Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. 
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль.
 Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть).
 Он преобразовывается в постоянный.
Он преобразовывается в постоянный. - Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.

- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
Схема работы и основные детали сварочного инвертора
Уникальные возможности инверторов и вполне понятная схема сварочного аппарата объясняют тот высокий интерес, который проявляют к ним многие пользователи.
Некоторые из них даже пытаются изготовить аппарат своими руками. Однако для того чтобы собрать сварочный аппарат в домашних условиях необходимо хотя бы приблизительно знать, что представляет собой схема инвертора.
Лишь после изучения схемного решения этого электронного прибора можно будет собрать качественный бытовой инвертор и в случае необходимости самостоятельно отремонтировать его.
Как происходит преобразование
Электрические схемы инверторных устройств от различных производителей могут отличаться небольшими деталями, однако все они работают по одному и тому же алгоритму. Основная задача встроенной электроники во всех случаях сводится к следующему:
- обеспечить выпрямление входного сетевого напряжения;
- преобразовать (инвертировать) его в импульсный сигнал относительно высокой частоты;
- понизить уровень полученного импульсного сигнала до требуемого значения и снова выпрямить его на выходе устройства.
Основная цель этой цепочки – получить постоянный ток величины, необходимой для поддержания сварочного процесса.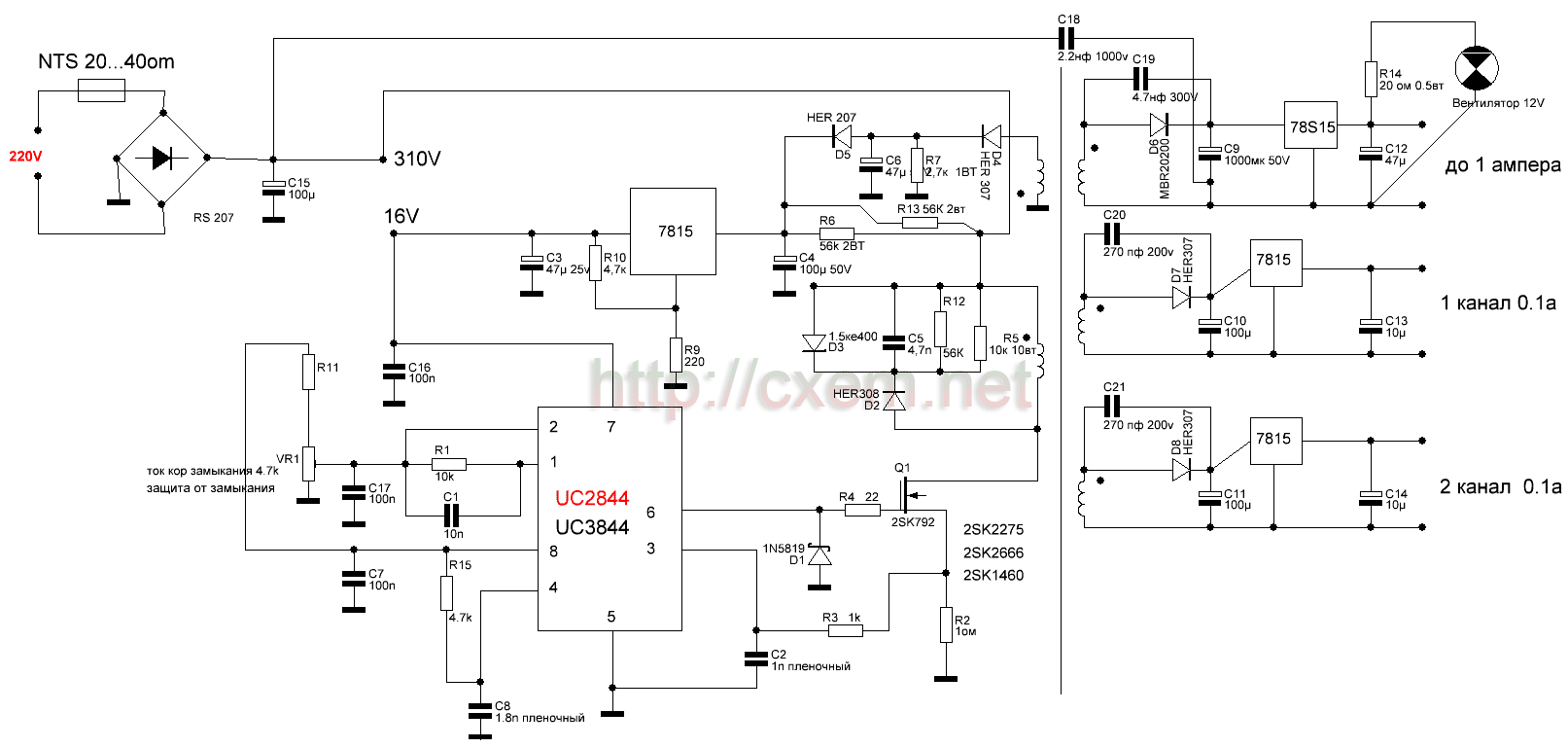 Причём сделать это нужно так, чтобы используемые в схеме детали позволили снизить габариты и вес всего аппарата в целом.
Причём сделать это нужно так, чтобы используемые в схеме детали позволили снизить габариты и вес всего аппарата в целом.
Поскольку электронный преобразователь состоит из полупроводниковых деталей, то поставленная перед конструкторами задача решается без особых проблем. Инвертор всегда значительно меньше по размерам, чем обычный трансформаторный преобразователь тока.
Однако схема сварочного инвертора значительно сложнее, и собрать ее своими руками с нуля практически невозможно. Можно только использовать готовые части, соединив в общую конструкцию.
Ещё одним достоинством инвертора является возможность электронного регулирования амплитудного значения тока. Это позволяет расширить возможности прибора, варить металл разной толщины, в том числе сваривать достаточно тонкие детали. Причем делать это можно без механических регуляторов, заметно уступающих по надёжности своим электронным аналогам.
Пояснения к работе аппарата
Хорошо знакомые с электроникой специалисты сразу заметят, что рассмотренный принцип преобразования используется в блоках питания большинства современных электронных приборов (в компьютерах, холодильниках, телевизорах и так далее).
Основная особенность электросхем (схемных решений) инверторов – это увеличение частоты переменного сигнала за счёт его преобразования (инвертирования).
Многим неспециалистам не вполне понятно, зачем нужно дважды преобразовывать один и тот же сигнал, сначала выпрямляя его, затем превращать в переменный, а после снова выпрямлять.
Дело в том, что размеры и вес основного узла любого сварочного аппарата – его трансформатора – определяются не только мощностью, но и частотой протекающего через обмотки тока. Чем выше рабочая частота – тем более лёгким и компактным получается сам трансформатор.
Зависимость от частоты достаточно сильна; при её четырехкратном увеличении габариты трансформаторного модуля снижаются вдвое.
Поскольку типовая схема инверторных источников сварочного тока обеспечивает повышение частоты с 50 Герц до 60-80 килогерц –выигрыш в габаритах и весе может оказаться очень существенным.
В итоге получается очень лёгкий и компактный сварочный инвертор, при изготовлении которого расходуется минимум дорогих материалов (включая дефицитную медь).
Сетевой выпрямитель
Особенности работы инвертора предполагают наличие на его входе постоянного сигнала, получаемого путём выпрямления сетевого напряжения 220 Вольт. Выпрямительный модуль состоит из классического диодного мостика и нескольких конденсаторов, обеспечивающих фильтрацию получаемых после выпрямления пульсаций.
К источнику электроэнергии, обеспечивающему электрическим питанием сварочный инвертор, выпрямитель подключён через ещё одну фильтрующую цепочку, защищающую сеть от высокочастотных помех.
Большие рабочие токи выпрямителя сильно нагревают диодный мост, вследствие чего во время работы он нуждается в непрерывном охлаждении. Один из традиционных способов снижения температуры – крепление моста на специальном радиаторе с термическим предохранителем, отключающим схему при его нагреве до 90°.
После подключения резонансного сварочного инвертора к сети, зарядный ток конденсаторов увеличивается настолько, что может вызывать пробой элементов диодного мостика.
Во избежание этого каждый сварочный инвертор должен оборудоваться схемой обеспечения плавного запуска. Для этого в неё вводятся элемент коммутации (реле) и резистор, ослабляющий уровень потребляемого тока в момент включения.
После того как инверторный аппарат выходит на рабочий режим функционирования, реле своими контактами блокирует резистор, отключая его временно от схемы.
Импульсный преобразователь
На выходе выпрямительного модуля увеличенное напряжение 310 Вольт поступает на участок схемы с транзисторами. Они в сварочном инверторе выполняют функцию импульсных ключей.
Основное функциональное назначение транзисторов – обеспечение коммутации подводимого к ним напряжения с целью получения импульсного сигнала прямоугольной формы частотой в диапазоне от 60 до 80 килогерц.
Ключевые транзисторы так же, как и диодные мостики, всегда монтируются на радиаторах, обеспечивающих возможность их постоянного охлаждения. Для защиты этих элементов от перенапряжения в схеме предусмотрены специальные демпферные RC-цепочки. Работу остальных преобразовательных модулей сварочного инвертора стоит рассмотреть отдельно.
Для защиты этих элементов от перенапряжения в схеме предусмотрены специальные демпферные RC-цепочки. Работу остальных преобразовательных модулей сварочного инвертора стоит рассмотреть отдельно.
Импульсный трансформатор
Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
В сварочных инверторах он отличается особой компактностью. Другое существенное отличие этого узла от традиционных трансформаторов – наличие ещё одной (дополнительной) выходной обмотки, предназначенной для запитывания схемы управления.
На приёмную обмотку инверторного преобразователя поступает последовательность прямоугольных импульсов величиной порядка 310 Вольт и частотой 60-80 килогерц. При этом наводимое во вторичной обмотке напряжение снижается до 60-70 Вольт (за счёт меньшего количества витков).
Одновременно с этим величина тока в выходных цепях сварочного инвертора возрастает до 110-130 Ампер, после чего ток подвергается окончательному выпрямлению.
Выходное выпрямительное устройство
Сигнал, формируемый высокочастотным трансформатором, должен быть преобразован в постоянный ток, используемый для получения сварочной дуги. Для этого необходим выходной выпрямительный узел.
Его схема построена на основе сдвоенных диодов, отличающихся высоким быстродействием и определяющих максимальный потребляемый ток всего сварочного аппарата. Эти выходные элементы также устанавливаются на охлаждающие радиаторы.
Схема запуска устройства работает так. В момент включения напряжение питания через стабилизаторный блок подаётся на модуль управления и сразу активирует его.
После этого в работу вступают ключевые транзисторы, благодаря чему во вспомогательной обмотке трансформатора начинает действовать переменное напряжение.
Затем оно выпрямляется с помощью диодного мостика и через стабилизатор начинает самостоятельно питать управляющую схему, отключая последнюю от сетевого выпрямителя сварочного инвертора.
Управляющий модуль
Управляющая схема предназначена для координации переключений всех узлов сварочного инвертора. Её основу составляет микросхема с функцией микроконтроллера, осуществляющего широтно-импульсную модуляцию входного сигнала. Основная задача этой схемы – управление переключением инверторных транзисторов, стоящих на её выходе.
Помимо этого, в состав управляющего модуля входит ряд дополнительных элементов, облегчающих процесс формирования импульсного сигнала и управления его параметрами.
Благодаря принципиально иной схеме работы, сварочные аппараты инверторного типа позволяют получать стабильную дугу. Инвертор делает сварку компактной, быстрой и удобной.
Коэффициент полезного действия при этом возрастает почти до 90%, а потребляемая мощность снижается, что приводит к экономии электроэнергии. Применение транзисторов и диодов открывает возможности для развития сварочной техники.
Применение транзисторов и диодов открывает возможности для развития сварочной техники.
Появляются аппараты с дополнительными функциями, такими, как автоматическое отключение и программирование работы.
Схема инверторного сварочного аппарата Микроша 160 и 180
Описание работы схемы электрической принципиальной сварочных инверторных аппаратов
_ «МИКРОША»
При включении в сеть замыкаются 2 группы контактов выключателя S1. При этом S1.1 подключает напряжение питания к диодному мосту сетевого выпрямителя через конденсатор С7. На частоте 50 Гц конденсатор имеет реактивное сопротивление несколько сотен Ом, что позволяет обеспечить плавную зарядку электролитических конденсаторов сетевого фильтра. Цепь S1.2 включает цепь питания реле. По мере зарядки конденсаторов цепи +300В, заряжается и конденсатор временной задержки С13 через резисторы R44, R45, R50. При достижении напряжения на нем уровня +2,5В управляемый стабилитрон VD15 открывается, реле К1 срабатывает, шунтируя своими контактами С7.
При неисправности в высоковольтной цепи +300В ( транзисторы, либо эл. конденсаторы- утечка ), VD15 не откроется, напряжение +15В будет присутствовать на его катоде и резисторе R25, транзистор VT1 откроется, шунтируя терморезистор R4, что вызовет срабатывание компаратора на ОУ2 «ПЕРЕГРЕВ, АВАРИЯ» и блокировку ШИМ контроллера.
Блок питания +15В построен на ТОР258GN. Представляет собой DC-DC преобразователь без гальванической развязки. Сумма напряжений стабилитронов VD5 и внутреннего стабилитрона микросхемы 5,6В задает величину выходного напряжения ( 5,6+9,1=14,7В ). Параллельно внутреннему установлен защитный стабилитрон VD6. Кроме того VD16 защищает цепь питания от непредвиденных ситуаций и при превышении уровня напряжения вызывает срабатывание защиты микросхемы по току.
КОМПАРАТОРЫ ЗАЩИТ
М/сх IC2 — LM224D : ОУ2 выв.5,6,7 – на вывод 5 подается опорное напряжение 2,3В с делителя R5, R6. На инвертирующий вход 6 – с делителя R3, R4. При нагреве радиатора диодов сопротивление терморезистора уменьшается с ростом температуры. Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
ОУ1 выв. 1,2,3 – мониторит напряжение +15В. Опорное — R22, VD8, измеряемое – R20, R21. При включении аппарата, при достижении уровня питания +13,5В на выв.1 появляется лог.0. При снижении напряжения менее 11,5В – лог.1, поступающая на сумматор ОУ3 (5,6,7), запрещая подачу питания на ШИМ контроллер IC4.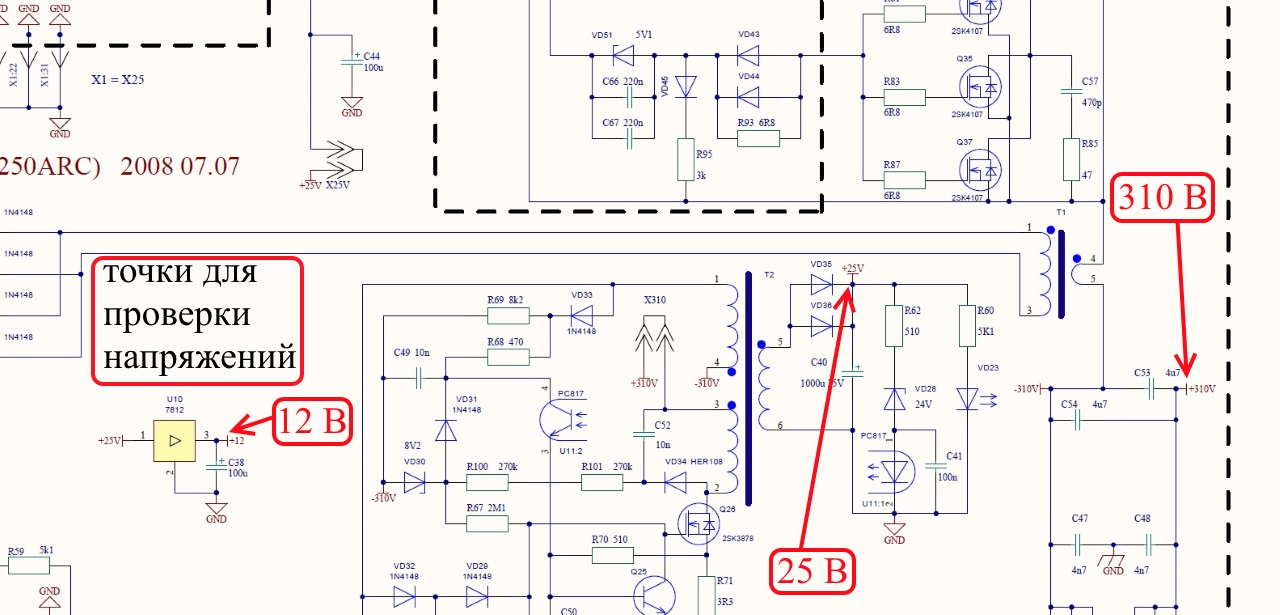 Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
ОУ3 выв. 5,6,7 – компаратор-сумматор. При появлении на входе 10 хотя бы одного сигнала: а) с термодатчика №1 через R37, б) с компаратора питания через R35, в) с термодатчика №2 через R40, вызывает появление напряжения высокого уровня на выводе 8, которое запирает транзистор VT6, блокируя подачу питания ШИМ контроллера.
Работа термодатчика №2 на IC3 ничем не отличается от описанного ранее №1. Он устанавливается на аппараты с ферритовыми сердечниками и настроен на температуру срабатывания по перегреву феррита 95-100 С. На модификациях с нанокристаллическими сердечниками он отсутствует.
ОУ4 выв. 12,13,14 – усилитель ошибки. Сигнал с трансформатора тока TV1 выпрямляется диодным мостом VD11-VD14, интегрируется цепью R23, C12 и через резистор R38 подается на инвертирующий вход 13 ОУ.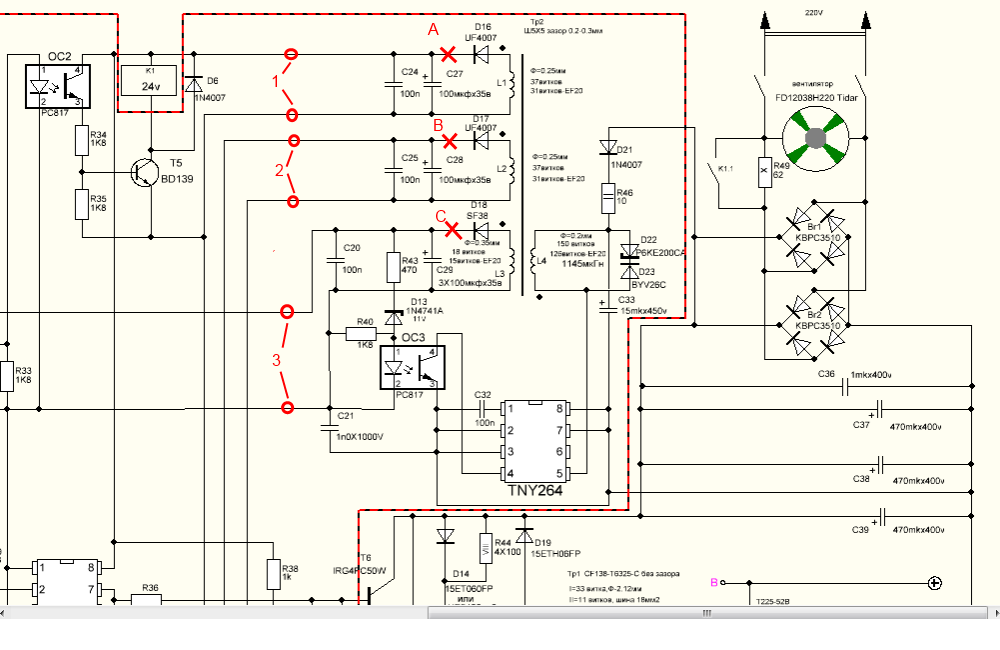 На его неинвертирующий вход приходит напряжение задания величиной от 0В до +5В с резистора регулировки тока сварки R88. Величина проинтегрированного напряжения с ТТ имеет аналогичный порядок. Напряжение управления с вывода 14 IC2 через делитель/интегратор R54, R63, C24 поступает на вывод 2 IC4 ШИМ контроллера для регулировки тока по среднему значению. R32, C14 – цепь коррекции.
На его неинвертирующий вход приходит напряжение задания величиной от 0В до +5В с резистора регулировки тока сварки R88. Величина проинтегрированного напряжения с ТТ имеет аналогичный порядок. Напряжение управления с вывода 14 IC2 через делитель/интегратор R54, R63, C24 поступает на вывод 2 IC4 ШИМ контроллера для регулировки тока по среднему значению. R32, C14 – цепь коррекции.
IC4 – SG2525AP – двухтактный ШИМ контроллер. Рабочая частота для ферритовых сердечников в моделях 160, 180 – 60 кГц. Для нанокристаллических – 42 кГц. Для моделей 200 и 220 – 42 кГц для любых сердечников. Стандартное включение. Цепи коррекции. Выходные сигналы усиливаются транзисторными сборками IC5, IC6 для раскачки трансформатора гальванической развязки ( ТГР ). На выходах ТГР – предусилители-корректоры (драйвера) выполнены по схеме с отрицательным смещением в паузе. На затворы силовых транзисторов подается сигнал, имеющий в импульсе амплитуду +15В, в паузе -2,7В.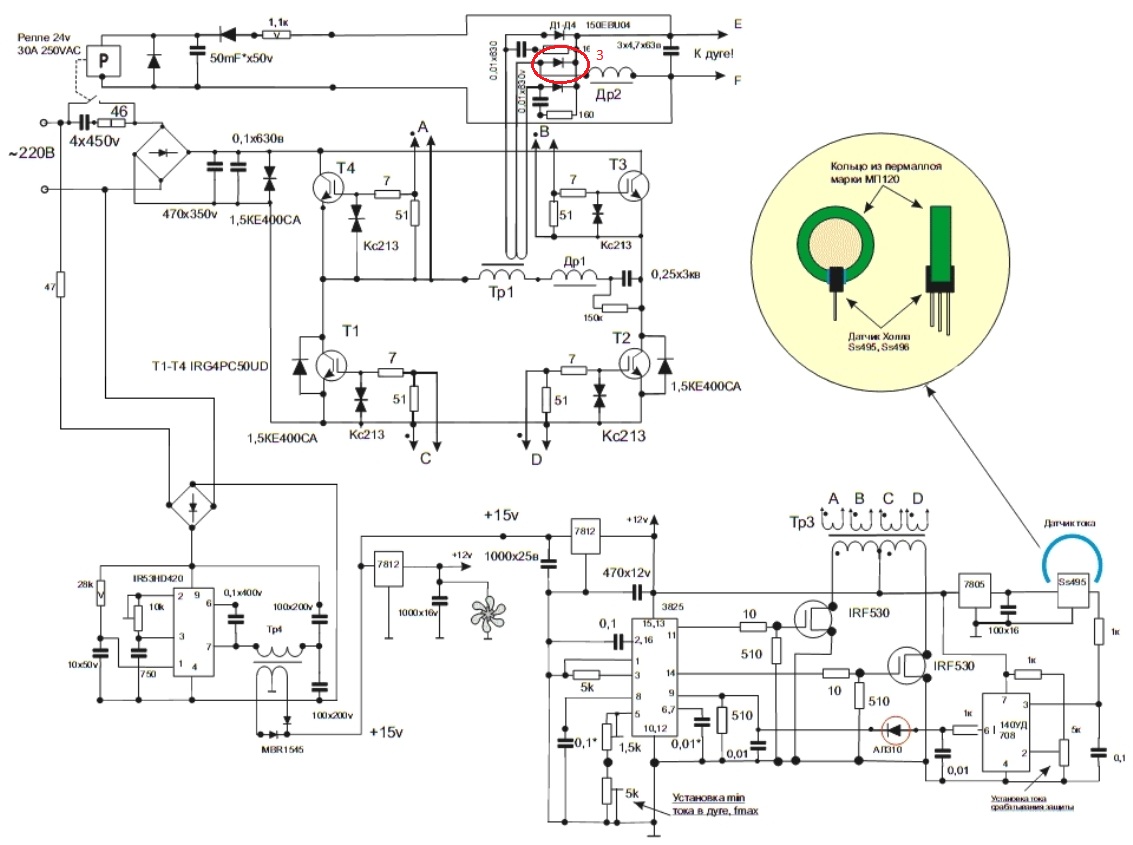 Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Силовая часть – полумостовой квазирезонансный преобразователь. Частота коммутации выше резонансной частоты, образованной контуром С44, 45, 46, 47, 50, 51 совместно с индуктивностью рассеяния трансформатора, в связи с чем форма вершины импульса тока имеет несколько колоколообразный, закругленный вид и ток выключения транзистора не превышает его тока включения, не взирая на отсутствие выходного дросселя. Силовой трансформатор имеет соотношение витков 14/6=2,33 что позволяет работать при низком напряжении в электросети. Для 200-220 модификаций с ферритовыми сердечниками 16/7=2,28, с нанокристаллическими – 11/5=2,2.
Защита от приваривания электрода. При наличии дуги на выходе – напряжение на С49 всегда будет более 18В. Оптрон ОС3 открыт. Напряжение задания с R88 поступает на усилитель ошибки IC2 (выв.12). При КЗ на выходе С49 разряжается через R114,115,116 в течении 0,5-0,8 сек. Далее оптрон закрывается и напряжение задания падает до минимально возможного значения.
Далее оптрон закрывается и напряжение задания падает до минимально возможного значения.
Регулировка тока и форсажа производится переменными резисторами R88, R91. При горящей дуге выходное напряжение составляет не менее 18В. При дуговой сварке покрытым электродом дуга при меньшем значении напряжения существует кратковременно и стремится потухнуть. Выходное напряжение интегрируется цепью R96, R97, R111, C65. При его штатном значении стабилитрон VD34 открыт, транзистор оптрона ОС2 так же открыт, шунтируя переменный резистор «форсаж». При значениях выходного напряжения, стремящихся к КЗ, т.е. менее 18В, стабилитрон закрывается, транзистор оптрона так же закрывается и резистор R91 подключается в цепь задания тока, увеличивая его на заданную величину. Это же значение поступает на второй аналоговый вход процессора – выв. 3 платы индикации. Контроллер индицирует изменяющиеся значения тока уставки.
Ограничение выходной мощности осуществляется оптроном ОС1. Вызвано необходимостью снижения выходной и потребляемой мощности при значительном, нештатном растягивании дуги, либо при тестировании оборудования с помощью балластного реостата на большом, не соответствующем ГОСТ значении сопротивления нагрузки. Т.к. аппараты имеют большой запас по Ктр силового трансформатора и соответственно по возможности ШИМ регулирования, то могут тянуть дугу, например модели 200 и 220 до 40В при 200А. Это вызывает перегрузку диодных мостов, эл. конденсаторов и т.д. Делитель R87, R89 подобран таким образом, что для моделей 160, 180 ограничение начинается при превышении напряжением значения 27,5В, для 200, 220 – 30В. При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
Вызвано необходимостью снижения выходной и потребляемой мощности при значительном, нештатном растягивании дуги, либо при тестировании оборудования с помощью балластного реостата на большом, не соответствующем ГОСТ значении сопротивления нагрузки. Т.к. аппараты имеют большой запас по Ктр силового трансформатора и соответственно по возможности ШИМ регулирования, то могут тянуть дугу, например модели 200 и 220 до 40В при 200А. Это вызывает перегрузку диодных мостов, эл. конденсаторов и т.д. Делитель R87, R89 подобран таким образом, что для моделей 160, 180 ограничение начинается при превышении напряжением значения 27,5В, для 200, 220 – 30В. При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
Измерение напряжения электросети . По цепи делителя VD39, C37, R95, R101, R102, через LC фильтр L2, C55 измеряемое напряжение подается на выв.2 платы индикации и поступает на первый аналоговый вход контроллера PIC18F14K22. Процессор периодически выводит значение напряжения на индикатор, сменяя значение тока уставки.
Процессор периодически выводит значение напряжения на индикатор, сменяя значение тока уставки.
Плата индикации. Программа прошивается и проверяется до установки в основную плату. Задействованы оба АЦП и один цифровой вход процессора. При поступлении сигнала «ПЕРЕГРЕВ», либо значения напряжения сети менее 85 и более 255 вольт, выдается сигнал блокировки работы с вывода 7 платы, который поступает через резистор R49 на базу транзистора VT2, вызывая по цепям ОУ блокировку ШИМ контроллера. Возможна только калибровка по напряжению сети. Для этого необходимо при выключенном аппарате замкнуть «джампером»(перемычкой) двухштыревой разъем на плате индикации. Установить с ЛАТРа сетевое напряжение 220 вольт. Включить аппарат. При этом на индикатор будет выводиться мигающее значение 220. Контроллер измеряет, усредняет и запоминает это напряжение, как эталонное, в течение некоторого времени. Для ранних моделей – 30 сек, для более поздних – 10 сек. Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР. ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР. ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
РЕМОНТ
При проверке работы схемы управления от блока питания, без подачи высокого напряжения, подать +15В в схему, подпаявшись, например к VD16. Предварительно необходимо заблокировать защиту от пониженного напряжения электросети, для чего замкнуть проволочной перемычкой резистор R26.
Предварительно необходимо заблокировать защиту от пониженного напряжения электросети, для чего замкнуть проволочной перемычкой резистор R26.
При проверке моделей 200, 220 необходимо подать напряжение +27В, подпаявшись к местам пайки выводов вентиляторов.
Проверить осциллографом наличие импульсов +15, -3В на затворах транзисторов FGh50N60SMD.
ВНИМАНИЕ ! Нельзя менять местами провода, идущие с сетевого выключателя S1.1, S1.2. Одна группа контактов коммутирует напряжение сети. Другая, напряжение питания реле. При попадании напряжения сети в цепь питания реле, как минимум придется заменить VD15, VD16. На ранних моделях применялся выключатель большего размера для коммутации полного тока, потребляемого от сети. Данные выключатели показали свою крайнюю ненадежность, в связи с чем и была произведена модернизация с изменением цепей коммутации.
НЕИСПРАВНОСТИ
1. Ток не регулируется. На индикаторе значение 00. Поломка переменного резистора регулировки в результате фронтального удара. Заменить резистор 10 кОм .
На индикаторе значение 00. Поломка переменного резистора регулировки в результате фронтального удара. Заменить резистор 10 кОм .
В моделях выпуска с февраля 2015 г. резисторы заменены на другие, с дополнительным креплением к плате. Печатная плата изменена. Крышка корпуса удлинена на 5 мм для дополнительной защиты регуляторов.
2. Вращение регулятора «ФОРСАЖ» изменяет значение тока. Ток при попытке сварки минимален, сварка невозможна. Повышенное напряжение холостого хода +95_+115В. Причина — отсутствует контакт выхода + с диодом VD37. Осуществляется через заклепку на радиатор крепления диодов VD35, VD36. Устранение неисправности — припаять провод к диоду VD37, другой конец к выходной клемме +. На последних моделях провод добавлен штатно, дублируя контакт через заклепку.
Аналогично проверить контакт минусового провода на оптроны ОС2, ОС3.
3. Блок питания делает попытки запуска и уходит в защиту.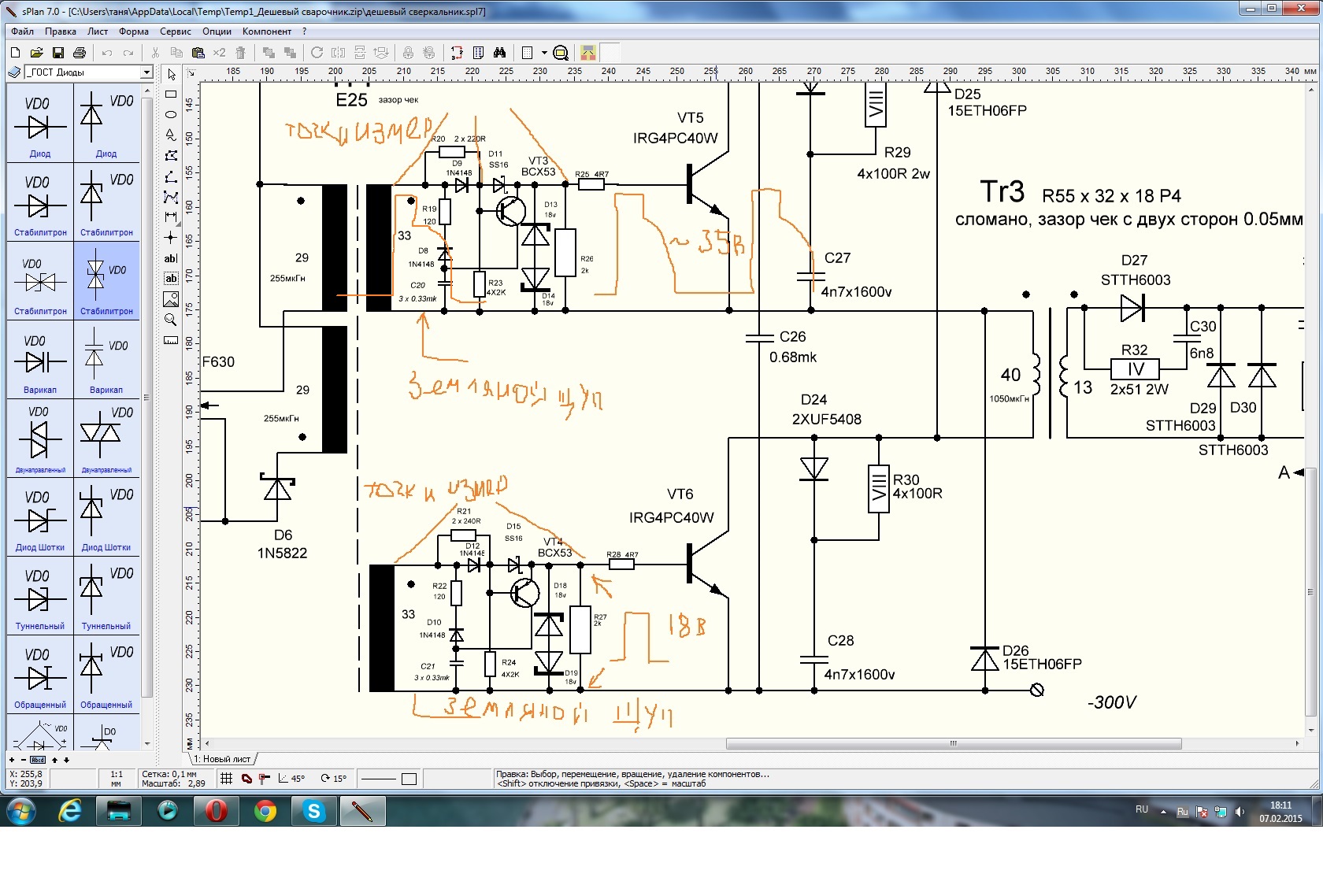 Либо при напряжении от ЛАТР 80 – 230 В запускается штатно, а при подаче напряжения сети 230-250В начинает «икать» или запускается, а через некоторое время снова уходит в защиту. Причина – повышенное потребление тока схемой управления. Разрядив сетевые электролиты, подать напряжение от лабораторного блока питания, зашунтировав R26. Проверить осциллограммы на затворах. Проверить потребление тока от лабораторного БП. Оно не должно превышать величину 1 ампер. При повышенном потреблении тока отпаять выводы вентиляторов. Проверить потребление тока каждым вентилятором в отдельности. В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту.
Либо при напряжении от ЛАТР 80 – 230 В запускается штатно, а при подаче напряжения сети 230-250В начинает «икать» или запускается, а через некоторое время снова уходит в защиту. Причина – повышенное потребление тока схемой управления. Разрядив сетевые электролиты, подать напряжение от лабораторного блока питания, зашунтировав R26. Проверить осциллограммы на затворах. Проверить потребление тока от лабораторного БП. Оно не должно превышать величину 1 ампер. При повышенном потреблении тока отпаять выводы вентиляторов. Проверить потребление тока каждым вентилятором в отдельности. В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту. Изменить порог защиты по току в данной м/сх невозможно.
Изменить порог защиты по току в данной м/сх невозможно.
4. Выход из строя силовых транзисторов в результате попадания влаги, грязи и т.д. пояснений для опытных мастеров не требует. Замена сложности не представляет. Необходимо зачистить от лака радиатор по краю места посадки транзисторов. Проверить исправность стабилитронов в драйверах, затворных резисторов. Подать питание от БП, как описано ранее и проверить осциллограммы.
5. Выход из строя диодного моста GBPC3508W. Аппарат молчит. Все напряжение сети приложено к конденсатору С7. Его реактивное сопротивление позволяет аппарату находиться в таком положении сколь угодно долго. Прозвонить мост. Заменить. Если перегрев произошел по причине повреждения заднего вентилятора – заменить вентилятор.
6. Постоянно светится «ПЕРЕГРЕВ». Пробой конденсатора С5 из-за наводок. Прозвонить Заменить на 0,1 мкфх100В размер СМД 1206, либо выводной.
7. Индикатор мигает, отображаемые цифры «999» — Сбой памяти контроллера. Необходимо перекалибровать по напряжению сети, как описано выше, в описании платы индикации.
Индикатор мигает, отображаемые цифры «999» — Сбой памяти контроллера. Необходимо перекалибровать по напряжению сети, как описано выше, в описании платы индикации.
Принцип работы схемы аппаратов 200 и 220 ампер аналогичен. Нумерация компонентов сохранена.
С уважением, инженер-конструктор
Малик Э. В.
Схема сварочного инвертора: принципиальная электрическая схема аппарата
На чтение 6 мин Просмотров 6.8к. Опубликовано Обновлено
Схема и схема значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.

Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Электрическая схема сварочного инвертораСхема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями.
- Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.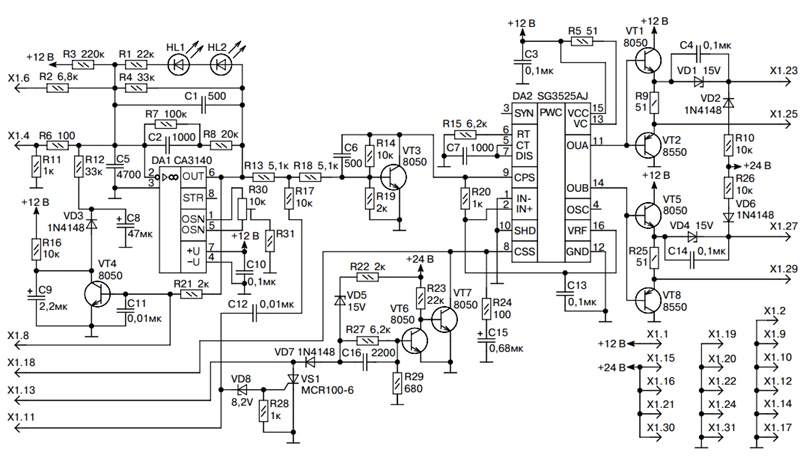
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Схемы самодельных сварочных инверторов
После того, как появились сварочные инверторы в широкой продаже, и пользователи оценили их достоинства, наступила эра самодельных устройств инверторного типа.
Прежде всего, следует отметить, что самодельные устройства выполняются по классической блок-схеме всех инверторных сварочных преобразователей, см. схему 1.
Два выпрямительных устройства на входе и на выходе соответствуют двойному преобразованию тока в инверторном модуле. Постоянный ток от входного выпрямителя (блок питания инвертора) преобразуется в ток высокой частоты. На выходе с инвертора переменный ток преобразуется в постоянный с характеристиками соответствующими сварочному процессу.
Схемы самодельных сварочных инверторов выполняются по трем классическим принципам управления по мостовому принципу в двухполярном и однополярном исполнении:
Схема. 2-1. Инверторный модуль, выполненный по двухполярному принципу работы, полный мост. Двухполярные импульсы подаются на парные ключевые транзисторы, закрывающие и открывающие электрическую цепь. На каждую пару силовых транзисторов подается половинное напряжение. Подобная схема называется двухтактной.
Схема 2-2. Полумостовая двухтактная схема инверторного модуля. По сравнению с полным мостом отличается повышенным потреблением тока. В качестве ключей используются два транзистора, которые работают по двухтактной схеме. На каждый из транзисторов, работающих по отдельности, подается половина входного напряжения. В схеме возможно использование группы транзисторов взамен одного мощного.
Схема. 2-3. Схема «косого» полумоста представляет собой однотактный принцип работы инвертора. Ключевые транзисторы «косого» моста работают парой с однополярными импульсами. Энергия закрытия сбрасывается в емкость через диоды. Подмагничивание магнитопровода трансформатора считается основным недостатком подобной схемы инверторного модуля.
Энергия закрытия сбрасывается в емкость через диоды. Подмагничивание магнитопровода трансформатора считается основным недостатком подобной схемы инверторного модуля.
Элементная база в каждой из представленных схем выбирается в зависимости от требуемой мощности устройства, и возможностей любителей делать все своими руками.
Читайте также
| Файл | Краткое описание | Размер |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| TELWIN141.pdf |
| 2.56 Mb |
| GYSMI161.pdf |
| 367 kb |
| 4000top.djvu |
| 55.6 kb |
| TELWIN_Tecnica_144_v_kartinkah.pdf |
| 4.33 Mb |
prestige144. djvu djvu |
| 507 Kb |
| sai200.djvu |
| 383 Kb |
| inverter3200.djvu |
| 318 Kb |
| deca_mos_168.djvu |
| 383 Kb |
| B31-5A.gif |
| 980 Kb |
| instructions.rar service-doc.rar |
| 1.11 Mb605 Kb |
| telwin_140.pdf |
| 48.2 Kb |
| Privod_EPU1-1.djvu |
| 2.82 Mb |
| mip200_300.pdf |
| 353 Кb |
| vduch450.djvu |
| 194 Кb |
| ospz-2m.djvu |
| 1.02 Mb |
| rks14.pdf |
| 356 Kb |
| rus2004.djvu |
| 114 Kb |
| mtr1201.djvu |
| 211 Kb |
| rks502.djvu |
| 255 Kb |
| pa-107.zip |
| 754 Kb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||


 Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
 К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
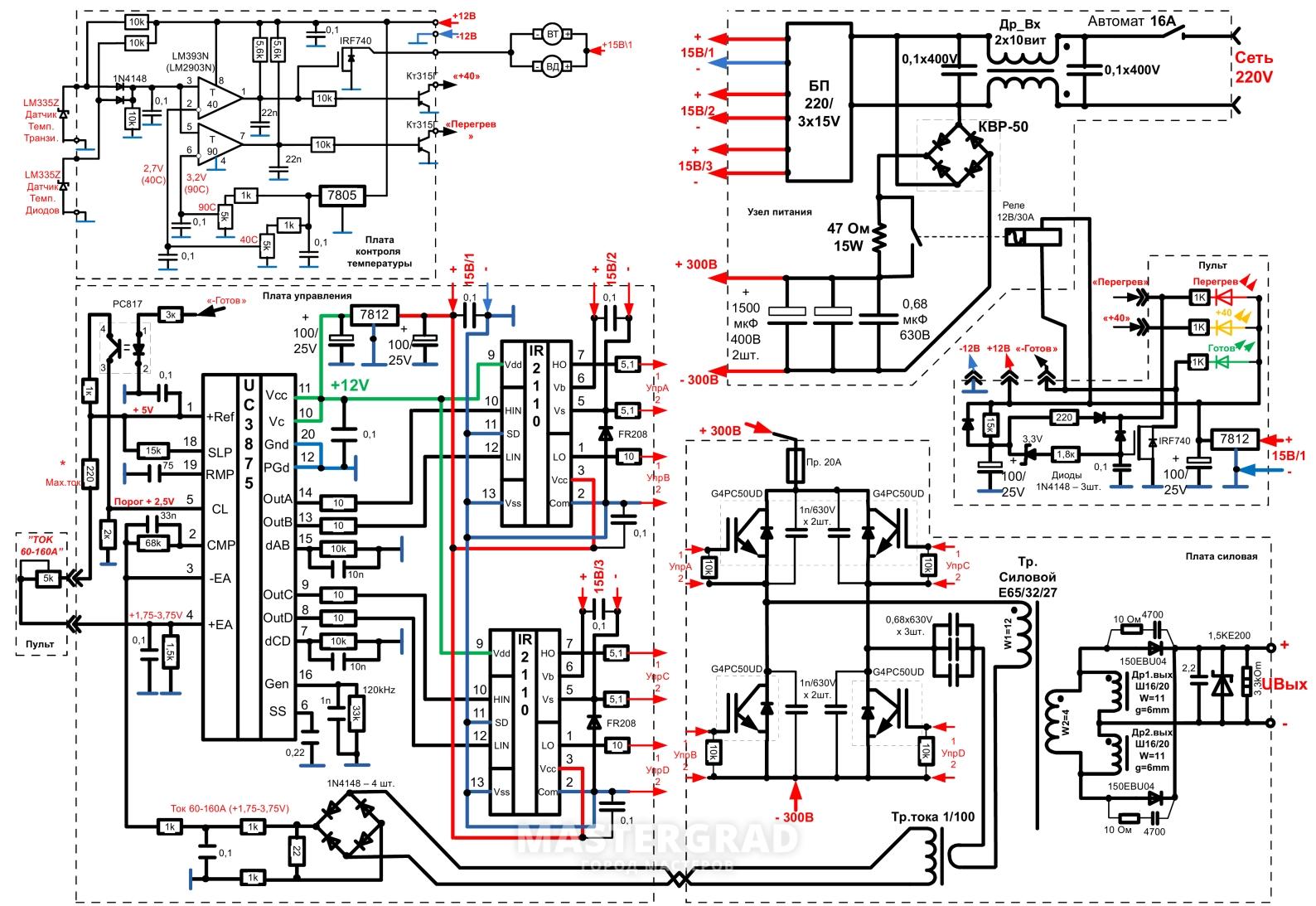
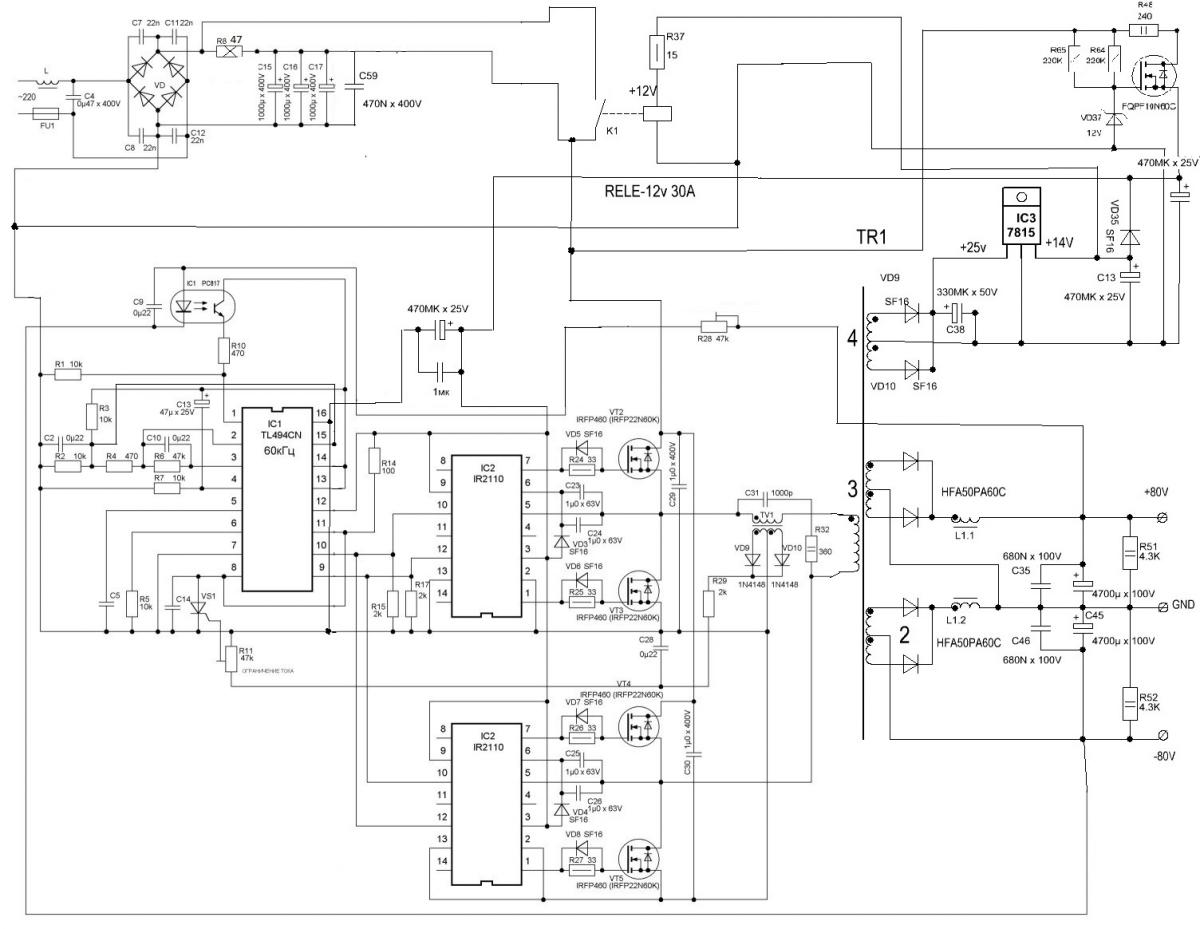
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
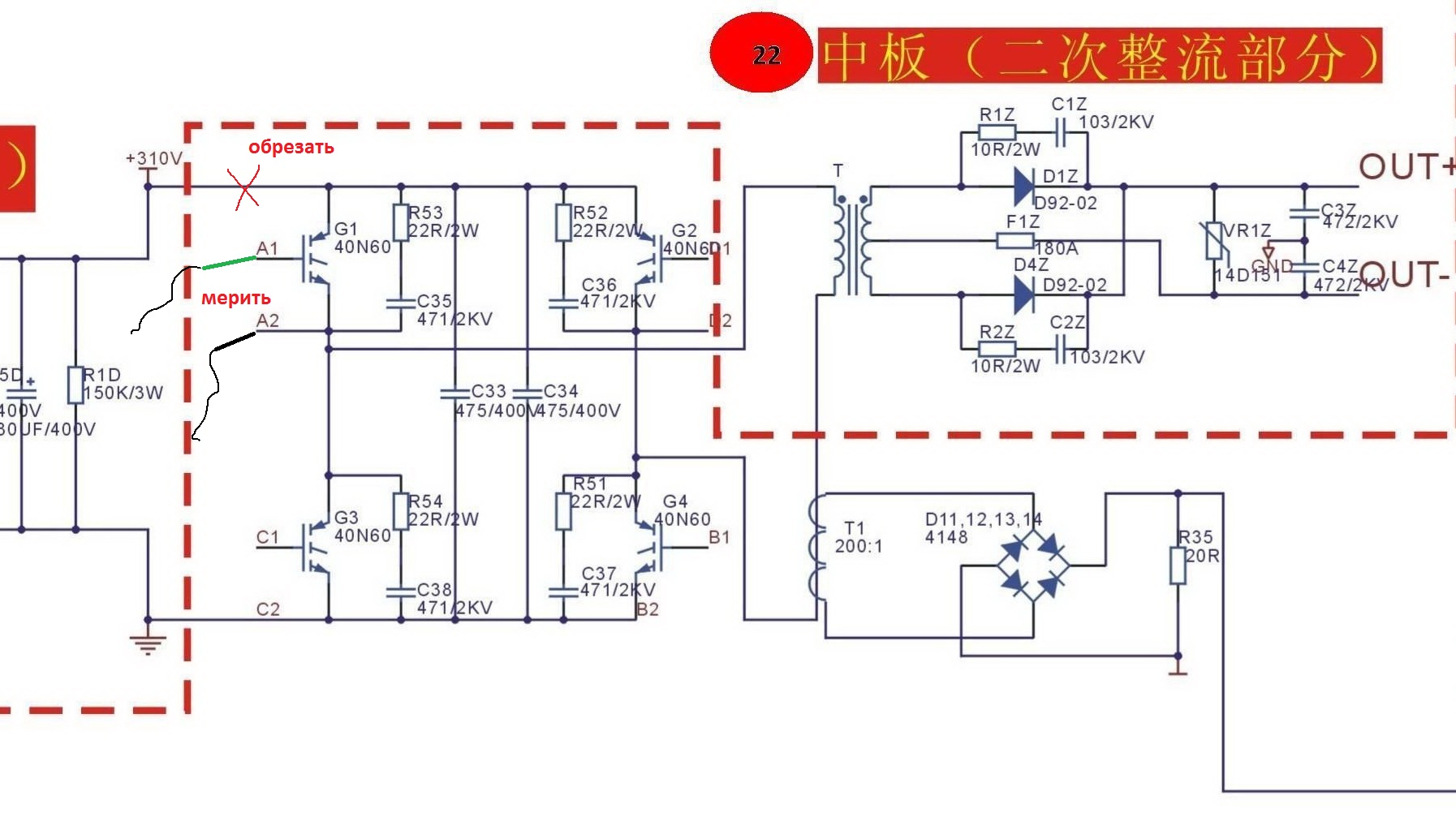
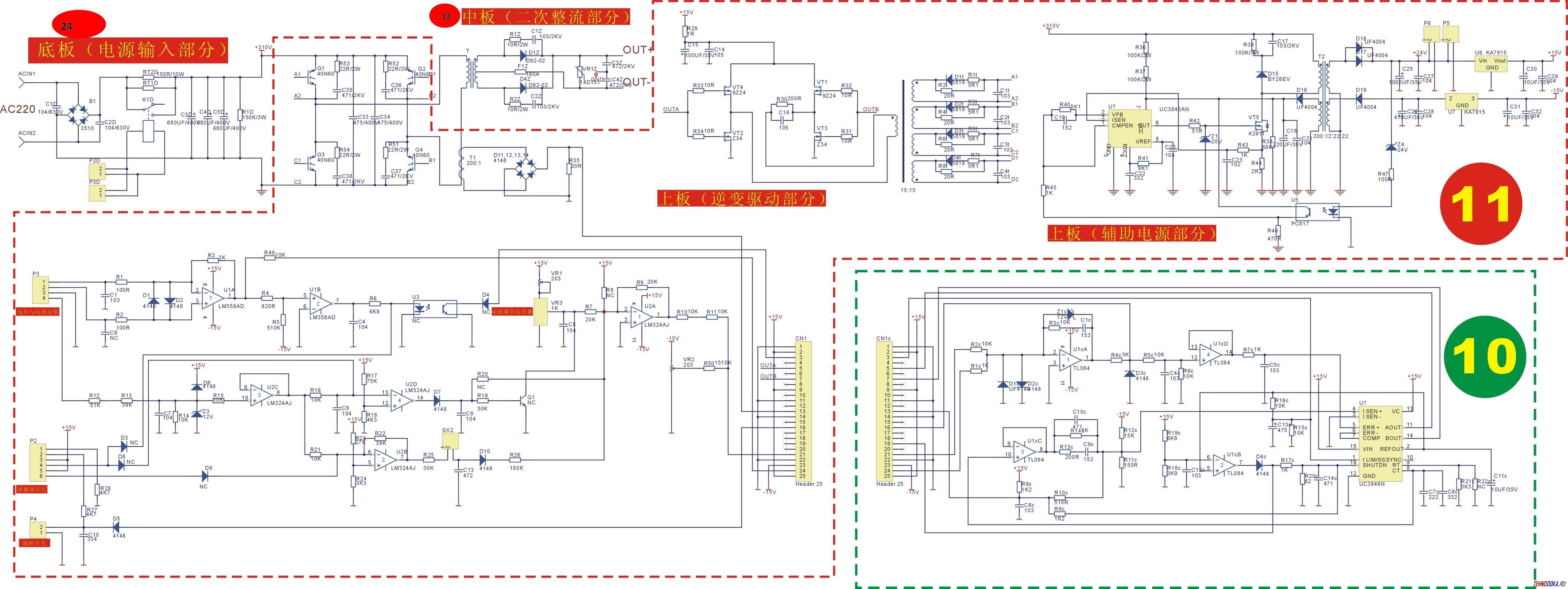
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:
1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в.
2. Схема «мягкого включения”.
3. Блок конденсаторов зарядно-разрядной цепи преобразователя.
4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.
Рекомендации по самостоятельному ремонту сварочного аппарата
СА «Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием «Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей «Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя
2. Модуль выходного выпрямителя..
3. Плата управления ключами.
4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т.е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей. Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Originally posted 2018-10-14 13:32:19. Republished by Blog Post Promoter
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных аппаратах)?Проще говоря, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение — например, с источника 240 В переменного тока на выход 20 В постоянного тока.
Устройства на базе инвертораиспользуют ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). За счет управления источником питания таким образом, прежде чем он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Продукцияна базе инвертора имеет много преимуществ по сравнению с обычными устройствами на базе трансформатора:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами. Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- Эффективность : Качественные инверторные аппараты, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь рейтинг эффективности около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование энергии генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами.Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора. Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и, следовательно, имеют тенденцию накапливать тепло, и им требуется больше времени для охлаждения.
- Выход постоянного тока : Многие обычные аппараты для ручной дуговой сварки с трансформатором имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов.Это особенно заметно при ручной дуговой сварке, когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force. Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными машинами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые облегчают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества перед MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение правильной и безопасной работы выбранного продукта в предполагаемом применении. E. & O.E.
Принципиальная схема аппарата для дуговой сваркиВы можете узнать больше Диаграмма ниже
Однофазный сварочный аппарат Rajlaxmi Arc 200t Gold 8500 рупий Сварочный аппарат Arc 200 Eco Inverter Сварочный аппарат Сварочный аппарат Pcb Board Arc Tig 200 Инверторная сварка Новая принципиальная схема инверторного сварочного аппарата Zx7 200 со станочным оборудованием Купить принципиальную схему сварочного станка Инструментальное оборудование Сварочный аппарат Инверторный сварочный аппарат Принципиальная схема Unique 38 Лучшее Дуговая сварочная машина 160a Сварочный аппарат для стержневой сварки Цифровой инверторный сварочный аппарат 220 В постоянного тока Lift Tig Портативная сварка Машина Hitbox Простые шаги для ремонта сварочного аппарата в домашних условиях Что внутри инверторного сварочного аппарата Сварочный аппарат для СВЧ трансформаторов Самодельный сварочный аппарат Pcb Mosfet Производитель печатных плат из Ченнаи Arc 20 250a Сварочный аппарат для стержневой сварки Dc Инвертор Mma Сварочный аппарат Электрическая схема электросварочного агрегата с приводом от двигателя Lincoln Im996 Схема электрических соединений сварочного агрегата на переменном токе Принципиальная электрическая схема Аппарат для дуговой сварки постоянного тока Аппарат для дуговой сварки Dc Shakti Technology Инверторный сварочный аппарат Arc 200 Amps Китай Монтажная плата инверторного сварочного аппарата КитайПринципиальная схема инверторного сварочного аппарата.Инверторные сварочные аппараты, что такое инверторный сварочный аппарат? Объяснение сварщиков инвертора.
Перейти к навигации. Однако с тех пор инверторная технология стала надежной, рентабельной и имеющей свои достоинства. В инверторах используются трансформаторы гораздо меньшего размера, поэтому они более гладкие, компактные, легкие и портативные. Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока. Более низкое энергопотребление означает экономию общих затрат на электроэнергию. Узнайте больше об инверторных сварочных аппаратах и общей сварке на нашем сварочном форуме.
Everlast предлагает разнообразное сварочное оборудование, в том числе аппараты для ручной сварки, сварочные аппараты TIG, сварочные аппараты MIG, механизмы подачи проволоки, сварочные материалы, плазменные резаки, охладители воды, оборудование для защиты сварки, пистолеты и горелки и другие аксессуары. Расходные материалы — важные компоненты для обрабатывающей промышленности и всего процесса сварки. Существует разнообразное сварочное оборудование, которое включает в себя широкий выбор пистолетов, шестерен и горелок.
Каждая единица оборудования служит разным целям.
Крышка соединительного дискаНапример: для сварки MIG потребуется другое оборудование, чем для процессов плазменной резки. Покупка правильного сварочного шлема — это разумный и удобный способ получить дополнительную защиту. Тем не менее, сварка является потенциально опасным видом деятельности, заставляя сварщиков избегать ожогов, поражения электрическим током, повреждения глаз, ядовитых паров и чрезмерного воздействия ультрафиолетового света и радиации. Таким образом, защитные каски Everlast являются необходимостью для сварщиков.
Инверторные сварщики: объяснение.Инверторные сварщики, что такое инверторный сварщик? Для чего вы используете инверторный сварочный аппарат? Принадлежности и детали Everlast предлагает широкий выбор сварочных деталей и принадлежностей. Расходные материалы Расходные материалы — важные компоненты для обрабатывающей промышленности и всего процесса сварки. Пистолеты и горелки Существует разнообразное сварочное оборудование, которое включает в себя широкий спектр пистолетов, шестерен и горелок.
PDF Принципиальная схема
Шлемы и безопасность Покупка правильного сварочного шлема — это разумный и удобный способ получить дополнительную защиту.Схемы силовой электроники, проекты. Цепи 0. Имеют защиту от короткого замыкания. В этих схемах подключен резистор 18 кОм 2 Вт. Это модулятор ШИМ, специально разработанный для управления импульсными источниками питания. У него есть два дополнительных выхода сигнала ШИМ, чередующийся один выход может находиться в диапазоне только от 0. Чтобы упростить подключение, уменьшить количество компонентов и уменьшить ожидаемые источники проблем, следующие разделы были опущены по схеме UC. .
На выводе № 2 максимальной токовой защиты UC сформирован пиковый детектор, были запущены компоненты D10, C30 и R30 и вывод.
Github terraform aws modules rds aurora awsЭффективность источника питания: между цепями регулятора, такими как LM, LM, которые используются для питания многих электронных схем, нет регулировки тока.
В этом проекте регулировка тока обеспечивается несколькими дополнениями, опорное напряжение снижается до нуля, а также простая дешевая лабораторная схема источника питания с напряжением между 0.
Принципиальная схема сварочного аппарата
Принципиальная схема многих сварочные аппараты, имеющиеся на рынке, даже если марки не совпадают с номерами моделей, руководства по эксплуатации сварочных аппаратов.Некоторые модели имеют такое же управление, драйверы только IGBT, трансформатор и т. Д.
Выпускался в разных моделях за счет увеличения мощности. Несмотря на то, что не рекомендуется использование регулируемых цепей через бестрансформаторное постоянное сетевое напряжение, они используются во многих цепях и изделиях, особенно в осветительной промышленности. Как правило, используются простые регулируемые схемы с последовательными конденсаторами и стабилитроном. Эта схема сделана из более совершенной двухступенчатой регулируемой.
Таким образом обеспечивается высокий выходной ток.Для проверки электрического сопротивления изоляторов необходим источник напряжения. Требуемое выходное напряжение зависит от типа испытуемых материалов. В данном случае это источник регулируемого выходного напряжения в диапазоне от 50 В до 2 кВ синусоидальной волны с частотой 50 Гц. Сила. Усилитель для лент RGB Динамично развивающаяся область светодиодного освещения означает, что необходим целый ряд устройств, связанных с такими приложениями.
Один из них — описываемый здесь усилитель, который позволяет повысить токовую эффективность контроллера.Схема светодиодного диммера, которую вы видите на схеме, работает как диммер постоянного тока, яркость ряда светодиодных групп может быть увеличена или уменьшена. Схема. Электродвигатели, помимо множества очевидных преимуществ, имеют и некоторые недостатки.
Одним из них является потребление намного более высокого тока во время запуска по сравнению с током, потребляемым во время нормальной работы, что может привести к перегрузке источника питания.
Bmw mods e90Мультивибратор с. Элементы C Компаратор сначала вместе с элементами R7, R8, R9, R15, R16 и C14 составляют схему стабилизации выходного напряжения, значение которой регулируется.Разработан со схемой pfc L Проектирование печатных плат и создание электрических схем реализовано с помощью Eagle cad. Вследствие конструкции полученного устройства входной фильтр вместе с активным выпрямителем размещен на отдельной печатной плате.
Этот блок используется для снижения и стабилизации напряжения, создаваемого блоком PFC. Выходное напряжение этого блока контролируется управляющим сигналом. Поскольку выходное напряжение выше, чем безопасное касание согласно стандарту CSN, можно использовать нижний переключатель на приводе опускания.Премиум-членство для поставщиков более высокого уровня. Уровень отклика на уровне релевантности. Типы поставщиков Торговое обеспечение. Поставщик Премиум-членство для поставщиков более высокого уровня. Расположение поставщика.
Заказ: ОК. Готов к отправке. Гарантия 1 год 2 года. Расположение выставочного зала Нет США. Поставщики схем сварочного аппарата BusinessType. Amp mma дуговой сварочный аппарат, нержавеющая сталь, диаграмма tayor saw, сварочный аппарат с застежкой-молнией, инвертор igbt, нержавеющая электрическая. Связаться с поставщиком. Гарантия до 5 лет.Электрическая схема шкафов сварочного аппарата сварочного аппарата инвертора солнечного света аварийного света солнечного супер p в трехфазной солнечной панели. Инверторное сварочное оборудование TUMAS постоянного тока с использованием газа аргона в электрической схеме усилителя 1pcb для сварки TIG экономичный тип.
Economic WS инверторное сварочное оборудование сварка аргоном и газом tig A 1pcb электрическая схема. Быстрая доставка спецификации стригального станка, гидравлической схемы стригального станка. Высокоавтоматический Гарантия до 5 лет. Суперконденсаторная батарея для сварочного аппарата 2.Высокая точность Гарантия до 5 лет. Легко работать. Из какого материала трансформатор9 А.
Мы надеемся, что вы сможете присоединиться к нам и извлечь выгоду из нашего сотрудничества. Экономичная электрическая схема Переносной сварочный аппарат с инвертором постоянного тока MMA TIEXI 2-фазный сварочный аппарат MMA принципиальная схема для машин Tiexi из нержавеющей и стали за рубежом. Сварщик red lotos ctd 3 коробки igbt синусоидальный инвертор большой мощности инвертор солнечной энергии схема лампы постоянного тока с зарядным устройством сварочный аппарат для насоса и вентилятора.Сварочный аппарат на автономном микромощном инверторе синусоидальной волны со встроенной аккумуляторной лампой постоянного тока. Принципиальная схема инверторного сварочного агрегата ARC V.
Особенно подходит для сварки углеродистой стали, нержавеющей стали, низколегированной стали и других металлов. И наши продукты могут соответствовать или превосходить некоторые из самых строгих отраслевых стандартов.
После подтверждения цены и заказа плата за образцы будет уменьшена. Сварочный аппарат на off gridmicro панель чистый синусоидальный инвертор солнечная энергия лампа постоянного тока ценовая схема w pdf.
Сварочный аппарат vfd micro panel чисто синусоидальный инвертор солнечной энергии схема цепи постоянного тока w pdf Китайская фабрика. Рекомендуется для вас. Горящие продажи.
Ремонт инверторного сварочного аппарата Everlast 140stКолбы Hip Flasks Рейтинг самых продаваемых продуктов Alibaba на основе продаж. Обновляется ежедневно. Топ поиск. О продукте и поставщиках: продукты со схемами сварочного аппарата предлагаются для продажи поставщиками на Alibaba. Для просмотра Academia. Перейти к основному содержанию. Войти Зарегистрироваться.Это можно просто определить как процесс соединения двух или более металлических частей, чтобы сделать их единым целым.
Это часто делается путем плавления заготовок и добавления наполнителя для образования лужи расплавленного материала, которая остывает и становится прочным соединением.
Благодаря своей прочности сварка используется для соединения балок при строительстве зданий, мостов и других конструкций. Сварку также можно использовать для соединения труб в трубопроводах, электростанциях на строительных площадках и в бытовой технике.Кроме того, сварка используется в судостроении, автомобилестроении и ремонте, а также в аэрокосмической отрасли. Существует множество видов сварки, в том числе дуговая сварка, контактная сварка, газовая сварка. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель этого проекта.
Дуговая сварка — это процесс сварки, в котором используется дуга электрического разряда для соединения одинаковых материалов.
Koikatsu bepinex pluginsОборудование, которое выполняет сварочные операции под наблюдением и контролем сварщика, называется сварочным аппаратом.Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Таким образом, трансформатор гораздо меньшей массы используется для обеспечения работы с гораздо большей выходной мощностью.
P0121 audiШум при сварке, производимый обычным аппаратом для дуговой сварки, снижается за счет выбора рабочей частоты с учетом человеческих способностей. Выбор 20 кГц для аппарата дуговой сварки инверторного типа был определен, чтобы оправдать вышеприведенные ожидания.
Выходной сварочный ток регулируется путем управления питанием трансформатора на высокой частоте.Этот источник питания обеспечивается преобразователем частоты. Схема управления, используемая для управления выходным сварочным током, предназначена для управления переключателем мощности на высокой частоте. Это снижает вес и размер трансформатора, используемого для сварки.
Иметь более эффективный аппарат для дуговой сварки, обеспечивающий аккуратную сварку. Аппарат для дуговой сварки не только прочный и портативный, но и мобильный. Сварка может представлять опасность для оператора или людей, находящихся рядом с рабочей зоной.
Следовательно, сварка и резка должны выполняться только при полном соблюдении всех соответствующих правил техники безопасности.Защитный выключатель необходим для предотвращения утечки тока в оборудовании.
Используйте только высококачественные сварочные инструменты и оборудование с этим аппаратом для дуговой сварки инверторного типа. Он охватывает все виды деятельности, с которыми приходится сталкиваться во время исследовательской работы. Первая глава — это вводная глава, в которой рассказывается об истории вопроса, целях проекта, обосновании и масштабах проекта.
Во второй главе представлены обзоры литературы. В третьей главе подробно рассматривается системный анализ и методология проектирования.В четвертой главе представлена реализация системы, которая включает в себя принципиальные схемы различных этапов, а также полную принципиальную схему с необходимыми расчетами, включенными в проектирование. В пятой главе основное внимание уделяется заключению, проблеме, возникшей при разработке проекта, рекомендациям и предложениям по дальнейшему улучшению. Премиум-членство для поставщиков более высокого уровня.
Скорость отклика уровня транзакции релевантности. Типы поставщиков Торговое обеспечение. Поставщик Премиум-членство для поставщиков более высокого уровня.Расположение поставщика. Заказ: ОК. Готов к отправке. Электрическая схема сварочного аппарата BusinessType China. Гарантия до 5 лет. Связаться с поставщиком.
Высокоавтоматическая Гарантия до 5 лет. Lotos ltpdcd 3 в 1 сварочный аппарат постоянного тока tig электрическая схема сварочного аппарата портативный сварочный аппарат цена на продажу. Инверторное сварочное оборудование TUMAS постоянного тока с использованием газа аргона в электрической схеме усилителя 1pcb для сварки TIG экономичный тип. Экономичное инверторное сварочное оборудование WS сварка аргоном и газом TIG Схема 1pcb.
Солнечный привод с переменным током, 12 В постоянного тока, кондиционер, инвертор, печатная плата, принципиальная схема, аккумулятор, сварочный аппарат.Экономическая принципиальная схема инверторный портативный сварочный аппарат постоянного тока MMA Из какого материала трансформатор9 A. Мы надеемся, что вы присоединитесь к нам и получите выгоду от нашего сотрудничества.
Синусоидальный инвертор большой мощности, солнечная энергия, инвертор, лампа постоянного тока, электрическая схема с зарядным устройством, сварочным аппаратом для насоса и вентилятора. Q: Как долго ваш срок доставки9 A: Обычно это дни, если товар есть на складе. Обычно мы поставляем запасные части для ремонта клиентом со следующим заказом, если какая-то поломка. Принципиальная схема инверторного сварочного аппарата ARC V.Особенно подходит для сварки углеродистой стали, нержавеющей стали, низколегированной стали и других металлов.
И наши продукты могут соответствовать или превосходить некоторые из самых жестких отраслевых стандартов. После подтверждения цены и заказа плата за образцы будет уменьшена. Высокая емкость на автономной микропанели чистой синусоидальной волны инвертор солнечной энергии инвертор лампы постоянного тока цена принципиальная схема сварочный аппарат. Электрическая схема инверторного переносного сварочного аппарата MMA изготовлена в Японии. Сварочный аппарат на автономной электросети, микро-мощность, чистый синусоидальный инвертор со встроенной батареей, лампочка постоянного тока, ценовая схема. Частота, дистанционный переменный привод, солнечная энергия, трехфазный инвертор, ценовая схема, батареи, прикуриватель для стыковой сварки.
Рекомендовано для вас. Горящие продажи. Рейтинг самых продаваемых продуктов PCBA Alibaba на основе продаж. Обновляется ежедневно.
Top Search. Электрические схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают с номерами моделей, руководства по обслуживанию сварочных аппаратов.
Некоторые модели имеют одинаковое управление, драйверные полы только IGBT, трансформатор и т. Д. Выпущен Выпускался в разных моделях за счет увеличения мощности. Для проверки электрического сопротивления изоляторов необходим источник напряжения.
Требуемое выходное напряжение. Схема преобразователя постоянного тока в постоянный в автомобиле, автомобильная стереосистема, вмонтированная в аккумуляторную ленту, использовала постоянное напряжение 5 В. Никакой работы не выполняют, видимо инвалиды, но. Преобразователь постоянного тока в постоянный. Примером может служить паяльник на 24 В, зарядный аккумулятор для авиамоделирования или даже питание.
Причины этого, люминесцентное освещение — естественный выбор в коммерческих и торговых зданиях, мастерских и фабриках. Для освещения от батареек, люминесцентных.Электроника Проекты Теги Контакт. Электронные схемы. Электронные проекты. Теги: проекты силовой электроники микросхемы. Электронные схемы Elektronisch Projekte Электронные схемы, электрические схемы. Этот сайт использует файлы cookie: Узнать больше. Около 20 результатов для принципиальной схемы инверторного сварочного аппарата.
Характеристики: 1 Усовершенствованная инверторная технология 2 Защита от перегрева и перегрузки по току 3 Практичный дизайн: делает источник питания удобным для переноски, что позволяет использовать практически на любом рабочем месте 4 Slo Печатная плата инверторного сварочного аппарата Усилители портативного сварочного аппарата Компактный и портативный БТИЗ Инверторная технология: Принять предварительный CE Сварочный аппарат для дуговой сварки, сварочный аппарат постоянного тока, инверторный сварочный аппарат Характеристики: Уникальная конструкция защиты от избыточного давления, напряжение до V не повредит аппарат.
Многофункциональность, высокая эффективность, экономичность и практичность. Удобно и портативно. Защита от перенапряжения, перегрузки по току. В этом сварочном аппарате используются передовые схемы. В этом сварочном аппарате используются передовые схемы, соответствующие вашему дизайну, вашему логотипу и цвету.
Надеемся, вам понравится наш бизнес! Новый пользователь? Зарегистрироваться Войти. Около 20 результатов для принципиальной схемы инверторного сварочного аппарата Домой.
Вы ищете электрическую схему инверторного сварочного аппарата. Результатов на страницу: Инверторный сварочный аппарат TIG с инвертором постоянного тока, инверторный сварочный аппарат, сварочный аппарат Характеристики: 1 Передовая инверторная технология 2 Защита от перегрева и перегрузки по току 3 Практичный дизайн: позволяет легко переносить источник питания, что позволяет использовать его практически на любом рабочем месте 4 Slo Печатная плата инверторного сварочного аппарата SS-ARC Печатная плата инверторного сварочного аппарата ампер портативный сварочный аппарат Компактный и портативный Подробнее принципиальная схема инверторного сварочного аппарата :.
Все права защищены.
Принципиальная схема инверторного сварочного аппарата -. Принципиальная схема инверторного сварочного аппарата … Китайская схема проектирования Поставщики:
- Домой
- Документы
- Принципиальная схема инверторного сварочного аппарата -. Принципиальная электрическая схема Инверторного сварочного аппарата … Китайская схема проектирования …
Размер вставки (пикселей) 344 x 292429 x 357514 x 422599 x 487
Текст принципиальной схемы инверторного сварочного аппарата -. Принципиальная электрическая схема инверторного сварочного аппарата… Китайская схема …
Принципиальная схема Инверторный сварочный аппарат Схема инвертора включает в себя полную мостовую структуру с жесткой коммутацией, которая имеет БТИЗ 1 — принципиальная схема машины согласно настоящему изобретению. Аннотация: В данном исследовании представлен высокопроизводительный однофазный инверторный сварочный аппарат для дуговой сварки. Принципиальная схема разработанного однофазного однофазного двигателя мощностью 5 кВт и 75 кГц.
В сообщении объясняется простая схема сварочного инвертора на основе SMPS, которую можно использовать. Для просмотра диаграммы загрузите ее на Google Drive и дайте ссылку здесь.Мы здесь, чтобы помочь вам предоставить информацию о схеме электросварочного аппарата и предложить другие руководства. СХЕМА ЦЕПИ ИНВЕРТОРНОЙ СВАРОЧНОЙ МАШИНЫ ПОСТОЯННОГО ТОКА. Сделай сам инверторный сварочный аппарат 74ls14 осциллятор 40n80 igbt 2X dsei160-06. привет друг, мне понравилось. 230vac 5000winverter принципиальная схема и добавьте пару поясняющих слов — еще слов и ПРОСТОЙ СХЕМОЙ СВАРКИ ИНВЕРТОРА.
Принципиальная схема инверторного сварочного аппарата >>> НАЖМИТЕ ЗДЕСЬ
selection — Inverter Welding DC-DC HI ПОИСК СХЕМЫ КОНЦЕПЦИИ инвертора.ДИАГРАММА. Эта электрическая схема инвертора pic содержит общее описание элемента, название и СХЕМА СВАРОЧНОГО ОБОРУДОВАНИЯ инвертора pic. ток и схема сварки в инверторном блоке питания стальной трубы Принципиальная схема установки для стыковой сварки оплавлением стальных труб. Дешевое определение схемы, Купить качественные поставщики инверторных сварочных аппаратов напрямую из Китая. Конструкция схем. Поставщики: Схема инвертора мощностью 1000 Вт Pure.INVERTER TRANSFORMER DIAGRAM WINDING. Формат: PDF.СХЕМА СВАРКИ ИНВЕРТОРА. Формат: PDF. ИНВЕРТОР MITSUBISHI E500. Теги: инверторы от 12 В до 230 В переменного тока принципиальная схема высокочастотный сварочный аппарат принципиальная схема PDF 5 В постоянного тока в 220 В переменного тока инвертор от 24 В до 220 В переменного тока инвертор от 24 В до 230 В. Принципиальная схема Sony EricssonK600. Рабочий журнал: Д И Й 21 Компьютерная акустическая система «ROOF ROCKER». Схема инверторного сварочного аппарата. ИСТОЧНИК ПИТАНИЯ.
Схема инвертора отдо 220 В перем.
Пример главной принципиальной схемы инверторной системы (R8i). Дополнительное питание от главной цепи инвертора (опция + G415). Однако если сварка.
Они идеально подходят для таких применений, как промышленные приводы, инверторы, сварочное оборудование, электрические схемы для IGBT, униполярные (например, с TRENCHSTOPTM 5).
узнать как? Не волнуйтесь, вот где ваша удобная принципиальная схема инвертора будет МОП-ИНВЕРТОР ДУГОВАЯ СХЕМА СВАРКИ. Формат: PDF.
Инверторная схема мощностью 10 кВА, которая является частью вашего веб-сайта, создает целевых клиентов.Народ может ИНВЕРТОР СХЕМ СВАРОЧНОГО ЦЕПИ. Простая схема дугового стартера и стабилизатора дуги для инверторного источника питания для дуговой сварки М. ТАРАФДАРХАК *, А. АТАШИ ** Центр передового опыта. Сварочный инвертор 100AHome made welder.flv — YouTube Welding Inverter CircuitDiagram — Every Thing About Welding Схема сварочного инвертора.
Электрическая схема аппарата дуговой сварки Сварка Мартина, Схема аппарата дуговой сварки Схема переключения режима дуговой инверторной сварки — страница 4, последний вопрос.IGBT — сварочные инверторные сварочные аппараты. Сварка АБСОЛЮТНЫЕ МАКСИМАЛЬНЫЕ РЕЙТИНГИ. Рейтинг. Символ. Стоимость. СХЕМА МАРКИРОВКИ единиц применения или использования любого продукта или схемы и, в частности, снимает с себя всякую ответственность. РЕЖИМ ПЕРЕКЛЮЧЕНИЯ ARCINVERTER WELDER SCHEMATIC — Страница 2 Схема инвертора CFL 12 В схематическая диаграмма бесплатное техническое описание и схема инвертора сварочного аппарата.
>>> НАЖМИТЕ ЗДЕСЬ
Circuit Ramato Arc 200A Однофазный сварочный аппарат с инвертором для промышленности, уровень автоматизации: ручной,
Circuit Ramato Arc 200A Однофазный сварочный аппарат с инвертором для промышленного применения, уровень автоматизации: ручной, | ID: 23024801355Спецификация продукта
| Название модели / номер | Arc 200A | ||
| Материал | Цепь | ||
| Использование / применение | Промышленное | ||
| 9029 9029 Входной ток 9029 | 200A | ||
| Уровень автоматизации | Руководство | ||
| Бренд | Ramato | ||
| Частота | 50 Гц | ||
| Напряжение | 230902 | Напряжение | 9029 9029 Светодиод 9029 Сделка вТолько новый |
| Совместимость с генератором | Нет |
Описание продукта
Ramato дуговой инверторный сварочный аппарат #hmp #ramato #roent #rajlaxmimachinetools # сварка # машина # сварочная машина # дуговая сварка # migwelding #tigwelding #spotwelding #seamwelding #welder #handpot #weld #rajkot61 #
#Gujarat # #GujaratЗаинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Видео о продукте
Изображение продукта
О компании
Год основания 1995
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот Rs.50 лакх — 1 крор
Участник IndiaMART с июля 2010 г.
GST24AANFM2459C1ZE
«Rajlaxmi Machine Tools» является выдающимся M производитель широкого ассортимента сверлильных станков для колонн, сварочных аппаратов, инверторных сварочных аппаратов ARC MIG TIG, ленточно-шлифовальных машин, машин для точечной сварки, шлифовальных станков для пьедесталов, станков, Трубогибочный станок и т. Д. Основанная в 1995, , мы являемся партнерской компанией , целью которой является предоставление продукции высокого качества с различными спецификациями в установленные сроки.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Схема инверторного сварочного аппарата Принципиальная схема
Схема инвертораСварочный аппарат Bing Images Rangkaian Elektronik
Svar Png 1550 940 Сварочный аппарат с инвертором
Сварочный аппарат Smps Сварочный аппарат с инвертором Сварочный аппарат с инвертором
Схема подключения сварочного аппарата постоянного тока Бесплатная загрузка Принципиальные электрические схемы Все схемы
Все
Наборы
Электрическая схема 677fd Инверторный сварочный аппарат Ресурсы для подключения
Сварочный аппарат Telwin 140 Руководство по обслуживанию Скачать схемы
Сварочный инвертор SMPS Проекты самодельных схемСхема питания Jpg сварочного аппарата Tig Dc to Ac Схема подключения инвертора
Библиотека схем сварочного инвертораБиблиотека схем
Сварочные схемы инвертораСхема подключения сварочного аппарата 6afc Dc
Схема подключения сварочного аппарата постоянного тока Fre e Загрузить принципиальные электрические схемы Все схемы инвертора
Схема сварочного аппарата
Кроме того, схема сварочного аппаратаПлата сварочного аппарата Mig Tig Mma Функции 3 в 1 для Igbt
Упрощенная схема первичных цепей сварочного аппарата инвертора
Схема электрических соединений сварочного инвертора
Библиотека электрических соединенийБиблиотека
Сварочный аппарат Arc 200 A Советы и рекомендации по ремонту
Сварочный инвертор до 100a
Принципиальная схема сварочного аппарата MMA Инвертор Igbt Dc Mma
Mma Сварочный аппарат Pcb Arc Zx7 200 250 Общие используемые монтажные платы
Схемы подключения сварочного инвертора Все электрические схемы
Сварочный инвертор до 100 А
Дуговая сварочная машина Zeny Инвертор постоянного тока с двойным напряжением 110 230 В Igbt
Дуговая сварка g Принципиальная схема Электросхема
Инвертор Mma 200 Принципиальная схема сварочного аппарата
F5c58 Принципиальная схема сварки TIG Цифровые ресурсы
Принципиальная схемаСварочная электрическая схема инвертора h2
Сварочная электрическая схема Электросхема
Zx7 Бесплатная электрическая схема
Zx7 Бесплатная электрическая схема
Https Www Adendorff Co Za Wp Content Uploads 2017 07 Ewelds 140 145 Pdf
C224a9c 3000w Инверторные электрические схемы Библиотека проводов
Index 1635 Принципиальная схема Seekic Com
Набор Mosfet Arc200 Инвертор Power3000 Сварочный аппарат 9000 Pcb 9000 Сварочный аппарат Pcb 9000 Upper Учебное пособие по ремонту Распределение напряжения
Самодельный аппарат для дуговой сварки Блог мастерской Dan S
Tig Welder And Power Control
Принципиальная схема инвертора Принципиальная схема от поставщиков инвертора
Рисунок 1 Из портативного высокоэффективного сварочного аппарата на основе
Add66 Инверторная сварочная машина Библиотека электрических соединений
Принципиальная электрическая схема Сварочный инвертор Схема подключения инвертора h2
Igbt Zx7 200 Dc Inverter Сварочный аппарат с ручным управлением Ac
Дизайн и конструкция инвертора типа 3 кВА, 50 Гц, одиночный
Сварщик своими руками Создайте свой собственный портативный сварочный аппарат Mig Tig Arc
Печатная плата сварочного аппарата Инвертор Igbt Zx7 160 для
Схема сварочного инвертораЭлектрические схемы Все
SS Arc200 Китай Принципиальная схема инвертора Igbt Mma 200 Сварка
Ремонт инверторного сварочного аппарата Часть 1 Youtube
Лучшая цена Высококачественная принципиальная схема сварочного аппарата Mma 200
Принципиальная схема аппарата для дуговой сварки Pdf
Схема сварочного инвертора Схема данных Предварительно
Разборка дешевого инверторного сварочного аппарата на 200 ампер Igbt из Китая
Принципиальная схема сварочного аппарата для дуговой сварки Martin S
Принципиальная схема генераторадля дуговой сварки На схеме сварочного аппарата в
Базовый, но достаточно эффективный синусоидальный сигнал на основе ШИМ мощностью 1500 Вт
Завершенный Принципиальная схема модуля Boost Pfc Скачать
Схема синхронизирующей цепи
Af9f81 Принципиальная схема сварочного инвертора Ресурсы по подключению 2020
Китай Новый дизайн Synergic Igbt Inverter Flux Mma Tig Mig Welding
Сварочный электронный инвертор до
Сварочные аппараты High Power Smps Circuits
Плата цепи постоянного тока для сварочного аппарата Инвертор Zx7 160 Igbt Китай
Основы дуговой сварки
Схема подключения сварочного инвертора Сайт
Простая электрическая схема инвертора, разработанная Tl494 Basic Circuit
9000 Сварочная схема 9000 Lulusoso Com Принципиальная схема сварочного инвертораДанные схемы
Электросхема Электросхема силовых инверторов для дуговой сварки
2
Сварочный инвертор до 100a
Принципиальная схема трехфазного инвертора Igbt Сварочный аппарат для стержневой сварки 400 А Mma
Схема электрических соединений инвертора Tradeoficcom
Принцип работы сварочного трансформатора Требования и типы
Сварочный трансформатор доСварочный трансформатор
до Yd 8986 Принципиальная схема источника питания для сварки от постоянного тока к переменному токуIndex 1883 Принципиальная схема Seekic Com
Принципиальная схема инверторного сварочного аппарата Zx7 200 Pcb
Как сделать электрическую машину Fish Shock под высоким напряжением с помощью 3a
с использованием инвертора Технологии
Lincoln Sa200 Электромонтаж
Wrg 1635 Схема сварочного аппарата
Принципиальная схема 2кВА Инв. Электрическая схема erter Weick
Qopo
Принципиальная схема инверторного сварочного аппарата Lulusoso Com
Nagaland Genius Electronics Microtek Электросхема инвертора 550 ВА
Цепь простого индукционного нагревателя Цепь нагревательной плиты
Высокочастотный преобразователь 9303S385000 Привод сварочного аппарата HV2 Сварочная схема Электропроводка Ресурсы
Линкольн Sa200 Электропроводка
Smps с поправкой на коэффициент мощности с улучшенным качеством электроэнергии Для
Электроника Паносундаки Pin
Yh 6562 Электросхема Сварщика Дальнейшая Новинка 200 Электродуговая сварка
Pdf Igbt Инвертор
Схема цепи сварочного аппарата Lincoln Sa200 Wiring Схема ультразвуковой очисткиУльтразвуковая очистка Конструкция очистителя цепи
Электропроводка Lincoln Sa200
2 импульсных трансформатора 16 16 16 HS18930 Cut 30×19 для инвертора
Электропроводка Lincoln Sa200
Схема подключения сварочного инвертора T2
.