2 = 11,001 | (2,901 + 2,903) / 2 = 2,902 |
| 0,8 | (1,872 + 1,878) / 2 = 1,875 | (10,997 + 10,995) / 2 = 10,996 | (3,271 + 3,274) / 2 = 3,273 |
| 1,0 | (1,867 + 1,870) / 2 = 1,869 | (10,985 + 10,988) / 2 = 10,987 | (3,606 + 3,605) / 2 = 3,606 |
| 1,2 | (1,864 + 1,869) / 2 = 1,867 | (10,979 + 10,975) / 2 = 10,977 | (4,053 + 4.046) / 2 = 4,050 |
| T макс. (мм) | d s (мм) | P (мм) | мм h |
|---|---|---|---|
| 0,6 | (1,881 + 1,888) / 2 = 1,885 | (11,001 + 11,000) / 2 = 11,001 | (2,901 + 2,903) / 2 = 2,902 |
| 0,8 | (1,872 + 1,878) / 2 = 1,875 | (10,997 + 10,995) / 2 = 10,996 | (3.271 + 3,274) / 2 = 3,273 |
| 1,0 | (1,867 + 1,870) / 2 = 1,869 | (10,985 + 10,988) / 2 = 10,987 | (3,606 + 3,605) / 2 = 3,606 |
| 1,2 | (1,864 + 1,869) / 2 = 1,867 | (10,979 + 10,975) / 2 = 10,977 | (4,053 + 4,046) / 2 = 4,050 |
В проведенном анализе можно констатировать, что размеры d s и h зависят от установленного значения максимального смещения кулачков T max .Технологический параметр T max связан со значением максимального усилия F T max , которое необходимо использовать для выполнения одиночного изгиба проволоки (вызвать остаточную деформацию проволоки). Сила F T max была определена на основе реакции узла N1 (рис.5) при заданном максимальном смещении T max (измерено от начала зоны контакта групп EG1 и EG2) . Величина максимального смещения кулачков T max также влияет на значение силы F m max , обрывающей обжатую проволоку.Установленные значения T max на третьем этапе моделирования были определены на основе полученного распределения напряжений, F m max значений силы. Обе зависимости вместе с аппроксимационными формулами нанесены на график (рис. 8).
Рис. 8
Зависимость максимального усилия зажима губок F T max и максимального разрывного усилия гофрированной проволоки F м max в зависимости от максимального смещения челюсть T max ( R 2 m max , R 2 T max — оценка точности определения точки аппроксимации приведенных графиков)
Рис.8
Зависимость максимального усилия зажима губок F T max и максимального разрывного усилия гофрированной проволоки F м max как функция максимального смещения губок T max ( R 2 m max , R 2 T max — коэффициенты аппроксимации, полученные за счет оценки точек точности оценки графики выше)
В связи с удовлетворительной совместимостью размеров и формы разработанной модели и изготовленного элемента начат анализ распределения напряжений, возникающих в технологическом процессе опрессовки проволоки.На рисунке 9 показано распределение эквивалентного растягивающего напряжения σ o , которое возникло при формовании проволоки с использованием максимальной силы F T max в диапазоне смещения T max = 1 мм. Видимые полосы эквивалентного растягивающего напряжения, превышающего предел текучести σ p l = 760 МПа, определяют места наиболее значительного усилия материала. Представленное изображение подтверждает, что, несмотря на наличие зоны смятия, предел прочности при растяжении σ м = 989 МПа, и, таким образом, потеря сплошности материала не была превышена.
Рис.9
Распределение эквивалентного растягивающего напряжения, возникающего в процессе опрессовки проволоки с усилием F T max диапазон перемещений T max = 1 мм
Рис. 9
Распределение эквивалентного растягивающего напряжения, возникающего в процессе опрессовки проволоки с усилием F T max диапазон перемещений T max = 1 мм
С другой стороны, рис.10 представлено распределение внутренних напряжений, возникающих после процесса опрессовки. Видимое упругое восстановление из-за явления упрочнения материала обеспечивает поддержание предельной нагрузки на уровне, аналогичном нагрузке, разрушающей гладкую проволоку (в рассматриваемом случае это значение силы F, = 3105 Н).
Рис. 10
Распределение внутреннего эквивалентного растягивающего напряжения, зафиксированного в процессе опрессовки проволоки в диапазоне перемещений T max = 1 мм
Рис.10
Распределение внутреннего эквивалентного растягивающего напряжения, зафиксированного в процессе опрессовки проволоки в диапазоне перемещений T max = 1 мм
Распределение напряжений в предельном состоянии при растяжении показано на рис. 11. Видимые зоны распространения напряжений со значениями, превышающими значение σ м , указывают на механизм расслоения материала.
Рис. 11
Распределение эквивалентного растягивающего напряжения в предельном состоянии деформации гофрированной проволоки при растяжении
Рис. 11
Распределение эквивалентного растягивающего напряжения в предельном состоянии деформации гофрированной проволоки при растяжении
Это явление было замечено и при статическом испытании на растяжение фрагмента фасадной сетки (рис.12). В результате значительной разницы в напряжении в определенных областях пластификации возникает явление течения материала и потеря целостности структуры. Этот факт подтверждает целесообразность использования модели материала с кинематическим упрочнением.
Рис. 12
Эффект разрушения фрагмента сетчатого фасада, подвергнутого испытанию на растяжение
Рис. 12
Эффект разрушения фрагмента сетчатого фасада, подвергнутого испытанию на растяжение
Разработанная МКЭ модель опрессовки проводов удовлетворяет поставленным целям и может быть использована при выборе технологических параметров опрессовки фасадных проводов.Использование моделей упругопластического материала с упрочнением материала позволило удовлетворительно представить форму деформации проволоки в процессе опрессовки. С помощью представленной модели можно также проанализировать геометрию и прочность инструмента (челюсти). На основании распределения эквивалентных растягивающих напряжений, возникающих в процессе опрессовки проволоки, было установлено, что используемый шаг P был правильно выбран с точки зрения прочности конструкции. Следовательно, не существует непрерывности состояния постоянной пластификации вместе с проволочной структурой, особенно с точки зрения внутренних напряжений.Использование меньшего шага могло привести к концентрации остаточных напряжений и, как следствие, к нарушению сплошности конструкции на этапе опрессовки. Следует отметить, что анализ прочности для выбора шага не проводился, а принятое значение основано только на эстетических значениях пересечения горизонтальных проволок с вертикальными проволоками фасадной сетки. Разница между значениями измеренных геометрических параметров проволоки и значениями, полученными в результате моделирования (таблицы 3 и 4), может быть недостатком отображения гладкой структуры проволоки в модели FEM.
Было показано, что с увеличением формообразующих усилий проволоки ее предел прочности на растяжение незначительно снижается. В данном случае это явление описывалось параболической функцией. В экспериментально проверенном случае было обнаружено, что предел прочности проволоки после опрессовки снизился примерно на 5%. Значения эквивалентного растягивающего напряжения, сохраняемого в материале из-за надрезов, составляют максимум 80% от предела текучести.Как упоминалось во Введении, фасадная сетка предварительно натягивается системой параллельно расположенных пружин. В анализируемом объекте сила натяжения сетки для одиночной вертикальной гофрированной проволоки с учетом веса составляет 260 Н. Эта величина составляет небольшой процент прочности гофрированной проволоки. Тем не менее, в сочетании с другими нагрузками, связанными, например, с аэродинамикой ветра, при проектировании несущей конструкции фасада следует учитывать удержание льда.
Представленная модель также может быть использована для моделирования внешних нагрузок, действующих на сетку в разных направлениях.Анализ усталости, включая аэродинамические эффекты, будет предметом дальнейших исследований.
Аналогичным образом, дальнейшие исследования будут сосредоточены на долговечности инструмента, формирующего контур обжатой проволоки, с учетом результатов исследований, представленных в работе. [21]. Сегменты сетки также будут испытаны на нагрузку в условиях трехосной нагрузки.
Для уменьшения ошибок дискретизации геометрической структуры с конечными элементами инструмента (EG1) и проволоки (EG2) и для обеспечения удовлетворительной валидации разработанной модели МКЭ были проведены тестовые расчеты для трех вариантов плотности сетки ( минимальный, средний и максимальный).Геометрическая структура образца гладкой проволоки длиной 50 мм и геометрическая структура губок были разделены на восьмиузловые конечные элементы при определении максимального расстояния между узлами в одном конечном элементе. Метрические данные для протестированных вариантов плотности сетки приведены в Таблице 6.
Таблица 6Сводка метрических данных моделей с разной плотностью сетки
| Модель с минимальной плотностью сетки конечных элементов модели | Модель со средней плотностью сетки конечных элементов модели | Модель с максимальной плотностью сетки конечных элементов модели | |
|---|---|---|---|
| Максимальное расстояние между узлами в конечном элементе группы EG1 (мм) | 0.65 | 0,36 | 0,27 |
| Максимальное расстояние между узлами в конечном элементе группы EG2 (мм) | 0,71 | 0,34 | 0,27 |
| Количество конечных элементов в группе EG1 | 810 | 3280 | 6090 |
| Количество конечных элементов в группе EG2 | 1600 | 9600 | 20000 |
| Количество контактных уравнений модели | 1530 | 3510 | 5445 |
| Номер общих (оставшихся) уравнений модели | 10072 | 47110 | 92221 |
| Модель с минимальной плотностью конечно-элементной сетки модели | Модель со средней плотностью сетка конечных элементов модели | Модель с максимальной плотностью сетки конечных элементов модели | |
|---|---|---|---|
| Максимальное расстояние между узлами в конечном элементе группы EG1 (мм) | 0.65 | 0,36 | 0,27 |
| Максимальное расстояние между узлами в конечном элементе группы EG2 (мм) | 0,71 | 0,34 | 0,27 |
| Количество конечных элементов в группе EG1 | 810 | 3280 | 6090 |
| Количество конечных элементов в группе EG2 | 1600 | 9600 | 20000 |
| Количество контактных уравнений модели | 1530 | 3510 | 5445 |
| Номер общих (оставшихся) уравнений модели | 10072 | 47110 | 92221 |
Расчеты приведенных напряжений для испытанных моделей в условиях заданного максимального смещения T max = 1 мм представлены на рис.13. На основании результатов можно сделать вывод, что в случае моделей с минимальной и средней плотностью ячеек предел прочности будет превышен в процессе опрессовки проволоки в зоне А (рис. 13). Это могло доказать, что внешняя структура проволоки расслаивается во время формовки. Это явление не было замечено во время производства. Таким образом, было установлено, что модель с максимальной плотностью сетки конечных элементов следует использовать для моделирования процесса опрессовки проволоки и испытаний на прочность.
Рис. 13
Распределение эквивалентного растягивающего напряжения, возникающего в процессе опрессовки проволоки в диапазоне смещений T max = 1 мм для различной плотности сетки конечных элементов модели
Рис. 13
Распределение эквивалентного растяжения напряжение, возникающее в процессе опрессовки проволоки в диапазоне смещения T max = 1 мм для различной плотности сетки конечных элементов модели
Гофрированный картон | Энциклопедия.com
Фон
Большинство товаров в вашем любимом супермаркете, дисконтном магазине или торговом центре были безопасно доставлены в коробках из гофрированного картона, и многие из них выставлены в тех же коробках, которые были изготовлены, чтобы их можно было открывать и использовать для этого цель. Другие предметы могут быть доставлены в собственных гофрированных или негофрированных картонных коробках. Поскольку гофрированный картон является универсальным упаковочным материалом, миллионы тонн ежегодно используются для защиты и демонстрации продуктов.В течение 1992 года в США было произведено более 25 миллионов тонн гофрокартона. Еще 6 миллионов тонн гофрированного картона или картона были также произведены для использования в складных картонных коробках.
Гофрированный картон — это жесткий, прочный и легкий материал, состоящий из трех слоев коричневой крафт-бумаги. В 1884 году шведский химик Карл Ф. Даль разработал процесс превращения древесной стружки в прочную бумагу, стойкую к разрыву, раскалыванию и разрыву. Он назвал это крафт-процессом, потому что он дает прочную бумагу, стойкую к разрыву, раскалыванию и разрыву.
С бумажной фабрики рулоны крафт-бумаги транспортируются на фабрику по гофрированию или переработке. На заводе слои крафт-бумаги гофрируются и склеиваются в гофрированный картон, который затем разрезается, печатается, складывается и склеивается для изготовления коробок. В начале этого процесса рулоны крафт-бумаги с бумажной фабрики загружаются в огромную машину, называемую гофроагрегатом. Типичный гофроагрегат имеет длину, равную футбольному полю — 300 футов (91,44 метра). Некоторые рулоны крафт-бумаги используются в качестве материала для гофрирования, а другие — в качестве подкладки, слои крафт-бумаги приклеиваются с каждой стороны материала.После того, как гофроагрегат нагрел, склеил и отжал крафт-бумагу с образованием гофрированного картона, непрерывный лист картона разрезается на заготовки широких коробок, которые затем отправляются на другие машины для печати, резки и склеивания. Наконец, партии готовых коробок собираются вместе для отправки на кухонный комбайн, производителя игрушек, дистрибьютора автомобильных запчастей или в любой из тысяч предприятий, которые зависят от упаковки из гофрированного картона.
Сырье
Быстрорастущие сосны являются основным сырьем для производства гофрированного картона.Крупнейшие упаковочные компании владеют тысячами акров земли, где деревья вызревают, собирают и заменяют саженцами. После того, как деревья собраны, их лишают конечностей; только стволы будут отправлены грузовиком на целлюлозный завод. Крупнейшим упаковочным компаниям также принадлежат фабрики по переработке деревьев в крафт-бумагу. На заводе собранные стволы деревьев подвергаются крафт-процессу, также известному как сульфатный процесс, поскольку химические вещества используются для разложения древесной щепы на волокнистую массу.После варки целлюлозы и другой обработки волокна отправляются непосредственно на бумагоделательную машину, где они формуются, прессуются, сушатся и скатываются в широкие тяжелые рулоны крафт-бумаги, которые отправляются на заводы по производству гофрированного картона для изготовления картона.
На заводе по производству гофрированного картона для изготовления готовой коробки требуется совсем немного другого сырья. Клей из кукурузного крахмала используется для приклеивания гофрированного материала к подкладочным листам. Поскольку используется так много клея, железнодорожные цистерны или большие автоцистерны доставляют его в виде сухого порошка, который будет храниться в огромных силосах на заводе по производству гофрированного картона до тех пор, пока он не понадобится.Вытянутый из бункера сухой кукурузный крахмал смешивают с водой и другими химикатами и перекачивают в гофроагрегат для распределения по гофрированной среде по мере добавления слоев лайнера. Другое сырье используется для отделки гофрированного картона после производства. Воски, изготовленные из парафина или растительных масел, могут применяться для изготовления водо- или жиростойких контейнеров для пищевых продуктов. Яркие чернила также используются для создания смелых графических изображений самонесущих дисплеев с указанием названия продукта, информации, названия компании и логотипа.Команды продавцов и дизайнеров работают вместе над созданием производственных и печатных шаблонов, называемых штампами, которые используются для вырезания и печати определенного дизайна коробки. Штампы создаются в модельном цехе и передаются на ротационное высекальное оборудование и принтеры, обрабатывающие заготовки коробок.
Дизайн
Крафт-бумага производится с 1906 года. С тех пор операции по переработке целлюлозы, производству бумаги и гофрированию достигли высокого уровня эффективности и производительности.Сегодня в индустрии гофрокартона дизайнеры создают инновационные контейнеры, требующие четырехцветной печати и сложной высечки. Эти инновационные контейнеры разрабатываются с помощью сложного программного обеспечения, такого как программы автоматизированного проектирования (САПР), что позволяет дизайнеру упаковки продумать различные конструкции упаковки до начала производства. Дизайнер, использующий программу САПР, может вызывать и изменять различные проекты, хранящиеся в библиотеке компьютерного дизайна. Таким образом, существующие пакеты могут создавать новые дизайны.Многие розничные магазины используют такие легкие, прочные и красочные контейнеры непосредственно в качестве дисплеев в местах продажи.
Производство
Процесс
Варка сосновой щепы
- 1 Производство коробки из гофрированного картона начинается с варки древесной щепы крафт-процессом (сульфатным). Сначала стволы деревьев очищаются от коры и раздираются на мелкие щепки. Затем эти чипсы помещаются в большой резервуар высокого давления, называемый варочным котлом периодического действия, где они варятся в растворе или щелоке, сделанном из гидроксида натрия (NaOH) и нескольких других ионных соединений, таких как сульфаты, сульфиды и сульфиты. .Эти сильнощелочные химические вещества растворяют лигнин , — клеевидное вещество, которое скрепляет отдельные древесные волокна в стволе дерева.
- 2 Когда через несколько часов давление сбрасывается, щепа взрывается, как попкорн, в пушистые массы волокон.
Изготовление крафт-бумаги
- 3 После дополнительных этапов очистки и рафинирования однородная суспензия древесной массы перекачивается в бумагоделательную машину, также известную как машина Фурдринье. Гигантские квадратные конструкции длиной до 600 футов (182,88 м), эти машины содержат проволочную сетку, в которой изначально формируется бумага. Далее бумага подается на массивные, нагреваемые паром ролики и широкие войлочные полотна, удаляющие воду. В конце готовая среда, или лайнер, прокатывается для отправки.
Транспортировка и хранение крафт-бумаги
- 4 Рулоны крафт-бумаги для гофрирования доступны во многих размерах, чтобы соответствовать производственному оборудованию на различных заводах по гофрированию.Наиболее распространенные размеры рулона — 67 дюймов (170,18 см) в ширину и 87 дюймов (220,98 см) в ширину. 87-дюймовый рулон более плотной бумаги может весить до 6 000 фунтов (2724 кг). В один железнодорожный вагон можно загрузить до 22 рулонов бумаги диаметром 87 дюймов для отправки на завод по производству гофрированного картона.
- 5 На заводе крафт-бумага разделяется на разные сорта, которые будут использоваться для носителя и лайнера. Эти разные сорта гофрированного картона можно изготавливать, комбинируя разные сорта крафт-бумаги.Квалифицированный специалист по упаковке работает с заказчиком, чтобы определить прочность, необходимую для планируемой тары из гофрированного картона. Затем, когда завод получает заказ на контейнеры, инженер по продукту определяет комбинацию материала и вкладыша для производства картона в соответствии с требованиями заказчика.
Гофрирование картона
- 6 Используя мощные вилочные погрузчики, опытные операторы оборудования выбирают, перемещают и загружают рулоны крафт-бумаги на одном конце гофроагрегата.
- 7 Один рулон материала загружается для прохождения через валки для гофрирования, а рулон гильзы подается в устройство для гофрирования для соединения с гофрированным материалом. Гильза от другого рулона движется вверх по валкам для гофрирования по плоской конструкции, называемой перемычкой. Этот лайнер будет приклеен к гофрированному материалу позже в процессе.
- 8 При большом производственном цикле дополнительные рулоны загружаются в автоматические сварочные аппараты. Чувствительные детекторы проверяют рулоны бумаги, поступающие в гофроагрегат.Когда рулон почти пуст, система управления устройством для гофрирования запускает сварочную машину, и бумага из нового рулона присоединяется к концу бумаги, проходящей через машину. Таким образом, производство гофрированного картона осуществляется непрерывно, и скорость производства не снижается.
- 9 Материал для гофрирования подается в гигантские ролики гофроагрегата с электрическим приводом, сначала через ролики предварительного нагрева, а затем в ролики для гофрирования. Пар под давлением от 175 до 180 фунтов на квадратный дюйм (psi) пропускается через оба набора роликов, и, когда бумага проходит через них, температура достигает от 350 до 365 градусов по Фаренгейту (от 177 до 185 градусов по Цельсию).
- 10 Гофрированные валки покрыты канавками I O — горизонтальными параллельными выступами, подобными зубьям очень широких шестерен. Когда горячая бумага проходит между валками для гофрирования, канавки захватывают и изгибают ее, образуя среднюю часть листа гофрированного картона. Каждая машина для гофрирования имеет сменные валки для гофрирования с различными размерами канавок. Установка другого Размер канавки в гофроагрегате изменяет ширину гофрированной среды.
- 11 Носитель перемещается рядом с набором роликов, который называется станцией для нанесения одностороннего клея.Здесь к среде приклеивается один слой лайнера. На гофрированные края среды осторожно наносится крахмальный клей и добавляется первый слой лайнера. Из одинарной облицовки среда и лайнер поступают на станцию клея для двойной основы, где по той же процедуре добавляется другой слой лайнера от мостовидного протеза. Проходя через гофроагрегат, картон проходит над нагретыми паром пластинами, отверждающими клей.
Формование заготовок в коробки
- 12 В конце гофроагрегата резак-надрезчик обрезает картон и разрезает его на большие листы, называемые заготовками коробок . Заготовки для коробок выскакивают из устройства для продольной резки, как широкие ломтики тостов, и попадают в автоматический штабелеукладчик, который загружает их на большую вращающуюся платформу. Отсюда они будут транспортироваться к другим машинам, которые превратят их в готовые контейнеры. Квалифицированные производственные рабочие используют компьютерный терминал и принтер, чтобы подготовить квитанцию на каждую стопку коробок, производимых гофроагрегатом. С помощью билета на работу рабочие могут направить стопку к нужным производственным машинам, которые называются flexos (это сокращенное название от флексографической машины).Флексографская машина — это широкая плоская машина, которая обрабатывает заготовки коробок.
- 13 Печатные штампы и шаблоны для высечки I 3 изготавливаются в мастерской по изготовлению моделей на больших гибких листах резины или олова. Штампы и шаблоны загружаются на большие ролики флексографской машины, а заготовки коробок автоматически проходят через нее. По мере того, как каждая заготовка проходит через ролики флексографской машины, она обрезается, печатается, разрезается, надрезается и, в машине для склеивания папок, складывается и склеивается, образуя коробку. После флексографии готовые коробки автоматически складываются и отправляются на ленточную машину для упаковки для отправки.Другое оборудование завода по производству гофрированного картона включает в себя автономные высекальные машины, высекальные машины с печатными станциями и машины, известные как устройства для нанесения покрытий, которые наносят восковое покрытие на контейнеры для фруктов, овощей и мяса. Заготовки для коробок, требующие только простой одноцветной печати и высечки, можно обрабатывать с помощью отдельного высекального пресса, печатной станции и установки для нанесения покрытий с завесой для производства водо- или жиростойких контейнеров.
Контроль качества
Контроль качества начинается с поставщиков крафт-бумаги, используемой для производства гофрированного картона.Крафт-бумага должна быть гладкой и прочной. После того, как бумага проходит через гофроагрегат и превращается в заготовки коробок, отдельные заготовки извлекаются из стопки и тестируются. Тест Кобба измеряет влажность лайнера и среды. Прочность клея, прочность на разрыв, сжатие и высокоточные измерения размеров определяют качество производственного процесса. Тест на деформацию определяет плоскостность заготовки коробки, гарантируя, что каждая заготовка будет плавно проходить через флексографские машины. По мере того как квалифицированные рабочие пропускают партии заготовок коробок через флексографские машины, отдельные коробки вытягиваются и проверяются.Обрезка, обрезка и надрезка должны быть правильными. Нет повреждений картон допускается. Кроме того, разные слои цветных чернил, используемых при цветной печати, должны быть идеально выровнены.
Будущее
Гофрированные контейнеры будущего будут производиться с использованием крафт-бумаги, произведенной из переработанной упаковки, а не деревьев. В будущем гофрированного картона важность вторичной переработки и других экологически безопасных процессов будет расти. Сегодня чернила на основе соевого масла и биоразлагаемых восков и других покрытий начинают использоваться в производстве тары.Ведущие упаковочные компании уже работают на бумажных фабриках, которые производят свежую чистую крафт-бумагу путем удаления краски и измельчения использованных контейнеров.
Где узнать больше
Книги
Бессен, А. Ховард. Дизайн и производство гофроупаковки и дисплеев. Jelmar Publishing Company, Inc., 1991.
Отрасль тары из гофрированного картона и картона: анализ текущих рынков и перспективы будущего роста. Business Trend Analysts, Inc., 1991.
Мальтенфорт, Джордж Г. Гофрированные транспортные контейнеры: инженерный подход. Jelmar Publishing Company, Inc., 1988.
Rohde, Elliot S. Прибыльное производство гофротары. Jelmar Publishing Company, Inc., 1993.
Клайн, Джеймс Э. Бумага и картон: основы производства и переработки, 1991.
Периодические издания
Кэри, Кевин. «Наука Diecutter Makeready». Контейнеры картонные. март 1993 г.
«Инженеры заявляют о картонной чашке», Design News. 6 октября 1986 г., стр. 51.
«Статистика промышленности», Картонная упаковка. март 1993 г., стр. 16.
Журнал Таппи [Техническая ассоциация целлюлозно-бумажной промышленности].
— Robert C. Miller
Истинная гофра наномешевого слоя h-BN
Двумерные материалы, такие как графен [1], фосфорен [2], гексагональный нитрид бора (h-BN) [3] и дихалькогениды переходных металлов (TMD) [4], обладают множеством интересных электронных свойств, таких как релятивистская полоса дисперсия с фермионами Дирака, топологически нетривиальная зонная структура, спиновый квантовый эффект Холла или нетрадиционная сверхпроводимость [5].В технологиях гетероструктуры из двумерных ван-дер-ваальсовых материалов представляют собой многообещающие пути к новым архитектурам устройств, с одной стороны, благодаря их четко определенным атомным слоям и четкому интерфейсу, а с другой стороны, благодаря возможности настройки и использования упомянутого квантового эффекты [6–9]. Благодаря своим невзаимодействующим, изолирующим и структурным свойствам h-BN служит идеальным интерфейсом для графена [10], топологических изоляторов [11], а также дихалькогенидов [12–15]. Более того, когда монослой h-BN выращивают на поверхности некоторых переходных металлов, он может образовывать гофрированную сверхструктуру с постоянной решетки в плоскости порядка нанометров [16–19].Гофрированная надстройка возникает из-за конкуренции между согласованием решетки с подложкой и прочной связью внутри слоя sp 2 . Наиболее яркими примерами являются h-BN / Rh (111) [20–23] и h-BN / Ru (0001) [24–26]. Хотя слой образует непрерывный лист, гофрированную структуру обычно называют нанометров из-за ее пористого вида в СТМ (рис. 1 (а)). Разные электронные свойства в областях пор и проволоки модулируют локальную работу выхода, что позволяет гофрированному слою служить наношаблоном для самосборки атомов, молекул и кластеров [27–33].Несмотря на недавние научные и технологические достижения, атомные и электронные детали геометрии границы раздела, такие как расстояние между слоями и структурная или электронная природа наблюдаемой гофры, не совсем понятны. Например, в h-BN / Cu (111) более раннее исследование объясняет муаровый узор, наблюдаемый в сканирующей туннельной микроскопии, как чисто электронный эффект, то есть модуляцию локальной работы выхода [34], тогда как две независимые рентгеновские стоячие волны исследования сообщают о гофрировании атомов [35, 36] (см. также обсуждение в [16]).
Увеличить Уменьшить Сбросить размер изображения
Рис. 1. (a) СТМ-изображение топографии наномеша h-BN на Rh (111),,. Темные области — это углубления («поры») в сплошном слое h-BN, яркие области — приподнятые «проволочки». Выделена элементарная ячейка сверхструктуры, параметр решетки 3,2 нм. Белыми и черными точками отмечены точки высокой симметрии в поре и на проволоках. (b) XPS-спектр на уровне ядра N 1 с, измеренный при нормальном излучении.График показывает экспериментальные данные (красные точки) и кривую с двухкомпонентным гауссовым профилем (линии и заштрихованные области). (c) Схематический вертикальный разрез слоя по главной диагонали сверхъячейки (пунктирная линия на (a)). Атомы N, B и Rh представлены синими, персиковыми и серыми сферами соответственно. Обратите внимание на различную регистрацию в поровой и проволочной областях (рисунок не в масштабе) надстройки 13 на 12.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияВ этой статье мы изучаем высоту адсорбции и гофрирование наночастиц h-BN на Rh (111) с помощью фотоэлектронной дифракции (XPD / PhD).Фотоэлектронная дифракция по своей природе чувствительна к расстоянию между атомными ядрами и менее чувствительна к валентной структуре. Комбинация современного XPD на основе синхротрона с высокопроизводительными вычислениями многократного рассеяния позволяет использовать режим обратного рассеяния, который чувствителен к геометрии подповерхности. Наши результаты показывают, что этот метод может прояснить структурные детали различных типов двумерных материалов, адсорбированных на металлических подложках или встроенных в слоистые структуры или гетеростаки, где другие методы остаются нечувствительными или неточными.
Для h-BN на Rh (111) сверхструктура состоит из 13 × 13 элементарных ячеек h-BN поверх 12 × 12 элементарных ячеек Rh (111) с параметром сверхрешетки в плоскости 3,2 нм [20, 37, 38], см. рис. 1. Внутри элементарной ячейки образуется углубление, в котором взаимодействие между h-BN и Rh является сильным ( пор, ). Он окружен сетью подвешенных областей ( проводов, ), где взаимодействие слабое [27, 38]. Несмотря на обширный список публикаций по h-BN / Rh (111), описанных в литературе (см. Таблицу 1), вертикальное положение атомов B и N, а также латеральный размер пор все еще остаются предметом разногласий.Различные уровни теории функционала плотности (DFT) не дают удовлетворительных прогнозов, поскольку результат сильно зависит от выбора функционала обменно-корреляции.
Таблица 1. Сводка результатов для высоты адсорбции и амплитуды гофрирования h-BN / Rh (111) получены разными теоретическими и экспериментальными методами. Высота адсорбции означает кратчайшее расстояние по вертикали между атомом азота и Rh.
| Адсорбция | Гофра | ||
|---|---|---|---|
| Метод | Высота (Å) | (Å) | ссылка |
| DFT WC-GGA | 2.17 | 0,55 | [38] |
| ДПФ LDA | 2,65 | [32] | |
| DFT optB86b vdW-DF | 2,38 | [32] | |
| DFT GGA-PBE | 2,20 | [32] | |
| ТСП PBE-rVV10 | 2,2 | 2,28 | [33] |
| DFT revPBE-D3 | 2,2 | 1,06 | [33] |
| ДПФ vdW-DF | 3.3 | 0,90 | [33] |
| СТМ | 0,5 | [20] | |
| STM C 60 украшение | 2,0 | [20] | |
| СТМ | 0,7 | [25] | |
| СТМ | 0,5 | [32] | |
| СТМ | 0,9 | [33] | |
| NC-AFM | 0.9 | [40] | |
| XPD | 2,20 | 0,80 | это |
С экспериментальной точки зрения, немногие методы позволяют производить абсолютные измерения координат атомов поверхностных слоев. Широко используемые методы сканирующего зонда (СТМ, АСМ) измеряют гофру поверхности, отслеживая контур определенного отклика с помощью механически регулируемого наконечника. Однако, поскольку острие в основном чувствительно к электронной локальной плотности состояний (LDOS) и поскольку электронная структура наночастиц в порах и проволоках различна, можно ожидать расхождения в измеренных высотах [39].В случае СТМ наблюдаемая амплитуда гофрировки обычно составляет порядка 1,0 Å, но это значение сильно зависит от приложенного туннельного потенциала [29], и даже может наблюдаться инверсия контраста [27, 29, 40]. Более того, для гофрированных монослоев sp 2 артефакты в измеренной атомной топографии могут быть вызваны направленностью π -орбиталей. Эти искажения меняются по единичной сетке из-за кривизны монослоя [41]. Наконец, высота адсорбции принципиально недоступна при использовании сканирующих зондов.
В случае трехмерных кристаллов наивысшее структурное разрешение обычно достигается методами дифракции рентгеновских лучей. К системам h-BN были применены два варианта: поверхностная дифракция рентгеновских лучей (SXRD) и рентгеновская спектроскопия стоячей волны (XSW). В то время как боковая сверхструктура h-BN / Rh (111) четко видна на рентгеновском дифрактометре, вертикальная гофра не была разрешена из-за преобладающего сигнала от атомов подложки с высоким содержанием Z [37]. XSW-измерения показали точное положение слоев h-BN и графеновых систем [35, 36, 42, 43].Однако метод, требующий высококачественных подложек, а также настраиваемого мягкого рентгеновского излучения (2–5 кэВ) с высоким энергетическим разрешением и высоким потоком фотонов, является сложным с инструментальной точки зрения.
Для преодоления представленных трудностей мы исследуем систему с помощью рентгеновской фотоэлектронной дифракции (XPD / PhD / PED) [44, 45]. Фотоэлектрон испускается из определенной химической среды и рассеивается на электростатическом потенциале ядер соседних атомов. Интерференция рассеянной и прямой волн приводит к характерным дифракционным картинам в зависимости от импульса электрона.Экспериментально импульс электрона сканируется путем изменения угла испускания (путем вращения образца или детектора в двух измерениях) и / или кинетической энергии (путем настройки энергии фотона). В этой статье мы называем измерения с угловым сканированием XPD, а измерения со сканированием по энергии — PhD, как это обычно принято в литературе [45]. Мы используем аббревиатуру PED для обозначения дифракции фотоэлектронов в целом, без привязки к конкретному размеру сканирования. PED чувствителен к положению ядер атомов в нескольких верхних слоях поверхности.Он не требует такой же длительной периодичности, как дифракция рентгеновских лучей или дифракция электронов низких энергий (ДМЭ). Кроме того, он селективен к исследуемой локальной среде по энергии связи исходного состояния. В случае соразмерного монослоя 1 h-BN 1 × на Ni (111), NI-XSW [43] и PhD [46] дают почти идеальное согласие. Для настройки условий рассеяния необходимо использование синхротронного света.
Все эксперименты, представленные в этой работе, проводились на линии пучка лаборатории фотоэмиссии и атомного разрешения (PEARL) швейцарского источника света (SLS) [46].Канал PEARL доставляет настраиваемые фотоны мягкого рентгеновского излучения в диапазоне энергий от 70 до 2000 эВ с разрешающей способностью до E / Δ E = 7000. Образцы устанавливаются на высокоточный манипулятор с тремя поступательными и тремя перемещениями. оси вращения. Фотоэлектроны обнаруживаются анализатором с широким углом приема Scienta EW4000 с двумерным многоканальным пластинчатым детектором, где одна ось соответствует кинетической энергии электрона, а другая ось — углу эмиссии.Пакет входных линз анализатора расположен под фиксированным углом 60 ° относительно входящего синхротронного света. Рентгеновский луч, вектор поляризации фотонов и ось линзы анализатора ориентированы горизонтально, а входная щель электронного анализатора — вертикально. Дополнительные инструментальные детали можно найти в ссылке [46].
Монослой h-BN получают методом химического осаждения из паровой фазы (CVD), подвергая горячую поверхность монокристалла Rh (111) (1050 K) воздействию 4.5 × 10 −7 мбар боразина (HBNH) 3 в течение 4 минут [20]. Качество и регулярность выборки проверяется STM и LEED и хорошо сравнивается с предыдущими экспериментами (более подробная информация во вспомогательной информации (stacks.iop.org/TDM/7/035006/mmedia)). Оба метода показывают хорошо известную гофрированную морфологию 12 × 12. В спектре XPS наблюдаются две химически смещенные компоненты N 1 s, рис. 1. Сдвиг на 0,7 эВ и соотношение интенсивностей 2: 1 соответствует более ранним исследованиям, которые приписывают более высокий пик энергии связи более прочно связанным атомам азота. в области пор [17, 38, 47].Появление двух разделяемых пиков в спектре XPS позволяет нам отслеживать дифракционные картины двух пиков, то есть области пор и проволоки по отдельности, подгоняя каждый измеренный спектр двумя гауссовыми профилями. Мы получаем 2 π стерадианское сканирование XPD-угла спектра N 1 с при энергии фотонов 565 эВ, а также сканирование энергии фотонов PhD между 434 и 834 эВ с окном интегрирования 2,5 ° вокруг нормального излучения (подробнее подробности во вспомогательной информации).В результате получается низкая кинетическая энергия возбужденных электронов, обратное рассеяние от Rh-подложки усиливается, и интерференционная картина рассеянной фотоэлектронной волны с прямой волной становится чувствительной к геометрии адсорбции. Результирующие измерения показаны на рисунке 2 отдельно для компонентов пор и проволоки. Сразу видно, что рентгенограмма пика поры (панель а) показывает больше деталей вблизи нормального направления излучения. Из-за меньшего расстояния и приблизительной геометрии вершины атомов N на Rh в области пор интерференция сильнее.Напротив, в структуре пика проволоки (панель e) преобладает рассеяние внутри h-BN, что приводит к появлению широких особенностей при больших углах излучения.
Увеличить Уменьшить Сбросить размер изображения
Рис. 2. Экспериментальные и смоделированные фотоэлектронные дифракционные картины порового компонента (a-d) и проволочного компонента (e-h) спектра N 1 s. (а, д) Экспериментальные рентгенограммы (зависимость интенсивности от угла излучения в стереографической проекции).(b, f) Моделируемые картины XPD для наилучшего соответствия моделям атомной структуры. (c, g) Экспериментальные и смоделированные кривые модуляции PhD при нормальном излучении. (d, h) R-фактор как функция расстояния как для XPD (синий, левая ось), так и для доктора философии (красный, правая ось). (i) Вид сбоку на интерфейс h-BN / Rh. Маркируются высота адсорбции и параметр потери устойчивости. (j) Вид сверху трех высокосимметричных адсорбционных конфигураций. В наших расчетах излучает только центральный атом N.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияДля количественного анализа мы сравниваем схемы модуляции XPD / PhD с расчетами кластеров множественного рассеяния на основе кода EDAC [48].Поскольку фотоэлектронная дифракция исследует очень локальную среду, мы аппроксимируем поры и области проводов по отдельности с помощью модели плоского слоя h-BN поверх трех слоев Rh и одного эмиттера в узле с высокой симметрией. Каждый кластер имеет ширину 18 Å и в общей сложности содержит примерно 160 атомов (см. Вспомогательную информацию для иллюстрации кластера и описания дополнительных параметров, используемых при моделировании). Мы ожидаем, что дифракционный сигнал будет самым сильным из трех локальных высокосимметричных положений, показанных на рисунке 2 (j) [49], и относим их к пикам пор и проволоки следующим образом.В центре поры (белая точка на СТМ-изображении на рис. 1 (а), N занимает верхнюю позицию , то есть атом Rh находится в первом слое подложки непосредственно под эмиттером N, а B занимает тройной полый участок fcc , то есть (N, B) = ( top , fcc ). В области провода локальный регистр в положениях черных точек на рисунке 1 (a) отличается На одном он равен (N, B) = ( hcp , top ), а на другом ( fcc , hcp ).Таким образом, форма поры определяется непосредственно расчетом геометрии ( вершина , fcc ), в то время как модуляция пика проволоки является суммой ( hcp , вершина ) и ( fcc , hcp ) узоры. Кроме того, наш образец содержит двойной домен h-BN, повернутый на 180 ° . Концентрация миноритарного домена может быть определена с помощью того же анализа спектров XPD и составляет 30%.
Структура наилучшего соответствия определяется изменением параметров для нахождения минимума коэффициента надежности (R-фактора) [46].Алгоритм поиска основан на эффективной оптимизации роя частиц (PSO) для поиска глобального оптимума в многомерном пространстве параметров [50]. В нашем случае пространство параметров охватывает основные структурные параметры (атомные расстояния) и (см. Рисунок 2 (i)), а также неструктурные параметры, такие как внутренний потенциал, положение преломляющей поверхности, температура Дебая и максимальная длина пути рассеяния (см. вспомогательную информацию). — это расстояние по вертикали от подрешетки N до верхней плоскости Rh, и — это расстояние по вертикали между подрешетками N и B (выпучивание) слоя h-BN.Эксперименты XPD и PhD моделируются и расслабляются независимо. Наилучшее моделирование показано на рисунке 2. Кривые R-фактора на панелях (d) и (h) получены после процесса релаксации, при котором только один выбранный структурный параметр отклоняется от оптимума. Ширина кривых на уровне XPD и на уровне PhD используется для оценки ошибки соответствующего параметра (см. Вспомогательную информацию). Полученные параметры перечислены в таблице 2 и будут подробно рассмотрены ниже.
Расчеты по модели наилучшего соответствия для пика поры показаны на рисунке 2 в верхнем ряду. Визуально экспериментальные и смоделированные шаблоны очень хорошо совпадают как для углового сканирования (панели a и b), так и для сканирования энергии (панель c). Оптимизированный R-фактор составляет 0,11 для XPD и 0,23 для PhD, что является очень удовлетворительным. Кроме того, как видно на панели (d), оптимумы обоих режимов сканирования лежат близко друг к другу, что означает, что оба они чувствительны к высоте адсорбции, хотя погрешность меньше для сканирования энергии.Комбинируя два результата, мы видим, что расстояние между решеткой N и Rh-подложкой в поровых областях составляет.
В средней строке рисунка 2 показаны аналогичные результаты для пика провода. Оптимизация конструкции приводит к превосходному R-фактору 0,10 для углового сканирования и к более высокому R-фактору 0,42 для сканирования по энергии. Несмотря на более высокий R-фактор, воспроизводятся основные особенности кривой модуляции PhD на панели (g), а параболическая кривая R-фактора на панели (h) намного резче, чем у сканирования XPD.Оптимальные значения по-прежнему близки, и комбинированный взвешенный результат для расстояния между решеткой N и Rh-подложкой в области проволоки составляет. На основании результатов, полученных для областей пор и проволоки, мы получаем гофру нанометрового слоя h-BN / Rh (111).
Наши результаты по области пор хорошо сравниваются с экспериментальными исследованиями других прочно связанных систем h-BN. На Ir (111) расстояние адсорбции было определено XSW [42] как 2,22 Å, на Ni (111) как 2,11 Å на PhD [46] и на Co (0001) как 2.11 Å по голографическому XPD [51]. Для слабо связанных областей h-BN на Ir (111) расстояние 3,72 Å было сообщено из XSW [42]. На Cu (111), где слой h-BN слабо связан во всей сверхъячейке и гофра намного меньше, два независимых исследования XSW показывают 3,37 Å [35] и 3,22 Å [36]. Поскольку слабосвязанные области принимают на себя большую часть напряжения из-за системно-зависимого несоответствия решеток, ожидается, что гофрирование может значительно различаться между различными подложками.
Для h-BN / Rh (111) предыдущие результаты вычислений DFT и измерений STM / AFM доступны для сравнения, см. Таблицу 1.Результаты DFT делятся примерно на два класса в зависимости от того, включены ли ван-дер-ваальсовы взаимодействия (vdW) или нет. Расчеты без поправки на vdW приближаются к измеренной здесь высоте адсорбции 2,20 Å, но значительно завышают гофрирование в 2 или более раз. WC-GGA и revPBE-D3 дают наиболее близкое соответствие. Функционал vdW-DF дает лучшее соответствие гофре, но переоценивает расстояние адсорбции в сильно связанных областях. Кроме того, vdW-DF не может предсказать латеральный размер пор, как это было видно в эксперименте по декорированию [33].Из измерений сканирующим зондом нельзя получить решающий результат из-за большого и равномерного разброса результатов. Наиболее близкий к нашим результатам результат дает бесконтактная атомно-силовая микроскопия (АСМ). Хотя он может быть менее чувствительным к различиям в валентных состояниях, сигнал AFM в конечном итоге определяется взаимодействием с электронной плотностью. Таким образом, a priori не ясно, может ли AFM обеспечить такую же точность на других системах.
Обсуждая истинную гофру , мы должны иметь в виду, что экспериментальные значения, полученные с помощью методов пространственного усреднения, представляют собой среднее по ансамблю положений атомов.В настоящем исследовании размер области усреднения ограничен двумя эффектами: во-первых, сильно и слабо связанные области дают два пика XPS, которые можно различить по их энергии связи. Во-вторых, как объясняется в SI, модуляция сигнала XPD наиболее сильна вокруг сайтов с высокой симметрией. Это результат небольшого расстояния между излучателем и рассеивателем, а также компенсирующего эффекта равномерно распределенных геометрий излучатель-рассеиватель с низкой симметрией. Это делает измерения XPD чувствительными к небольшой области диаметром от двух до трех ячеек решетки h-BN вокруг узлов с высокой симметрией ( верхний , fcc ) в центре поры ( hcp , верх ). ) и ( fcc , hcp ) в проводной сети.Исходя из этого, мы делаем вывод, что наши результаты, в пределах погрешности, близки к фактическому максимальному-минимальному гофре наномеша. С другой стороны, PED не видит переходные области между проволокой и поровой областью. Следовательно, мы не можем комментировать плавность или резкость переходных областей. Кроме того, смоделированный шаблон более чувствителен к участку ( hcp , верхний ) и не может различать два участка проводов.
В заключение обсудим коробление , т.е.е. вертикальное смещение подрешеток N и B, как показано на рисунке 2 (i). Фотоэлектронная дифракция успешно использовалась для количественной оценки потери устойчивости в других 2D-системах, например, в графене на SiC [52, 53] и черном фосфоре [54]. Наличие коробления может иметь важное влияние на устойчивость этих типов однослойных систем [52, 55]. На рис. 3 показан R-фактор как функция от, где положительные значения означают, что подрешетка B расположена ближе к подложке Rh.Отображаемые результаты относятся только к XPD, поскольку сканирование PhD при нормальном излучении не чувствительно к этому параметру из-за очень малого коэффициента рассеяния. Хотя можно наблюдать очень четкие минимумы на кривых на рис. 3, результаты содержат значительную неопределенность из-за низкой зависимости R-фактора от. Полученные результаты относятся к порам и проводам. Несмотря на большую погрешность, измерение показывает четкую разницу между областями пор и проволок. Выпучивание имеет значительную ненулевую амплитуду в сильно связанных областях пор, но отсутствует в слабосвязанных областях проволоки.В соответствии с результатами DFT подрешетка B расположена ближе к подложке, чем подрешетка N. Laskowski и др. сообщают о большем короблении на 0,14 Å в области пор [38]. Аналогичные значения были зарегистрированы для случая h-BN / Ni (111): 0,18 Å по данным LEED [56] и 0,07 Å по данным XPD [57].
Увеличить Уменьшить Сбросить размер изображения
Рис. 3. Потеря устойчивости N-B: XPD R-фактор как функция расстояния (см. Рис. 2 (i)) в области пор (красные точки) и проволоки (черные треугольники).
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияВ заключение, мы измерили расстояние между адсорбатом и подложкой и гофрировку наночастиц h-BN с помощью химически разрешенной, угловой и сканируемой по энергии фотоэлектронной дифракции, метода, который по своей природе чувствителен к положению ядер атомов. Комбинация измерений углового и энергетического сканирования представляет собой усовершенствованную экспериментальную схему, которая может выявить дополнительную информацию или предоставить более точные значения.Собственная чувствительность к узлам с высокой симметрией ограничивает размер среднего по ансамблю и дает результаты, близкие к истинным минимальным-максимальным положениям атомов. Наши результаты важны для понимания адсорбционного поведения слабосвязанных двумерных слоев на металлических адсорбатах. На сегодняшний день DFT все еще не позволяет прогнозировать как сильно, так и слабо связанные области слоя одновременно способом ab initio . Это подчеркивает необходимость точных экспериментальных данных для проверки теоретических моделей и — в качестве общей цели — улучшения теоретических методов.С экспериментальной стороной тоже следует проявлять осторожность. Несмотря на то, что было несколько отчетов об общих исследованиях с помощью сканирующего зонда, они не установили надежного, воспроизводимого значения гофрировки из-за внутренних ограничений исследования плотности электронных состояний, а не положения ядер атомов. Рентгеновские методы, включая РФД, требуют сложного моделирования для определения окончательных структурных параметров. Сложность и приближения в этих симуляциях предполагают, что результаты следует перепроверять различными методами.Учитывая перспективные применения 2D-материалов в новых электронных и спинтронных устройствах, которые регулируются слабой ван-дер-ваальсовой связью в одной области и более сильной ковалентной связью в другой части, представляется важным создание экспериментальных инструментов, обеспечивающих однозначные количественные данные. локальной атомной структуры и расстояний между слоями на их границе раздела в качестве исходных данных для разработки теоретических методов, обеспечивающих необходимую предсказательную силу, необходимую для материаловедения.
L.H.L благодарит CNPq-Brazil (201932 / 2015-6) и FAPESP-Brazil (2016 / 21402-8) за финансовую поддержку и гостеприимство Цюрихского университета и Института Пауля Шеррера.
Дополнительные материалы к этой статье доступны в Интернете.
Промышленное устройство для отжима трубок Металл Ювелирные изделия с гофрированным рисунком
Наша цель — обеспечить вам полное удовлетворение! Если по какой-либо причине вы не удовлетворены своей покупкой, вы можете вернуть ее в PMC Supplies в течение 30 дней с даты получения товаров, при соблюдении следующих условий.Претензии в отношении недостающих предметов или предметов, поврежденных при транспортировке, должны быть получены в течение двух рабочих дней с момента получения товара* Мы не принимаем возврат или обмен использованных предметов!
Возвраты и кредиты: Возврат средств за возвращенные товары будет производиться в той же платежной форме, что и в момент покупки. Как только мы получим и проверим продукт, чтобы убедиться, что он в новом состоянии, мы зачислим на ваш счет. Пожалуйста, подождите от 5 до 10 рабочих дней, прежде чем кредит будет зачислен на ваш счет.Если оплата была произведена чеком, возмещение будет зачислено в качестве товарного кредита на ваш счет клиента PMC Supplies. Мы оставляем за собой право отказать в возврате товара по истечении 30-дневного срока возврата или взимать дополнительную плату за пополнение запасов на основании даты первоначального счета. В большинстве случаев расходы на доставку и транспортировку не подлежат возмещению и вычитаются из суммы возмещения.
Обмены: Если товар был отправлен обратно для обмена, подождите 3-5 рабочих дней, чтобы обработать замену.Поврежденные или дефектные предметы могут быть отремонтированы, обменены или возвращены по нашему усмотрению на ту же модель или эквивалентную модель производителя. Если вы получили поврежденный или бракованный товар, свяжитесь с нами в течение 3 рабочих дней с даты получения вашего груза. Мы сделаем все возможное, чтобы оперативно заменить или вернуть поврежденный товар.
При возврате и обмене неповрежденного товара покупатель несет ответственность за все расходы по доставке и транспортировке, чтобы отправить ненужный товар обратно для возврата денег.Первоначальная стоимость доставки и погрузочно-разгрузочных работ также не возвращается. Мы рекомендуем отправлять через застрахованную наземную службу с номером отслеживания. Стоимость обратной доставки оплачивается покупателем. Мы не несем ответственности за утерянные или поврежденные посылки.
Условия: Если условия не выполняются, PMC Supplies оставляет за собой право отказать в возврате или взимать комиссию за пополнение запасов не менее 15%. Все возвращенные или обмененные товары должны быть в НОВОМ состоянии, в оригинальной коробке и должны включать все упаковочные материалы, пустые гарантийные талоны, руководства и все аксессуары.PMC Supplies не несет ответственности за личные данные или предметы, оставленные в возвращенных товарах, а также за любой косвенный или случайный ущерб, возникший в результате продажи или использования любых товаров, купленных у нас. Мы несем ответственность только за денежную стоимость товара.
Не подлежат возврату / обмену: любые использованные, измененные или неправильно использованные продукты; ни каких-либо специальных заказов или индивидуальных заказов.