Пайка для начинающих / Habr
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень
плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
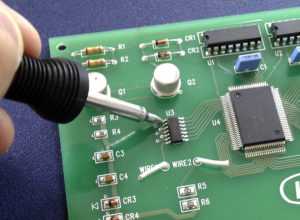
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
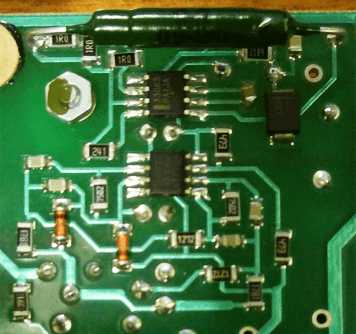
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них. Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.

Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
habr.com
Основы техники КАЧЕСТВЕННОЙ ПАЙКИ без ошибок.
Основы пайки.
Чтобы научиться правильно паять нужно подготовить: паяльник (как выбрать правильный паяльник), подставку для паяльника, деревянный брусок, припой, флюс, плоскогубцы или пинцет, бокорезы. Перед пайкой паяльник нужно подготовить. Для этого, с помощью напильника нужно заточить жало паяльника под 45 градусов (особенно это касается нового паяльника, т.к. антинагарное покрытие жала нового паяльника, препятствует лужению жала паяльника, соответственно и забору припоя
Перед пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев или пинцета, согните выводы детали таким образом, чтобы они входили в отверстия платы (это называется формовкой выводов радиоэлементов). Полезно иметь специальное приспособление для формовки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью — если таковая имеется) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего посадочного места. Не следует разводить выводы слишком сильно.
Приступаем к пайке!
Чтобы правильно паять элемент расположите жало паяльника между выводом и платой, как изображено на рисунке, разогрейте место пайки. Время разогрева должно составлять не более 3-5 секунд, чтобы не вывести из строя деталь или плату.
Через 1-2 секунды поднесите припой к месту пайки. При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. После этого, не сдвигая деталь, уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно.
Теперь можно отрезать излишки выводов с помощью бокорезов. При этом следите за тем, чтобы не повредить место пайки.
Критерии качественной пайки!
- Качественное место пайки соединяет контактную площадку и вывод детали и имеет гладкую и блестящую поверхность.
- Если место пайки имеет сферическую форму или имеет связь с соседними контактными площадками, разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале паяльника всегда остается небольшое количество припоя.
- Если место пайки имеет матовую поверхность и выглядит исцарапанным, то говорят о «холодной пайке». Разогрейте его до расплавления припоя и дайте ему остыть, не сдвигая детали. При необходимости добавьте немного припоя. После этого можно удалить остатки флюса с платы с помощью подходящего растворителя. Эта операция не является обязательной — флюс может оставаться на плате. Он не мешает и ни в коем случае не влияет на функционирование схемы (для эстетики внешнего вида платы, лучше конечно удалить остатки флюса).
Различные способы пайки
Как правильно паять? На этот вопрос должны ответить представленные ниже параграфы. Они предназначены для начинающих радиолюбителей, ищущих нечто большее, чем просто теоретические знания.
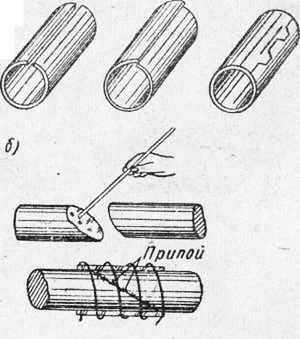
Пайка свободных проводов
С самого первого примера приступим к практике. Необходимо соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Здесь не используются монтажные штифты, платы или другие вспомогательные элементы. Необходимо выполнить следующие операции.
1. Снять изоляцию с концов провода. Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией от кислорода и влажности.
2. Скрутить отдельные проводки жилы. Таким образом можно предотвратить их последующее разлохмачивание.
3. Залудить концы проводов очень важно для правильной пайки. Во время лужения разогретое жало паяльника необходимо подвести к проводу одновременно с припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно распределился по поверхности жгута. Легкое потирание жалом помогает распределению припоя по всей длине лужения.
4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться тонкий слой окислов. После лужения поверхность вновь будет чистой. Если используются очень старые радиодетали, выпаянные из каких-либо плат, на них, как правило, сильно окислены. Выводы таких деталей перед лужением необходимо очистить от окислов, например, поскрести их ножом.
5. Удерживая соединяемые выводы параллельно друг другу, нанесите на них небольшое количество расплавленного припоя. Место пайки должно прогреваться быстро, расход припоя при этом — 2-3 мм (при диаметре 1,5 мм). Как только припой равномерно заполнит промежутки между соединяемыми выводами, необходимо быстро отвести паяльник. Место пайки должно оставаться в покое, пока припой не затвердеет полностью. Если детали сдвинутся раньше, то в пайке образуются микротрещины, снижающие механические и электрические свойства соединения.
Немного теории
Пайка — это соединение металлов с помощью другого, более легкоплавкого металла. В электронике, как правило, используют припой, содержащий 60% олова и 40% свинца (ПОС — 40, ПОС — 60), как вы сами догадались цифры в обозначении типа припоя, указывают на процентное содержание олова в составе припоя. Этот сплав плавится уже при 180 градусов по цельсию. Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (канифолью), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т.д., если выполнены следующие условия:
- Поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов.
- Деталь в месте спайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае болших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
- Во время процесса пайки место пайки необходимо защитить от воздействия кислорода воздуха. Эту задачу выполняет флюс (канифоль), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла.
Типичные ошибки начинающих и методы их исправления
- Начинающие монтажники касаются места пайки только кончиком жала паяльника. При этом подводится недостаточно тепла. Опытный монтажник обладает чувством оптимальной теплопередачи. Он прикладывает жало паяльника таким образом, чтобы между ним и местом пайки образовалась как можно большая площадь контакта. Кроме того, он очень быстро вводит между жалом и деталью немного припоя в качестве теплопроводника.
- Начинающие монтажники расплавляет немного припоя и с некоторой задержкой подводит его к нужному месту. При этом часть флюса испаряется, припой не имеет защитного слоя и на нем образуется оксидная пленка. Профессионал, напротив, всегда касается места пайки одновременно паяльником и припоем. При этом место пайки обволакивается каплей чистого расплава еще до того, как флюс успеет испариться.
- Начинающие монтажники часто не уверены, не перегрето ли место припоя. Они слишком рано отводят жало паяльника от места пайки, затем вынуждены опять подводить его для подогрева, вновь отводят, и т.д. Результатом является серое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс длился слишком долго и канифоль успел испариться. Мастер, напротив, нагревает место пайки быстро и интенсивно и завершает процесс резко и окончательно. Он вознаграждает себя гладкой, отливающей серебром поверхностью припоя.
Научившись паять можно купить паяльник с контролем температуры на Aliexpress, мы сделали подборку популярных моделей в отдельной статье.
Материал с сайта lessonradio.narod.ru переработанный и дополненный.
www.radioingener.ru
Как правильно паять паяльником с припоем, канифолью и кислотой: основы для чайников
 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
pochini.guru
Основы пайки: безопасность и пошаговое руководство для начинающих
В статье мы описываем последовательные шаги для успешной пайки, а также основные меры безопасности для предотвращения травм и пожара. Каждый радиолюбитель и любитель плат и микроконтроллеров знает насколько сложно научиться идеально паять и насколько круто когда ты это умеешь.
Меры безопасности при пайке
При наличии определенной сноровки и знаний пайка не слишком сложный процесс. Главное, соблюдать меры безопасности при пайке деталей и проводов между собой.
- Температура паяльника варьируется от 250 до 400 градусов, поэтому ни в коем случае не прикасайтесь руками к железной части паяльника во включенном состоянии. Держитесь только за ручку. Кладите паяльник всегда только в специальный держатель: не кладите его на стол или на пол, следите за тем, чтобы нагретое жало не задевало сетевые провода. Это может привести к замыканию проводки и пожару.
- До начала пайки обеспечьте проветриваемость помещения. Хоть некоторые люди и находят запах канифоли приятным, вещества, содержащие в ней, вредны. В идеале лучше иметь вытяжку, а если ее нет – просто откройте окно.
- При пайке деталей не наклоняйте лицо к расплавленному припою: он может отпружинить с провода или ножки контакта прямо в глаза. Работая в очках, вы не будете рисковать своим зрением.
Соблюдая эти незамысловатые шаги по безопасности, вы обережете себя от ожогов и пожара.
Как начать паять?
Пайка предназначена для соединения двух и более токоведущих проводников. Чтобы начать паять, нужно иметь минимальный набор из трех вещей – паяльника, припоя и канифоли.
Для качественной пайки нужно придерживаться очередности следующих пунктов:
- Включив паяльник в сеть, обязательно дождитесь его полного нагрева. Скорость нагрева может составлять 1-3 минуты, это прописано в инструкцию к вашему паяльнику. Если нет инструкции, можно определить степень нагрева, попробовав расплавить немного припоя. Если плавится легко, паяльник считается разогретым.
- Снимите резиновую изоляцию с провода с помощью острого инструмента – кусачек, ножа или специального стриппера. Если вы спаиваете провода для наушников, то скорее всего вам придется удалить слой лака. Обжечь его можно с помощью открытого пламени, например, зажигалки. Не держите зажигалку слишком долго, иначе следом за изоляцией оплавится сам медный провод. Если вы спаиваете алюминиевые провода, то поверхность алюминия нужно зачистить наждачной бумагой или напильником, иначе припой ложиться не будет. Алюминий быстро окисляется, поэтому припой нужно наносить сразу после зачистки провода.
- Опускаем жало разогретого паяльника в канифоль, чтобы припой мог легко удерживаться на кончике жала. Набираем немного припоя и пробуем залудить провод. Провод нужно понемногу крутить без резких движений, чтобы припой равномерно растекался по проводнику. При этом жало паяльника нужно слегка проводить из стороны в сторону. Как только припой равномерно лег по всему проводу, паяльник можно убрать. Ни в коем случае нельзя дуть на припой, ускоряя остывание: припой неправильно кристаллизуется, и такая пайка в скором времени отвалится. Еще можно попробовать окунуть провод в расплавленную канифоль вместе с паяльником и уже лудить непосредственно в самой баночке.
- Теперь нужно соединить два проводника. Пусть один из компонентов будет светодиод, а второй – залуженный провод. Светодиод нужно каким-то образом зафиксировать, например, прищепками или специальными зажимами, можно попросить кого-либо подержать деталь пинцетом, или воспользоваться другим удобным для вас способом, соблюдая при этом технику безопасности.
- Нагрейте место стыка паяльником, слегка ведя жало паяльника из стороны в сторону вдоль проводников. Как только припой растечется по проводникам, паяльник можно убрать, провода при этом не нужно шевелить до остывания припоя. Остывание можно определить визуально: через 8-10 секунд припой становится немного темнее.
Заключение
Все – пайка завершена, можно проверить соединение на прочность, не сильно потянув за два проводника. Если пайка оторвется, значит, вы плохо припаяли и нужно попробовать еще раз выполнить все шаги поочередно.
И еще: старайтесь долго не задерживать паяльник на каком-либо компоненте: от перегрева светодиод, резистор и прочие компоненты могут начать деградировать или вовсе выйти из строя.
arduinoplus.ru
5 советов начинающим для обеспечения качественной пайки
С процессом пайки может столкнуться любой человек, и что бы результат соответствовал ожиданиям, необходимо соблюсти несколько важных правил.
Содержание статьи
Что такое пайка: особенности процесса
Пайка — процесс, при котором соединяются одни металлы при помощи других, из более легкоплавких. Происходит это при высокой температуре (180 — 300°С) путём введения между деталями припоя (сплав свинца и олова), у которого более низкая температура плавления. В результате его затвердения, образуется прочный, неразъёмный и хорошо электропроводимый материал. Нагрев производится при помощи паяльника. Существуют различные виды паяльников, припоев и флюсов.

Для домашнего использования лучше всего приобрести самый обычный паяльник с напряжением в 220В и мощностью 40Вт.

Обычно поверхности металлов покрываются слоем оксида, и перед пайкой, их необходимо зачищать. Но поверхности вновь могут окислиться. Что бы этого не происходило, и поверхность расплавленного припоя была более текучей, используют флюс.

Самый распространённый вид флюса — канифоль. Она состоит из смол хвойных деревьев и обладает янтарно-жёлтым цветом. Благодаря ей, место пайки не подвергается коррозии и не пропускает утечку электрического тока.

Какой паяльник выбрать
Чтобы правильно выбрать паяльник, предлагаю ознакомиться с его видами:
- Паяльник от 3 до 10 Вт — для микросхем;
- От 20-40 Вт — бытовой вариант, подойдёт например для радиотехники;
- От 60 до 100 Вт — для пайки толстых проводов;
- От 100 до 250 Вт — для крупных предметов, например, радиатора.

Паяльник лучше всего выбирать со встроенным термодатчиком.
Техника безопасности
Пайка — это небезопасный процесс, и перед тем как его начать нужно обязательно соблюсти все правила техники безопасности.
- Перед началом работ наденьте хорошие защитные очки — это застрахует от попадания припоя в глаза;
- Паяльник можно держать только за ручку;
- Нагретый паяльник не должен касаться изоляции питающего провода, так как это может привести к короткому замыканию, и, как следствие, — к пожару;
Рекомендую примотать провод паяльника изолентой к ручке — тогда будет меньше риска его соприкосновения с горячей поверхностью
- Перегревать паяльник также нельзя — проверяем это коснувшись канифоли — должен появиться легкий дымок;
- Позаботьтесь о подставке для паяльника — они есть в продаже;
- При пайке электронных устройств, провода питания должны быть отсоединены. К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;
- Не вдыхайте пары при пайке — они вредны для организма. До и после работ проветривайте комнату. Использовать для этого лучше технические помещения;
- Тщательно моем руки и лицо после работ. Проводить их лучше в одежде с длинным рукавом.
Технология пайки
- Жало после покупки паяльника обычно обрабатывается напильником для придания ему формы двугранного угла (30-45 градусов). Включаем его в розетку и оставляем на полчаса. Затем проходимся по нему напильником, снимая окалину.
- За это время очищаем рабочую поверхность от всех загрязнений до блеска. Удаляем все коррозионные корочки при помощи напильника, ножа, или скребков.
- Покрываем жало флюсом. Макаем его в канифоль и греем. После того, как оно покрылось ей, сразу же убираем. Также рекомендую использовать специальные флюс-пасты. Берите понемногу, без излишка.
- Подготовленную поверхность закрепляем в неподвижном состоянии (пассатижами, тисками, пинцетом, механической скруткой), а затем лудим, то есть равномерно наносим расплавленный припой к обеим сторонам. Обычно это ПОС -10, ПОС -30, ПОС — 40, ПОС-50, ПОС-61.

- Наносится слой флюса, чтобы избежать окисления под нагревом.
- Для получения сплава хорошего качества, наносится ещё один слой припоя.
5 правил для хорошего результата
- Для получения качественного результата необходимо следить за равными температурами спаиваемых поверхностей. То есть, недостаточно нагреть одну поверхность, и приложить её к другой. При низком нагреве жала припой только немного размягчится, но не расплавится. При высоком — будет чрезмерное выпаривание припоя.
- Если что-то не получилось с первого раза — нужно дать остыть деталям! Нельзя на них дуть, и остужать искусственно. Время подбирается путём эксперимента. Желательно сначала потренироваться на чём-нибудь, например, на медных проводах, прежде чем приступать к основной работе.
- Флюс наносится непосредственно перед самой пайкой. На 1 каплю припоя достаточно лишь чуть-чуть коснуться канифоли.
- Жало прикладываем к месту пайки всей лопаткой!
- Припой должен быть распределён равномерно по всей поверхности. А жало хорошо очищенным от окислов.
Только практика поможет научиться хорошо паять. Соблюдайте технику безопасности, и не бойтесь экспериментировать!
Автор статьи: Vsevolod B., написано статей: 20. Комментировал: 10.Всей семьёй занимаемся обустройством нового дома, ремонтом, осваиваем огородничество, занимаемся садоводством. На практике используем разные подходы и технологии, информацией о которых готовы делиться и обсуждать. — Подробнее..
Любой стриппер следует обслуживать – рассказываем, как это делается
Как и любой другой инструмент, стриппер, конечно же, нуждается в р
18 марта 2019
Открытая электропроводка: особенности использования и способы укладки
Электропроводка в доме или квартиры позволяет нам пользоваться в
20 января 2019
Новые предложения от KNIPEX: Ножницы электрика
Казалось бы, что это за премудрость ножницы электрика! Но и этот н
16 сентября 2018
Статья-загадка: Является ли умение забить гвоздь признаком настоящего мужика?
За окном сегодня воскресенье, поэтому самое время расслабиться и
20 января 2019
Светодиодные светильники: Особенности использования и область применения
Благодаря своим качествам светодиодные светильники постепенно з
06 октября 2018
www.allremont59.ru
Как паять паяльником правильно: инструкция для новичков

Когда начинающий электрик наблюдает за работой мастера с паяльником, то все действия кажутся простыми и понятными.
Однако стоит только самому взять инструмент в руки, как сразу начинаются неприятности: припой не держится, контакты отваливаются, изоляция сгорает, жало покрывается сажей.
Чтобы этого не происходило необходимо соблюдать определенные правила.
Мастер их знает и выполняет. Новичку же я советую вначале понять, как паять паяльником правильно. Только после этого браться за эту работу.
Содержание статьи
Особенности подготовки рабочего места и инструмента
3 главных секрета: поза, свет и воздух
Даже в домашних условиях для выполнения качественной пайки необходимы удобная поза работника с хорошим освещением. Рекомендую установить рабочий стол около окна, на который в дневное время попадают солнечные лучи, а вечером светит искусственный источник.

Пайка связана с нагревом веществ, выделением дымов. Хотя разогретая канифоль пахнет хвоей, но этот запах при частом вдыхании все же вреден. А другие флюсы и кислоты еще опаснее. Попадая в организм через органы дыхания они накапливаются, вызывают хронические заболевания.
Поэтому важно проветривание. Работайте с открытой форточкой, а еще лучше — используйте принудительную вытяжку.
Полезные приспособления
Невысокая жестяная баночка с бумажной прокладкой необходима для работы с припоем и канифолью.
Специальная подставка помогает хранить нагретый паяльник, а губка позволяет очищать горячее жало от окислов.
Убирать излишки расплавленного припоя удобно оловоотсосом.

Работы с мелкими предметами облегчают пинцет, небольшие тисочки, приспособления типа «третья рука». Самый простой вариант: обычные пассатижи с резинкой.

Можно своими руками изготовить и другие простые конструкции.

Выбор и подготовка паяльника
Продажа предлагает различные модели с напряжением от 12 до 220 или 380 вольт. Каждый паяльник создается для конкретной работы, хотя имеет универсальные возможности.
Их оценивают мощностью потребления электрической энергии, которая расходуется на разогрев жала наконечника.
Пайку радиодеталей удобно выполнять паяльником мощностью 40÷60 ватт, а для проводов выбирают 80÷100.
Для начинающих паяльщиков достаточно пользоваться простыми моделями двух конструкций паяльников с:
- нагревом от нихромовой проволоки и медным стержнем;
- керамической вставкой и медным жалом с никелевым покрытием.




Первый тип паяльников дешевле, но он требует постоянного ухода за наконечником, дольше разогревается до нужной температуры, быстрее изнашивается.
Паяльник с керамической вставкой лучше работает, но он дороже. К тому же керамика требует аккуратного обращения. Она может расколоться от механического удара.
Личные предпочтения
Более 30 лет пользуюсь трансформаторными паяльниками типа «Момент».

Кому-то он не нравится из-за дополнительного веса. Но для меня этот показатель не критичен. Мощность в 65 промышленного образца хорошо подходит для радиолюбительской пайки, но ее недостаточно для соединения электрических проводов.
Поэтому собрал более мощную конструкцию своими руками.

Эта технология описана отдельной статьей на сайте.
О подделке брендов
Я долго не мог понять, почему трансформаторные паяльники мне нравятся, а в интернете их массово критикуют. Даже в указанной выше статье мне читатели высказывали отрицательное мнение о них, ругая недолговечность и плохое качество.
Понял я это только осле того, как посетитель моего сайта прислал мне для экспериментов перегоревший паяльник китайской компании Licota.

Он очень красиво выглядит, обладает небольшим весом, удобно лежит в руке и оригинально упакован. При детальном знакомстве с ним я обнаружил множество дефектов монтажа и конструкции. Расписал их отдельными статьями:
- О некомплекте пластин железа магнитопровода;
- Нарушениях технологии намотки изолированного провода на катушку и необходимости дорабатывать ее внутренние поверхности;
- Выявлении конструктивного дефекта силовой обмотки;
- Замены силовой обмотки;
- Сравнении электрических характеристик двух паяльников: старого советского и современного из Китая.
Покупая дешевые паяльники у сомнительных продавцов можно нарваться на некачественную продукцию, потерять деньги и время. Обращайте внимание на рабочие электрические характеристики и предоставление гарантий.
Существуют другие различные виды паяльников, предназначенные для качественного выполнения профессиональной работы. Но начинать обучение пайке лучше на описанных выше моделях.
О заточке наконечника
Чистота не только залог нашего здоровья, но и гарант качественной пайки. Ее необходимо обязательно соблюдать во время работы.
Медный наконечник паяльника разогревается до такого состояния, что на нем образуются окислы и нагар. Когда они проникают в припой, то о качестве пайки можно забыть. Поэтому конец жала всегда должен быть чистым и хорошо заточенным.
Его форма создается под определенный вид спаиваемых деталей:
- «плоская отвертка» хорошо передает тепло. Ее применяют для прогрева массивных деталей;
- «пирамидка» или «острый конус» позволяет удобнее контролировать величину нагрева. Она используется для соединения мелких радиоэлементов или тонких проводов;
- «затупленный конус» затачивают для пайки проводов среднего сечения.
Большей популярностью пользуется первый вид заточки. Его можно формировать ударами молотка. Тогда металл лучше уплотняется и дольше сохраняет свои свойства.
Располагая этот наконечник на спаиваемой детали плоскостью или острым углом можно регулировать степень ее прогрева.
Современные паяльники с керамикой имеют набор съемных насадок самых необходимых форм. Они покрыты сверху слоем никеля, не требуют заточки и подготовительной обработки.
Как залудить медное жало
Наконечник нового паяльника без защитного никелевого покрытия требуется покрыть тонким слоем припоя, который станет предохранять его от образования нагара и преждевременного износа. Для этого:
- паяльник включают под напряжение, разогревая наконечник до рабочего состояния;
- погружают его в кусочек канифоли;
- расплавляют припой, распределяя его по поверхности наконечника жала. Удобно пользоваться деревянным предметом.
Из чего состоят этапы пайки
Основной задачей этой технологии является соединение двух металлических деталей, чаще всего проводников, легкоплавким сплавом так, чтобы они прочно держались и пропускали электрический ток с минимально возможным сопротивлением.
Для этого необходимо последовательно выполнить ряд действий. Разберем их на примере спаивания проводов. Это:
- снятие изоляции с соединяемых концов провода;
- механическая зачистка металла жил до идеального состояния от окислов;
- термообработка с флюсом — залуживание концов тонким слоем;
- нагрев припоя с нанесением его на место пайки.

Снятие изоляции
Диэлектрический слой провода может быть выполнен из полиэтилена, ткани, лака или другого подобного материала. Его необходимо убрать.
Лучше всего эту работу выполнять острым ножом, располагая его лезвие почти параллельно оси металлической жилы. Так исключается ее порез и нанесение глубоких царапин. Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Тонкие провода, покрытые лаком, достаточно обработать открытым пламенем спички или зажигалки. Это же способ подходит для витой пары и даже более толстых жил.

В продаже существуют специальные клещи различных конструкций для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнять эту работу без повреждения жилы.

После снятия изоляции оценивают состояние металлической поверхности. Обращают внимание на чистоту, отсутствие вмятин и порезов.
Удаление загрязнений и оксидной пленки
Только чистый металл сможет обеспечить качественное соединение деталей при пайке. Его создают механической очисткой поверхности и химическими растворами.
Вначале работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от слоя изоляции к оголенному концу, немного вращая в одну сторону. Металл сразу потеряет тусклость, станет блестеть.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Лужение контактных площадок
Окончательную зачистку поверхности металла проводника осуществляют термообработкой флюсом, используя залуженный наконечник паяльника. Самым популярным и универсальным средством является канифоль. Ее используют в твердом состоянии, растворенной в спирте или желеобразной.
Продажа позволяет приобрести канифоль в любом виде и предоставляет широкий ассортимент других флюсов.

Для пайки деталей электрических схем не рекомендуется пользоваться флюсами, содержащими в своем составе кислоты. Их довольно сложно полностью нейтрализовать, а даже незначительные остатки быстро окисляют металл, разрушают его структуру.
Последовательность лужения жилы провода твердой канифолью:
- Прогревают паяльник до нужной температуры. Она может колебаться в пределах от 180 до 240 градусов и зависит от припоя и соединяемых металлических деталей. Для контроля нагрева жала касаются наконечником твердой канифоли. Если она начинает бурно образовывать пар, то прогрев нормальный.
- Очищенный проводник укладывают на канифоль и прикасаются к нему наконечником паяльника. Провод вращают для равномерного покрытия расплавленным флюсом.
- Жалом паяльника расплавляют припой и наносят его на обработанный канифолью провод, равномерно распределяя по поверхности.
Раствор канифоли в спирте наносят кисточкой на залуживаемую поверхность или просто капают через трубку капельницы.

Желеобразную канифоль выдавливают из специального шприца, что очень удобно делать.
Обработанный жидкой или желеобразной канифолью проводник прогревают разогретым наконечником паяльника с капелькой припоя, разгоняя его по всей контактной площадке.
Непосредственная пайка
К нему приступают после того, как обе контактные площадки подготовлены к соединению: очищены от грязи и окислов, залужены.
Запаиваемые концы соединяют вместе. На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и ровной поверхностью застывшего припоя, который немного блестит. Проверяют ее качество небольшим механическим усилием на разрыв.
Если же поверхность припоя имеет потемнения и неровности, то пайка выполнена ненадежно, ее требуется исправить.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
4 признака качественной пайки
Надежность соединения оценивают по:
- яркому блеску созданного поверхностного слоя;
- отсутствию излишков припоя на деталях;
- прочности на разрыв контрольного механического усилия;
- целостности слоя изоляции, отсутствию следов оплавления.
Дополнительно рекомендую посмотреть видеоролик владельца AutoAndElectronics «Как паять паяльником правильно».
Если же у вас еще остались вопросы по этой теме, то задавайте их в комментариях. Я обязательно отвечу.
Полезные товарыhousediz.ru
Урок 3 — Основы монтажа и пайки
Основы монтажа и пайки
Необходимые для работы инструменты и материалы рассмотрены в уроке №1.
Кратко напомню о том, что потребуется для сборки конструктора: паяльник, припой с каналом канифоли, радиотехнические бокорезы, пинцет, держатель платы типа «третья рука», спирт, салфетки, старая зубная щётка, стол, настольная лампа, стул.
Итак, приступим к сборке.
Мы будем собирать набор Мастер Кит NS073 – «Живое сердце», хотя для целей обучения совершенно не важно, сборку какого набора рассматривать.
Вот что должно получиться в итоге:
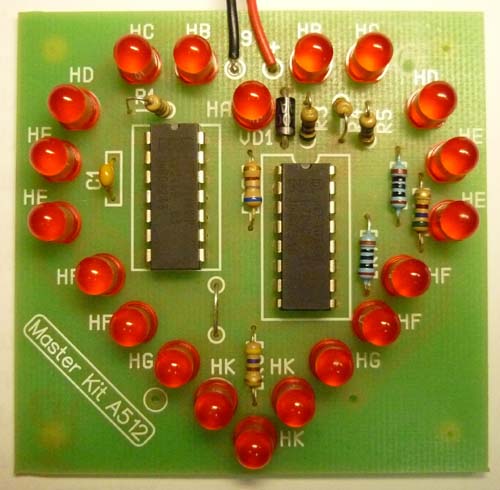
Светодиоды собранного устройства эффектно перемигиваются, создавая очень красивый эффект «бегущего огня».
Но сначала нужно собрать набор. Для этого потребуется установить каждую деталь на своё место, а затем припаять все детали.
Глаза боятся – руки делают. Приступим!
Общие требования к рабочему месту. Основы безопасности
Несмотря на то, что мы уже говорили об этом в уроке №1, о таких серьёзных вещах, касающихся безопасности, нелишне напомнить снова:
— рабочее место (стол) не должен быть захламлён. На свободном столе работать приятнее и эффективнее. Кроме того, радиодетали не смогут легко потеряться в окружающем хламе;
— Так как радиодетали мелкие, во избежание излишнего перенапряжения глаз рабочее место должно быть хорошо освещено. Всегда включайте настольную лампу;
— во время пайки предусмотрите хорошую вентиляцию рабочего места. Открывайте форточку, или включайте настольный вентилятор, отгоняющий дым от паяльника в сторону;
— паяльник горячий! Держитесь только за его ручку. Не допускайте прикосновений пальцев к жалу;
— после пайки, как и после любой другой работы, всегда мойте руки.
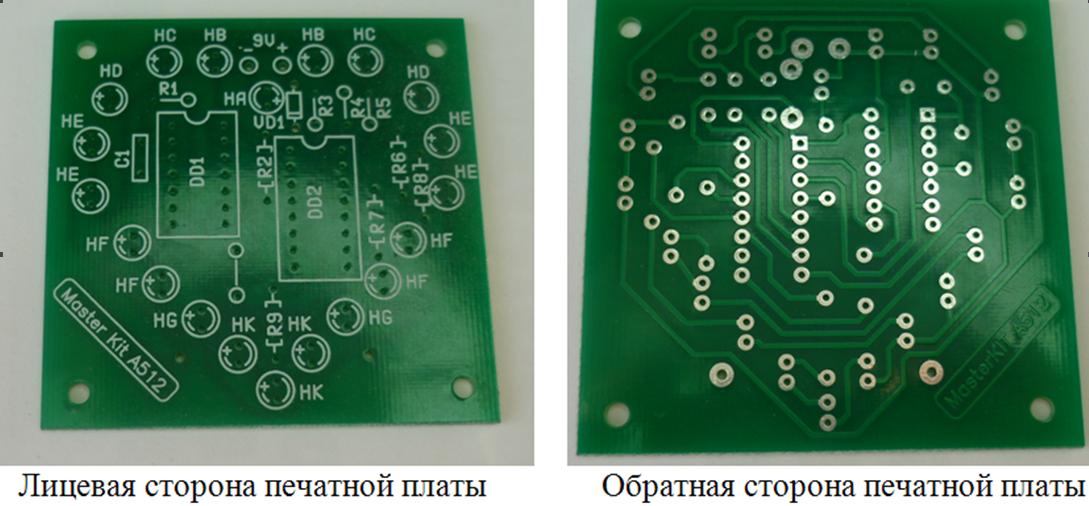
Печатная плата
Печатная плата является основной, шасси всей конструкцией.
Все детали устанавливаются с лицевой стороны платы (с той, где есть надписи), а выводы деталей припаиваются с тыльной стороны (где имеются токопроводящие дорожки).
Монтаж резисторов
Допустим, мы хотим установить резистор R1. По таблице из инструкции определяем, что R1 должен иметь сопротивление 1 МОм. Находим в наборе резистор соответствующего номинала (как определить номинал резистора, рассказывается в уроке №2). Ищем на печатной плате установочное место R1. Чтобы резистор R1 удобно «улёгся» на предназначенное для него место на печатной плате, выводы резистора нужно отформовать, то есть изогнуть определённым образом. Изгибать выводы можно пальцами или с помощью пинцета. Если с первого раза не получилось изогнуть выводы правильно – ничего страшного, можно поправить формовку. Но надо помнить, что если изгибать вывод в одном месте более нескольких раз, то он может обломиться.
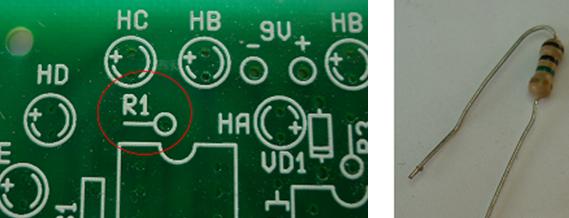
Вот так выглядит установленный резистор с разных ракурсов:
Резистор R1 установлен «вертикально», то есть его корпус находится над поверхностью платы. Угол между компонентом и корпусом может быть любым, это не влияет на качество работы схемы. Также вспомним из урока №2, что резистор не имеет полярности, то есть может быть установлен как коричневой полосой вверх (как на рисунке), так и коричневой полосой вниз.
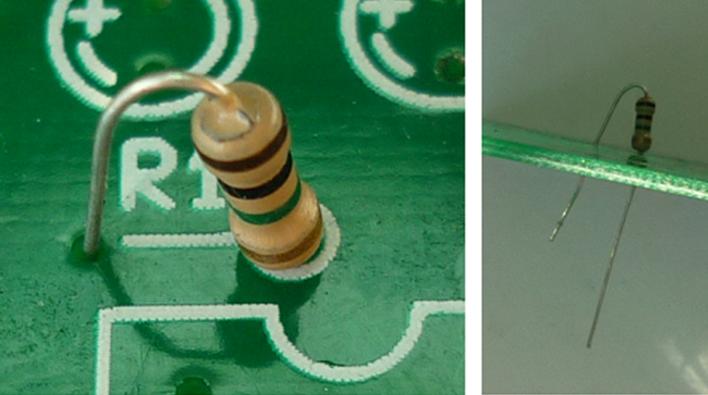
Чтобы деталь не выпадала при поворотах платы, с обратной стороны платы выводы резистора загибаем в разные стороны:

Мы можем сразу же обрезать излишки вывода резистора и припаять его. Затем установить следующую деталь, опять обрезать его выводы и припаять… Но можно сначала установить все детали, затем обрезать их выводы, а затем все сразу припаять. Так получится быстрее, технологичнее, именно так поступают профессиональные монтажники на производстве. Мы тоже будем действовать таким образом.
Установим резистор R2. Обратите внимание, что этот резистор устанавливается «горизонтально», то есть его корпус вплотную прилегает к плоскости печатной платы. Соответственно, и формовка выводов этого резистора несколько другая.

Снова напомню, что резисторы не имеют полярности. В данном случае синяя полоса резистора находится справа. Но можно установить его и в обратную сторону – синей полосой влево.
Таким же образом устанавливаем все остальные резисторы (в данном наборе их 9 штук).
Монтаж конденсаторов
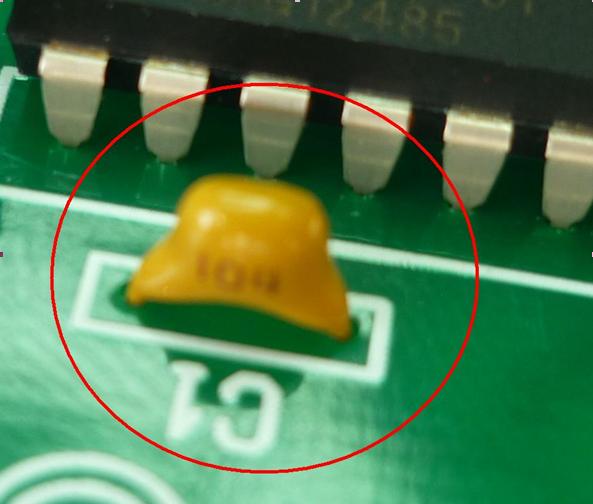
В данном наборе всего один конденсатор – С1, поэтому перепутать его с каким-то другим невозможно. Но всё-таки проверим, что на конденсаторе в полном соответствии с перечнем компонентов указан код ёмкости 104.
В данном случае выводы конденсатора можно не формовать, так как компонент прекрасно устанавливается на плату в заводском состоянии выводов.
Также мы знаем из урока №2, что керамический конденсатор полярности не имеет и может устанавливаться на плату в любом положении.
Если в каком-то другом наборе будет несколько керамических конденсаторов, необходимо по указанному на компоненту коду ёмкости определить, на какое посадочное место следует его установить – С1, С4 или С17, например.
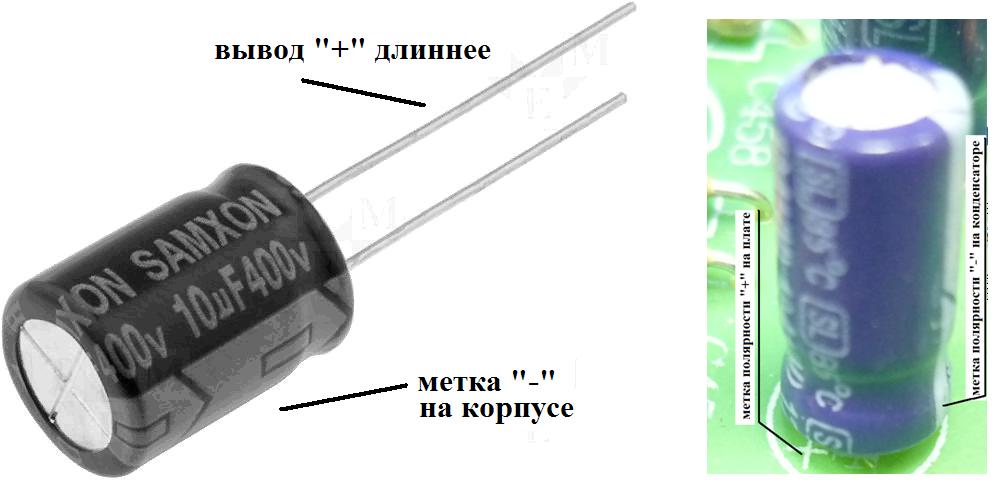
В наборе NS073 нет других конденсаторов, но в целях обучения на примере другого набора рассмотрим также монтаж электролитического конденсатора.
Помним о том, что электролитический конденсатор должен устанавливаться с учётом его полярности.
Монтаж диода
Находим на печатной плате посадочное место диода VD1. Вспомним из урока №2, что диод имеет полярность. Обратите внимание, что на печатной плате имеется обозначение «ключа» диода – полоса вблизи одного из выводов. Такая же полоса имеется и на самом диоде. При установке диода необходимо строго придерживаться меток полярности. Если установить диод в неправильной полярности (в данном случае неправильная установка — полосой вверх), то схема не заработает. Более того, диод или другие элементы схемы в таком случае могут выйти из строя.
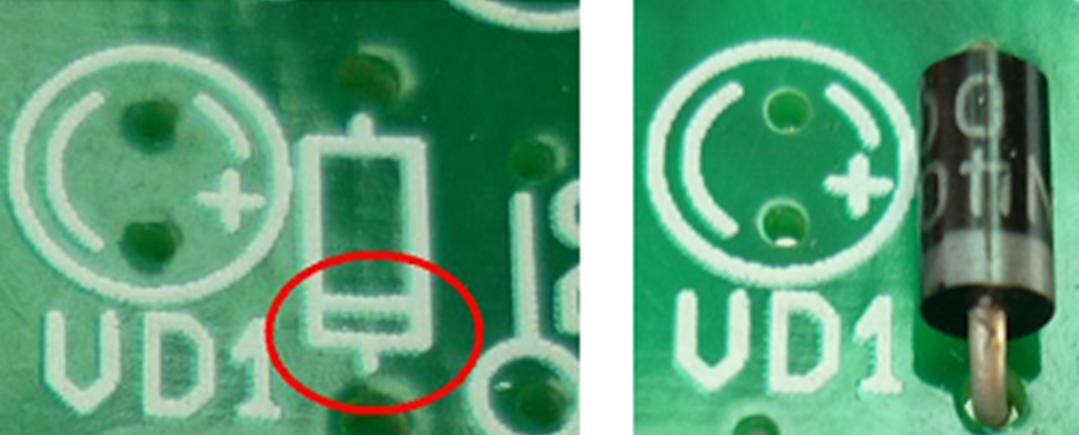
Формовка выводов диода аналогична резистору R2.
Монтаж транзистора
В наборе NS073 нет транзисторов, но для полноты изложения материала на примере другого набора рассмотрим монтаж транзистора. Помним о том, что транзистор имеет «ключ», который при установке необходимо совмещать с соответствующей меткой на печатной плате.
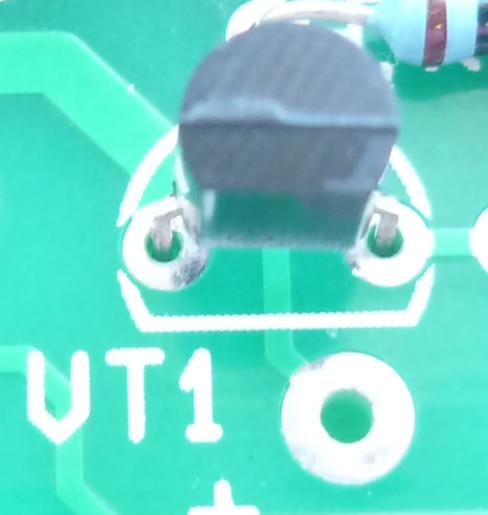
Кроме того, важно помнить, что разные транзисторы могут быть одинаковыми по внешнему виду. И если в набор входят два или более транзисторов, необходимо проверять маркировку на их корпусах и устанавливать компоненты строго на нужные позиции – VT1, VT2 и т.п.
Монтаж микросхем
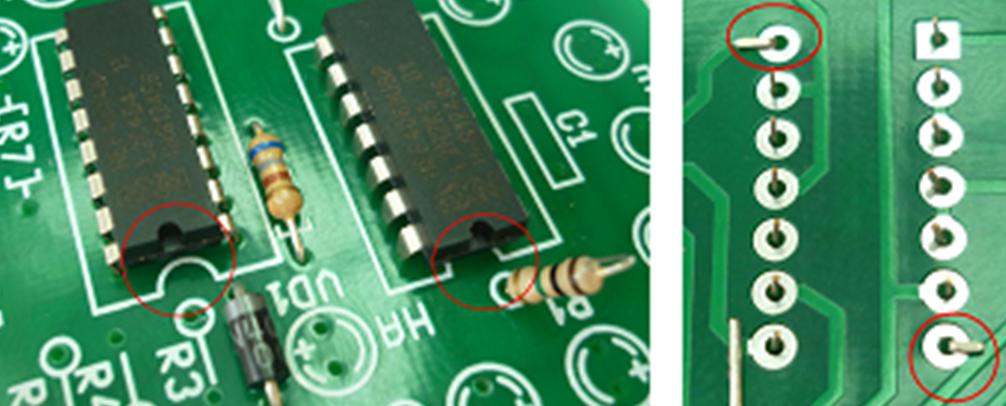
В данный набор входят две микросхемы. При установке необходимо соблюдать их ключи, обозначенные выемками как на печатной плате, так и на самом компоненте.
Загибаем выводы микросхемы – не обязательно все, достаточно двух противоположных. Микросхема зафиксирована и не выпадет.
Кроме того, надо учитывать, что микросхемы DD1 и DD2 разные. Правда, в данном случае у микросхем разное количество выводов: у одной – 14, а у другой – 16, поэтому при установке вы сразу поймёте, если что-то делаете неправильно. Но бывает так, что разные микросхемы имеют одинаковые корпуса с одинаковым количеством выводов. Поэтому всегда обращайте внимание на маркировку на корпусах микросхем и информацию в табличке-перечне компонентов инструкции.
Монтаж перемычки
В некоторых наборах, и в NS073 в частности, требуется такая технологическая операция, как установка перемычки. Перемычка на печатной плате обозначается чертой:
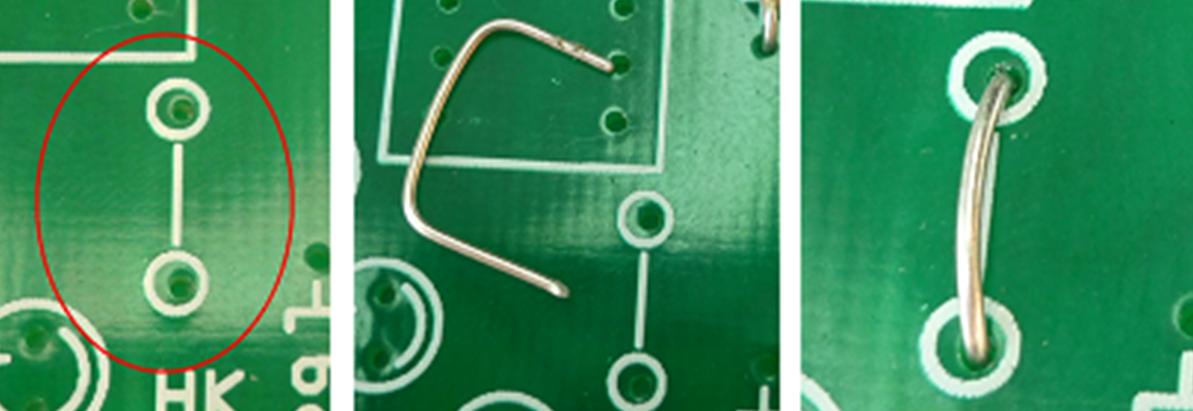
Перемычка не является электронным компонентом и в состав набора не входит. Её можно выполнить как из небольшого обрезка провода, так и из обрезка одного из выводов любой радиодетали. Формуют перемычку так же, как и резистор.
Монтаж светодиодов
Светодиод – это разновидность диода. И он тоже имеет полярность, которую важно соблюдать при монтаже.
На печатной плате обозначен вывод «+» (анод) светодиода.

У самого светодиода вывод «+» (анод) длиннее. Но ориентироваться на этот ключ можно только до обрезки выводов диода. Есть и другая метка полярности – скос на корпусе диода у вывода катода («-»).
Монтируем все светодиоды (в наборе NS073 их 20 штук). Загибаем их выводы с обратной стороны платы. Торчащих выводов становится много, плата принимает неаккуратный вид, но не нужно этого бояться, на следующем этапе мы обрежем лишние выводы. Если же выводы очень мешают – можно обрезать некоторые из них или вообще все в процессе монтажа. Как это делать, рассказывается ниже.
Обрезка выводов
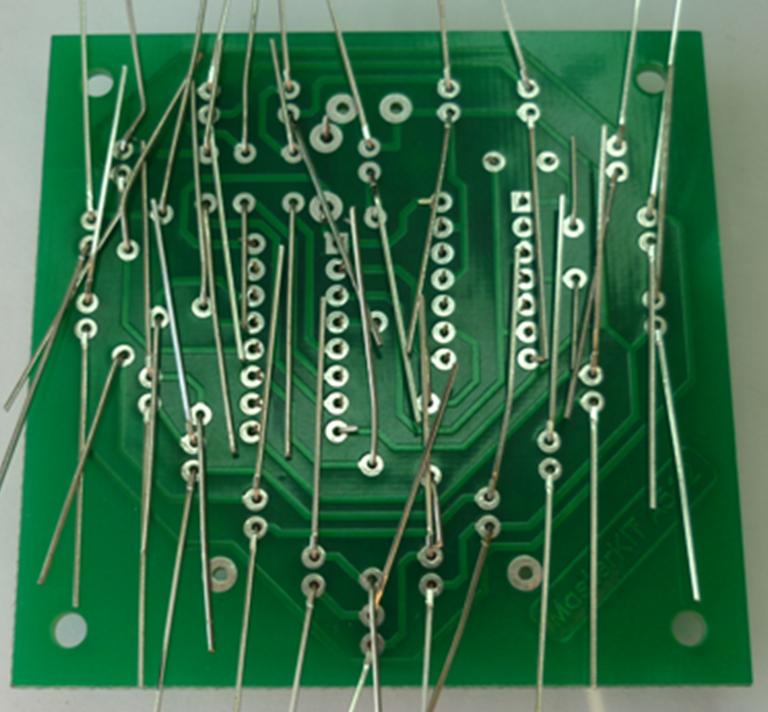
Вот такой «ужас» наблюдается у нас с обратной стороны платы после установки всех компонентов.
Сейчас мы приведём плату в аккуратный вид, обрезав выводы (или, как говорится на жаргоне радиомонтажников, «причешем» плату).
Нам потребуются радиотехнические бокорезы (подробнее об этом инструменте описано в уроке №1). Инструмент держим практически перпендикулярно плате. От каждого вывода оставляем около 1-2 мм. Слишком длинный вывод будет некрасиво торчать. Кроме того, длинные выводы разных компонентов могут в процессе последующей пайки замкнуться друг с другом и образовать паразитные перемычки. Слишком коротко обрезанный вывод может привести к выпадению компонента.
Желательно, чтобы вывод не выходил за пределы контактной площадки.
На картинках ниже излишне длинный вывод и вывод оптимальной длины.

Таким образом. обрезаем все выводы. В итоге у нас получится примерно такая картина:
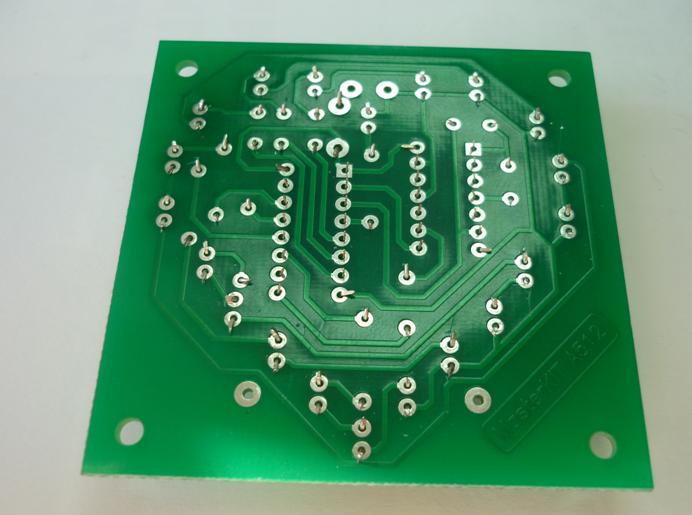
Плата готова к пайке.
Пайка конструкции
О необходимом для сборки набора паяльном инструменте рассказывается в уроке №1.
Кратко напомню: потребуется паяльник (или паяльная станция) и припой с каналом канифоли. Удобно также применять фиксатор платы – так называемую «третью руку».
Плату удобно зафиксировать с помощью специального держателя типа «третья рука», или каким-либо другим образом.
В одну руку (для правшей – в правую) берём паяльник, в другую – пруток припоя.
Конечно, паяльник должен быть горячим. Таковым он становится не мгновенно после включения в розетку, а через несколько минут после этого.
Если подвести горячее жало к припою, тот начнёт плавиться.
Жало паяльника ставим на точку пайки. Обратите внимание – не на кончик вывода детали, а именно на контактную площадку. Одновременно подаём в эту же точку пруток припоя.
Как и жало паяльника, пруток подаём не на кончик вывода, не на паяльник, а на контактную площадку. Припой начинает плавиться. Немного как бы подаём пруток на точку пайки, при этом слегка перемещая паяльник. Всё, у нас сформировалась точка пайки. Убираем припой, а затем паяльник. Ждём секунду – припой застыл, точка пайки готова. На точку пайки уходит 2-3 миллиметра прутка припоя (это очень ориентировочные данные, зависящие от типа припоя и контактной площадки).
Процесс идёт гораздо быстрее, чем я об этом рассказываю. На одну точку пайки у меня уходит около секунды. Допустимо – до трёх секунд. Если греть точку пайки дольше, теоретически могут возникнуть проблемы: можно перегреть деталь, или контактная площадка или дорожка могут отклеиться от основы платы. Но на практике это маловероятно. В комплекте Мастер Кит только качественные платы, а компоненты в конструкторах для начинающих не такие «нежные» и прощают многие ошибки, в том числе и перегрев.
Качественная пайка блестит и ровная. Если пайка рыхлая, матовая – значит, вы используете некачественный припой (либо припой без канала канифоли), или паяльник либо недостаточно горячий, либо, что чаще всего бывает, слишком горячий.
Я рассказал о технологии пайки, при которой пруток припоя подаётся непосредственно в зону пайки, а жало же используется только как нагреватель. Для современных жал из малообгораемых материалов это единственно правильная техника. Если же вы используете паяльник с обычным медным жалом, можно расплавлять некоторое количество припоя на жале, и переносить жидкий припой в точку пайки на жале, как на лопате. Попробуйте – возможно, так вам будет удобнее.
Всё очень просто. Но это как футбол: требуется практика. Можно прочесть многие тома по теории футбола, но это не значит, что вы научитесь в него играть. Практика – это что-то другое и совершенно необходимое.
Промывка платы
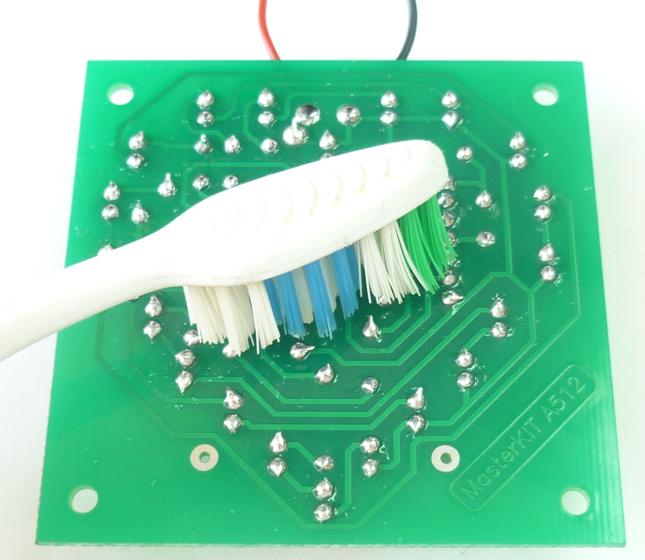
Строго говоря, современные флюсы, входящие в состав припоев, допускают безотмывочный процесс. То есть можно плату не промывать. Но такая печатная плата выглядит некрасиво, на ней плохо видны дефекты пайки, да и вообще есть такое понятие – «культура производства», и каждый уважающий себя производитель платы промывает. На производстве применяют специальные отмывочные машины, но тратить несколько тысяч долларов и приобретать такую машину размером с половину комнаты для радиолюбителя нецелесообразно. Хороших результатов можно достичь с помощью спирта, старой зубной щётки и салфеток. Смачивая щётку, хорошенько надраиваем плату со стороны пайки, на заключительно же этапе удобно применять для очистки и просушки платы салфетки. Теперь наша смонтированная плата чистенькая, красивая, её и людям не стыдно показать.
После отмывки на плате легче найти дефекты. Поэтому ещё раз внимательно посмотрите на плату и убедитесь, что все контактные площадки хорошо припаяны, а паразитных замыканий нет. При необходимости дефекты устраняем.
Устранение дефектов пайки
На рисунке ниже имеются два дефекта пайки: один из выводов пропаян неполностью, только с одной стороны. Такой контакт ненадёжный (на профессиональном жаргоне это называется «непропай»). Другой же вывод мы просто забыли припаять.
Собранная с такими дефектами пайки конструкция может или совсем не заработать, или работать нестабильно.

Исправим дефекты, заново пропаяв обнаруженные проблемные точки пайки.
Иногда в процессе пайки допускаются паразитные соединения припоем соседних выводов:

Если не заметить такие дефекты пайки, то готовая конструкция может не только не заработать, но и вообще выйти из строя сразу же после включения. Поэтому необходимо внимательно проверять монтаж. Допустим, мы обнаружили паразитное замыкание (на радиотехническом жаргоне такой дефект часто называют неблагозвучно – «соплёй»). Я расскажу вам, как восстановить нормальную пайку.
1. С помощью ножа (скальпеля). Прогреваем паяльником дефектную пайку, и проводим острым лезвием между точками пайки. Дефект устранён.
2. С помощью специального инструмента – вакуумной помпы, которая по-другому называется «радиотехнический отсос». Прогреваем место пайки, подносим отсос, нажимаем его кнопку – излишки припоя втягиваются в инструмент. Пайка исправлена!
3. С помощью специальной радиотехнической «оплётки». Прогреваем место пайки, вводим в место пайки многожильную медную «оплётку» — под действием сил натяжения лишний припой впитывается на «оплётку». Пайка исправлена!
В следующем уроке я расскажу о том, как настраивать и подключать собранную конструкцию.
Скачать урок в формате PDF
masterkit.ru