Пайка металлов и других материалов
Пайка металлов была известна еще в глубокой древности. Ее применяли ювелиры для изготовления украшений и оружейники при производстве оружия.
Сущность процесса пайки заключается в создании жидкой прослойки из расплавленного припоя между паяемыми твердыми поверхностями. Жидкий припой смачивает поверхности и растекается в тонком зазоре между паяемыми деталями и после кристаллизации образует неразъемное соединение.
В технологии различают так называемую низкотемпературную пайку легкоплавкими припоями, главные образом на базе сплава олова и свинца, и высокотемпературную пайку легкоплавкими припоями, главным же 450° С.
В действительности процесс пайки гораздо сложнее, так как поверхности твердых деталей покрыты окисными пленками и жидкий металл припоя, тоже окисленный в процессе нагрева, не растекается по поверхностям паяемых деталей.
Только такие металлы, как золото и отчасти серебро, можно паять без применения флюсов для снятия окисных слоев.
Поверхностные слои при пайке удаляют с помощью флюсов — веществ, растворяющих окислы металлов или хотя бы нарушающих сплошность их слоя, чтобы растекающийся металл припоя мог проникнуть под них.
Применение флюсов типа нашатыря (NH4C1), буры (Na2B4О7) или смесей галогенидов активных металлов, образующих легкоплавкие системы, требует тщательного удаления флюсов после пайки, так как остатки флюсов могут вызвать усиленную коррозию.
Применяют также газообразные флюсы (BF3) — трехфтористый бор, использующийся при печной сварке в контейнерах. Восстановительные свойства водорода, как правило, использовать не удается, так как он сильно охрупчивает паяные соединения и вызывает пористость в паяном шве.
Разрабатывают также самофлюсующиеся припои, т. е. металлы, которые при повышенных температурах могут растворять окислы, отнимая этим самым кислород от окислов, образовавшихся на поверхности (добавки бора, алюминия и др. ).
).Удалению окисных пленок с поверхностей металлов содействует ультразвук, нарушающий их сплошность, что часто и используют на производстве (ультразвуковые паяльники).
Разрушению окисных пленок способствует вакуум; пайка в вакууме широко применяется в промышленности.
Взаимодействие металла с жидким припоем сопровождается растворением паяемого металла в припое и диффузией металла припоя в твердый паяемый металл; в результате этих обменных процессов состав припоя в паяном шве значительно изменяется, особенно при высокотемпературной пайке.
Можно создать такие композиции припоев, температура плавления которых за счет процессов диффузии существенно повышается в процессе пайки. Таким образом, температура распая может быть значительно выше температуры пайки, что очень важно для создания конструкций, работающих при высоких температурах.
При изготовлении паяных изделий особенно важно знать качество сборки под пайку, при которой должны быть гарантированы зазоры для заполнения их жидким припоем.
При широко применяемой так называемой капиллярной пайке используется способность жидкостей самопроизвольно подниматься в тонкие трубочки (капилляры) или плоские щели за счет сил поверхностного натяжения при наличии смачивания жидкостью твердой поверхности. На рис. 37 приведена схема взаимодействия жидкости с твердой поверхностью и с капилляром в зависимости от угла смачивания 0.
Рис. 37. Схема взаимодействия жидкого припоя с паяемой поверхностью.
При наиболее распространенной в производстве капиллярной пайке припой, расплавляясь, сам поднимается и заполняет зазоры между паяемыми изделиями. Если зазоры оставлены большие, то припой или не будет в них затекать, или будут получаться непропаи, т. е. частично спай будет отсутствовать. Наоборот, если зазоры будут очень малы, то скорость проникновения в них жидкого металла тоже будет очень мала и тоже могут получиться непропаи. Таким образом, существуют оптимальные размеры зазоров, обеспечивающие хорошее качество паяных соединений.
При высокотемпературной пайке в вакууме или в печах со специальной атмосферой (BF3) припой на паяемые поверхности наносят заранее или гальваническим путем, или напылением (металлизация).
При автоматизации процессов пайки особенно труден процесс сборки под пайку, от которого зависят качественные характеристики паяного изделия (прочность, электропроводность, устойчивость к коррозионным средам и т. д.).
Паяные соединения имеют очень малый уровень остаточных напряжений, так как все изделие подвергается одновременно нагреву и охлаждению. Однако довольно длительный термический цикл пайки (нагрев, выдержка, охлаждение) может разупрочнять металл изделия, особенно при высокотемпературной пайке (1000—1200° С).
Пайка в машиностроении и приборостроении применяется очень широко, начиная от пайки узлов реактивных двигателей и кончая микромодульными схемами современных полупроводниковых приборов.
Пайка металлов — Медницко-жестяницкие работы
Пайка металлов
Категория:
Медницко-жестяницкие работы
Пайка металлов
Пайка паяльником
Паяльник является основным инструментом, применяемым при пайке.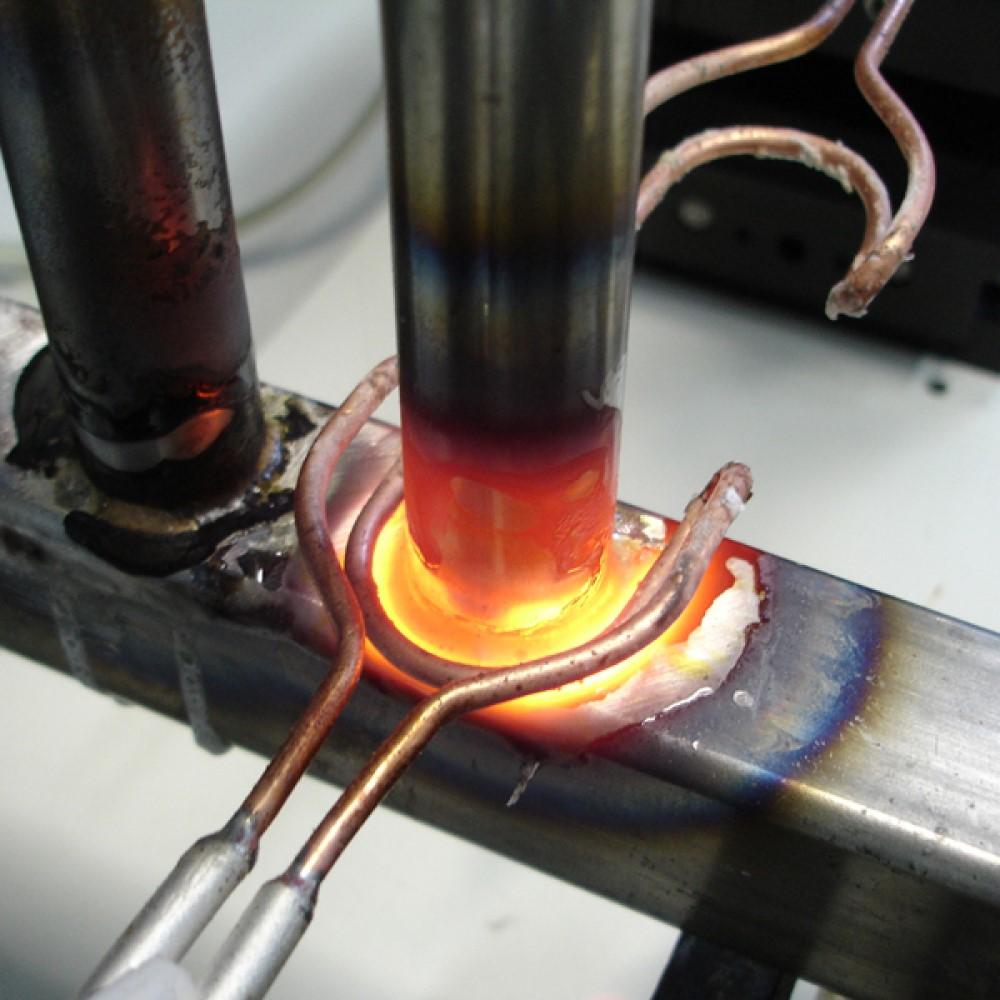 Назначение паяльника — расплавлять и наносить припой на спаиваемые поверхности, а также прогревать место спая.
Назначение паяльника — расплавлять и наносить припой на спаиваемые поверхности, а также прогревать место спая.
Паяльники периодического действия нагреваются пламенем паяльной лампы или на горне, а непрерывного действия — электрическим током или бензиновой горелкой.
Паяльники периодического действия изготовляются из красной меди марки Ml, которая быстро нагревается, хорошо сохраняет тепло и легко передает это тепло припою и спаиваемому материалу.
Паяльник состоит из медной головки, железного стержня и деревянной ручки. Головка имеет заостренную под углом 40—50° рабочую часть и плоскую тыльную.
Поверхность головки должна быть чистой и гладкой, без раковин и трещин. Для лучшего распределения припоя рабочая часть облуживается. Вес паяльника зависит от его назначения. Обычно при работе употребляют паяльники весом от 250 г до 1 кг.
Паяльники непрерывного действия в зависимости от источника нагрева подразделяются на бензиновые и электрические.
Бензиновый паяльник состоит из двух частей: небольшой паяльной лампы и обычного паяльника, который можно передвигать, устанавливая на различном расстоянии от горелки.
Электрический паяльник удобен там, где нельзя работать с открытым пламенем. Основными его недостатками являются наличие проводов для подвода электрического тока и малый запас тепла, которого хватает только для пайки деталей с небольшой массой. В качестве нагревательного элемента в паяльнике применяют
спираль из проволоки высокого сопротивления, обычно из нихрома, У паяльников, работающих от сети напряжением 120 и 220 в, толщина проволоки мала, поэтому спирали часто перегорают. Для увеличения срока службы паяльников напряжение питающего электрического тока снижают с помощью трансформаторов до нескольких вольт (6—12 в), что позволяет применять для спиралей более толстую проволоку.
При включении паяльника в сеть проверяют, на какое напряжение он рассчитан. Рабочее напряжение паяльника указывается на тыльной стороне. Рекомендации по выбору паяльников приведены в таблице 8.
Рабочее напряжение паяльника указывается на тыльной стороне. Рекомендации по выбору паяльников приведены в таблице 8.
Для удобства пайки и получения качественных паяных соединений применяют специальные приспособления: паяльные зажимы, поддержки.
Спаиваемые поверхности зачищают шаберами и напильниками.
Припои и флюсы. При пайке паяльником применяют оловянно-свинцовые припои.
Марка припоев расшифровывается следующим образом: буква П обозначает припой, ОС — оловянно-свинцовый, а цифра — процент олова в данном припое.
Припой ПОС-90 применяется для пайки внутренних швов пищевой посуды.
Припой ПОС-61, как наиболее легкоплавкий, употребляется когда соединяемые детали нельзя нагревать выше 200°.
Припой ПОС-50 обладает повышенной текучестью и используется при пайке радиаторов и других ответственных деталей.
Припои ПОС-40 и ПОС-30 применяются для пайки электро- и радиоаппаратуры и электромонтажных работ. Ими можно паять детали из оцинкованного железа и стали.
Припой ПОС-18 служит для лужения деталей перед пайкой и для пайки деталей, которые не требуют повышенной прочности соединения.
Для приготовления оловянно-свинцовых припоев определяют потребное количество олова и свинца по процентному содержанию их в припое Например, на 100 г припоя ПОС-40 берут 40 г олова, 58 г свинца и 2 г сурьмы. Свинец расплавляют в графитовом тигле и в него небольшими порциями добавляют олово, размешивая смесь железным прутком. Каждую следующую порцию олова подмешивают после полного расплавления предыдущей. Затем вводят в смесь сурьму. Расплавленный припой разливают в железные или чугунные сухие формы. Палочка припоя должна быть длиной 250—300 мм, шириной 10—15 мм и толщиной 3—5 мм.
Паяльные флюсы используют для очистки поверхности деталей и припоя от окислов и загрязнений и улучшения смачиваемости расплавленным припоем соединяемых поверхностей. Паяльные флюсы должны обладать более низкой температурой плавления, чем применяемые припои.
В качестве флюсов для пайки широко применяются хлористый цинк, нашатырь, канифоль.
Хлористый цинк употребляется в порошке и в растворенном виде (в соотношении: 1 часть хлористого цинка и 3 части воды).
После окончания пайки остатки флюса тщательно смывают теплой водой, чтобы избежать разъедания паяного шва. Для изделий, которые после пайки трудно промыть, не применяют хлористый цинк. При отсутствии готового хлористого цинка его легко приготовить, растворив металлический цинк в соляной кислоте. Для растворения цинка берут техническую соляную кислоту. Количество цинка зависит от крепости кислоты. Обычно на одну весовую часть металлического цинка нужно пять весовых частей крепкой (дымящей) кислоты, которую предварительно разбавляют равным по объему количеством воды.
Цинк растворяют в фарфоровой или стеклянной посуде, металлическую посуду кислота быстро разъедает. Цинк следует брать в виде стружки или мелких кусочков. После прекращения выделения пузырьков газа, флюс готов. Такой раствор называют травленой кислотой. Если его выпарить, то на дне останется белый порошок — хлористый цинк.
Нашатырь (хлористый аммоний) — распространенный флюс для пайки мягкими припоями, встречается в виде порошка и в кусках. Он легко растворяется в воде и хорошо растворяет жировые вещества — поэтому широко применяется при лужении. Нашатырем проводят химическую очистку паяльников. При нагревании нашатыря выделяются белые ядовитые пары.
Канифоль применяют для пайки чистых и обезжиренных деталей из меди и латуни, особенно для пайки медных электропроводов. Расплавленная канифоль растворяет окись меди. Остатки флюса не оказывают никакого химического действия на паяный шов и поэтому могут не удаляться. Канифоль бывает в виде порошка, кусков или концентрированного раствора в спирте.
Подготовка к пайке состоит из двух операций: подготовки паяльника и подготовки изделия. Подготовку паяльника начинают с зачистки его рабочей части драчевым напильником в тисках или на упоре. Рабочая часть паяльника должна иметь скругленную форму. Только при пайке очень тонких швов допускается заточка носка почти на острый угол. После опиловки паяльник нагревают с тыльной стороны в пламени паяльной лампы или на горне. При перегреве паяльник сильно окисляется и его трудно облудить припоем.
После опиловки паяльник нагревают с тыльной стороны в пламени паяльной лампы или на горне. При перегреве паяльник сильно окисляется и его трудно облудить припоем.
Достаточно нагретый паяльник при прикосновении к припою расплавляет его. После нагревания очищают носок паяльника от окислов путем трения его о кусок нашатыря и облуживают припоем тонким и ровным слоем. Если припой ложится неравномерно, паяльник нагревают сильнее.
Подготовку изделия проводят следующим образом: спаиваемые поверхности хорошо подгоняют друг к другу, тщательно очищают от грязи и жира и прочно скрепляют зажимами или другими приспособлениями, чтобы детали при нагреве и пайке не смещались одна относительно другой. Зазоры должны быть равны 0,1—0,15 мм, при зазоре большей величины уменьшается прочность соединения. При очень малых зазорах (меньше 0,05 мм) прочность снижается — припой не заполняет весь зазор. Лучшими соединениями являются нахлесточное и телескопическое. Стыковое соединение применяется только для обеспечения герметичности швов. Перед пайкой на соединяемые поверхности наносят кисточкой флюс.
Перед пайкой на соединяемые поверхности наносят кисточкой флюс.
Подготовив паяльник и изделия, приступают к пайке: нагретым паяльником каплю припоя переносят на шов и медленно проводят паяльником по шву, чтобы весь шов успел прогреться. Плоскую грань наконечника паяльника прикладывают так, чтобы обеспечить наибольшую площадь соприкосновения с деталью. Припой должен ложиться тонким слоем без разрывов. Если припой не смачивает какое-либо место( не пристанет к металлу), то туда добавляют каплю флюса.
Пайку лучше вести двумя паяльниками: пока работают одним паяльником, другой нагревается. После каждого нагревания паяльник зачищают о кусок нашатыря.
При пайке массивного толстостенного изделия его предварительно нагревают в печи или паяльной лампой до температуры 120—150°, после чего запаивают и дают ему остыть.
Сразу же после окончания пайки спаянное изделие нельзя передвигать или ударять, так как припой при затвердевании бывает очень хрупким. Спаянному шву надо дать спокойно остыть, затем удаляют остатки флюса теплой водой. Промывку не проводят, если в качестве флюса применялись вещества, не вызывающие коррозии мест пайки (канифоль, вазелин, воск).
Инструмент и материалы, использованные при пайке, убирают на место, предварительно удалив с напильника окалину и грязь и охладив его на воздухе. При охлаждении паяльника в воде ухудшается теплопроводность меди, вследствие чего паяльник приходит в негодность. Для восстановления первоначальных свойств меди паяльник перековывают.
Ниже приведены характерные дефекты пайки.
Припайку наконечников к тросам осуществляют следующим образом:
1. Отмеряют трос требуемой длины. Участок, где трос надо разрубить, обвязывают мягкой железной проволокой в двух местах на расстоянии 50 мм. Часть троса, заключенную между двумя обвязками, зачищают и спаивают во избежание раскручивания конца троса после разрубания. Подготовленный трос рубят зубилом на наковальне.
2. Зачищают внутреннюю поверхность наконечника шабером или наждачной бумагой, смазывают ее травленой кислотой и тщательно облуживают. Облуженный наконечник опускают в раствор щелочи, после чего промывают и просушивают.
Облуженный наконечник опускают в раствор щелочи, после чего промывают и просушивают.
3. Смазывают конец троса флюсом и облуживают все его пряди.
4. Надевают наконечник на трос и припаивают его при помощи массивного паяльника или с подогревом паяльной лампой.
Для припайки кабельных наконечников нужно:
— осторожно подрезать ножом изоляцию на расстоянии 15—18 мм от конца провода, аккуратно зачистить ее и свить проволочки.
Облудить провод и наконечник.
Припаять наконечник к проводу припоем ПОС-40 или ПОС-30. В качестве флюса используют канифоль или раствор нашатыря в денатурированном спирте. Применять хлористый цинк запрещается.
—
Пайка есть процесс соединения металлических частей с помощью более легкоплавкого присадочного металла, называемого припоем. При пайке основной металл находится в твердом состоянии, а припой — в расплавленном. Соединение частей основного металла осуществляется вследствие взаимного растворения и диффузии припоя и основного металла в зоне шва.
Рис. 1. Схема электрошлаковой; сварки
Диффузия и растворение припоя и основного металла возможны лишь в том случае, если припой смачивает основной металл; свинец, например, не смачивает медь и не может служить для нее припоем. Для диффузии необходимо также, чтобы спаиваемые поверхности были свободны от грязи и окислов. Кроме того, в процессе пайки припой и основной металл должны быть защищены от окисления кислородом воздуха или пламени. Для удаления окислов и для защиты от окисления при пайке служат флюсы.
Пайкой могут соединяться углеродистая и легированная стали всех марок, твердые сплавы, ковкие и серые чугуны, а также благородные, редкие и цветные металлы и их сплавы. Возможна также пайка разнородных металлов и сплавов (например, стали с твердым сплавом и др.).
Преимущества пайки: простота выполнения операции, прочность и чистота соединения, отсутствие плавления основного металла, сохранение размеров и формы спаиваемых частей, возможность механизации и автоматизации процесса.
Улучшение составов припоев и усовершенствование технологии пайки в последние годы дают возможность все шире внедрять пайку в производство автомобилей, велосипедов, деталей других машин, механизмов и приборов.
Принято различать два вида пайки: пайку мягким припоем и пайку твердым припоем. Мягкие припои имеют невысокую механическую прочность (спч — 5—7 кг/мм2) и температуру плавления ниже 400°. Твердые припои имеют значительную прочность — до 50 кг/мм2 и температуру плавления выше 550°.
—
Пайка, так же как и сварка, относится к способам образования неразъемных соединений. Принципиальное ее отличие от сварки состоит в том, что материал соединяемых деталей не плавится, а соединение осуществляется с помощью более легкоплавкого металла, называемого припоем. Жидкий припой смачивает соединяемые поверхности, частично диффундирует в них и при остывании прочно их соединяет. Различают пайку твердыми и мягкими припоями.
Рис. 1. Схема пайки твердым припоем:
1 — припой; 2 — детали; 3 — зазор; 4 — припой.
Твердые припои — медно-цинковые и серебряные — плавятся при температуре 720—860° и дают высокую прочность, которая достигает 40—50 кг/мм2.
Папку твердым припоем производят в следующем порядке: части, подлежащие соединению, подгоняют друг к другу с таким расчетом, чтобы зазор между ними не превышал 0,2— 0,3 мм, так как при большем зазоре прочность соединения уменьшается. Затем эти части обезжиривают горячим раствором щелочи и, подложив в месте соединения пластинку или пруток припоя, скрепляют железной проволокой. Место спая посыпают бурой или борной кислотой, которые предохраняют спаиваемые поверхности от окисления и называются флюсами.4 Затем в пламени паяльной лампы, газовой горелки, в камерной или муфельной печи, в горне, а иногда даже токами высокой частоты детали нагревают до расплавления припоя.
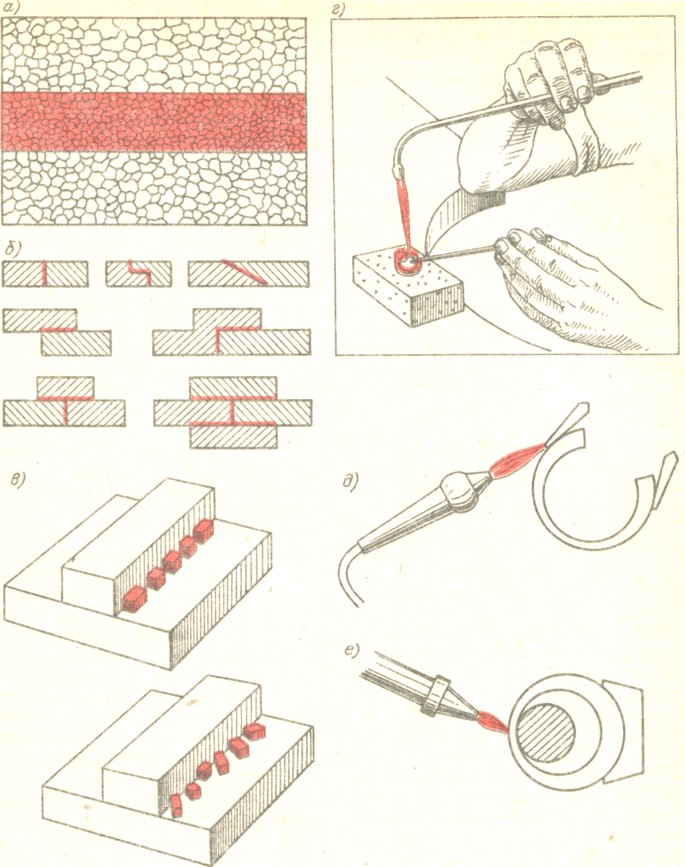
Жидкий припой благодаря поверхностному натяжению проникает в зазоры в месте спайки и после остывания дает прочное соединение деталей. На рисунке 38 показаны детали, подготовленные к пайке (а) и после нее (б).
В настоящее время применяется пайка стальных изделий в электрических печах с защитной газовой атмосферой (водород, аммиак), благодаря которой изделие не окисляется и остается светлым..
Мягкие припои легкоплавки (t° пл. = 200—300°С). При сравнительно низкой прочности (4—8 кГ/мм2) они позволяют получать герметичные, непроницаемые для жидкостей и газов швы и обеспечивают надежность электрического контакта. Их широко применяют в электро- и радиотехнике. В качестве мягких припоев широко применяется олово и оловянно-свинцовые сплавы. Так называемый «третник» состоит из сплава 1 части олова и 2 частей свинца.
Пайка мягкими припоями несложна и доступна каждому, если имеются следующие материалы и инструменты:
1. Паяльник — электрический или простой (кусок меди на железной рукоятке, нагреваемый в пламени примуса или газовой горелки).
2. Напильник или наждачная бумага для очистки спаиваемых поверхностей от ржавчины и грязи.
3. Раствор хлористого цинка в воде (ZnCy, иначе называемый «травленой соляной кислотой».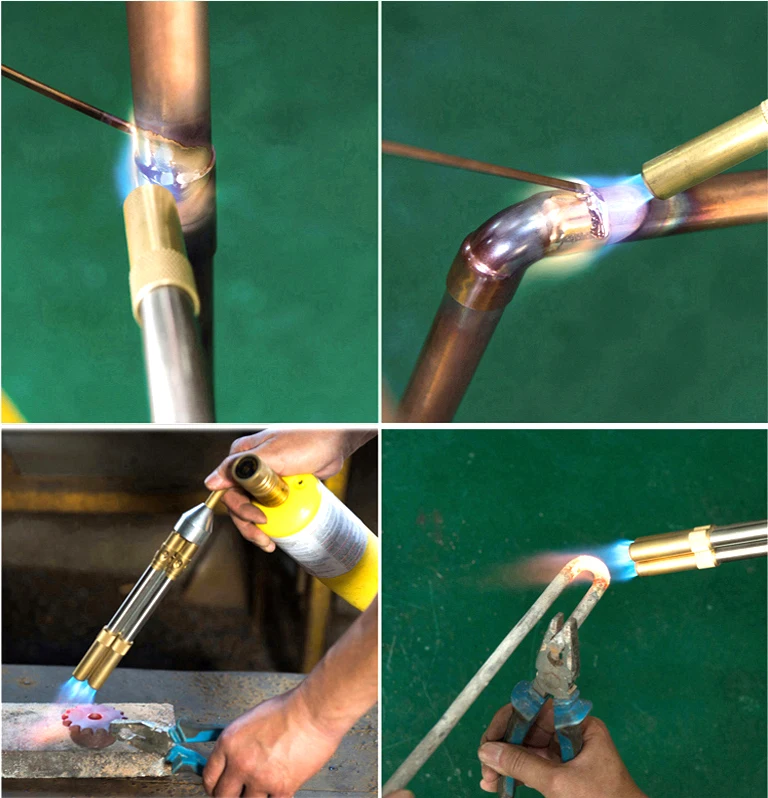 олова. Для этого их тщательно очищают от ржавчины, смазывают хлористым цинком и нагревают паяльником, двигав его по поверхности деталей, пока припой не прилипнет по всей поверхности шва. Тогда детали соединяют и снова прогревают паяльником до расплавления припоя.
олова. Для этого их тщательно очищают от ржавчины, смазывают хлористым цинком и нагревают паяльником, двигав его по поверхности деталей, пока припой не прилипнет по всей поверхности шва. Тогда детали соединяют и снова прогревают паяльником до расплавления припоя.
Для пайки медных проводов вместо хлористого цинка часто употребляют канифоль. Массивные детали, которые не удается прогреть паяльником до температуры плавления припоя, следует нагревать предварительно.
Реклама:
Читать далее:
Пайка горелками
Статьи по теме:
Пайка металлов в приборостроении (1959) Б.А. Максимихин
Пайкой называется процесс соединения металлических деталей в конструктивный узел путем нагрева и введения в зазор между ними расплавленного металла (припоя), имеющего более низкую температуру плавления, чем соединяемые металлы. Пайка является одним из наиболее древних технологических процессов, связанных с обработкой металлов. Еще за много веков до нашей эры народы, населявшие Азию и Египет, применяли пайку при изготовлении золотых и серебряных украшений. В Государственном Эрмитаже можно видеть паяные серьги и ожерелья, возраст которых исчисляется четырьмя-пятью тысячами лет.
В Государственном Эрмитаже можно видеть паяные серьги и ожерелья, возраст которых исчисляется четырьмя-пятью тысячами лет.
Позже пайку начали широко использовать для соединения не только цветных, но и черных металлов при изготовлении военного снаряжения, украшений, посуды и других предметов домашнего обихода.
Несмотря на большие возможности совсем молодой отрасли техники – газовой и электрической сварки металлов, бурно развившихся за последние десятилетия, пайка сохранилась до наших дней и не утратила ведущей роли в приборостроении, электро- и радиотехнике, авиационной и судостроительной промышленности. Объясняется это главным образом тем, что пайка в отличие от сварки обеспечивает соединение деталей в узлы без оплавления основного металла, благодаря чему резко снижается степень коробления и окисления металла.
Более того, пайка имеет еще одно существенное преимущество, которое широко используется в производстве, настройке и ремонте различных электро- и радиотехнических устройств и приборов. Оно состоит в том, что паяные соединения, в отличие от сварных, можно неоднократно разъединять и повторно паять после перестановки или замены деталей, вышедших из строя.
Оно состоит в том, что паяные соединения, в отличие от сварных, можно неоднократно разъединять и повторно паять после перестановки или замены деталей, вышедших из строя.
Говоря о прочности и герметичности соединений, следует отметить, что при правильном конструировании элементов соединяемых деталей паяные швы не уступают, а иногда превосходят сварные. Вот почему для отдельных отраслей техники и в первую очередь для приборостроения пайка является незаменимым и экономически более выгодным процессом сборки деталей в узлы. Несмотря на это, пайке и совершенствованию ее технологии уделялось крайне мало внимания, а зачастую ее считали устаревшим процессом, который в ближайшее время будет полностью заменен сваркой.
Эти утверждения ошибочны и необоснованы, делаются они без анализа и объективной оценки повседневных потребностей бурно развивающихся электро- и радиотехники, где пайка и сварка не могут противопоставляться, а призваны дополнять друг друга, непрерывно совершенствоваться и разумно применяться.
Благодаря наличию сети крупных научно-исследовательских организаций и специализированных лабораторий, занимающихся вопросами сварки металлов, удалось за короткое время глубоко исследовать и освоить высокопроизводительные и экономически выгодные способы сварки различных металлов, оснастив сварочные процессы уникальными машинами, полностью заменившими ручной труд.
В области пайки до недавнего времени исследования проводились эпизодически, отдельными исследователями, решающими не весь комплекс, а лишь частные вопросы по выбору припоев, флюсов, приемов пайки и ее механизации. Поэтому, несмотря на широкое применение пайки в различных отраслях машиностроения, она оставалась мало изученным процессом, который требовал высоко квалифицированной рабочей силы, а качество паяных изделий в большой мере зависело от мастерства исполнителей.
Однако последние годы ознаменовались организацией специализированных лабораторий по пайке металлов в ряде отраслевых научно-исследовательских технологических институтов.
В приборостроении развертывание экспериментально-исследовательских работ в области пайки диктовалось не только ее отставанием от сварки, но и необходимостью перехода на более совершенные конструкционные материалы и освоением прогрессивных методов проектирования и изготовления изделий.
Как известно, еще совсем недавно в производстве приборов основным конструкционным материалом служила медь и ее сплавы, которые, обладая высокой электропроводностью, отличной способностью к пайке и рядом других весьма ценных технологических свойств, считались незаменимыми.
Поэтому, несмотря на значительный ежегодный прирост в производстве меди, она в условиях бурного развития таких отраслей, как электро- и радиотехника по-прежнему оставалась одним из дефицитных материалов. Лишь в последние годы, сначала при решении задач резкого снижения веса и габаритов специальной радиоаппаратуры, а затем и в электротехнике проведена значительная работа по замене меди более легкими и не дефицитными конструкционными материалами на алюминиевой основе.
Идея замены меди алюминием не новая и уже давно привлекала внимание конструкторов, так как алюминий по электропроводности и технологическим свойствам очень близок к меди, а его стоимость и удельный вес соответственно в 1,5 и 3 раза меньше меди.
Более того, известно, что производство алюминия очень быстро растет, а по содержанию в земной коре алюминий занимает первое место, составляя – 7,5%, за ним следуют: железо – 4,2%, магний – 2,35%, титан – 0,5%, хром, никель, ваннадий по 0,2%, в то время как медь занимает среди металлов одно из последних мест, составляя всего лишь – 0,01%.
Но перечисленные достоинства алюминия в применении к электро- и радиотехнике до последнего времени сводились почти к нулю по причине известных трудностей его пайки, которая в сборочно-монтажных работах занимает одно из ведущих мест, составляя до 25% от общей трудоемкости изготовления электрорадиоаппаратуры.
Широкое применение алюминия и его сплавов в приборостроении стало возможным в результате исследований и успешного решения комплекса вопросов, связанных с технологией твердой и мягкой пайки не только алюминия, но и его сплавов, а также в соединении их с другими металлами.
Разработка состава флюсов, припоев и технологии пайки в последние годы создала условия для более широкого применения в производстве аппаратуры также и деформируемых магниевых сплавов, которые, как известно, относятся к самым легким конструкционным материалам, применяемым в технике.
Наконец, освоение изделий с печатными схемами, а также изделий, работающих при резко повышенных температурах в интервале от + 200 до + 500 °С, шло с применением новых материалов и вызывало необходимость в изыскании более прогрессивных процессов пайки.
Учитывая, что комплекс вопросов, относящихся к технологии пайки деталей радиотехнической аппаратуры из цветных и легких металлов, освещен в литературе отдельными исследователями далеко не полно, в настоящей брошюре сделана попытка обобщить результаты шестилетней исследовательской работы лаборатории пайки, а также опыта отечественной и зарубежной техники.
Пайку цветных металлов для клиентов из Москвы и области предлагает заказать завод металлоизделий «Эфесто»
В процессе изготовления изделий из цветных металлов часто требуется выполнить неразъемное соединение заготовок, обладающее достаточной конструкционной прочностью. Распространенной технологией для этого считается пайка. Как и в случае сварного соединения, при пайке происходит скрепление двух деталей посредством слоя расплавленного металла. Отличие в том, что при пайке не происходит расплавление основного материала заготовки. Используется специальный металл, плавящийся при более низкой температуре, – припой. В ряде случаев пайка цветных металлов оказывается более предпочтительным методом из-за ряда преимуществ технологии. Например, паяное соединение, в отличие от сварного, нередко можно разъединить и собрать повторно, что также облегчает работу.
Распространенной технологией для этого считается пайка. Как и в случае сварного соединения, при пайке происходит скрепление двух деталей посредством слоя расплавленного металла. Отличие в том, что при пайке не происходит расплавление основного материала заготовки. Используется специальный металл, плавящийся при более низкой температуре, – припой. В ряде случаев пайка цветных металлов оказывается более предпочтительным методом из-за ряда преимуществ технологии. Например, паяное соединение, в отличие от сварного, нередко можно разъединить и собрать повторно, что также облегчает работу.
Достоинства и недостатки паяных соединений
Главным преимуществом пайки перед сварным соединением является более низкая температура, до которой происходит нагрев заготовок. Она существенно ниже, чем температура плавления основного металла, поэтому не происходит фазовых изменений, негативно влияющих на прочность и другие физические характеристики.
Иными преимуществами паяного соединения принято считать:
- отсутствие необходимости в тщательной подгонке и обработке заготовок, поскольку расплавленный припой способен заполнять небольшие углубления и зазоры;
- паяльное оборудование значительно проще и дешевле сварочного;
- при выполнении работ с цветными металлами не требуется создавать защитную среду инертного газа;
- возможность создавать изделия более сложной формы;
- прочность полученного шва получается достаточно высокой.
К недостаткам относят необходимость более тщательно подбирать материал припоя на соответствие химическим и физическим показателям материала детали.
Особенности проведения работ
В зависимости от характеристик соединяемых пайкой деталей (масса, теплопроводность металла, требования к шву и т. д.) квалифицированные специалисты компании выберут наиболее подходящий метод нагрева. Это может быть мощный электрический паяльник либо газовая горелка. Подбор марки припоя и используемого флюса также требует определенных знаний. Если заказать пайку цветных металлов в компании «Эфесто», можно быть уверенным, что работа окажется выполнена качественно и в кратчайшие сроки.
Подбор марки припоя и используемого флюса также требует определенных знаний. Если заказать пайку цветных металлов в компании «Эфесто», можно быть уверенным, что работа окажется выполнена качественно и в кратчайшие сроки.
Наше предложение
Завод металлоизделий «Эфесто» готов выполнить работы по пайке деталей из цветных металлов для заказчиков Москвы и области. Мы используем самое современное оборудование и только качественные материалы, чтобы гарантировать нашим партнерам высокий уровень исполнения заказов. Для получения любой дополнительной информации о выполняемых работах и услугах компании обращайтесь к менеджерам по указанным контактным телефонам или оставьте заявку в форме обратной связи на сайте.
Чем отличается пайка металлов от сварки, сфера применения | Сварка и Пайка
Многие путают думая, что пайка и сварка металлов это одно и то же. Однако они сильно заблуждаются, ведь основное отличие пайки от сварки в том, что при пайке металл не расплавляется.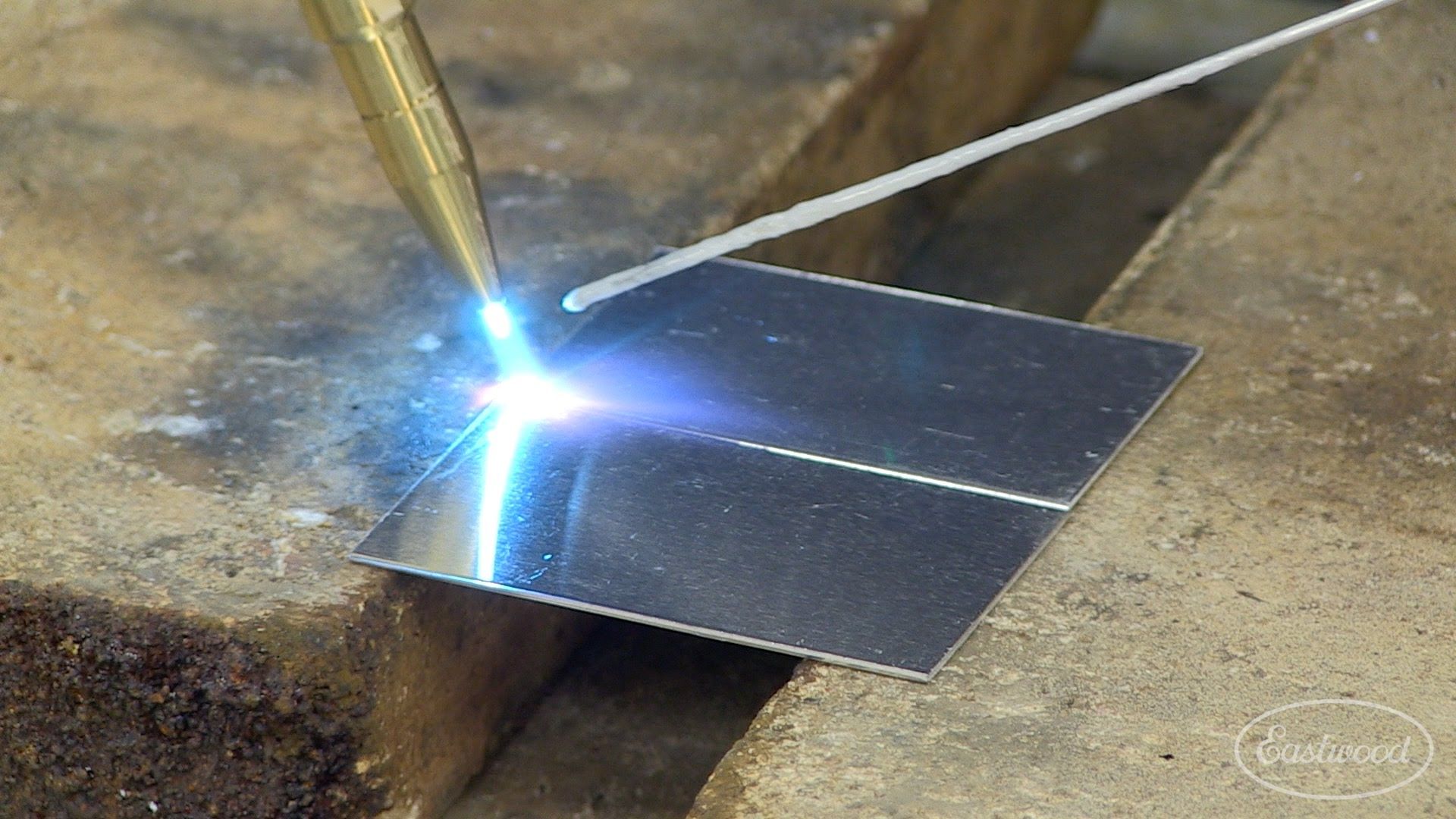
Технология пайки кардинально отличается от сварки в виду особенностей и специфики применяемого оборудования. Для сварки металлов применяется куда более сложное оборудование, чем для пайки.
Однако это еще ничего не значит, и порой выпаять микросхему или перепаять зарядное гнездо в телефоне гораздо сложнее, чем сварить забор из профильной трубы. В чем особенности и отличия пайки от сварки? Какое оборудование применяется для этих двух технологических процессов?
В чем отличия пайки от сварки
Как было сказано выше, основное отличие пайки от сварки в том, что при пайке металлы не расплавляются. Их соединение происходит по-другому, с помощью припоя. О том, что такое припой и для чего он нужен, вы можете узнать в другой статье сайта svarkapajka.ru.
При сварке же происходит расплавление металлов и их соединение друг с другом на молекулярном уровне. Это делает соединение более надежным, крепким и долговечным, хотя и меняет структуру металла в целом.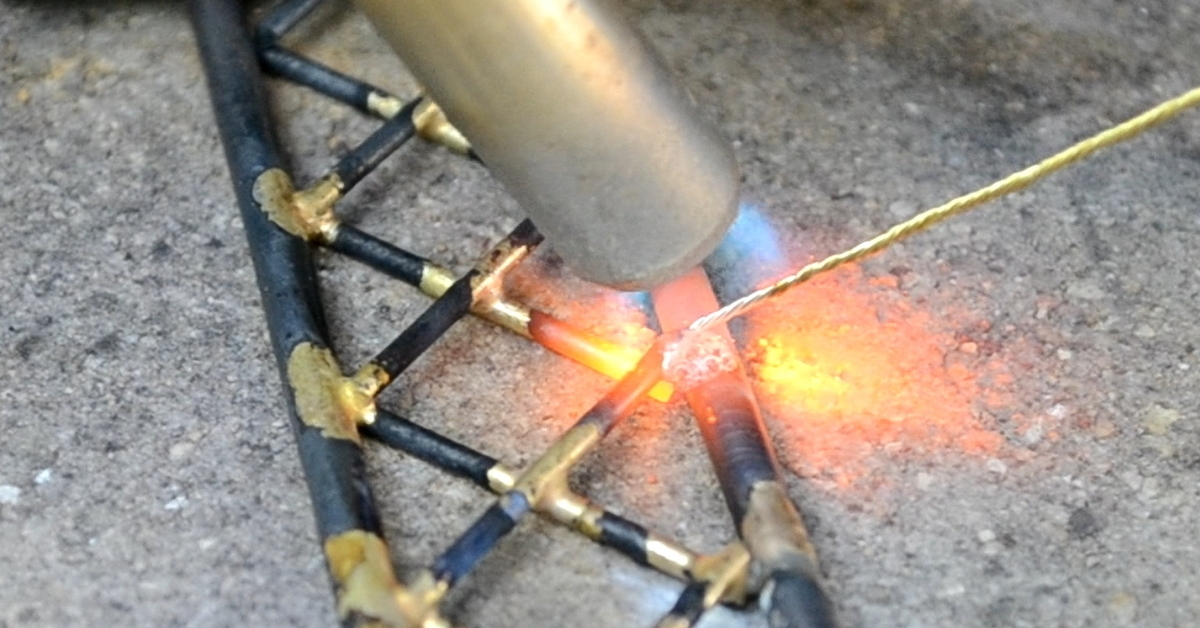
Поэтому можно сказать так: пайка даёт возможность соединять мелкие детали без какого-либо вреда. При этом прочность соединения во многом зависит от припоя, а также способа соединения спаиваемых элементов. Для сварки используются инверторы и газовое оборудование, для пайки — паяльные станции, горелки и паяльники.
Где применяется пайка, а где сварка металлов
Пайка занимает второе место по популярности соединения металлов после сварки. Она нашла широкую востребованность во многих областях, а в некоторых, и вовсе, пайка занимает лидирующую позицию.
Например, невозможно представить сегодня IT-промышленность без пайки. Здесь пайка широко применяется для соединения электросхем и радиодеталей. Без неё не получится спаять медные трубы на отопление и водоснабжение. Широко пайка применяется и при кузовном ремонте.
Сварка же металлов в основном востребована в строительной сфере, однако не меньшую популярность в последнее время она завоевала и в быту. В основном применяется она для соединения черных металлов, а также там, где нужно собирать большие металлоконструкции.
В основном применяется она для соединения черных металлов, а также там, где нужно собирать большие металлоконструкции.
Виды пайки
В техническом плане очень сложно определить классификацию пайки из-за немалого количества параметров. Пайка подразделяется не только по способу заполнения зазоров припоем, но и по типу кристаллизации шва, методу удаления оксидной пленки, а также по многим другим параметрам.
Поэтому основная классификация пайки характеризуется температурой плавления припоя. По данному параметру существующие виды пайки можно классифицировать следующим образом.
- Низкотемпературная пайка — предполагает температуру плавления припоя менее 450°C. Низкотемпературная пайка подходит для соединения небольших элементов, а также радиодеталей, там, где опасен их перегрев.
- Высокотемпературная пайка — температура плавления припоя при данном виде пайки составляет более 450°C.
 Высокотемпературная пайка применяется там, где нужно создать крепкое и надежное соединение, которое не расплавится при воздействии температуры более 100 градусов.
Высокотемпературная пайка применяется там, где нужно создать крепкое и надежное соединение, которое не расплавится при воздействии температуры более 100 градусов.
Сварка и пайка металлов — Энциклопедия по машиностроению XXL
Раздел 4. Сварка и пайка металлов [c.445]Назначение этой сварочной камеры — создание условий для сварки и пайки металлов, которые особенно подвержены окислению. Для предупреждения окисления металл окружают атмосферой инертного газа. [c.71]
Дефекты сварки и пайки металлов бывают внешними и внутренними. В сварных соединениях к внешним дефектам относят наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры к внутренним — скрытые трещины и поры, внутренние непровары и несплавления, шлаковые и другие включения. В паяных соединениях внешними дефектами являются наплыви и натеки припоя, неполное заполнение шва припоем к внутренним — поры, включения флюса, трещины и др. [c.537]
[c.537]
Используемые для сварки и пайки металлы и припои должны быть более благородными (катодными), по крайней мере одного из соединяемых в гальваническую пару металлов кроме того, они должны быть совместимыми с обоими соединяемыми металлами. [c.108]
В процессе сварки и пайки металлов выделяется лучистая энергия, большое количество различных газов и мелкой пыли, которые могут травмировать глаза, дыхательные органы и вызвать серьезные отравления всего организма рабочего. Кроме того, во время этих работ возможны ожоги и поражение электрическим током. [c.119]
ГАЗОВАЯ СВАРКА И ПАЙКА МЕТАЛЛОВ [c.10]
В пятом разделе изложены основные современные методы сварки и пайки металлов, технология изготовления сварных изделий, рассмотрены основные дефекты сварных соединений и способы их устранения, даны сведения о сварочных машинах и областях рационального применения сварочных процессов. [c.12]
[c.12]
ЛИТЕЙНОЕ ПРОИЗВОДСТВО, ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ ДАВЛЕНИЕМ, СВАРКА И ПАЙКА МЕТАЛЛОВ [c.164]
Стандарты на процессы (производства, технологические и иные) устанавливают требования к широко распространенным процессам, которые используют в различных отраслях промышленности, а также в строительстве, сельском хозяйстве, торговле. К таким технологическим процессам относят сварку и пайку металлов, обработку металлов давлением и резанием, переработку полимеров. Большую часть стандартов на процесс разрабатывали как отраслевые или стандарты предприятий. В условиях технического регулирования это будут стандарты организаций. [c.67]
К металлургии относятся производственные процессы обработки добытых руд, процессы получения металлов, очистки металлов от нежелательных примесей (рафинирование), производства металлических сплавов, порошковая металлургия, термическая (тепловая) обработка и химико-термическая обработка металлов и сплавов, обработка металлов давлением, литье, сварка и пайка металлов, покрытие металла слоем другого металла и диффузионное внедрение в поверхностный слой металлических деталей различных металлических и неметаллических веществ. [c.5]
[c.5]
В книге изложены особенности применения ультразвука в металлургических процессах, при литье, термической обработке деталей. машин, пластическом деформировании, сварке и пайке металлов и пластмасс, механической обработке, очистке прецизионных деталей, в дефектоскопии и контроле. [c.2]
СВАРКА И пайка МЕТАЛЛОВ [c.139]
Сварку и пайку в настоящее время используют для соединения между собой металлов и неметаллов. [c.8]
Пайкой обычно называют процесс соединения материалов с помощью припоя без их расплавления. Процессы сварки и пайки часто бывает трудно разграничить, например при сварке разнородных металлов в сочетаниях сталь и медь, вольфрам и молибден и др., когда расплавляется только один, более легкоплавкий металл. Поэтому в дальнейшем при анализе источников энергии целесообразно объединять сварку и пайку одним термином — сварка. Пайку можно выполнить с использованием тех же энергетических процессов, что и сварку.
[c.15]
Пайку можно выполнить с использованием тех же энергетических процессов, что и сварку.
[c.15]
Плавление основного металла при сварке осуществляется с целью соединения между собой свариваемых деталей. Идеальным в отношении затрат теплоты представляется такое тепловыделение в источнике, при котором обеспечивалась бы минимальная глубина проплавления сопрягаемых поверхностей, а присадочный металл не требовался бы вовсе или входил в соединение в минимальном объеме. Если не рассматривать диффузионную сварку и пайку, при которых детали нагреваются полностью, и сварку трением, при которой полного плавления металла не достигается, наиболее близко этому требованию отвечает высокочастотная сварка и некоторые виды контактной сварки (точечная, шовная, рельефная). В перечисленных способах сварки суш,ественная роль в образовании соединения принадлежит давлению, что позволяет плавить основной металл незначительно. Ограничимся рассмотрением случаев плавления основного металла в способах сварки без применения давления.
[c.228]
Кроме размерной обработки, ультразвук используется для интенсификации технологических процессов химико-термической обработки (например, азотирования), процессов сварки и пайки, особенно алюминия и его сплавов. При выплавке металла наложение ультразвуковых колебаний способствует дегазации расплава, повышает равномерность кристаллизации и мелкозернистость получаемых слитков. Недостатком процессов является большая стоимость установок и аппаратов, используемых для получения ультразвуковых колебаний, их передачи и распределения, сравнительно невысокий к. п. д. использования энергии. [c.144]
В05 Сварка и резка металлов. Пайка, клепка [c.216]
Соединение деталей из молибдена производят сваркой, папкой или клепкой. Соединяемые сваркой и пайкой поверхности должны быть чистыми и в атмосфере над нагретым металлом не должно быть кислорода и азота. Сварку молибдена необходимо проводить в вакууме или в аргоне. При содержании в атмосфере сварочной камеры кислорода более 0,05% пластичность сварного соединения резко падает. Листы толщиной более 0,5 мм и детали сваривают дуговой сваркой с вольфрамовым электродом или электронно-лучевым методом. При 150—200° С сварные соединения пластичны (угол загиба около 180°). Мелкие тонкостенные детали хорошо свариваются контактной сваркой (с прокладкой из танталовой фольги).
[c.414]
При содержании в атмосфере сварочной камеры кислорода более 0,05% пластичность сварного соединения резко падает. Листы толщиной более 0,5 мм и детали сваривают дуговой сваркой с вольфрамовым электродом или электронно-лучевым методом. При 150—200° С сварные соединения пластичны (угол загиба около 180°). Мелкие тонкостенные детали хорошо свариваются контактной сваркой (с прокладкой из танталовой фольги).
[c.414]
Диффузионная сварка и пайка тугоплавких соединений с тугоплавкими металлами [c.51]
Глава IV Технология сварки и резки металлов» содержит классификацию способов сварки, сведения о технологии, режимах, оборудовании ручной и автоматической дуговой электросварки, контактной электросварки, газовой сварки и резки, а также пайки металлов. [c.562]
В области сварки и пайки повышение качества соединений обеспечивается применением электронно-лучевой (рис. 7), лазерной сварки, сварки сжатой дугой, а также за счет управления процессом кристаллизации, улучшения защиты металла от окисления, равномерного распределения присадочного материала. [c.75]
[c.75]
Диффузионная сварка имеет ряд важных преимушеств по сравнению с другами способами сварки и пайки высокое качество сварных соединений, возможность соединения металлов и сплавов с резко различающимися теплофизическими характеристиками, гигиеничность процесса., [c.418]
Этих недостатков лишены синтетические клеи, которые обеспечивают высокую прочность склеивания различных материалов, обладают устойчивостью к внешним факторам и находят широкое применение. Соединения синтетическими клеями вытеснили сварку и пайку многих материалов. При этом повышается качество соединений и достигается значительный экономический эффект. Для изготовления синтетических клеев используется большинство рассмотренных ранее термореактивных и термопластичных синтетических полимеров. Клеи на основе термопластичных полимеров дают менее прочные соединения и применяются, в основном, для склеивания неметаллических материалов.
 Клеи на основе термореактивных смол дают прочные, теплостойкие соединения и применяются для склеивания силовых конструкций из металлов и неметаллов. Они делятся на клеи холодного и горячего склеивания (отверждения). Клеи холодного
[c.268]
Клеи на основе термореактивных смол дают прочные, теплостойкие соединения и применяются для склеивания силовых конструкций из металлов и неметаллов. Они делятся на клеи холодного и горячего склеивания (отверждения). Клеи холодного
[c.268]Всевозрастающий интерес ученых, инженеров и технологов к физике плазмы связан с необходимостью решения ряда важнейших фундаментальных и прикладных задач, в которых плазма должна выполнять сложную роль и высокотемпературного рабочего тела, и носителя электрических зарядов, и источника электромагнитных излучений в широком диапазоне длин воли, н электромагнитной силовой динамической системы, и активной среды с инверсной населенностью. К таким задачам относятся создание управляемых термоядерных реакторов, магиитогидродинамических преобразователей тепловой энергии в электрическую, электрореактивных плазменных ДЕ)И1 ателей для космических аппаратов, мощных лазеров на основе низкотемпературной плазмы сложного состава в качестве активной среды, гмазмохи-миЧеских реакторов, плазменно-технологических установок для плй вки резки, сварки и пайки металлов, нанесения различных покрытий и др. [c.384]
[c.384]
Бура (Na2B4H7 10h30) широко применяется в производстве высококачественных стекол (пирекс), стекловолокна, э.малей, мыла и моющих средств, для консервирования кожи и отбеливания тканей, а также в качестве плавня при сварке и пайке металлов. Буру в стеклоделии заменяет борат кальция. [c.525]
Применение А. В настоящее время А. приобрел огромнейшее промышленное вначение, являясь помимо областей своего непосредственного применения источником для целого рнда самостоятельных производств. Первоначальное применение А. основывалось на способности А. при сгорании на воздухе давать светящееся пламя. Это применение А. сохранилось за ним и сейчас в нек-рых случаях А. как источник света для специальных фонарей, светофоров, маяков и т. д. является весьма ценным. Применение А. для технических целей, особенно в больших масштабах, началось с 1890 г., когда стали применять его для автогенных работ. При сгорании А. в струе кислорода развивается пламя с t° ок. 3 ООО—4 000°, при к-ром и производят резку, сварку и пайку металлов. Полное сгорание А. должно протекать по ур-ию
[c.534]
3 ООО—4 000°, при к-ром и производят резку, сварку и пайку металлов. Полное сгорание А. должно протекать по ур-ию
[c.534]
БАЛЛОНЫ, металлические, цилиндрическ. формы сосуды, предназначенные для хранения сжатых, сжиженных или растворенных под давлением газов, широко применяемых в металлопромышленности (для ревки, сварки и пайки металлов), в химич. пром-сти, в холодильном деле, в воздухоплавании и пр. Изготовление Б. в СССР стандартизовано. ОСТ 6141 предусматривает три типа Б. крупного литража и высокого давления, изготовляемых исключительно из цельнотянутых стальных труб тип А для сжатых газов (кислорода, водорода, гелия и воздуха), тип Б для сжиженных газов (блаугаза, углекислоты) и тип В для ацетилена, растворенного под давлением в ацетоне. Каждый тип подразделяется в зависимости от емкости на четыре марки (табл. 1). [c.158]
Предназначена для ручной сварки и пайки металлов, ручной разделительной резки углеродистых сталей обыкновенного качества с применением про-пан-бутан-кислородного пламени и для выполнения монтажных и аварийных работ в условиях удаления от источников иитания газами.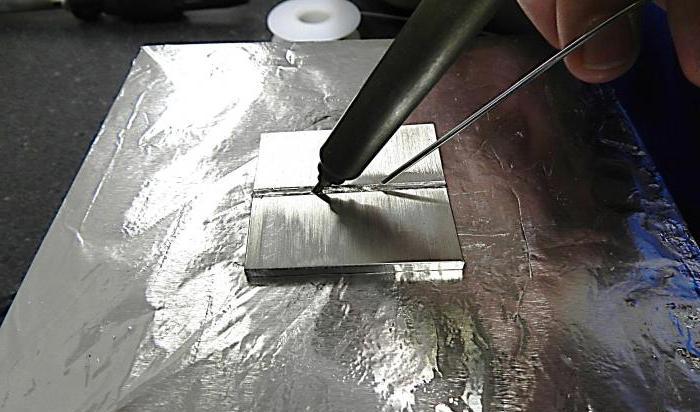 [c.73]
[c.73]
При указанных выше соотношениях Ро кислорода и горючего газа в смеси как тепловая, так и термическая эффективность и, следовательно, производительность процесса нагрсза металла наибольшие, однако пламя имеет окислительный характер. Поэтому использование пламени с такими соотношениями Ро допустимо только для процессов нагрева металла до температуры, при которой невозможно интенсивное окисление металла, если, конечно, целью са.мого процесса не является окисление, как, например, при кислородной резке. На практике такое окислительное пламя можно использовать для повышения производительности процессов газовой резки, поверхностной закалки, подогрева при правке конструкций и т. д. Для сварки и пайки металлов и их сплавов окислительное пламя в большинстве случаев недопустимо. [c.149]
Зажимы для удерживания (груза в подъемных крапах В 66 С 1/00, 3/00 деталей при сварке и пайке В 23 К 37/04 несъемных крышек тары в закрытом положении В 65 D 43/22 обрабатываемых изделий В 25 В 5/00-5/16> Зазоры [воздушные в магнитах Н 01 F 3/14 измерение комбинированными способами G 01 В 21/16 регулирование клапанных распределительных механизмах F 01 L 1/20-1/24 F 16 (или компенсация в подшипниках С 25/00-25/08 в муфтах сцепления D 13/75 в опорах для прямолинейного движения С 29/12 в подшипниках коленчатых валов С 9/03, 9/06, в тормозах D 65/38-65/76)) устранение F 16 Н (в зубчатых 55/18-55/20, 55/24, 55/28 в реечных 55/28 в червячных 55/24) передачах] Закалка С 21 [железа, стали и специальных изделий из них 1/00, 9/00 на мартенсгт с самоотпуском 1/22 металлических кованых или прокатанных изделий 1/02 металлов и сплавов [c. 80]
80]
В учебнике представлены все основные технологические процессы литейное хфоизводство, обработка металлов давлением и резанием, сварка и пайка. [c.3]
Что такое пайка металлов? | Теория сварочных процессов
Пайкой называют процесс соединения металлов разными припоями, которые, расплавляясь, затекают в зазор между поверхностями соединений, смачивают спаиваемые металлы, а охлаждаясь, застывают и формируют паяный шов.
Пайка металлов ведется при температуре ниже коэффициента плавления металлов соединяемых поверхностей. Вместе с тем, значения температуры припоя, которым производится пайка, должны быть немного выше точки плавления его самого, тогда как температура спаиваемых деталей должна быть приближена к уровню температуры плавления припоя. Данное условие необходимо соблюдать для обеспечения должной подвижности припоя, чтобы припой мог заполнить зазоры в швах контактных частей и могло происходить обтекание их поверхностей.
Процесс соединения элементов припоем, температура плавления которого ниже 450 °С (условно), является мягкой пайкой. Сцепление припоя и металла обеспечивается в следствие адгезии припоя к материалу соединения. Процесс соединения элементов пропоем, обладающим температурой плавления от 450 °С, является твердой пайкой. В этом случае соединение припоя с металлом обусловлено не только адгезией, но также диффузией (проникновением) припоя в металл.
В процессе пайки расплавление соединяемых поверхностей практически не происходит, поэтому паяные контакты всегда легче подвергаются ремонту.
Пайка является широко распространенной практикой соединения и одинаковых металлов, и разных.
Пайка металла оловом
Лужение – это процесс покрытия металлических поверхностей оловом или каким-либо другим специальным сплавом на оловянной основе (полудой).
Припой – это металл или сплав, служащий для соединения в расплавленном состоянии, в промежутке (шве) между деталями. Припой должен иметь температуру плавления ниже, чем соединяемые металлы.
Припой должен иметь температуру плавления ниже, чем соединяемые металлы.
Навыки пайки пригодятся любому хозяину. Можно будет всегда отремонтировать электротехнику, если проблема в проводах. Конечно, если вы в себе не уверены и у вас мало времени, то лучше обратиться к профессионалам, как, если бы вам понадобилась, например, расшифровка и набор текста. Ведь, не являясь специалистом, можно принести больше вреда, нежели пользу, в любом деде, будь то расшифровка видеозаписей или пайка.
Пайка: основы — Weld Guru
Пайка — это группа процессов, которые соединяют металлы путем их нагрева до подходящей температуры.
В качестве присадочного материала используется цветной металл, плавящийся при температуре ниже 840ºF (449ºC) и ниже температуры соединяемых металлов.
Наполнитель распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения.
Пайка использует плавкие сплавы для соединения металлов. (Пайка происходит при температуре выше 840 по Фаренгейту).
Тип используемого припоя зависит от соединяемых металлов. Твердые припои называются спелтерами, а твердые припои — серебряными припоями.
Этот процесс дает большую прочность и выдерживает больше тепла, чем мягкий припой.
Виды пайки
- Пайка горелкой: процесс пайки с использованием топливовоздушной или газокислородной горелки. Приложение может быть автоматическим или ручным.
- Печь: части спаяны, пропуская их через печь.
- Утюг
- Индукция
- Сопротивление
- Dip (мелкомасштабный процесс для электронных компонентов)
- Инфракрасный
- Ультразвуковой
- Оплавление или вставка
- Волна (используется для присоединения схем к печатным платам)
Жала паяльника
Существует три типа наконечников для паяльников.
Пайка против пайки
- Пайка : присадочные металлы имеют температуру плавления ниже 840 F (450 ° C)
- Пайка : присадочные металлы имеют температуру плавления выше 840 F (450 ° C)
Под сваркой понимается сплавление двух металлов, в то время как пайка и пайка используют адгезию.
При пайке и пайке присадочный металл плавится и течет в соединение. Основной материал остается неповрежденным или не расплавленным. Детали имеют жесткие допуски, которые создают капиллярное действие (капиллярность) для втягивания присадочного металла в соединение.
К преимуществам пайки и пайки относятся:
- способность соединять несвариваемые металлы. повторный нагрев может разделить детали, особенно если требуется замена
- Легче разделять соединяемые части
- деталей можно изготавливать в печи периодического действия
- Портативный процесс для соединения мелких деталей
Обратной стороной пайки и пайки являются:
- Жесткий допуск на стык, необходимый для капиллярного действия
- более низкая прочность vs.сварка
- более крупные металлические детали необходимо паять или паять в большой печи
- требуется флюс
Типы припоев и их применение
| Типы припоя | Приложения |
|---|---|
| оловянно-свинцовый | общего назначения |
| Олово-цинк | Алюминий |
| Свинец-серебро | Прочность при температуре выше комнатной |
| Кадмий-серебро | Прочность при высоких температурах |
| Цинк-алюминий | Алюминий, коррозионная стойкость |
| Олово-серебро | Электроника |
| Олово-висмут | Электроника |
Пайка твердым припоем (купротехник)
Пайка твердым припоем или серебряная пайка — это припой с содержанием серебра, который используется для понижения температуры плавления, чтобы расплавленный металл легче течь.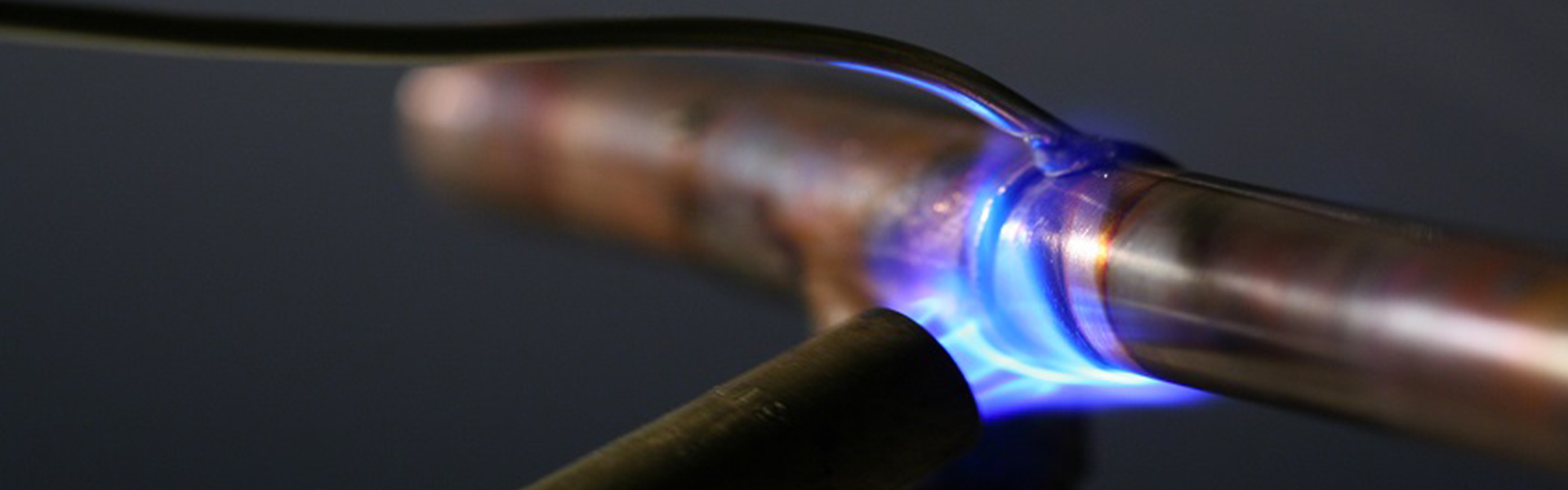
Этот тип пайки требует горячего нагрева и специальной горелки.
Оборудование для оксиацетилена также можно использовать, но существует риск плавления некоторых металлов, например меди.
Пайка твердым припоем считается одним из лучших способов соединения двух медных деталей.
Мягкая пайка
Этот процесс используется для соединения наиболее распространенных металлов со сплавом, который плавится при температуре ниже температуры основного металла.
Во многих отношениях эта операция аналогична пайке в том смысле, что основание не плавится, а просто покрывается лужением на поверхности припоем-присадочным металлом.
Прочность паяного соединения зависит от проникновения припоя в поры поверхности основного металла и последующего образования сплава основного металла с припоем вместе с механической связью между частями.
Мягкие припои используются для герметичных и водонепроницаемых соединений, которые не подвергаются воздействию высоких температур.
Препарирование суставов
Паяные соединения должны плотно прилегать друг к другу, оставляя достаточно зазора для припоя.
Пайка точка-точка
Паяемые детали не должны содержать оксидов, окалины, масла и грязи для обеспечения надежных соединений.
Очистка может выполняться погружением в щелочные или кислотные растворы, опиловкой, соскабливанием, использованием стальной мочалки, щетки из нержавеющей стали или пескоструйной обработки.
Смачивание
Смачивание относится к способности жидкого наполнителя растекаться по поверхности (например, автомобильный воск при нанесении на автомобиль).
Когда у автомобиля есть поверхность, вода падает.При пайке это называется плохим смачиванием.
По этой причине соединяемые металлы необходимо очистить от любых пленок или оксидов.
Обычно это делается с помощью флюса.
Пайка от точки к плоскости
Флюс
Для всех операций пайки требуется флюс, чтобы получить полное соединение и полную прочность в соединениях. Флюсы очищают область соединения, предотвращают окисление и увеличивают смачиваемость припоя за счет уменьшения его поверхностного натяжения.
Флюсы очищают область соединения, предотвращают окисление и увеличивают смачиваемость припоя за счет уменьшения его поверхностного натяжения.
Обычно используются следующие типы флюсов для мягкой пайки:
- канифоль
- канифоль и глицерин.
Применяются на чистых стыках для предотвращения образования оксидов во время пайки. Хлорид цинка и хлорид аммония можно использовать на потускневших поверхностях, чтобы обеспечить хорошее лужение. Раствор цинка, разрезанного в соляной (соляной) кислоте, обычно используют оловянные рабочие в качестве флюса.
Flux выпускается в виде порошка, пасты и жидкости.Я также бывает в некоррозионных и коррозионных формах. Коррозионная форма работает лучше всего, но после завершения пайки потребуется средство для удаления флюса.
НЕ ИСПОЛЬЗУЙТЕ коррозионный флюс в электронных проектах.
Газовая и электрическая пайка
Паяльные инструменты бывают двух видов: газовые и электрические.
- Электрический : легкий и часто используется для ремонта электроники.
- Газ : также известный как паяльная лампа, используется для таких проектов, как медные трубы или железо.Его можно использовать для любого типа проекта, включая электронику. При пайке медных труб нам нравится использовать газовую горелку MAPP, которая поставляется в желтом баллоне.
Газовая паяльная горелка
Газовая самовоспламеняющаяся паяльная горелка Mapp для пайки медных трубЭлектрический паяльный комплект
Набор для пайки — это недорогой способ получить все необходимое для большинства проектов.Применение припоя
Мягкие паяные соединения могут быть выполнены с использованием газового пламени, протирки, пропотевания соединений или погружением в ванну для пайки.
Погружение особенно применимо для ремонта сердечников радиаторов.
Электрические соединения и листовой металл припаиваются паяльником или пистолетом.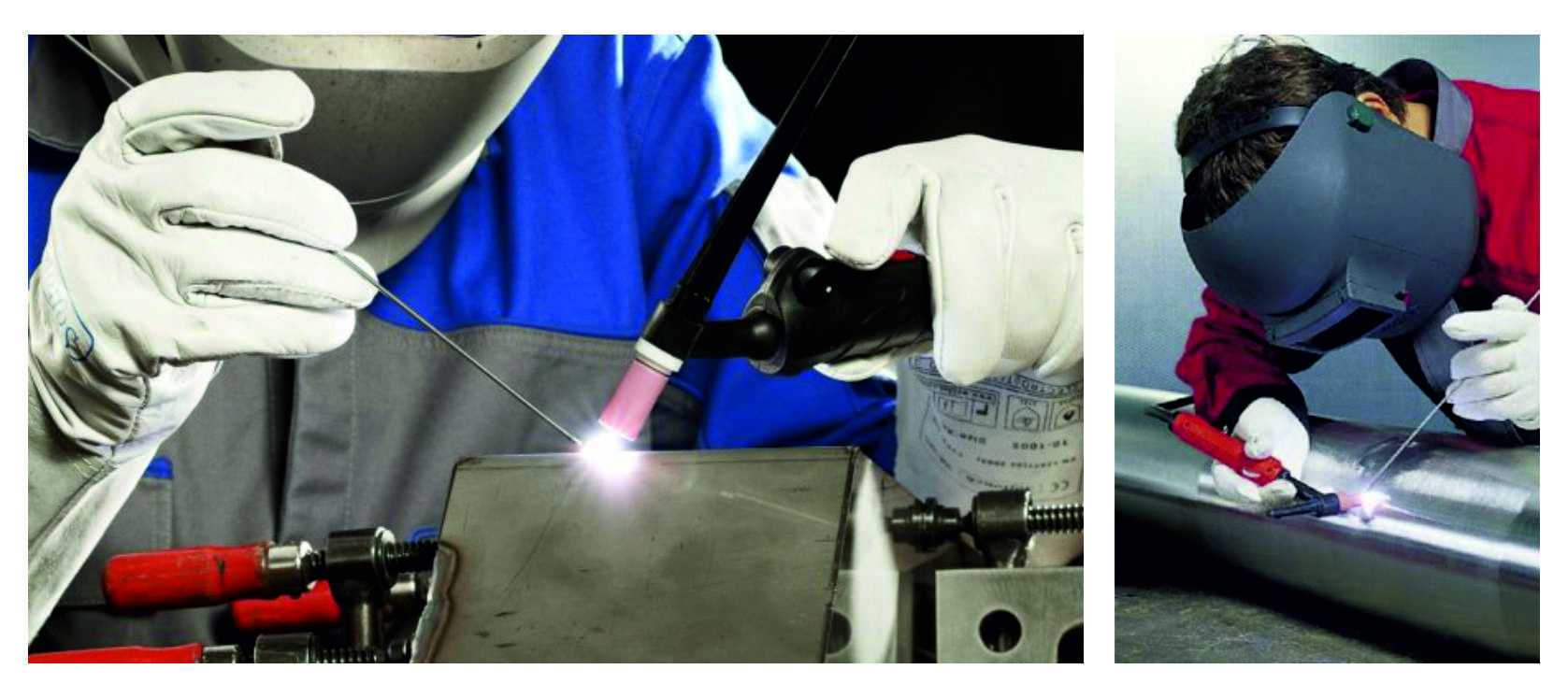
Протирка — это метод, используемый для соединения свинцовой трубы, а также свинцовой оболочки подземных и других кабелей, покрытых свинцом.
Соединения с запотеванием могут быть выполнены путем нанесения на соединения смеси порошкового припоя и пастообразного флюса.
Затем нагрейте деталь до тех пор, пока эта паяльная смесь не станет жидкой и не потечет в стыки или оловянные сопрягаемые поверхности элементов, которые необходимо соединить, и приложите тепло для завершения соединения.
Как припаять
- Очистите недрагоценные металлы щеткой или другим способом (см. Выше)
- Зажмите два соединяемых металла, убедившись, что есть зазор для припоя. Цель состоит в том, чтобы минимизировать движение.
- Подключите электрический паяльник или зажгите газовую горелку
- Нагрейте основной материал утюгом или горелкой
- Нанесите припой, прикоснувшись концом припоя к стыку. Вы увидите, как он тает и начинает течь.Продолжайте, пока стык не заполнится припоем.
- Удалить паяльный инструмент.
- Не перемещайте паяное соединение, пока все не остынет.
- Используйте средство для удаления флюса, если вы использовали коррозионный флюс. Если вы это сделали, то после удаления флюса промойте область стыка водой с мылом.
- Вымыть руки.
Жала паяльника
- Тщательно очистите область пайки на основном металле
- Проверьте соединения перед пайкой на предмет плотного прилегания
- Зажмите соединяемые детали, чтобы исключить движение при пайке
- Проверить требуемую температуру, необходимую для используемого припоя или стержней
- В приведенной выше таблице найдите подходящий припой для вашего проекта.
 Самый популярный припой — это 50% свинца, 50% олова или 50/50. Он тает при 470F.
Самый популярный припой — это 50% свинца, 50% олова или 50/50. Он тает при 470F. - Надевайте защитные очки и выполняйте пайку в помещении с хорошей вентиляцией.
- Используйте флюс, вещество, удаляющее загрязнения из воздуха (см. Объяснение выше).
Соединение металлов: пайка против пайки
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или устройстве, чтобы веб-сайт работал так, как вы ожидаете.Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт работы с сайтом. Ниже описаны различные типы файлов cookie, которые мы используем, и вы можете запретить использование некоторых типов файлов cookie. Щелкните заголовок категории, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Совершенно необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции.Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе. Хотя вы можете настроить свой браузер так, чтобы он блокировал или предупреждал вас об этих файлах cookie, некоторые части веб-сайта не будут работать без них.
Модулей:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, шаблоны кликов и аналогичные показатели.Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация агрегирована и поэтому анонимна. Если вы не разрешите использование этих файлов cookie, мы не узнаем, когда вы посетили наш веб-сайт.
Таргетинг / реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов.Они создаются через наших рекламных партнеров, которые учитывают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах. Если вы не разрешите использование этих файлов cookie, вы не увидите нашу таргетированную рекламу в других местах в Интернете.
Модулей: Иксплатформа ASP.NET
Технологический стек, необходимый для хостинга веб-сайта
ИксАутентификация Titan CMS
Технологический стек, необходимый для хостинга веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
Google Analytics
Google Analytics собирает информацию о веб-сайтах, позволяя нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, обеспечить лучший опыт.
Имя файла cookie:
- _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _gid
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часы - NID
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочтительный язык (например, английский), количество результатов поиска, которые вы хотите отображать на странице (например, 10 или 20), и хотите ли вы чтобы включить фильтр Безопасного поиска Google.
лет
Срок действия: 2 - _gat_UA — ######## — #
Используется для ограничения частоты запросов.Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Expiration: 1 минута - _gac_ <идентификатор-свойства>
Содержит информацию о кампании для пользователя. Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайтов AdWords будут считывать этот файл cookie, если вы не отключите их.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP.Другие возможные значения указывают на отказ, запрос в полете или ошибку при получении идентификатора клиента из службы идентификаторов клиентов AMP
Срок действия: 1 год
Titan Consent Manager
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Однозначно идентифицирует пользователя для поддержки исторического отслеживания предпочтений согласия
лет
Истечение срока: 10 - CookieConsent_
Отражает самые последние настройки согласия для текущего сайта.
лет
Срок действия: 2
Точка доступа
Эти файлы cookie используются HubSpot для анализа ваших посещений и предоставления целевой информации через сторонние электронные письма.
Имя файла cookie:
- Hstc
Основной файл cookie для отслеживания посетителей.Он содержит домен, utk (см. Ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (увеличивается для каждого последующего сеанса)
лет
Истечение срока: 2 - Hubspotutk
Этот файл cookie используется для отслеживания личности посетителя. Этот файл cookie передается в HubSpot при отправке формы и используется при дедупликации контактов
лет
Expiration: 10 - HSSC
Этот файл cookie отслеживает сеансы.Это используется, чтобы определить, следует ли увеличивать номер сеанса и временные метки в файле cookie __hstc. Он содержит домен, viewCount (увеличивает каждый pageView в сеансе) и временную метку начала сеанса
Expiration: 30 минут - HSSCRC
Каждый раз, когда HubSpot изменяет файл cookie сеанса, этот файл cookie также устанавливается. Мы устанавливаем его в 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс.
Истечение срока: Сессия
Пайка металлов
Пайка
Мягкий припой в основном используется для соединения меди и латуни, где требуется герметичное соединение, а иногда и для подгонки соединений для повышения жесткости и предотвращения коррозии. Мягкая пайка обычно выполняется только при небольших ремонтных работах.Мягкий припой также используется для соединения электрических соединений. Он образует прочный союз с низким электрическим сопротивлением.
Мягкая пайка не требует нагрева газовой горелки с кислородом и может выполняться с использованием небольшой пропановой горелки или горелки MAPP®, электрического паяльника или, в некоторых случаях, паяльного котла, который нагревается от внешнего источника. , например духовка или горелка. Мягкие припои — это в основном сплавы олова и свинца. Процентное содержание олова и свинца значительно различается в различных припоях с соответствующим изменением их температур плавления в пределах от 293 ° F до 592 ° F.Половина (50/50) — самый распространенный припой общего назначения. Он содержит равные части олова и свинца и плавится примерно при температуре 360 ° F.
Чтобы получить наилучшие результаты по передаче тепла при использовании электрического паяльника или паяльной меди, наконечник должен быть чистым и иметь на нем слой припоя. Обычно это называют лужением. Горячее железо или медь следует обработать флюсом и протереть припоем по наконечнику, чтобы образовался яркий тонкий слой припоя.
Флюс используется с мягким припоем по тем же причинам, что и при пайке.Он очищает соединяемую поверхность и способствует притоку капилляров в соединение. Большинство флюсов следует удалять после завершения работы, поскольку они вызывают коррозию. Электрические соединения следует паять только мягким припоем, содержащим канифоль. Канифоль не разъедает электрические соединения.
Пайка алюминия
Пайка алюминия очень похожа на пайку других металлов. Требуется использование специальных алюминиевых припоев и необходимого флюса.Пайка алюминия происходит при температуре ниже 875 ° F. Пайка может выполняться с использованием кислородно-ацетиленовой, кислородно-водородной или даже воздушно-пропановой горелки. Нейтральное пламя используется в случае оксиацетилена или окси-водорода. В зависимости от типа припоя и флюса можно паять наиболее распространенные алюминиевые сплавы. Имея более низкую температуру плавления, используется наконечник на один или два размера меньше, чем требуется для сварки, а также настройка мягкого пламени.
Конфигурации стыков для пайки алюминия соответствуют тем же правилам, что и для любого другого основного материала.Соединения внахлест предпочтительнее тройников или стыков из-за большей площади контакта с поверхностью. Однако детали, такие как трубы теплообменника, являются частым исключением из этого правила.
Обычно детали очищают, как при сварке или пайке, и наносят флюс в соответствии с инструкциями производителя. Детали равномерно нагреваются с внешней оболочкой пламени, чтобы избежать перегрева флюса, и припой наносится аналогично тому, как это делается для других основных металлов. Очистка после пайки может не потребоваться для предотвращения окисления, поскольку некоторые флюсы не вызывают коррозии.Однако после пайки всегда рекомендуется удалять все остатки флюса.
Пайка алюминия обычно используется в таких приложениях, как ремонт теплообменников или сердечников радиаторов, первоначально с использованием пайки. Однако его нельзя использовать в качестве ремонта, заменяющего пайку или сварку.
Серебряная пайка
Серебряный припой в основном используется в авиастроении при производстве кислородных трубопроводов высокого давления и других деталей, которые должны выдерживать вибрацию и высокие температуры.
Серебряный припой широко используется для соединения меди и ее сплавов, никеля и серебра, а также различных комбинаций этих металлов и тонких стальных деталей. При пайке серебром получаются более прочные соединения, чем при других процессах пайки.
Флюс необходимо использовать во всех операциях пайки серебра, чтобы обеспечить химическую чистоту основного металла. Флюс удаляет пленку оксида с основного металла и позволяет серебряному припою прилипать к нему.
Все серебряные паяные соединения должны быть чистыми как физически, так и химически.На стыке не должно быть грязи, жира, масла и / или краски. После удаления грязи, жира и т. Д. Любые оксиды (ржавчина и / или коррозия) должны быть удалены путем шлифовки или опиливания детали до тех пор, пока не станет виден блестящий металл. Во время пайки флюс продолжает удерживать оксид от металла и способствовать течению припоя.
Три рекомендуемых типа соединения для серебряной пайки: внахлест, фланец и кромка. С их помощью металл формируется так, чтобы обеспечить шов шире, чем толщина основного металла, и обеспечить тип соединения, который выдерживает все типы нагрузок.[Рисунок 5-27] Рисунок 5-27. Серебряные пайки.
Кислородно-ацетиленовое пламя для серебряной пайки должно быть мягким нейтральным или слегка редуцирующим. То есть пламя с небольшим избытком ацетилена. Во время предварительного нагрева и нанесения припоя кончик внутреннего конуса пламени должен находиться на расстоянии примерно 1⁄2 дюйма от изделия. Пламя должно постоянно двигаться, чтобы металл не перегревался.
Когда обе части основного металла имеют правильную температуру, флюс течет, и припой можно наносить непосредственно рядом с краем шва.Необходимо одновременно направлять пламя на шов и поддерживать его движение, чтобы основной металл оставался при равномерной температуре.
Летный механик рекомендует
Есть ли разница между сваркой и пайкой?
Как и многие термины для листового металла, пайка и сварка взаимозаменяемы. Однако, хотя эти две операции похожи, их процесс и вспомогательные методы различны.
Основное отличие сварки от пайки — плавление.При пайке производители металла нагревают склеиваемый металл, но никогда не плавят его. При сварке производители металла плавят основной металл.
Пайка больше всего похожа на пайку, потому что в ней используется капиллярное действие, чтобы вливать металл в соединение, пока он не остынет и не затвердеет. Для получения дополнительной информации о пайке щелкните здесь.
Чтобы узнать больше о разнице между пайкой и сваркой от Kaempf & Harris, прочтите:
Большая разница
Kaempf & Harris создали простую схему с помощью ME Mechanical, нового онлайн-ресурса для инженеров-механиков и студентов инженерных специальностей, чтобы объяснить ключевые различия между пайкой и сваркой:
- Сварные соединения самые прочные, за ними следуют паяные соединения, затем паяные соединения.
- Для сварки требуется около 6500 градусов по Фаренгейту, а для пайки — около 840 градусов по Фаренгейту.
- Заготовки и металлическая основа нагреваются и плавятся при сварке. Пайка не требует нагрева деталей.
- Согласно ME Mechanical, «Механические свойства основного металла могут измениться в месте соединения из-за нагрева и охлаждения» во время сварки. При пайке механические свойства не меняются.
- Требования к квалификации сварщика обычно выше, чем у паяльщика.Однако стоимость тепла примерно такая же.
- Термообработка всегда требуется для сварного шва, тогда как пайка никогда не требует термической обработки.
- Сварка не требует предварительного нагрева заготовки. Однако пайка требует предварительного нагрева для получения высококачественного соединения.
Процесс
Согласно Machine Design, «пайка — это низкотемпературный аналог пайки».
Согласно определению Американского сварочного общества, «пайка происходит с наполнителями (также известными как припои), которые плавятся при температуре ниже 840 градусов по Фаренгейту.Металлы, которые можно паять, включают золото, серебро, медь, латунь и железо ».
Свинец был основным металлом для этой техники обработки листового металла. Однако экологические проблемы подталкивают промышленность по производству листового металла к альтернативам, не содержащим свинца.
«Наполнитель, называемый припоем, плавится. Когда он затвердевает, он приклеивается к металлическим частям и соединяет их. Связь не такая прочная, как … сварная.
Флюс, химическое очищающее и очищающее средство, используется при пайке и сварке для очистки металлических поверхностей.Флюс облегчает нанесение припоя, чтобы он растекался по соединяемым деталям.
«Пайка также используется для соединения электрических компонентов», согласно Machine Design. «Соединение не обязательно является прочным или конструктивным, но электрически соединяет детали с помощью проводящего припоя».
В процессе сварки происходит плавление. Плавление — это общий термин при изготовлении листового металла для соединения металлов схожего состава и точек плавления. Ванна расплавленного материала, называемая сварочной ванной, образуется из-за высоких температур плавления деталей.
Эта ванна охлаждается, образуя соединение, которое прочнее, чем основной металл, и давление в виде тепла может использоваться для облегчения производства сварных швов.
Сварка также требует формы экрана для защиты присадочного металла от загрязнения или окисления, что является потерей электронов и вызывает образование оксида железа (более известного как ржавчина) на металле.
Методы
К типам пайки относятся следующие:
- Пайка
- Твердая или серебряная пайка
- Пайка мягким припоем
Виды сварки включают следующие:
- Сварка сопротивлением
- Электрошлаковая сварка
- Порошковая сварка
- Газовая дуговая сварка металлом
- Газовая вольфрамовая дуговая сварка
- Сварка стекла
- Газокислородная сварка
- Сварка пластмасс
- Дуговая сварка в экранированном металле
- Сварка под флюсом
Если вы хотите узнать больше о сварке, нажмите кнопку ниже, чтобы загрузить памятку Kaempf & Harris по условиям сварки:
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЙТЕ МЕТАЛЛ ВМЕСТЕ
* При пайке нельзя плавить припой прямым нагревом горелки или паяльника.Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте. Затем нагретый металл плавит припой по мере его подачи в соединение.
Последний пункт, вероятно, является наиболее частой причиной слабых и плохо спаянных соединений. Чтобы этого избежать, используйте паяльник или горелку только для нагрева металла, концентрируясь на самых толстых и тяжелых частях. На мгновение оттяните источник тепла, прикасаясь припоем к стыку.Если металл достаточно горячий, и если вы сначала нанесли флюс на соединение, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может оказаться необходимым поддерживать контакт паяльника с металлом, чтобы соединение оставалось достаточно горячим, чтобы расплавить припой. В таком случае держите утюг на противоположной стороне от металла или на некотором расстоянии от того места, где вы вводите припой. Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке.Обратите внимание, что кончик пистолета прижимается к одной стороне скрученных проводов, в то время как припой подается с противоположной стороны. Как только промежутки между проводами заполнятся и со всех сторон появится слой расплавленного припоя, удалите припой и утюг.
При пайке листового металла или любого соединения, где есть значительная площадь для пайки (чем больше площадь контакта, тем прочнее будет соединение), лучше всего подойдет метод, который называется «пайка методом пота».» Этот метод требует предварительного лужения стыкуемых поверхностей — сначала покрыть металлические поверхности флюсом, а затем тонким слоем припоя (как при лужении паяльника).
Затем плотно скрепите поверхности вместе и снова нагрейте, используя горелку или большой паяльник. Но сконцентрируйте большую часть тепла на самых крупных кусках металла. Тепло заставит лужение на каждой поверхности расплавиться и сплавиться, пока вы вводите дополнительный припой по краю стыка, как показано на рисунке.
Аналогичная технология применяется при пайке медных труб. Здесь вы собираете трубу и фитинг после очистки внешней стороны трубы и внутренней части фитинга. Нанесите флюс на эти поверхности перед тем, как вставить трубу в фитинг, направьте пламя от пропановой горелки на самую громоздкую часть соединения (обычно на угол колена или тройника). Дайте теплу распространиться от этого на остальную часть стыка. Когда металл станет достаточно горячим, чтобы расплавить припой при контакте (без пламени), уберите пламя и подайте припой по всему периметру фитинга.
По вопросам ремонта дома следует обращаться к Бернарду Гладстону, The New York Times, 229 West 43d Street, New York, N.Y. 10036. В этой колонке будут даны ответы на вопросы, представляющие общий интерес; На неопубликованные письма нельзя ответить индивидуально.
Какой металл используется для пайки? Ты должен знать!
Пайка — широко используемый метод соединения различных металлических предметов. Обратимость сделала его надежным методом. Есть некоторые специфические металлы, которые можно паять.Между тем, некоторые металлы нельзя паять. И есть некоторые наиболее часто используемые металлы для пайки.
Часто задаваемый вопрос о пайке: «Какой металл используется для пайки?» Ответ: существует очень много вариантов, но в основном это олово и свинец, а также некоторые другие легированные металлы.
Для вашего удобства в этой статье были рассмотрены отдельные металлы для пайки. Давайте начнем изучать…
Что такое пайка
Во-первых, давайте начнем с самой базовой информации для абсолютных новичков.Пайка — это процесс, в котором металлический припой соединяет два других куска металла. Припой — это в основном металл, который работает как клей при любых электрических соединениях или механических целях.
В двух словах обо всем процессе —
- Припой нагревается до точки плавления.
- Начинает плавиться на соединяемых металлах или проволоке.
- Затем остывает и затвердевает.
- Таким образом создается прочная металлическая связь.
Это тоже обратимо.Это означает, что отпайка также возможна. Паяльник — один из самых ответственных паяльных инструментов.
Пайка широко используется в электронных компонентах для создания проводящих связей между компонентами печатных плат при проектировании печатных плат и т. Д.
Какие металлы можно паять?
Когда дело доходит до пайки, существует огромное множество вариантов на выбор. Вы должны исследовать, какие металлы вы должны использовать для вашего конкретного применения.
Латунь — это то, что в первую очередь приходит на ум, когда речь идет о типах припоев.Это просто, надежно и менее сложно. Его постоянно используют при пайке. Для любительских применений латунь вполне подойдет.
Алюминий тоже отличный вариант. Для этого нужен специальный припой и более прочное оборудование.
Свинцовые присадочные металлы получили широкое распространение. Но из-за опасного воздействия на окружающую среду и здоровье человека он сейчас запрещен. Но свинцовые действительно упрощают процесс пайки. Эти припои по-прежнему предпочтительны в критических приложениях. Сегодня есть варианты без свинца на выбор.Некоторые из них — сурьма, медь, серебро, олово, индий и т. Д.
Серебро, медь, латунь, бронза и сталь — это некоторые распространенные типы металлов, которые сами по себе образуют прочные физические или химические связи. А для других металлов, таких как чугун, титан, алюминий и т. Д., Требуется сплав с более высокой температурой плавления.
Свинец или олово — это мягкий припой. У них низкая температура плавления. Твердые припои образуют более прочную связь благодаря высокой температуре плавления. Однако свинец и олово трудно обрабатывать металлами, которые легко окисляются.
Есть и другие припои, называемые протирочными припоями. Они довольно подвижны, и ими легко манипулировать. Припой для зачистки кабеля имеет высокое содержание олова. Обеспечивает прочную связь.
Медь, серебро, золото легко поддаются пайке. С железом, никелем и мягкой сталью труднее. И нержавеющая сталь, алюминий трудно паять.
Наиболее распространенные металлы, используемые для пайки
Два наиболее часто используемых металла в припоях — это свинец и олово. Свинец был одним из самых распространенных и широко используемых припоев.Он также менее подвержен неудачам. 60/40 — это обычное соотношение для смешивания свинца и олова для достижения температуры плавления 180 ° C-190 ° C. Его часто называют мягким припоем. Более высокая концентрация олова приводит к лучшей прочности на разрыв и сдвиг.
В ЕС запрещено использование пайки на основе свинца из-за ее неблагоприятных последствий. Бессвинцовые припои имеют более высокую температуру плавления по сравнению с другими обычными припоями. Серебряные припои — отличная замена припоям на основе свинца. Использование никеля в качестве добавок может уменьшить образование усов олова.Без свинца не всегда означает нетоксичность. Потому что пары других металлов тоже более или менее токсичны.
FluxЧасто в стыке или вокруг него присутствуют загрязнения, такие как грязь, масло, окисление и т. Д. Флюс предотвращает окисление и химически очищает металл.
В основном предотвращает образование оксидов. Флюс канифоли способствует электрическому контакту и механической прочности соединений.
Что такое смеси припоев
Свинец, олово и флюс широко используются в припоях.Доступно много припоев. Кроме того, соотношение различных металлов в смеси также приводит к получению различных припоев. Процент добавок также отличает их друг от друга.
Сурьма используется в качестве легирующего металла в припоях. Повышает механическую прочность и предотвращает появление насекомых-вредителей. Но это не снижает смачиваемости.
Медь, индий и висмут вызывают снижение температуры плавления. Они также улучшают смачивающие свойства.
Индий улучшает пластичность. Используется для пайки золота.Они дорогие. Мы используем серебро для повышения прочности, в частности, механической прочности. Но снижает пластичность.
Существуют определенные комбинации соотношений металлов, которые можно использовать для конкретных применений для достижения прочных соединений.
Заключение
Доступно много типов и соотношений смесей припоев. Бессвинцовые, свинцовые и прочие! Несмотря на вредное воздействие свинцовых, они все же более надежны и предпочитаются профессионалами. Бессвинцовые технологии могут использоваться в электронных устройствах, отвечающих требованиям охраны окружающей среды и здоровья.
Надеюсь, эта статья была достаточно информативной, чтобы ответить на ваш вопрос «какой металл используется для пайки?» Если у вас есть дополнительные вопросы, мы предлагаем вам обратиться за помощью к специалисту или исследовать вашу конкретную проблему.
Ссылки
- https://www.twi-global.com/technical-knowledge/faqs/what-is-soldering
- http://www.hotenda.com/ask/4379/what-metal-cannot -паять
- https://www.ehow.com/facts_5872641_metals-can-soldered_.html
- https: // resources.pcb.cadence.com/blog/what-are-the-different-types-of-solder-2
- https://davidneat.wordpress.com/tag/what-metals-can-be-soldered/
- https : //www.quora.com/What-metals-are-typically-used-to-solder-components-to together-in-electronics
Как приклеить металл к металлу без сварки (быстро и легко)
0Последнее обновление
При работе с металлом может потребоваться соединение двух разных частей.Сварка — наиболее логичный ответ на эту дилемму, но не всегда лучший или самый жизнеспособный. Здесь мы познакомим вас с некоторыми другими способами соединения металла с металлом без сварки.
Вы можете быть удивлены количеством методов, которые представляют собой альтернативу сварке. Есть клеи, а также процессы, требующие опыта и оборудования. Большинство из этих вариантов не так опасно, как сварка. Так что они могут быть идеальным путем для новичка или новичка.
Вам, вероятно, следует рассмотреть следующие варианты, кроме сварки:
Клей
Кредит: stevepb, Pixabay
Самым простым способом соединения двух частей материала является использование клея.Практически любой может нанести клей на пару поверхностей и сложить их вместе. Однако здесь действует несколько факторов, таких как прочность и тип клея, удерживание металлов под давлением до тех пор, пока все не высохнет, и так далее.
Как приклеить металл к металлу с помощью клея
Скрепить два куска металла клеем довольно просто, если у вас есть подходящий вид клея и немного времени. Вот несколько пошаговых инструкций.
Приготовить
- Убедитесь, что вы работаете в мастерской или в любом месте с хорошей вентиляцией.Также должно быть достаточно места для размещения и обработки всего, что вам нужно. Положите газету из защитной ткани, не забывая прикрывать ближайшую мебель.
- Затем внимательно осмотрите детали, которые необходимо склеить. Проверьте, подходят ли они друг другу. Уберите места, куда нужно нанести клей, например, частицы пыли, фрагменты ткани или остатки клея.
- Также следует носить защитные перчатки из нитрила или латекса.Если вы работаете с металлическим клеем, вам будет недостаточно ПВХ, хлопка или нейлона.
Инструкции
Теперь вы можете начать со следующих шагов:
ОчисткаПоверхности, на которые наносится клей, должны быть сухими, чистыми и, в идеале, немного шероховатыми. Удалите жир, масло, воск, грязь или пыль. Также используйте ткань, чтобы стереть отпечатки пальцев. Если поверхность слишком гладкая, попробуйте придать ей шероховатость наждачной бумагой.
Нанесение клеяПрочтите инструкцию на тюбике клея.Это проинформирует вас о правильных методах нанесения и необходимом времени высыхания.
Откройте колпачок и с помощью кисти или шпателя нанесите клей на обе поверхности. Эпоксидный металлический клей может потребовать некоторого перемешивания, в то время как суперклей может потребовать, чтобы вы нанесли всего одну каплю на каждый квадратный дюйм.
Соединение металлических деталейРасположите две детали и плотно прижмите их. Убедитесь, что между ними нет промежутков. Нажмите на них в течение нескольких минут, а затем оставьте их в покое на время, указанное в инструкции.
Зажим и отверждениеИмейте в виду, что металлические эпоксидные смолы обычно нужно зажать около часа. Их полимеризационные связи длиннее, чем у суперклеев и полиуретанов. Тем не менее, для последнего все же рекомендуется зажим, если вам нужна прочная связь. Для полного склеивания оставьте склеенные детали нетронутыми на ночь.
Пайка
Кредит: Юрий Кутовой, Pixabay
Метод пайки означает использование присадочного металла для соединения двух металлических частей друг с другом.Присадочный металл нагревается до температуры более 800 градусов. Хотя этот метод похож на сварку, он менее затратный. Кроме того, это больше похоже на использование клея, чем на плавление самих металлических деталей. По этой причине мы до сих пор считаем это методом соединения металла с металлом без сварки.
Как приклеить металл к металлу с помощью пайки
Вот основные этапы соединения металлических деталей методом пайки:
- Убедитесь в хорошей совместимости: соединение между двумя основными металлами должно быть чистым, чтобы обеспечить эффективное капиллярное действие
- Чистые металлы: чистые металлические поверхности необходимы для правильной пайки.Итак, сначала удалите жир и масло, а затем избавьтесь от ржавчины, если она есть.
- Флюс: используйте химическое соединение, называемое флюсом, на стыковых поверхностях перед пайкой, чтобы не образовывались оксиды.
- Сборка: удерживайте детали в правильном положении пайки, используя силу тяжести, если их форма позволяет это
- Пайка сборки: сначала нагрейте сборку до температуры пайки и поместите присадочный металл в стык
- Очистка: очистите узел после пайки, так как большинство флюсов могут быть курсивными; это включает в себя очистку остатков флюса, а также окалины
Пайка
Кредит: Bru-nO, Pixabay
Пайка аналогична процессу сварки и широко используется для изготовления печатных плат, электроники и подобных изделий.Основное отличие этой сварки от сварки заключается в том, что последняя требует образования механического соединения. Пайка требует электрического соединения между металлами, которые мы соединяем.
Припой — это основной материал, используемый в процессе пайки. Его довольно легко расплавить, поскольку он обычно полностью состоит из олова (не менее 99 процентов) и обеспечивает необходимое электрическое соединение. Помимо олова, внутри припоя могут быть и другие металлы, такие как серебро, цинк и медь.Поскольку припой плавится при относительно низкой температуре, он не требует такого большого количества тепла, как процесс сварки.
Как прикрепить металл к металлу с помощью техники пайки
Вот краткий обзор того, как спаять две металлические детали вместе:
Соберите материалВам понадобится:
- Паяльник
- Губка влажная
- Флюс
- Кисть
- Наждачная бумага
- Припой
- Ткань влажная
- Очки защитные
- Перчатки защитные
- Лента малярная
Шагов:
- Подключите утюг к розетке и дайте ему нагреться.Пока он заживает, зашлифуйте металлические края там, где вы должны их соединить. Поверхность должна быть максимально гладкой, чтобы детали можно было соединять без зазоров.
- Очистите области, а затем используйте малярную ленту, чтобы закрыть все места, где вы не хотите паять. Нанесите флюс на места, куда пойдет припой.
- Установите рабочее место, следя за тем, чтобы между вами и солдатом всегда было небольшое расстояние.
- Наденьте защитные очки и при необходимости наденьте перчатки
- Запустить процесс пайки
- Дать металлу остыть после обработки
- Удалите излишки припоя после того, как все остынет
Клепка
Кредит: kakilambe, Pixabay
Клепка используется для соединения двух металлических частей тяжелого профиля.Его можно использовать для соединения деталей в цистернах, котлах, вагонах, мостах и т. Д. Четыре вида клепки включают двойную клепку, одинарную клепку, клепку зигзагом и клепку цепью.
Как прикрепить металл к металлу с помощью клепки
Вот шаги по использованию заклепок для соединения металлов:
The Takeaway
Сварка может быть прочным и надежным способом соединения двух металлических частей. Однако в этом нет необходимости постоянно, и его минусы могут помешать нам сделать такой выбор. Если вы искали альтернативу сварке для соединения металла с металлом, приведенное выше обсуждение должно было дать вам массу идей.
Некоторые из рассмотренных нами методов все еще могут быть сложными, но большинство из них проще, чем сварка. Большинство из них также не требует особого опыта или подготовки.