Контактная сварка своими руками. Технология изготовления сварочного аппарата.

Содержание статьи
Общая информация
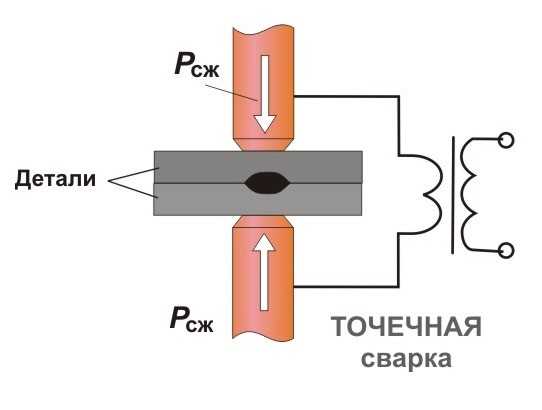
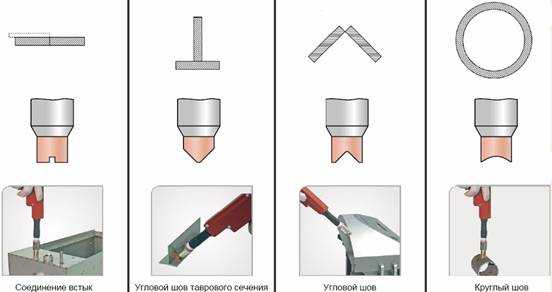
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.
Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются. Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
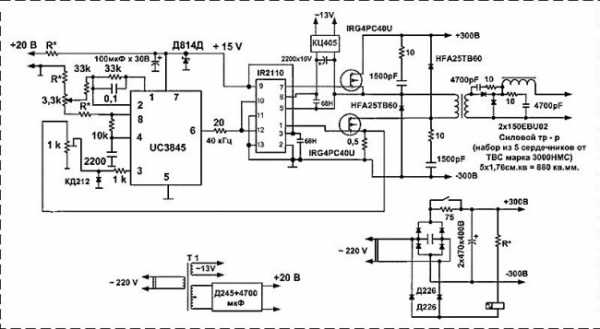
Схема представлена на рисунке 3.
 рис. 3
рис. 3
Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов. Импульс сварочного тока образуется за счет разряда конденсатора.

Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2. По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
 электросхема выходного трансформатора
электросхема выходного трансформатораВторичная намотка осуществляется на второй стойке сердечника. Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Характеристики трансформатора | |
Мощность | 3000 Вт |
Напряжение обмоток | первичной – 220 В, вторичной – 15 В |
| Сварочный ток | до 200 А |
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ — невозможно, т.к. основные функции лежат на нем.

Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
 готовый аппарат
готовый аппаратДля того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.к. качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности. Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, кузовных деталей, а также для ремонта всевозможных устройств.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Простой аппарат для контактной сварки
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
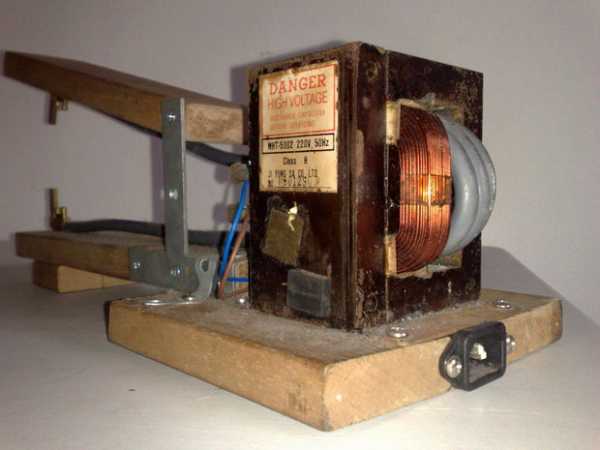
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:
Материалы

Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1. Очень старая микроволновая печь – можно найти на свалке.
2. Деревянная доска.
3. Т-образные кронштейны.
4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6. Прочие деревообрабатывающие инструменты и электрические соединители.
7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки

Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки. ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
4. Снимите трансформатор.
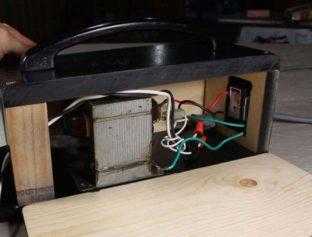
Строение аппарата контактной сварки

Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
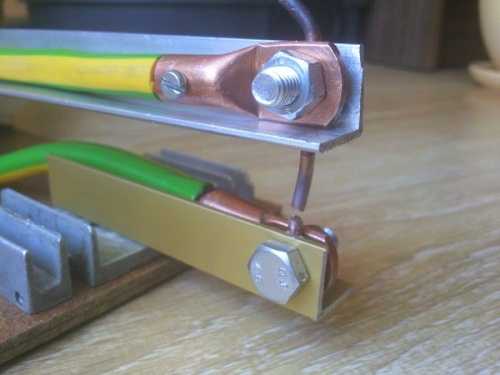
Электроды

Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели). Ниже приведен пример создания собственных электродов для этого агрегата:
1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата

Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат. Как это сделать описано ниже:
1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
Другие детали

Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой. Трансформатор от микроволновки невероятно тяжёлый.
Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
sdelaysam-svoimirukami.ru
Аппарат для точечной сварки своими руками: схема контактной сварки
Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.
 Точечная сварка относится к разряду так называемых контактных сварок
Точечная сварка относится к разряду так называемых контактных сварок[contents h3]
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
 Сварка гвоздей аппаратом
Сварка гвоздей аппаратомТип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
 Изготовление прибора своими руками После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
Изготовление прибора своими руками После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
 Пример использования прибора профессионалом
Пример использования прибора профессионаломСамодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
 Действие аппарата на кузове автомобиля
Действие аппарата на кузове автомобиляТочечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.

Мощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
krasimavtomobil.ru
из сварочного, для точечной (видео)
Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской. Аппарат для контактной сварки своими руками – это решение в нужном направлении.

Для выполнения контактной сварки своими руками необходимо приобрести или изготовить самому специальный аппарат.
Конечно, если надо сварить большие металлические конструкции, то контактной сварке трудно конкурировать с другими видами. В то же время в домашних условиях велика потребность в сварке небольших деталей. Такие задачи становятся легко разрешимыми, если сделать свой аппарат контактной сварки.
Основы контактной сварки
В общем случае контактная сварка представляет собой сварку при помощи электрического тока, когда он проходит через зону контакта свариваемых металлов под действием сжимающего давления. Принцип контактной сварки основан на том, что в момент подачи электрического тока в месте контакта двух металлов возникает дуга, которая расплавляет их. Длительность воздействия сварочного тока очень мала (0,01-0,1 с). Основными параметрами любой контактной сварки являются: сила сварочного тока, время приложения тока и величина сжатия металлов в зоне контакта. Различают следующие основные виды контактной сварки: точечная, рельефная, шовная и стыковая сварка.
Основы конструирования аппаратов
Схема аппарата для контактной сварки.
Для проведения контактной сварки необходимо собрать аппарат контактной сварки. При изготовлении аппарата и приспособлений необходимо учитывать несколько основных правил. Обычно для бытовых целей используются аппараты точечной или стыковой сварки. Затем следует подумать, какой будет аппарат – стационарный или переносной, что определяет его массу и габариты. Необходимо определиться с основными параметрами аппарата:
- Вид сварочного тока (переменный, постоянный) и его сила.
- Напряжение в зоне сварки.
- Длительность сварочного импульса.
- Количество и вид электродов.
- Простота аппарата.
Любой аппарат контактной сварки содержит электрическую и механическую часть. Электрическая часть включает источник сварочного тока, систему регулирования основных параметров и контактный блок. Механическая часть должна обеспечить крепление свариваемых заготовок, а также приложение сжимающей нагрузки.
Источник сварочного тока
Главным элементом аппарата точечной контактной сварки является источник сварочного тока, т.е. короткого импульса тока. Наиболее распространены источники тока, использующие накопление энергии и разряд конденсаторов. Одна из простых схем такого источника основана на подаче постоянного тока с вторичной обмотки трансформатора, на первичную обмотку которого разряжается конденсатор (на рис. 1 – схема источника питания).
Рисунок 1. Схема источника питания.
Первичная обмотка выходного трансформатора Т2 связана с входной электрической сетью так, что одна ветвь схемы проходит через диагональ выпрямительного моста (диоды V5-V8). При этом управление осуществляется через тиристор V9, соединенный с пусковой кнопкой «Импульс», за счет его присоединения во вторую диагональ моста. Накопление энергии осуществляется в конденсаторе С1, расположенном в цепи тиристора V9 и подсоединенном к диагонали моста. Разряд конденсатора через эту цепь поступает на первичную обмотку выходного трансформатора Т2. Зарядка конденсатора С1 осуществляется от вспомогательной цепи, подключение которой происходит при выключении основной цепи.
Такой источник сварочного импульса работает следующим образом. Зарядка конденсатора С1 идет в то время, когда отключен выходной трансформатор Т2. При нажатии пусковой кнопки «Импульс» зарядка конденсатора прекращается и происходит его разряд на регулируемый резистор R1, соединенный с первичной обмоткой трансформатора Т2. Управление параметрами разряда осуществляет тиристор V9. Длительность сварочного импульса регулируется с помощью переменного резистора R1, на который и происходит разряд. При выключении кнопки процесс зарядки конденсатора возобновляется.
Рекомендуемые детали для схемы: конденсатор C1 емкостью 1000 мкФ на рабочее напряжение до 25 В; тиристор ПТЛ-50 или КУ202, входной трансформатор T1 мощностью 10 Вт на напряжение в обмотках 220/15 В. Выходной трансформатор T2 лучше изготовить своими руками: первичная обмотка – провод ПЭВ-2 диаметром 0,8 мм, 300 витков; вторичная обмотка – медная шина 20-25 мм², 10 витков. Выходные параметры аппарата: сила тока до 500 А, длительность импульса до 0,1 с.
Увеличение мощности источника тока
Рисунок 2. Схема источника повышенной мощности: 1. принципиальная схема; 2. обмотка трансформатора Т2; 3. схема подключения пускателя.
Для увеличения мощности сварочного импульса можно внести некоторые изменения в устройство. Подача тока производится через бесконтактный магнитный пускатель типа МТТ4К (рабочий ток до 80 А). В цепь управления вводятся по 2 тиристора (рис. 2), 2 диода КЦ402 и резистора R1-R2. Время срабатывания контролируется реле времени РЭС. В качестве накопителей энергии рекомендуется батарея конденсаторов С1-С6 из 6 штук (на рис. 2 – схема источника повышенной мощности: 1) принципиальная схема; 2) обмотка трансформатора Т2; 3) схема подключения пускателя).
Рекомендуется устанавливать следующие детали: конденсаторы С1-С6 электролитические емкостью 47 мкФ, 100 мкФ и 470 мкФ (по два каждого типа) на рабочее напряжение 50 В; реле времени РЭС42 или РЭС43 на напряжение 20 В. Трансформатор Т2 имеет первичную обмотку из провода диаметром 1,5 мм, вторичную обмотку – из медной шины сечением 60 мм² (количество витков – 4-7). Сварочный ток такого аппарата до 1500 А.
Изготовление выходного трансформатора
Виды контактной сварки.
Одним из важнейших элементов оборудования является выходной сварочный трансформатор. Его изготовление следует начинать с подбора наборного сердечника. Следует использовать стандартный сердечник общим сечением не менее 60 см². Стяжка наборных элементов производится при помощи уголка или полосы и закрепляется болтами диаметром 8 мм. Первичная обмотка наматывается проводом ПЭТ или ПЭТВ вручную на одну из сторон сердечника. Витки располагаются равномерно по длине сердечника. Концы обмотки выводятся на панель и закрепляются в соединительной колодке. Вторичная обмотка изготавливается на второй стороне сердечника из медной шины. Предварительно медная шина изолируется фторопластовой лентой или тканевой изолентой. На концах шины, выведенных наружу, сверлятся отверстия для болтового присоединения кабеля. Поверх обеих обмоток накладывается изоляционный слой.
Конструкция контактного блока
Самое простое устройство контактного блока подразумевает подачу тока непосредственно на свариваемые детали. Такой способ используется в стыковой сварке. Для обеспечения контакта используются зажимы типа крокодил.
Более сложная система подразумевает непосредственное подключение тока только на наиболее массивную деталь. Второй контакт обеспечивается подвижным верхним электродом, который подается в зону сварки вручную. В качестве такого контакта можно рекомендовать сварочный пистолет. Он изготавливается из двух одинаковых текстолитовых пластин, вырезанных в форме пистолета. В передней части устанавливаются гайки для завинчивания в них медного электрода, в центральной части размещается пусковая кнопка. Сверху в устройство заводятся кабель, который подключается к электроду, и провод из цепи первичной обмотки трансформатора, который соединяется с пусковой кнопкой.
Пластины скрепляются между собой так, чтобы надежно зафиксировать крепление электрода.
Сборка аппарата
Рисунок 3. При сборке сварочного аппарата к контактной колодке, которая размещена на электрическом плато, крепится входной кабель от электросети.
Источник сварочного тока помещается в металлический корпус. Электрическое плато собирается на текстолите и закрепляется внутри корпуса источника, обычно вертикально. Выходной трансформатор крепится на основании корпуса. Сверху к шине вторичной обмотки трансформатора болтами присоединяется сварочный кабель, второй конец которого соединен с электродом в контактном пистолете. К контактной колодке, размещенной на электрическом плато, крепится входной кабель от электросети (рис. 3).
Инструменты и вспомогательные средства, которые необходимы при изготовлении аппарата контактной сварки своими руками:
- болгарка;
- электродрель;
- ножовка по металлу;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- тиски;
- штангенциркуль;
- нож;
- ножницы;
- метчик;
- плашка.
Изготовить аппарат контактной сварки не составит труда. Можно выбрать очень простую конструкцию, а можно сделать универсальное оборудование.
moyasvarka.ru
Точечная сварка своими руками из инвертора

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.

Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.

Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
svarkagid.com
Микросварка своими руками — делаем портативный аппарат
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами).  Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора

Трансформатор микроволновки
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Корпус из дерева
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.

Сварочные электроды
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
wikimetall.ru
Самостоятельное изготовление аппарата для контактной сварки
В основе процесса контактной сварки лежит нагрев места соединения электрическим током с одновременным воздействием на него большим давлением. В промышленности контактная сварка нашла широкое применение при выполнении крестообразных соединений и стыков арматуры железобетонных или стальных конструкций, соединении медных и алюминиевых проводов, стальных труб. В домашних условиях возможна контактная сварка своими руками при помощи специального аппарата, который также можно сделать самостоятельно. После этого аппарат можно применить для сварки труб электросваркой своими руками.
Аппарат для контактной сварки (далее АКС) может использоваться для сваривания деталей из листов обычной и нержавеющей стали толщиной 0,08 – 0,9 мм или для соединения стальной проволоки до 1,5 мм толщиной.
Устройство аппарата
АКС содержит в своем составе два функциональных узла – блок питания и выносной сварочный пистолет. Узел блока питания состоит из электронного реле, собранного на тиристоре VS1 и мощном сварочном трансформаторе Тр2. К одному выводу его вторичной низковольтной обмотки с помощью сварочного кабеля подключен электрод. Второй вывод при сварке надо надежно соединить с наиболее массивной из свариваемых деталей. Первичная обмотка трансформатора Тр2 подключается к сети с помощью диодного моста на VD5…VD8 и тиристора VS1, включенного в его диагональ. Вспомогательный трансформатор Тр1 малой мощности питает сеть управления тиристора и лампу подсветки (обмотка II). 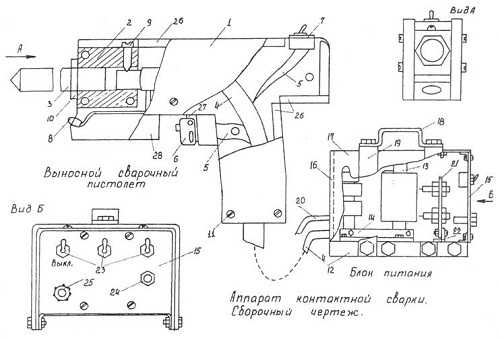 Чертеж №1 – Пистолет АКС
Чертеж №1 – Пистолет АКС
Сварочный пистолет собран из двух одинаковых по размерам и форме деталей, вырезанных из текстолита, гетинакса или другого прочного изоляционного материала. В передней части крепятся ламподержатель (поз. 28), переходник (поз. 2) и микропереключатель SA5. В задней – выключатель подсветки SA5, закрепленный между накладками винтами М2 и держателями (поз. 27). Накладки соединяются между собой винтами, вкручивающимися в ламподержатель, переходник и распорные планки. Между накладками располагается сварочный кабель, соединяемый с переходником с помощь контровочного винта (поз. 9). Управляющие провода фиксируются на сварочном кабеле и коммутируют переключатели SA2, SA5 и элементы БП. Сменные электроды (поз. 3) крепятся в отверстие переходника M8 и фиксируются контровочной гайкой (поз. 10). На основании без изоляционных прокладок монтируется второй вывод вторичной обмотки трансформатора Тр2. Кабель, подключенный к этому выводу, снабжается зажимом любого типа, для закрепления на одной из свариваемых деталей. Рекомендуемый тип зажима – струбцина.
Изготовление АКС
Для того, чтобы собрать аппарат контактной сварки своими руками, следует воспользоваться нижеследующими рекомендациями. Габариты блока питания определятся размерами Тр2, поэтому сборку следует начинать с него. Конструкция трансформатора особого значения не имеет. Определяющим параметром является сечение магнитопровода, которое не должно быть меньше 60 см2. Магнитопровод можно использовать любой. Первичную обмотку, содержащую 160 – 165 витков, следует намотать на круглом каркасе из электрокартона проводом ПЭТВ диаметром 1,62…1,7 мм и разместить на одной из сторон магнитопровода, изолировав ее от него деревянными клиньями. Вторичная обмотка содержит 4,5 витка медной шины ПБУ 5,2 x 17,5 мм. Можно использовать другую шину или провод, но сечение не должно быть меньше 90 мм2.  Чертеж №2 – пистолет АКС
Чертеж №2 – пистолет АКС
Затем концы шины вторичной обмотки надо изогнуть петлей для последующего крепления к ним болтами сварочных кабелей. Перед намоткой шина по всей длине изолируется лентой из фторопласта или подобного материала в один слой. Можно использовать изоленту на х/б основе, сложенную в 2 – 3 слоя. Такой же лентой надо изолировать друг от друга все слои первичной обмотки. Ее выводы фиксируются х/б тесьмой. Пластины магнитопровода должны собираться “вперекрышку”, то есть перекрывая длинной пластиной стык с короткой и так далее.
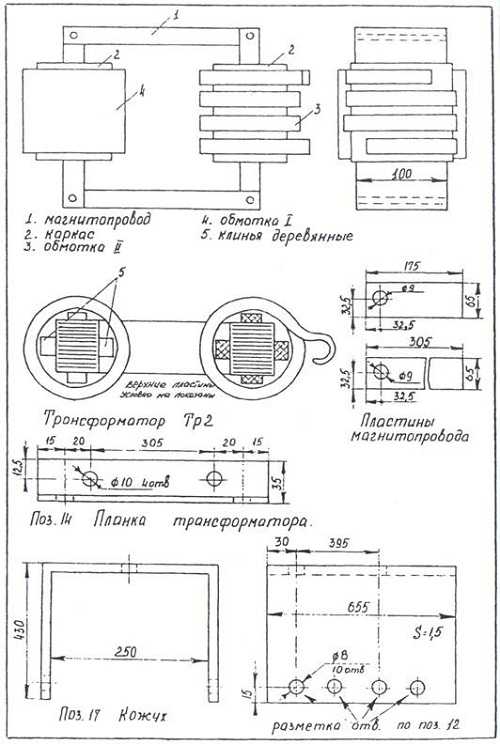 Чертеж №3 – трансформатор ТР2
Чертеж №3 – трансформатор ТР2
Стяжку магнитопровода надо производить уголками и болтами М8. Сначала для выпрямления пластин выполняется предварительная стяжка. После этого верхнюю часть магнитопровода надо удалить и поместить на него каркасы с обмотками. Затем пластины верхней части надо поставить на место и выполнить окончательную стяжку пластин. Каркасы относительно магнитопровода должны фиксироваться деревянными клиньями.
Проверка
Затем надо выполнить электрическую проверку Тр2 – включить в сеть 220 В и измерить напряжение на вторичной обмотке. Оно должно быть равно 41 В, а обмотки не должны перегреваться. 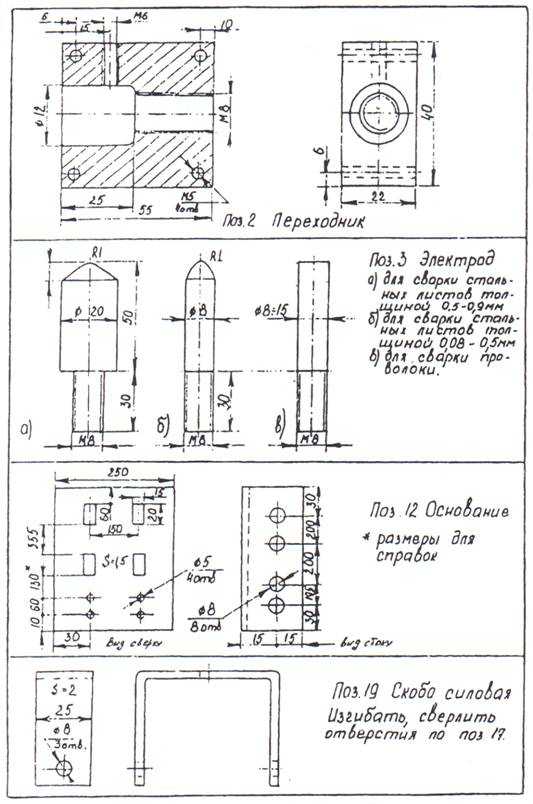 Чертеж №4
Чертеж №4
После изготовления Тр2, учитывая его реальные размеры, надо вычислить габариты кожуха и основания и вырезать из листовой стали. Детали электронного реле можно расположить на плате из листового гетинакса или текстолита толщиной 3 – 5 мм.
Вспомогательный трансформатор
Готовый трансформатор Тр1 может быть любого типа и должен обеспечивать на вторичной обмотке значения напряжений 6 и 10-15 В. Самодельный Тр1 можно сделать на основе магнитопровода любого типа сечением 1 см2. Первичная обмотка должна содержать 8000 витков провода ПЭТВ – 2 диаметром 0,06 мм, вторичная – 800 витков того же провода, обмотка III – 200 витков провода ПЭТВ – 2 диаметром 0,2 мм. Обмотки между собой и магнитопроводом следует изолировать несколькими слоями фторопластовой ленты. В качестве сварочных можно использовать провода типа КОГ-2 с основной жилой диаметром 90 мм2 и четырьмя вспомогательными жилами. 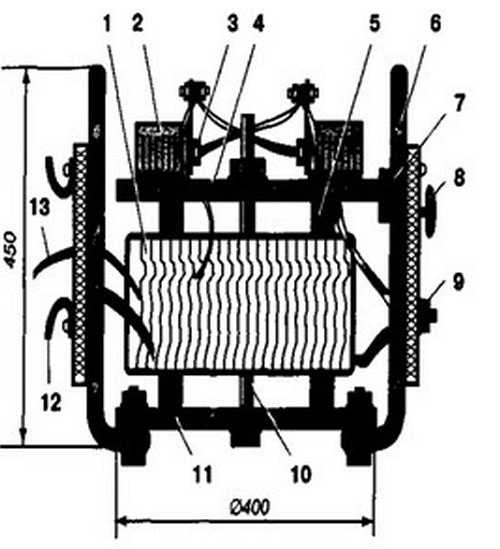 Схема трансформатора ТР-1
Схема трансформатора ТР-1
- обмотка трансформатора
- радиатор тиристора
- тиристор
- верхняя пластина
- брусок
- ручка для переноски
- блок регулировки
- потенциометр (R12)
- клемма для подсоединения сварочного кабеля
- крепежный болт;
- нижняя пластина
- скоба для намотки сетевого кабеля
- сетевой кабель
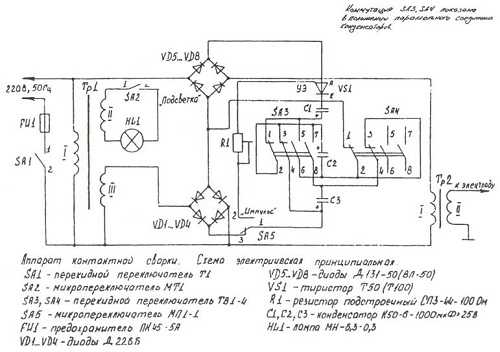 Чертеж №5 – схема электрическая, принципиальная
Чертеж №5 – схема электрическая, принципиальнаяПоследовательность сборки сварочного пистолета
Создание сварочного пистолета рекомендуется начинать с изготовления электродов и переходника (см. чертеж). Из листа винипласта или текстолита вырезаются накладки, размеры которых могут быть изменены под руку владельца контактной сварки своими руками. В ламподержателе сверлятся каналы для проводов, ведущих к лампе подсветки. При помощи винтов М2 и двух держателей к накладкам крепится микропереключатель.
Распорные планки можно изогнуть из полосы оргстекла по месту с учетом расположения на накладках (поз. 2, 6, 7 и 28) и проходящего через рукоятку сварочного кабеля. Накладки скрепляются винтами М5, ввернутыми в распорные планки и переходник. Конец сварочного кабеля опаивается и вставляется в отверстие переходника с фиксацией контровочным винтом. Для более надежной фиксации накладок рекомендуется применить клеящие мастики “Монолит” или “Гарант”. Острые кромки накладок надо притупить, а рукоятку обмотать изолентой.
Если сборка выполнена правильно, то АКС начинает работать сразу. Чтобы оценить, как работает собранная контактная электросварка, можно поступить следующим образом. К очищенной от поверхности стального бруска несколькими точками приваривают полоску стального листа до 10 – 12 мм шириной, а затем отрывают ее плоскогубцами. В точках соединения должны остаться отверстия (так называемые вырывы) диаметром 0,5 – 0,8 мм. При возможных отклонениях следует отрегулировать длительность сварочного импульса подстроечным резистором R1. Проверку надо производить как при параллельном, так и последовательном включении конденсаторов, что выбирается переключателями SA3 и SA4.  Спецификация к чертежам АКС
Спецификация к чертежам АКС
Эксплуатация АКС
Мастер, работающий с АКС должен находиться на резиновом коврике и использовать защитные очки и резиновые перчатки. “Заземляющий” кабель надо подсоединить к детали, к которой требуется приварить другую деталь. Затем надо включить АКС, приложить друг к другу соединяемые детали, плотно прижать их электродом сварочного пистолета и нажать на кнопку SA5. Спустя 1 – 1,5 сек электрод можно снять с точки и установить на следующую. При необходимости можно включить подсветку.
elsvarkin.ru