составы, рекомендации по применению, характеристики
Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.Составы припоев для пайки алюминия
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.

Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.

Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Припой для пайки алюминия 34А
Продукт выпускается отечественным производителем в виде порошка, проволоки или прутков. В его состав входит около 66% алюминия, примерно 28% меди и не более 6% кремния.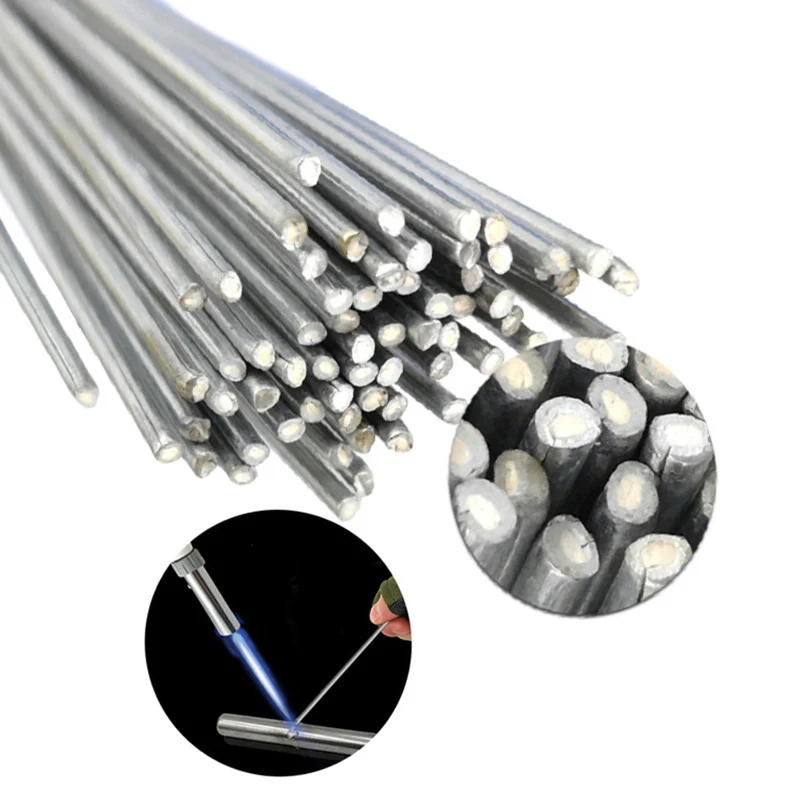 При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.
При применении материала 34А во время работ по пайке рекомендуется применение флюса Ф34А.Температура плавления сплава 525 градусов, в то время как процесс пайки должен производиться при температуре в 530-550 градусов.Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
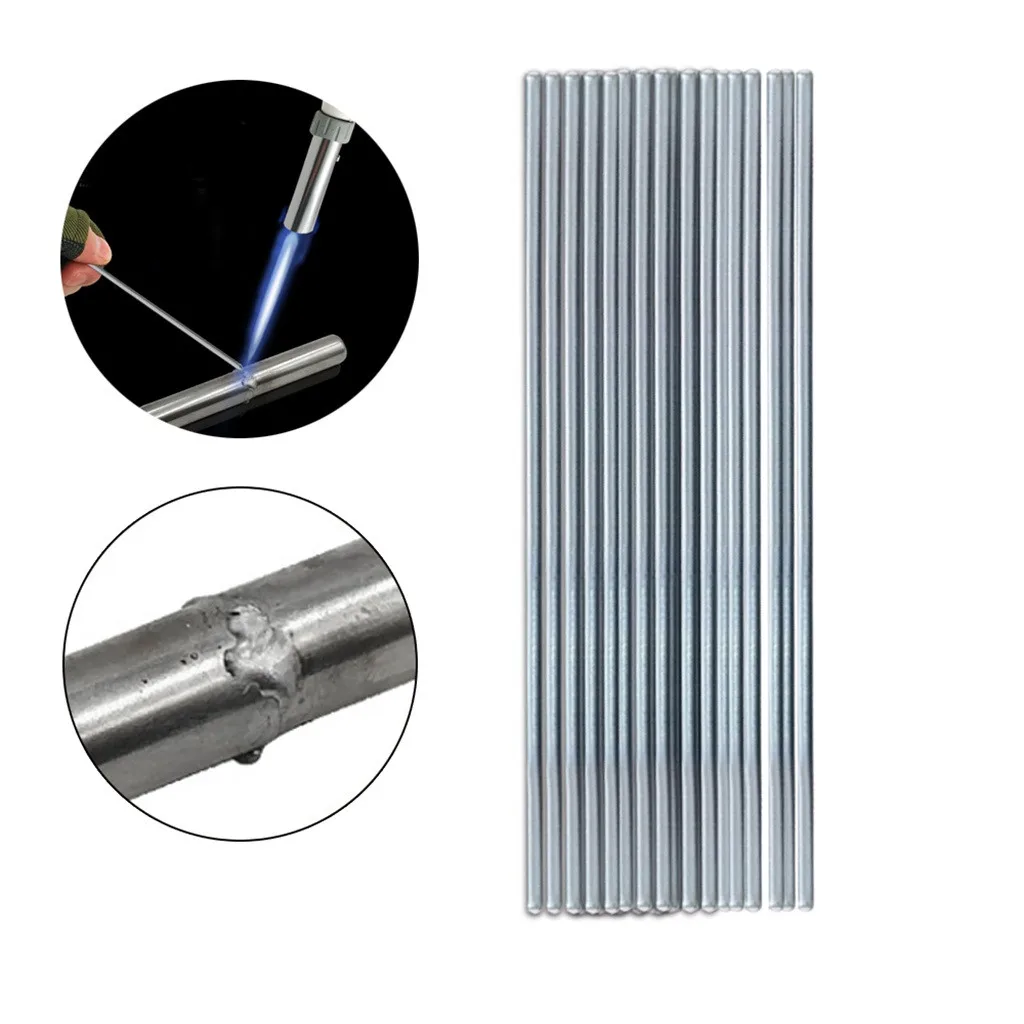
Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3.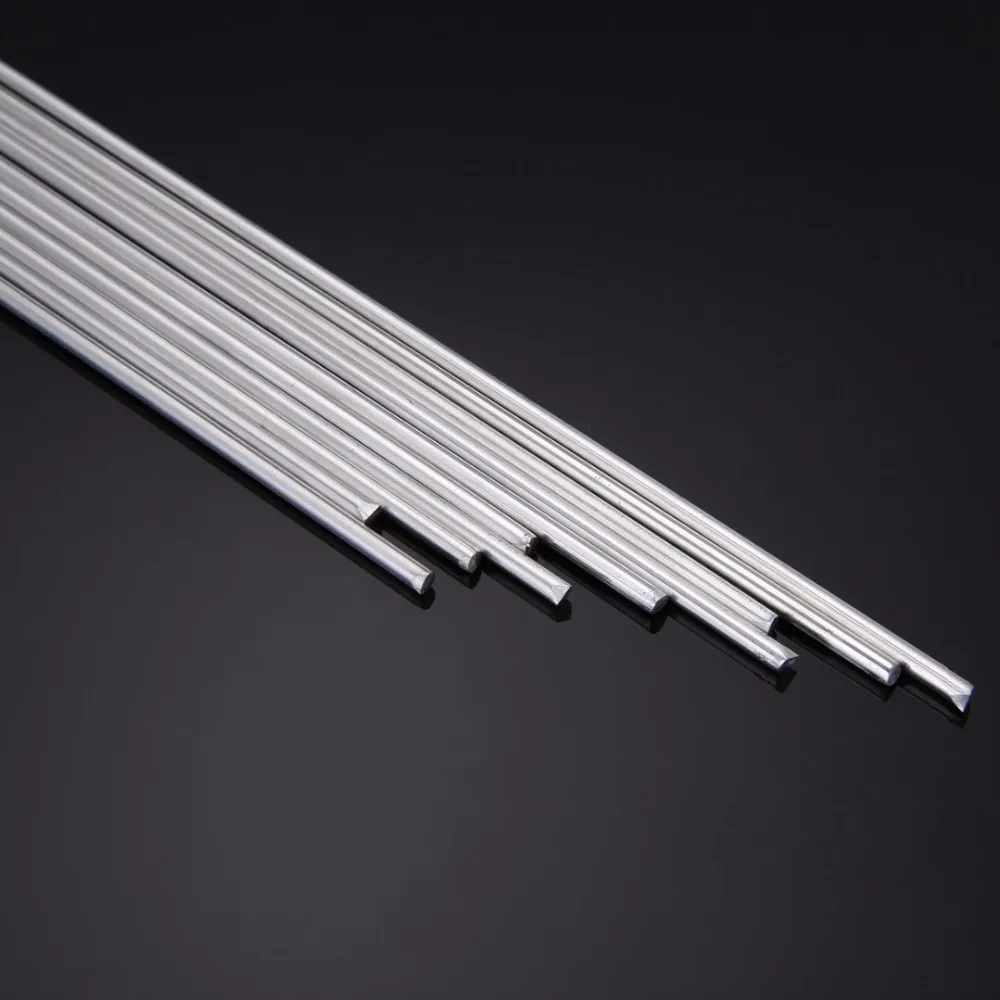 Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
20шт алюминиевые сварочные стержни для пайки легкая пайка низкотемпературный аксессуар
Детали:
* 100% новый и высокое качество
* Изготовлены из материала высокого качества, прочного и практического использования
Подходит для сварки или наплавки сварного сплава с высокой прочностью, хорошей кузнецкой способностью и хорошей коррозионной устойчивостью
«В основном используется для сварки алюминиевого и марганцевого сплава в велосипеде, алюминиевом скутере, локомотивной карете
«Широко используется в жизни. Подходит для сварки или наплавки сварочных сплавов с высокой прочностью, тонкой ковкой и хорошей коррозионной устойчивостью
«Высокая свароспособность и коррозионная устойчивость, высокая теплопроводность, высокая электрическая проводимость и отличная производительность обработки
«Эффект сварки хорош, а внутренний порошок имеет полный или гладкий сварочный эффект
* Использует: используется для аргона дуги сварки алюминия кремния, алюминиевый кремний магния, алюминиевый кремния магния меди серии Кованые алюминия и литого алюминия (7% Си), более широко используется для чистого алюминия, алюминиевого марганца, алюминиевого кремния магния сплав, автомобильный алюминиевый резервуар для воды межокулер радиатор алюминиевый сплав пассажирского автомобиля окно, велосипед кадр алюминиевых частей обслуживания алюминиевый сплав скутер, локомотив отсек, судно химического давления, военное производство, судостроение и другие отрасли
* Производительность: Низкотемпературной алюминиевой сварочной проволоки является eutectic алюминиево-кремниевой сварки провода, содержащего 12% кремния, который имеет более низкую температуру плавления и тонкий интервал затвердевания, чем 4043 сварочный провод, высокое содержание кремния, хорошая текучесть, и сводит к минимуму тепловой крекинг тенденция.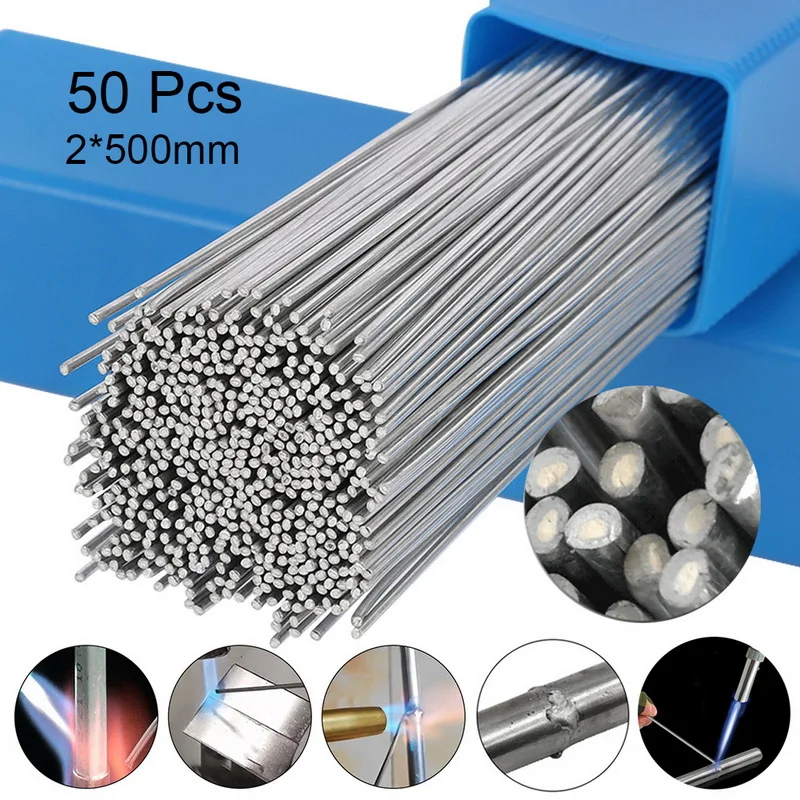
Содержимое пакета:
20’Сварка проволоки
Примечание: Реальный цвет элемента может немного отличаться от фотографии показано на сайте, вызваны многими факторами, например яркость монитора и яркость света.
Тип товара: Аксессуары для сварки
припой : Припой для пайки алюминия HTS-2000
HTS-2000 — это припой в форме стержней, применяемый для низкотемпературной пайки и сварки алюминия, алюминиевых сплавов и цветных металлов без флюса. Для работы достаточно газовой горелки, например, пропановой, ацетиленовой или MAФ.Припой HTS-2000 — это продукт последних достижений в области металлургии, представляющий собой сплав нового поколения, надежность и прочность которого превосходят предыдущие аналоги. Доступность и простота в использовании делают HTS-2000 лидером среди всех известных припоев.

HTS 2000 — это уникальный сплав, состоящий из девяти компонентов. Припой HTS-2000 имеет вязкость и тянется на 10% (в то время как сплавы первого поколения растягиваются на 3% при удлинении 50мм), что делает его в 3 раза пластичней и прочней аналогов. Кроме этого, плохо подготовленная поверхность металла и оксидная пленка не влияет на прочность шва. При нагреве расплавленный припой HTS 2000 проникает через пленку оксида алюминия (на поверхности детали) и создает прочные молекулярные связи. Коррозия для такого соединения не страшна, т.к. электрохимический потенциал между материалом припоя и алюминия невелик. Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.
Область применения припоя для алюминия HTS 2000.
— Ремонт и восстановление головок блока цилиндров (трещины, сколы, прогары и др.
 )
)— Ремонт топливных баков из алюминия
— Пайка алюминиевых и медных трубок в различных сочетаниях
— Ремонт трубок насосов, компрессоров , кондиционеров
— Ремонт днищ лодок, выполненных из алюминиевых сплавов
— Ремонт картеров автомобилей
— Восстановление деталей после износа, поломки, скола
— Ремонт алюминиевых корпусов, ремонт радиаторных трубок
— Восстановление резьбовых отверстий
Достоинства.
— Не требует флюсов и полученное соединение 100% металлическое
— Прочней чем обычные сплавы — до 45900 PSI
— Низкая температура плавления. Рабочая температура 337 — 357 С
— Температура плавления на 300 градусов ниже, чем у алюминия
Температура плавления алюминия около 660ºС, при этом тонкостенные алюминиевые детали начинают деформироваться. Припой HTS-2000 плавится при температуре 390 градусов, что значительно упрощает пайку тонкостенных деталей.

После подогрева алюминиевой детали и HTS 2000, припой проникает под оксидную пленку и создает молекулярную связь, которая прочней чем связь молекул в образце. Важным свойством HTS 2000 является устойчивость к электрической коррозии.
HTS 2000 подходит для работы со всеми сплавами цветных металлов, включая все алюминиевые сплавы, сплавы магния и алюминия, цинка, меди, бронзы, никеля, титана и оцинкованных частей.
Физические свойства.
Растяжение: 45900 PSI Therm. Опыт:. 15,2 х 10 — 6in./in./F °
Удлинение: 10% в 2 дюйма Elec. Cond: 26 (% меди станд.)
Воздействие: 43 Ft. фунтов (Шарпи) С. П. Grav. 6,6
Сдвиг: 31000 PSI
Вес: 0,24 кг / куб. дюйм
Точка плавления: 390 С
Диаметр: 2.5 — 3 мм
Длина: 460 мм
Инструкция по применению HTS-2000
Шаг 1:
Область соединения должна быть зачищена щеткой, наждачной шкуркой или надфилем (для удаления оксидной пленки).

Шаг 2:
Нагрейте рабочую поверхность (НЕ ПРИПОЙ) до 200 С и, для лучшего сцепления, нагретую поверхность зачистите ещё раз (при нагревании на алюминии появляется оксидная пленка), после чего доведите температуру детали до температуры плавления припоя (390 С). НЕ ПОМЕЩАЙТЕ СТЕРЖЕНЬ В СТРУЮ ПЛАМЕНИ ГОРЕЛКИ! Вы должны довести температуру свариваемого металла до температуры плавления припоя HTS-2000. Тепло должно переходить с открытой поверхности на стержень припоя.
Шаг 3:
После достижения рабочей температуры, проведите прутком припоя HTS-2000 по поверхности алюминия для удаления царапин.
В остальных случаях используйте лудильную щетку из нержавеющей стали для лужения поверхности с помощью сплава HTS 2000. Соблюдение этих рекомендаций приведет к отличным результатам.
Шаг 4:
После завершения работы всегда давайте детали остывать естественным путём.
 Пропан лучше подходит для работы с изделиями до 10мм, для изделий толще 10мм можно использовать MAPP-газ (он продается в желтых болонах), его температура выше на 200 градусов.
Пропан лучше подходит для работы с изделиями до 10мм, для изделий толще 10мм можно использовать MAPP-газ (он продается в желтых болонах), его температура выше на 200 градусов.При более сложной работе или в целях экономии времени, используйте кислородно-ацетиленовую горелку либо предварительно прогревайте деталь дополнительным источником тепла (например, паяльной лампой или электрической плиткой). Чем толще материал, тем больше требуется времени для его нагрева.
При работе с кислородно-ацетиленовой смесью всегда используйте рассеивающий наконечник либо осуществляйте нагрев нейтральным пламенем. Не помещайте стержень припоя HTS-2000 в струю пламени.
Описание работы с HTS 2000.
Пайка алюминия.
Предварительно нагрейте места пайки до 260 С, до температуры выгорания углерода. При первоначальном применении ацетилена для нагрева место пайки почернеет. Далее нагревайте почерневшую поверхность нейтральным пламенем до тех пор, пока углерод не исчезнет.

Пайка «ушек» из алюминия.
Тщательно покройте место разлома припоем. Возможно использование стальной формы в виде старого ушка. Форму заполните припоем.
Если оказалось, что часть ушка после зачистки отсутствует, то можно использовать болт и шайбу требуемого размера. Закрутите болт при помощи гайки, обработайте поверхность припоем, сделайте мост над болтом. Если сплав потек через край, уберите пламя горелки. После короткого перерыва продолжайте работу, пока не будет достигнута требуемая толщина.
Трудно нагреть две сплавляемые части одновременно – в этом случае, можно напаять припой на каждую часть по отдельности, затем совместить обе части и нагреть до точки плавления припоя.

При соединении внахлест нужно предварительно напаять припой HTS-2000 на поверхность обеих заготовок, и соединить — пока он расплавлен. С помощью припоя можно округлить края, соединенные внахлест. Пайка алюминия таким способом очень эффективна.
Восстановление сорванной резьбы.
Способ а). Высверлить старую резьбу сверлом большего размера, примерно на 3 мм. Если резьба сквозная, нужно плотно закрыть одно отверстие с помощью стальной пластины. Энергично натирая внутреннюю поверхность отверстия, затолкните припой и дайте ему возможность полностью расплавиться. После того, как деталь остынет, заново просверлите нужное отверстие и нарежьте резьбу. Это удобный способ для нарезания резьбы в любых случаях при ремонте.
Способ б). При ремонте болтов, вначале нагрейте его и материал основы до температуры плавления припоя. Залейте припой HTS 2000 вокруг болта до незначительного переполнения.
 После охлаждения выкрутите болт. Такой способ не годится для ремонта мелких болтов, так как усилие при выкручивании болта может его деформировать.
После охлаждения выкрутите болт. Такой способ не годится для ремонта мелких болтов, так как усилие при выкручивании болта может его деформировать.Работа с медью.
Для открытия структурных пор медь требует большего прогрева. Очистить и нагреть рабочую поверхность до тех пор, пока прут не будет оставлять хорошо видимый след при ударных движениях. После появления заметной линии нужно увеличить нагрев. Когда тестовая линия начнет впитываться в поверхность, продолжайте нагрев до полного открытия пор и проникновения сплава в медь.
Заполнение больших отверстий.
1. Очистить обрабатываемую поверхность. Покрыть внутреннюю полость отверстия тонким слоем припоя HTS-2000. Закрыть вторую сторону отверстия стальной пластиной и зафиксировать ее. Обработанное отверстие заполняем расплавленным припоем непрерывно — пруток за прутком.
2. Большое отверстие можно заделать с помощью заплаты.
 Заплату из любого вида алюминиевой пластины или фольги и края отверстия залудить, удерживая заплату, после чего нагреть.
Заплату из любого вида алюминиевой пластины или фольги и края отверстия залудить, удерживая заплату, после чего нагреть.Медно-свинцовые сплавы, гальванизированные и баббит металлы.
С такими материалами производить пайку можно без предварительного нагрева рабочей поверхности. Температура плавления металла и припоя примерно одинаковая. Для стабилизации температуры, при восстановлении медно-свинцовых сплавов, применяют иногда контейнер с сырым песком.
УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с количеством в штуках (в данный момент от 20 шт. по цене 120,00 грн. за 1 шт).
Нажимаете курсором мышки на это окошко и выбираете «кликом» необходимое Вам. Сверху автоматически появится цена.
Благодарим за покупку !
Видео работы с припоем HTS-2000.
Купить припой для алюминия HTS 2000 Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Припой для пайки алюминия HTS-2000 купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочные материалы.
Припой для алюминия HTS-2000 купить. Припой HTS-2000 купить. HTS 2000 купить. Припой для алюминия HTS купить. Припой для алюминия HTS-2000 цена. Припой для алюминия HTS-2000 Кривой Рог.
Припой для пайки алюминия HTS-2000 1шт.
Шаг 1:
Область соединения должна быть зачищена щеткой, наждачной шкуркой или надфилем (для удаления оксидной пленки).
Шаг 2:
Нагрейте рабочую поверхность (не припой) до 200 градусов и для лучшего сцепления, нагретую поверхность можно зачистить ещё раз (поскольку при нагревании на алюминии появляется оксидная пленка) после чего доведите температуру детали до температуры плавления припоя (390 градусов). НЕ ПОМЕЩАЙТЕ СТЕРЖЕНЬ В СТРУЮ ПЛАМЕНИ ОТ ГОРЕЛКИ! Вы должны довести температуру свариваемого металла до температуры плавления припоя HTS-2000. Тепло должно переходить с открытой поверхности на стержень припоя.
Шаг 3:
После достижения рабочей температуры, проведите прутком припоя HTS-2000 по поверхности алюминия для удаления царапин.
В остальных случаях, используйте лудильную щетку из нержавеющей стали для лужения поверхности с помощью прутка сплава HTS 2000. Соблюдение этих рекомендаций приведет к отличным результатам.
Соблюдение этих рекомендаций приведет к отличным результатам.
Шаг 4:
После завершения работы всегда давайте образцу остывать естественным путём. Пропан лучше подходит для работы с изделиями до 10мм, для изделий толще 10мм или можно использовать MAPP-газ, он продается в желтых болонах стоимостью около 3$, а его температура выше на 200 градусов.
При сложной работе или для экономии времени, используйте кислородно-ацетиленовую горелку или дополнительно подогревать деталь дополнительным источником тепла (например, паяльной лампой или электрической плиткой). Примите во внимание, чем толще материал, тем больше нужно времени для его нагревания.
При работе с кислородно-ацетиленовой смесью всегда используйте рассеивающий наконечник или проводите нагрев нейтральным пламенем. Не помещайте стержень припоя HTS-2000 в струю пламени.
Припой для алюминия HTS 2000 — сплав второго поколения для пайки без флюса
Для работы достаточно газовой горелки, например, пропановой, кислородно-ацетиленовой или MAPP.
HTS-2000 — это припой в форме стержней, применяемый для низкотемпературной сварки любых алюминиевых изделий, без флюса и предварительной обработки.
О припое:
Припой HTS-2000 — это продукт последних достижений в области металлургии, представляющий собой сплав нового поколения, надежность и прочность которого превосходят аналоги. Доступность и простота в использовании делают HTS-2000 лидером среди всех известных припоев для пайки цветных металлов, алюминия и алюминиевых сплавов.
Не нужно путать HTS 2000 с припоями первого поколения такими, как Alumaloy, Alumaweld, Alumarod, Durafix, Aladdin 3 in 1 и другими, в состав которых входят всего три компонента.
HTS 2000 является уникальным сплавом, состоящим из девяти компонентов. Припой HTS-2000 имеет вязкость и тянется на 10% (в то время как сплавы первого поколения растягиваются на 3% при удлинении 50мм), что делает его в 3 раза пластичней и прочней аналогов. Кроме этого, плохо подготовленная поверхность металла и оксидная пленка не влияет на прочность шва. При нагреве расплавленный припой HTS 2000 проникает через пленку оксида алюминия (на поверхности детали) и создает прочные молекулярные связи. Коррозия для такого соединения не страшна, т.к. электрохимический потенциал между материалом припоя и алюминия невелик. Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.
Кроме этого, плохо подготовленная поверхность металла и оксидная пленка не влияет на прочность шва. При нагреве расплавленный припой HTS 2000 проникает через пленку оксида алюминия (на поверхности детали) и создает прочные молекулярные связи. Коррозия для такого соединения не страшна, т.к. электрохимический потенциал между материалом припоя и алюминия невелик. Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.
Область применения припоя для алюминия HTS 2000:
Ремонт и восстановление головок блока цилиндров (трещины, сколы, прогары и т. д)
HTS-2000 используются для ремонта дизельных двигателей, легковых и грузовых автомобилей, тракторов, мотоциклов, алюминиевых лодок, желобов, лестниц, а также в авиации.
Особые достоинства:
не требует флюсов и полученное соединение 100% металлическое
Прочней чем обычные сплавы — до 45900 PSI
Низкая температура плавления.
 Рабочая температура между 717 и 737 градусами.
Рабочая температура между 717 и 737 градусами.Температура плавления на 500 градусов ниже, чем у алюминия
Для работы достаточно только источник тепла, например газовой горелки.
Свободно продается в магазинах и прост в транспортировке
Подходит для сварки всех алюминиевых сплавов, в том числе цинка, магния, pot-металлов
После подогрева алюминиевого образца и HTS 2000, припой проникает под оксидную пленку и создает молекулярную связь, которая прочней чем связь молекул в образце. Важным свойством HTS 2000 является устойчивость к электрической коррозии.
HTS 2000 подходит для работы со всеми сплавами цветных металлов, включая все алюминиевые сплавы, сплавы магния и алюминия, цинка, меди, бронзы, никеля, титана и оцинкованных частей.
Физические свойства:
На растяжение: 45900 PSI Therm. Опыт:. 15,2 х 10 — 6in./in./F °
Удлинение: 10% в 2 дюйма Elec. Cond: 26 (% меди станд.)
Cond: 26 (% меди станд.)
Воздействие: 43 Ft. фунтов (Шарпи) С. П. Grav. 6,6
Сдвиг: 31000 PSI Вес: 0,24 кг / куб. дюйм
Точка плавления: 717 ° — 737 ° по Роквеллу: 48
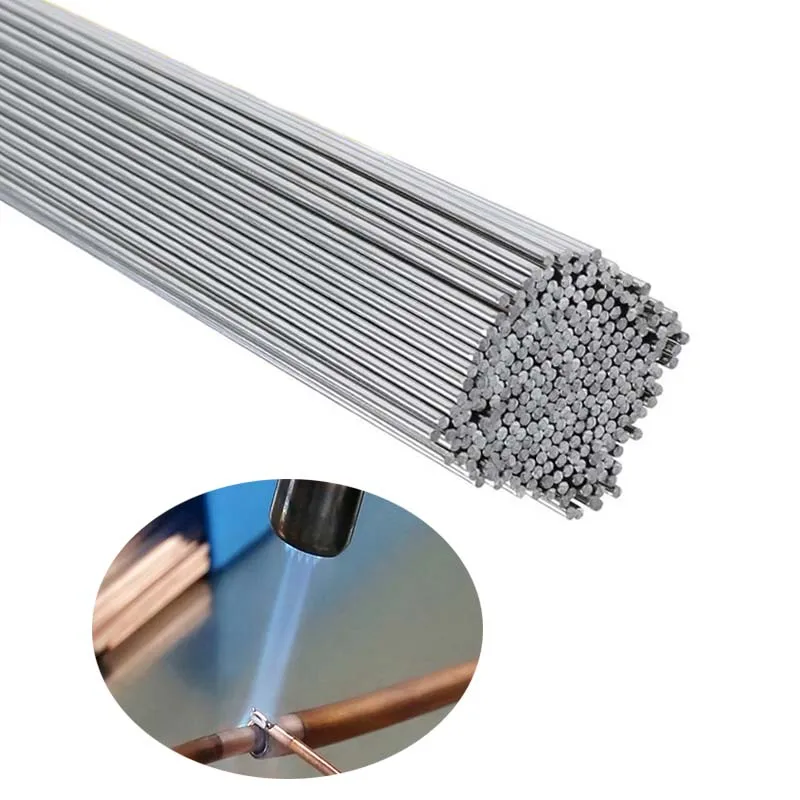
Сварочный провод — паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.

Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.

Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Всем добра =)
Пайка алюминия и его сплавов
Пайка алюминия и его сплавов
Категория:
Пайка
Пайка алюминия и его сплавов
Алюминий и его сплавы очень быстро окисляются в процессе нагревания, образуя весьма стойкие окислы, затрудняющие ведение пайки. Поэтому процесс пайки алюминия и его сплавов во многом отличается от процессов пайки других металлов. Здесь применимы лишь те методы, при которых пленка окислов, покрывающая поверхность спаиваемых частей, разрушается непосредственно в момент пайки.
Известны три метода пайки алюминия и алюминиевых сплавов:
1) пайка с механическим разрушением окисной пленки;
2) пайка с разрушением пленки окислов при помощи ультразвуковых колебаний;
3) пайка с химическим разрушением окисной пленки.
Для получения доброкачественного соединения паяемых частей необходимо прежде всего произвести подготовку поверхности: очистку от грязи, обезжиривание и травление. паяльником или стальной щеткой удаляют поверхностную пленку (производят облуживание). По мере удаления окисной пленки припой смачивает алюминий и после охлаждения дает прочную связь.
паяльником или стальной щеткой удаляют поверхностную пленку (производят облуживание). По мере удаления окисной пленки припой смачивает алюминий и после охлаждения дает прочную связь.
В ряде случаев окисную пленку соскабливают непосредственно палочкой припоя, в которую иногда вводят абразив. Такой способ паяния часто называют шабер-ным, или абразивным.
Метод пайки с механическим удалением окисной пленки наиболее удобен для запайки поверхностных дефектов в алюминиевых изделиях. В качестве припоя для этой цели применяют цинк, олово и их сплавы.
Для ускорения процесса пайки по этому методу используют электрический паяльник, при помощи которого окисная пленка удаляется -механически — вибрирующей металлической щеткой.
Метод пайки алюминия с применением ультразвуковых паяльников. Окисную пленку с поверхности алюминия можно успешно удалять с помощью ультразвука. Вызываемые тем или иным способом в расплавленном припое колебания ультразвуковой частоты приводят к нарушению сплошности в слое припоя и периодическому возникновению и исчезновению огромного количества мелких пузырьков. В тот момент, когда пузырек, возникающий непосредственно на поверхности алюминия, исчезнет, расплавленный припой с силой ударяется об эту поверхность и разрушает окисную пленку; освободившаяся от окислов “поверхность алюминия немедленно смачивается расплавленным припоем, что и обеспечивает доброкачественную пайку. При этом способе пайки не обязательно применять флюсы. При использовании ультразвуковых паяльников (см. рис. 180, а) отпадает необходимость в предварительной зачистке поверхности алюминия перед пайкой. Обезжиривать поверхности необходимо.
В тот момент, когда пузырек, возникающий непосредственно на поверхности алюминия, исчезнет, расплавленный припой с силой ударяется об эту поверхность и разрушает окисную пленку; освободившаяся от окислов “поверхность алюминия немедленно смачивается расплавленным припоем, что и обеспечивает доброкачественную пайку. При этом способе пайки не обязательно применять флюсы. При использовании ультразвуковых паяльников (см. рис. 180, а) отпадает необходимость в предварительной зачистке поверхности алюминия перед пайкой. Обезжиривать поверхности необходимо.
При пайке алюминия с применением ультразвука обычно используют л«гкоплавкие припои на цинковой или оловянной основе с цинком, кадмием и алюминием. В процессе пайки необходимо держать конец рабочего стержня паяльника как можно ближе к поверхности алюминия, но по возможности не касаться ее. При залу-живании поверхности алюминия на поверхности припоя скапливаются мелкораздробленные частицы разрушенной окисной пленки. Для получения в этом случае доброкачественного паяного соединения желательно зашлакованный слой припоя удалить с поверхности чистой тканью, а затем произвести пайку свежим припоем.
Применение ультразвуковых колебаний при пайке алюминия особенно целесообразно в электро- и радиотехнической промышленности, где нежелательно пользоваться коррозийноактивными флюсами.
Метод пайки алюминия с химическим разрушением окисной пленки. Этот метод пайки осуществляется при нагреве с помощью горелок, в печах и другими способами. При пайке изделий из алюминия припоями на алюминиевой основе вначале горелкой подогревают место спая и пруток припоя до температуры 300—400 °С. Затем конец прутка припоя окунают в сухой порошкообразный флюс типа 34А, а место спая дополнительно подогревают так, чтобы температура его была примерно на 50° выше температуры плавления припоя. Быстро и с нажимом проводят припоем по непрерывно подогреваемому месту спая. При этом имеющийся на прутке припоя флюс растекается по поверхности алюминия и растворяет окисную пленку, а припой, расплавляясь при соприкосновении с изделием, заполняет очищенный флюсом паяемый шов. После пайки изделие должно быть тщательно промыто для удаления остатка флюса, чтобы предохранить спаянную поверхность от коррозии.
—-
Пайка алюминия и его сплавов представляет большие затруднения вследствие легкой окисляемости алюминия с образованием прочной окисной пленки, а также вследствие часто наблюдающейся слабой сопротивляемости коррозии мест пайки.
Самый простой способ пайки алюминия — пайка трением. Металл подогревают до температуры плавления припоя; на поверхность металла наносят припой, который растирают проволочной щеткой или шабером. При натирании соскабливается пленка окисла и припой прочно соединяется с зачищенной поверхностью металла. Слой припоя предохраняет зачищенную поверхность от соприкосновения с воздухом. Облуженные поверхности сжимают и паяют при нагревании. Разновидностями пайки натиранием являются абразивная и ультразвуковая пайка. Абразивную пайку производят стержнем из измельченного асбеста с порошком припоя. При натирании нагретого металла асбест зачищает поверхность металла, а припой облуживает ее. Паяльный абразивный стержень закреплен в специальном паяльнике с электрическим нагревом.
Ультразвуковую пайку осуществляют ультразвуковым паяльником, в котором встроен магнитострикционный вибратор, сообщающий ультразвуковые колебания рабочей части паяльника. Паяльник наносит припой на поверхность металла, разрушает колебаниями слой окисла, и припой облуживает металл. Паяльник питается током от высокочастотного лампового генератора. Припоями для пайки трением служат технически чистый цинк или сплавы цинка, например 15—20% Sn, остальное цинк. Иногда при пайке трением применяют покровные флюсы из органических веществ — канифоль, стеарин и т. п. Пайка трением может дать удовлетворительную прочность, около 9 кГ/мм2, но соединение подвержено коррозии и под влиянием атмосферы, особенно влажной, быстро разрушается. Это объясняется большой разницей электрохимических потенциалов алюминия и цинка. Получить действительно прочные соединения можно лишь пользуясь припоями на основе алюминия; некоторые составы их приведены в табл. 19.
Лучшим из этих припоев считают 34А, представляющий собой сплав алюминия с медью и кремнием. Пайку ведут с нагревом газовой горелкой или в соляных ванных. Для пайки этими припоями нужны специальные флюсы (табл. 20).
Пайку ведут с нагревом газовой горелкой или в соляных ванных. Для пайки этими припоями нужны специальные флюсы (табл. 20).
Для пайки алюминия лучшим считается флюс 34А, применяемый совместно с припоем 34А. Флюс наносят на металл вместе с припоем, он быстро очищает металл, растворяя окислы, и припой легко растекается по очищенной поверхности, образуя прочное соединение с пределом прочности 15—18 кГ/мм2, стойкое против коррозии.
Реклама:
Читать далее:
Контроль качества паяных соединений
Статьи по теме:
Как паять алюминий — Weld Guru
Для профессионального ремонта алюминия не обязательно быть профессиональным сварщиком TIG.
На самом деле вы можете использовать алюминиевую пайку для ремонта трещин, отверстий, утечек, заклепок, сломанных ушек, резьб или для изготовления алюминия, литого алюминия и чугуна быстро, легко и прочнее, чем новые.
Это совсем не сложно.
Многие алюминиевые сплавы можно паять. Алюминиевые припои используются для придания полностью алюминиевой конструкции отличной коррозионной стойкости, хорошей прочности и внешнего вида.
Алюминиевые припои используются для придания полностью алюминиевой конструкции отличной коррозионной стойкости, хорошей прочности и внешнего вида.
Температура плавления припоя относительно близка к температуре плавления соединяемого материала. Однако основной металл не следует плавить; в результате необходим строгий умеренный контроль. Температура пайки, необходимая для алюминиевых сборок, определяется температурами плавления основного металла и присадочного металла.
Основы сварки алюминия пайкой
Процесс пайки относится к использованию тепла, выделяемого газом (800 градусов по Фаренгейту), и наполнителя, не содержащего железа, такого как алюминий, для соединения с различными металлами.Сам алюминий также можно использовать для замены части другого металла, которая могла треснуть или отвалиться.
- Стоимость оборудования : Не требуется аргон, катушка с проволокой, перчатки, экран или электричество.
- Портативность : Легко хранится вместе с фонариком.

- Необходимые навыки : Простые инструкции, которые может использовать практически каждый. Не требуется флюс, химикаты или специальные чистящие средства. 100% гарантия.
- Опасно : Не используется электричество высокого напряжения.
- Маслянистый алюминий : Гелиодуговая дуга закипает алюминий, и любые загрязнения под поверхностью должны быть доведены до верха и удалены.
- Тонкий алюминий : плавится на 500 градусов раньше алюминия.
- Различные сплавы : Работает с любыми сплавами алюминия или литым алюминием.
- Время задействовано : Многие ремонты выполняются намного быстрее, чем традиционные методы.
- Заполнение отверстий : Мгновенно заполняет отверстия любого размера для получения резьбы, намного более прочной, чем исходная резьба.
- Универсальность : один продукт заполняет трещины или отверстия, восстанавливает ушные раковины, герметизирует утечки или навсегда склеивает плоские детали.

Источники тепла включают пропан или газ MAPP, турбо-наконечник или кислородно-ацетиленовую горелку и специальные материалы.
Преимущества пайки перед сваркой
Многие новые и бывшие в употреблении детали, которые можно отремонтировать с помощью пайки алюминия и сделать их более прочными, чем исходная форма. Примеры включают:
- Алюминиевые головки
- Головки чугунные
- Линии кондиционирования
- ГРМ крышки коллектора
- Топливные баки
- Колеса
- Алюминиевые лодки и т. Д.
Пайка — это группа сварочных процессов, в которых материалы соединяются путем нагрева до подходящей температуры и с использованием присадочного металла с температурой плавления выше 840 ° F (449 ° C), но ниже, чем у основного металла.
Наполнитель распределяется по плотно прилегающим поверхностям стыка за счет капиллярного действия. Ниже описаны различные процессы пайки.
Горелка для пайки (TB)
Пайка горелкой выполняется путем нагрева паяемых деталей газовой горелкой или горелками на кислородном топливе.
В зависимости от температуры и количества необходимого тепла топливный газ может сжигаться с воздухом, сжатым воздухом или кислородом.
Паяльный присадочный металл может быть предварительно нанесен на стык или подаваться из ручного присадочного металла.
Иногда необходимы очистка и флюсование.
Паяльная алюминиевая скульптураАлюминий, припой, присадочные материалы
Товарные припои для алюминиевых сплавов имеют основу из алюминия. Эти присадочные материалы доступны в виде проволоки или регулировочной прокладки.
Удобный метод предварительной замены присадочного металла — использование листа для пайки (основного металла из алюминиевого сплава, покрытого с одной или обеих сторон).
Также используются термически обрабатываемые или стержневые сплавы, состоящие в основном из марганца или магния.
Третий метод нанесения припоя присадочного металла заключается в использовании пасты из порошка флюса и присадочного металла. Обычные алюминиевые припои содержат кремний в качестве депрессора точки плавления с добавками цинка, меди и магния или без них.
Обычные алюминиевые припои содержат кремний в качестве депрессора точки плавления с добавками цинка, меди и магния или без них.
Флюс для пайки алюминия
Флюс для пайки алюминия требуется во всех операциях пайки алюминия.
Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка.
Для пайки в горелке и печи флюс смешивают с водой для получения пасты. Эту пасту наносят щеткой, распыляют, окунают или растекают по всей площади стыка и пайки присадочного металла.
Паяльные флюсы для горелок и печей достаточно активны, могут серьезно повредить тонкий алюминий, и их следует использовать с осторожностью.
При пайке погружением ванна состоит из расплавленного флюса. В этом случае можно использовать менее активные флюсы, а тонкие компоненты можно безопасно паять.
Практика техники пайки металлов
Необходимые материалы:
Инструкции по пайке алюминия:
- Для начала убедитесь, что у вас есть безопасная среда для пайки алюминия.
 Это включает в себя надлежащую вентиляцию и сварочный шлем.
Это включает в себя надлежащую вентиляцию и сварочный шлем. - Затем купите небольшой кусок трубы из углеродистой стали.
- Поместите трубу между 2 огнеупорными кирпичами на расстоянии примерно 3/4 дюйма друг от друга.
- Возьмите кислородно-ацетиленовую горелку и установите нейтраль
- Начните с той стороны стальной трубы, которая наиболее удобна для вас (например, правши начинают с правой стороны). Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание: после размещения начального количества расплавленного стержня на конце стальной трубы, используйте сам расплавленный металл, чтобы расплавить большую часть стержня. Не используйте пламя горелки.Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что у вас плохой сварной шов.
Если вы хотите охладить трубу и попробовать еще раз, возьмите инструмент и поместите в воду процесс, называемый закалкой сварного шва (вода ослабит сварной шов, но для практики это нормально).
Вот короткое 3-минутное видео:
Конструкция паяного соединения
Паяные соединения должны быть внахлестку, фланец, замковый шов или тройник. Узнайте больше об этих суставах здесь.
Стыковые или косые соединения обычно не рекомендуются.
Тройники обеспечивают превосходный капиллярный поток и образование усиливающих галтелей на обеих сторонах соединения.
Для максимальной эффективности соединения внахлестку должны иметь перекрытие как минимум в два раза больше толщины самого тонкого соединительного элемента. Перекрытие более 1/4 дюйма (6,4 мм) может привести к образованию пустот или включений флюса. В этом случае выгодно использовать прямые канавки или накатки в направлении потока припоя присадочного металла.
Закрытые узлы должны обеспечивать легкий выход газов, а при пайке погружением легкий вход, а также отвод флюса.
Хорошая конструкция для длинных перехлестов требует, чтобы припой плавился только в одном направлении для максимальной прочности соединения. Конструкция соединения также должна позволять полное удаление флюса после пайки.
Приспособления для пайки
По возможности, детали должны быть сконструированы таким образом, чтобы их можно было закрепить. При использовании приспособлений между сборкой и приспособлением может произойти дифференциальное расширение, что приведет к деформации деталей.
Пружины из нержавеющей стали или инконеля часто используются с приспособлениями для компенсации различий в расширении. Материал крепления может быть низкоуглеродистой или нержавеющей сталью. Однако для повторяющихся операций пайки в печи и пайки погружением, чтобы избежать загрязнения ванны флюса, предпочтительны приспособления из никеля, инконеля или стали с алюминиевым покрытием.
Предварительная очистка
Предварительная очистка необходима для получения прочных, герметичных паяных соединений. Очистка паром или растворителем обычно подходит для нетермообрабатываемых сплавов.Однако для термообрабатываемых сплавов необходима химическая очистка или ручная очистка проволочной щеткой или наждачной бумагой для удаления более толстой оксидной пленки.
Печь для пайки
Пайка в печи выполняется в печах с газовым, масляным или электрическим нагревом. Регулировка температуры в пределах 5ºF (2,8ºC) необходима для получения стабильных результатов.
Желательна непрерывная циркуляция атмосферы печи, поскольку она сокращает время пайки и приводит к более равномерному нагреву. Продукты горения в печи могут отрицательно сказаться на пайке и окончательной работоспособности паяных узлов в термообрабатываемых сплавах.
Горелка для пайки алюминия
Пайка горелкой отличается от пайки в печи тем, что тепло локализовано.
Деталь нагревают до тех пор, пока флюс и припой не расплавятся и не смачивают поверхности основного металла.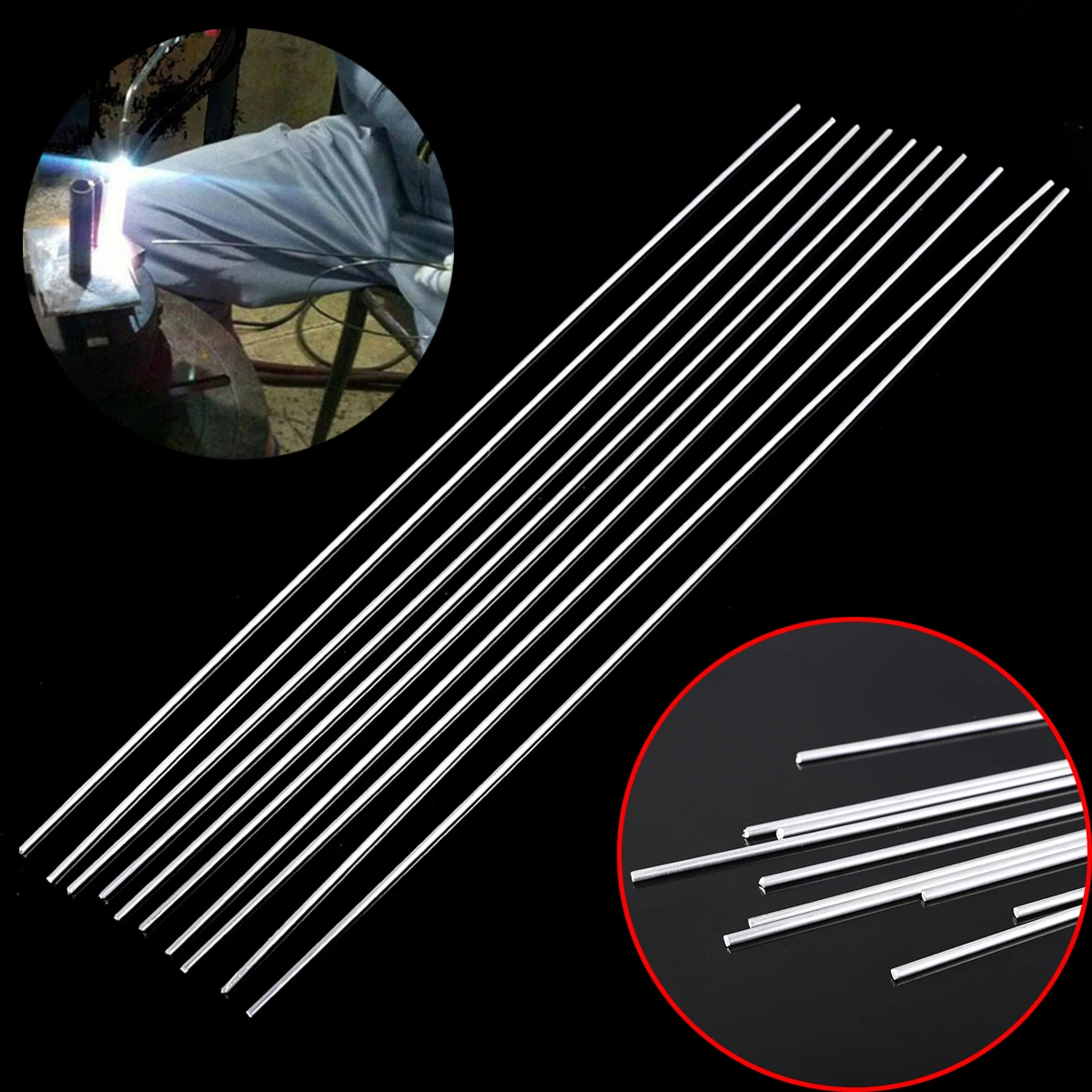
Процесс похож на газовую сварку, за исключением того, что припой более жидкий и течет за счет капиллярного действия.
Пайка горелкой часто используется для прикрепления фитингов к ранее сваренным или паяным в печи узлам, соединения обратных колен и подобных приложений.
Пайка погружением
При пайке алюминия погружением большое количество расплавленного флюса удерживается в керамической ванне при температуре пайки погружением.
Чашки для пайки погружением нагреваются изнутри путем прямого нагрева сопротивлением.
Низковольтные и сильноточные трансформаторы подают переменный ток на электроды из чистого никеля, никелевого сплава или угольные электроды, погруженные в ванну. Такие горшки обычно облицовывают огнеупорным кирпичом с высоким содержанием глинозема и огнеупорным раствором.
ПРЕДУПРЕЖДЕНИЕ
Растворы кислот, используемые для удаления флюсов для сварки и пайки алюминия после сварки или пайки, токсичны и вызывают сильную коррозию. При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхать пары. При попадании на тело или одежду немедленно промыть большим количеством холодной воды. Обратитесь за медицинской помощью.
При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхать пары. При попадании на тело или одежду немедленно промыть большим количеством холодной воды. Обратитесь за медицинской помощью.
Никогда не наливайте воду в кислоту при приготовлении растворов: вместо этого налейте кислоту в воду. Всегда медленно смешивайте кислоту и воду. Эти операции следует выполнять только в хорошо проветриваемых помещениях.
Очистка после пайки
Всегда необходимо очищать паяные узлы, так как припой на деталях ускоряет коррозию.
Наиболее удовлетворительный способ удаления большей части флюса — это как можно скорее погрузить горячие детали в кипящую воду после того, как припой затвердеет.
Образующийся пар удаляет большую часть остаточного флюса. Если деформация из-за закалки является проблемой, детали следует дать остыть на воздухе перед погружением в кипящую воду.
Оставшийся флюс можно удалить погружением в концентрированную азотную кислоту на 5-15 минут. Кислоту удаляют промыванием водой, предпочтительно в кипящей воде, чтобы ускорить высыхание.
Кислоту удаляют промыванием водой, предпочтительно в кипящей воде, чтобы ускорить высыхание.
Альтернативный метод очистки заключается в погружении деталей на 5–10 минут в 10-процентный раствор азотной кислоты плюс 0,25-процентный раствор плавиковой кислоты при комнатной температуре. За этой процедурой также следует ополаскивание горячей водой.
Для паяных узлов, состоящих из секций толщиной менее 0,010 дюйма (0,254 мм), а также деталей, для которых важна максимальная устойчивость к коррозии. Обычное лечение — это погружение в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного бихромата натрия на 5-10 минут.Затем следует ополаскивание горячей водой. Когда детали выходят из ополаскивателя горячей водой, они немедленно сушатся нагнетаемым горячим воздухом, чтобы предотвратить образование пятен.
Другие алюминиевые направляющие
Пайка алюминия
Газовая сварка алюминия
Алюминий для сварки TIG
Super Alloy 5 Алюминиевый пруток для сварки и пайки
Super Alloy 5 — это алюминиевый сварочный пруток, который припаивает все типы алюминия с помощью любой горелки: кислородно-ацетиленовый, газ MAPP, природный газ, кислород-MAP или пропан. Полученная связь прочнее, чем у основного металла (30 000 фунтов на квадратный дюйм), и ее можно гнуть, просверливать, анодировать, обрабатывать, покрывать металлическими покрытиями, нарезать резьбой или нарезать резьбой. Этот уникальный сплав идеально сочетается по цвету с алюминием и может наноситься без провисания, деформации или складок основного металла из-за его низкой рабочей температуры.
Полученная связь прочнее, чем у основного металла (30 000 фунтов на квадратный дюйм), и ее можно гнуть, просверливать, анодировать, обрабатывать, покрывать металлическими покрытиями, нарезать резьбой или нарезать резьбой. Этот уникальный сплав идеально сочетается по цвету с алюминием и может наноситься без провисания, деформации или складок основного металла из-за его низкой рабочей температуры.
Super Alloy 5 протекает через плотно прилегающие стыки, перекрывает зазоры, наращивает недостающие секции и сваривает скошенные детали с использованием техники пайки и ручной горелки, создавая коррозионно-стойкие готовые сварные швы, гладкие и требующие минимальной обработки или совсем без нее.
Super Alloy 5 также может использоваться для сварки TIG всех типов алюминия и особенно эффективен при сварке литого алюминия. Литой алюминий — это пористый металл, и его трудно сваривать без соответствующих инструментов. Порошковый флюс Super Alloy 5 химически очищает литой алюминий, удаляет масло и загрязнения и позволяет сварщику сваривать алюминий методом TIG без пористости и образования пор.
Основные характеристики:
- Течет, как серебряный припой на тонком алюминии
- Склеивает при 600 ° F — половина температуры плавления алюминия
- Работает в любом положении, в том числе вертикальном и потолочном
- Работает с: пропаном, газом МАПП, ацетиленом
- Прочный, устойчивый к коррозии и простой в использовании
- Стержень и флюс работают синергетически, связываясь за счет окисления, остатков краски, масла, смазки и т. Д.
- Flux превращается в жидкость, когда температура основного металла достигает 600 ° F, действуя как абсолютный ориентир температуры
- Flux снижает поверхностное натяжение, увеличивая удерживающую способность сварного шва
- Превосходный стержень для сварки TIG
- Идеально подходит для ремонта алюминиевых лодок: швов, заклепок, вмятин, гребных винтов и т. Д.
Примечание: Кислородно-ацетиленовая горелка требуется для ремонта алюминиевых лодок, литого алюминия, больших или толстых алюминиевых масс или алюминия с алмазной пластиной.Из-за необходимого технического опыта мы не рекомендуем Super Alloy 5 для ремонта алюминиевых колес.
MUGGYWELD.COM И МАГАЗИН AMAZON MUGGY WELD ЯВЛЯЮТСЯ ЕДИНСТВЕННЫМИ ДИСТРИБЬЮТОРАМИ АУТЕНТИЧНЫХ ПРОДУКТОВ MUGGY WELD.
МЫ НЕ ПРОДАЕМ ПРОДУКТЫ ЧЕРЕЗ ДРУГИЕ ВЕБ-САЙТЫ.
ЕСЛИ ВЫ НАЙДЕТЕ НАБОРЫ СО СКИДКОЙ В ИНТЕРНЕТЕ, ВЫ СЕЙЧАС ПОКУПАЕТЕ ПОДДЕЛЬНЫЕ ТОВАРЫ НА СВОЙ СОБСТВЕННЫЙ РИСК
Инструкции по продукту
AL822 АЛЮМИНИЕВАЯ СТЕРЖНЯ | DCNE
| Описание | Статус | Кол-во.Заказал | Цена за единицу | ||
|---|---|---|---|---|---|
Добавить в корзину | |||||
Нет данных по этому продукту
Пруток для пайки алюминия для ремонта алюминияBlue Demon Triple Play — Canada Welding Supply Inc.
Blue Demon Triple Play Пруток для пайки алюминия
Простой и легкий ремонт алюминия своими руками за 3 простых шага!
- Очистите поверхность щеткой из нержавеющей стали
- Нагрейте основную металлическую поверхность, а не «Triple Play»
- Нанесите «Triple Play» на нагретую поверхность
- Пруток для пайки алюминия и цинка для ремонта алюминия и пайки разнородных металлов
- Плавится при 385 ° C (730 ° F)
- Отличная коррозионная стойкость
- Флюс не требуется
- .Глубина шва от 004 до 0,005 дюйма — это все, что требуется для максимальной прочности.
Доступные размеры:
- 1/8, 3/16, 1/4 Диаметр
- 1 фунт в упаковке
- Длина штанги 17,5 «
Приблизительное количество стержней в упаковке 1 фунт для каждого диаметра:
- 1/8 (3,2 мм): 21 — 23
- 3/16 (4,8 мм): 10 — 12
- 1/4 (6,35 мм): 6-8
Советы по использованию:
Очистите алюминий до голого металла с помощью щетки из нержавеющей стали, удаляя всю грязь, краску и покрытия.Чистота важна для прочного постоянного шва.
В некоторых случаях тонкий слой нерастворимого оксида образуется на поверхности основного металла. Обычно это вызвано примесями в основном металле, которые образуются при нагревании металла. Оксид необходимо удалить, иначе проникновения не произойдет. Когда вы протыкаете этот слой стержнем Triple Play, он распадается на мелкий порошок и всплывает на поверхность расплавленной лужи. Вы действительно можете увидеть это на поверхности.Протяните стержень с тройным зазором через лужу несколько раз, чтобы удалить оксиды и способствовать сплавлению с основным металлом. Обычно достаточно нескольких штрихов.
Методы локализации нагрева также можно использовать для улучшения формы галтели. Если вы соединяете две части разного размера, вам нужно приложить большую часть тепла к большей части, чтобы они оба достигли рабочей температуры примерно в одно и то же время. Ремонтный раствор затвердеет через несколько секунд, и его можно будет сразу же приступить к работе.Не погружайте в воду, чтобы ускорить охлаждение. Материал будет довольно твердым. Он будет шлифовать, обрабатывать, сверлить, стучать и красить так же, как низкоуглеродистая сталь. Однако при сплавлении с алюминием он не становится хрупким, если его не охладить слишком быстро.
Для большинства работ достаточно газовой горелки на пропане (LP) . Убедитесь, что рабочая температура достигла 730⁰F. Используйте универсальный наконечник. Для тяжелых предметов понадобится топливно-кислородная горелка. В таком случае используйте большой наконечник с нейтральным пламенем, чтобы равномерно распределить тепло.Нагрейте только средним или внешним конусом пламени.
Т-образные соединения: Нагрейте детали, а не тройной люфт, и проденьте тройной люфт в перекресток. Пропустите твердый конец джойстика Triple Play через расплавленный Triple Play, чтобы удалить застрявший оксид.
Стыковые соединения: Если концы скошены под углом 45⁰, очистите поверхности, а затем нагрейте отдельно. После охлаждения снова очистите обе детали щеткой, чтобы удалить образовавшийся оксидный слой. Разогрейте обе части в равной степени и заполните канавку функцией Triple Play.Медленно охладите, обдувая горячий сварной шов пропановой горелкой, постепенно удаляясь.
Соединения внахлест: Детали можно лужить и сдвигать вместе, в то время как тройной люфт расплавлен, или можно нанести щедрый галтель тройного люфта по краям соединения внахлест.
Дозированные соединения: Убедитесь, что материал прочно закреплен на месте. Нейтральное пламя воздействует на область стыка до тех пор, пока Triple Play не расплавится вдоль стыка. Шов можно наращивать и обрабатывать по желанию.
Обрезанные резьбы: Просверлите старую резьбу слишком большого размера, чтобы при заполнении Triple Play все сверление и наклеивание ленты выполнялись из того же материала, что упрощает работу. После сверления нагрейте основной металл со дна отверстия, начиная снизу и продвигаясь вверх. Заполните отверстие, дайте остыть, просверлите и постучите по нему по мере необходимости.
Пайка алюминия — Опции
Так в чем секрет пайки алюминия и какой припой вы для этого используете, мне любопытно?Примечание. Во всех перечисленных ниже вариантах вам необходимо предварительно тщательно очистить поверхности, подлежащие пайке, обезжиривателем и отшлифовать эти участки, чтобы удалить пленку оксида алюминия.
Вариант 1 низкотемпературная пайка
Если вам не нужна высокотемпературная пайка (~ 1100F), вы можете использовать любое количество низкотемпературных (~ 730F) прутков для пайки на основе цинка. Эти стержни похожи на стержни, продаваемые на барахолках, и продемонстрировали, что они соединяют алюминиевые банки вместе или заполняют отверстия. Я купил упаковку 1/8 дюймового алюминиевого прутка Hobart в моей местной компании по поставке тракторов (TSC). Обычно эти стержни состоят на 93% из цинка, 4% из алюминия и 3% из меди и плавятся при температуре 728 F.
Для нагрева заготовки можно использовать пропановую, картографическую или пропиленовую газовую горелку. Я обнаружил, что пропан нагревается слишком медленно, и переключился на бензин MPS в своем старом бензоэмульсическом фонаре. Скорее всего, один из новейших вихревых факелов был бы даже лучше.
Большим преимуществом низкотемпературного стержня на основе цинка является отсутствие необходимости в флюсе! Это также означает, что нет остатков флюса, которые нужно убирать, и это позволяет сэкономить время. Чтобы выполнить пайку стержнем на основе цинка, вы очищаете заготовку, широко ее нагреваете и иногда пытаетесь протащить стержень по стыку.Когда деталь достаточно горячая, стержень плавно плавится вдоль стыка — как при пайке. Это действительно очень просто. Результат выглядит хорошо, и после этого не нужно убирать.
Вариант 2 высокотемпературная пайка
Для обеспечения должной высокой температуры вы можете использовать специальные прутки для пайки алюминия, такие как 4047 (88% алюминия и 12% кремния), которые плавятся в узком диапазоне температур 10 градусов (1070-1080 F).
Для сравнения, для TIG / MIG используются два обычных алюминиевых стержня / проволоки:
4043 — (94% квасцов и 6% кремния), который плавится от 1065 до 1170 F.
5356 — (94% квасцов, 5% магния, 0,4% железа и 0,25% кремния), плавится от 1060 до 1175 F.
При какой температуре плавятся некоторые распространенные алюминиевые сплавы?
1100 алюминий = от 1190 до 1215 F
6061 алюминий = от 1080 до 1205 F
Алюминий 6063 = от 1140 до 1210 F.
Итак, с алюминиевым прутком 4047 мы пайка при температуре, которая может находиться в пределах от 10 до 130 градусов от точки плавления заготовки из алюминиевого сплава. Это означает, что вы должны проявлять осторожность, постепенность и осторожность при нагревании… иначе у вас будет просадка детали и клякса!
Так как же это сделать?
Очистить деталь, нанести на паяемые участки специальный жидкий флюс. Нагрейте заготовку. Используйте на расстоянии довольно слабое кислородно-ацетиленовое пламя (нейтральное / слегка уменьшающее), промойте пламя по всей паяемой поверхности. Держите фонарик в движении! По мере того, как основной металл нагревается и приближается к плавлению, если вы позволите горелке слишком долго задерживаться на одном месте, вы расплавите отверстие или вырежете канал.
При повышении температуры смоченный водой флюс высыхает сначала до белого порошка, затем до серого порошка и, наконец, до влажной серой жидкости, к которой вы сейчас близки. Попробуйте нанести присадочный стержень на стык. Когда температура будет достаточно высокой, нанесенный на нее присадочный стержень начнет плавиться, если провести щеткой по стыку. Продолжайте промывать пламя вдоль стыка … пока вы не сможете просто провести стержнем по всей длине стыка, и он просто плавится в стыке. Стоп, все готово.
С помощью этого процесса я сделал алюминий 1/16 дюйма и 1/8 дюйма; Мне все еще нужно быть более осторожным и равномерно прогревать весь стык.
Когда заготовка достаточно остынет, чтобы ее можно было обрабатывать, вам нужно удалить этот неприятный фторидный флюс, иначе он поглотит влагу, превратится в жидкую кашицу и съест вашу заготовку. Рекомендуется использовать горячую (почти кипящую) воду и тщательно вытирать щеткой из волокна. Лично мне сложно избавиться от всего этого потока.Я обнаружил, что использование одного из этих ручных пароочистителей (например, небольшого чайника с длинной насадкой) работает лучше всего.
Хотя высокотемпературная пайка является сложной задачей, ее можно выполнить, немного потренировавшись, и при этом получается прочное соединение.
продолжение в следующем посте …
AL822
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или устройстве, чтобы веб-сайт работал так, как вы ожидаете.Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт работы с сайтом. Ниже описаны различные типы файлов cookie, которые мы используем, и вы можете запретить использование некоторых типов файлов cookie. Щелкните заголовок категории, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Совершенно необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции.Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе. Хотя вы можете настроить свой браузер так, чтобы он блокировал или предупреждал вас об этих файлах cookie, некоторые части веб-сайта не будут работать без них.
Модулей:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, шаблоны кликов и аналогичные показатели.Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация агрегирована и поэтому анонимна. Если вы не разрешите использование этих файлов cookie, мы не узнаем, когда вы посетили наш веб-сайт.
Модулей:Таргетинг / реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов.Они создаются через наших рекламных партнеров, которые учитывают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах. Если вы не разрешите использование этих файлов cookie, вы не увидите нашу таргетированную рекламу в других местах в Интернете.
Модулей: ИксПлатформа ASP.NET
Технологический стек, необходимый для хостинга веб-сайта
ИксАутентификация Titan CMS
Технологический стек, необходимый для хостинга веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайтах, позволяя нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, обеспечить лучший опыт.
Имя файла cookie:
- _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _gid
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часы - NID
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочтительный язык (например, английский), количество результатов поиска, которые вы хотите отображать на странице (например, 10 или 20), и хотите ли вы чтобы включить фильтр Безопасного поиска Google.
лет
Срок действия: 2 - _gat_UA — ######## — #
Используется для ограничения частоты запросов.Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Expiration: 1 минута - _gac_ <идентификатор-свойства>
Содержит информацию о кампании для пользователя. Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не отключите их.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP.Другие возможные значения указывают на отказ, запрос в полете или ошибку при получении идентификатора клиента из службы идентификатора клиента AMP
год
Срок действия: 1
Менеджер согласия Titan
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Однозначно идентифицирует пользователя для поддержки исторического отслеживания предпочтений согласия
лет
Истечение срока: 10 - CookieConsent_
Отражает самые последние настройки согласия для текущего сайта.
лет
Срок действия: 2
Точка доступа
Эти файлы cookie используются HubSpot для анализа ваших посещений и предоставления целевой информации через сторонние электронные письма.
Имя файла cookie:
- Hstc
Основной файл cookie для отслеживания посетителей.Он содержит домен, utk (см. Ниже), начальную метку времени (первое посещение), последнюю метку времени (последнее посещение), текущую метку времени (это посещение) и номер сеанса (увеличивается для каждого последующего сеанса)
лет
Истечение срока: 2 - Hubspotutk
Этот файл cookie используется для отслеживания личности посетителя. Этот файл cookie передается в HubSpot при отправке формы и используется при дедупликации контактов
лет
Истечение срока: 10 - HSSC
Этот файл cookie отслеживает сеансы.Это используется, чтобы определить, следует ли увеличивать номер сеанса и временные метки в файле cookie __hstc. Он содержит домен, viewCount (увеличивает каждый pageView в сеансе) и временную метку начала сеанса
Expiration: 30 минут - HSSCRC
Каждый раз, когда HubSpot изменяет файл cookie сеанса, этот файл cookie также устанавливается. Мы устанавливаем его в 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс
Истечение срока: Сессия