что это? Точечная сварка своими руками из микроволновки или трансформатора, схема машины контактной сварки, ГОСТ, виды и применение
С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Что это такое?
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
- Механический – здесь находятся электроды, в установках для точечной сварки они выглядят как зажимные щипцы, в аппаратах для сварки швом это ролики.
А также приводы сжатия и вращения, зажатия и осадки.
- Электрический – эта конструкция состоит из сварочного трансформатора, регулятора напряжения (этот элемент переключает количество витков в первичной обмотке), вторичного контура (через него электрический ток проходит к свариваемым деталям), прерывателя первичной цепи (он служит для включения и выключения тока), регулятора цикла (это устройство регулирует все необходимые параметры – последовательность операций, длительность и другие).

Также в машине для сварки есть и вспомогательные блоки.
- Пневмогидравлический – здесь присутствуют фильтры, элементы, смазывающие движущиеся детали, система, которая подводит поток воздуха к приводу сжатия, система, регулирующая давление.
- Водное охлаждение сварочного аппарата.
Плюсы и минусы

- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.

- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.
Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.

- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.
Виды
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.
Для обработки металла есть два режима.
- Мягкий – применяется для заготовок из закаленной стали.
 Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту. - Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах).
Шовная
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
- Ролики движутся непрерывно, и подача тока тоже происходит непрерывно.
- Ролики движутся непрерывно, а подача тока прерывается.
- Движение роликов прерывается, и подача тока также прерывается.
Стыковая
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.
- Сопротивлением – заготовки очень плотно прижимаются в месте соединения, затем через них пропускают электрический импульс. После того как шов нагрелся и размягчился, электрический ток отключают. А заготовки остаются сжатыми, пока не произойдет их осадка. Когда шов затвердел, процесс заканчивается. Для работы с сопротивлением поверхности подгоняют и зачищают.
 Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей. - Оплавлением – в этом способе места соединения заготовок предварительно разогревают с помощью тока, затем медленно соединяют их между собой. Далее проводят осадку.
Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
- С рычажно-эксцентриковой системой подачи и осадки. Здесь также есть механизм для обжига свариваемой зоны в зажимах аппарата.
- Установки для сварки методом оплавления или для оплавления с дополнительным подогревом.
 В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная. - На аппаратах третьего вида процесс сварки проходит оплавлением без перерыва, предварительно подогретых стыков металлических листов. Цикл может быть автоматический или полуавтоматический.
Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
- Безтрансформаторная или ударная – конденсатор подключается сразу к металлу. Во время удара одного элемента о второй происходит разряд конденсатора, в это время кромки металлов оплавляются, а затем свариваются во время усадки.
 Применяется для стыковой электросварки.
Применяется для стыковой электросварки. - Трансформаторная – здесь конденсаторы разряжаются на первичный контур (обмотку), а во вторичном узле располагаются уже зажатые электродами детали. Используют для точечной или шовной сварки.
Сферы применения
Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы. Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1. 7 метров, для подсоединения молотка – 2.1 метров.
7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.

- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.
Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро.
 Так как на поверхности оказывается давление, выплескивание ядра не происходит.
Так как на поверхности оказывается давление, выплескивание ядра не происходит. - После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
Дополнительно
- Для работы с большими деталями или труднодоступными местами применяют сварочные пистолеты или переносные клещи.
- При сварке алюминия используются специальные электроды с наконечниками – это нужно для того, чтобы избежать образования вмятин на поверхности.
- Точечную сварку иногда приходится убирать при помощи высверливания, например, для ремонта автомобилей. Для этого есть специальные фрезы или сверла для высверливания.
- Для бытовых работ обычно приобретают компактных аппараты с регулятором мощности. Самый востребованный – это споттер. У него низкая цена, в конструкции отсутствуют зажимные клещи, а импульс передается через вывод, подводимый сразу к электроду и детали.

- Перед началом сварки можно потренироваться в подборе оптимального импульса. На таймере аппарата для точечной сварки можно менять длительность импульса, для разных материалов он будет разный (например: для проволоки 2 – 3 миллиметра нужен не сильно длинный импульс, иначе возможен прожог; а для соединения арматуры чуть больше, чтобы место сварки было прочным).
Возможные дефекты
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
- Прожог – этот дефект появляется из-за большого напряжения, из-за продолжительного импульса или при сильном сжатии деталей.
 Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима. - Расплескивание металла – в процессе работы из точек соединения начинают вылетать искры. Возникает это из-за сильного сжатия элементов или из-за слабой подачи импульса длительное время. Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
- Непровар – появляется из-за слабо-подаваемого тока, недостаточной силы прижима или ослабленных щипцов. Возникает непровар, если места сварки находятся рядом.
- Уменьшение размера сварки – возникает из-за непродолжительного импульса либо детали были не плотно сжаты.
В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.

В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
ТОП-7 Лучших Аппаратов для Точечной Сварки – Рейтинг 2020 года
В ходе точечной сварки электроды пропускают высокочастотный ток, скрепляют материалы кратковременным нагревом небольших точек. Рынок инструментов пестрит разнообразием моделей бытового, профессионального назначения. Команда проекта ВыборЭксперта ознакомилась с предложениями производителей, тонкостями и нюансами выбора, мнениями экспертов, после чего составила топ рейтинг, в который вошли лучшие аппараты для точечной сварки.
Рейтинг аппаратов для точечной сварки
Сцепление материалов обеспечивает шов, состоящий из множества маленьких сварных точек. Для их создания деталь располагают между двумя электродами, они сжимают его снизу и сверху, одновременно пропуская ток. Разделяют два вида сварочных аппаратов – переносные и стационарные. Мы провели исследования нескольких десятков устройств, оценивая каждое на ряд показателей:
- Категория – бытовые, промышленные, профессиональные;
- Тип – клещи, переносной аппарат, стационарный станок;
- Способ сварки – односторонняя, двусторонняя, комбинированный вариант;
- Ток – максимальный показатель, возможности оборудования от 3000 до 10 000 А;
- Скорость работы – сколько точек для сцепки оставляет за минуту;
- Допустимая толщина материалов – какие листы можно варить внахлест;
- Напряжение – однофазное 220 В, трехфазное 380 В;
- Управление – удобство эксплуатации, ручная, синергичная (микропроцессор) настройка;
- Уровень шума – звуковое давление в дБ во время активного режима;
- Мощность – параметр измеряется в кВт, чем он выше, тем толще поверхность;
- Дополнительные опции – система охлаждения, комплектация.

Востребованность таких устройств с годами растет. Производители совершенствуют продукцию, пополняя рынок новинками. Мы отобрали товары, получившие самые высокие оценки экспертов, больше всего одобрительных отзывов покупателей и рядовых владельцев. В результате выделили 7 номинантов – 4 клеща, 3 споттера.
Клещи для точечной сварки
Клещ – это сварочный аппарат точечной сварки, отличающийся своей мобильностью. Вес такой конструкции обычно не превышает 10 кг, а для удобства эксплуатации применяется специальный подвес. Он легко справится с работой в труднодоступных местах, не уступая рабочими характеристиками стационарным моделям. Мы отобрали 4 явных лидера по количеству одобрительных отзывов, надежности, соотношению цены и качества.
Калибр СВА-1.5 АК
Сварочный аппарат российского производства, основной задачей которого является бытовая контактная сварка. Питается от однофазной сети 220 В, при этом максимальное потребление мощности не превышает 8 кВт. Стандарт IP20 свидетельствует о наличии защиты против пыли. Способ управления полностью ручной, мастер сам устанавливает нужную силу тока, прижима, а для удобства прилагается рукоятка, запасные наконечники. Чтобы зафиксировать силу сжатия клещами, конструкция оснащена болтом ограничителем, он находится под подвижной рукояткой. Рекомендуемая толщина листа металла – 1.5+1.5 мм. Продается в упаковке габаритами 520х140х245 мм, вес 13.8 кг. Максимальный сварочный ток – 220 В, за одну минуту оставляет 3 точки.
Стандарт IP20 свидетельствует о наличии защиты против пыли. Способ управления полностью ручной, мастер сам устанавливает нужную силу тока, прижима, а для удобства прилагается рукоятка, запасные наконечники. Чтобы зафиксировать силу сжатия клещами, конструкция оснащена болтом ограничителем, он находится под подвижной рукояткой. Рекомендуемая толщина листа металла – 1.5+1.5 мм. Продается в упаковке габаритами 520х140х245 мм, вес 13.8 кг. Максимальный сварочный ток – 220 В, за одну минуту оставляет 3 точки.
Достоинства:
- Надежная возвратная пружина разведения клещей;
- Аккуратные точки;
- Эргономичная рукоятка для перестановки;
- Простота управления;
- Небольшие размеры;
- Недорого.
Недостатки:
- Не для работы с изделиями разной толщины;
- Проводка должна быть 4 мм² сечением.
Отзывы подтверждают, что клещи отлично справляются с несколькими листами металла (даже до 5 штук), если у них одинаковая толщина. Это может быть сталь, медь, алюминий, листовой металл. Для эксплуатации нужно подключение к розетке, никаких электродов, аргона, проволоки они не требуют.
Это может быть сталь, медь, алюминий, листовой металл. Для эксплуатации нужно подключение к розетке, никаких электродов, аргона, проволоки они не требуют.
Telwin Digital Modular 230
Переносной однофазный аппарат с микропроцессорным управлением новой системы «Fuzzy Logic». Ее основное назначение – повышение качества сварки при упрощении эксплуатации. Заранее можно настроить автоматически время работы, силу тока с учетом толщины металлических листов, она может быть 2+2 мм. Есть два режима выполнения задач – постоянный, пульс. Клещи оказывают давления на изделия весом от 40 до 120 кг, этот критерий также можно регулировать. Предусмотрена система защиты от перегрева за счет конструкции из теплоизоляционного материала, а также IP20 – от пыли, влаги, сторонних предметов. Максимальный уровень мощности 13 кВт, силы тока – 6000 А. При размерах 440x100x185 конструкция весит 10.5 кг.
Достоинства:
- Синхронный электронный таймер;
- Гибкая система настроек;
- Два режима работы;
- Подходит для листовой высокопрочной стали;
- Надежность конструкции;
- Производительность.

Недостатки:
- Требовательность к питающей сети;
- Корпус нагревается при непрерывном режиме.
Применять такое оборудование в непрерывном режиме можно на предварительно зачищенном металле, это гарантирует достаточную производительность. Пульс допускает сцепление необработанных поверхностей. Современные сплавы позволяют достичь точные результатов, если задействована будет средняя частота постоянного тока.
Tecna 7900
Легкие компактные клещи итальянского производства для двусторонней сварки. В отличие от предшественников рейтинга эта модель оснащены специальным таймером (2-65 циклов). Для защиты от перегрева встроена система воздушного охлаждения. Для сложных работ с тонким металлом, нержавейкой, прутками маленького диаметра предусмотрена регулировка тока, ручной привод сжатия. Максимальный показатель мощности 2 кВт и потребляющей мощности до 9.5 кВт при токе 13 000 А и скорости оставления точек 60 штук в час. Размеры конструкции 90х370х230 мм при весе 10. 5 кг, она покрыта изоляционным материалом класса F. Размер листа металла 2+2 мм, если это низкоуглеродистая сталь, 6+6 мм для прутков.
5 кг, она покрыта изоляционным материалом класса F. Размер листа металла 2+2 мм, если это низкоуглеродистая сталь, 6+6 мм для прутков.
Достоинства:
- Встроенный таймер;
- Воздушное охлаждение;
- Теплоизоляция;
- Ручной привод сжатия;
- Профессиональный класс;
- Компактность.
Недостатки:
- Цена;
- Малая скорость выдачи точек (1 за минуту).
Могут использоваться как в домашних условиях, так и на строительных площадках, в авторемонтных мастерских. Разрешено взаимодействие с окисленной сталью, поверхностями с остатками краски, с черной жестью. На производстве чаще всего применяются для создания конструкций из арматуры, изготовления вентиляционного оборудования.
Blueweld Plus 230
Переносной аппарат для контактной точечной сварки, оснащенный микропроцессорным управлением согласно современной системе «Fuzzy Logic». Разрешена работа с жестью только типа Ст3 толщиной 2+2 мм. Мощность достигает отметки 13 кВт при токе 6300 А. Владелец может настраивать время, уровень тока с учетом особенностей используемых материалов. Это может быть как непрерывный режим, так и импульсный для изделий с повышенным коэффициентом упругости. Давление рычага – от 40 до 120 кг. Чтобы не столкнуться с перегревом, рукоять защищена специальным изолирующим покрытием. Надежная конструкция обладает габаритами 440х100х185 мм, ее вес 10.3 кг. Чтобы уберечь систему от скачков напряжения, предусмотрена специальная защита от перегруза со световой индикацией.
Мощность достигает отметки 13 кВт при токе 6300 А. Владелец может настраивать время, уровень тока с учетом особенностей используемых материалов. Это может быть как непрерывный режим, так и импульсный для изделий с повышенным коэффициентом упругости. Давление рычага – от 40 до 120 кг. Чтобы не столкнуться с перегревом, рукоять защищена специальным изолирующим покрытием. Надежная конструкция обладает габаритами 440х100х185 мм, ее вес 10.3 кг. Чтобы уберечь систему от скачков напряжения, предусмотрена специальная защита от перегруза со световой индикацией.
Достоинства:
- Эргономичная рукоять;
- Современный микроконтроллер;
- Защита от перегрева;
- Высокий коэффициент мощности;
- Эксплуатация правшой, левшой;
- Гибкие настройки.
Недостатки:
- Цена;
- Для удобства использования нужно купить консоли.
Продуманная конструкция позволяет с легкостью выполнять задачи, как правше, так и левше. Длина электродов всего 120 мм, что позволяет варить в труднодоступных местах. Электронный синхронизатор обеспечивает точность. Точки получаются ровными, без оплавленных, рваных краев.
Длина электродов всего 120 мм, что позволяет варить в труднодоступных местах. Электронный синхронизатор обеспечивает точность. Точки получаются ровными, без оплавленных, рваных краев.
Споттеры для точечной сварки
Споттер – это вид ручного аппарата точечной сварки, актуальная в ремонте транспортной техники, на стройке. Большую эффективность демонстрирует, взаимодействуя с габаритными изделиями, когда невозможен доступ к внутренней стороне. Продается стандартным комплектом – само устройство, кабель заземления, провод подачи тока, сварочный пистолет. Мы проанализировали мнения мастеров, отзывы покупателей, протестировали самые покупаемые модели, выделив 3 явных лидера.
Fubag TS 2600
Споттер для односторонних прихваток на металлических изделиях толщиной до 1.5 мм. При компактных габаритах 200х320х180 мм устройство потребляет напряжение 5.4 кВт, выдавая силу тока 2800 А. Комплект дополнен пистолетом, угольным электродом и тремя «звездочками», штангой с обратным молотком. Предусмотрено несколько режимов эксплуатации (всего 5) – разогрев угольным электродом, приварка гофрированной проволоки и колец, прихватка «звездами». Благодаря обратному молотку, грузику весом 1.1 кг можно быстро вытягивать вмятины. Вес конструкции 14 кг. Производитель прилагает все нужные инструменты. Дополнительные функции – термозащита, контроль поджига.
Предусмотрено несколько режимов эксплуатации (всего 5) – разогрев угольным электродом, приварка гофрированной проволоки и колец, прихватка «звездами». Благодаря обратному молотку, грузику весом 1.1 кг можно быстро вытягивать вмятины. Вес конструкции 14 кг. Производитель прилагает все нужные инструменты. Дополнительные функции – термозащита, контроль поджига.
Достоинства:
- Надежное соединение;
- Световая индикация;
- Полный комплект инструментов;
- 5 режимов;
- Простота настройки;
- Компактность.
Недостатки:
- Тяжело переставлять из-за большого веса;
- Отсутствует опция регулировки силы тока в амперах.
Потребляя высокое напряжение, аппарат рекомендуют использовать на даче, в гараже. Модель изначально разработана для ремонта кузова авто, рихтовки, устранения вмятин стальных поверхностей путем стягивания, вытягивания, правки.
FoxWeld SW-2500
Полуавтоматический трансформатор обеспечивает конденсаторную сварку со временем разряда от 1 до 3 мс. Весь рабочий процесс полностью автоматизированный, поэтому использовать FoxWeld SW-2500 может даже новичок. Глубина проникновения минимально возможная – приблизительно 0.1 мм, это позволяет выполнять действия на тонкостенных металлах 0.6 мм. При этом детали и изделия не подвергаются перфорации, деформации, не меняют цвет. Комплект состоит из пистолета, источника питания, зажима-массы, цанг и ключей для их смены. Корпус размерами 355x355x155 мм весит 14.5 кг. Мощность 2.5 кВт, диаметр шпильки не должен быть больше 10 мм. Для простоты управления на передней стенке установлен цифровой дисплей. Скорость формирования точек сцепки – 10-20 штук за минуту.
Весь рабочий процесс полностью автоматизированный, поэтому использовать FoxWeld SW-2500 может даже новичок. Глубина проникновения минимально возможная – приблизительно 0.1 мм, это позволяет выполнять действия на тонкостенных металлах 0.6 мм. При этом детали и изделия не подвергаются перфорации, деформации, не меняют цвет. Комплект состоит из пистолета, источника питания, зажима-массы, цанг и ключей для их смены. Корпус размерами 355x355x155 мм весит 14.5 кг. Мощность 2.5 кВт, диаметр шпильки не должен быть больше 10 мм. Для простоты управления на передней стенке установлен цифровой дисплей. Скорость формирования точек сцепки – 10-20 штук за минуту.
Достоинства:
- Высокая производительность;
- Цифровой дисплей;
- Широкая область применения;
- Хороший комплект;
- Аккуратный результат;
- Простота эксплуатации.
Недостатки:
- Кабеля не выносят низкие температуры;
- Цена.
По характеристикам, заявленным возможностям аппарат относят к профессиональной категории. Может работать со сталью, нержавейкой, алюминием, латунью. Используется при строительстве зданий, приборостроении, в электронной промышленности и др.
Может работать со сталью, нержавейкой, алюминием, латунью. Используется при строительстве зданий, приборостроении, в электронной промышленности и др.
ТСС SW-1600
Аппарат ультразвуковой точечной сварки для сцепления шпилек конденсаторным методом. Это мгновенный разряд энергии со скоростью 1-3 мс или 10-20 штук за минуту. Минимальная толщина листа металла должна быть 0.6 мм, при этом никаких следов не остается. Потребляемая мощность 1.6 кВт. Для управления предусмотрен цифровой дисплей. Комплектация состоит из сетевого кабеля, источника питания, пистолета на проводах, зажима-массы, цанг и ключей для их замены. Также производитель прилагает гарантию. Степень защиты от влаги, пыли здесь выше, чем у предыдущих номинантов – IP21. При габаритах 355×355×155 мм конструкция весит 18 кг.
Достоинства:
- Высокая точность ультразвука;
- Цифровой дисплей;
- Быстродействие;
- Скорость;
- Хороший комплект;
- Профессиональная серия.

Недостатки:
- Цена;
- Не всегда есть в наличии у магазинов.
Использовать это устройство можно, если предстоит работа с латунью, сталью, алюминием. Его главное отличие – экономия потребляемой энергии, времени владельца. Это новинка от
Как сделать аппарат точечной сварки своими руками из телевизора?
Время чтения: 8 минут
У многих из нас в гараже, на балконе или на даче есть старые ламповые телевизоры советского производства. Не спешите выбрасывать их. Ведь если телевизор вышел из строя, это еще не значит, что его детали тоже не нужны. Из старого телевизора вполне можно смастерить какие-нибудь приборы. Например, аппарат для точечной сварки. Точечный сварочный аппарат может понадобиться любому умельцу. Наш самодельный прибор способен сваривать металл толщиной до 0.8 мм. Так что вы сможете выполнять несложный ремонт, в том числе кузовной.
У самодельного аппарата для точечной сварки много преимуществ перед заводскими моделями. Он прост и надежен, его ремонт не отнимет много времени и средств. Он неприхотлив к хранению и долго служит, если сделать все правильно при сборке. К тому же, его себестоимость существенно ниже покупного аппарата. Даже, если вы не найдете у себя многих деталей и вам придется их покупать.
Он прост и надежен, его ремонт не отнимет много времени и средств. Он неприхотлив к хранению и долго служит, если сделать все правильно при сборке. К тому же, его себестоимость существенно ниже покупного аппарата. Даже, если вы не найдете у себя многих деталей и вам придется их покупать.
В этой статье мы подробно расскажем, что из себя представляет точечная сварка и как смастерить аппарат точечной сварки своими руками в домашних условиях. Вам понадобится набор простых деталей, которые несложно найти у себя в гараже или купить с рук. В статье приведены все необходимые схемы и чертежи, которые могут понадобиться для сборки как силовой части, так и блока управления.
Содержание статьи
Общая информация
Прежде чем вы приступите к сборке аппарата, необходимо разобраться в технологии самой точечной сварки. Точечная сварка — это метод соединения металлов, когда сварной шов формируется благодаря множеству так называемых сварных точек. Сварная точка формируется в тот момент, когда детали помещаются между двумя металлическими электродами, и они сжимают металл, одновременно нагревая его. Весь процесс занимает секунду, если использовать ручной аппарат. Промышленные аппараты способны сформировать несколько сотен точек в минуту.
Весь процесс занимает секунду, если использовать ручной аппарат. Промышленные аппараты способны сформировать несколько сотен точек в минуту.
Прочность сварного шва при точечной сварке напрямую зависит от размера точки и ее формы. Чем больше сварная точка и чем больше их количество, тем прочнее соединение. Также на прочность шва влияет сила сжатия и температура нагрева. Точечная сварка может применяться как для сварки ультратонких деталей, так и для работы с толстыми металлами. Но это справедливо по отношению к профессиональным аппаратам.
Наша самодельная точечная сварка не обладает такими впечатляющими характеристиками. Но она способна варить любой тонколистовой металл. Это может быть стальная бочка, кузов авто или тонкостенная труба.
Читайте также: Что такое аппарат точечной сварки?
Естественно, не стоит предъявлять к такому аппарату много требований и надеяться, что сварная точка не будет уступать по качеству заводскому шву. Также учитывайте, что самодельный аппарат не очень производителен. Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Как сделать точечную сварку
Чтобы сделать наш самодельный аппарат точечной сварки, понадобится время и терпение. Контактная сварка своими руками из подручных материалов потребует от вас силовых трансформаторов типа ТС-270, которые как раз и можно достать из телевизора. Трансформаторов нужно не менее 6 штук. Также вам понадобятся петли размагничивания кинескопа.
Если у вас нет нужных трансформаторов, их можно найти на онлайн-досках объявлений. Стоят недорого, только раскупают очень быстро. Есть даже отдельные объявления с покупателями, которые готовы скупить все трансформаторы типа ТС-270. Подробнее о необходимых деталях мы расскажем чуть позже. Пока сконцентрируемся на конструктиве аппарата.
Эскиз аппарата
Ниже вы можете видеть эскиз нашего самодельного аппарата. Мы можете нарисовать свой эскиз, необязательно использовать указанный нами.
Мы можете нарисовать свой эскиз, необязательно использовать указанный нами.
Каркас и вторичная обмотка
Каркас мы будем делать из гетинакса. Возьмите листы толщиной 2.5 миллиметра и соберите каркас на основе чертежа ниже. После на каркас намотайте провода из 3-4 проводов. Их диаметр должен быть 0.9 мм. Провода можно взять от сетевых обмоток трансформаторов.
При наматывании считайте витки. Их должно быть около 150. Не забывайте класть бумагу от трансформаторов между слоями. Когда будете наматывать последние витки, кладите сразу несколько слоев бумаги.
Далее нужно сделать вторичную обмотку. Для этого разберите петли размагничивания и намотайте 350 проводов. Провода можно брать от того же трансформатора. В конечном итоге нужно, чтобы намотанный вами жгут имел сечение 100 кв.мм.
Затем намотанный жгут нужно обмотать тесьмой и полиэтиленом. Намотайте так же, как наматывали петли. Теперь нужно зачистить концы жгута, скрутить по 10 жил друг с другом и все спаять. Теперь этот жгут можно намотать на изготовленный заранее каркас. Достаточно 4-5 витков. Соберите трансформатор, используя стяжки от самих трансформаторов.
Теперь этот жгут можно намотать на изготовленный заранее каркас. Достаточно 4-5 витков. Соберите трансформатор, используя стяжки от самих трансформаторов.
Блок управления
Точечная сварка из трансформаторов от телевизора еще не закончена. Вам понадобится сделать дополнительное устройство управления. Ниже его схема.
Давайте подробнее остановимся на схеме. Как видно, устройство состоит из сварочного трансформатора (T1), блока питания (Т3), VD1-VD4 на микросхеме (D6). Также есть формирователь импульса запуска (D5.2-D5.3), устройства выдержки (D4.1-D4.3, D1-D3, D5.1, D4.5).
Схема работает так. Сначала автоматом (SA4) включается питание. Напряжение подается на первичную обмотку нашего трансформатора (Т3). Затем диодный мост (VD2-VD5) выпрямляет напряжение вторичной обмотки. Обратите внимание, что фильтрующая часть разделена с помощью диода (VD6). По этой причине частота в 100 Гц подается на резистивные делитель, прямо на вход формирователя импульсов (DD4.1-DD4.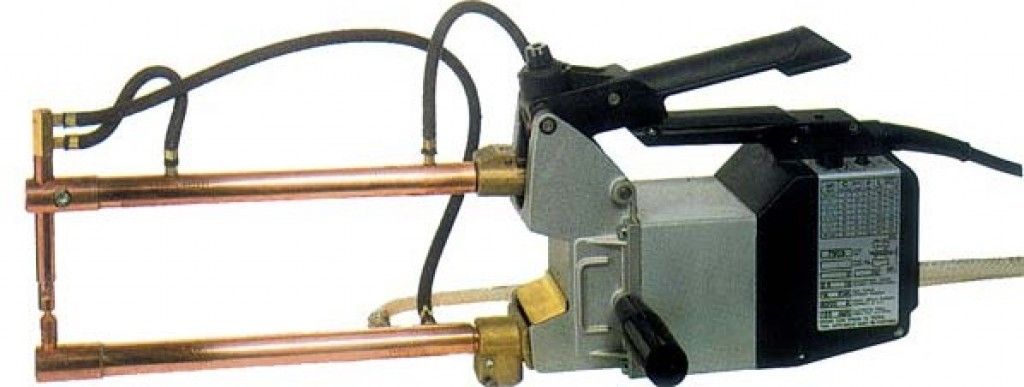 3). А с формирователя подается на вход десятичного счетчика.
3). А с формирователя подается на вход десятичного счетчика.
Если на входе ЕС и на входе R есть логический ноль, то счетчик начинает считать. Логический ноль происходит тогда, когда нажата кнопка SB1.
Чертеж платы
После того, как вы собрали устройство управления, его нужно поместить на печатную плату. Плата односторонняя, ее размер составляет 215 на 60 мм. Ниже чертеж платы.
Подробнее о деталях
Пару подробностей об используемых деталях. Как мы уже указали выше, вам понадобятся не любые трансформаторы из телевизора. Они должны быть типа ТС-270. Часто мастерам попадаются трансформаторы ТСА-270. Они не подходят, потому что у них обмотки сделаны из алюминиевых проводов, которые не годятся. Но железо от этих трансформаторов вполне может подойти.
Подобранный нами трансформатор отличается напряжением на вторичной обмотке около 20 Вольт. При этом ток потребляется крайне мало, всего около 50 миллиампер. В принципе, под эти характеристики подходит практически любой трансформатор для контактной сварки из телевизоров. Хорошо себя зарекомендовал трансформатор для точечной сварки типа ТВК-110ЛМ который можно найти во многих черно-белых телевизорах.
Хорошо себя зарекомендовал трансформатор для точечной сварки типа ТВК-110ЛМ который можно найти во многих черно-белых телевизорах.
Также используются тиристоры без радиаторов типа VS1-VS2 , но вместо ним можно использовать Т142-50. Еще можно взять один симистор типа ТС2-80.
Трансформатор нужно намотать на кольцевой ферритовый сердечник. Подойдет марка M2000НМ. Оптимальный размер сердечника — К20х12х6. Первичная обмотка должна содержать около ста витков провода. Провод должен быть типа ПЭЛШО, а его диаметр — 0.15. Не забудьте изолировать обмотки и сердечник с помощью лакоткани.
Что касается переключателей, то мы использовали наборные, взятые из станков ЧПУ. Отлично подходят выключатели от станков ПМП-10200ПУ3, ПП10. Но не столь важно, какие именно переключатели вы будете использовать. Главное, чтобы у них была одна группа на десять позиций. В качестве кнопки (на схеме SB1) используется микропереключатель МП11. Также можно использовать КМ1-1. Также мы использовали выключатель-автомат (на схеме SA4) типа А63. Он на 20 Ампер. Часто такой можно встретить в многоквартирных домах в электрощитках.
Вместо заключения
Вот и все. Теперь вы точно знаете, как сделать аппарат для точечной сварки своими руками, используя детали из старого телевизора. Такой прибор будет полезен для дачников, домашних умельцев и тех, кто хочет сэкономить. Аппарат полноценно сваривает все типы металлов. Главное, чтобы толщина детали не превышала 0.8 мм. Сварочные точки достаточно прочные и надежные, швы более-менее долговечные. Конечно, качество работ несравнимо с заводским аппаратом. Но оно и не нужно от самодельного прибора.
Конечно, это не единственный способ, как можно сделать аппарат точечной сварки. Также возможна точечная сварка своими руками из сварочного аппарата или из старой микроволновки. В интернете есть множество схем, которые пригодятся вам при сборке самодельного аппарата. Они абсолютно бесплатны. Так что действуйте. И не забудьте поделиться своим мнением в комментариях ниже. Желаем удачи в работе!
6 лучших моделей, рейтинг и как выбрать
Чтобы правильно выбрать аппарат точечной сварки, нужно понимать возможности и ключевые параметры оборудования. Кроме этого, полезно ознакомиться с отзывами сварщиков о конкретных моделях. Все это есть в нашем обзоре, что поможет вам подобрать оборудование, которое справится с предстоящими задачами.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы точечной сварки
Сперва рассмотрим устройство и принцип работы аппаратов для точечной сварки. Оборудование подключается к сети 220 или 380 В и преобразует переменный ток в постоянный. Для этого используется инверторная технология. Понижающий трансформатор внутри снижает количество вольт до 12-48, и повышает ампераж.
К источнику питания присоединяется кабель, на конце которого крепится пистолет или консоль с электродом. Последний относится к неплавящемуся типу (обычно сплав меди с хромом). Он должен быть в несколько раз толще, чем сечение свариваемого металла. Кратковременное прикосновение конца электрода к изделию производит точечный нагрев, который плавит железо. Молекулы металла перемешиваются, образуя единую кристаллическую решетку. Получается точечное соединение. Если его разорвать, то на одной стороне будет углубление (кратер), а на другой ядро.
Поскольку контакт осуществляется электродом с небольшим сечением, то окружающая поверхность нагревается меньше и не деформируется. Таким образом можно соединять листовые заготовки, проволоку или приваривать прутки к плоскости (ручки кастрюль и т. д.).
Схема процесса точечной сварки.
Преимущества точечной сварки
Точечная сварка востребована в кузовном ремонте. С ее помощью к поврежденным местам приваривают торец обратного молотка, которым вытягивают вмятины. Еще этот вид сварки применяется при изготовлении металлической посуды, различных ограждений.
Среди преимуществ точечной сварки можно выделить следующие параметры:
- Аккуратные и точные швы.
- Сокращение расходов на электроэнергию и расходные материалы (нет плавящегося электрода, не нужен газ, как в полуавтомате).
- Высокая производительность.
- Не требуется высококвалифицированный персонал (достаточно пару раз показать как пользоваться и дать потренироваться на черновых деталях).
- При работе с толщиной изделий 0.5-1.0 мм нет прожогов.
- Отсутствует необходимость в последующей механической обработке соединений.
Как выбрать аппарат для точечной сварки
Чтобы разобраться, как выбрать точечную сварку, нужно запомнить семь основных параметров, на которые стоит обратить внимание перед покупкой. Существуют и дополнительные факторы, играющие роль только в определенных условиях эксплуатации.
Типы аппаратов для точечной сварки
Все оборудование, способное совершать точечную сварку, делится на две категории: переносное и стационарное. Первый тип отличается компактными габаритами в пределах 30х20х30 см и весит до 16 кг. Такие модели способны сваривать металл с сечением 1.5+1.5 мм. Максимальный показатель может достигать 5 мм. Товары переносного типа актуальны при кузовном ремонте или выпуске крупных металлоконструкций (двери, ворота, стеллажи). Аппарат можно переносить вокруг изделия и совершать сварку.
Переносной аппарат для точечной сварки.
Стационарные станки для точечной сварки применяются на производствах. С их помощью выполняют сборку изделий, который оператор может удерживать в руках. Однотипные соединения при серийном изготовлении создаются очень быстро, что содействует повышенной производительности. Но такие установки занимают много места ввиду габаритов 50х60х100 см и могут весить до 100 кг. Мощный источник тока разрешает сваривать металл с общей толщиной до 8 мм.
Стационарный аппарат для точечной сварки.
Режимы воздействия
Аппараты для точечной сварки способны воздействовать на заготовки одним из двух методов.
Односторонняя точечная сварка
Односторонний режим реализован в моделях, называемых споттерами. Они оснащаются пистолетом со штангой и обратным молотком, на торце которого есть медный электрод в виде треугольной звезды. Прихватившись электросваркой к поверхности, можно совершать обратные удары, вытягивая вмятый металл.
Споттер для односторонней точечной сварки.
Односторонний режим воздействия оправдан в случае затрудненного доступа к обратной стороне конструкции (нужно снимать обшивку дверей, демонтировать крыло машины), или когда изделие слишком большого размера. Еще таким образом можно приварить к поверхности шайбы или гребенку, чтобы воздействовать одновременно на большой участок, дергая сразу за все элементы при помощи крюков.
Работа споттером для односторонней точечной сварки.
Двухсторонняя точечная сварка
Двухсторонняя сварка применяется для присоединения листового металла внахлест. Для этого аппараты снабжаются клещами, обхватывающими изделие. От вылета консолей зависит максимальная удаленность точки соединения от края конструкции. Этот параметр может быть от 12 до 50 см. В таких аппаратах нижняя консоль неподвижная, а верхняя опускается, осуществляя одновременно прижим и разогрев.
Клещи для двухсторонней точечной сварки.
Режим работы
Режим работы аппарата бывает мягкий и жесткий, что зависит от характеристик тока. В первом случае используется невысокая плотность тока, но сварочный цикл выполняется с удлиненной продолжительностью 2-5 секунд. Это разрешает использовать электроды с меньшим сечением (оно может быть равно толщине заготовки) и не сильно давить клещами.
Во втором случае применяют ток большей плотности, а цикл длится короче — 0.2-1.5 с. Такой режим обеспечивает повышенную скорость работы, но требует сильного сдавливания заготовок и диаметра электрода, в несколько раз превосходящего суммарное сечение свариваемых деталей.
Максимальный сварочный ток
От максимального сварочного тока зависят возможности оборудования для точечной сварки. Значение 3000 А позволит соединять детали с общим сечением до 3 мм. Аппараты с показателем 6000 А могут сваривать сталь до 4-5 мм. Промышленные станки 10000-16000 А разрешают соединять заготовки до 9 мм (в сумме).
Максимальная толщина свариваемых листов
Важный параметр, показывающий, какое максимальное сечение способен проварить аппарат. Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Напряжение для подключения
Для подключения аппарата к сети требуется однофазное напряжение 220 В или трехфазная линия на 380 В. Это прямо указывается в инструкции к товару и определяет, где его получится использовать. Потребляемая мощность от 3 до 12 кВт подскажет, можно ли включать аппарат в обычную бытовую сеть (обычно свыше 5 кВт лучше не включать, чтобы не расплавить проводку).
Способ управления
Самые дешевые аппараты управляются вручную. В некоторых моделях даже нет возможности выставить силу тока — она всегда работает на максимуме. Оператор сам сдавливает клещи руками и следит за временем соприкосновения электродов, чтобы образовался нужный провар. Для качественного соединения сперва требуется опробовать аппарат на черновых заготовках с такой же толщиной, что и основное изделие. Определив, сколько нужно времени на прижим, можно переходить к сварке. Есть аппараты с регулировкой силы тока, которые немного упрощают работу с металлами разной толщины.
Микропроцессорное (синергетическое) управление значительно облегчает работу. Сварщик указывает на панели тип выполняемого соединения (приварка шайбы, проволоки, сварка внахлест и т. д.), а также толщину изделия. Синергетическое управление само подбирает оптимальные параметры для сварки, подает ток и отключает его. Оператору остается лишь подносить электроды и ставить их в нужное место. Но такие модели стоят гораздо дороже.
Дополнительные параметры
Если требуется продолжительная работа аппаратом, то обратите внимание на тип охлаждения. Устройства с водяной системой и радиатором быстрее отводят тепло и имеют более продолжительный ресурс.
К споттеру обязательно понадобится пистолет и обратный молоток. Чтобы выполнять сварку используют медные электроды, являющиеся расходными элементами. Для мобильных аппаратов с весом от 13 кг практично приобрести тележку, чтобы перевозить их на колесиках.
Лучшие сварочные аппараты для точечной сварки
Если Вам требуется контактная точечная сварка для домашней мастерской или небольшого производства, то обратите внимание на следующие модели, которые уже опробованы покупателями и получили положительные отзывы.
Калибр СВА-1,5 АК
Этот аппарат для выполнения точечной сварки от российского бренда «Калибр». Модель СВА-1.5 АК запитывается от однофазной сети 220 В и потребляет 8 кВт. Корпус защищен от проникновения пыли по стандарту IP20. В комплекте есть рукоятка и запасные наконечники. Управление полностью ручное, где сварщик сам регулирует время прижима и силу тока. Для установки силы прижатия клещей предусмотрен ограничительный болт под подвижной рукояткой.
Плюсы Калибр СВА-1,5 АК
- Мощная возвратная пружина для разведения клещей.
- Крупная рукоятка для быстрой перестановки.
- Получается аккуратная точка, которую не разорвать руками.
- Не требуется механическая обработка соединения.
Минусы Калибр СВА-1,5 АК
- Кабель верхней консоли (косичка) из омедненного алюминия (перегревается).
- Неудобно расположена клавиша включения.
- От веса 16 кг устают руки.
- Требуется проводка с сечением 4 мм², ввиду мощность 8 кВт.
Вывод. Это лучший аппарат по соотношению стоимости и мощности провара. Пользователи в отзывах делятся, что легко сваривают листовой металл 2+2 мм между собой, выполняя 15 точек в минуту. Если требуется соединить проволоку, то модель справится с сечением прутков 5+5 мм. Но подключение нуждается в мощной сети, поэтому для гаража такую точечную сварку выбирать не стоит.
Foxweld КТР-8 3097
На втором месте в рейтинге товар от итальянского бренда Foxweld. Оборудование для точечной сварки имеет два медных кронштейна, рукоятку для прижима, отбойную пластину. Мощность источника тока составляет 8 кВт и аппарат способен варить с 6000 А. Производитель заявляет, что инвертор легко соединит две заготовки с сечением 1.5+1.5 мм. Модель относится к профессиональному классу и имеет защиту корпуса IP21.
Плюсы Foxweld КТР-8 3097
- Большая рукоятка для поднятия аппарата.
- Относительно небольшие габариты 41х10х23 см.
- Вылет электродов 15 см позволяет заводить между ними крупные детали.
- Повышенная мощность сварочного тока.
Минусы Foxweld КТР-8 3097
- Присутствует небольшой люфт, из-за чего электроды не точно сходятся друг с другом.
- Нужно хорошая проводка от 4 мм².
- Тяжело часто переставлять ввиду веса 14 кг.
- Мощность не регулируется.
Вывод. Судя по отзывам, этот аппарат для выполнения точечной сварки большинство пользователей используют для изготовления металлических дверей. Сварщики говорят, что это гораздо удобнее, чем действовать полуавтоматом и после сварки не требуется никакой дополнительной зачистки швов.
FUBAG TS 2600 38 666
А вот аппарат для точечной сварки, называемый споттер. Он предназначен для выполнения односторонних прихваток на металле с сечением до 1.5 мм. Максимальная сила тока составляет 2800 А. Габариты оборудования — 20х32х18 см. При подключении к однофазной сети, аппарат потребляет 5.4 кВт, поэтому его можно использовать в гараже или на даче. В комплекте к нему прилагается пистолет и штанга с обратным молотком. Есть три электрода «звездочка» и один угольный электрод для разогрева металлической поверхности.
Плюсы FUBAG TS 2600 38 666
- Переключатель для сварки угольными и медными электродами.
- Световая индикация перегрева и наличия сети.
- Четыре режима работы.
- Создает надежное соединение.
Минусы FUBAG TS 2600 38 666
- Большой вес 14 кг неудобно часто переставлять.
- Высокая стоимость.
- Нет регулировки силы тока по амперажу (только по способу сварки).
Вывод. Такая модель разработана для кузовного ремонта автомобилей и способна работать в нескольких режимах: приварка гофрированной проволоки, колец, разогрев поверхность угольным электродом, прихватка «звезды». Обратите внимание на мощный обратный молоток на пистолете. Вес грузика составляет 1.1 кг, что обеспечивает быстрое вытягивание вмятин.
RedHotDot HAMMER IT 275116
Бренд «Хаммер» выпускается в Италии. Модель IT 275116 выдает максимальную силу тока 3200 А. Это разрешает сваривать листовой металл с сечением 1.5+1.5 мм. Подключение к однофазной сети 220 V и потребление мощности 3 кВт не перегружает бытовую проводку, поэтому использовать аппарат можно даже в гараже. Цифровой дисплей удобен для визуального контроля введенных параметров. Индикатор показывает срабатывание перегрузки. В комплекте к споттеру идет пистолет со сменными насадками.
Плюсы RedHotDot HAMMER IT 275116
- Защита корпуса
- Не создает чрезмерной нагрузки на сеть ввиду мощности 3 кВт.
- Небольшие габариты 30х18х26 см.
- Глубокий провар и крепкое соединение.
Минусы RedHotDot HAMMER IT 275116
- Высокая стоимость.
- Весит более 16 кг.
- Некоторым сварщикам конструкция обратного молотка кажется слабой.
Вывод. Модель для точечной сварки примечательна синергетическим управлением, где сварщик выбирает один из шести режимов, в зависимости от конфигурации привариваемого элемента. На цифровом табло устанавливается толщина металла. Микропроцессор сам подбирает оптимальные параметры для выполнения существующей задачи.
FoxWeld МТР-25 3373
Далее в рейтинге станок для точечной сварки, который рассчитан на эксплуатацию внутри производственного цеха. Аппарат нуждается в подключении к трехфазной сети на 380 V. Управление у него механическое, а сжимание клещей осуществляется ножным приводом. Руки сварщика могут в это время поддерживать заготовку. Мощность оборудования составляет 25 кВт. Корпус имеет габариты 87х40х121 см и весит 100 кг.
Плюсы FoxWeld МТР-25 3373
- Простая эксплуатация.
- Долгий срок службы.
- При каждодневной работе не ломается.
- Запуск сжимания клещей педалью — руки всегда свободные.
Минусы FoxWeld МТР-25 3373
- Очень высокая стоимость.
- Масса 100 кг требует надежного основания под станком.
- Пользователям не хватает стола под клещами, чтобы переворачивать заготовки.
- Требуется часто затачивать электроды при интенсивном использовании.
Вывод. Мы рекомендуем этот аппарат для выполнения серийной точечной сварки на производстве. Модель имеет сварочный ток 16000 а и способна проварить заготовки с толщиной 2.5+2.5 мм. Одна точка выполняется за 10 секунд, что разрешает поставить сразу 6 швов в минуту. Еще фишкой товара служит водяное охлаждение в системе с радиатором. Оно отводит лишнее тепло и продлевает время беспрерывной работы.
WIEDER KRAFT WDK-6000
Завершает наш обзор споттер на тележке. Он содержит пистолет для точечкой сварки и обратный молоток. Модель выдает максимальную силу тока 4400 А. Корпус защищен по стандарту IP23, поэтому аппаратом можно работать на улице, когда пошел дождь (закончить выравнивать деталь кузова и убрать в помещение). Входная мощность составляет 11 кВт. Время сваривания можно регулировать от 1 до 10 с. Сварщику не нужно следить за этим — аппарат отключает сварочный ток самостоятельно. Прихватки получаются крепкими и без пережогов.
Плюсы WIEDER KRAFT WDK-6000
- Можно подключать к 220 В.
- Повышенная надежность.
- Восемь режимов сварки.
- Цифровой дисплей и синергетическое управление.
Минусы WIEDER KRAFT WDK-6000
- Высокая стоимость.
- Нет вентилятора охлаждения.
- Нужно предусмотреть место для аппарата с размерами 60х50х95 см.
Вывод. Данный споттер для точечной сварки примечателен исполнением на тележке. При этом источник питания расположен сверху, поэтому для введения настроек не требуется наклоняться. Снизу есть достаточно места для кабелей, расходников и инструмента. Тележка оснащена колесами, где два передних вращаются в стороны на 360 градусов. Это упрощает быстрое перемещение по цеху и отлично подходит для автомастерской, чтобы восстанавливать геометрию кузова, передвигаясь вокруг машины.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя. Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса. Так же нам понадобиться блок питания для контроллера, пару медных кабельных наконечников, сетевой провод сечением в 1.5 кв. мм. и корпус, в котором разместиться все электроника. У меня давно валялся 700 Вт МОТ с отрезанной вторичной обмоткой, как раз появился повод куда-то его пристроить.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все. Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
Точечная сварка своими руками из аккумулятора и сварочника
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Что такое точечная сварка? (Полное руководство по процессу сварки)
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от продолжительности воздействия тока. Это тепло можно выразить уравнением:
Q = I 2 Rt
В этом уравнении «Q» — это тепловая энергия, «I» — ток, «R» — электрическое сопротивление и «t» — время, в течение которого приложен ток.
Материалы для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, а низкоуглеродистая сталь лучше всего подходит для точечной сварки.Однако стали с высоким содержанием углерода (углеродный эквивалент> 0,4 мас.%) Склонны к низкой вязкости разрушения или образованию трещин в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Для оцинкованной стали (оцинкованной) для сварки требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, в случае цинковых сплавов медные электроды быстро разрушают поверхность и приводят к потере качества сварки. При точечной сварке сталей с цинковым покрытием необходимо либо часто менять электроды, либо поверхность кончика электрода должна быть «одета», когда резак удаляет загрязненный материал, обнажая чистую медную поверхность и изменяя форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий по теплопроводности и электрическому сопротивлению близок к медным, температура плавления алюминия ниже, что означает, что сварка возможна. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в очень небольшом количестве сварных швов, а это означает, что очень трудно добиться стабильного высокого качества сварки. По этой причине в настоящее время в промышленности можно найти только специализированные области применения точечной сварки алюминия. Появляются различные новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены точечной сваркой сопротивлением, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медных сплавов, поскольку тепловыделение электродов и заготовки очень похоже.
Решением для сварки меди является использование электрода из сплава с высоким электрическим сопротивлением и температурой плавления, намного превышающей точку плавления меди (намного выше 1080 ° C). Материалы электродов, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где применяется точечная сварка?
Точечная сварка находит применение в ряде отраслей, включая автомобилестроение, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость, с которой точечную сварку можно автоматизировать в сочетании с роботами и системами манипуляции, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при строительстве стальных вагонов на протяжении более 100 лет. .
Сварка кузова на автомобильной производственной линии.
Часто задаваемые вопросы по теме
Машина для точечной сварки — Купите машину для точечной сварки онлайн в Индии по лучшей цене
Машины для точечной сварки онлайн
Купить аппарат для точечной сварки из широчайшего ассортимента промышленных сварочных аппаратов в Интернете.
Купите в Интернете аппарат для точечной сварки, оснащенный высокопроизводительными контроллерами обратной связи по току для надежной и стабильной работы.Точечная сварка — это процесс передачи тепла к точке, при этом тепло определяется сопротивлением между электродами, а также величиной и продолжительностью тока. Машины для точечной сварки широко используются в автомобильной промышленности. Лазерная точечная сварка и лазерная сварка швов наиболее популярны в наши дни. Это бесконтактный процесс, в котором используется лазер для создания единой точки сварного шва для сварки металлов вместе. Процесс лазерной сварки производит концентрированную и чистую энергию, создавая более глубокие сварные швы при высокой производительности.Популярные бренды, такие как HMP , Amar Jyoti, Shaktech , предлагают различные модели в зависимости от их характеристик и использования.
Аппарат для точечной сварки на Industrybuying.com по очень доступной цене
Если вы выбираете сварочный аппарат по цене , чтобы получить лучшее для вас, то вы попали в нужное место. Industrybuying.com предлагает вам широкий ассортимент аппаратов для точечной сварки по очень разумной цене, а также вы можете воспользоваться дополнительными скидками, применив коды промокупонов.Industrybuying.com всегда стремится обеспечить наилучшее качество обслуживания клиентов с помощью фирменных отраслевых продуктов. Интернет-магазин всех видов сварочных аппаратов: сварочный аппарат MIG , сварочный аппарат TIG, сварочный аппарат FCAW, автомат для резки , аппарат для дуговой сварки и многие другие.
Получите лучший опыт онлайн-покупок отраслевых товаров с Industrybuying.com
Продукты для индустрии покупок теперь находятся на расстоянии одного клика от крупнейшей в Индии онлайн-платформы электронной коммерции B2B Industrybuying.com. Купите все виды сварки и резки машины и получите лучшее предложение. В настоящее время промышленные изделия предназначены не только для мастерских и фабрик, мы также предпочитаем хранить их дома, чтобы облегчить работу, а не тратить время и деньги. Каждая мелкая и крупная промышленность, а также отрасли инженерии и науки так или иначе используют эти промышленные машины. Делайте покупки в Интернете для промышленных товаров и совершайте беспроблемные транзакции, чтобы воспользоваться бесплатной доставкой и лучшим обслуживанием от Industrybuying.com.
Доступны специальные предложения и лучшие цены на установку для точечной сварки
Наличие присутствия на всей территории Индии, включая такие города, как Дели NCR, Мумбаи, Ченнаи, Бангалор, Калькутта, Ченнаи, Пуна, Джайпур, Хайдарабад и Ахмедабад, вы получите все ваши избранные бренды под одной крышей от надежных дистрибьюторов машины для точечной сварки. Вы можете приобрести машину для точечной сварки у надежных дилеров машины для точечной сварки в Индии.Когда ты Купите машину для точечной сварки онлайн в Индии, не упустите всплывающие предложения время от времени с каждым предметом. Вам не нужно беспокоиться о подлинности наши продукты мы получаем от лучших дистрибьюторов машин для точечной сварки, которые знают все. Если вы покупаете машину для точечной сварки в Industrybuying, вы испытаете простоту поход по магазинам. А также получите лучшие цены на машины для точечной сварки.
| ||||||||||||||||||||||||||||||||||||||||||||||||
DNJ Series Ручной точечный сварочный аппарат и портативный точечный сварочный аппарат от китайского производителя, завода, завода и поставщика ECVV.com
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Место происхождения: | Гуандун в Китае |
| Детали упаковки: | Фанерный ящик |
Краткие сведения
- Послепродажное обслуживание: Инженеры, обслуживающие технику за рубежом
- Гарантия: 1 год
- Сертификация: CE
- Мощность (Вт): 25 кВт
- Напряжение: 380 В
- Применение: точечная сварка металла
- Вес: 80 кг
- Габаритные размеры: 360 * 300 * 660 мм
- Максимум.Толщина сварки: 2 + 2 мм
- Номинальный рабочий цикл: 50%
- Номинальная мощность: 25кВА
- Номер модели: DNJ-25
- Название бренда: BLUEFLAME
- Состояние: Новый
- Портативный точечный сварочный аппарат: Ручной точечный сварочный аппарат
Технические характеристики
Портативный аппарат для точечной сварки DNJ
Основные особенности:
1.Небольшой объем, легкий вес, машина и сварочный пистолет могут удобно перемещаться, использовать сварочный кабель с водяным охлаждением длиной 2 метра и ручной сварочный пистолет, операция довольно гибкая, удобная, позволяет сваривать внутренние части и специальные части заготовки;
2. Может сваривать многие металлы и сплавы, такие как низкоуглеродистая сталь, свариваемая сталь, нержавеющая сталь, железо, медный лист и т. Д., Толщина сварки составляет 0,3-3,5 мм;
3. широко используется в стальной мебели, изделиях из нержавеющей стали, производстве защитных дверей и стальной проволочной сетке для сварки утечек и т. Д.
Основные технические параметры:
Модель | Номинальная мощность | Оценено Ввод вольтаж | Оценено Частота | Оценено Первичный Текущий | Отрегулировать Оценка | Кабель длина | Способ охлаждения | Вес | Сварочная способность |
КВА | V | Гц | А | Оценка | м | Трансформатор — Воздушное охлаждение Сварочный кабель — водяное охлаждение | Кг | мм | |
DNJ-25 | 25 | 380 | 50/60 | 66 | 7 | 2 | 90 | 1.0 + 1.0 | |
DNJ-35 | 35 год | 380 | 50/60 | 82 | 7 | 2 | 120 | 2.0 + 2,0 | |
DNJ-50 | 50 | 380 | 50/60 | 115 | 7 | 2 | Водяное охлаждение | 135 | 3.5 + 3,5 |
№ | Модель | WL-SQ-AC150K | WL-SQ-MF90K | Входная мощность | Двухфазная | Трехфазная | |||
2 | Номинальная мощность | 150KVAx2 | 150KVAx2 | Номинальный входной ток | 750A | 270A | |||
4 | Номинальный рабочий цикл | 25% | 0 | Уровень регулировки вторичного напряжения | 2 | 2 | |||
6 | Макс.вторичное плавающее напряжение | AC7.5 В | 9,8 В пост. | 20KA | 22KA | ||||
9 | Сварочный трансформатор Класс изоляции | Класс F | 68 | ||||||
10 | |||||||||
11 | Сварочный номер модели | 30 типов | |||||||
12 | Сварочные электроды 7 | 7 908 | 14 | Эффективная сварка | 1200 мм | ||||
15 | Эффективная сварка | 1200 мм | |||||||
0.5 м / сек | |||||||||
Применения для точечной сварки
Портативный точечный сварочный аппарат Hobart.Из этой статьи вы узнаете больше о точечной сварке, ее применении и причинах ее развития, а также ее эффективности при использовании в небольших магазинах.
Из процессов контактной сварки этот метод лучше, чем другие в этой категории.
В основном это работает, когда между двумя электродами вставляется кусок металла, который выглядит почти как какой-то инопланетный коготь, а затем вы смыкаете их вместе, слегка зажимая металл.В это время, когда электроды зажимают материал, как клешня краба, электричество проходит в следующем порядке: первый электрод, материал, второй электрод.
Кстати, не путайте шовную сварку с этим процессом. Шовная сварка аналогична, но вместо того, чтобы сваривать отдельные «точки», сварщик швов заставляет точки фактически перекрываться, так что сварной шов является швом, а не точкой. Сварщик швов обычно используется в промышленных условиях.
Историческая справка и цель!
Чтобы понять цель открытия и развития методов сварки, мы должны повернуть время вспять и взглянуть на историческую перспективу.Давайте проясним одну вещь: сварка — явление не новое. На самом деле корни сварки уходят в бронзовый век. Хотя это было не так развито, как сегодня, люди начали работать над способами сплавления различных металлов вместе.
Первый прорыв произошел в 1881 году, когда Огюсту Де Меритенсу удалось соединить две свинцовые пластины, нагревая их до высокой температуры. Один из его русских учеников запатентовал процесс и идею. Со временем в электроды и процесс сварки было внесено несколько изменений.Двумя основными факторами развития сварки были высокий спрос на оружие во время Первой мировой войны и необходимость соединять металлические листы вместе для различных целей.
Сварка широко использовалась в производстве оружия во время Первой мировой войны. Это было открытием, которое искала сварочная промышленность, чтобы превратить это умение в успешный бизнес. Многие американские и европейские компании нажились на высоком спросе на сварку и производили сварочные электроды и аппараты.Точечная сварка, наряду с другими видами сварки, такими как шовная сварка и сварка выступами, была разработана в начале 1900-х годов.
Открытие электрического тока стало еще одним крупным прорывом в сварочной промышленности. Переменный ток был изобретен К. Дж. Холслагом в 1919 году. Вскоре после этого в 1920 году была представлена автоматическая сварка. Но именно в 30-х годах электроды с толстым покрытием стали широко использоваться. Сварка продолжила свой эволюционный путь и приняла форму, известную нам сегодня.
Применение для точечной сварки:
Как показано в этом видео (выше), этот тип сварочного аппарата — фантастический инструмент для работы с листовым металлом, особенно с более тонкими материалами.
Подобно сварке, этот процесс контактной сварки также используется для сварки листового металла и проволоки, но реальные приложения выходят далеко за рамки этого. Чтобы лучше понять эти приложения, мы можем разделить использование этого процесса в зависимости от отрасли.Две широкие категории этого приложения:
- Крупные предприятия
- Малые магазины и предприятия
Крупные предприятия:
Оно часто используется во многих крупных отраслях, например,
- Автомобили
- Электроника
- Производство аккумуляторов
Автомобили.
Широко используется в автомобильной промышленности. Точечная сварка играет важную роль в автомобилестроении, от кузовов до различных деталей автомобилей.На сборочных линиях автоматические машины или роботы предпочтительнее ручной сварки из соображений безопасности.
Электроника.
От электронных компонентов и соединителей до узлов соленоидов, вы обнаружите, что метод точечной контактной сварки широко используется в производстве электроники. Он широко используется в датчиках газа, печатных платах, дисковых накопителях и даже в солнечных элементах и панелях. Сложные электрические компоненты, такие как печатная плата, кабели, разъемы и переключатели, также можно сваривать с помощью ручных инструментов.Многие электронные компоненты, которые мы используем сегодня, прошли процесс точечной сварки.
Промышленная контактная сварка.Производство аккумуляторов.
Вы можете быть удивлены, узнав, что процессы производства батарей также включают этот процесс. Когда дело доходит до объединения ячеек для создания мощных батарей, этот процесс используется, когда необходимо объединить различные металлические элементы. Никель-металлогидридные элементы часто сплавляются в батарею, что раньше было невозможно.Помимо этого, никель-кадмиевые элементы также можно объединять для производства батарей, которые служат для разных целей.
Большинство производителей аккумуляторов предпочитают точечную сварку пайке, потому что она лучше управляет выделением тепла во время процесса и предотвращает нагрев аккумулятора. Это также сохраняет эффективность батареи. С другой стороны, при пайке аккумулятор нагревается до высоких температур, что может отрицательно сказаться на характеристиках аккумулятора.
Малые предприятия и магазины:
Малые предприятия и магазины также не сильно отстают от крупных предприятий, когда дело доходит до использования этого процесса сварки в своих интересах.Вот некоторые из распространенных небольших применений этого метода:
Ортодонтия.
Вы будете немного удивлены, узнав, что точечная сварка используется для облегчения работы стоматологов. Возможно, вы думаете, какое отношение точечная сварка имеет к стоматологии. Он также используется для создания индивидуальных бандажей моляров разных размеров. Не только это, но и металлические скобы, которые используются для выравнивания деформированных зубов, создаются с помощью процесса, включающего этот процесс сварки.
Производственно-ремонтные мастерские.
Часто можно увидеть квалифицированных рабочих, ремонтирующих металлические двери, окна и другие поврежденные металлические предметы с помощью сварки. Этот процесс также используется для восстановления формы поврежденных и помятых автомобилей. Даже при ремонте автомобилей вы можете увидеть точечную сварку в различных областях, таких как покрытие металла, геометрия автомобильных деталей и тепловая нагрузка. Интересно то, что все эти применения сильно отличаются друг от друга, но имеют один общий фактор — точечную контактную сварку.
Сварочные аппараты общие для гаража цеха:
Сварщик сопротивления высокого сопротивления от Miller стоит около 700 долларов. Это 30 ампер (переменного тока). На нижнем уровне — один от Chicago Electric, который составляет 16 ампер.Заключение:
С древних времен у человека было сильное желание формовать металлы различной формы. Благодаря развитию технологий теперь мы можем делать с металлом все, что захотим.
Сварка — это процесс, позволяющий соединить две металлические поверхности друг с другом.Существует много видов сварочных процессов, и точечная сварка является одним из них. Это очень удобный и эффективный инструмент, который не требует длительного обучения.
От крупных предприятий до небольших ремонтных мастерских этот процесс по-прежнему является предпочтительным методом соединения двух частей или листов металла для образования новых компонентов и деталей, которые затем используются для различных целей. Безопасность также является важным фактором, поскольку расплавленный металл (шлак) опасен, поэтому при его использовании соблюдайте меры предосторожности.
.