Паяльник или паяльная станция – сложности выбора
Автор: Московкина Елизавета, [email protected]
При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками:
- Размером жала;
- Мощностью, потребляемой от электрической сети;
- Типом жала (прямое, изогнутое, круглое, овальное и т.
 д.) и его размером;
д.) и его размером; - Напряжением питания;
- Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета.
Рис. 1 . Холодная пайка.
Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Если она недостаточна, то припой плохо плавится, и пайка получается рыхлой и некачественной. Оптимальной температурой при пайке свинец-содержащими припоями считается температура 180 – 230°C. Температура плавления большинства бессвинцовых припоев лежит в интервале 200 – 250°C.
Самой важной, пожалуй, характеристикой паяльной станции или паяльника является температура. Простейшие модели не обеспечивают стабильный температурный режим. При этом при недостаточном нагреве места пайки можно получить такой частый дефект как «холодная пайка» (рис. 1), при котором металл не растекается полностью вокруг вывода радиоэлемента, что приводит к ненадежному соединению припаиваемых элементов.
Для изоляции жала от нагревателя используются прокладки из слюды или керамическая трубка. Паяльники с керамической изоляцией лучше, поскольку предотвращают контакт спирали нагревателя с жалом. Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети.
Для выполнения достаточно удобной и качественной пайки зачастую одного паяльника оказывается недостаточно.
В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки.
Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах.
Плюсы паяльных станций по сравнению с обычными паяльниками:
- Лучшая стабильность температуры жала паяльника;
- Более быстрый нагрев до заданной температуры;
- Улучшение динамики пайки;
- Предотвращение остывания жала паяльника в момент контакта с объектами пайки;
- Применение мер против статического электричества;
- Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами.
Рассмотрим виды паяльных станций по принципу взаимодействия:
— Контактные:
- Для свинцовой пайки;
- Для бессвинцовой пайки;
— Бесконтактные:
- Термовоздушные;
- инфракрасные.
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400
Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400
По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки.
Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала.
Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции.
В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле. Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
агнитное покрытие. Последнее играет роль намагничивающегося сердечника катушки, которая и является источником достаточно сильного переменного магнитного поля.
Рис. 2. Устройство индукционного паяльника
За счёт поверхностных токов происходит быстрый разогрев наконечника, однако при достижении точки Кюри ферромагнетик теряет свои магнитные свойства, что приводит к скачкообразному уменьшению нагрева, и температура жала стабилизируется. Если таким наконечником коснуться детали, магнитные свойства мгновенно восстанавливаются, и наконечник снова начинает нагреваться, стремясь удержать температуру в районе точки Кюри. При этом, чем больше энергии отнимается у жала, тем сильнее будет происходить нагрев. Следовательно, происходит автоматический подбор мощности для каждой спаиваемой точки, в зависимости от её теплоемкости и массивности (рис. 2).
Так как контроль нагрева происходит по точке Кюри, то каждый используемый наконечник представляет собой саморегулирующийся нагреватель, способный к поддержанию определённой температуры в соответствии со свойствами использованных при его изготовлении металлов.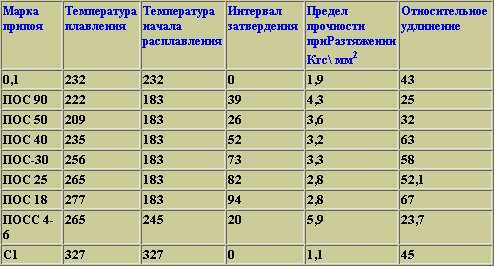
Далеко не со всеми задачами можно справиться контактным методом пайки. Так сейчас распространенный SMT-монтаж подразумевает использование миниатюрных SMD-компонентов и безвыводных BGA-микросхем с расположением контактных площадок под подложкой или под корпусом. А справиться с такими элементами с помощью паяльника не только сложно, но и, в большинстве случаев, просто нереально. Для такого рода работ применяются бесконтактные паяльные станции, и среди них наибольшее распространение получили термовоздушные.
Принцип работы термовоздушных паяльных станций
достаточно прост: компрессор или турбина создают воздушный поток, который, проходя через спираль нагревательного элемента, набирает соответствующую температуру. Струю воздуха на выходе фена подают в зону пайки. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.Существуют также паяльные станции комбинированного типа, которые сочетают в себе инструменты для пайки и ремонта. Примером может служить распространенная модель Lukey 702. Станция представляет собой недорогое сочетание паяльника и термофена.
Бесконтактные паяльные станции с применением инфракрасного нагревателя относят к разряду профессиональной сервисной техники. Как правило, это дорогостоящее оборудование, оснащенное нижним подогревом для уменьшения влияния деформационных термических процессов платы и верхнего инфракрасного нагревателя, способного передавать тепло на большую площадь. В свою очередь, инфракрасный спектр волны способен точечно фокусироваться на определенном чипе, тем самым не подвергая воздействию нагрева окружающие объекты. Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Уже зарекомендовавший себя на рынке расходных паяльных материалов производитель Stannol (Германия) выпустил серию индукционных станций, удовлетворяющую всем категориям потребителей. Серия Industa состоит из этих трех паяльных станций:
• (55W — для универсального применения )
• INDUSTA HF5100 (100W — для профессионального использования)
• INDUSTA HF5150 (150W — для профессионального использования)
Аналоговая паяльная станция Industa 550 характеризуется простотой в эксплуатации. Эргономичный дизайн, алюминиевый корпус (рис. 3).
Температура легко устанавливается с помощью потенциометра.
Встроенный датчик температуры и керамический нагревательный элемент обеспечивают стабильную температуру, быстрое восстановление тепла и предотвращают перегрев деталей, подлежащих пайке. Показатели температуры отображаются на большом светодиодном дисплее. Тороидальный трансформатор обеспечивает питание 55Вт, что позволяет использовать бессвинцовый припой. Возможна пайка чувствительных электронных компонентов.
Рис. 3. Аналоговая паяльная станция Stannol Industa 550
Рис. 4. Stannol Industa HF 5100/5150Индукционные паяльные станции
Industa HF-5100 / HF-5150 — паяльные станции для профессионального использования (Рис. 4). Эти станции оснащены дополнительными функциями, необходимыми в профессиональной среде, например в производстве электроники. К ним относятся автоматические функции режима ожидания/ выключения, защита паролем от несанкционированных изменений настроек и возможностью калибровки инструментов. Также доступно выравнивание потенциалов для защиты чувствительных компонентов.
Мощность 100Вт и 150Вт обеспечивают достаточный запас мощности для быстрой и надежной работы с бессвинцовыми припоями. Высокочастотный контроль с датчиком температуры вблизи наконечника позволяет чрезвычайно быстро переходить в режим холостого хода или повторного нагрева.
При частой необходимости проведения паяльных работ необходимо приобретать либо набор паяльников различной мощности, либо — современную паяльную станцию, имеющую регуляторы температур, автоподдержание заданной температуры и удобную подставку под паяльник.. Качественная паяльная станция в силу понятных причин потребует определенного материального вложения, но покупка набора различных паяльников, влекущая за собой приобретение насадок, отдельных видов припоя, требующая умения обращаться с оборудованием разного уровня, вряд ли будет выгодным занятием.
Рабочая температура жала паяльника относительно металла и припоя
Основная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры.
Жало паяльника
Температура жала относительно используемого припоя
Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
| Тип припоя | Температура жала паяльника, градусы Цельсия |
| Сплав Вуда | 75 |
| Сплав Розе | 95 |
| ПСРЗИ | 146 |
| ПОЗИ 30 | 175 |
| ПСР | 240 |
| ПСР 1,5 | 285 |
| ПСР 2 | 248 |
| ПОС 50 | 250 |
| ПОС 61 | 197 |
| ПОС 10 | 305 |
| ПОС 40 | 243 |
| ПОС 61 | 195 |
| О2 | 237 |
| ПОССУ 95-5 | 245 |
Температура плавления различных металлов
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев.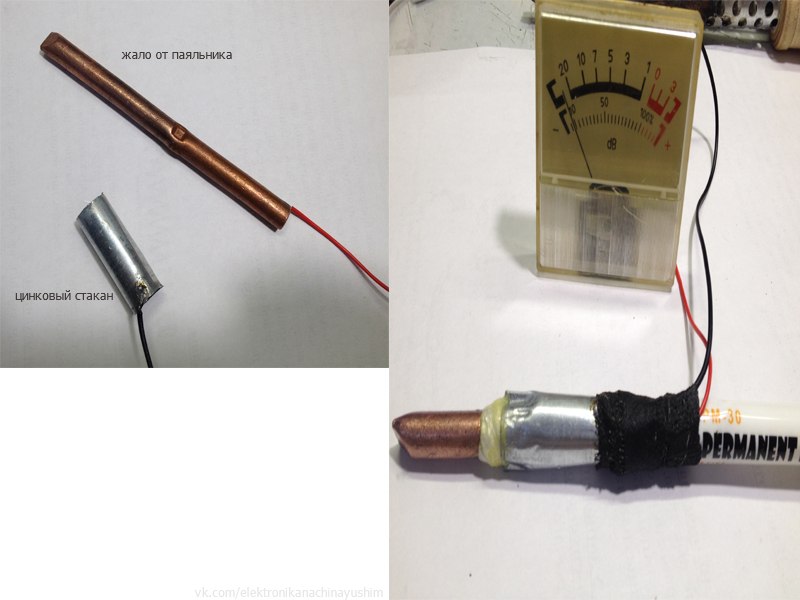 Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
| Металлы и сплавы | Температура плавления материала, градусы Цельсия |
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | 650 |
| Железо | 1539 |
| Золото | 1063 |
| Иридий | 2447 |
| Калий | 63,6 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | 1100 |
| Никель | 1455 |
| Нихром | 1400 |
| Олово | 231,9 |
| Осмий | 3054 |
| Ртуть | 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1400 |
| Фехраль | 1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1200 |
Способы получения нужной температуры
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
Паяльник на 100 Ватт
Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт.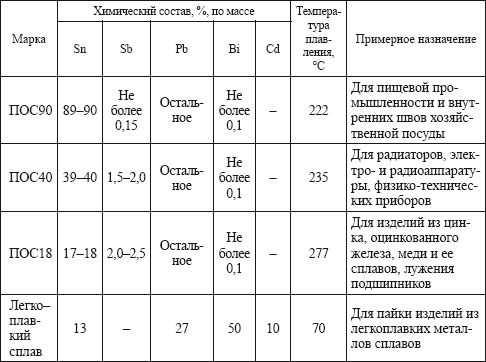 При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором.
Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры.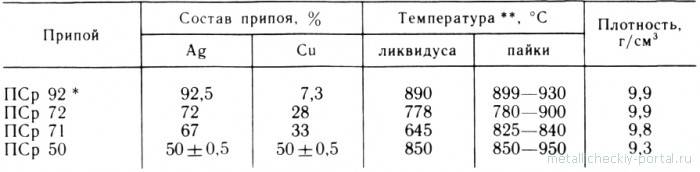
Оборудование для измерения температуры
Температура нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников.
Измеритель температуры жала паяльника
Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары.
Еще одним способом определения является использование мультиметра. Это очень рас пространная методика, так как у специалистов по пайке всегда имеются такие приборы.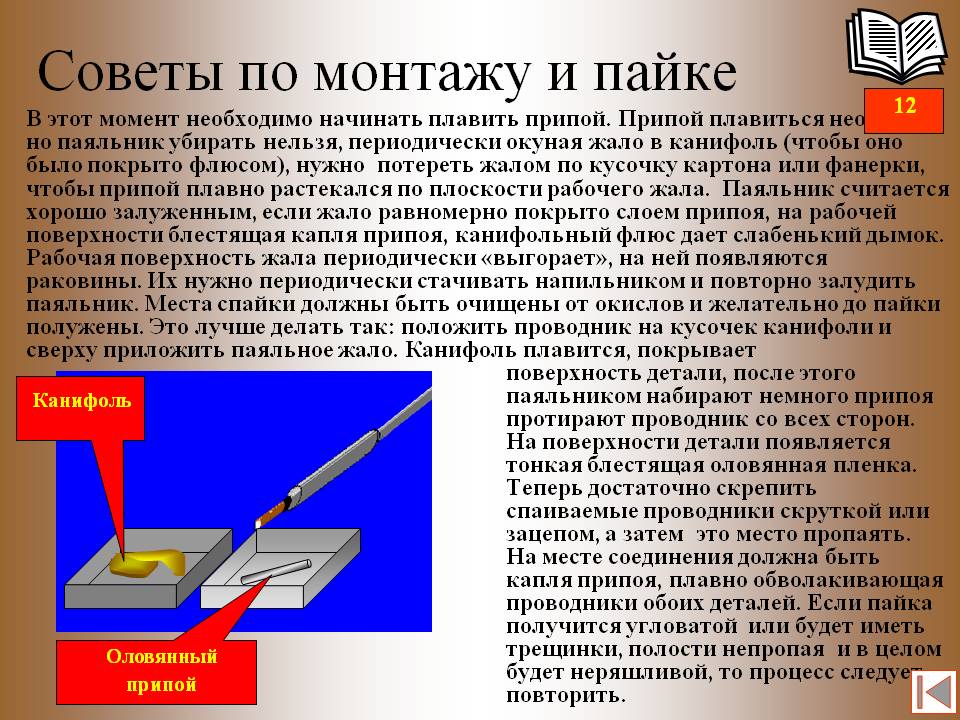 Точность определения значений зависит от конкретной модели.
Точность определения значений зависит от конкретной модели.
Заключение
Для домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно.
Какова правильная температура пайки?
Автор Мэтью Уоллакер
Делиться Твитнуть Делиться Делиться Делиться Электронная почта
Поиск идеальной температуры пайки приходит с практикой, но вы можете получить преимущество с помощью этих советов.
Как паять — это обязательный навык для каждого энтузиаста DIY. Для достижения наилучших результатов вы должны приобрести паяльную станцию, позволяющую контролировать температуру. Но какова правильная температура пайки?
Мы подробно рассмотрим, как правильная температура пайки поможет вам получить гладкие соединения.
Какую температуру пайки следует использовать?
Правда в том, что на этот вопрос нет универсального ответа. Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).
Итак, температура вашего паяльника должна быть выше на 68-86 градусов по Фаренгейту (от 20 до 30 градусов по Цельсию).
Как найти лучшую температуру пайки
Если вы все еще изучаете основы пайки, вам может потребоваться некоторое время, прежде чем вы сможете уверенно установить температуру пайки, прежде чем приступить к работе. Чтобы облегчить вашу работу, вот несколько вещей, на которые вы должны обратить внимание при пайке:
Чтобы облегчить вашу работу, вот несколько вещей, на которые вы должны обратить внимание при пайке:
Припой типа : Вы можете разделить припои на два типа в зависимости от их состава — свинцовые и бессвинцовые. Припой на основе свинца представляет собой комбинацию свинца и олова и становится жидким при температуре 374 градуса по Фаренгейту (190 градусов Цельсия). Из-за проблем со здоровьем и окружающей средой бессвинцовый припой стал популярной альтернативой.
Бессвинцовый припой имеет более высокую температуру плавления, около 544 градусов по Фаренгейту (или 230 градусов по Цельсию). Для достижения наилучших результатов вам следует ознакомиться с таблицей температур пайки Питера Виса.
Размер наконечника для утюга : Вы должны использовать наконечник для утюга, который подходит для данной работы. Большой железный наконечник будет иметь лучшую теплопередачу из-за большой контактной поверхности. Таким образом, вы можете установить более низкую температуру. Наконечник меньшего размера будет не таким эффективным, но даст вам большую точность при пайке.
Наконечник меньшего размера будет не таким эффективным, но даст вам большую точность при пайке.
Кроме того, если наконечник утюга грязный, вы столкнетесь с неэффективной передачей тепла. Когда это произойдет, припой может не расплавиться полностью, и в итоге вы получите «холодные соединения». В этом случае вам придется исправить свою ошибку, отпаяв. Итак, очищайте паяльные инструменты, когда закончите их использовать, чтобы облегчить себе жизнь.
Ваш опыт: Если у вас большой опыт пайки проводов и электроники, вы можете установить более высокую температуру. Но если вы только начинаете, высокая температура может повлиять на компоненты, которые вы спаиваете, особенно если вы недостаточно быстры.
Практика делает ваши навыки пайки совершенными
Теперь, когда вы лучше понимаете, как выбрать правильную температуру пайки, вы можете вернуться к своему рабочему месту. Как уже говорилось, вам придется протестировать несколько настроек на вашей паяльной станции, пока вы не найдете правильный, поэтому будьте терпеливы, пока вы осваиваете свое ремесло. И если вам все еще нужна практика, когда дело доходит до пайки, есть и другие способы соединения проводов, которые вы можете попробовать.
И если вам все еще нужна практика, когда дело доходит до пайки, есть и другие способы соединения проводов, которые вы можете попробовать.
Температура паяльника для бессвинцового припоя (Sn99,3%, Cu0,7%)
Спросил
Изменено 1 год, 4 месяца назад
Просмотрено 5к раз
\$\начало группы\$
Недавно купил этот бессвинцовый припой (Sn99,3%, Cu0,7%), D0,6мм. Я видел, как многие предлагают по крайней мере 350 ° C для паяльника.
Но я пробовал при температуре около 225°C (между 200°C — 250°C), припой все еще хорошо плавится.
Все блестящие
Немного блестит немного тускло, как видно справа внизу, отражение того, как я фотографирую 😄😄😄
Самое смешное, что поверхность бессвинцового припоя должна быть матовой, как все говорят. Для моего испытания поверхность становится блестящей и, конечно же, тусклой. И поток припоя я чувствую себя вполне нормально на самом деле. Не так, как все говорят, трудно использовать.
Для моего испытания поверхность становится блестящей и, конечно же, тусклой. И поток припоя я чувствую себя вполне нормально на самом деле. Не так, как все говорят, трудно использовать.
Должен ли я зависеть от диаметра бессвинцового припоя для определения температуры паяльника? Или я должен придерживаться температуры 350°C, так как поверхность припоя иногда блестит, а иногда тускнеет?
- пайка
- бессвинцовая
\$\конечная группа\$
7
\$\начало группы\$
Я паял как бессвинцовыми, так и оловянно-свинцовыми припоями в течение 15 лет, и я никогда не видел, чтобы припои без свинца легко плавились при температуре ниже 390 градусов Цельсия.
По моему опыту, это зависит от диаметра паяльной проволоки, размера жала, а также площади меди, к которой вы припаиваете. Например, если вы припаиваете компонент к печатной плате с контактной площадкой, окруженной огромной медью, вы можете увеличить температуру утюга даже до 450 градусов. Я знаю, это звучит смешно, но помните, что медь может охлаждать жало паяльника. Поэтому вы можете использовать наконечник большего размера или увеличить температуру до более безопасного уровня.
Я знаю, это звучит смешно, но помните, что медь может охлаждать жало паяльника. Поэтому вы можете использовать наконечник большего размера или увеличить температуру до более безопасного уровня.
Аналогичным образом, если вы используете более тонкие (например, 0,75 мм) бессвинцовые припои, может быть достаточно даже 350 градусов.
Подводя итог, лично я рекомендую попробовать и посмотреть. Однако будьте осторожны, вы можете убить компонент или повредить печатную плату, если будете держать утюг слишком долго, даже если утюг установлен на относительно более низкую температуру.
PS: Я ненавижу бессвинцовые припои, кстати.
\$\конечная группа\$
12
\$\начало группы\$
Нет, не следует повышать температуру для больших заготовок или припоя большего диаметра. Вы увеличиваете размер наконечника.
Флюс в припое имеет максимальную рабочую температуру. Слишком жарко и обжигает. Усугубляется тем, что наконечник окисляется быстрее, когда он более горячий, а если он слишком горячий, флюс сгорает и не может удержать наконечник от окисления. Вот почему вы выбираете более крупный наконечник, а не просто увеличиваете температуру. Большой наконечник = большая теплоемкость = сохранение большего количества тепла без повышения температуры.
Слишком жарко и обжигает. Усугубляется тем, что наконечник окисляется быстрее, когда он более горячий, а если он слишком горячий, флюс сгорает и не может удержать наконечник от окисления. Вот почему вы выбираете более крупный наконечник, а не просто увеличиваете температуру. Большой наконечник = большая теплоемкость = сохранение большего количества тепла без повышения температуры.
Аналогичный обогреватель для вашей комнаты. Какой из них более удобен и менее опасен для обогрева той же комнаты? Обогреватель, который нагревает большое количество воздуха до нужной вам температуры? Или обогреватель, выпускающий небольшое количество перегретого воздуха?
Если этого все еще недостаточно (ваш наконечник не может стать больше или заготовка слишком велика), то вам нужно сделать предварительный нагрев, при котором вы повышаете температуру окружающей среды вокруг заготовки и сама заготовка, чтобы быть ближе до температуры плавления (но не выше), поэтому утюгу не нужно так сильно бороться с окружающей средой, чтобы расплавить припой.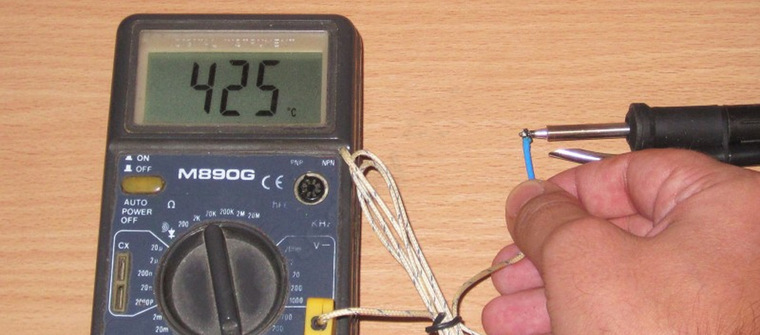 Если вы в отчаянии, бедны и не можете позволить себе подогреватель (он может быть ужасно дорогим), вам может помочь электроплитка. Вам нужно, чтобы конфорка могла опуститься достаточно низко, чтобы ничего не повредить (60°C было бы здорово, но слишком низко для обычной конфорки. 100°C более реалистично для коммерческой конфорки и должно работать). При таких температурах вы потенциально можете позволить своей печатной плате сидеть на самой пластине, если на пластине нет горячих точек. Но если вы не уверены, лучше немного приподнять печатную плату над плитой. В качестве альтернативы некоторые люди заполняют горячую пластину песком, чтобы сбалансировать горячие точки и улучшить контакт. А поскольку у конфорок нет хороших показаний температуры, вам понадобится ИК-термометр, чтобы определить фактическую температуру и проверить наличие горячих точек.
Если вы в отчаянии, бедны и не можете позволить себе подогреватель (он может быть ужасно дорогим), вам может помочь электроплитка. Вам нужно, чтобы конфорка могла опуститься достаточно низко, чтобы ничего не повредить (60°C было бы здорово, но слишком низко для обычной конфорки. 100°C более реалистично для коммерческой конфорки и должно работать). При таких температурах вы потенциально можете позволить своей печатной плате сидеть на самой пластине, если на пластине нет горячих точек. Но если вы не уверены, лучше немного приподнять печатную плату над плитой. В качестве альтернативы некоторые люди заполняют горячую пластину песком, чтобы сбалансировать горячие точки и улучшить контакт. А поскольку у конфорок нет хороших показаний температуры, вам понадобится ИК-термометр, чтобы определить фактическую температуру и проверить наличие горячих точек.
\$\конечная группа\$
\$\начало группы\$
На рисунке провода показано соединение, которое не смачивается должным образом. Вы можете избежать этого, покрыв оба провода припоем, прежде чем пытаться их соединить. Таким образом, легче избежать расплавления изоляции кабеля.
Вы можете избежать этого, покрыв оба провода припоем, прежде чем пытаться их соединить. Таким образом, легче избежать расплавления изоляции кабеля.
Но я попробовал при температуре около 225°C (между 200°C — 250°C), припой все еще хорошо плавится.
Да, он плавится примерно при такой температуре. Как правило, используемая температура зависит от вашего мастерства. Новичкам часто проще настроить утюг на 250°C, тогда вы сможете дольше удерживать насадку у сустава. Профессионалы, которые паяют быстро, обычно используют около 350°C. Более высокая температура также означает более короткий срок службы наконечника.
Но учтите, что это во многом зависит от того, какой припой вы используете. Качественные бренды измеряют температуру на наконечнике, более дешевые просто устанавливают фиксированную температуру.
поверхность бессвинцового припоя должна быть матовой, как все говорят. Для моего испытания у него блестящая поверхность и, конечно же, тусклая поверхность
.
