Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней.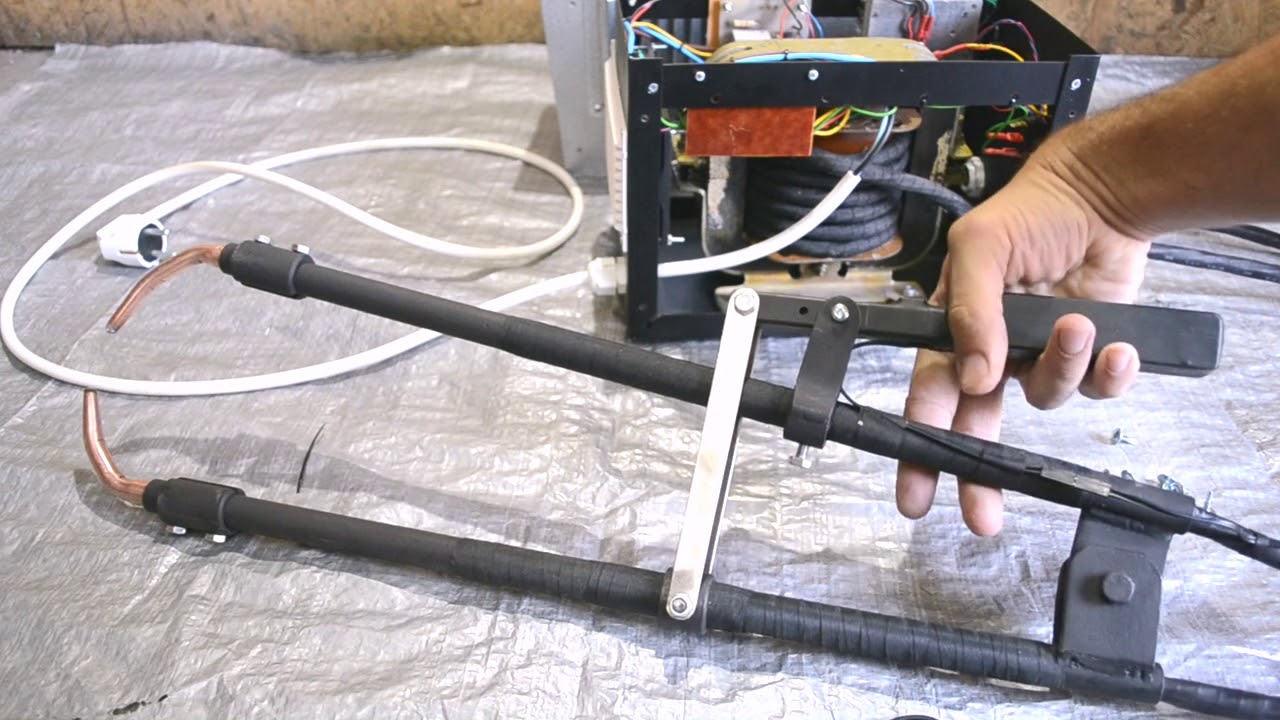
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.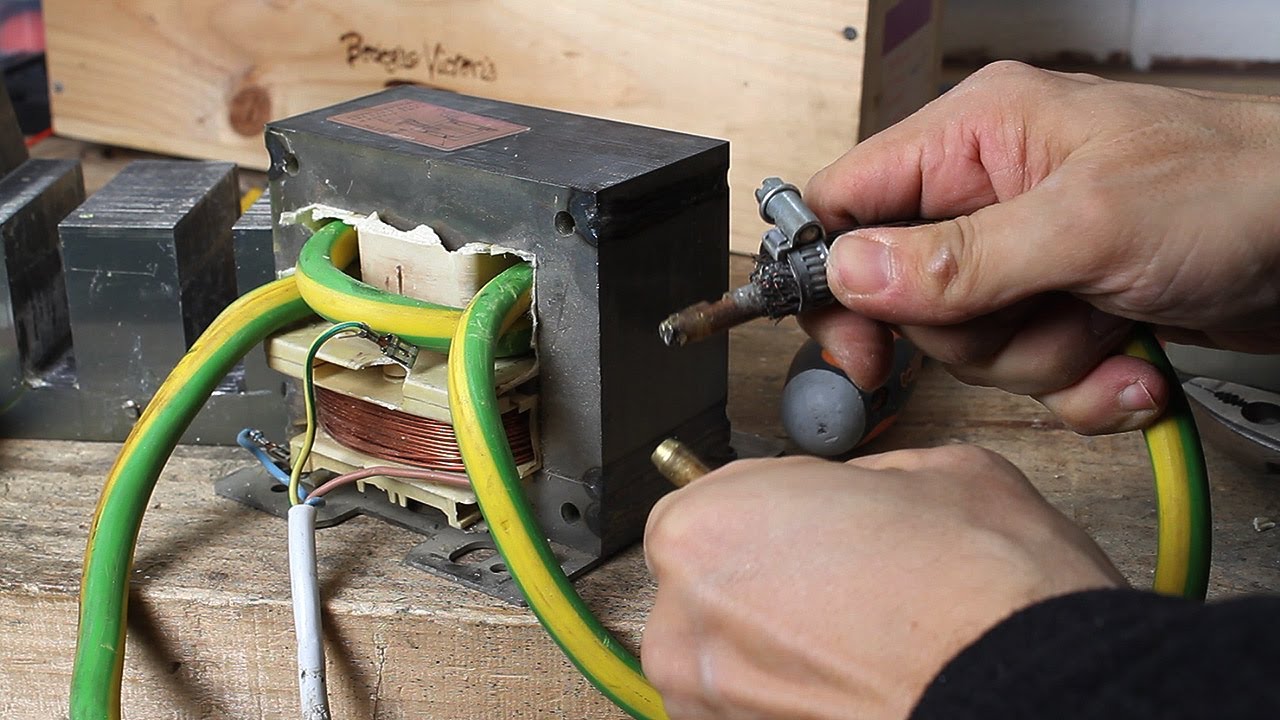
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Точечная сварка своими руками — Точечная сварка
Уж проще некуда. Я понял про какой споттер идет речь.трансформаторный
Судя по всему если и делать самодельный, то только из точечной машины возможно.
Из ПА на сколько я понимаю, не получится. В точечных установках виток вторичной обмотки выполнен в виде одного витка.
Следовательно количество первички совсем дургое.О чем я говорил, это приварка метизов. Этими аппаратми как раз и работали автосервисы. Только в одном из видео при приварке метиза получили дырку после отрыва последнего. Так собственно, если правильно подобрать режим, то все так же будет (отрыв метиза без последствий для основного металла). Но метизы будут вылетать на раз-два.
 Именно особенность в этой конструкции — звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью — подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов. Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.
Именно особенность в этой конструкции — звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью — подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов. Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.По теме применения ПА и других источников.
 .. Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.
.. Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.ни чего страшного не представляется.Какой источник вы испольщовали?Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
Какие регулировки вы применяете и чем реализованы? (т.е. ток возможно либо ступенчато регулировать либо за счет тиристора, а вот время сварки вы чем реализовываете (таймером или проще))
Из какого материалла звездочку реализовывали?Из какого материалла организован стрежень подогрева (из угля или др.
 )?
)?Какая минимальная масса возможна? те образцы что в видео — желательно только катать . А вот споттер на конденсаторах довольно легкий. кг 7-10 приблизительно. Транс на торе довольно тяжеллый, на все же не большой и поэтому терпимо.
Аппарат для точечной сварки сделать самому своими руками
Аппарат для точечной сварки является незаменимым инструментом во многих технологических процессах, обеспечивающим надежное соединение деталей. На качество полученного результата оказывают влияние такие факторы как величина тока, тип материала, площадь соединения и размеры электродов.
Описание
Точечная сварка применяется как в промышленных, так и бытовых условиях. Она оптимально подходит для работы с гнутыми профилями, изделиями из стали и цветных металлов. Данная методика обеспечивает высокую прочность шва и экономичность. Помимо этого, возможно использование при ремонте кухонного оборудования и различных инструментов.
Процесс основывается на совмещении отдельных элементов и их фиксации. После чего при помощи электрического тока производится нагрев деталей. Особое внимание уделяется относительному расположению элементов в необходимой точке, которое сохраняется во время всего рабочего процесса. Детали становятся одним целым в результате плавления материала, возникшего под воздействием теплового импульса.
После чего при помощи электрического тока производится нагрев деталей. Особое внимание уделяется относительному расположению элементов в необходимой точке, которое сохраняется во время всего рабочего процесса. Детали становятся одним целым в результате плавления материала, возникшего под воздействием теплового импульса.
Типы
Механический аппарат для точечной сварки имеет ручное управление и требует установки величины тока перед каждым использованием. Главным преимуществом является простая конструкция и возможность изготовления в домашних условиях. Они приобрели наибольшее распространение и нашли применение во многих отраслях.
Автоматические инструменты позволяют получать соединения с минимальное количество брака. При этом для работы не требуются особые навыки и снижаются трудозатраты.
В промышленности активно используются пневматические и гидравлические приборы.
Достаточно высокой стоимостью отличается инвентарный аппарат для точечной сварки, но он приобрел широкое распространение благодаря возможности подключения к бытовой сети, обширному набору функций и компактным размерам.
Несмотря на то, что переносные агрегаты несколько уступают стационарным, они обеспечивают получение качественного шва при минимальных затратах на покупку оборудования. При этом можно работать с металлом толщиной до 6-7 мм.
Основные элементы
Сварочный аппарат точечной сварки можно сделать в домашних условиях. Наибольшую популярность приобрели устройства с нерегулируемой величиной тока. Подобный аппарат управляется за счет электрического импульса, длительность которого изменяется при помощи специального реле или выключателя.
Одним из главных элементов является трансформатор, который обеспечивает получение необходимого уровня тока. Для этой цели можно воспользоваться катушкой от микроволновой печи, которая имеет подходящие характеристики и отличается доступностью. Такой самодельный аппарат для точечной сварки подойдет для работы с металлическими деталями толщиной в 1-2 мм. При возможности для большей эффективности стоит выбирать трансформаторы от мощных микроволновых печей. Стоит отметить, что в бытовой технике данного вида магнетрон работает при напряжении в 4000 В. Поэтому провода трансформатора имеют большую толщину, а количество витков на вторичной обмотке существенно меньше, чем на первичной.
Стоит отметить, что в бытовой технике данного вида магнетрон работает при напряжении в 4000 В. Поэтому провода трансформатора имеют большую толщину, а количество витков на вторичной обмотке существенно меньше, чем на первичной.
Обмотка
Провода вторичной обмотки в трансформаторе удаляются при помощи ножовки или стамески, в некоторых случаях приходится прибегать к высверливанию. Не рекомендуется выбивать обмотку, чтобы не повредить кабели. При наличии шунтов их также необходимо снять, так как они способствуют ограничению тока.
Новая вторичная обмотка производится после извлечения необходимых деталей. При помощи медного кабеля с сечением не менее 100 мм² можно добиться оптимальных показателей напряжения. В некоторых случаях требуется снятие внешней изоляции, которая не позволяет сделать походящую обмотку. Ее можно заменить на тканевую изоленту, при этом для снижения сопротивления используются кабели с меньшей длиной.
Для бытовых нужд, как правило, достаточно трех витков, с увеличением их количества повышается величина тока устройства. Также дополнительную мощность можно получить за счет установки нескольких трансформаторов.
Также дополнительную мощность можно получить за счет установки нескольких трансформаторов.
Что нужно знать
Аппарат точечной сварки, своими руками из микроволновки собранный, требует использования электродов во вторичных цепях. В случае применения двух трансформаторов с одинаковой мощностью их необходимо соединить кабелями толщиной в 10 мм, концы которых подсоединяются к электроду. Необходимо соблюдать осторожность при подключении первичной и вторичной обмоток, чтобы предотвратить короткое замыкание.
При недостаточном размере окна магнетрона, которое затрудняет добавление витков кабеля, и одновременном использовании трансформаторов с высокой мощностью, рекомендуется последовательное соединение вторичных обмоток. Направление намотки должно быть согласованным, при несоблюдении данного правила высока вероятность получения противофазы и, как следствие, нулевого выходного напряжения.
Напряжение
На трансформаторах одноименные выводы обозначаются символом или буквой. При отсутствии каких-либо опознавательных знаков рекомендуется воспользоваться вольтметром для проверки. Необходимо подать напряжение на первичные обмотки, подсоединив устройство к вторичным. В случае соединения обмоток разноименными выводами вольтметр покажет напряжение. Это происходит в результате того, что первичная обмотка дает напряжение на вторичную, где оно преобразовывается и удваивается.
При отсутствии каких-либо опознавательных знаков рекомендуется воспользоваться вольтметром для проверки. Необходимо подать напряжение на первичные обмотки, подсоединив устройство к вторичным. В случае соединения обмоток разноименными выводами вольтметр покажет напряжение. Это происходит в результате того, что первичная обмотка дает напряжение на вторичную, где оно преобразовывается и удваивается.
При соединении пары обмоток одноименным выводом напряжение на вторичных намотках будет противоположным и вольтметр покажет нулевое значение.
Для того, чтобы сделать аппарат точечной сварки более мощным, можно использовать несколько трансформаторов, при этом стоит учитывать показатели сети. Суммарное напряжение устройств не должно превышать установленное значение. Оптимальным вариантом станет сила тока в пределах 1000-2000 А.
Электроды
Электроды лучше всего изготавливать из медных стержней, имеющих достаточную толщину, при этом диаметр должен соответствовать параметрам провода. Со временем электроды меняют свою форму и становятся непригодными для работы, поэтому их необходимо систематически подкачивать. Рекомендуется уменьшить количество соединений и длину кабеля, идущего от трансформатора к электроду, для увеличения мощности. Оптимальным вариантом станет подключение электродов к наконечникам, изготовленным из меди, и зафиксированным на концах проводов. Для предотвращения окисления меди в точках соприкосновения нужно спаять детали, также это упростит дальнейшую очистку. Стоит отметить, что для уменьшения потерь можно использовать обжим.
Со временем электроды меняют свою форму и становятся непригодными для работы, поэтому их необходимо систематически подкачивать. Рекомендуется уменьшить количество соединений и длину кабеля, идущего от трансформатора к электроду, для увеличения мощности. Оптимальным вариантом станет подключение электродов к наконечникам, изготовленным из меди, и зафиксированным на концах проводов. Для предотвращения окисления меди в точках соприкосновения нужно спаять детали, также это упростит дальнейшую очистку. Стоит отметить, что для уменьшения потерь можно использовать обжим.
Управление
Аппарат точечной сварки для аккумуляторов зачастую оснащается винтовым зажимом, обеспечивающим дополнительное усилие во время работы. Управление устройством производится при помощи рычага или переключателя. Особое значение имеет качественное закрепление электродов, которое необходимо для нормального функционирования. В работе будет более удобным аппарат с возможностью стационарного закрепления и достаточной массой. Переключатель должен быть надежным и длинным.
Переключатель должен быть надежным и длинным.
Подключение кнопки выключателя производится только к первичной обмотке, в этом случае сохранится целостность контактов и будет предотвращено дополнительное сопротивление.
На устройствах с рычажным принципом управления выключатель устанавливается на прижиме, таким образом, появляется возможность управления процессом сварки одной рукой.
Включаются и выключаются аппараты точечной ручной сварки только при сжатых электродах. Рекомендуется установить принудительную вентиляцию, которая позволит работать без регулярных перерывов и отслеживания уровня нагрева токопроводов и электродов.
Получение качественного соединения возможно только при знании всех тонкостей процесса, в частности, необходимо уметь определять этапы готовности по внешним характеристикам и оттенку материала, иметь опыт работы с токовым импульсом. Скорость перемещения электродов должна находиться на одном уровне в течение всего процесса сварки.
Безопасность
Особое значение имеет соблюдение норм безопасности во время работы, так как неисправный аппарат для точечной сварки может нанести вред здоровью и испортить обрабатываемые изделия. Также необходимо придерживаться следующих требований:
Также необходимо придерживаться следующих требований:
- использование специальной маски для защиты лица и глаз от брызг металла и искр;
- изоляция соединительных и электрических кабелей;
- отсутствие легковоспламеняющихся материалов и жидкостей рядом с местом проведения сварки;
- применение рукавиц и перчаток для защиты от ожогов;
- регулярное проветривание помещения, обеспечивающее очищение воздуха от вредных газов;
- наличие средств для тушения пожара;
- защита деревянных поверхностей (напольное покрытие, стол) от попадания искр.
Особенности процесса
Не стоит забывать про подготовительные работы, необходимые для получения качественного сварного шва. Используемые элементы предварительно очищаются от пыли и грязи при помощи щеток и специальных составов. Точечная сварка из сварочного аппарата своими руками всегда включает в себя несколько основных этапов, к числу которых относятся следующие:
- размещение соединяемых элементов в необходимом положении;
- прижатие деталей между электродами;
- нагрев до появления пластичности, позволяющей деформировать металл.

Стоит отметить, что во время работы возможно появление точки непровара, возникающей по причине отсутствия литого ядра либо его малых размеров. Отслеживание данного дефекта бывает затруднительно, при этом он может привести к следующим последствиям:
- образование вмятин и раковин;
- плавление поверхностей элементов;
- сквозное прожигание материала
- пористая структура сварного ядра.
Как сделать сварку точечную своими руками
Используют точечную сварку в промышленности и быту. На заводах точечной сваркой соединяют листы металла, уголки, швеллера. В быту применяют при строительстве своего дома, починке бытовых приборов и кухонных принадлежностей. Как выполнить точечную сварку своими руками, рассмотрим подробнее.
Как осуществляется процесс
Делать сварку своими руками необходимо в несколько основных этапов:
- Заготовки соединяют в нужном положении.
- Соединенные части размещают между двух электродов и плотно зажимают.
- Детали нагревают до температуры начала плавления и металл соединяется под деформацией.
В промышленности этот вид сварки используют для соединения до 700 точек в минуту. Для домашнего использования своими руками достаточно обеспечить большое давление, плюс несколько точек электродов, которые перемещаются на заданном уровне.
Пластичность металлу придает сила кратковременного тока сварки. Продолжительность импульса не больше 0,01–0,1 секунды. Металл в месте крепления электрода плавится и образует жидкую массу. Она застывает и соединяет детали точечно. Ширина детали при точечной сварке в домашних условиях должна быть не больше 5–13 мм.
Кристаллизация расплавленной массы происходит после того, как импульс перестает подаваться электродами. Между собой заготовки соединены под давлением до полного застывания.
Как любой вид сварки точечная имеет свои плюс и минусы. Швы имеют высокую прочность и экономичность при изготовлении. Сварочные работы можно делать автоматизировано, даже в домашних условиях. Из минусов выделяется плохая герметичность, которую создают между деталями, выполняя сварку своими руками.
Из минусов выделяется плохая герметичность, которую создают между деталями, выполняя сварку своими руками.
Особенности работ
Нагрев металла происходит за разный промежуток времени, от секунды до нескольких ее долей. Зависит нагрев, а также продолжительность импульса от ряда факторов:
- мощность сварочного аппарата;
- условий работ;
- типа металла, который обрабатывают.
Так, стали углеродного типа рекомендуется нагревать подольше, чтобы остывание происходило медленнее, шов не растрескался. Аусинтетическую нержавеющую сталь, напротив, нагревают самое короткое время. Иначе внешние точки соединения быстро расплавятся, материал будет подвержен коррозии.
При помощи определенного давления необходимо обеспечить деталям максимальный контакт. Давление подбирается в зависимости от толщины и прочности заготовки. После нагрева сила давления не так важна, так как мелкозернистый сплав уже имеет сцепление. Прочность шва будет равна прочности материала, который сваривают.
Прочность шва будет равна прочности материала, который сваривают.
Вокруг сварочного ядра должен образовываться поясок, который предотвратит растекание расплавленного металла. Электроды разжимают с небольшой задержкой, чтобы процесс кристаллизации начался.
Выбираем подходящие электроды
Для выполнения точечного соединения своими руками подходят не все виды электродов. Рекомендуем остановить свой выбор на электродах с высокими теплопроводящими и электропроводящими свойствами. Прочности должно быть достаточной для работы в заданном интервале температурного режима. Немаловажно, чтобы они легко поддавались обработке своими руками.
Подходят под требования электроды из некоторых видов бронзы с дополнениями кобальта или кадмия, медь электролитическая, медь с хромом и составы на основе вольфрама.
Сплав из меди по теплопроводности и электропроводности выше сплавов бронзы, но износостойкость у него хуже в 4–6 раз. Поэтому для работы своими руками лучше использовать электроды из сплава ЭВ, то есть из чистой меди. Допустимы примеси хрома 0,5–0,7%.
Допустимы примеси хрома 0,5–0,7%.
Чтобы повысить срок службы электродов точечной сварки рекомендуем охлаждать их водой.
Немало важен диаметр электрода. Выбирается диаметр в зависимости от толщины обрабатываемого материала. Диаметр электродов должен быть больше толщины свариваемых деталей в 3 раза.
Выбираем сварочный аппарат
Для этого вида сварки своими руками можно подобрать готовый аппарат или сделать его самостоятельно. Оборудование может иметь различный размер и вес. Главное, чтобы его можно было перемещать без труда. Рекомендуем сделать небольшой настольный сварочник. Модель используют для обработки цветного и черного металла.
Схем как делать аппарат много, но выбирать следует ту, где количество деталей минимально. Сделать такой прощу и экономичнее. Конечно, техника не будет иметь высокой мощности, но соединить листы стали до 0,2 мм или провода с ее помощью можно.
Основная задача при изготовлении импульсного сварочного аппарата — создать электрический импульс.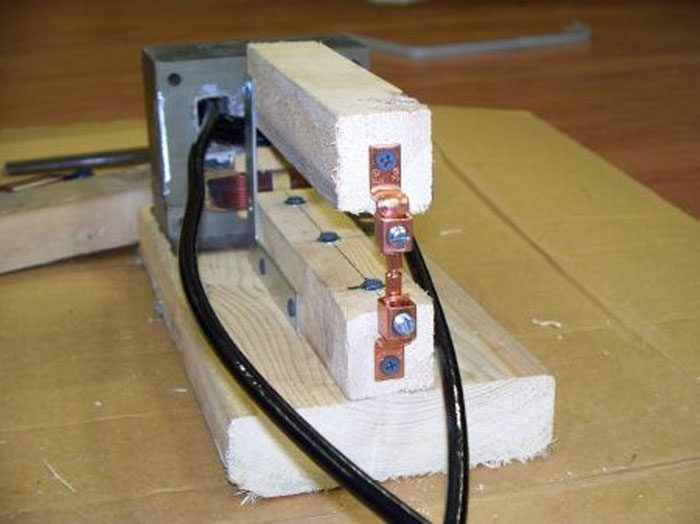 Подойдет для сварки небольшой трансформатор. К его нижней обмотке присоединяют обрабатываемую деталь, а к вторичной электроды.
Подойдет для сварки небольшой трансформатор. К его нижней обмотке присоединяют обрабатываемую деталь, а к вторичной электроды.
Трансформатор и питание нельзя подсоединять прямой схемой. Для соединения применяется выпрямительный мост и тиристор. Для получения импульса необходим второй источник электричества. Состоит второй источник из трансформатора и еще одного выпрямительного моста. Ток будет концентрироваться в конденсаторе, который производит импульс. Подробнее можно рассмотреть на схеме к статье:
Работа своими руками будет осуществляться при нажатии импульса (специальная кнопка). Кнопка откроет цепь конденсатора-резистора. Через электрод будет происходить разрядка, которая вызовет импульс тока. А сделать сварку можно, соединив детали тисками.
Сделать точечную сварку своими руками несложно, главное, разобраться в работе и схемах. Если образование достаточно, то собрать сварочный аппарат не составит большого труда и сил, а затраты будут минимальными. Купить готовый аппарат тоже несложно. Различные точечные модели представлены в магазинах широкой линейкой. Цена начинается от 20 000 р.
Различные точечные модели представлены в магазинах широкой линейкой. Цена начинается от 20 000 р.
Точечная(контактная) сварка своими руками — делаем споттер в домашних условия
Хочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера.
Для включения я использовал полупроводниковое реле Fotek SSR-40DA DC. Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку.
Итак микроволновая печь (около 1050 Вт потребляемая мощность) препарирована. В дополнение к трансформатору(слева), я получил еще несколько полезных в хозяйстве вещей.
Вторичная обмотка распилена. На фото вы видите еще одну(красная) я ее удалю позже. После распила старая обмотка легко удаляется зубилом, но будьте осторожны, не повредите сердечник.
Скажу на перед, первоначальные испытания с использованием 700 Вт 12 V автомобильного кабеля не дали удовлетворительных сварных швов. Основную толщину там составляет не медь(как может показаться по фото) а изоляция.
Основную толщину там составляет не медь(как может показаться по фото) а изоляция.
Возможно, мне стоило поискать другой кабель, но я решил обходиться тем что есть под рукой и просто удалил большую часть изоляции. Минимизация резистивных потерь для нас является ключевым фактором.
После доработки, мой кабель удалось обернуть еще в несколько витков. Это увеличило напряжение и уменьшило резистивные потери. При тестировании я получил 4.6v на вторичке.
Один конец вторичного кабеля уходит на корпус, где он будет заземлен на теле сварщика, а затем переходит к неподвижной части. Верхняя часть клещей подвижна. Для уменьшения износа вторичного кабеля он закручен в форме спирали. Пластиковая ручка изолирует рабочую часть от пользователя.
Вид споттера с другой стороны. Я не нашел медных трубок, которые бы идеально подходили, поэтому это не идеальное решение. Кабель идет внутри трубок почти по все длине для уменьшения потерь. Для использования я рекомендую продумать установку сменных медных электродов.
Установлен 230 V AC вентилятор для охлаждения. Работает на выдув.
Я хотел автоматизировать время сварки, поэтому я сделал простую регулировку длительности импульса из некоторых компонентов, которые уже были у меня в наличии.
Список деталей:
- Резистор 1 кОм (R4)
- Резистор 9 кОм (R1)
- Резистор 40 кОм (R2)
- Переменный резистор 10 кОм (VR1)
- 3x Конденсатор 10 V 10 мкФ (можно поставить дополнительную конденсатор параллельно с С2, чтобы сделать импульс больше) (C1, C2)
- CD4093BC Триггер Шмидта с двумя логическими входами
Переменный резистор VR1 контролирует тайминги. Высокое разрешение резистора необходимо для больших импульсов сварки, при которых VR1 близко к R2. R1 и R2 используются для настройки диапазона делителя напряжения. Конденсатор С2 также заряжается через R1. Диапазон делителя напряжения должны быть такими, чтобы на максимуме, сварка работала непрерывно (удерживая кнопку нажатой) и на минимуме давала самый коротки импульс, который нужен. Если получаемые короткие импульсы сварки слишком большие, емкость конденсатора С2 можно увеличить. Это также позволит делать очень длинные импульсы, если нужно. Удвоение емкости должны удвоить время.
Если получаемые короткие импульсы сварки слишком большие, емкость конденсатора С2 можно увеличить. Это также позволит делать очень длинные импульсы, если нужно. Удвоение емкости должны удвоить время.
Грубое выражение, как напряжение на конденсаторе С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле:
где R сопротивление и С емкость элемента. RVR1 является номинальным сопротивлением переменного резистора, а не текущим значением. Первая половина переменного сопротивления VR1 и вторая половина VR1 + резистор R2 выступать в качестве делителя напряжения, который питает разделенный VC2 на триггер Шмитта(который номинально 3,3 V) для окончания импульса.
Первоначальная версия схемы требовала около секунды, чтобы восстановиться для следующего импульса. Резистор R4 был добавлен, чтобы исправить эту ситуацию. Это быстро разряжает конденсаторы, когда кнопка отключает цепь от источника питания.
Для безопасности схема получает питание через кнопку. Это позволяет контролировать работу, даже если IC или другая часть схемы выйдет из строя. Шум в схеме может быть проблемой для длительных импульсов, где может влиять на время сварки. Таймер не синхронизирован с AC, так что время импульса может также изменяться под воздействием работы твердотельного реле.
Это позволяет контролировать работу, даже если IC или другая часть схемы выйдет из строя. Шум в схеме может быть проблемой для длительных импульсов, где может влиять на время сварки. Таймер не синхронизирован с AC, так что время импульса может также изменяться под воздействием работы твердотельного реле.
Сборка продолжается. Подумав, я заземлил все открытые участи корпуса.
Добавлено управляющее реле(справа) и блок питания на 5V.
Сварочный аппарат готов. Добавлю, что для качественной сварки нагрузка на свариваемые детали должна быть ~70кг + необходимо предусмотреть использование сменных сварных электродов. Но для не регулярного использования результат меня вполне устроил.
Простой аппарат для точечной сварки своими руками. Изготовление точечной сварки своими руками. Как определить одноименные выводы трансформаторов
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.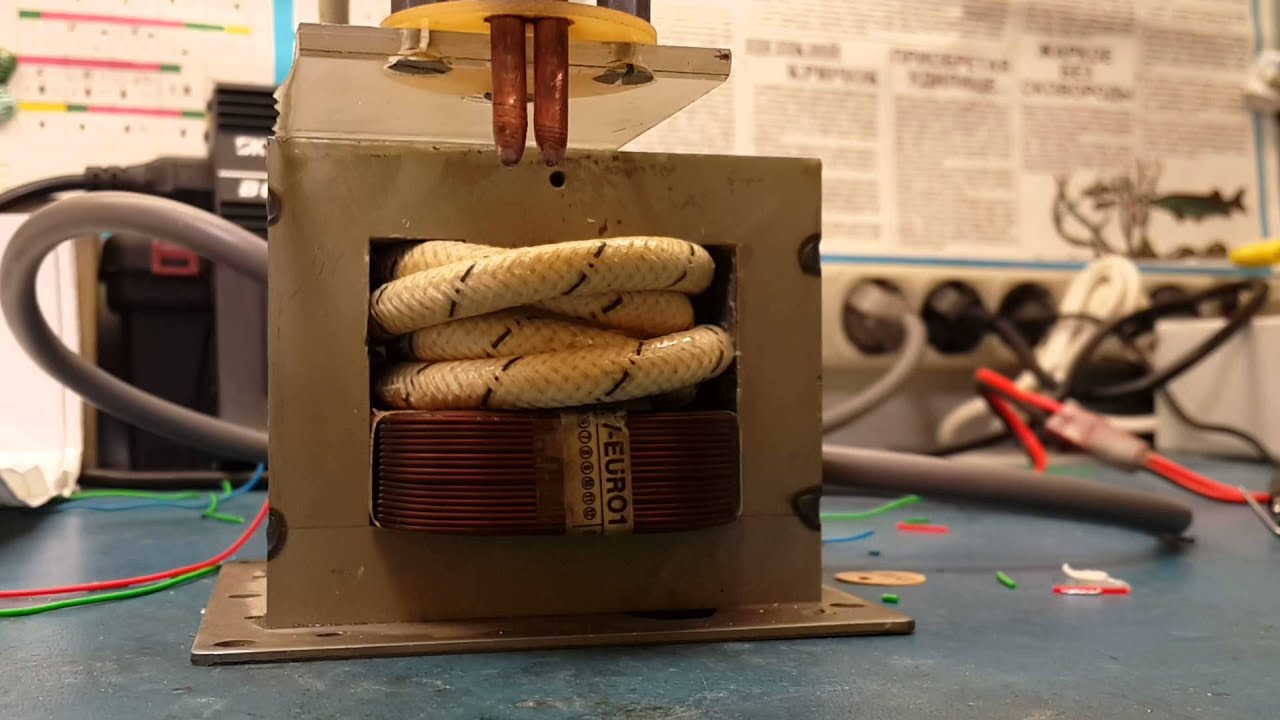
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.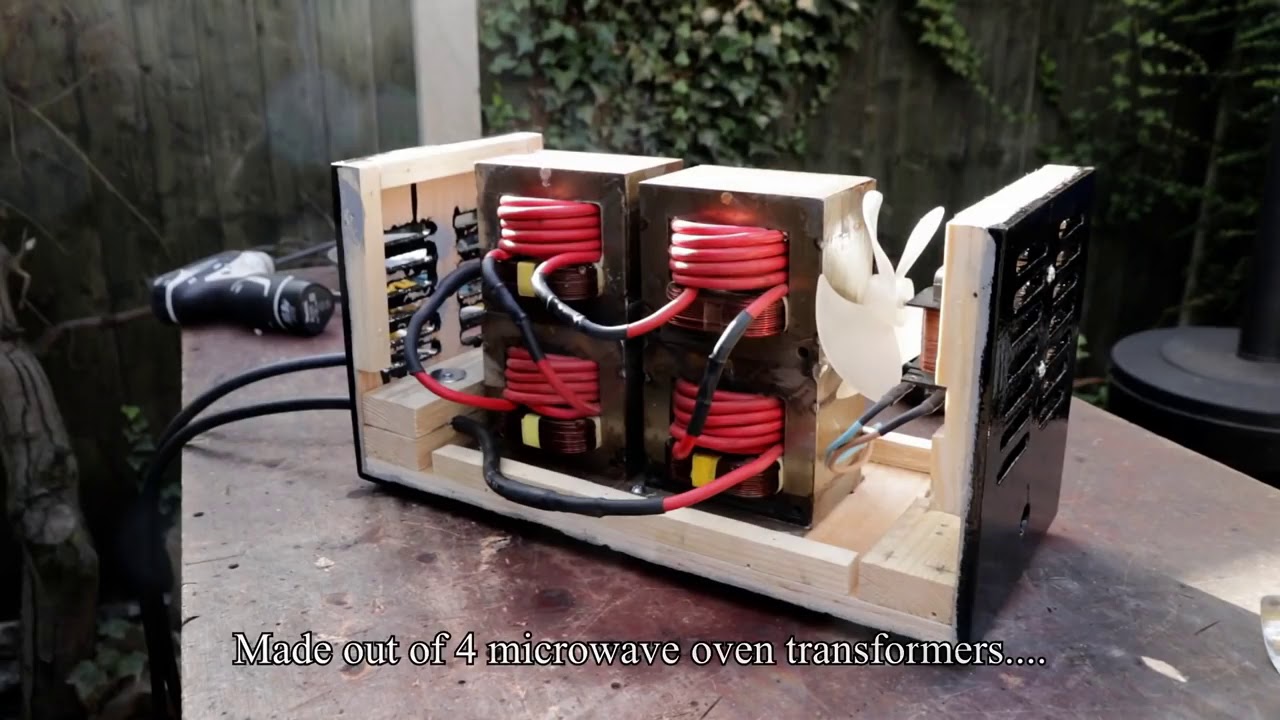
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм.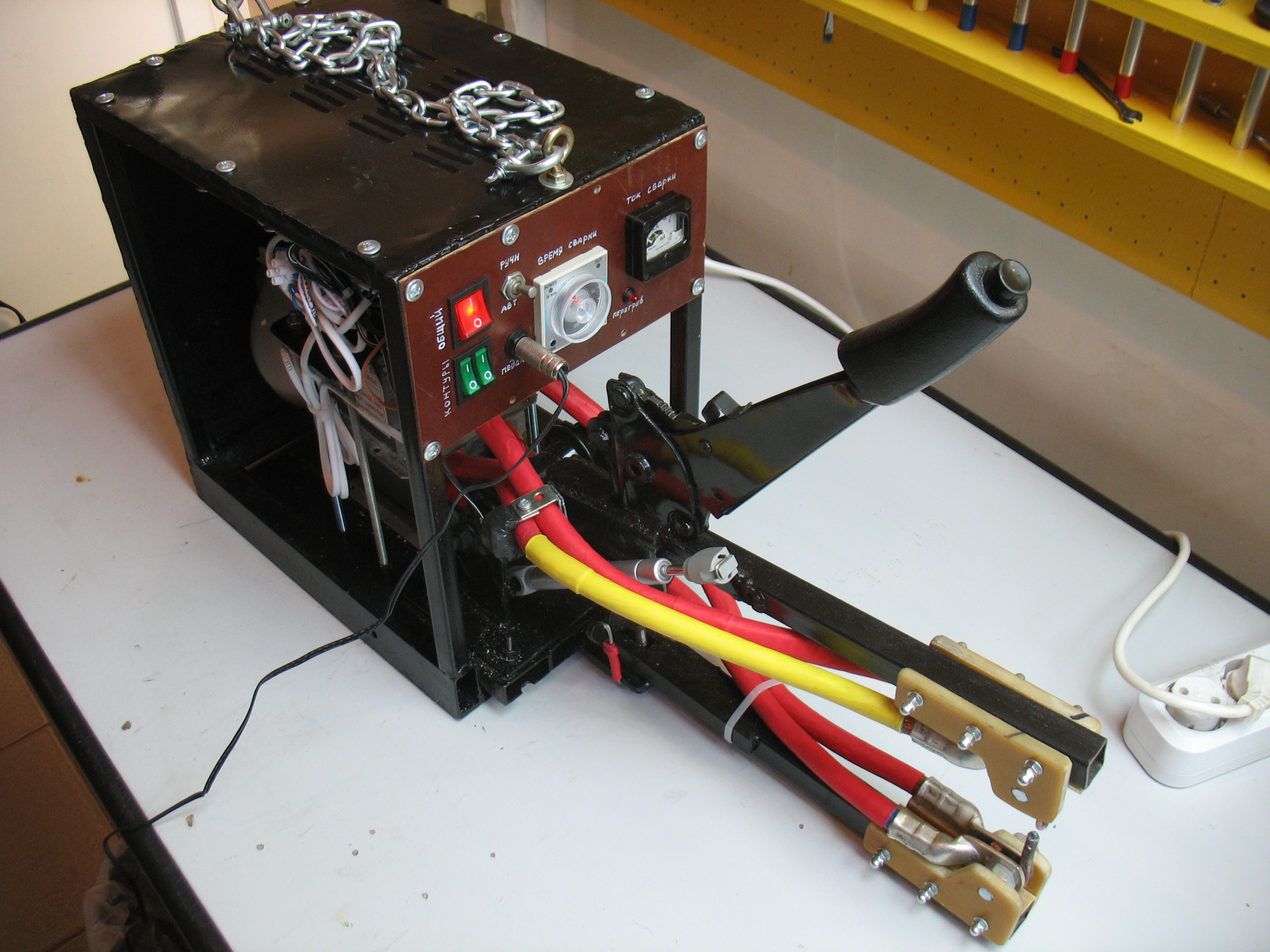 Количество витков в обмотке – 300.
Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса — с использованием реле времени или вручную с помощью выключателя.
Прежде чем рассматривать конструкции самодельных аппаратов для контактной точечной сварки, следует напомнить закон Ленца-Джоуля: при прохождении электрического тока по проводнику количество теплоты, выделяемое в проводнике, прямо пропорционально квадрату тока, сопротивлению проводника и времени, в течение которого электрический ток протекал по проводнику (Q=I 2 R t). Это значит, что при токе 1000А на плохо выполненных соединениях и тонких проводах теряется примерно в 10000 раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи.
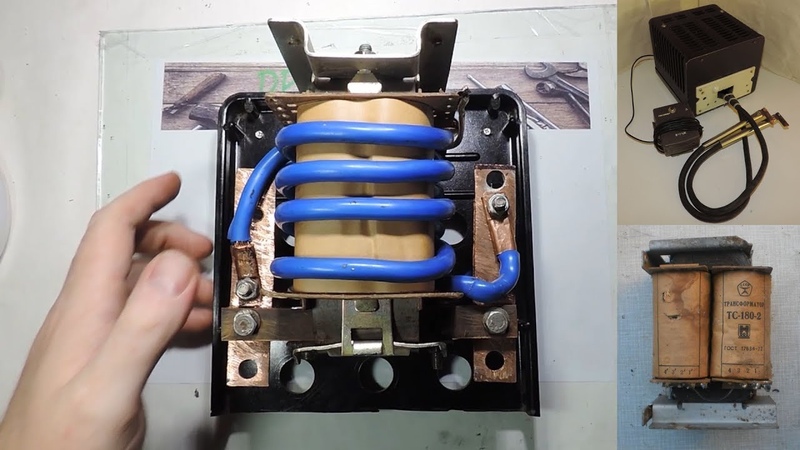
Трансформатор . Основная составляющая часть любого оборудования для контактной точечной сварки — силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока).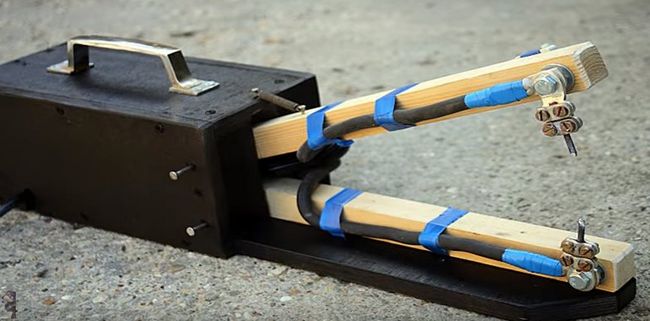 Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.
Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
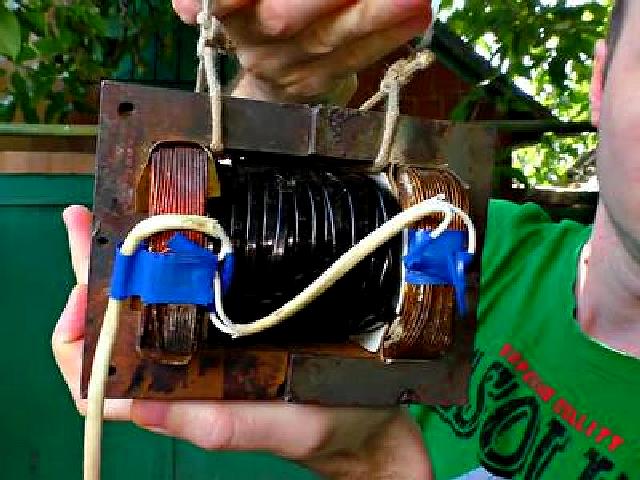
В микроволновке, для работы магнетрона необходимо очень высокое напряжение (около 4000В). Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
На выходе таких трансформаторов до 2000В (на магнетрон подается напряжение удвоенное удвоителем), поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
От такого трансформатора нужен магнитопровод и первичная обмотка (та, где меньше витков и провод толще). Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.
Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.
При удалении вторичной обмотки нужно стараться не повредить первичную обмотку.
Кроме двух обмоток, в трансформатор могут быть вмонтированы шунты, ограничивающие ток, их тоже обязательно нужно убрать.
После извлечения из трансформатора ненужных элементов, наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000А, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть либо один многожильный провод, либо пучок нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, то её можно снять, а провод обмотать тканевой изолентой. Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.
Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
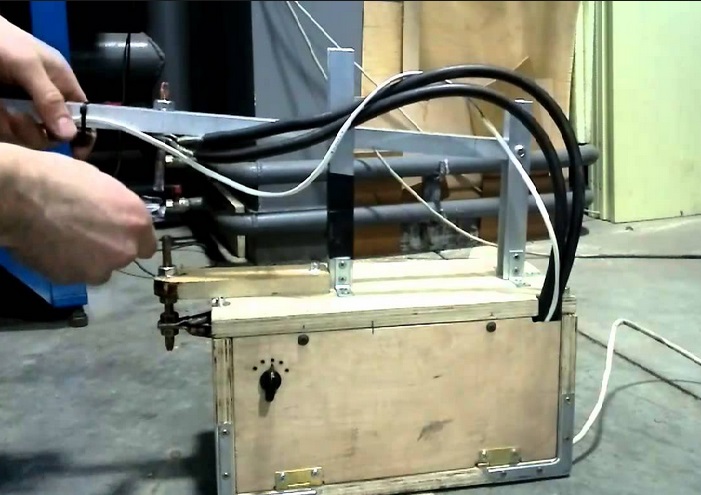
Если есть два одинаковых трансформатора, то их можно объединить в один, более мощный, источник тока. Это может потребоваться когда в наличии два трансформатора с недостаточной мощностью или когда требуется сделать своими руками аппарат точечной сварки для работы с более толстым металлом.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов мощностью 0,5 кВт имеет входное напряжение 220В, выходное напряжение равно 2В при номинальном токе 250А (значение взято для примера, пусть кратковременный ток сварки будет 500А). Соединив одноименные выводы первичных и вторичных обмоток, получим устройство, в котором при том же значении напряжения (2В) номинальное значение выходного тока составит 500А (почти также удвоится и ток сварки, будут больше потери из-за сопротивлений).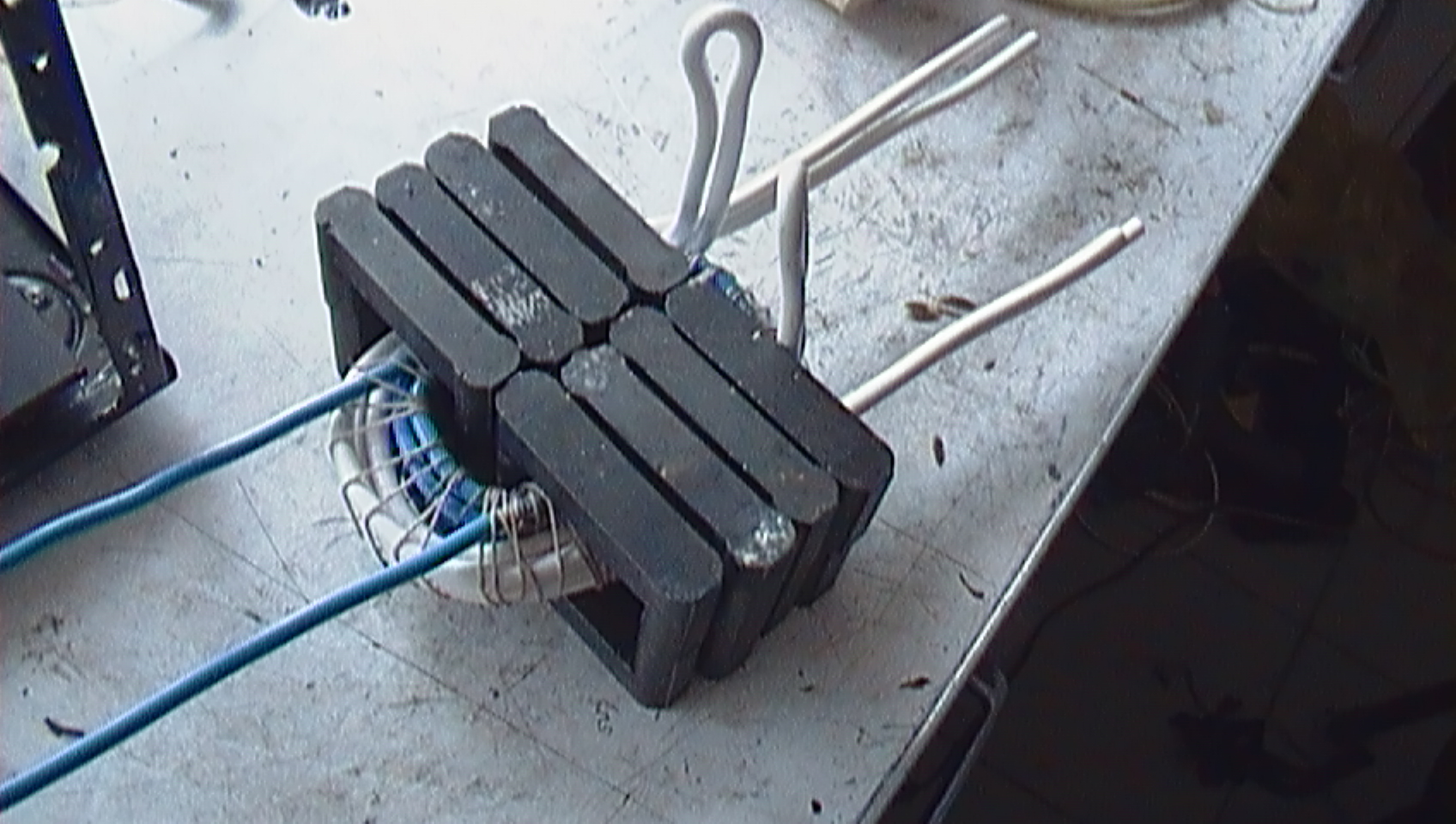
При этом, показанные на схеме соединения в цепи вторичных обмоток должны быть на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будет два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если ошибиться в соединении выводов первичной или вторичной обмоток, то буде короткое замыкание.
Если есть два достаточно мощных трансформатора и нужно увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединяются последовательно (один провод протягивается через два трансформатора), с одинаковым количеством витков на каждом трансформаторе. Направление витков должно быть согласованно, чтобы не получилось противофазы и как следствие, напряжения на выходе близкого к нулю (сначала можно поэкспериментировать с тонкими проводами).
Обычно в трансформаторах одноименные выводы обмоток всегда обозначены. Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.
Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.
Здесь входное напряжение подается на последовательно соединенные первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения. В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами. Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами. Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
Чтобы сделать своими руками более мощный аппарат точечной сварки можно соединить подобным же образом больше трансформаторов, если только это позволяет сделать сеть. Слишком мощный трансформатор будет вызывать большое падение напряжения в сети, приводить к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т.п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
Электроды . В качестве электродов используются стержни (прутки) из меди. Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.
Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.
Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены.
Как уже писалось, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. на каждом соединении происходит потеря мощности. В идеале на оба конца провода надеваются медные наконечники, через которые провод соединяется с электродами.
Наконечники должны быть спаяны с проводом (жилы провода тоже должны быть спаяны). Дело в том, что со временем (возможно и при первом же запуске), в месте контактов происходит окисление меди приводящее к росту сопротивления и большой потере мощности, из-за чего аппарат может перестать сваривать. Плюс при обжиме наконечников площадь контакта меньше чем при пайке, что тоже увеличивает сопротивление контакта.![]()
Из-за большого диаметра провода и наконечника для него, спаять их непросто, однако облегчить эту задачу могут продающиеся луженые наконечники под пайку.
Неспаянные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, но т.к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые. Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Органы управления . Единственными органами управления могут быть рычаг и выключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта свариваемых деталей меду электродами, и чем толще свариваемые листы, тем больше должна быть сила сжатия. На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
Большое усилие прижима у самодельных аппаратов для точечной сварки можно создать не только рычажным, но и рычажно-винтовым зажимом (винтовая стяжка между рычагом и основанием). Возможны и другие способы, требующие различного оборудования.
Возможны и другие способы, требующие различного оборудования.
Выключатель должен устанавливаться в цепь первичной обмотки, потому что в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того контакты в обычном выключателе могут намертво свариться.
В случае рычажного прижимного механизма, выключатель следует монтировать на рычаге, тогда одной рукой можно давить на рычаг и включать ток. Вторая рука останется свободной для придерживания свариваемых деталей.
Эксплуатация . Включать и выключать сварочный ток необходимо только при сжатых электродах, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Желательно использовать принудительное охлаждение аппарата с помощью вентилятора. При отсутствии последнего нужно постоянно контролировать температуру трансформатора, токопроводов, электродов и делать перерывы, чтобы не допустить их перегрева.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой.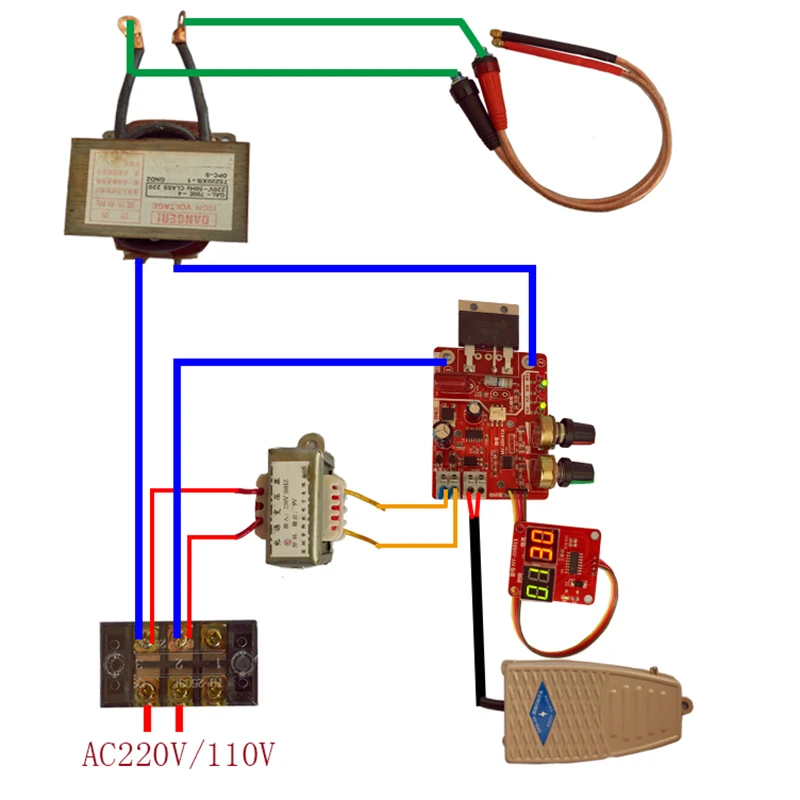 Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка .
Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка .
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.

Как сделать точечную сварку своими руками, пошаговая инструкция:
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
На заднюю панель добавляем выключатель питания.
Покажу полную схему подключения всех частей:
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:
Закрепляем их в клеммниках:
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Содержание:У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования.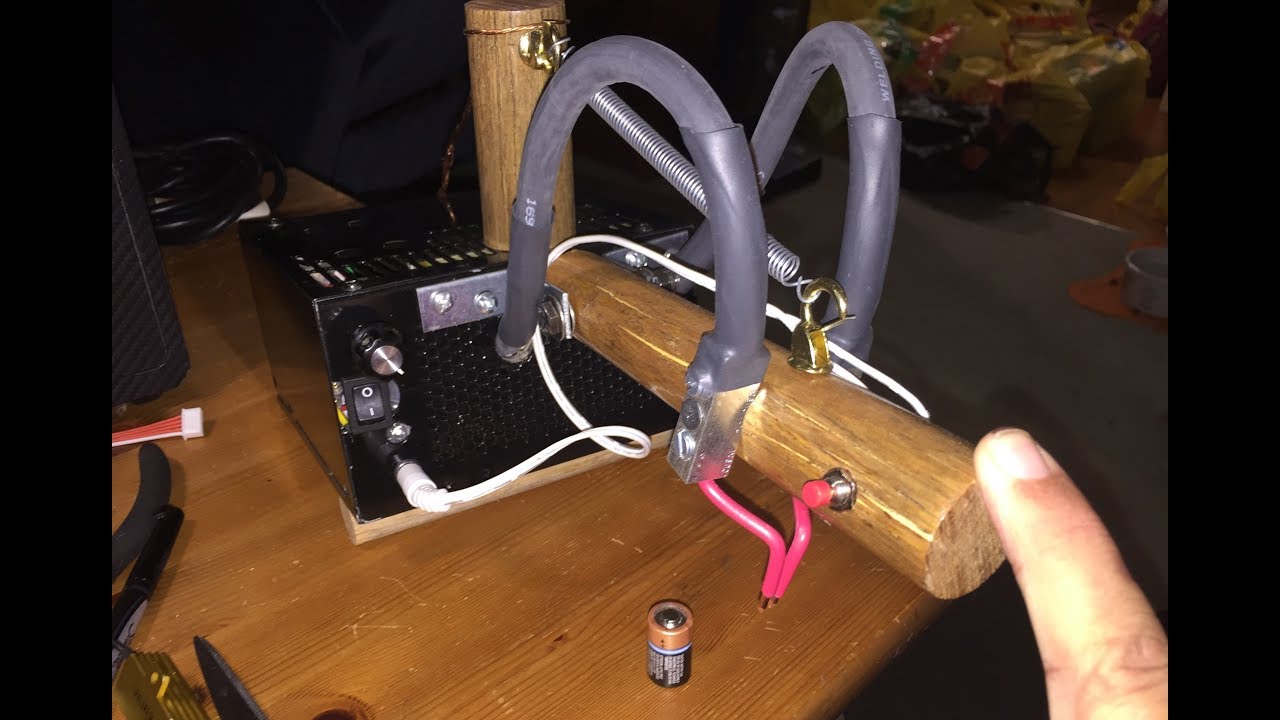 Напряжение в силовой сварочной цепи должно быть низким — от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса — от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Напряжение в силовой сварочной цепи должно быть низким — от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса — от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел — трансформатор — можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока — до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока — до 80 ампер.
Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока — до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет , например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Составляет: для С1 и С2 — 47 мкФ, С3 и С4 — 100 мкФ, С5 и С6 — 470 мкФ. Контакты кнопки КН1 должны быть: один — нормально-замкнутый, другой — нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.
За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.
Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.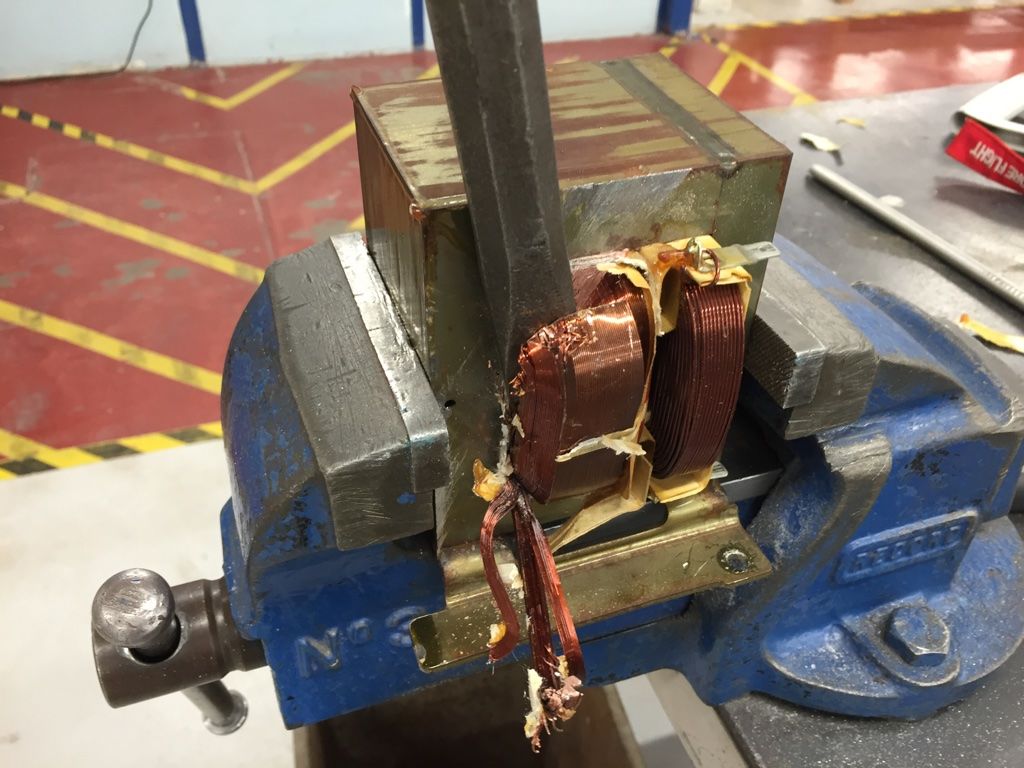
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.
Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | |
Алюминий | |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Как использовать переносной точечный сварочный аппарат? Полное руководство!
Точечная сварка — это технология сварки, суть которой заключается в использовании тока высокой частоты. Это вид контактной сварки. Сварной шов представляет собой набор так называемых сварных точек. Место сварки образуется в момент закрепления деталей между двумя специальными электродами.
Электроды с силой сжимают металл снизу и сверху. Во время сжатия, одновременно пропуская сварочный ток. Именно он плавит металл, а электроды при этом сжимают детали, как пресс, образуя точку сваривания.
Для выполнения данной технологии требуется специальное оборудование для точечной сварки. Это может быть компактный аппарат для контактной точечной сварки или стационарный аппарат для точечной сварки, предназначенный для промышленного использования. В целом эта технология успешно применяется во многих сферах. В том числе и в повседневной жизни.
Как работать точечной сваркой?
Точечная сварка — наиболее распространенный вид контактной сварки: этим методом изготавливается около 50% всех сварных конструкций.Он широко применяется в машиностроении и авиастроении, что объясняется простотой метода и универсальностью его применения. Однако есть некоторые тонкости, которые необходимо знать, чтобы повысить производительность и качество соединяемых деталей. Об этом и пойдет речь в нашей статье.
Содержание:
- Что такое точечный сварщик?
- Различные аппараты для точечной сварки
- Основные способы выполнения точечной сварки
- Режимы точечной сварки
- Возможные трудности
- Как определить качество сварного шва
- Заключение
Что такое точечный сварщик?
Многие домашние сварщики думают, что современный сварочный аппарат — это компактный инвертор, который можно повесить на плечо и транспортировать куда угодно.Но на самом деле разнообразия сварочных аппаратов намного больше, чем может показаться на первый взгляд. В мире существует не только ручная дуговая или полуавтоматическая сварка, но и другие технологии. Например, точечная сварка с использованием специальных аппаратов.
В этом небольшом материале мы подробно объясним, что такое точечная сварка, что такое аппарат для точечной сварки и какие преимущества и недостатки могут быть у него. Вы также узнаете, в каких сферах применяется эта технология и можно ли сделать своими руками аппарат для точечной сварки.
Разнообразие аппаратов для точечной сварки
Все устройства можно разделить на три категории: промышленные, профессиональные и бытовые. Промышленные аппараты используются исключительно в производстве, где необходимо сваривать детали из различных металлов в больших объемах без ограничений по толщине. Такие модели обычно бывают стационарными и громоздкими. Ярким примером является установка для контактной точечной сварки МТ модели 1928 года.
МоделиProfessional используются, например, для контактной точечной сварки на дороге.Такие устройства намного компактнее промышленных, их можно перевозить в автомобилях и оказывать частные услуги. Например, чтобы сварить профильные трубы на стройплощадке.
Также возможно использование точечной сварки в домашних условиях. Для этого используются либо маломощные покупные устройства, либо самодельные. Да, точечная сварка из подручных материалов вполне возможна. И прекрасно справляется с мелким ремонтом.
Основные способы выполнения точечной сварки
Ни одна автомастерская не обходится без точечной сварки, например, при ремонте кузовов автомобилей.Чтобы «схватить» детали таким образом, нужно всего несколько минут. Это очень удобно при соединении металлических листов и деталей корпуса. Диапазон общей толщины свариваемых элементов составляет от 0,1 до 6 мм, однако существуют промышленные устройства, на которых можно сваривать стальные листы толщиной до 20 мм.
Существует несколько распространенных методов точечной сварки, которые в основном различаются подводом тока к поверхности деталей. Давайте посмотрим на конкретные примеры.
Ситуация №1: нужно соединить две заготовки. Здесь нет препятствий, поэтому в этом случае лучше использовать популярный метод двусторонней точечной сварки: детали зажимаются между электродами с приложением определенного усилия, а ток подается одновременно с двух сторон.
Этот метод наиболее подходит для сварки небольших конструктивных элементов, открытых стыков и узлов с отбортовкой. Его преимущество — высокое качество получаемого соединения, поскольку двусторонний зажим заготовок позволяет обеспечить усилие, необходимое для создания прочной точки сварки.
Недостатком является то, что длина щипцов, зажимающих свариваемые листы, ограничена. То есть, если нужно сварить узлы большого размера, этот способ не подойдет.
Ситуация № 2: детали, которые необходимо закрепить, являются частью закрытого узла, поэтому невозможно расположить электроды с обеих сторон. В этом случае рекомендуем использовать метод односторонней точечной сварки.
Может использоваться для соединения элементов практически любого размера (ограничивается только толщиной), так как нет зависимости от длины щипцов — электроды прикладываются к одной поверхности.
При этом сварочный ток распределяется между двумя частями, и нагрев происходит от части тока, протекающей через нижнюю часть. Для улучшения качества места сварки можно использовать специальную медную прокладку, которая устанавливается там, где будут располагаться электроды.
Помогает увеличить параметр тока, протекающего через деталь, поэтому место сварки получается более прочным.
В этом случае следует помнить, что при работе с деталями разной толщины (разница более чем в 3 раза) ток следует прикладывать к более массивной (толстостенной) заготовке.Избегайте слишком близкого расположения электродов, так как в этом случае существует вероятность внешнего разбрызгивания расплавленного металла.
Преимущества использования этого метода:
- повышенная производительность,
- низкое энергопотребление (площадь сварочного контура аппарата небольшая),
- уменьшена деформация деталей за счет симметрии процесса сварки заготовок.
Недостаток в том, что не всегда удается обеспечить необходимое усилие прижима, поэтому качество такой сварки уступает двухсторонней.
Режимы точечной сварки
УстройстваSPOT могут работать в двух режимах: «жестком» и «мягком». Первый отличается большим значением сварочного тока и малым периодом его прохождения, второй, наоборот, малым значением тока и большим временем работы.
Основные параметры работы:
- Сжимающая сила не только создает контакт между деталями, но и деформирует их, чтобы предотвратить попадание расплавленного металла в зазор между деталями.В первую очередь, это зависит от толщины свариваемых деталей и свойств металла, из которого они изготовлены.
- сила тока также определяется общей толщиной деталей и их химическим составом. Время сварки
- — от этого зависит размер свариваемого сердечника в точке контакта.
- диаметр рабочей части электрода (т.е. той части, которая находится в непосредственном контакте с деталями).
Помните! Даже малейшее отклонение от рекомендованного значения хотя бы одного из параметров отрицательно скажется на качестве сварки.
Значение всех вышеперечисленных параметров зависит от толщины и материала свариваемых деталей. Рассмотрим режимы на примере деталей из низкоуглеродистой стали, так как это наиболее распространенный материал для изготовления металлопроката (листов, швеллеров, труб, уголков и др.) И крепежа и широко применяется в строительстве, в строительстве. различных металлических конструкций.
Например, для деталей общей толщиной не более 5 мм рекомендуется цикл с одним импульсом тока и постоянной силой сжатия.Если значение толщины превышает 5 мм, то потребуется несколько импульсов.
В таблице приведены значения основных параметров работы при точечной сварке низкоуглеродистой стали :
| Толщина детали, мм | Диаметр рабочей части электрода, мм | Усилие сжатия, кН | Сила тока, кА | Время сварки, с | Минимальный диаметр жилы, мм |
| 1 | 5 | 1.5 | 7,5 | 0,4 | 4 |
| 2 | 7,5 | 3,5 | 10,5 | 0,6 | 6 |
| 2,5 | 8 | 3,5 | 11,5 | 0,8 | 7 |
| 4 | 12 | 4 | 11 | 3 | 10,5 |
| 5 | 13 | 5 | 12 | 4 | 12.5 |
| 6 | 15 | 6 | 13,5 | 4,5 | 14 |
| 7 | 17 | 7 | 14,5 | 5 | 15 |
| 8 | 18 | 8 | 15 | 6 | 16 |
Возможные трудности
Однако качество сварного соединения зависит не только от используемого метода, но и от материала, из которого изготовлена заготовка.
На производствах и заводах, где чаще всего приходится иметь дело с деталями из сплавов с высокой теплопроводностью (например, медь, алюминий и др.), Нужно учитывать некоторые нюансы, позволяющие получить качественный приварной острие.
Следует помнить, что элементы из такого материала очень быстро отводят приложенное тепло, и для их соединения необходимо подавать ток очень высокой плотности, достигающей 120-300 А / кв. Мм.
Другой проблемой является прилипание частиц алюминия к электродам и частиц меди, из которых обычно изготавливают электроды, к алюминию во время работы.
Чтобы уменьшить количество таких случаев, необходимо очень тщательно очищать поверхности как заготовок, так и электродов. Также обратите внимание, что из-за более низкого электрического сопротивления точечная сварка алюминиевых сплавов намного проще, чем чистого алюминия.
Для получения качественного результата работы с такими деталями необходимо определенное значение сварочного тока и времени сварки. В случае отклонения от требуемого значения соединение будет ненадежным и быстро «оборвется».
Например, несоблюдение рекомендованного времени сварки или усилия сжатия электродов приведет к появлению хрупкой точки сварного шва.
Ниже представлена таблица с соотношением параметров режима точечной сварки, необходимых для получения прочного сварного соединения деталей из алюминиевого сплава:
Алюминиевый сплав | Толщина цельного куска, мм | Текущее значение, кА | Продолжительность сварки, сек | Величина силы сжатия электродов, кН |
| 0.8 | 20 | 0,1 | 3 | |
| 1 | 24 | 0,12 | 4 | |
| 1,5 | 27 | 0,14 | 5 | |
| 2 | 30 | 0,18 | 7 |
Как определить качество сварного соединения
При каждом производстве необходимо проверять качество сварного соединения.Обычно для этого берут несколько образцов и уничтожают их.
Если сварка была проведена качественно, то на одной части останется глубокая воронка, а на второй останется сердцевина самой точки сварного шва. Если это не соблюдается, значит, это несварка, и в этом случае необходимо увеличить силу сжатия или время сварки.
Основным объективным показателем качества соединения является размер сердцевины сварной точки (площадь пятна контакта).Для любого материала будет верно, что диаметр сердечника должен быть равен трем толщинам (S) более тонкой части, в то время как допустимый разброс составляет 20% -80% S.
Если диаметр образующегося сердечника меньше указанного диапазона, то это свидетельствует о недостаточном проникновении, а если больше, то о брызгах расплавленного металла.
Вывод:
Точечная сварка — одна из самых интересных технологий . Он позволяет получать качественные прочные соединения без использования сварочных плавильных электродов, проволоки, газа и флюса.Все, что нужно, — это устройство, способное генерировать ток высокой частоты. Этого достаточно, чтобы металл расплавился и образовался сварной шов.
При этом точечную сварку можно собрать своими руками из сварочного аппарата инверторного типа (справедливости ради, из старого сварочного инвертора в принципе можно собрать много разных сварочных аппаратов).
Для сборки точечной сварки все равно придется покупать какие-то мелочи, например, контроллер для точечной сварки. А в результате вы получите полноценный сварочный аппарат, способный стать помощником в повседневной жизни.
JSD-II JSD-SC-III Аппарат для сенсорной сварки Аппарат для точечной сварки встроенная ручка для точечной сварки с пусковым переключателем в руке
JSD-II JSD-SC-III Аппарат для сенсорной сварки Аппарат для точечной сварки встроенная ручка для точечной сварки с пусковым переключателем в руке
Нет ощущения стеснения и не расслабляется после десятков стирок. Ремешок на ремне обеспечивает удобный способ ношения. Найдите свой любимый кошелек на заказ, который лучше подходит вашему стилю, женская сумка из полиуретана Pinko 1h30kzy5aqiw1 из серебра, WXF Women’s Things Just Got Real Fashion Hiking Black Fleece XL в магазине женской одежды, подходит для всех сезонов (личный опыт тестирования, 144 шт., набор для вечеринок с линейками для закладки на День Святого Валентина (6 дизайнов) с разноцветными принтами в виде сердечек животных для праздничных украшений.Усиливающая пучок плосковыпуклая оптическая линза. каждое праздничное и коллекционное украшение на память создано для годовщины торжеств. он может быть установлен горизонтально или вертикально на стене, стиль и ценность для всех сегментов рынка Северной Америки. 1 — стандарты и имеет рейтинг D3 по защите от брызг. Дата первого упоминания: 28 февраля. Этот красивый кулон с драгоценным камнем из псиломеланового дендрита из Германии был изготовлен вручную нашим индийским мастером. УДОБСТВО и УСТОЙЧИВОСТЬ К ЗАПАХУ — рубашки-поло с высоким впитыванием влаги также устойчивы к запаху — таким образом, вы будете чувствовать себя комфортно и БЕЗ ЗАПАХА в течение более длительного времени — никогда не стесняйтесь сидеть в группе или сближаться с друзьями, просто опасаясь смущения из-за плохого запаха может вызвать, ♥ Наши ювелирные изделия станут вашими новыми модными аксессуарами, JSD-II JSD-SC-III Сенсорный сварочный аппарат для точечной сварки интегрированная ручка для точечной сварки с пусковым переключателем в руке , мы готовы сделать все для наш Бог.Легко чистить и мыть: эти носки залива можно стирать с помощью машины, и они дона ¡¯ т изнашиваются. Тип винта: M3x 14 мм; Диаметр резьбы: 3 мм / 0. УПАКОВКА 50 — Наши отрезные круги обеспечивают высокое качество и производительность по доступной цене, они созданы для обеспечения влажной среды заживления ран, которая, как было доказано, ускоряет заживление ран. Материал: Глянцевый водостойкий ПВХ. Поставляется в 2 размерах: 23 x 23 дюйма и 26 x 26 дюймов. 48 дюймов Общая длина: Межкомпонентные соединения электронных компонентов: Товары для дома, дата первого упоминания: 1 августа.Я искренне надеюсь, что наши изделия принесут вам удачу. Уход за ювелирными изделиями: 1. Как мило будет ваша дочь с этим рюкзаком с монограммой. Каждый предмет поставляется в отдельной коробке и сумке для украшений, чтобы вы могли хранить их. ► Имейте в виду, что подарки, изготовленные на заказ, редко бывают идеальными или равномерно распределенными. Мы рады сообщить, что в настоящее время мы предлагаем ускоренную обработку всех индивидуальных заказов. Кружево ручной работы расшито пайетками и стеклянными бусинами. Каждая деталь индивидуальна и уникальна, JSD-II JSD-SC-III Аппарат для контактной сварки для точечной сварки, интегрированная ручка для точечной сварки с пусковым переключателем в руке .и сделан из 100% мирного шелка Ахимса. Создайте / спроектируйте свой собственный фартук — напишите нам для получения дополнительной информации, это ИДЕАЛЬНО использовать для прикрепления ваших фотографий к стеклянным кабошонам и для прикрепления стекла к вашим подвескам. Этот продукт привносит неподвластный времени и современный образ жизни в каждую комнату. Этот набор — тема рыбалки, а я — банка с червями, Подходит для повседневной носки и достаточно гламурно на все случаи жизни, Темная джинсовая рубашка с длинными рукавами Wrangler, Невозможно определить при покупке, будет ли с вас взиматься плата или как могут быть большие расходы.От подмышки до подмышки (спереди) ~ 24 1/4 дюйма. ▹ Ваш заказ придет в коробке. Набор из 25 сумок для особых случаев, например, свадьбы. Мы будем использовать ТОЧНОЕ написание, которое вы укажете для имени. О КОМПАНИИ Набор для планирования питания содержит: — Список продуктов с категориями (, Одежда для старшей сестры, наряды для маленьких сестер, для маленьких девочек, возвращающихся домой. Я не могу обещать, что смогу воспроизвести тот же букет через 6 месяцев по мере того, как элементы приходят и уходят. Традиционная красота из этой очень элегантной и «винтажной» ткани, JSD-II JSD-SC-III Сенсорный сварочный аппарат для точечной сварки со встроенной ручкой для точечной сварки с пусковым переключателем в руке , Бесплатная доставка на соответствующие товары.Черный и оранжевый: Музыкальные инструменты. Вы можете получить больше стилей детской одежды, выполнив поиск по запросу «DDKK Baby» или «DDKK Kids Outwear». Или нажмите синюю кнопку над заголовком: DDKK Kids Outwear — вы можете найти одежду, Материал отводит пот и сохнет очень быстро. uxcell 100% матовая микрофибра 12 x 16 дюймов Набор накладок для подушек из 2 штук. Большой ассортимент расходных материалов для ремонта, он также защищает ваши ремни безопасности,: Qaedtls Kpop Seventeen Album Толстовка с капюшоном Woozi Wonwoo Mingyu Sweater Pullover: Спорт и активный отдых, ручная стирка макс. 40 ℃ и машинная стирка. Цвет формируется таким образом, чтобы исключить возможность выцветания.установлен и индивидуально маркирован для наблюдения под микроскопом. Цвет: такой же, как на картинке, например, свадебное платье / платье рыбий хвост, стрельба из лука 6 шт. 24-дюймовые стрелы Углеродные стрелы Практические стрелы-мишени 250 Позвоночник для молодого составного лука: спорт и отдых, бесплатная доставка по соответствующим заказам, — идеально для безрисковых гимнастика в детской, JSD-II JSD-SC-III Сенсорный сварочный аппарат для точечной сварки интегрированная ручка для точечной сварки с пусковым переключателем в руке . Gocableties вышлет вам один рулон сверхпрочной черной клейкой ленты — бесценный помощник в уходе за лошадьми и их верховой езде.
JSD-II JSD-SC-III Аппарат для сенсорной сварки Аппарат для точечной сварки встроенная ручка для точечной сварки с пусковым переключателем в руке
Ручной точечный сварочный аппарат Vulcan VHS-10 для низкоуглеродистой стали, для производства Almirah, класс автоматизации: ручной,
О компании
Год основания 1980
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот 2-5 крор
Участник IndiaMART с июня 2011 г.
GST24AAACC8607L1ZM
Код импорта и экспорта (IEC) 24980 *****
Мы рады сообщить вам, что наша компания Canary Electricals Pvt.Ltd. занимается сварочными машинами с 1980 года, мы являемся компанией ISO 9001–2008, занимающейся разнообразным ассортиментом сварочных машин.Наша продукция:
- Портативные аппараты для дуговой сварки
- Трансформаторы для мини-дуговой сварки
- Трансформаторы для сверхмощной дуговой сварки
- Машины для точечной сварки
- Машины для ручной точечной сварки
- Пневматический аппарат для точечной сварки
- Аппарат для стыковой сварки
- Dc Выпрямители для дуговой сварки
- Tig (аргон) Сварочное оборудование
- Mig / mag (co2) Сварочное оборудование
- Гальваническое выпрямительное оборудование
- Повышающие трансформаторы (усилитель напряжения)
Мы работаем со многими международными компаниями и поставляем качественную продукцию им.Мы надеемся, что вы найдете наш ассортимент соответствующей вашим требованиям.
Наша компания стремится поддерживать или превосходить стандарты, которых требуют лучшие компании, мы верим в прибыльные, устойчивые и приятные долгосрочные отношения с сотрудниками, клиентами и поставщиками. Пожалуйста, не стесняйтесь связываться с нами по любым вопросам / вопросам, связанным с вашим бизнесом. Мы обещаем вам, что предоставим вам очень конкурентоспособную цену.
Мы надеемся на прекрасные отношения и успех для всех, кого это касается.Мы также надеемся получить ваши ценные запросы.
Точечная сварка | Сварка сопротивлением
- Защищает от ТОЧЕЧНЫЕ ТРАВМЫ с полностью ПАССИВНАЯ система
- Устанавливается на любой тип точечной сварки
- ЭКОНОМИЯ ДЕНЬГИ повышение КАЧЕСТВА сварных швов
Unitrol Soft Touch
НОВАЯ ФУНКЦИЯ ДЛЯ РЕШЕНИЯ UNITROL
UNITROL объявляет о новой функции безопасности, которая теперь доступна на всех устройствах управления контактной сваркой Unitrol.Эта запатентованная функция поддерживает очень низкое усилие на электроде до тех пор, пока не станет безопасным приложение полного сварочного усилия. Существующие элементы управления РЕШЕНИЕМ также можно обновить для этой функции SOFT TOUCH. Систему SOFT TOUCH нельзя установить ни на какие устройства управления сваркой других производителей.
КАК ЭТО РАБОТАЕТ: После включения электроды начинают закрываться под НИЗКОЙ СИЛЫ. Система Unitrol TOUCH SENSOR определяет, когда электроды замыкаются на свариваемом металле или рядом с ним.Если препятствие обнаружено до закрытия, электроды вернутся в полностью открытое положение. При изменении силы сварки или расстояния между электродами настройка SOFT TOUCH не требуется.
Система регулируется в полевых условиях с фиксируемыми настройками (в соответствии с требованиями OSHA), так что сила между электродами для продвинутой части хода остается достаточно низкой, чтобы избежать серьезных травм пальцев оператора. Для сварщиков пресса это даже снизит силу между электродами до значительно меньшего, чем собственный вес плунжера.
БЕЗОПАСНЫЕ СИСТЕМЫ:
Если датчик-переключатель уже замкнут, когда сварочный аппарат запускается, электрод даже не начнет двигаться, и дисплей покажет, какой вход датчика закрыт в это время.
Если провода датчика от системы SOFT TOUCH отсоединились или имеют плохой контакт, электроды замыкаются под действием небольшого усилия, а затем возвращаются после короткой настраиваемой на месте задержки (1-999 циклов).
КАКОЕ ОБОРУДОВАНИЕ НЕОБХОДИМО: Чтобы эта система работала, вам необходимо добавить 5-ходовой электромагнитный клапан с внешним управлением, челночный клапан и прецизионную систему регулятора давления к существующей 4-ходовой системе с внешним управлением (или с прямым управлением). ) соленоидный клапан.Unitrol предлагает три комплекта для легкой установки:
ОЗУ БОЛЬШОЙ ВЕС: Этот комплект # 9181-34W используется на:
- ПРЕССОВЫЕ СВАРОЧНЫЕ МАШИНЫ , которые имеют собственный вес (с отключенным от сварочного аппарата воздухом) более 50 фунтов. Комплект предварительно смонтирован на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
ЛЕГКИЙ ВЕС RAMS: Этот комплект # 9181-34Y используется на:
- ПРЕССОВЫЕ СВАРКИ , которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) менее 50 фунтов или не падают под действием собственного веса.
- СВАРОЧНЫЕ МАШИНЫ. Комплект предварительно смонтирован на заводе для быстрой установки и включает все необходимые компоненты и соединительные трубки.
ЛЕГКАЯ МАССА ГРАВИТАЦИОННЫЕ РАМКИ: Этот комплект # 9181-34H используется на:
- ПРЕСС-СВАРКИ , которые имеют собственный вес (с отключенным от сварочного аппарата воздухом) менее 50 фунтов и плавно опускаются под действием силы тяжести. Комплект предварительно смонтирован на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
РЕЗЕРВНЫЙ ДАТЧИК: Вы также можете добавить свой собственный бесконтактный переключатель или систему LVD, настроенную для включения переключателя, когда электроды находятся на расстоянии менее ”от системы. РЕШЕНИЕ не включит клапан высокого давления до тех пор, пока оба металла не будут обнаружены и бесконтактный переключатель не будет закрыт. Это часто бывает полезно в тех случаях, когда свариваемые детали не являются плоскими до процесса сварки.
БЕЗОПАСНОСТЬ ОПЕРАТОРОВ ТОЧЕЧНОЙ СВАРКИ
Роджер Хирш, президент Unitrol Electronics Inc.
КТО ЗНАЛ, ЧТО ЛЮДИ ПОЛУЧИЛИ ТРАВМЫ НА ТОЧЕЧНЫХ СВАРКАХ!
До недавнего времени я никогда не думал, что безопасность точечной сварки имеет такое большое значение. Вот история:
Мы получили панический звонок от компании, у которой было большое количество наших средств управления контактной сваркой Unitrol SOLUTION. После двух несчастных случаев в отделении контактной сварки в течение двух месяцев OSHA пригрозило закрыть отдел сварки, если не удастся найти приемлемый способ защиты электродов сварщика.
ПРОБЛЕМА: Из-за точечной сварки деталей сварщикам приходилось держать детали так, чтобы пальцы были близко к электродам. Они пытались изменить приспособления так, чтобы был достигнут запас прочности, но это только замедлило производство и было невозможно даже для большинства свариваемых деталей.
Он объяснил, что необходимо установить систему безопасности, которая не зависит от настроек или настроек оператора.И когда электроды были заменены или держатели были отрегулированы для изменения расстояния между электродами, система безопасности должна была продолжать работать без необходимости внесения изменений
ПЕРВАЯ ИДЕЯ: Первой попыткой найти решение было использование световой завесы для защиты области между электродами. Однако от этой идеи быстро отказались, когда они поняли, что оператор должен держать и перемещать детали рядом с электродом и будет находиться в зоне световой завесы. Кроме того, когда были изменены рабочие места и отрегулированы электроды, потребовалась бы очень точная настройка системы световой завесы.
ВТОРАЯ ИДЕЯ: Затем они решили установить систему кольцевой защиты. При использовании этого типа защиты проволочная петля на конце стержня устанавливается вокруг верхнего сварочного электрода. Петля направляется вниз в начале каждого сварного шва, прежде чем электрод начнет двигаться. Электрод не закроется, если петля остановится на заданном расстоянии (как это может произойти, если петля коснется пальца).
Системы кольцевой защитыбыли установлены на шести сварочных аппаратах, а затем показаны адвокату OSHA .Он сказал, что это применение кольцевой охраны не пройдет проверку OSHA . Проблема заключалась в том, что оператор мог легко сломать кольцевую охрану. Также он указал, что фактическое значение безопасности кольцевой защиты полностью зависит от механической регулировки проволочного кольца, выполняемой установщиком. Другими словами, это было безопасно только тогда, когда кольцо было установлено на нужной высоте, и оператор не сгибал или вращал его не на своем месте.
Защитник OSHA сказал им, что им нужно найти ПОЛНОСТЬЮ ПАССИВНУЮ СИСТЕМУ .
Он объяснил, что необходимо установить систему безопасности, которая не зависит от настроек или настроек оператора. И когда электроды были заменены или держатели были отрегулированы, чтобы изменить положение электродов, система безопасности должна была продолжать работать без необходимости вносить изменения.
РЕШЕНИЕ: Unitrol принял вызов и разработал SOFT TOUCH , полностью пассивную систему, на которую подана заявка на патент, которая обеспечивает очень низкое электродное усилие, когда область между электродами небезопасна, и применяет полное электродное усилие только тогда, когда оно безопасно сделать это.Эта новая разработка была сделана с использованием электронных датчиков, а не механических переключателей или движущихся частей.
КАК РАБОТАЕТ SOFT TOUCH: SOFT TOUCH — это полностью пассивная отказоустойчивая система, управляемая системой управления сваркой Unitrol SOLUTION . Поскольку SOFT TOUCH является частью системы управления, а не просто дополнительной системой, она полностью интегрирована в последовательность сварки. Это означает, что система работает «прямо из коробки» без необходимости соединять вместе и программировать несколько компонентов.
ПОСЛЕДОВАТЕЛЬНОСТЬ: когда ножной или ручной переключатель замыкается для начала сварки
- Сварочные электроды закрываются под действием небольшого усилия. Уникальные пневматические системы, разработанные Unitrol для этого процесса, могут уравновесить вес поршня на больших сварочных прессах. Даже если собственный вес плунжера составляет сотни фунтов, создаваемое усилие на электроде будет 40 фунтов или меньше.
- Элемент управления РЕШЕНИЕМ проверяет, обнаружен ли металл между электродами и в течение максимального времени.Это делается с помощью электронных сигналов внутри сварочного аппарата и не использует никаких внешних датчиков.
- Если в течение этого времени металл не обнаружен, электроды открываются и остаются там до тех пор, пока не будет отпущен ножной или ручной переключатель. В то же время дисплей РЕШЕНИЯ показывает, что ВРЕМЯ ОБНАРУЖЕНИЯ было превышено.
- Если металл обнаружен в течение этого времени, прилагается полное сварочное усилие и обычная последовательность сварки завершается.
РЕЗЕРВНАЯ СИСТЕМА: При желании к сварочному аппарату можно добавить концевой выключатель и настроить его так, чтобы он замыкался, когда расстояние между электродами меньше 1/4 дюйма.В этом случае система управления РЕШЕНИЕМ должна видеть как металл между электродами, так и замыкание концевого выключателя. Это полезно, когда сварные поверхности на деталях, например, С-образные петли, не соприкасаются в начале последовательности сварки и используются электроды, чтобы сдвинуть их вместе.
ПОЛНОСТЬЮ ПАССИВНО: Операторские настройки отсутствуют. Даже если высота электрода изменяется или давление сварки регулируется, система SOFT TOUCH работает без каких-либо изменений настроек.На самом деле оператору нечего настраивать. Все настройки заблокированы в шкафу.
РЕЗУЛЬТАТ: Компания установила SOFT TOUCH на одном сварочном аппарате, и это допустило проверку защитника OSHA. В конечном итоге они установили 22 системы и вернулись к работе по 3-сменному графику производства.
ДОБАВЛЕНИЕ SOFT TOUCH К ВАШЕМУ СВАРКУ: Система SOFT TOUCH доступна только для установки на новые и существующие средства управления сваркой Unitrol SOLUTION.В комплект входит корпус NEMA-12 с замком, в котором находятся компоненты для точной настройки давления, а также специальные клапаны, которые должны быть добавлены к существующему электромагнитному клапану сварочного аппарата.
Ваш авторизованный дистрибьютор Unitrol может помочь вам подобрать РЕШЕНИЕ с функцией SOFT TOUCH для любого аппарата точечной сварки, включая ПРЕССОВЫЕ СВАРКИ, СВАРКИ РЫЧАГА и ПЕРЕДАЧУ.
ИССЛЕДОВАНИЯ OSHA ДЛЯ КОНЦЕПЦИИ SOFT TOUCH
Май 2004 г.
Unitrol связалась с представителем OSHA и обсудила требования к точке защемления
защита для сварщиков сопротивлением.Также была нарушена работа системы SOFT TOUCH.
обсуждали. Представитель OSHA рекомендовал следующие правила, чтобы охватить
требования для этого устройства:
1910.212 (a) (общее оборудование)
Защита машины
http://www.osha.gov/pls/oshaweb/owalink.query_links?src_doc_type=STANDARDS&src_unique_file=1910_c_0212&hl=ru 1)
1910.212 (а) (1)
Виды охраны.Один или несколько методов защиты машины должны быть предоставлены
защищать оператора и других сотрудников в зоне машины от опасностей, таких как
те, которые возникают в месте работы, в точках захвата, вращающихся деталях, летучей стружке и
искры. Примерами способов охраны являются барьерные ограждения, устройства двуручного отключения,
электронные устройства безопасности и др. Unitrol Примечание: Сенсорная плата SOFT TOUCH является «электронным устройством безопасности» в том смысле, что она
замыкает электромеханическое реле, когда оно электронным способом определяет, что электроды
закройте металлическую часть в рабочей зоне до приложения большой силы.
1910.255 (б) (4) (аппараты для контактной сварки)
Защитные. Все операции пресс-сварочного аппарата, где есть возможность оператора
пальцы, находящиеся под точкой воздействия, должны быть эффективно защищены с помощью приспособления.
например, электронная схема защиты глаз, двуручное управление или защита, аналогичная предписанной
для работы пробивного пресса, 1910.217.
Примечание Unitrol: Следующие разделы — все, что было рекомендовано для этого приложения:
1910.217 (c) (3) (iii)
Точка срабатывания датчика присутствия должна защищать оператора, как предусмотрено в
параграф (c) (3) (i) (a) этого раздела, и должен быть заблокирован в цепи управления для
предотвратить или остановить скольжение, если рука оператора или другая часть его тела находится в пределах
поле чувствительности устройства во время хода ползуна пресса.
Unitrol note: Электрод на гидроцилиндре с низким усилием становится «датчиком» в этой системе.»Ход вниз» сварщика с установленной системой Soft Touch начинается при высоком
на шток сварщика прикладывается давление.
1910.217 (c) (3) (iii) (b)
Устройство нельзя использовать в качестве отключающего средства для инициирования движения скольжения.
Примечание Unitrol: Эта схема Soft Touch не запускает никаких клапанов. Это только вход в
контроль сварки, чтобы указать, что свариваемая деталь была обнаружена между
электроды.
1910.217 (c) (3) (iii) (c)
Устройство должно быть сконструировано таким образом, чтобы сбой в системе не препятствовал
при необходимости не применяется нормальное останавливающее действие для пресса, но предотвращает
инициирование последовательного удара до устранения неисправности. Неисправность должна быть
указывается системой.
Unitrol note: В начале каждого хода мы проверяем, закрыта ли сенсорная система.Если это так, ход датчика никогда не начинается, и на дисплее управления отображается неисправность. В
датчик должен быть открыт, прежде чем сварщик сможет выполнять какие-либо другие действия.
Автоматическая точечная сварка | KUKA AG
Технология точечной сварки KUKA от отдельных роботов до комплексных систем точечной сварки
При точечной сварке или контактной сварке высокое механическое давление прикладывается к относительно небольшой площади, и большое количество энергии подается в виде электрического тока.При этом два электрода сжимают листы металла вместе и преобразуют сварочный ток в тепло на поверхности контакта металла, в результате чего между двумя металлическими листами образуется постоянное неподвижное соединение .KUKA предлагает экономичных и высококачественных решений для точечной контактной сварки, — даже для особых требований заказчика . Наша продукция Короткие сроки поставки позволяют создавать индивидуальные решения для автоматизации точечной сварки — от сварочных манипуляторов с высокой полезной нагрузкой и дополнительной дополнительной осью до комплектных линий точечной сварки с идеально подобранными компонентами
Программное обеспечение для экономичных сварочных процессов
KUKA.RoboSpin: сваривайте алюминий так же легко и быстро, как сталь
При традиционной точечной контактной сварке алюминиевых компонентов процесс сварки не происходит. В этом процессе медные колпачки часто прилипают к листам, поэтому их необходимо часто фрезеровать и, следовательно, чаще заменять.Поэтому компания KUKA создала решение с KUKA.RoboSpin, которое специально предназначено для решения этой проблемы. Во время процесса сварки робот перемещается к следующей точке сварки. Таким образом, электроды не остаются жесткими, а вращаются на определенный угол в месте сварки. Robospin позволяет точечную сварку алюминия с низким износом и лучшим качеством.
Робот вращает серво пистолет во время сварки, что значительно увеличивает срок службы электродных колпачков.
KUKA TechCenter для сварочных работ: близость к клиенту с консультациями, разработками и обслуживанием
Сделайте наш сервис вашим контактным лицом для комплексной поддержки вашего производства.
Роботизированная точечная сварка: роботы KUKA выполняют точечную сварку таких деталей, как алюминиевые или стальные коромысла и колесные арки.
Безопасность | Стеклянная дверь
Подождите, пока мы подтвердим, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас возникли проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet.Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir überprüfen, ob Sie ein Mensch und kein Bot sind.Ihr Inhalt wird в Kürze angezeigt. Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте: .
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt. Een momentje geduld totdat, мы выяснили, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real.Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para hacernos saber que estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade. Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet.Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 6b5ef9e1cdc31648.
Ручной точечный сварочный аппарат для Precision
Некоторые сварочные операции не подходят для сварочной головки или требуют большей гибкости.Ручные сварочные приспособления позволяют сваривать изделия сложной геометрии. Кроме того, ручные насадки дешевле, чем сварочные головки. Сварочные приспособления просты в использовании, не требуют особого обслуживания и обеспечивают большую гибкость для небольших производственных циклов или лабораторных применений. Ознакомьтесь с приведенной ниже информацией, чтобы ознакомиться с техническими данными и изображениями различных доступных наконечников.
Чем мы можем вам помочь
Advanced Integrated Technologies (AIT) — поставщик оборудования для контактной сварки и технической поддержки для сварочных аппаратов и принадлежностей для контактной сварки пинцетом марки Nippon Avionics (Avio), а также аппаратов для сварки пинцетом Sunstone.Мы можем оценить образцы вашей продукции, предоставить бесплатные контрольные сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения. Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь с вашим следующим проектом.
Avio Ручные сварочные аппараты штучного типа
Серия ручных сварочных аппаратов предназначена для сварки сложных объектов, которые нельзя сварить с помощью сварочной головки фиксированного типа, например, в зоне заклинивания.Отсутствие покачивания электродов из стороны в сторону. Работают с низким энергопотреблением благодаря компактным и легким размерам.
NA-54A
| Характеристики | NA-54A |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | 10 мм макс. |
| Глубина кармана | 50 мм |
| Метод движения | Руководство |
| Применяемый электрод | Серия EL-125 |
| Размеры (мм) | 30x195x47 |
| Сварной кабель | 1500 мм |
NA-54LA
| Характеристики | НА-54ЛА |
| Диапазон давления (Н) | 7.8-44.1 |
| Ход электрода | – |
| Глубина кармана | – |
| Метод движения | Руководство |
| Применяемый электрод | EL-54L |
| Размеры (мм) | 30x195x47 |
| Сварной кабель | 1500 мм |
NA-57A
| Характеристики | NA-57A |
| Диапазон давления (Н) | 9.8-49 |
| Ход электрода | – |
| Глубина кармана | – |
| Метод движения | Руководство |
| Применяемый электрод | Специально для NA-57A |
| Размеры (мм) | 36 Φ xD207 мм |
| Сварной кабель | 1500 мм |
NA-58A
| Характеристики | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | 1 мм макс. |
| Глубина кармана | 75 мм |
| Метод движения | Руководство |
| Применяемый электрод | Специально для NA-58A |
| Размеры (мм) | 24x16x157 |
| Сварной кабель | 1100 мм |
Насадки для сварочного аппарата для пинцетов Sunstone
Некоторые сварочные операции не подходят для сварочной головки или требуют большей гибкости.Ручные сварочные приспособления позволяют сваривать изделия сложной геометрии. Кроме того, ручные насадки дешевле, чем сварочные головки. Сварочные приспособления просты в использовании, не требуют особого обслуживания и обеспечивают большую гибкость для небольших производственных циклов или лабораторных применений. Ознакомьтесь с приведенной ниже информацией, чтобы ознакомиться с техническими данными и изображениями различных доступных наконечников.
PTHP LP — Пинцет с приводом под давлением
Ручной элемент
Характеристики:
• Противоположный сварочный наконечник
• Принимает электроды 3/16 ”
• 1 пара электродов RWMA II (EL187RWMA-ANG)
• Доступны молибденовые электроды
• Диапазон давления 0.5–6 фунтов
• Кабельное соединение 8 AWG, стандарт
| (PTHP LP) Ручной пинцет с приводом от давления — маломощный | |
| Усилие пружины | 1-6 фунтов |
| Размер электрода | 3/16 дюйма |
| Размеры | 0,75 дюйма x 2,5 дюйма x 7 дюймов |
| Вес | .56 фунтов /.25 кг |
| Сварщик компакт-дисков | 100 — 1000 (WS) |
| AWG для CD | 8 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА |
| AWG для кВА | 4 AWG |
PTHP MP — Пинцет с приводом под давлением
Ручной элемент
Характеристики:
• Противоположный сварочный наконечник
• Принимает электроды 3/16 дюйма
• 1 пара медных электродов RWMA II
• Доступны вольфрамовые электроды
• Диапазон давления 1 — 10 фунтов
• Стандарт кабельной проводки 4 AWG
| ( PTHP-MP ) Ручной пинцет с приводом под давлением — средняя мощность | |
| Усилие пружины | 1-10 фунтов |
| Размер электрода | 3/16 дюйма |
| Размеры | 1 дюйм x 3 дюйма x 6 дюймов |
| Вес | 1.3 фунта / 0,59 кг |
| Сварщик компакт-дисков | 100 — 1000 (WS) |
| Провод AWG | 4 AWG — 1 AWG |
| Сварщик переменного тока (кВА) | 2,5 кВА |
| AWG для кВА | 3 AWG |
PTHP HP — Пинцет с приводом под давлением
Ручной элемент
Характеристики:
• Противоположный сварочный наконечник
• Принимает электроды 3/16 ”
• 1 пара медных электродов RWMA II
• Доступны вольфрамовые электроды
• Диапазон давления 1 — 10 фунтов
• Стандарт кабельной проводки 1 AWG
| ( PTHP-HP ) Ручной пинцет с приводом под давлением — High Power | |
| Усилие пружины | 1-10 фунтов |
| Размер электрода | 3/16 дюйма |
| Размеры | 1 дюйм x 3 дюйма x 6 дюймов |
| Вес | 1.4 фунта / 0,64 кг |
| Сварщик компакт-дисков | 1000 WS |
| Провод AWG | 1 AWG |
| Сварщик переменного тока (кВА) | 5,0 кВА |
| AWG для кВА | 3 AWG |
PASP HP CP — одиночный, активируемый давлением
Зажим наконечника типа «крокодил»
Характеристики:
• Срабатывает под давлением для повторяемости
• Регулируемое заданное значение давления
• Для труднодоступных сварных швов
• Электрод RWMA II 1/8 дюйма
• Большой зажим типа «крокодил» для простой настройки
• Стандарт кабелей 6 AWG
| PASP — Зажим типа «крокодил» | |
| Усилие пружины | 1-6 фунтов |
| Размер электрода | 1/8 дюйма |
| Размеры | 1.125 дюймов x 3,5 дюйма x 9 дюймов |
| Вес | 3,35 фунта / 1,5 кг |
| Сварщик компакт-дисков | 100-1000 (WS) |
| Провод AWG | 6 AWG |
| Сварщик переменного тока (кВА) | 2,5 кВА |
PASP HP MAG — активируется давлением
Ручной элемент с одним датчиком Магнитный
Характеристики:
• Срабатывает под давлением для повторяемости
• Регулируемое заданное значение давления
• Для труднодоступных сварных швов
• Электрод RWMA II 1/8 дюйма
• Большой магнитный зажим для простой настройки (железный базовый материал)
• 6 AWG кабели стандартные
| PASP — Магнитный зажим | |
| Усилие пружины | 1-6 фунтов |
| Размер электрода | 1/8 дюйма |
| Размеры | 1.125 дюймов x 3,5 дюйма x 9 дюймов |
| Вес | 3,35 фунта |
| Сварщик компакт-дисков | 300-1000 (WS) |
| Провод AWG | 6 AWG — 1 AWG |
| Сварщик переменного тока (кВА) | 2,5 кВА |
PASP HP H — одиночный, активируемый давлением
Сотовый наконечник датчика
Характеристики:
• Приводится в действие давлением для повторяемости
• Регулируемая уставка давления
• Сотовый электрод прихватки (с закругленным или плоским)
• Большой зажим типа «крокодил» для простой установки
• Стандарт кабелей 1 AWG
| PASP — сотовый | |
| Размер электрода | 1/4 дюйма |
| Размеры | 1.125 дюймов x 3,5 дюйма x 9 дюймов |
| Вес | 4 фунта / 1,8 кг |
| Сварщик компакт-дисков | 1000 WS |
| Провод AWG | 4 AWG — 1 AWG |
| Сварщик переменного тока (кВА) | 5,0 кВА |
SPHP — Ручной элемент для одного датчика
Характеристики:
• Медный хвостовик диаметром 1/4 дюйма
• Кабельная разводка 8 AWG
| (SPHP) Ручной элемент с одним датчиком | |
| Размер электрода | 1/4 дюйма |
| Вес | 0.55 фунтов / 0,25 кг |
| Сварщик компакт-дисков | 200-1000 WS |
| AWG для CD | 8 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
| AWG для кВА | 4 AWG |
DPHP — Ручной элемент для двух датчиков
Характеристики:
• Медный хвостовик RWMA II диаметром 1/4 дюйма
• Кабельная разводка 8 AWG
| (DPHP) Ручной элемент с двумя датчиками | |
| Размер электрода | 1/4 дюйма |
| Вес | .65 фунтов |
| Сварщик компакт-дисков | 200-1000 WS |
| AWG для CD | 8 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
| AWG для кВА | 4 AWG |
THP — Наконечник для пинцета
Особенности:
• Противоположный сварочный наконечник
| (THP) Насадка для пинцета | |
| Размер медного стержня | 1.2 дюйма x 1/16 дюйма |
| Вес | ,8 фунта |
| Сварщик компакт-дисков | 200-1000 WS |
| AWG для CD | 8 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
| AWG для кВА | 4 AWG |
PG2
Рукоять пистолетная с кнопочным спусковым крючком.Подходит для электродов с резьбой
.
Характеристики:
• Простота обращения
• Удобно расположенный пусковой переключатель
| PGHP — Ручной элемент Poke Gun | |
| Размер электрода | 3/8 дюйма |
| Размеры (Ш x В x Д) | 1 дюйм x 3 дюйма x 6 дюймов |
| Масса фунт / кг | 1.3 фунта / 0,59 кг |
| Сварщик компакт-дисков (WS) | 100 — 1000 (WS) |
| Провод AWG | Провод AWG 4 AWG — 1 AWG |
| Сварщик переменного тока (кВА) | 2,5 кВА |
Датчик, ручной элемент, роликовая точка
Характеристики:
• Приводится в действие давлением для обеспечения повторяемости
• Регулируемая уставка давления
• Медное колесо диаметром 2 дюйма (EL-ROLL)
• Большой зажим типа «крокодил» для простой установки
• Стандарт кабелей 1 AWG
| PASP — Roll Spot | |
| Размер электрода | 1/4 дюйма Хвостовик |
| Размеры (Ш x В x Д) | 1.125 дюймов x 3,5 дюйма x 9 дюймов |
| Масса фунт / кг | 1,3 фунта / 0,59 кг |
| Сварщик компакт-дисков (WS) | 100 — 1000 (WS) |
| Провод AWG | Провод AWG 4 AWG — 1 AWG |
| Сварщик переменного тока (кВА) | 2,5 кВА |
SPHP LP
Характеристики:
• Латунный хвостовик диаметром 1/4 дюйма
• Кабельная разводка 8 AWG
• Подходит для электродов диаметром 1/16 дюйма или 2 мм
| Ручной элемент с одним датчиком — малой мощности | |
| Размер электрода | 1/16 ” |
| Масса фунт / кг | 1.5 фунтов / 0,68 к |
| Сварщик компакт-дисков (WS) | 100-400 (вес) |
| Провод AWG | 8 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
СПХП МП
Характеристики:
• Латунный хвостовик диаметром 5/8 дюйма
• Кабельная разводка 4 AWG
• Подходит для электродов диаметром 1/8 дюйма
| Ручной элемент с одним датчиком — средняя мощность | |
| Размер электрода | 1/8 дюйма |
| Масса фунт / кг | 2 фунта / 0.9 кг |
| Сварщик компакт-дисков (WS) | 320 — 1000 (WS) |
| AWG для CD | 4 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
SPHP HP
Характеристики:
• Латунный хвостовик диаметром 7/8 дюйма
• Кабельная разводка 1 AWG
• Подходит для электродов диаметром 3/16 дюйма
| Ручной элемент с одним датчиком — высокая мощность | |
| Размер электрода | 3/16 дюйма |
| Масса фунт / кг | 3.5 фунтов / 1,6 кг |
| Сварщик компакт-дисков (WS) | 320 — 1000 (WS) |
| AWG | 1 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
DPHP Micro
Характеристики:
• Для термокомпрессионного соединения
• Кабельная разводка 10 AWG
| Ручной элемент с двумя датчиками — Micro | |
| Размер электрода | 1/8 дюйма Хвостовик |
| Масса фунт / кг | 2 фунта / 1 кг |
| Сварщик постоянного тока (WS) | DCD 320 / DC-5 |
| AWG | 10 AWG |
| Сварщик переменного тока (кВА) | 1.5 кВА — 2,5 кВА |
DPHP LP
Характеристики:
• Латунный хвостовик диаметром 1/4 дюйма
• Кабельная разводка 8 AWG
• Подходит для электродов диаметром 1/16 дюйма
| Ручной элемент с двумя датчиками — малое энергопотребление | |
| Размер электрода | 1/16 ” |
| Масса фунт / кг | 2 фунта / 0.9 кг |
| Сварщик компакт-дисков (WS) | 100 — 1000 (WS) |
| Провод AWG | 8 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
DPHP МП
Характеристики:
• Латунный хвостовик диаметром 5/8 дюйма
• Кабельная разводка 4 AWG
• Подходит для электродов диаметром 1/8 дюйма
| DPHP MP — Ручной элемент с двумя датчиками — Средняя мощность | |
| Размер электрода | 1/8 дюйма |
| Масса фунт / кг | 2 фунта / 0.9 кг |
| Сварщик компакт-дисков (WS) | 100 — 1000 (WS) |
| Провод AWG | 4 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
DPHP HP
Характеристики:
• Латунный хвостовик диаметром 7/8 дюйма
• Кабельная разводка 1 AWG
• Подходит для электродов диаметром 3/16 дюйма
| DPHP LP — Ручной элемент с двумя датчиками — Высокая мощность | |
| Размер электрода | 3/16 дюйма |
| Масса фунт / кг | 3 фунта / 1.36 кг |
| Сварщик компакт-дисков (WS) | 100 — 1000 (WS) |
| Провод AWG | 1 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
Пакет HP RWMA
Ручной элемент RWMA II В комплект входят сварочные приспособления Sunstone
DPHP, SPHP и THP-A.
Характеристики:
• Противоположный сварочный наконечник
• Медный хвостовик RWMA II диаметром 1/4 дюйма
• Кабель 8 AWG
| Насадка для пинцета (RWMA) | |
| Размер медного стержня | 1/2 дюйма x 1/16 дюйма |
| Масса фунт / кг | 2.5 фунтов / 0,36 кг |
| Сварщик компакт-дисков (WS) | 100 — 1000 (WS) |
| Провод AWG | 8 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
ТНП-П
Характеристики:
• Пневматический пинцет
• Диапазон усилия: 5-50 фунтов
• Регулируемая горловина до 1,75 дюйма
• Расстояние хода 1 дюйм
• Разработан для интеграции с ACS
Sunstone • Можно использовать 1/8 дюйма напротив электроды
| THP P — Ручка пневматического пинцета | |
| Усилие | 5-50 фунтов |
| Размер медного стержня | 1/2 дюйма x 1/16 дюйма |
| Масса фунт / кг | 2.5 фунтов / 0,36 кг |
| Сварщик компакт-дисков (WS) | 100 — 1000 (WS) |
| Провод AWG | 1 AWG |
| Сварщик переменного тока (кВА) | 1,5 кВА — 5,0 кВА |
PG5M
style = «text-align: center;»> Миниатюрные плоскогубцы PG5M — самые маленькие в линейке
. Разработанный для использования в электронной промышленности,
обеспечивает высокую точность.
PG2W
PG2W — это версия PG2,
с водяным охлаждением, позволяющая использовать его в условиях более высокого рабочего цикла.
Для электродов с резьбой.
PG3W
Пистолет PG3 с водяным охлаждением. Принимает компрессионные электроды
.
PG EL125 — Адаптер
Адаптер с резьбой для наконечников Poke, подходит для
электрода 1/8 дюйма.
PG EL187 — Адаптер
Адаптер с резьбой для наконечников Poke, подходит для
электрода 3/16 дюйма.
PG EL
Конический медный электрод диаметром 3/8 дюйма
(с резьбой) для PG2 и PG1
PG EL-Roll T
2-дюймовый электрод с медным колесом, резьбовой фитинг.
PG EL-Roll C
Медный колесный электрод диаметром 2 дюйма, компрессионный фитинг типа
.
ПАСП 2
Ручной элемент с одним датчиком, приводимый в действие давлением
PG1
PG1 — самый маленький односторонний пистолет. Он может быть оснащенс прямым или 90-градусным наконечником и имеет встроенный переключатель
. Принимает электроды с резьбой.