Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.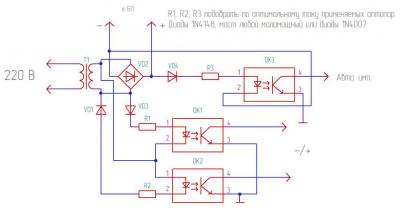
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Точечная сварка своими руками, разбираем ошибки в работе
Точечная сварка наиболее распространена на промышленных производствах, благодаря высокому качеству сварных точек или швов. С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
Немного про сварочные работы
При правильно построенному процессу сварки и полном соответствии техническим нормам и требованиям, точечные соединения получаются невероятно крепкими, а качественными. Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
В этой статье мы вам поможем разобраться с технологией контактной сварки и ответим на вопрос как сделать точечную сварку, расскажем о подготовке поверхности, выборе аппарата, электродов и прочих составляющих. Пошагово опишем схему сварочного процесса и укажем на возможные ошибки и дефекты, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же расскажем, как работать с тонкими материалами.
Подготовительные работы
Начнём с выбора подходящего аппарата. Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Если необходимо очень крепкое соединение, тогда к высокой мощности необходимо ещё и довольно большое давление во время процесса. Для увеличения крепости сварной точки, давление после нагревания должно ещё больше возрастать. Таким образом, точечная сварка получится практически той же прочности что и металл.
Схема сварки металла
Подготовка поверхности перед работой один из важнейших этапов сварочного процесса. Благодаря правильно подготовленной рабочей поверхности металла точечная сварка получится максимально крепкой и качественной. Если поверхность будет сделана правильно, тогда риск появления дефектов крайне низок.
Итак, что же следует сделать:
- Обезжирить, так качество сцепления будет максимальным.
- Удалить ржавчину и прочие эффекты коррозии или окисления.
- Пассивирование поверхности.
- Очистить от пыли и налёта. В случае если присутствует окалина на металле, её также следует удалить.
- Убедитесь, что детали плотно прилегают.
- После удаления излишних слоёв налёта и прочего, детали омываются и сушатся.
- Последняя стадия подготовки – контроль. Детали проверяются на остатки недопустимых элементов на поверхности, если всё нормально тогда можно приступать к работе.
Выбор электрода для сварочного аппарата, является ключевым фактором, который влияет на окончательное качество контактной сверки. Подобрав правильно электрод, точечная сварка своими руками получится максимально крепкой и долговечной.
Первое на что необходимо обратить внимание, это теплоэлектропроводность металла. Чтобы материал, из которого сделан электрод, не должен смешиваться с материалом, который сваривается. Поэтому теплоэлектропроводность электрода должна быть выше, чем у металла, и между ними не должно возникать никаких реакций. Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Режимы сварки низкоуглеродистых сталей
Каждая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Так как сварочные работы связаны с большими температурами, и присутствует риск попадания раскалённых частиц на поверхность человеческого тела необходимо придерживаться правил безопасности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без чего процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от яркого света и частиц металла.
Сварочные перчатки обязательный атрибут для комфортной и безопасной работы, они защитят вас от ожогов и помогут работать без какого-либо дискомфорта от высоких температур. Для дополнительно защиты лучше носить специальный костюм для сварочных работ, он не поддаётся горению, и ткань не будет плавиться при попадании на неё раскалённых частиц металла.
Этапы работы
Условно точечная сварка разделяется на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для создания последующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по следующей схеме:
- Фиксирование детали в зажиме между электродами аппарата. На деталь сразу производится определённое заданное давление, которое деформацию на микронеровностях.
- После плотной фиксации и необходимого сжатия происходит подача электрического импульса. Впоследствии чего металл разогревается до предельных температур и в месте соприкосновения электродов начинает плавиться, и заготовки соединяются. Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.
- Подача импульса прекращается. Место сваривания охлаждается и происходит окончательный процесс кристаллизации. Убирать усилил сжатия необходимо через определённый промежуток времени, так как в процессе остывания металл при сжатии набирает более мелкозернистой структуры. Ещё лучше сжатие увеличить, так эффект будет ещё сильнее и соединение получится более однородным.
Производим различные соединения
При необходимости создания множества сварочных соединений повторяем весь цикл. Если же есть потребность сделать очень много таких точек, тогда можно использовать аппарат, у которого контактная сварка происходит сразу в нескольких указанных точках. Так, вы сэкономите время и будете работать более продуктивно.
Дефекты и ошибки контактной сварки
Точечная сварка довольно сложная схема, в котором есть множество нюансов и особенностей. Очень часто у новичков возникают следующие ошибки:
- Неправильно подобранная мощность.
- Недостаточный либо слишком большой период давления на заготовку.
- Электрод не подходит к свариваемому металлу.
- Схема работы самого сварочного аппарата не подходит к условиям необходимого сварочного процесса.
- Поверхность для контактной сварки подготовлена неправильно.
Дефекты, возникающие при неправильной контактной сварке:
- Недостаточная степень расплавления, что способствует неправильному формированию ядра точки.
- Слишком глубокое образование вмятин при контактном давлении.
- Кромки нахлёстки могут разорваться при очень близком нахождении контактной сварной точки.
- Изменение свойства металла впоследствии слишком большого разогрева. Например, ухудшение рабочих качеств аккумуляторов.
- Сквозное прожигание металла.
- Образование внутренних трещин либо пустот.
Работая с тонкими металлами, или при сборке аккумуляторов следует тщательно подбирать мощность и силу давления на них. Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Работая с алюминиевыми заготовками нельзя перегревать их слишком долгое время, так как это потянет за собой смену их антикоррозийных свойств и повышается риск деформации поверхности.
Полярность при сварке
Полярность может быть прямой или обратной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же использовать обратную, тогда плюс и минус меняются местами. От схемы подключения полярности к аппарату зависит процесс возникновения катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, наоборот, на минусе.
Подведём итог
Точечная сварка технически сложный процесс, который требует тщательно подготовки. Вам следует знать все тонкости такой сварки, от выбора сварочного аппарата до необходимого давления, которое производится на заготовку. Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
Простой аппарат для точечной сварки
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Кнопка любая.
- Провода.
- Медная проволока.
- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.
Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Сборка аппарата для сварки
Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.
Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.
Но если вам нужно помощнее, то тогда можно доработать схему так.
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Точечная сварка своими руками | Лучшие самоделки своими руками
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Шаг 1
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Точечная сварка своими руками
Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Шаг 2
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Шаг 3
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
Точечная сварка своими руками
Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.
Точечная сварка своими руками
Покажу полную схему подключения всех частей:
Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Шаг 4
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.
Точечная сварка своими руками
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:
Точечная сварка своими руками
Закрепляем их в клеммниках:
Точечная сварка своими руками
Точечная сварка своими руками
Шаг 5
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
как сделать сварочный аппарат своими руками по схеме? Самодельные контактные модели из трансформатора
Прочное и надёжное соединение металлических деталей обеспечивается пайкой или сваркой. Пайка не даёт нужной прочности, а широко известная электродуговая сварка имеет ряд недостатков. В первую очередь — с её помощью очень трудно соединять тонкостенные детали.
«Точечная сварка» отличается от дуговой тем, что свариваемые детали нагреваются непосредственным пропусканием электрического тока. Для этого они плотно сжимаются между остроконечными электродами, через которые пропускается короткий, но мощный импульс тока.
Такой способ обеспечивает моментальный нагрев непосредственно в точке соединения. Окружающий материал при этом не только не плавится, но даже не перегревается. Это позволяет соединять тонкостенные трубы, штампованные детали и даже тонкие металлические ленты.
Можно ли сделать аппарат контактной сварки своими руками? Оказывается — да, и это не слишком сложно. Можно даже собрать сварочный аппарат по готовой схеме, используя детали от старой микроволновой печи.
Особенности изготовления
Для того чтобы обеспечить должный нагрев в точке сварного соединения, требуется пропустить через детали мощный импульс электрического тока.
Особенностью точечной сварки является то, что требуемое напряжение на электродах невелико — всего лишь 2-5 В.
Но для нагрева по-прежнему необходима значительная мощность. Типичными значениями для аппаратов точечной сварки является требование к мощности тока не менее 1.5-2 кВт. Это обеспечивается особым трансформатором, способным выдавать при небольшом напряжении очень большой ток. Такие трансформаторы трудно купить в готовом виде, и стоят они дорого.
Однако трансформаторы подходящей мощности уже применяются в бытовой технике. Например, типичный трансформатор из старой микроволновки способен отдавать мощность от 2 до 3 кВт. Надо лишь заменить его вторичную обмотку.
Технология
В микроволновой печи мощный трансформатор служит для конвертации напряжения бытовой сети 220 В в повышенное напряжение для питания лампового генератора микроволн (магнетрона). Его вторичная обмотка содержит очень много витков тонкого провода и для целей точечной сварки совсем не подходит. Чтобы на базе такой детали сделать своими руками сварочный аппарат, надо всего лишь заменить вторичную обмотку и собрать самодельную схему регулирования мощности тока.
Перед тем как извлечь трансформатор из микроволновки, списанной на запчасти, убедитесь, что печка не включалась в розетку на протяжении хотя бы последних 4-6 часов. Даже если печь неисправна, на некоторых внутренних деталях может сохраниться опасное для жизни напряжение.
После извлечения хочется проверить, исправен ли сам трансформатор. Ведь печь могла выйти из строя по самым разным причинам — поломка модуля управления, неисправность магнетрона, отказ контрольных цепей.
Однако выполнять такую проверку до переделки трансформатора ни в коем случае не следует!
Трансформатор питания магнетрона по конструкции должен обеспечивать питание магнетрона высоковольтным напряжением. Такой ток может при нечаянном включении поразить неосторожного мастера даже на расстоянии десятка сантиметров. Поэтому отложите проверку до лучших времён.
Внимательно рассмотрев трансформатор от микроволновки, мы увидим, что его обмотки ясно разделены на две секции. «Первичная» обмотка, которая подключается в сеть 220 В, намотана более толстым проводом и имеет в несколько раз меньшее количество витков, чем «вторичная», выполненная совсем тонким проводником.
Высоковольтная вторичная обмотка нам совершенно не нужна, её следует удалить. В зависимости от конструкции конкретного трансформатора, можно попробовать обойтись без разборки магнитопровода. В этом случае ненужный провод просто спиливается ножовкой по металлу, затем его остатки вынимаются из окон сердечника.
Спиливая вторичную обмотку, будьте аккуратны и ни в коем случае не повредите первичную. Если остатки вторичной обмотки не удаётся извлечь из окон руками, можно с помощью дрели их аккуратно высверлить сверлом по металлу.
Трансформаторы некоторых конструкций не позволяют просто спилить одну из обмоток. Такие приборы приходится разбирать.
Если присмотреться к трансформатору, можно увидеть, что две половинки его магнитопровода соединены сваркой (или пайкой твёрдым сплавом).
Для разборки такого трансформатора соединительный шов аккуратно спиливают ножовкой по металлу или «болгаркой». После того как швы разойдутся, трансформатор можно разобрать на две части и спокойно извлечь ненужную «тонкую» обмотку.
Обратите внимание, что между двумя секциями обмоток также расположены тонкие металлические пластинки. Это так называемые «магнитные шунты». В схеме микроволновой печи они важны, но для сварочного трансформатора скорее вредны, их также следует выбросить.
Теперь надо изготовить вторичную обмотку заново. Нам требуется создать в трансформаторе всего 2 или 3 витка провода. Но провод должен быть настолько толстым, насколько это возможно. Обычно используют толстые «сварочные» провода в резиновой изоляции, которые можно купить в специализированных магазинах.
Желательно, чтобы провод занял всё доступное пространство в окне трансформатора. Если провод почти подходит, но мешает изоляция — от неё можно избавиться, заменив плотной обмоткой, качественной изолентой или лакотканью. Напряжение на вторичной обмотке очень мало (несколько вольт), поэтому пары слоёв лакоткани вполне достаточно.
Наматывая первичную обмотку, учтите, что толстый провод лучше безо всяких соединений протянуть непосредственно к сварочным электродам.
Поэтому, если толстого провода мало, можно выполнить вторичную обмотку из нескольких проводов меньшего сечения, которые будут соединены параллельно.
Если в процессе модернизации магнитопровод трансформатора пришлось разбирать, после намотки обмотки его надо прочно соединить. Для этого лучше воспользоваться эпоксидными композитами. Обезжирьте поверхности, по которым стыкуется магнитопровод, и промажьте подготовленным клеевым составом. Плотно соединив детали, дайте клею полимеризоваться (24 часа).
Если нужно сваривать детали из толстого материала (несколько миллиметров), нужно обеспечить повышенное напряжение на электродах и большую мощность. Такой сварочный аппарат мы сделаем из двух одинаковых трансформаторов от микроволновки. Вторичные обмотки трансформаторов соединяются последовательно. Это обеспечит вдвое большее напряжение на сварочных контактах при сохранении прежней силы тока.
Сложность может вызвать соединение первичных обмоток. Обе они питаются равным напряжением 220 В, поэтому соединяются параллельно. Но оказывается важна «фазировка» обмоток, то есть правильность соединения их «начала» и «конца».
Правильность фазировки легко проверить, собрав схему в виде макета. Включив собранный аппарат, проверяем напряжение на соединённых последовательно вторичных обмотках. При правильной фазировке напряжение окажется вдвое выше, чем на каждом отдельном трансформаторе.
В случае ошибки напряжение будет очень мало — тогда достаточно переключить провода первичной обмотки одного из трансформаторов.
Важной деталью сварочного аппарата является блок управления. При подаче тока нельзя допустить перегрева деталей, это вызовет их прожог. В то же время слишком слабый импульс не обеспечит необходимого нагрева точек соединения, и детали развалятся.
Простейшее регулирование можно обеспечить примитивным управлением с помощью педали, включающей и отключающей аппарат. Такая схема крайне проста, но требует от сварщика изрядных навыков и интуиции.
Разновидностью схемы с контактным управлением является модуль, в котором примитивная электронная схема обеспечивает необходимую длительность импульса. Нужный интервал задаётся простым поворотом ручки регулятора. Педаль по-прежнему нужна, но она лишь запускает процесс сварки, а прерывание тока осуществляется автоматикой.
Лучше всего собрать блок управления по схеме с микроконтроллером, который будет точно отсчитывать длительность подаваемого импульса. Обычно блоки для регулировки используют подсчёт полупериодов частоты питающего напряжения, пропускаемого через сварочный трансформатор. Такие модули доступны в готовом виде. Современные производители предлагают широкий ассортимент блоков управления для аппаратов контактной сварки по доступным ценам.
Если мы делаем управляющий контроллер по самодельной схеме, при проектировании обязательно следует учесть, что мощные трансформаторы являются индуктивной нагрузкой. При применении в качестве ключа управления электромагнитного реле следует выбирать детали с большим запасом по току и обязательно шунтировать контакты реле диодом.
Лучше всего применять в качестве ключа «твердотельные реле». Это готовые схемы на основе симисторов, способные управлять мощной индуктивной нагрузкой.
Большинство реле такого типа хорошо согласуются с микропроцессорными компонентами.
Для питания блока управления требуется отдельный источник, обеспечивающий небольшое (9-12 В), но очень стабильное напряжение. Сам по себе сварочный аппарат является источником сильных помех, способных помешать работе микроконтроллера. В то же время, простейшие схемы модулей управления «ориентируются» в работе на синусоиду напряжения, питающего сварочный аппарат.
Несмотря на то что есть соблазн использовать для питания блока управления высокочастотный ШИМ-контроллер, делать этого не следует. Лучше подобрать любой подходящий блок питания устаревшей конструкции (например, старое зарядное устройство для телефона).
Аппарат контактной сварки, собранный своими руками, окажется незаменим для соединения в батарею элементарных литиевых аккумуляторов. Чтобы обеспечить хорошую отдачу тока, аккумуляторы в батарее должны соединяться проводниками как можно меньшего сопротивления. Ячейки с подпружиненными ламелями не обеспечивают качественного контакта.
В промышленности аккумуляторы соединяют тонкой никелевой лентой. Для того чтобы надёжно присоединить ленту к элементу питания, применяют аппараты точечной сварки.
Контактная сварка обеспечивает надёжное электрическое соединение деталей и высокую механическую прочность.
При соединении методом точечной сварки мы не можем зажать детали между электродов. Вместо этого прикладывают пару электродов аппарата контактной сварки с одной стороны ленты на небольшом расстоянии друг от друга. Если лента при этом хорошо прижата к торцу аккумулятора, после прохождения импульса тока две точки непосредственно под электродами оказываются надёжно приваренными к элементу питания.
Как усовершенствовать?
При разработке аппаратов для контактной сварки главная трудность, с которой сталкиваются мастера — конструкция сварочных электродов. Механизм держателя должен обеспечить не только сильный, но стабильный по силе прижим электродов к свариваемым деталям.
В случае сварки листовых материалов и компактных деталей равномерность обеспечивается тем, что сварочные контакты располагаются напротив друг в друга в приспособлении, напоминающем клещи. Такая конструкция гарантирует, что электроды находятся точно напротив друг друга и сдавливают детали с обеих сторон с равной силой.
Труднее обеспечить прижим при доступе к деталям только с одной стороны. Например, иначе просто невозможно приварить никелевую ленту к аккумуляторам при сборке литиевой батареи. Пропускать сильный сварочный ток непосредственно через элемент означает – испортить аккумулятор.
Приходится конструировать сварочные клещи, по конструкции похожие на пинцет. При этом два мощных электрода расположены в непосредственной близости друг от друга и закреплены в одной рукоятке.
Импульс тока проходит через две близко расположенные точки, почти не нагревая нижнюю деталь, но обеспечивая надёжное расплавление верхнего материала в месте контакта.
Такие держатели следует выполнять с подпружиненным креплением обоих электродов. Самостоятельное изготовление пружинного держателя дело хлопотное — но сейчас можно приобрести готовые держатели и комплекты электродов для односторонней контактной сварки.
Хорошим усовершенствованием будет также возможность замены типа сварочных электродов прямо в процессе работы. Для этого соединение с трансформатором выполняют разъёмным, в виде винтовых или штепсельных соединений. Так как в процессе сварки по контактам проходит очень большой ток, лучше устроить разъёмный контакт в виде медного винта и медных клемм сварочных электродов, скрепляемых медной гайкой. Впрочем, есть готовые штепсельные соединители, специально сконструированные для использования в сварочных аппаратах.
Как сделать сварочный аппарат из микроволновки, смотрите далее.
Схема и описание конденсаторной сварки своими руками: общие сведения, изготовление устройства
Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков. Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты.
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации.
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
Кроме этого, очень важно правильно выбрать способ воздействия на свариваемые элементы. Все они используются для соединения определённых деталей и подходят для той или иной конструкции.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Самодельный точечный аппарат. Аппарат точечной сварки своими руками
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.
Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.
Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.
Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Иногда возникают ситуации, когда нужно сварить вместе тонкие листы металла, а обычный инвертор такую работу выполнить не сможет. В таком случае поможет контактный сварочный аппарат. На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого — наличие трансформатора. Можно взять старый или приобрести новый — либо сделать точечную сварку своими руками.
Самодельная точечная сварка
Точечная сварка из микроволновки своими руками — это самое полезное для домашнего хозяйства, что можно сделать из трансформатора от микроволновки. Самодельная точечная сварка проста в изготовлении и собрать себе такой аппарат сможет практически любой человек.
Для сбора сварочника потребуется:
Применение трансформатора
Основная деталь любого сварочного аппарата — это трансформатор. Применение трансформатора от микроволновки для создания сварочного аппарата обусловлено его доступностью и недорогой ценой. В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.
Трансформатора мощностью 1 кВт будет вполне достаточно для соединения металлических деталей толщиной около 1 мм. Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
В микроволновках для питания магнетрона используется повышающий трансформатор. От него используются только магнитопровод и первичная обмотка. Там, где толстый провод и малое количество витков — это первичная обмотка. Обмотка, сделанная тонким проводом — это вторичная. Ее необходимо срезать ножовкой с обоих концов и выбить. Если же вторичная обмотка засела очень плотно, ее можно аккуратно высверлить дрелью, чтобы не сломать трансформатор. Поэтому все операции нужно выполнять предельно аккуратно и внимательно.
Для монтажа новой обмотки лучше использовать толстый медный провод. Подойдет как многожильный, так и одножильный провод.
Провод нужно брать с изоляцией, чтобы отделить витки друг от друга. Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.
Чтобы получить на выходе нужное напряжения, нужно намотать пару-тройку витков новой обмотки. Для точечной сварки этого вполне достаточно.
Также добиться повышения мощности можно, соединив два трансформатора последовательно. Количество витков должно быть одинаковое в каждом трансформаторе. Другими словами, при намотке вторичной обмотки нужно один провод пропустить через два трансформатора. Важно, чтобы направление витков совпадало. Такое решение может понадобиться в случае необходимости сварки более толстых листов металла.
Использование электродов
Следующим важным элементов сварки будут электроды . В идеале лучше использовать медные
стержни толщиной не меньше диаметра провода- либо толще. Для небольших бытовых приборов можно использовать жала мощных паяльников.
Оптимальным вариантом будет сразу оконечить электродами провод выходящий из трансформатора. Все соединения нужно обязательно пропаять, чтобы медные детали не окислялись. Из-за окисления меди в местах соединений вырастает сопротивление, что ведет к большой потере мощности, и впоследствии аппарат перестанет работать.
Органы управления
Самодельная точечная сварка включает два основных элемента управления:
- кнопка пуска;
- прижимной рычаг.
Основное правило для выбора рычага гласит — чем толще детали нам нужно сварить, тем большее прижимное усилие между ними нужно создавать. Поэтому рычаг нужно выбирать попрочнее, а сам аппарат устанавливать на массивное устойчивое основание.
Схема подключения кнопки очень проста — чтобы не было лишнего сопротивления от кнопки пуска и она не вышла быстро из строя, устанавливать ее следует в цепь первичной обмотки. Не стоит брать совсем мелкий переключатель, так как от нагрузки он может быстро сгореть.
В этом случае удобнее всего будет расположить выключатель на рукоятке прижимного рычага. При такой установке удобнее одной рукой нажимать на рычаг и запускать сварку.
Правила эксплуатации
После того, как самоделка готова, можно приступать к тестированию.
Процесс сварки делится на три этапа:
- совмещение свариваемых деталей;
- закрепление деталей между электродами аппарата;
- пуск тока, в результате воздействия которого происходит сварка деталей.
При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.
Нажимать на кнопку пуска можно только после плотного сжатия электродов. Если же контакт между свариваемыми поверхностями и электродами будет плохой, возникнет сильное искрение, которое приведет к быстрой порче электродов.
Необходимо точно выдерживать заданный промежуток времени на прохождение токового импульса через электроды. Определить это время можно наблюдая за сварной точкой.
В каждом конкретном случае оно будет разным . С приобретением опыта работы на аппарате качество сварки будет возрастать.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Сварщик для точечной сварки своими руками
Я разработал аппарат для точечной сварки D.I.Y, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки — одно из немногих устройств, где собрать самому дешевле, чем купить.Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Серийная конфигурация аппарата точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Использование на свой страх и риск .
вопросов
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Установки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный сварочный аппарат для аккумуляторных батарей
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс — это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, можно установить поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для самостоятельной сборки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Высоковольтный силовой модуль для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электродные
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Электроды суставов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по «Терминальная шина заземления».
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, не ограничиваясь жесткостью кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте концы сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Сварщик для точечной сварки сопротивлением язычков батареи DIY с корпусом
Что такое точечная сварка? (Полное руководство по процессу сварки)
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от продолжительности воздействия тока.Это тепло можно выразить уравнением:
Q = I 2 Rt
В этом уравнении «Q» — это тепловая энергия, «I» — ток, «R» — электрическое сопротивление и «t» — время, в течение которого приложен ток.
Материалы для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, а низкоуглеродистая сталь лучше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент> 0.4 мас.%) Склонны к низкой вязкости разрушения или образованию трещин в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Для оцинкованной стали (оцинкованной) для сварки требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, в случае цинковых сплавов медные электроды быстро разрушают поверхность и приводят к потере качества сварки. При точечной сварке сталей с цинковым покрытием необходимо либо часто менять электроды, либо поверхность кончика электрода «одевать», при этом резак удаляет загрязненный материал, обнажая чистую медную поверхность и изменяя форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий по теплопроводности и электрическому сопротивлению близок к медным, температура плавления алюминия ниже, что означает, что сварка возможна. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в очень небольшом количестве сварных швов, а это означает, что добиться стабильного высокого качества сварки очень сложно. По этой причине в настоящее время в промышленности можно найти только специализированные области применения точечной сварки алюминия. Появляются различные новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены точечной сваркой сопротивлением, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медных сплавов, поскольку тепловыделение электродов и заготовки очень похоже.
Решением для сварки меди является использование электрода, изготовленного из сплава с высоким электрическим сопротивлением и температурой плавления, намного превышающей точку плавления меди (намного выше 1080 ° C). Материалы электродов, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где используется точечная сварка?
Точечная сварка находит применение в ряде отраслей, включая автомобилестроение, авиакосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость, с которой точечную сварку можно автоматизировать в сочетании с роботами и системами манипуляции, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при строительстве стальных вагонов на протяжении более 100 лет. .
Сварка кузовов на автомобильной производственной линии.
Вопросы и ответы по теме
Обзор контактной сварки
Параметры при контактной сварке
Принцип контактной сварки — это закон Джоулева нагрева, при котором тепло Q выделяется в зависимости от трех основных факторов, выраженных в следующей формуле:
, где I — ток, проходящий через комбинацию металлов, R — сопротивление основных металлов и границ раздела контактов, а t — продолжительность / время протекания тока.
Принцип кажется простым. Однако, когда это происходит в реальном процессе сварки, существует множество параметров, некоторые исследователи определили более 100, которые влияют на результаты контактной сварки. Чтобы получить систематическое представление о технологии контактной сварки, мы провели множество экспериментальных испытаний и суммировали наиболее важные параметры по следующим восьми типам:
1) Сварочный ток
Сварочный ток является самым большим. важный параметр при контактной сварке, который определяет тепловыделение в квадрате, как показано в формуле.Размер сварочного шва быстро увеличивается с увеличением сварочного тока, но слишком высокий ток приведет к выталкиванию и порче электрода. На приведенном ниже рисунке показаны типичные типы сварочного тока, применяемого при контактной сварке, включая однофазный переменный ток (AC), который до сих пор наиболее широко используется в производстве, трехфазный постоянный ток (DC), разряд конденсатора (CD) и недавно разработанный преобразователь средней частоты постоянного тока. Обычно среднеквадратичные (RMS) значения сварочного тока используются в настройках параметров машины и контроле процесса.Поиск оптимального сварочного тока и времени для каждого отдельного сварочного процесса зачастую является утомительной работой инженеров-сварщиков.
2) Время сварки
Тепловыделение прямо пропорционально времени сварки. Из-за передачи тепла от зоны сварного шва к основным металлам и электродам, а также из-за потерь тепла от свободных поверхностей в окружающую среду, для выполнения сварного шва потребуется минимальный сварочный ток, а также минимальное время сварки. . Если сварочный ток слишком низкий, простое увеличение времени сварки не приведет к сварке.Когда сварочный ток достаточно высок, размер сварочного шва увеличивается с увеличением времени сварки, пока он не достигнет размера, аналогичного площади контакта наконечника электрода. Если время сварки будет увеличиваться, произойдет вытеснение или, в худшем случае, электрод может прилипнуть к заготовке.
3) Сварочное усилие
Сварочное усилие влияет на процесс контактной сварки за счет своего влияния на контактное сопротивление на границах раздела и на контактной площади из-за деформации материалов.Заготовки должны быть сжаты с определенной силой в зоне сварки, чтобы обеспечить прохождение тока. Если сварочное усилие слишком низкое, выталкивание может произойти сразу после включения сварочного тока из-за того, что контактное сопротивление слишком велико, что приводит к быстрому тепловыделению. Если сварочное усилие велико, площадь контакта будет большой, что приведет к низкой плотности тока и низкому контактному сопротивлению, что уменьшит тепловыделение и размер сварочного шва. При сварке выступами сила сварки вызывает схлопывание выступа в заготовке, что изменяет площадь контакта и, следовательно, сопротивление контакта и плотность тока.Это дополнительно влияет на выделение тепла и результаты сварки.
4) Сопротивление контакта
Сопротивление контакта на границе раздела сварных швов является наиболее важным параметром, связанным с материалами. Однако он очень динамично взаимодействует с параметрами процесса. На рисунке ниже показано измеренное контактное сопротивление низкоуглеродистой стали при различных температурах и различных давлениях. Замечено, что контактное сопротивление обычно уменьшается с повышением температуры, но имеет локальный гребень около 300 ° C, и оно уменьшается почти пропорционально с увеличением давления.Все металлы имеют шероховатую поверхность в микромасштабе. Когда усилие сварки увеличивается, контактное давление увеличивается, в результате чего увеличивается реальная площадь контакта на границе раздела из-за деформации неровностей шероховатой поверхности. Следовательно, контактное сопротивление на границе раздела уменьшается, что снижает тепловыделение и размер сварного шва. На металлических поверхностях также присутствуют оксиды, водяной пар, масло, грязь и другие загрязнения. При повышении температуры некоторые поверхностные загрязнения (в основном на водной и масляной основе) сгорают в течение первых двух циклов, а металлы также размягчаются при высоких температурах.Таким образом, контактное сопротивление обычно уменьшается с повышением температуры. Несмотря на то, что контактное сопротивление имеет наибольшее влияние только в первой паре циклов, оно имеет решающее влияние на распределение тепла из-за начального тепловыделения и распределения.
5) Свойства материалов
Практически все свойства материалов изменяются с температурой, что увеличивает динамику процесса контактной сварки. Удельное сопротивление материала влияет на тепловыделение.Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью, даже при высоком сварочном токе выделяется мало тепла, а также он быстро отводится. Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошим материалом для электродов. При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании сварных деталей при сварке выступами и выборе формы электродов при точечной сварке.Твердость материала также влияет на сопротивление контакта. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же сварочном усилии из-за того, что шероховатости поверхности труднее деформировать, что приведет к меньшей реальной площади контакта. Электродные материалы также используются для влияния на тепловой баланс при контактной сварке, особенно для соединения легких и цветных металлов.
6) Покрытия поверхностей
Большинство покрытий поверхностей применяется для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности.Эти поверхностные покрытия часто усложняют процесс сварки. В зависимости от типа покрытия поверхности необходимо производить особую настройку параметров процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов. Эти поверхностные покрытия специально подобраны для обеспечения теплового баланса на границе раздела сварных швов. Большая часть поверхностных покрытий будет выдавлена во время сварки, некоторые останутся на границе раздела сварных швов в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и деталей очень важны, поскольку они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки.Геометрия электродов при точечной сварке контролирует плотность тока и получаемый размер сварочного шва. Для металлических листов разной толщины требуются разные сварочные токи и другие настройки параметров процесса. Конструкция локальной проекционной геометрии деталей имеет решающее значение при сварке выступами, которую следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, рельеф или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе раздела сварного шва.
Узнайте больше о проектировании сварных швов>
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата существенно влияют на процессы контактной сварки. Электрические характеристики включают динамическое время реакции сварочного тока и магнитные / индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень критичным при контактной сварке сопротивлением, так как общее время сварки часто бывает очень коротким.Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при управлении технологическим процессом. Механические характеристики включают скорость и ускорение следящего за электродом, а также жесткость погрузочной рамы / рычагов. Если слежение за электродом слишком медленное, при сварке выступами легко может произойти выброс. На приведенном ниже рисунке показаны измеренные параметры процесса сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует схлопыванию выступа в заготовке.
Точечная сварка — обзор
6.04.3.1 Точечная сварка
Точечная сварка широко используется в автомобильной промышленности для эффективного соединения металлических листов ( 35 ). Точечная сварка, относящаяся к контактной сварке, заключается в выделении тепла с использованием сильного тока, примерно 1000–100 000 А. Сварочные пистолеты являются основной частью сварки. Есть два разных типа пистолетов, но важным фактом является то, что они имеют схожую функцию, чтобы создать замкнутый контур, соединяющий источник питания с местом сварки (Рисунок 6).
Рисунок 6. Процесс точечной сварки.
Воспроизведено Радхакришнан В. М. Технология и дизайн сварки ; New Age: New Delhi, 2006.Ток проходит через листовые металлы, когда два пистолета сжимаются одновременно. Подача высокого тока вызовет плавление поверхностей, контактирующих с электродами. После того, как энергия достигнет достаточного уровня, начнется формирование сварочного шва. Поверхности (между листами, имеющие наибольшее сопротивление) нагреваются до температуры твердое тело – жидкость и образуют расплавленную сварочную ванну ( 36 ).Сварочное пятно, которое представляет собой так называемую HAZ, охлаждается за счет теплового режима, когда тепло передается пистолету, который охлаждается протекающей через него водой. Затем пистолет открывается, чтобы завершить процесс. Преимущества точечной сварки заключаются в том, что этот метод использует эффективную энергию, которая вырабатывается за счет электроэнергии, и генерирует большой ток через генератор. Этот метод требует меньше времени на нагрев материалов. Кроме того, со временем на смену материала этот метод требует меньше времени, чем другие методы, и обеспечивает высокую производительность.Кроме того, точечную сварку легко автоматизировать, поскольку она проста в конструкции и при этом не требует присадочных материалов.
Оборудование, обычно используемое для точечной сварки, можно разделить на два основных типа: сварочное оборудование и роботизированное оборудование. Сварочный робот доступен в различных размерах, которые классифицируются в зависимости от максимальной нагрузки, с которой робот может манипулировать, от того, насколько далеко робот может дотянуться для сварки, и количества осей, на которых робот может работать. Сварочный пистолет прикреплен к концевому эффектору робота.Он разработан с учетом процесса сборки, который бывает двух типов: C-типа, который будет дешевле, и X-типа. Эти пистолеты управляются с помощью пневматического привода, который обеспечивает равномерное усилие на электродах и гидравлическое срабатывание, что часто используется, когда требуется высокое давление в небольшом или ограниченном пространстве (Рисунок 7). Однако был изобретен новый сервопистолет, в котором серводвигатель управляет пистолетом ( 37 ). Этот пистолет имеет более точный контроль силы электродов по сравнению с пневматическим пистолетом ( 38 ).
Рисунок 7. Сварочная горелка C-типа.
Воспроизведено Радхакришнан В. М. Технология и дизайн сварки ; New Age: New Delhi, 2006.Обычно сварочный пистолет прикладывает соответствующее давление и ток к месту сварки. Это означает, что пистолет будет подвергаться воздействию тепла и давления, что вызовет деформацию сварочных электродов. Для заточки электрода используется автоматическое приспособление для заточки наконечников (рис. 8). Это необходимо из-за мягкого материала электрода, высокого сварочного тока и высокого давления.Повязка проводится после каждого рабочего цикла и занимает около 1–2 с. Важно поддерживать хорошую контактную поверхность электрода; он определяет качество сварки. Кроме того, поддержание правильной геометрии электродов может снизить время простоя производства и снизить затраты на коммунальные услуги. Одна из основных проблем, с которыми обычно сталкиваются в процессе сварки, — это положение кабелей и шлангов, которое ограничивает движение робота. Вертлюг используется для подачи сжатого воздуха, охлаждающей воды, тока и сигнала в один вращающийся блок.
Рис. 8. Держатель наконечников.
Воспроизведено с сайта Timings, R. Производство и сварка; Newnes: Oxford, 2008.Вертлюг значительно повышает эффективность роботизированной сварки (рис. 9). Это позволяет максимально использовать доступ к участкам точечной сварки. Он устанавливается непосредственно на рабочий орган робота без шлангов и кабелей и обеспечивает высокое качество точечной сварки. Таймер точечной сварки используется для управления временем и током сварки, а также последовательностью и временем других частей сварочного цикла.
Рисунок 9. Вертлюг.
Воспроизведено с сайта Timings, R. Производство и сварка; Newnes: Oxford, 2008.Как и другие методы сварки, этот метод сварки также имеет ряд параметров, которые необходимо учитывать в процессе сварки. Важно иметь оптимальный контроль параметров сварки, чтобы получить удовлетворительный результат формирования ядра, тем самым определяя уровень качества самой сварки. Параметры точечной сварки включают в себя электрическую силу, диаметр контактной поверхности электрода, время сжатия, время сварки, время выдержки и сварочный ток.Незначительная корректировка любого из параметров повлияет на все остальные параметры. Диаметр контактной поверхности электрода сильно зависит от силы электрода. Lai et al. ( 37 ) оценили диаметр поверхности электрода на основе серво пистолета. Сервопистолет имеет более точный контроль силы электрода. Он мягко касается листового металла, уменьшая удары и продлевая срок службы электрода. В ходе их исследования была получена математическая модель для оценки диаметра забоя.Он показывает, что увеличение сварочного тока и силы увеличивает скорость износа электрода, что приводит к уменьшению диаметра электрода ( 37 ). Поскольку электроды прикладывают силу к металлическим листам, электроды сжимаются. Интервал между начальным приложением силы и подаваемым током необходим для обеспечения того, чтобы сила достигла желаемого уровня до того, как сварочный ток достигнет перегрузки. Это предотвращает разбрызгивание, которое может привести к слипанию электрода и листов.
Время сварки должно быть как можно короче. Это время, когда самородок формируется и увеличивается в размерах. Это может определить прочность сварного шва. Aslanlar et al. ( 39 ) наблюдали влияние времени сварки на прочность сварного соединения. Продолжительность сварки 12 и 15 периодов дает оптимальную прочность на разрыв при сварке 10 кА, а продолжительность сварки 10 периодов дает оптимальную прочность на отрыв при сварочном токе 11 кА. Это потому, что самородку достаточно времени, чтобы вырасти до оптимального размера.Она должна составлять не менее 20% и не более 80% толщины листа.
Время выдержки — это время после процесса сварки, когда электроды все еще зажимают листы. Это охлаждает сварной шов и позволяет самородку затвердеть и соединить листы. Условие соответствует принципу теплопередачи. Когда вода охлаждает электрод, тепло от точки сварки передается в холодную зону для достижения теплового эквивалента. Этот интервал не должен быть слишком большим, поскольку сварной шов может стать хрупким.Однако при использовании оцинкованной углеродистой стали рекомендуется более длительное время выдержки.
Еще одним параметром, который существенно влияет на сварку, является сварочный ток. Сварочный ток регулируется настройкой переключателя ответвлений трансформатора и величиной тока. Использование правильной величины тока также определяет прочность сварного шва. Aslanlar et al. ( 40 ) изучали влияние сварочного тока на прочность сварного соединения и обнаружили, что оптимальная прочность на сдвиг и отрыв достигается при сварочном токе 10 и 11 кА соответственно.Сила тока должна быть как можно более низкой. Если ток достигнет величины перегрузки, произойдет разбрызгивание.
Технологии могут быть дорогими, но они улучшают жизнь. Роботизированная точечная сварка не только увеличивает объем производства и сокращает время производственного цикла, но и улучшает качество продукта. Фактически, достигается лучшая стоимость производства по сравнению с ручной работой при мелкосерийном производстве ( 41 ). Обычно точечная сварка применяется в производстве никель-кадмиевых аккумуляторов, сварке металлических листов в автомобильной промышленности и даже в клиниках ортодонтов, которая используется для изменения размера металлических «молярных лент».«Поскольку его основная цель — соединение металлов, сварочный процесс в основном используется во всем мире при сборке. Это сложный процесс, который сложно параметризовать, а также эффективно контролировать и контролировать. Однако влияние на сустав до конца не изучено ( 4 ).
Основные области исследований — робототехника, сенсорная техника, системы управления и искусственный интеллект. Все это контролируется основным компонентом, называемым контроллером, который действует как «мозг» робота. Контроллер используется для программирования робота, дает команду роботу активировать датчики, перемещать и активировать сварочную горелку для выполнения задачи.Большинство ошибок при внедрении роботов связано с программным обеспечением, управляющим роботами. Многие исследователи изучают проблемы, связанные с четко определенными задачами, выполняемыми контроллером. Проблемы не только влияют на физическое движение робота, но также могут повлиять на качество самой сварки. Создан алгоритм, обеспечивающий пошаговый процесс, который используется для решения проблем. Ли и др. ( 42 ) обнаружили, что качество процесса точечной сварки сопротивлением низкое с высокой скоростью выталкивания.Он разработал нейро-нечеткий алгоритм, чтобы уменьшить процент ошибок образца и, следовательно, повысить качество сварки. Его исследование показало, что система нейро-нечеткого вывода является подходящей техникой для контроля качества процесса точечной сварки. Слишком большая продолжительность сварки и слишком большая сила тока снизят предел прочности на разрыв из-за слишком большого плавления. Одна из важнейших задач контроллера — контролировать параметры сварки и контролировать их, чтобы поддерживать постоянство величины параметра во время процесса сварки.Джоу ( 43 ) исследовал влияние изменяемых параметров на выходной сигнал для различных сталей в автомобильной промышленности. Он обнаружил, что чрезвычайно высокий ток дает чрезмерный самородок и приводит к вытеснению расплавленного металла, что может вызвать непредсказуемые эффекты. Увеличение подачи тока также увеличит скорость джоулева нагрева.
Другой подход, используемый для решения задач, — использование искусственных нейронных сетей. Математическая модель используется для моделирования сложных отношений между входами и выходами или для поиска закономерностей в данных.Это было использовано Мартином и др. ( 44 ), чтобы объяснить систему нейронной сети, которая способна интерпретировать ультразвуковые осциллограммы, полученные методом эхо-импульсов. Он может классифицировать неиспользуемые входные векторы в обучении, поскольку 10 векторов компонентов используются для описания ультразвуковых осциллограмм. Чо ( 45 ) объясняет систему, которая способна оценивать качество точечной контактной сварки с использованием модели динамического сопротивления. Он обнаружил, что система Hopfield зарекомендовала себя как система оценки качества сварки с использованием метода распознавания образов.Эта система подходит для промышленной среды. Нейронная сеть дает наилучшие результаты при оценке прочности и диаметра самородка. Измерение необходимо проводить, когда скорость изменения тока равна нулю, чтобы избежать индуктивного шума.
Сварщик для самостоятельной точечной сварки для создания аккумуляторных блоков
Для сварки металла с металлом с помощью аппарата для точечной сварки важны две вещи:
- определенное давление на материал с помощью электродов для обеспечения надлежащей проводимости.
- время, необходимое для сварки материала.
. Первый бит может быть получен путем поворота обоих рычагов по отдельности и создания подпружиненных обоих рычагов.У меня не было пружин, поэтому я использовал кольцо из ниндзяфлекса для 3D-принтеров. Работает отлично! (пока).
Время сваривать материал — это еще одна история, которую я расскажу в журнале программного обеспечения.
Я хотел создать корпус, который легко перемещать, с открытыми рычагами, дисплеем, предохранителем за отсеком для обслуживания, потенциометрами, а также моим любимым настенным выключателем 86 карат от Home Depot. Он также должен был обеспечить достаточную прочность для размещения тяжелого трансформатора, а также двух шарнирных рычагов, которые вообще не должны двигаться, кроме как вертикально.
По сути, это коробка. В нем есть все, что описано выше, и он сделан из прочной 5-миллиметровой фанеры от Home Depot. Передняя панель сделана из фанеры толщиной всего 3 мм, потому что мне нужно было правильно установить потенциометры, а также дисплей. Остальное — украшение.
Внутри находится блок предохранителей, настенное зарядное устройство за 1 доллар от Dollar Tree (я действительно пошел ва-банк!), А также реле Arduino за 2 доллара. Я установил на переднюю панель все, что имеет напряжение 5 В или которые через некоторое время нужно будет заменить.
Петлевой механизм не менее прост. Мне просто нужно было ограничить две руки по всем осям, кроме одной. Это возможно с жесткими боковыми пластинами и центральной пластиной, чтобы держать их отдельно друг от друга, поэтому к верхней крышке приклеены три пластины, а не только две внешние.
В итоге все выглядело точно так же, как и в реальной жизни:
Я проделал лазером все на своем модифицированном китайском лазере K40, без которого я не мог жить, и начал собирать корпус.К сожалению, у меня закончились винты 12×3 мм, поэтому мне пришлось вернуться к приклеиванию вместо прикручивания. Не совсем то, что я хотел, но это тоже работает. Это лишь немного усложнило процесс, но по-прежнему очень удобно и дешевле.
Я установил переключатель внутри механизма петли, чтобы автоматически запустить сварочный аппарат, как только я прижал электроды к материалу для сварки с достаточной силой.
Получившийся корпус отлично смотрится на моем столе и действительно хорошо работает.Я могу поставить сварщика куда захочу. Настенный выключатель действительно хорошо работает и на передней панели.
Дисплей легко читается с точки зрения оператора. Контраст действительно очень хороший, если смотреть спереди.
Вскоре после того, как все было собрано, я начал делать несколько пробных сварных швов. Конечно! Мне не терпелось протестировать свое программное обеспечение, и мне очень хотелось узнать две вещи:
- Как внезапный скачок напряжения повлияет на Arduino с его источником питания за 1 доллар?
- Выживет ли реле Arduino прямо из Китая даже после одной операции?
К моему большому удивлению, ответ на оба эти вопроса был очень положительным! Все работает! Я даже начал набирать продолжительность как предварительной сварки, так и сварки, начиная с моего 0.Никелевые полосы 2×8 мм требовали намного меньше времени на сварку, чем мои стальные полосы 0,75 мм. Ничего удивительного.
Что мне очень понравилось в этом тесте, так это испытание на разрыв сварных полос.
Я не мог.
Я применил два плоскогубца и приложил все усилия, которые я смог приложить, и только одна точка сварки отскочила и оставила отверстие! ОПАСНО!
В итоге я протестировал свой новый инструмент с батареями за 1 доллар (8 за 1 доллар — угадайте откуда). Я просто хотел что-то сварить.Батареи — полная чушь, и я бы никогда не купил их снова ни для чего серьезного, но для сварочных упражнений они казались идеальными.
Не было.
По всей видимости, отрицательный полюс АКБ — это просто заглушка и отделяется от АКБ при плавлении термоусадки. Его буквально не связывают с батареей, кроме как прикосновением к поверхности. Однако …
Подробнее »Сварщик для точечной сварки DIY
Сварщик для точечной сварки DIY Кремона, август 2018.Вернуться на главную страницу.
Привет,
это краткий обзор с некоторыми замечаниями о том, как сделать точечный сварочный аппарат из СВЧ трансформаторы (ТО).
Ничего нового по сравнению с другими онлайн-учебниками, за исключением того, что в нем есть:
- Две параллельные MOT для большей мощности;
- A твердотельное реле для синхронизации, для простоты управляется Arduino.
ВНИМАНИЕ! Этот проект имеет дело с высоким и средним напряжением.Это опасно и небезопасно. Я никоим образом не отвечаю за любой ущерб, который вы можете причинить (даже самому себе).
Введение
Есть много-много учебных пособий по точечной сварке. В основном люди используют трансформаторы для микроволновых печей (ТО), снимая высокое напряжение. вторичный и заменив его всего за несколько оборотов. Я использую два параллельно включенных МОЛ для увеличения выходного тока.Этого достаточно для простого сварочного аппарата, однако кое-что интересное — это возможность контролировать время сварки.Кроме того, люди говорят, что короткий импульс перед сваркой размягчает материал и, таким образом, создает лучший электрический контакт (он же лучшая сварка). В моем случае я использую arduino для реализации простого контроллера времени. В любом случае, контроллер можно обойти с помощью переключателя, чтобы включить точечную сварку в прямой режим.
Трансформаторы
Вот изображение двух трансформаторов для микроволновой печи (MOT), полученное из микроволновой печи.Будьте осторожны, микроволновые печи — очень опасные предметы. Там есть высоковольтный конденсатор, сохраняющий высокое напряжение долгое время после того, как духовка была отключена. отключенные и опасные химикаты в магнетроне.Люди говорят, что сделают тебя слепым.
ТО наверху все еще нуждается в доработке.
Вторичная обмотка высокого напряжения (более тонкий провод, намного больше витков) должна быть отключена и
заменены на несколько витков толстого провода.
Магнитные шунты следует удалить.
Магнитные шунты снижают эффективную мощность трансформатора, так как они замыкают накоротко.
часть магнитного потока.
Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в
параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Электроды
Электроды обычно делают из меди (а не из латуни, люди говорят, что она прилипнет во время сварки). Я нашел несколько медных заклепок с большим сечением, они работают нормально. Две короткие ручки держат электроды импровизированным образом, а несколько пружин удерживают руки открытыми. Подключите электроды, добавьте переключатель и все смонтируйте.
Трансформаторы необходимо подключить параллельно (обратите внимание на фазу !!), примерно так:
На этом этапе базовый сварочный аппарат готов и уже может работать. Измеренное напряжение между электродами составляет 2,72 В переменного тока.
В следующем разделе я создам контроллер для настройки времени сварки.
Контроллер (электроника)
Трансформаторы могут управляться напрямую от сети 220В (прямой режим) или через таймер. Решил использовать Arduino в качестве таймера, управляя дешевым твердотельным реле (их 3 с ebay, всего за 5 евро). Твердотельные реле включают (обычно) демпфер, что очень важно при высокой индуктивности. приложения (например, трансформаторы !!) Обычные реле могут залипнуть при резком прерывании высоких токов.Пока дешевое твердотельное реле работает нормально.Идея твердотельного реле на самом деле очень проста: вы подаете небольшое напряжение на вход (в моем случае непосредственно на выходной контакт Arduino) и выход становится замкнутой цепью для переменного (220В) напряжения.
Схема для Arduino выглядит примерно так (извините, я знаю, что грубовато ..) В любом случае, полезно добавить еще один переключатель, чтобы можно было обойти твердотельное реле и сварочный аппарат можно использовать в прямом режиме, как показано выше.Сборка ТО обсуждалась на предыдущем снимке.
Три подстроечных резистора — просто делители напряжения (470k должно работать отлично). Рычаг переключателя имеет три положения (центр отключен) и обсуждается в программе. При нажатии другой кнопки начинается сварка.
Простая программа Arduino в цикле выполняет следующие действия:
- Проверить состояние маленького рычажного переключателя;
- Переключатель IF находится в первом положении, затем выполняется автоматическая сварка (время регулируется) при нажатии кнопки;
- Переключатель IF находится во втором положении, установите время предварительной сварки, паузы и времени сварки с помощью трех триммеры;
- Если переключатель находится в третьем положении (ручной режим), затем проверьте состояние кнопки и если он толкается, сваривайте, пока он не освободится.
Я слышал, что вы сказали! Какая ужасная простыня! В любом случае..
Если вам нужно вдохновение, вы можете найти мой сценарий ЗДЕСЬ. Для этого также нужна библиотека LiquidCrystal_I2C для управления дисплеем.
Хорошо, на этом этапе создайте верхний уровень сварочного аппарата, поместите охлаждающий вентилятор (и металлический
сетку на задней панели, чтобы воздух мог выходить через ТО) и добавить электронику.
Наконец, нам понадобится панель для триммеров, дисплей и некоторые кнопки.
Вот и все, ребята!
Есть комментарии? Не стесняйтесь писать мне!
Ура,
Стефано
Вернуться на главную страницу.
Как сделать машину для точечной сварки
ВВЕДЕНИЕ:
Форма контактной сварки, точечная сварка — один из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования каких-либо присадочных материалов. .
Этот процесс сварки включает приложение давления и тепла к области сварки с использованием электродов из сплава меди, которые пропускают электрический ток через сварные детали.Материал заготовки плавится, детали расплавляются, после чего ток отключается, давление медных электродов поддерживается, а расплавленный «самородок» затвердевает, образуя сварное соединение.
Сварочное тепло создается за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Для электродов используется медный материал, так как он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в деталях, а не в медных электродах.
При точечной сварке, благодаря более низкой теплопроводности и более высокому электрическому сопротивлению, стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь наиболее подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости разрушения в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Процесс точечной сварки находит применение в нескольких отраслях, включая автомобилестроение, авиакосмическую промышленность, железную дорогу, металлическую мебель, медицинское строительство и строительные процессы.
Чтобы соединить детали с помощью процесса точечной сварки, они должны быть точно выровнены, так как корректировка после сварки — непростая задача. При точечной сварке для сварки деталей выбираются подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава установлены правильно, включается ток, который течет от одного электрода к другому с очень большим током. Сварочный материал нагревается настолько, что становится жидким, и обе детали соединяются.В этом процессе время, в течение которого электрический ток должен протекать через заготовки, варьируется в зависимости от материала контактной сварки
A, процесс точечной сварки является одним из самых старых методов сварки, при котором свариваются два или более металлических листа. вместе без использования каких-либо наполнителей.
Этот процесс сварки включает приложение давления и тепла к области сварки с использованием электродов из сплава меди, которые пропускают электрический ток через сварные детали.Материал заготовки плавится, детали расплавляются, после чего ток отключается, давление медных электродов поддерживается, а расплавленный «самородок» затвердевает, образуя сварное соединение.
Сварочное тепло создается за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Для электродов используется медный материал, так как он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в деталях, а не в медных электродах.
При точечной сварке, благодаря более низкой теплопроводности и более высокому электрическому сопротивлению, стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь наиболее подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости разрушения в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Процесс точечной сварки находит применение в нескольких отраслях, включая автомобилестроение, авиакосмическую промышленность, железную дорогу, металлическую мебель, медицинское строительство и строительные процессы.
Чтобы соединить детали с помощью процесса точечной сварки, они должны быть точно выровнены, так как корректировка после сварки — непростая задача. При точечной сварке для сварки деталей выбираются подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава установлены правильно, включается ток, который течет от одного электрода к другому с очень большим током. Сварочный материал нагревается настолько, что становится жидким, и обе детали соединяются.В этом процессе время, в течение которого электрический ток должен проходить через заготовки, варьируется в зависимости от материала заготовки и ее толщины. Если детали плотно соединены, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Заготовка и ее толщина. Если детали плотно соединены, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Используемые детали:
Трансформатор для микроволновой печи
Кусок фанеры 21 дюйм * 4.25 дюймов (18 мм) для основания
4 дюйма Охлаждающий вентилятор 230 В переменного тока
Медный сварочный кабель 50 квадратных мм (длина 1,5 метра)
Двухпозиционный переключатель
Световой индикатор панели
Переключатель угловой шлифовальной машины bosch 6-100 модель
Пружина
2 шт. 5/16 медных болтов (длина 42 мм)
4 медных гаек № 5/16
2 медных наконечника
Металлический лист
3 шт. Кусочки фанеры 4 дюйма * 4 ”(Толщина 18 мм)
Деревянный элемент
Электрический провод 3 жильный (1 квадратный мм)
3 шт.Болт с полукруглой головкой, 6 мм с высоким удлинением (длина 120 мм)
Металлическая ручка
Зажимы
Винты
Гвозди
6 шт. ПВХ буферы
Как сделать:
Первым шагом является снятие вторичной катушки с микроволновой печи печь трансформатор. Я покупаю этот трансформатор в ремонтной мастерской, он подержанный.
Затем пропустите медный сварочный кабель от этого трансформатора, как показано на рисунке. Я использовал 50 квадратных мм и 1.Тяжелый медный сварочный кабель длиной 5 метров.
Присоедините медные наконечники к обоим концам сварочного кабеля.
Следующим шагом является прикрепление охлаждающего вентилятора к фанерному основанию с помощью алюминиевого L-образного канала и винтов.
Прикрепите кусок фанеры размером 4 дюйма * 4 дюйма к основанию и прикрепите трансформатор микроволновой печи к этой фанере с помощью винтов, как показано на рисунке.
Прикрепите кусок фанеры к основанию, а также прикрепите к нему сварочный кабель с помощью зажимов, как показано на рисунке.
Разрежьте фанеры. Просверлите отверстия диаметром 6 мм. Прикрепите деревянную деталь (ручку) между двумя частями фанеры с помощью 6-миллиметрового болта с половинной резьбой и длиной 120 мм, как показано на рисунке.
Прикрепите фанерный комплект к основанию с помощью винтов.
Сделайте прорезь на деревянной детали, используя направляющую для циркулярной пилы, чтобы прикрепить переключатель модели bosch GWS 6-100 угловой шлифовальной машины к этому пазу.
Прикрепите 5/16 медных болтов (длина 42 мм) с 4 шт.5/16 медных гаек в обоих медных наконечниках, как показано на рисунке.
Закрепите пружину с помощью длинного 120-мм болта с половинной резьбой 6 мм.
Последний этап — изготовление крышки для аппарата точечной сварки. Я сделал крышку из металлического листа. Вырежьте из листового металла идеального размера и согните его с помощью гибочного станка, как показано на рисунке.
Просверлите соответствующие отверстия для выпуска воздуха из них. Сделайте прорезь для выключателя.
Просверлите отверстие для светового индикатора.
Прикрепите металлическую ручку к крышке с помощью болтов с внутренним шестигранником.
Присоедините двухпозиционный переключатель и индикаторную лампу.
Принципиальная схема аппарата для точечной сварки, как показано на изображении.
Прикрепите эту крышку из листового металла к сварочному аппарату.
Прикрепите 6 буферов ПВХ под основанием для точечной сварки.
Я покрасил этот аппарат для точечной сварки.Теперь этот аппарат для точечной сварки готов к работе.
Процесс точечной сварки в основном выполняется на переменном токе. Для этого процесса также возможен постоянный ток, но он используется редко.
Для точечной сварки используются так называемые клещи для точечной сварки. В основном они используются на мобильном оборудовании для контактной сварки. Ручная точечная сварка сегодня используется в мастерских по ремонту кузовов автомобилей или в ремесленных предприятиях.