Заточный станок своими руками | Строительный портал
Наличие заточного станка дома, решает множество проблем с заточкой металлического оборудования, но, увы, стоимость такого станка довольно высока. О том, как сконструировать самодельный заточной станок рассмотрим далее.
Оглавление:
- Функциональные особенности работы и устройство заточного станка
- Преимущества и сфера использования заточного станка
- Основные виды заточных станков
- Универсальный заточный станок своими руками
- Заточный станок для сверл своими руками
- Заточный станок для ножей: инструкция по изготовлению
Функциональные особенности работы и устройство заточного станка
С целью затачивания разнообразных изделий стального характера используется заточный станок. Данный агрегат состоит из станины, к которой прикреплен электрический двигатель. Крепление двигателя осуществляется со сдвигом оси на 1,5°.
Направляющая, которая располагается на двух колонных частях, осуществляет горизонтальную подачу. Она движется благодаря наличию передачи червячного типа, которая располагается на станине. На конечной части червячного вала крепится устройство лимба, выполняющего непосредственное движение шлифовального круга.
Продольную подачу следует выполнять вручную, посредством перемещения детали, поддающейся заточке. Оправка — это еще одна деталь заточного станка, которая крепится на стойки. Фиксация узлового держателя происходит благодаря наличию зажимов-винтов.
Держатель содержит рукоятку, которая позволяет детали проходить по станку. Для осуществления круговой заточки детали, имеется отверстие, к которому прикрепляется приставка, позволяющая затачивать ножи. На удерживающем устройстве располагается компонент подручного типа, при помощи которого происходит заточка инструмента.
В соотношении с типом работы, которая выполняется на заточном станке, есть несколько принципиальных различий в способе заточки инструментов. Выделяют:
- заточку с применением удерживающего устройства;
- радиусный вариант заточки с приставкой;
- заточку с подручником.
Первый вариант, позволяет обрабатывать абсолютно плоское полотно, с наличием прямой кромки. Он включает наличие:
- рубанка ручного типа,
- фуганки,
- металлических пластин фуганки,
- рубил,
- долот.
Перед началом работы следует обратить внимание на расположение ползуна. Он должен быть установлен в крайнем левом положении. Далее происходит закрепление детали при помощи скобы в виде буквы П, фиксации и зажимных винтов. Кромка, которая снимает фаску, должна располагаться параллельно по отношению к рабочему концу шлифовального круга.
Затем следует включение устройства и произведение заточки. Человек, который работает с деталью, должен обеспечить ее легкое соприкасание с шлифовальным кругом. При этом левая рука отвечает за вращение поперечной передачи, а правая — продольно перемещает деталь. Перемещение детали происходит исключительно по рабочей конечной части круга для шлифовки.
Во время заточки радиусного типа используется деталь приставки, позволяющая обеспечить получение неординарной заточки на инструменте с наличием кромок режущего типа.
Если заточка производится с помощью приставки, то происходит отсоединение скоб прижима и винтов фиксации. Ось приставки устанавливается на центр станка и затем фиксируется винтом зажима.
Если вращение приставки происходит легко, значит она установлена правильно. Далее нужно зафиксировать держатель и переместить ползун к середине шлифовального станка.
Преимущества и сфера использования заточного станка
Заточные станки электромеханического типа обладают большим количеством преимуществ, по сравнению с устройствами ручного типа:
1. Возможность осуществлять множество операций по заточке различного инструмента самостоятельно, без привлечения специалиста.
Возможность осуществлять множество операций по заточке различного инструмента самостоятельно, без привлечения специалиста.
2. Длительный срок эксплуатации позволяет использовать заточный станок на протяжении 10-15 лет.
3. Механизация процесса заточки позволяет сэкономить время и делает этот процесс более легким.
4. Простота использования заточного станка позволяет выполнять разнообразные операции по заточке и шлифовке металлических деталей даже непрофессионалу.
5. Еще одним достоинством данного устройства является возможность его самостоятельного изготовления: это позволит значительно сэкономить на покупке этого устройства.
6. Заточные станки универсального типа отличаются высокой производительностью и эффективностью работы.
Существуют заточные станки, которые способны затачивать только один инструмент, и универсальные заточные станки — которые подходят для заточки практически любого оборудования.
Заточные станки способны заточить нож, бензопилу, сверла, фрезы, долбняки, резцы, протяжки. Также они проводят внутреннее и наружное шлифование металлической поверхности.
Также они проводят внутреннее и наружное шлифование металлической поверхности.
Заточка любого инструмента требуется практически в любом месте, а потому сфера использования заточного станка довольно широкая. Их используют, как в частной сфере, в гаражах, на СТО, в мастерских и в крупных промышленных установках.
Основные виды заточных станков
В соответствии со способом и предметом заточки выделяют станки:
- универсального типа,
- специализированного типа.
Универсальный заточный станок позволяет обрабатывать детали, разных видов. Они имеют в комплектации обычные и специальные приспособления, которые закрепляют и фиксируют разнообразные инструменты. Такие станки способны шлифовать: развертки, фасонные резцы, фрезы, сверла, плашки и т.д.
Специализированный заточный станок, отличается от универсального, способностью затачивать детали только одного вида. Они отличаются высокой производительностью, так как не требуют постоянной замены конструктивных элементов. Специализированные станки характеризуются более точным качеством обработки деталей. Такие станки используют на предприятиях, которые вытачивают детали или запчасти или в том случае, когда заточка на универсальном станке является неточной.
Специализированные станки характеризуются более точным качеством обработки деталей. Такие станки используют на предприятиях, которые вытачивают детали или запчасти или в том случае, когда заточка на универсальном станке является неточной.
Станки универсального типа отлично справляются с заточкой лезвиенного оборудования, такого как долбняки, фрезы и развертки. Они предоставляют возможность в обработке зуборезных головок, резцов или червячных фрез.
Специализированные заточные станки разделяют на станки:
- для бензопил,
- для сверл,
- для ножей и т.д.
Заточные станки для бензопил разделяются на два вида: электрические и ручные. Заточка на ручном станке предполагает точную заточку цепи. Есть возможность фиксации положения напильника, поэтому все зубья получаются острыми и имеют одинаковый размер.
В мастерских специализирующихся на заточке бензопил используют оборудование электрического типа.
Универсальный заточный станок своими руками
Для изготовления заточного станка потребуется электрический двигатель, мощность которого не превышает 1 кВт, два шкива, подшипники с валом.
Эти детали монтируются на станину, которую легче всего изготовить из стальных уголков.
Для подручника нужно соорудить поворотную планку, которая регулирует наклон детали по отношению к шлифовальному кругу.
В процессе заточки следует установить деталь так, чтобы она минимально соприкасалась с кругом. Постепенно подводите ее поближе.
Схема заточного станка основывается на правильности расчетов по установке шлифовального круга и подручника.
Рекомендации по изготовлению данного устройства:
1. С помощью защитного кожуха следует закрыть зазорный круг.

3. Максимальное расстояние между плитой и шлифовальным кругом составляет 0,3 см.
4. Длина фланцев, отвечающих за прижим, должна быть не меньше, чем четвертая часть диаметра круга.
5. В гаечно-фланцевом пространстве следует установить прокладку из паронита, она обеспечит затягивание гайки на валовом участке.
Заточный станок для сверл своими руками
Чтобы сэкономить на покупке станка для заточки сверл, попробуйте его изготовить самостоятельно.
Для этого понадобится наличие:
- тумблера,
- точильного круга,
- заглушки,
- мощного электродвигателя,
- подставки,
- электропроводов,
- оси.
Чтобы обезопасить себя в процессе работы, рекомендуется установить станок на станину, которая будет закрытой, снаружи будет видно только точильный круг и ось.
Данный агрегат будет работать от электросети. Наилучшее место для установки такого станка — стальной стол.
Наилучшее место для установки такого станка — стальной стол.
Инструкция заточного станка:
1. Зернистый диск оденьте на вал электродвигателя. В том случае, если диаметр диска не совпадает с диаметром вала, воспользуйтесь шайбой.
2. Потом закрепите их с помощью крепежной гайки или воспользуйтесь специальной насадкой, которая обеспечит надежное затачивание сверла.
3. В том случае, если размер вала меньший за размер диска, необходима втулка. Она крепится к валу болтом, в предварительно подготовленное отверстие.
Совет: При выборе электродвигателя отличным вариантом станет устройство от старой стиральной машины.
4. Следующий этап включает подсоединение двигателя к проводам и розетке. Возможно использование проводов от старых ненужных электроприборов.
5. Произведите подсоединение провода к пусковому устройству. Оно должно обладать тремя разомкнутыми контактами. Соедините их таким образом, чтобы при помощи кнопки с легкостью включать и выключать станок.
6. Для защиты электрического двигателя от грязи и пыли следует сделать для него защитную коробку.
Заточный станок для ножей: инструкция по изготовлению
Рассмотрим несколько вариантов изготовления самодельных заточных станков, при помощи которых можно заточить нож.
Первый вариант — ручной станок. Для изготовления которого понадобятся:
- деревянные планки или доски,
- винты,
- брусок для заточки.
Возьмите два деревянных угольника и скрепите их при помощи винтов, а между ними вставьте брусок. Он должен надежно фиксироваться в устройстве. Размер угла вычисляется в соотношении с требуемым углом заточки ножа.
Основным недостатком такого прибора является то, что угол наклона бруска невозможно отрегулировать. Требуется разбирать всю конструкцию.
Еще один вариант состоит из резьбовой шайбы, которая удерживает брусок в надежном положении. Для закрывания резьбы используйте трубку термоусадочного типа.
Воспользуйтесь двумя зажимами для бумаги и с их помощью закрепите подставку на нужную высоту. Таким образом, удерживая брус в руке самостоятельно выберите необходимый уровень наклона и произведите заточку.
Еще один вариант ручного станка позволит затачивать не только ножи, но и стамески и рубанки. В брусок закрепите устройство, которое нужно заточить. Выбор угла заточки зависит от того, под каким углом будет располагаться брусок по отношению к инструменту. Чтобы обеспечить удобство заточки и предохранить поверхность от наличия повреждений, подложите под этот прибор деревянную доску или стекло.
Станок для заточки сверл своими руками | Лучшие самоделки своими руками
У меня в мастерской скопилось много свёрл которые затупились или поломались но заточить сверло выдерживая нужный угол вручную довольно сложно, тем более когда нужно заточить сразу несколько свёрл. Подумав решил сделать специально под это дело специальный станок для заточки сверл, где бы уже был установлен упор выставленный под нужным углом и оставалось бы вставить туда сверло и заточить его.
Подумав решил сделать специально под это дело специальный станок для заточки сверл, где бы уже был установлен упор выставленный под нужным углом и оставалось бы вставить туда сверло и заточить его.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Что нам понадобится чтобы сделать станок для заточки сверл:
— Электродвигатель 555, купить можно тут — http://ali.pub/3q5pb8;
— Кронштейн для двигателя 555 — http://ali.pub/3q5pno;
— Переходник шпиндель для вала двигателя 555 с резьбой M3 — http://ali.pub/3q5puv;
— Выключатель;
— Джек 5.5mm;
— Алмазные отрезные диски 40 мм — http://ali.pub/3q5qgg;
— Адаптер питания 12-24V — http://ali.pub/3q5qrq;
— Фанера, деревянная доска;
— Шурупы;
— ПВХ труба с внутренним диаметром 45 мм.
Как сделать заточной станок для свёрл, процесс изготовления:
Из деревянной доски отрезаем один брусок с размерами – 60х40х10 мм, из фанеры вырезаем два прямоугольника: 70х55х10 мм. Затем нужно из них сделать держатель под двигатель 555, для этого скручиваем шурупами их вместе, получаем такую фигуру.
Затем нужно из них сделать держатель под двигатель 555, для этого скручиваем шурупами их вместе, получаем такую фигуру.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Также из куска фанеры вырезаем основу для станка для заточки свёрл.
Станок для заточки сверл своими руками
Затем прикручиваем основу к держателю для двигателя.
Станок для заточки сверл своими руками
Далее к корпусу прикручиваем угловой кронштейн для двигателя 555, предварительно просверлив тонким сверлом в корпусе отверстия под шурупы, чтобы не расколоть деревянный брусок.
Станок для заточки сверл своими руками
К кронштейну прикручиваем сам двигатель.
Станок для заточки сверл своими руками
На вал двигателя прикручиваем муфту-переходник под отрезные диски.
Станок для заточки сверл своими руками
В боковой стенке корпуса заточного станка для свёрл проделываем отверстия под разъём питания и выключатель.
Станок для заточки сверл своими руками
А также делаем внутреннюю проводку, припаивая провода к двигателю через выключатель и к джеку питания.
Станок для заточки сверл своими руками
Берём ПВХ трубу внутренним диаметром 45 мм и длиной 86 мм и делаем в нём вырез под деревянный корпус станка. Я это делал с помощью узкого жала паяльника но можно это сделать и другим способом.
Станок для заточки сверл своими руками
Далее надеваем трубку на корпус и я приклеил её к нему со всех сторон с помощью цианокрилатного суперклея.
Станок для заточки сверл своими руками
Также в трубке я с одной стороны ранее сделал прямоугольный вырез чтобы можно было через него вставить гаечный ключ.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
На этом этапе я сразу прикрутил алмазный отрезной диск с диаметром 40 мм.
Станок для заточки сверл своими руками
Из куска фанеры я вырезал держатель под свёрла и прикрутил его посредине основы станка.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Взял кусочек небольшого алюминиевого уголка и приклеил на суперклей к держателю для свёрл.
Станок для заточки сверл своими руками
Для питания двигателя станка для заточки свёрл я использовал универсальный импульсный адаптер питания 12-24 В.
Станок для заточки сверл своими руками
Наш заточной станок для свёрл готов, давайте теперь испытаем его, подсоединяем в разъём питания штекер от адаптера питания, включаем тумблер и можно затачивать свёрла. После заточки я испробовал эти свёрла как при сверлении дерева так и металлов и всё сверлится очень хорошо, в точности как новыми.
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Станок для заточки сверл своими руками
Чтобы сверла были острыми – как сделать станок для заточки своими руками. Самодельные приспособления для заточки сверл Заточное для сверл своими руками
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен.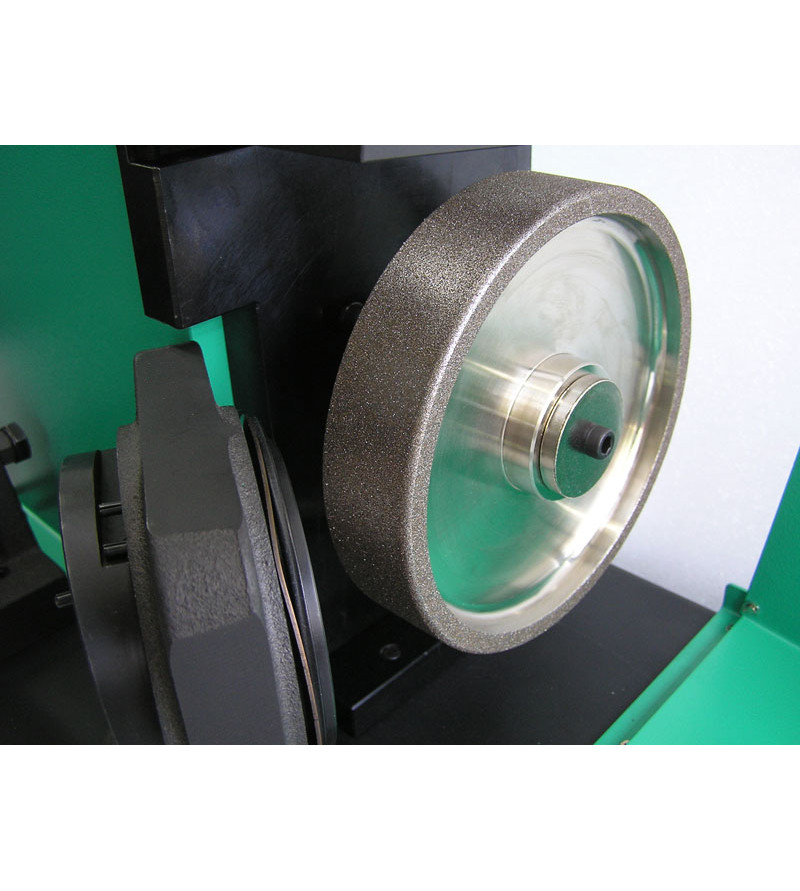 Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать — это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Заточку сверла производят по его задним граням. Очень важно, чтобы оба пера (зуба) сверла были заточены совершенно одинаково. Выполнить это вручную очень трудно. Не просто также вручную создать требуемую форму задней грани и заданный задний угол (где какой угол см. ниже).Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла — сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
а — шаблон; б — проверка угла при вершине и длин режущих кромок; в — угла заострения; г — угла между перемычкой и режущей кромкой.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
а — клины режущих кромок неодинаковы, середина перемычки не совпадает с осью сверла; б — режущие кромки заточены под различными углами к оси сверла, середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки — пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.
1 — рейка; 2 — сверло; 3 — наждачный круг; 4 — основание; 5 — державка.
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой — хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой — хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло представляет собой стержень, имеющий для облегчения выхода стружки две винтовые канавки. Благодаря канавкам на сверле образуются два винтовых пера, или, как их иначе называют, зуба.Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
А — с коническим хвостовиком; В — с цилиндрическим хвостовиком; а -рабочая режущая часть; б — шейка; в — ширина пера; г — лапка; д — поводок; е — канавка стружечная винтовая; ж — перо; з — хвостовик; и — перемычка; L — общая длина; L 0 — длина «рабочей режущей части»; D — диаметр; ω — угол наклона «канавки стружечной винтовой»; 2φ — угол при вершине; f — ширина ленточки спиральной; ψ — угол наклона перемычки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части — заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм — 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
1 — клин; 2 — обрабатываемый предмет; γ (гамма) — угол передний; α (альфа) — угол задний; δ (дельта) — угол резания; β (бета) — угол заострения.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол — это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка — это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.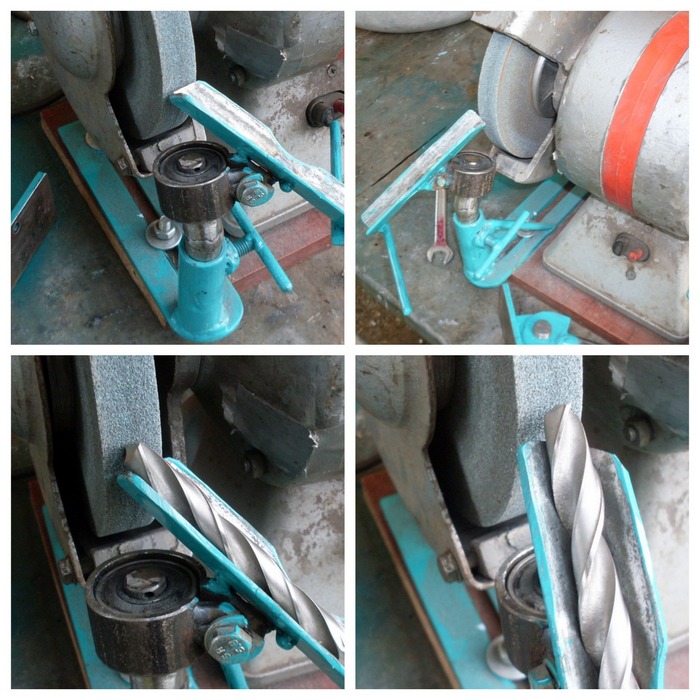
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань — это название условное, так как слово «грань» предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала.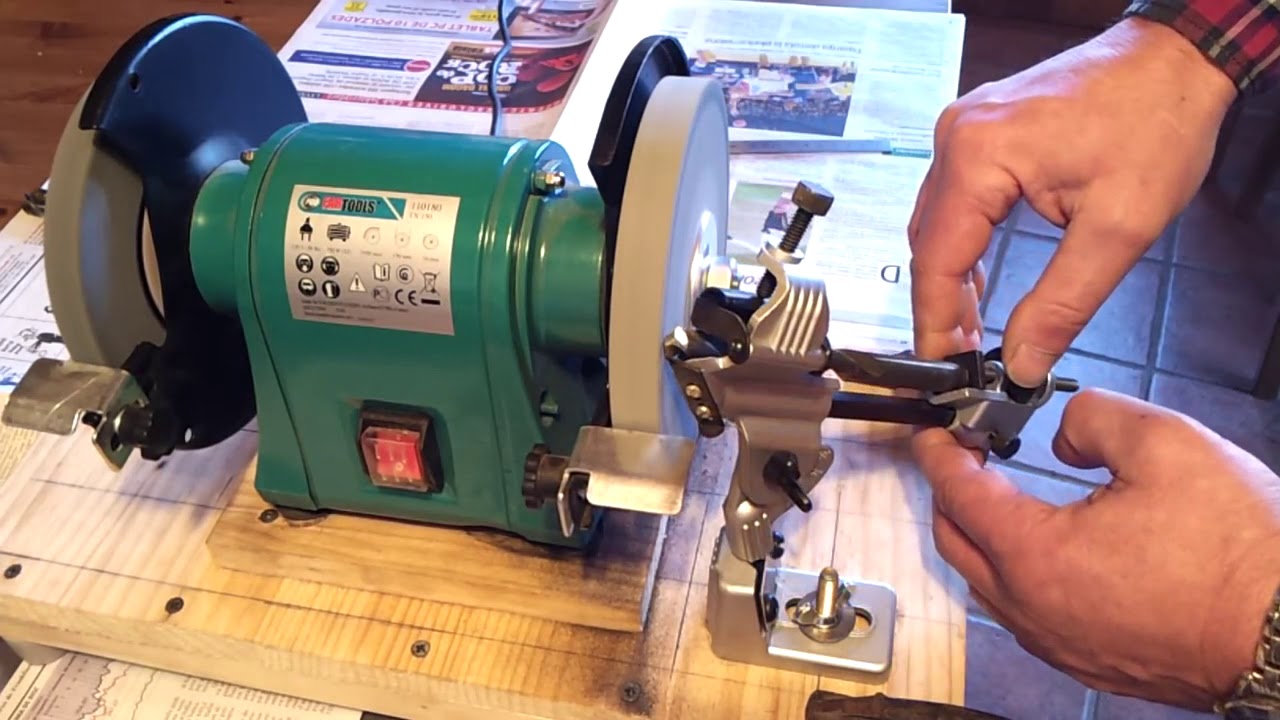 Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение.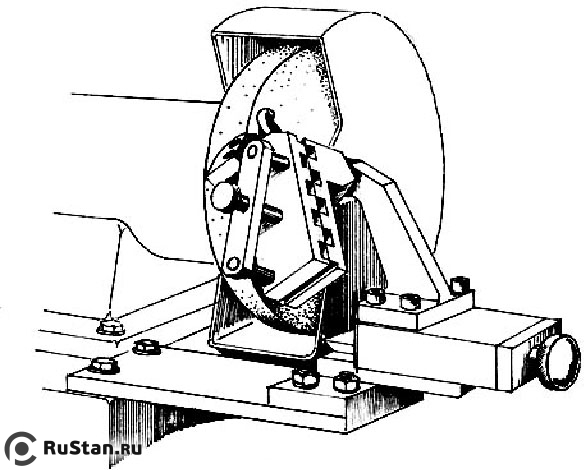 Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.
Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.
для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.
Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.
При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
Практический пример работы с чертежом
Суть проблемы: есть свёрла, их надо точить.
Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ – поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Немного сварочных работ по шаблону.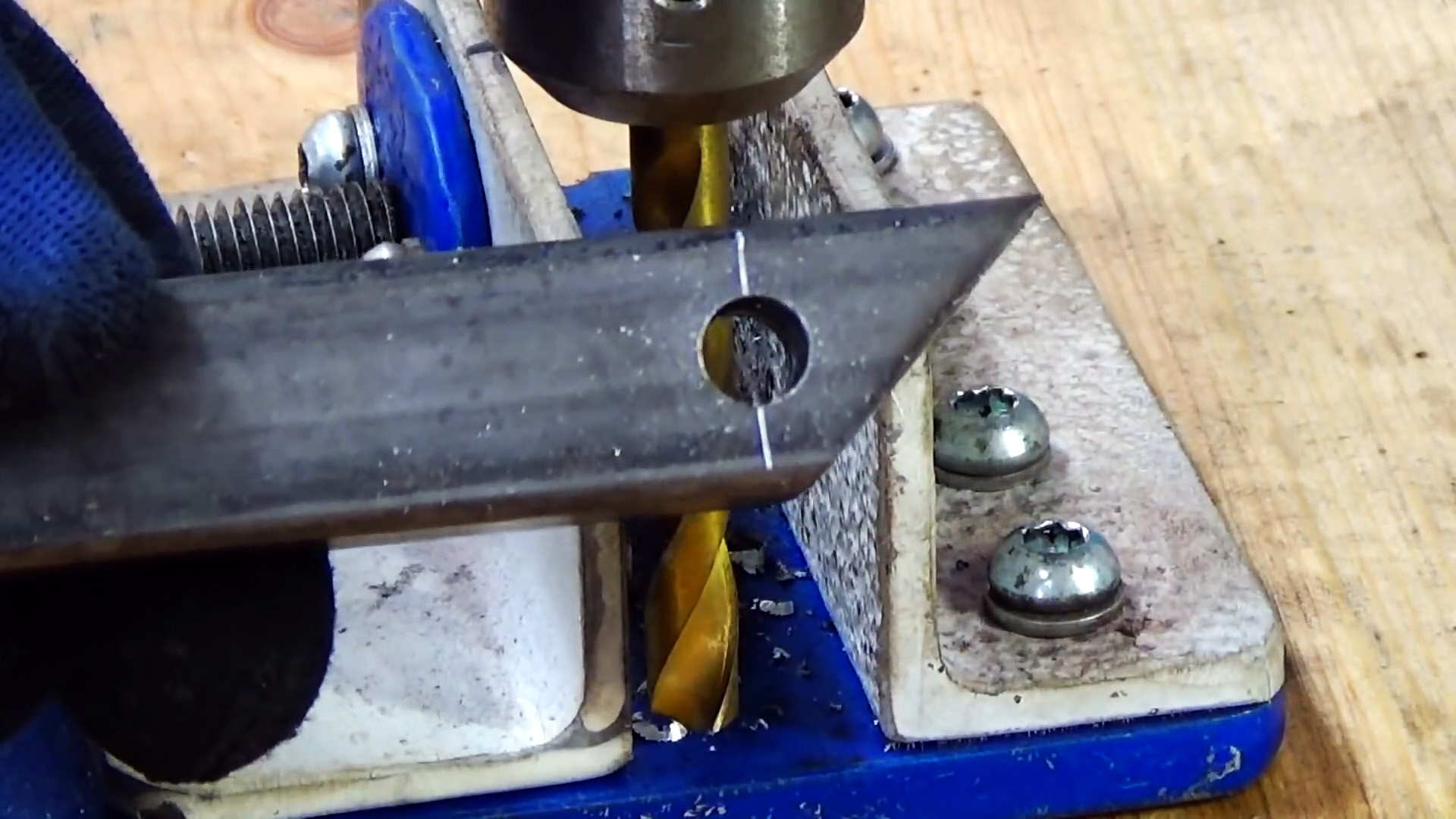 Был сделан уголок. Надели шайбу, она просто напрессована.
Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.
После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину , обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла.
Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства.
Основные виды заточки
Опытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения .
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром в 3 мм. В процессе выполнения работы возможно «выкрашивание» кромки, поэтому необходимо быть очень аккуратным. Чтобы правильно заточить изделие, его следует приложить к кругу и перемещать параллельно поверхности.
- Коническая процедура предназначена для более крупных инструментов по металлу. В данном случае инструмент необходимо держать обеими руками, производя последовательное затачивание.
- Доводку выполняют после окончания заточки. Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы .
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума , а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно.
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Использование станков в домашних условиях
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
- ключи;
- цанги;
- запасные детали;
- светильник для рабочей зоны.
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Самодельные приспособления для заточки
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу . Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой , что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности .
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы . Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки .
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением . Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть — это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний . Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
2. Задний . Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла — 18-20 градусов, заднего — 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение — 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем — просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования — точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла — это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления — правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Сверление металлов или дерева – работа, которую вы проделываете регулярно. Качественная насадка не требует заточки довольно долго, однако есть некоторые ошибки, при которых затупление происходит раньше положенного срока:
- Применение сверла, не соответствующего обрабатываемому материалу. Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;
- Неправильный угол заточки. Эта величина так же должна соответствовать типу материала, в котором проделывается отверстие;
- Перегрев. Самая распространенная причина. При работе с прочным материалом, хочется побыстрей закончить сверление, и мы часто забываем о такой мелочи, как охлаждение зоны работ. Если нет возможности обеспечить подачу к инструменту охлаждающей жидкости – необходимо делать перерывы для остывания режущей кромки. Можно макать раскаленное сверло в емкость с водой.
Механизм горячего затупления простой: Раскаленная кромка «отпускается», то есть теряет твердость. Режущие свойства ухудшаются, что приводит к повышенному трению. Нагрев увеличивается сильней, и процесс усугубляется в арифметической прогрессии.
В результате мы можем потерять хороший и возможно дорогой инструмент. Если под рукой есть точильный станок для сверл – проблема решается на месте, если нет – приходится изобретать свои способы заточки.
Ручная заточка без приспособлений
Слесаря с большим опытом точат сверла руками, используя лишь точило с подручником. Но далеко не все домашние мастера могут похвастаться такими навыками.
К тому же, таким способом можно восстановить остроту лишь изделиям большого диаметра. Тогда легче контролировать угол. Наиболее популярный размер (3-5 мм) таким способом не наточишь. Даже шаблон тут не поможет.
Мастеров, которые регулярно проводят сверлильные работы – заинтересует разнообразие заточных станков для сверл, предлагаемое в магазинах электроинструмента.
Однако подобные приспособления (несмотря на очевидное удобство использования), достаточно дорогое удовольствие. Вот и бегут «самоделкины» в магазин за очередным китайским наконечником. А ведь домашние мастера с опытом, до сих пор используют инструмент времен СССР, который соответствует ГОСТам по прочности и долговечности.
Секрет прост – у многих слесарей старой закалки имеется в запасе самодельный станок для заточки.
ВАЖНО! Для большинства домашних работ, вполне можно обойтись несложными приспособлениями для заточки. Особенно если вас пугает слово «станок».
Простейшие приспособления для правки режущей кромки сверла
Для понимания процесса ознакомимся с составными частями наконечника.
Затем поворотом ложа формируется плоскость (точнее конус) затыловки.
Заточка проверяется на шаблоне и оценивается визуально. Все плоскости соответствуют стандарту.
К нижней (тыльной) части ложа-уголка приваривается направляющая для упора хвостовика сверла. Сам упор сваривается из муфты и уголка.
Фиксация производится при помощи винта. Упором выставляется предельная величина стачиваемой кромки, и благодаря этому, оба режущих элемента сверла стачиваются симметрично.
Острение рабочей кромки производится против хода вращения наждачного круга. В этом случае образующийся заусенец автоматически удаляется набегающей поверхностью наждака. Для заточки достаточно двух-трех качаний ложа по радиусу конуса затыловки.
Данный тип сверл затачивается по внешней поверхности наждачного камня, при необходимости использовать боковую (радиальную) плоскость – приспособление можно развернуть на любой угол.
Точильный станок для сверл крепится к верстаку при помощи струбцины. Можно зафиксировать основание стационарно – но в этом случае потеряется возможность точной регулировки.
Рекомендуем также
Приспособления для заточки сверл своими руками из металла. Как заточить сверло по металлу своими руками – самодельные чертежи и приспособа для заточки, как просто и правильно точить инструмент на станке Заточной станок для сверл своими руками
Современный рынок насыщен множеством видов различного оборудования, предназначенного для заточки сверлильного инструмента. При его использовании не требуется иметь специальных навыков и подготовки. Например, к таким устройствам относят промышленные приспособления riss 8100v, имеющие высокую стоимость. Чтобы сэкономить средства, можно изготовить инструмент для заточки сверла по металлу своими руками.
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
Инструменты для заточки свёрл
Как на промышленном устройстве, так и на приспособлении для заточке свёрл, сделанном своими руками, рекомендуется применять специализированный шаблон, необходимый для соблюдения требований к инструменту. Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе. Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
При работе с металлами можно использовать справочные данные, предоставляющие информацию о необходимых нормах при установке угла заточки. Параметры углов заточки для свёрл по металлу:
- Сталь, чугун и твёрдая бронза — 116−118;
- Латунь, мягкая бронза — от 120 до 130;
- Медь — 125;
- Алюминий — 140.
В простом приспособлении для заточки свёрл можно использовать втулку с внутренним диаметром, которая должна совпадать с поперечным сечением сверла и фиксироваться на жёстком основании под необходимым углом. Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента. Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Можно использовать деревянный брусок, в котором должны быть просверлены отверстия разного диаметра, что сделает приспособление универсальным.
Важным узлом является подручник, выполняющий следующие функции:
- обеспечивает правильное фиксирование обрабатываемого объекта и его перемещение относительно заточного круга;
- является отличным упором во время выполнения заточных работ.
Чертежи приспособления для заточки свёрл могут оказать существенную помощь при его сборке. Их можно найти в различных источниках информации. Изучая принцип работы подобных конструкций, можно разработать свой вариант, который может отличаться от базового своими индивидуальными особенностями.
При работе с заточными устройствами необходимо выполнять следующие правила:
- Обрабатываемый инструмент во время проведения работ должен быть крепко зафиксирован, что предотвращает его проворачивание вокруг своей оси;
- По окончании заточных работ необходимо дать сверлу остыть, после чего измерить его углы при помощи шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильно выбранных углах и совпадении их симметричности может появиться сильное биение, вызванное из-за разницы длины режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей происходит замедление процесса сверления и перегрев режущей части инструмента. Это делает отверстие разбитым и увеличенным в диаметре.
Приспособление для шуруповёрта
Для заточки свёрл можно использовать традиционные устройства: точило, электродрель или шуруповёрт, с добавлением к ним дополнительных доработок.
В продаже имеется готовое промышленное приспособление для шуруповёрта и электрической дрели, которое используется как мини-точило и позволяет осуществить заточку под разными углами.
Чтобы заточить режущую часть инструмента на самодельном приспособлении, необходимо выполнить ряд условий:
Для затачивания свёрл и буров применяются наждачные круги. Самым распространённым в бытовых условиях является белый круг из электрокорунда, предназначенный для затачивания лопат, топоров, ножей, тяпок и другого домашнего инвентаря.
Для твердосплавных победитовых буров по бетону используются абразивные круги маркировки 64С. Зернистость заточного диска рекомендуется использовать марки 25Н. При заточке рапида используют марку диска от 8H до 16H. При работе с наждаком из карбида кремния рабочая поверхность сверла, нагревается до высоких температур, поэтому рекомендуется охлаждать металл при помощи воды с содой.
Вы легко можете изготовить приспособление для заточки сверла по металлу своими руками. Для этого потребуется немного времени и несколько основных элементов для будущей конструкции.
Приспособления, используемые для заточки сверл по металлу, дереву, пластику и другим материала, делятся на два типа:
- Специализированные. Они могут заточить только один конкретный тип режущего инструмента;
- Универсальные. С их помощью затачиваются всевозможные резаки, сверла по металлу, дереву и пр.
Если мы говорим про изготовление приспособления своими руками, здесь обычно умельцы пытаются сделать универсальную модель. Устройство получается удобным в эксплуатации и эффективным для заточки сверла малого и среднего диаметра. Для бытовых целей подойдет идеально.
Элементы приспособления
Чтобы сделать устройство для заточки, вам потребуется наличие некоторых элементов и инструментов:
- Подставка;
- Тумблеры для включения/выключения точилки;
- Диск для точильника;
- Электродвигатель;
- Электрический кабель для подключения устройства к сети;
- Заглушки;
- Материал для корпуса.
Все составляющие элементы вашего станка для заточки сверл будет располагаться внутри корпуса. Так вы сумеете повысить собственную безопасность при работе с точильным оборудованием.
Собирая конструкцию, доступными оставьте шкив от электродвигателя, поскольку на него надевается диск для заточки. Желательно предварительно выбрать стационарное место для станка, поскольку его следует зафиксировать на верстаке или рабочем столе.
Сам процесс сборки точильного устройства выглядит следующим образом.
- Установите электродвигатель на заранее выбранное место.
- На столе, где будет располагаться приспособление для точения металлических сверл, нанесите разметку под крепления.
- Электродрелью сделайте отверстия по разметке под крепежные болты.
- Закрепите металлическими хомутами электродвигатель на его законном месте.
- Зафиксируйте кожух, который будет играть роль защиты.
- На шкив электродвигателя установите точильный диск.
- Сам двигатель должен иметь удлиненный шкив, поскольку это будет удобнее при эксплуатации точильного приспособления. Не забудьте перед установкой круга на шкив надеть шайбу.
- Если диаметр шкива и круга не совпали, можете использовать переходную втулку. Сбоку втулки просверливается отверстие под резьбу, на которое затем монтируется вспомогательный крепежный болт.
- Выбирать слишком мощный двигатель не нужно. Высокие обороты только навредят вашим сверлам по металлу. Большинство умельцев адаптируют под точильный агрегат двигатель, изъятый из старых стиральных машин.
- После завершения сборки подключите тумблеры, соедините двигатель и всю электрику через кабель к розетке.
Вспомогательные устройства
Если вам удалось своими руками собрать достаточно полезное точильное устройство для различных сверл по металлу, дереву или пластику, советуем не останавливаться на достигнутом.
Есть несколько дополнительных элементов, оснастив которыми точильное приспособление, вы существенно расширите его функциональные возможности и повысить уровень собственного комфорта при работе над сверлами.
- Проверочный шаблон. Чтобы определить правильные углы при заточке сверла, вам пригодится специальная таблица или же шаблон. Шаблон будет всегда под рукой. С его помощью вы определите, насколько правильно выполнены углы заточки, какова продолжительность рабочих кромок, какие углы между перемычками и рабочими кромками. Шаблоны делают из тонкого мягкого металла на основе нового сверла до его первого использования;
- Направляющие. Своего рода небольшие приставки, изготавливаемые из металлических полосок. Их болтами крепят на корпус точильного приспособления. При работе вам потребуется положить сверло на эти направляющие, постепенно подводя затачиваемый инструмент к абразивному камню;
- Угломеры. Самый простой вариант — взять обычный металлический транспортир, отрезать часть приспособления и закрепить на подставке. Отрезайте ту часть транспортира, где находится шкала более 30 градусов. Это обусловлено тем, что заточка сверл под меньшим углом не осуществляется.
Многозадачное приспособление
Если изготовить подобное устройство, точность и удобство заточки сверл по металлу существенно повысится. При этом собрать конструкцию довольно просто. Чтобы сделать механизм, вооружитесь следующими компонентами:
- Роликовыми салазками;
- Направляющими;
- Валом;
- Транспортиром;
- Сверлильным патроном.
- Направляющую рекомендуется сделать широкой и закрепить на ней транспортир.
- В роли поворотной оси будет выступать болт, который вставляется в заранее выверенное отверстие.
- На поворотной части располагается направляющая и подвижная металлическая пластина.
- На поверхности пластины монтируется ось и трубка.
- Один конец оси служит для установки сверлильного патрона, а другой применяется под рукоятку.
- Упорная пластина будет перемещаться за счет резьбовой оси.
- Внизу пластины располагается ограничитель. Он выполняет две функции одновременно — фиксирует механизм в требуемом положении и указывает нужный угол.
Процесс работы устройства выглядит так:
- Режущее сверло устанавливается в патроне;
- Пластина фиксируется в требуемом положении для создания угла заточки;
- Устройство вращается по продольной оси ручкой;
- Отмечается угол;
- Резак переворачивается на 90 градусов, после чего происходит обработка своими руками второй половины сверла по металлу.
Правила эксплуатации
Поскольку речь идет о работе на самодельном точильном приспособлении для сверл, здесь следует обязательно соблюдать некоторые правила. Они уберегут вас от травм, а также позволят правильно заточить сверла.
- При заточке сверл следите за тем, чтобы плечики были одинаковыми. Так вы убедитесь, что сверло аккуратно, ровно вошло в устройство и после заточки сможет качественно сверлить отверстия.
- Прежде чем запустить станок, удостоверьтесь, что точильный диск плотно зафиксировать на шкиве электрического двигателя.
- Первый этап заточки сверла выполняется крупноабразивным точильным диском. В момент, когда на сверле по металлу начнут появляться заусенцы, поменяйте точильный диск на более деликатный, чтобы завершить заточку.
- Выполняя заточку своими руками, четко придерживайтесь заданного угла.
- Вращение точильного круга должно осуществляться строго в направлении по лезвию. При противоположном движении вам не удастся дольным образом выполнить работу.
- Следите за тем, чтобы сверло не перегревалось при заточке. Периодически останавливайтесь, давайте сверлу по металлу остыть. Но ни в коем случае не остужайте путем опускания в холодную воду, поскольку из-за этого металл потеряет свою прочность.
Посмотрите наглядные видео о сборке точильных устройств. Обязательно учитывайте диаметр резаков, которые вам предстоит затачивать на станке, чтобы собираемый механизм обеспечит качественную и эффективную обработку изделий.
Для улучшения качества своей работы мастера часто делают станок для заточки сверл своими руками. При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточку делали вручную, но сегодня можно купить специальный станок или сделать его своими силами по индивидуальным параметрам.
Особенности процесса сверления, влияющие на остроту сверл
Сверление повсеместно встречается в условиях домашнего и производственного пользования. В этом процессе режущие кромки создают углубления в поверхности при вращении. Их мощностей достаточно, чтобы воздействовать на большинство материалов, и даже металл. Наличие спирального канала выводит отходы работы и пыль, поэтому сверлить можно без остановок. Но эти частицы стирают устройство сверла, приводя к его изнашиванию. Предотвратить это может периодическая заточка.
Износ сверла напрямую зависит от длительности его использования.
Быстрее всего повреждение наступает при работе с металлом и деревом. Проблему можно заметить при обнаружении специфического скрипучего звука. В результате не только ухудшается качество сверления, но и повышается нагрев инструмента, что может вывести его из строя. При сильном износе сверла ухудшение остроты можно ощутить даже касанием.
Виды заточки:
- Одноплоскостная – используется для больших сверл. Это сильная заточка, способная крошить материал, поэтому нужно быть осторожным. Деталь нужно перемещать на круговой поверхности, не смещая положение, чтобы не повредить поверхность.
- Коническая – применяется для крупных сверл. Их нужно удерживать обеими руками, так как при воздействии на деталь она может соскользнуть.
- Доводка – это заключительный этап, который выравнивает единичные неровности и шлифует поверхность.
Чаще всего используются спиральные легированные сверла, имеющие укрепляющие напайки. Бывают и плоские модели, для больших отверстий. Независимо от параметров и диаметра им требуется заточка, предотвращающая износ.
Что понадобится для сборки станка для заточки сверл?
Не только шлифовка отвечает за режущие способности сверла, но и угол лопастей – чем он меньше, тем лучше сверление. Оптимальным углом считается 90°, для дерева требуется 100°, а пластмассе подойдет и 30°. Заточка улучшает угол режущей кромки и центрирует ее. Это выполняется наждачным покрытием, которое используется и в специализированном оборудовании или при ручной заточке. Станки могут быть промышленными или бытовыми, что определяет их габариты и мощность. Многие мастера создают собственное оборудование для заточки – это дешевое решение, часто не хуже производственной модели.
Лучше всего выполняется на специальных станках. Современный рынок предлагает большой выбор таких устройств, но не всегда их параметры соответствуют ожиданиям или же стоимость оказывается слишком высокой. В этом случае можно сделать станок своими силами, это требует только начальных технических навыков. Несмотря на меньшую мощность домашнего станка, он имеет ряд преимуществ по сравнению с промышленными аппаратами:
- использование однофазного потока электричества на 220В;
- индивидуальная настройка производительности;
- мобильность оборудования при установке ограниченного функционала;
- высокая производительность для необходимого типа сверл;
- простота ремонта и небольшие затраты сборки.
Правильный подход к созданию станка позволит получить эффективный аппарат для заточки. Для его сборки необходим тумблер, заглушка, точильный круг, достаточно сильный мотор, набор проводов, подставка и ось. Важно соблюдать технику безопасности, поэтому станок лучше укрыть в защитный корпус, видимым оставив только круг для вытачивания и ось. Для работы устройства используют как сеть постоянного питания, так и аккумулятор – для большей мобильности.
Сборка деталей в единый аппарат и обустройство элементов безопасности
Нужно предусмотреть поверхность для крепления станка. Для этого подходит стол из металла, на котором делают отметки под болты. Дальше нужно взять зернистый диск, который крепится на электродвигатель будущего станка. При несовпадении диаметров вала и диска их необходимо выровнять подручными инструментами. При совпадении же шайбу помещают на вал, после чего диск и, повторно, шайбу. На валу нужно предварительно сделать резьбу. Дальше устанавливают гайку крепления, а на круг надевается насадка против раскачки.
Можно добавить втулку, если у вала диаметр меньший за камень. В ней проделывается отверстие, которым она крепится к валу, так как втулка улучшит фиксацию и будет проворачиваться вместе с диском. Если не удается правильно подобрать электродвигатель, можно воспользоваться мотором со стиральной машины. С нее же могут устанавливаться провода, если у них три контакта в пригодном состоянии. Дальше подключается обмотка на линию фаз двух кнопок, отвечающих за включение и выключение станка. Таким образом, устройство будет срабатывать от простых команд кнопок.
Электродвигатель не представляет опасности в открытом виде, но ему стоит предусмотреть защиту. Мотор можно скрыть в металлический корпус, чтобы в нем не скапливалась пыль и не приникала влага. Поскольку при заточке свёрл выделяется много стружки, это создает опасность. Нужно соорудить защитный экран из стекла, который убережет глаза. Конечно, можно использовать и очки, но частицы металла могут отлетать в лицо. Также желательно сделать защитный кожух. Для этого подойдет покрышка, часть которой будет на треть закрывать точильный диск.
Затачиваем детали на самодельном станке
Если нет возможности достать электромотор, можно обойтись простой дрелью. Необязательно покупать новое устройство, подойдет и старый аппарат, в котором функционирует двигатель. Для создания станка ее нужно закрепить на поверхности, а в патрон установить универсальный диск (можно заменить точильным кругом) или втулку. При включении дрели она будет пригодной для работы над сверлами. Чтобы добиться наилучшей эффективности, нужно правильно подходить к процессу заточки. Поскольку в сверлах имеется две резьбы, при их обработке важно сохранить одинаковые размеры, чтобы ось вращения соответствовала центру сверления.
Перед началом заточки нужно проверить надежность крепления диска и защитных элементов. Понадобится от получаса для качественного результата. Каждый материал сверла имеет свои особенности заточки и сторону вращения, что необходимо изучить перед работой. В настольный станок устанавливается точило (абразивный диск или наждак) самого грубого формата. Это позволит выровнять основные повреждения. После этого нужно перейти на мелкий абразив, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло и съезжает в процессе. Если это упустить, существует риск соскока и появления травм.
Важно избежать перегрева сверл. Это разрушает их пластины, поэтому нужно периодически опускать их в воду (этого нельзя делать, если сверло уже накалилось). В остальном же для заточки сверл достаточно простого мастерства. Соблюдение процедуры и правил безопасности позволит быстро затачивать сверла на самодельном станке и обойтись без дорогостоящего оборудования.
Как сделать приспособление для заточки сверл. Приспособление для ручной заточки спиральных свёрл. Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Но тут же возникла идея, как сделать заточку свёрл ещё более простой и удобной. В результате раздумий и опытов появилось нижеописываемое приспособление. Сначала потребовалось модернизировать — довести до ума имеющееся фабрично-китайское (типа немецкое) точило. Потому как работать с ним используя приёмы В.Леонтьева было практически невозможно.
Электроточило фабрично-китайского изготовления.
Хлипкий штатный кронштейн подручника.
Непригодная для работы конструкция подручника.
Вопервых кронштейн крепления подручника к кожуху диска слишком хлипкий, сделан из металла 2 мм толщины. При небольшом усилии гнётся. Поэтому, естественно, углы заточки получаются +/- километр! Да и форма подручника абсолютно не позволяет делать нормальный задний угол по методе В.Леонтьева, так как сверло при опускании хвостовика упирается в угол кронштейна. Тем более, что и сам подручник установлен НИЖЕ оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Плоскость площадки подручника гораздо ниже оси вращения диска.
Новый кронштейн крепления подручника.
Для нормального кронштейна был использован кусочек металла толщиной 4 мм, большего размера и дополнительные крепёжные винты. Старый кронштейн крепился на двух заклёпках, которые пришлось срезать. Теперь новый кронштейн гораздо жёстче, чем ранее. Также из кусочков уголка и полосы была сварена горизонтальная полка подручника с дополнительными крепёжными отверстиями. Её положение можно регулировать в некоторых пределах.
Сравнение толщины металла в новом и старом подручниках.
Новый кронштейн крепится в 5 точках.
Детали приспособления. Кронштейн. Подручник. Поворотная пластина…
Далее было изготовлено непосредственно само приспособление. Оно представляет из себя поворотную пластину с приваренной втулкой, которая может качаться на оси, закреплённой в проушине, которая в свою очередь крепится к подручнику. Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.
Приспособление в сборе. Пластина в горизонтальном положении.
Приспособление в сборе.
Приспособление для заточки.
Сначала вместо этой пластины была опробована направляющая в виде кусочка уголка (как на видео у В.Леонтьева), но этот вариант совсем не годится — сверло трудно нормально зафиксировать (оно пытается убежать вправо при касании с диском), тем более что его требуется ещё и подавать вперёд при формировании заднего угла. В общем уголок (он есть на фото) совершенно не годится.
Приспособление в нижнем положении.
Работа с приспособлением напоминает движения автора видеоуроков, только вместо пальца и глазомера используется ось качания и установленный угол заточки сверла. Значительно удобнее с приспособлением контроль параллельности диску обрабатываемой режущей кромки сверла. Нужно просто повернуть пластину вниз и прижать сверло в пазу таким образом, чтобы линия режущей кромки была параллельна плоскости пластины — оси качания пластины. Этот момент показан на фото.
Установка сверла на подручник к точильному камню.
Сначала формируется сама кромка. При обработке заднего угла необходимо одновременным движением опускать пластину вниз и подавать само сверло вперёд к диску. Нужно стараться не допускать вращения сверла вокруг своей оси при формировании кромки и обработке заднего угла. Симетрию кромок контролирую точно также, как и в видеоуроках. Кстати, вместо качающейся пластины можно установить на подручник кусочек уголка с фиксированными углами — заточки и задним — это для заточки твердосплавных буров. Нужно только по месту определить необходимую длину сторон уголка для получения нужного заднего угла заточки, так как он зависит и от диаметра диска и местоположения подручника относительно оси вращения диска.
Установка сверла в направляющий паз пластины.
Контроль установки сверла. Режущая кромка сверла параллельна поверхности пластины.
Конфигурация направляющего паза.
Приспособление для ручной заточки спиральных свёрл.
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления
Промопора
Площадка промопоры
Подвижная площадка
Крепление сверла и упорный винт
Поворотная площадка
Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
Приспособление для заточки сверл
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.
Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.
Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.
Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.
После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
Заточной станок для ножей ножниц сверл
Заточной станок для сверл, ножей, ножниц и т.д.
Добрый день! Обзор будет посвящен заточному станку. Обменяв поинты на купон в 5$, я сделал заказ. Станок покупался исключительно для заточки сверл. Для ножей и ножниц у меня есть специальная точилка, а вот для сверл еще не было, вот поэтому я ее и заказал. Отзывы о данном продукте «тяжелой китайской промышленности» были как положительные, так и отрицательные, но я все же решил купить этот станок, так как по внешнему виду и характеристикам данный аппарат весьма схож с заточным станком Энергомаш ТС-6010С, вбив это название вы сможете увидеть несколько видеороликов, где о данном станке неплохо отзываются.Комплектация:
- Насадка для заточки сверл;
- Насадка для заточки ножей, ножниц;
- Насадка для заточки стамесок, рубанка;
Характеристики:
- Номинальное напряжение 230v-240v
- Номинальная мощность 96W
- Скорость вращения диска 1350об/мин.
- Максимум.диаметр колеса 56мм
- Диаметр сверла 3мм-13мм
- Максимальная ширина рубанка, стамески 6мм-51мм, регулируемый угол 15 — 50 °.
Внешний вид:
Характеристики указанные на станке:
Внутреннее устройство:
Размеры диска:
Заточка сверла:
Заточка ножниц:
Ножницы затачиваются на той же насадке, на которой затачивается нож, только не сверку, а сбоку.До:
Заточка:
Результат:
Ножницы не только стали лучше выглядеть, но и резать. Идеально подойдет для заточки старых ножниц, дорогие я не рекомендую затачивать на данном станке.
Заточка ножа для рубанка:
Итог:
Станок прекрасно подойдет для заточки сверл, грубой заточки ножей, ножниц и т.д, но не более. У двух из трех насадок имеется люфт и для того чтобы научиться хорошо точить ножи и ножницы нужна практика, что касается сверл, то здесь все хорошо, заточка близка к заводской. Помимо люфта, к явным минусам можно отнести мощность двигателя — ее не хватает, хотелось бы чуть-чуть больше. В целом покупкой доволен. Сверла теперь выкидывать не буду. За один час наточил порядка 40 сверл.Покупать или нет, решать только Вам, я лишь дал Вам пищу для размышления.
Если есть вопросы, пишите в личку, отвечу!
Всем спасибо за внимание. Многоцелевая электрическая точилка для ножниц Ножницы для заточки сверлильных станков Быстрые автоматические ножи Заточка кухонных инструментов ЕС Plug | |
Особенности:
— Подходит для всех видов инструментов, регулируемый угол и ширина.
— Может использоваться для ремонта строгального ножа, стамески, кухонного ножа, ножниц, долота и т. Д.
— Регулируемый угол наклона режущих инструментов от 15 до 50 градусов, с сильной адсорбцией магнита, практичность и простота в эксплуатации
— Компактная конструкция с многозадачной включает в себя три рабочих модулей, просты в эксплуатации
— высокопрочный конструкционный пластик тела, прочный и надежный
— с опорной плиты, стабильной и практической
— Съемная предельной ширины конструкции, удобно для удовлетворения различных потребностей
Предостережения:
● Не подвергать воздействию и не использовать во влажных условиях.
● Двигатель рассчитан на прерывистое использование 15 минут в любой час.
● При работе
необходимо надевать защитные очки. 65 Вт
Скорость без нагрузки: 6700 об / мин
Максимальный диаметр шлифовального круга: 56 мм (наждачная бумага: 180 меш)
Подходящий диаметр сверла: 3–13 мм
Ширина шлифовального ножа: 6– 51 мм
Шнур питания ngth: 1.9м
Материалы: Пластик
Вес изделия: 1,3210 кг
Вес упаковки: 1,6230 кг
Размер упаковки (Д х Ш х В): 20,00 х 22,00 х 17,50 см / 7,87 х 8,66 х 6,89 дюйма
Комплектация: 1 х Многоцелевая электрическая точилка, 1 х двуязычное руководство на английском и испанском языках
| Имя | Электрический шлифовальный инструмент |
| Напряжение | 220В ~ 240В AC 50Гц |
| Мощность | 96W |
| Скорость холостого хода | 1350 об / мин |
| Наибольший диаметр колеса Φ: | 56мм Эмери: 180-головочный специальный чашечный шлифовальный круг |
| Размер сверла Φ: | 3 ~ 13мм |
| Возможна заточка шириной | 6 ~ 51 мм, предел ширины съемная ширина неограничена; |
| Угол головки регулируемый | 15 ~ 50 ° с сильным магнитом адсорбции |
| Размер | 14x16x14.5см |
Особенности:
— Универсальный и простой в использовании.
— Высокопрочный инженерный пластиковый корпус, долговечный.
— Компактный и удобный для переноски.
-Этот инструмент многоцелевой точилки включает в себя три рабочих модуля:
1. Точилка для сверла HSS — точит все высокоскоростные стальные сверла от 3 мм до 13 мм.
2. Точилка для ножей и ножниц — обостряет все ножи и ножницы с прямыми краями.
3.Зубило и плоскоструйный станок — перешлифовывает зубило и плоские лезвия шириной от 6 мм до 51 мм.
Упаковка включена:
1 х Электрический шлифовальный инструмент
1 х нож для заточки аксессуаров (уже был собран на станке)
1 х сверла шлифовальные принадлежности
1 х станок для заточки зубьев
, Многоцелевой электрический нож для заточки ножей Машина для заточки сверл Кухонный нож Заточка точильщик Утюг Медная заточка ЕС Plug | | Особенности:
— Подходит для всех видов инструментов, регулируемый угол и ширина.
— Может использоваться для ремонта строгального ножа, стамески, кухонного ножа, ножниц, долота и т. Д.
— Регулируемый угол наклона режущих инструментов от 15 до 50 градусов, с сильной адсорбцией магнита, практичность и простота в эксплуатации
— Компактная конструкция с многозадачной включает в себя три рабочих модулей, просты в эксплуатации
— высокопрочный конструкционный пластик тела, прочный и надежный
— с опорной плиты, стабильной и практической
— Съемная предельной ширины конструкции, удобно для удовлетворения различных потребностей
Предостережения:
● Не подвергать воздействию и не использовать во влажных условиях.
● Двигатель рассчитан на прерывистое использование 15 минут в любой час.
● При работе
необходимо надевать защитные очки. 65 Вт
Скорость без нагрузки: 6700 об / мин
Максимальный диаметр шлифовального круга: 56 мм (наждачная бумага: 180 меш)
Подходящий диаметр сверла: 3–13 мм
Ширина шлифовального ножа: 6– 51 мм
Шнур питания ngth: 1.9м
Материалы: Пластик
Вес изделия: 1,3210 кг
Вес упаковки: 1,6230 кг
Размер упаковки (Д х Ш х В): 20,00 х 22,00 х 17,50 см / 7,87 х 8,66 х 6,89 дюйма
Комплектация: 1 х Электрическая многоцелевая точилка, 1 х двуязычное руководство на английском и испанском языках
,
Приспособление для заточки сверл своими руками чертежи. Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Как сделать приспособление для заточки сверл. Приспособление для ручной заточки спиральных свёрл. Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Но тут же возникла идея, как сделать заточку свёрл ещё более простой и удобной. В результате раздумий и опытов появилось нижеописываемое приспособление. Сначала потребовалось модернизировать — довести до ума имеющееся фабрично-китайское (типа немецкое) точило. Потому как работать с ним используя приёмы В.Леонтьева было практически невозможно.
Электроточило фабрично-китайского изготовления.
Хлипкий штатный кронштейн подручника.
Непригодная для работы конструкция подручника.
Вопервых кронштейн крепления подручника к кожуху диска слишком хлипкий, сделан из металла 2 мм толщины. При небольшом усилии гнётся. Поэтому, естественно, углы заточки получаются +/- километр! Да и форма подручника абсолютно не позволяет делать нормальный задний угол по методе В.Леонтьева, так как сверло при опускании хвостовика упирается в угол кронштейна. Тем более, что и сам подручник установлен НИЖЕ оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Плоскость площадки подручника гораздо ниже оси вращения диска.
Новый кронштейн крепления подручника.
Для нормального кронштейна был использован кусочек металла толщиной 4 мм, большего размера и дополнительные крепёжные винты. Старый кронштейн крепился на двух заклёпках, которые пришлось срезать. Теперь новый кронштейн гораздо жёстче, чем ранее. Также из кусочков уголка и полосы была сварена горизонтальная полка подручника с дополнительными крепёжными отверстиями. Её положение можно регулировать в некоторых пределах.
Сравнение толщины металла в новом и старом подручниках.
Новый кронштейн крепится в 5 точках.
Детали приспособления. Кронштейн. Подручник. Поворотная пластина…
Далее было изготовлено непосредственно само приспособление. Оно представляет из себя поворотную пластину с приваренной втулкой, которая может качаться на оси, закреплённой в проушине, которая в свою очередь крепится к подручнику. Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.
Приспособление в сборе. Пластина в горизонтальном положении.
Приспособление в сборе.
Приспособление для заточки.
Сначала вместо этой пластины была опробована направляющая в виде кусочка уголка (как на видео у В.Леонтьева), но этот вариант совсем не годится — сверло трудно нормально зафиксировать (оно пытается убежать вправо при касании с диском), тем более что его требуется ещё и подавать вперёд при формировании заднего угла. В общем уголок (он есть на фото) совершенно не годится.
Приспособление в нижнем положении.
Работа с приспособлением напоминает движения автора видеоуроков, только вместо пальца и глазомера используется ось качания и установленный угол заточки сверла. Значительно удобнее с приспособлением контроль параллельности диску обрабатываемой режущей кромки сверла. Нужно просто повернуть пластину вниз и прижать сверло в пазу таким образом, чтобы линия режущей кромки была параллельна плоскости пластины — оси качания пластины. Этот момент показан на фото.
Установка сверла на подручник к точильному камню.
Сначала формируется сама кромка. При обработке заднего угла необходимо одновременным движением опускать пластину вниз и подавать само сверло вперёд к диску. Нужно стараться не допускать вращения сверла вокруг своей оси при формировании кромки и обработке заднего угла. Симетрию кромок контролирую точно также, как и в видеоуроках. Кстати, вместо качающейся пластины можно установить на подручник кусочек уголка с фиксированными углами — заточки и задним — это для заточки твердосплавных буров. Нужно только по месту определить необходимую длину сторон уголка для получения нужного заднего угла заточки, так как он зависит и от диаметра диска и местоположения подручника относительно оси вращения диска.
Установка сверла в направляющий паз пластины.
Контроль установки сверла. Режущая кромка сверла параллельна поверхности пластины.
Конфигурация направляющего паза.
Приспособление для ручной заточки спиральных свёрл.
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Сверла должны быть качественными и хорошо заточенными в работе профессионального мастера. В былые времена заточку сверла производили вручную.
На сегодняшний день появились специальные устройства для заточки свёрл, и их конструкция очень проста.
Для чего нужна заточка?
Если сверло затупилось, то им очень трудно, а порой невозможно просверлить поверхность. Также стоит заметить, что для разных видов поверхностей свёрла должны иметь определённый угол заточки, к примеру, для пластмассовой поверхности угол будет равен 30 градусам, для закалённой стали этот угол будет равняться 130 градусам.
В случаях, когда не требуется идеально просверлённого отверстия, угол заточки может быть 90 градусов.
Как выполнить правильную заточку сверла
Заточку сверла можно сделать своими руками при помощи абразивных дисков. В ходе заточки сверло нужно удерживать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
С боку сверло необходимо прижать к абразивному диску. Затем желательно с придельной осторожностью провернуть его, в результате режущая кромка примет требуемый угол и структуру.
Заточку сверла нужно делать с каждой стороны отдельно. Также необходимо следить за тем, чтобы остриё сверла располагалось ровно по центру в момент заточки режущей части. Следует сделать это правильно, так как ошибка в заточке может привести к тому, что сверло будет косить вбок.
Заточка сверла своими руками не самый хороший способ, так как он способен нести за собой ряд неточностей, например, режущие кромки могут оказаться не правильными по отношению к оси инструмента.
Устройство для заточки
Устройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки.
Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.
Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации.
Как сделать станок для заточки сверл своими руками
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
В качестве мотора для нашего устройства отлично подойдёт двигатель от стиральной машины. Мощность её мотора будет достаточной для процесса заточки сверл. Провода допускается взять тоже от подручной аппаратуры.
Обратите внимание!
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться. При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
Фото заточки сверл своими руками
Обратите внимание!
Обратите внимание!
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Правила заточки на самодельном станке
- Во время обработки свёрл, оба плечика должны быть идентичными. Это означает, что сверло будет ровно входить в отверстие и качественно выполнять сверление.
- До запуска станка своими руками надежно закрепите точильный круг на шкиве.
- Первичную обработку проводите диском с крупным абразивом. Когда вы заметите заусенец на сверле, диск следует менять на более тонкий.
- Во время заточки постоянно удерживайте необходимый угол.
- Круг должен вращаться только в одном направлении, по лезвию.
- Не допускайте перегрева резака, в процессе обработки его следует периодически охлаждать. Не окунайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
КАЖДЫЙ может затачивать сверла с помощью этого приспособления
Когда вы думаете о заточке сверл, это похоже на работу для опытных людей.
По этой причине я до сих пор не решался сам точить сверла.
Благодаря этому самодельному приспособлению для заточки сверл для настольного точильного станка, которое я сделал, теперь это изменится.
Теперь я обнаружил, что с этим приспособлением для заточки сверл заточка сверл на самом деле очень проста, и любой может это сделать.
С бесплатными планами для заточки сверл и пошаговым руководством, приведенным в этой статье, вы тоже можете сделать это приспособление для своей мастерской.
Также в этой статье вы узнаете, как правильно затачивать сверла, не пропустите!
Сделайте это приспособление для заточки сверл, почувствуйте, как легко затачивать сверла самостоятельно, и с этого момента всегда сверлите острыми как бритва сверлами.
Кроме того, вы можете сэкономить, избавившись от необходимости постоянно покупать новые сверла.
Абсолютно ДА! На самом деле, есть несколько причин, по которым вы должны начать точить сверла самостоятельно.
- С острым сверлом вам потребуется меньше усилий для сверления отверстий.
- Заостренное сверло оставит более чистые отверстия
- С острым сверлом вы просверлите более точно
- Острое сверло с меньшей вероятностью захватит заготовку, что повысит безопасность работы.
- Вы можете сэкономить много денег на новых сверлах
Из этой статьи вы узнаете все о том, как затачивать сверла!
Чтобы подготовить вас к созданию этого приспособления для заточки сверл, я составил несколько полезных списков.
В дополнение к нескольким средствам индивидуальной защиты, которые я использую *, я также перечисляю материалы, а также (электро) инструменты, которые вам понадобятся для изготовления этого кондуктора для заточки сверл.
* Безопасность — всегда ваша личная ответственность!
Безопасность прежде всего! Защитите себя! Материалы Я использовал для этого (питание) Инструменты Я использовал для этого Перед тем, как продолжить чтение статьи о том, как сделать приспособление для заточки сверл, посмотрите это видео!
Я покажу вам, как у меня есть приспособление для заточки сверл на настольном шлифовальном станке.
Посмотрев это видео, вы сможете узнать все подробности о том, как сделать приспособление для заточки сверл и как затачивать сверла.
Шаг 1 | Нижняя пластина настольного шлифовального станка
Для этого приспособления для заточки сверл я начал с изготовления нижней пластины, которая устанавливается под настольным шлифовальным станком.
Эта нижняя пластина также будет служить связующим звеном между кондуктором и настольной шлифовальной машиной.
На этой нижней пластине начертано место, где есть отверстия в подошве настольного шлифовального станка.
Также я определил 2 точки в нижней пластине, чтобы приспособление можно было легко подключить к этой нижней пластине позже.
Чтобы соединить кондуктор для заточки сверл с нижней пластиной, я буду использовать самодельные ручки со стержнем с резьбой M8.
Вы можете прочитать об этом позже в этой статье.
Чтобы резьбовой стержень ручек мог соединяться с нижней пластиной, я сделал две резьбовые вставки.
Шаг 2 | База кондуктора
Поскольку лучше всегда иметь приспособление для заточки сверл как можно ближе к шлифовальному кругу, я хотел, чтобы приспособление скользило вперед или назад.
Вот почему я сделал прорезь в соединительной пластине, чтобы она могла свободно перемещаться по болтам, соединяющим зажимное приспособление с нижней пластиной.
Чтобы сделать этот слот, я использовал свой карманный маршрутизатор.
Болты, которые я использовал, имеют диаметр 8 мм, и, чтобы облегчить перемещение зажимного приспособления вперед и назад, я сделал этот паз с помощью 10-миллиметровой прямой фрезы.
Как только это было сделано, пришло время сделать стороны кондуктора для заточки сверл.
Эти изделия имеют треугольную форму со сплющенными верхом и передней частью.
Чтобы сделать два одинаковых куска, я скрепил два куска фанеры двусторонним скотчем, прежде чем разрезать их по размеру.
После того, как я отрезал две другие части, чтобы соединить стороны друг с другом, я смог приступить к сборке.
Чтобы соединить все части вместе, я использовал столярный клей и гвозди.
Я использую гвозди, чтобы временно удерживать детали на месте, пока клей для дерева может высохнуть.
Это дает мне возможность немедленно продолжить работу.
Чтобы иметь возможность наклонять стол этого приспособления для заточки сверл, я сделал 2 детали в форме четверти круга.
Благодаря приспособлению для резки круга, которое я сделал ранее, я смог вырезать полукруг из фанеры.
Я разрезал этот полукруг пополам, после чего прикрепил две части четверти круга друг к другу двусторонним скотчем.
Это позволило мне обрезать эти две части так, чтобы они в точности отображали друг друга.
Я намеренно сделал угол немного меньше 90 °, чтобы эти детали не выступали слишком далеко сзади, когда стол нужно наклонять максимально при заточке сверл на 25 градусов.
Нарисовав радиус от кончика четверти круга к внешней стороне круга, я смог определить точку, в которой я мог бы разместить винт.
Этот винт служит точкой поворота, чтобы можно было наклонять стол кондуктора для заточки сверл.
После просверливания пилотного отверстия в этом месте эти две части четверти окружности можно прикрепить к зажимному приспособлению.
Я использовал продолговатый кусок фанеры, чтобы прикрепить к вершине этих четвертей окружностей.
Я снова сделал это с помощью столярного клея и гвоздей.
Эта деталь позже будет служить своеобразной рейкой, по которой стол можно будет сдвигать сбоку.
На этом этапе я просверлил отверстия под разными углами, на которые стол должен наклоняться для заточки сверл.
Для заточки сверл необходимы два разных угла:
Режущая часть сверла должна быть заточена под углом примерно 12 градусов.
Если вы ищете это, некоторые говорят, что угол должен быть меньше (10 градусов), другие говорят, что он должен быть больше (14 градусов).
За режущей частью поверхность сверла должна немного подниматься вверх.
Поэтому я сделал второй угол 25 градусов.
Шаг 3 | скользящая вершина кондуктора
Верхняя часть приспособления — это подвижная часть, которая скользит по столу.
Для этого я взял кусок фанеры, к которому я прикрепил две длинные деревянные полоски внизу.
Когда он был закончен, он идеально поместился на столе.
Не только угол режущей части важен, но и угол головки сверла также должен быть правильным при заточке сверл.
Чтобы всегда сохранять один и тот же угол при заточке, я сделал своего рода направляющую, которую также можно регулировать в зависимости от необходимого угла.
Из МДФ толщиной 6 мм сделал треугольную деталь, которую закрепил винтом на верхней части кондуктора.
Наиболее распространенные углы для головки сверла составляют 118 градусов и 135 градусов.
Итак, я отметил эти размеры на зажимном приспособлении и просверлил небольшое отверстие, чтобы я мог закрепить эту деталь с помощью кнопки, подробнее об этом позже.
Чтобы разместить эту деталь под правильным углом, все, что вам нужно сделать, это разделить номер нужного угла на два и сделать отметку на этом углу.Как вы можете видеть на картинке ниже, здесь я сделал отметку для заточки сверл под углом 118 градусов (118/2 = 59).
Понравилась статья?
Не пропустите ни одного блога с бесплатными планами или советами и рекомендациями на будущее!
Подпишитесь на мою рассылку новостей
Шаг 4 | Блок зажима
Вы можете идеально использовать этот зажим, сдвигая сверло вместе с направляющей, но для лучшего захвата, когда я хочу затачивать сверла, я сделал этот блок, в котором можно зажать сверло.
В этом блоке отверстие больше, чем у самого большого сверла, которое я хочу заточить.
Самое большое сверло, которое я хочу заточить, — 12 мм, поэтому я сделал отверстие с помощью сверла Форстнера 14 мм.
Вверху я просверлил отверстие меньшего размера перпендикулярно отверстию, в которое вставляются сверла.
Затем я ввернул в это отверстие резьбовую вставку.
Эта резьбовая вставка позволяет вставить в нее болт, чтобы иметь возможность зажимать сверло на месте.
Шаг 5 | 2 вида самодельных ручек
Для этого приспособления для заточки сверл я сделал самодельные пуговицы двух видов.
Самые большие пуговицы, которые я сделал с помощью приспособления, которое я сделал ранее.
Вы можете прочитать более подробную информацию и скачать бесплатные шаблоны приспособлений для заточки сверл, чтобы сделать это приспособление самостоятельно, в моем блоге, как сделать дешевые деревянные ручки дешевыми и быстрыми, быстро и легко.
Второй тип ручки, с помощью которой я закрепил приспособление под правильным углом, намного меньше по размеру.
Для их изготовления я взял дюбель, распил его пополам и просверлил отверстие в центре дюбеля.
Затем я взял гвоздь и прикрепил его к отверстию с помощью эпоксидного клея.
Когда эпоксидный клей высох, я смог слегка закруглить кончик ручки.
При этом ручка легко входит в просверленные отверстия кондуктора.
Создав самодельное приспособление для заточки сверл для настольного шлифовального станка, точить сверла станет очень просто.
Ниже я объясню шаг за шагом, как затачивать сверла с помощью вашего нового приспособления для заточки сверл, сделанного своими руками. Я также дам вам идеальные углы заточки сверл для этого.
Первым шагом при заточке сверл является установка стола кондуктора под углом 12 градусов.
Теперь вставьте сверло в зажимной блок и убедитесь, что срез сверла расположен горизонтально.
Отрегулируйте угол заточки сверла до 118 градусов или 135 градусов (у большинства сверл угол составляет 118 градусов).
Теперь позвольте сверлу просто скользить по шлифовальному кругу и регулярно проверяйте, достаточно ли вы заточили сверло.
Затем поверните сверло на 180 градусов и повторите весь процесс.
При заточке сверл убедитесь, что обе стороны сверла равны, острие сверла должно быть точно отцентровано.
После заточки режущей стороны сверла вы можете установить угол наклона стола на 25 градусов.
Это позволяет обновить заднюю часть сверла.
Повторите все шаги, как при заточке сверла.
При заточке сверл регулярно проверяйте, чтобы ширина режущих сторон всегда была одинаковой.
Когда вы закончите затачивать сверло, оно должно выглядеть, как показано на рисунке ниже.
Строительство мастерской может быть сложной задачей и требует большого количества проб и ошибок.
Я знаю это с тех пор, как был там.
Благодаря непревзойденному опыту работы с небольшим магазином, которого я больше нигде не встречал, я получил больше информации о строительстве мастерской.
Вот как я мог более разумно тратить свои деньги и экономить большие деньги.
Я действительно рекомендую это всем моим коллегам-мастерам и создателям!
ВЫ МОЖЕТЕ ПОТРАТИТЬ СВОЙ БЮДЖЕТ ТОЛЬКО ОДИН РАЗ
Перестаньте тратить свой бюджет на неправильные вещи!
Позвольте этому фантастическому обучению направлять вас и начните экономить деньги уже сегодня.
Я уже лично купил этот а у меня никогда не видел ничего лучше этого .
Розничная торговля $ 129
Ограниченная цена: $ 39
Прочтите другие блоги, связанные с этим здесь:
Я надеюсь, что эта информация о том, как сделать приспособление для заточки сверл, была полезной и вдохновит вас на самостоятельную заточку сверл.
Дайте мне знать в комментарии под .
Не стесняйтесь, поделитесь этим блогом на Facebook, Pinterest или в других социальных сетях .
Вы можете сделать это с помощью кнопок внизу или вверху блога.
Будем очень признательны.
Я с нетерпением жду встречи с вами в другом блоге или видео.
Привет,
Кристоф, основатель Christofix.com
Деревообработка | Сделай сам | Украшение для дома
Скачать планы здесь
Бесплатно навсегда.
Проверьте параметры файла 3D. Бесплатно€ 0 / мес
Введите здесь свое имя и адрес электронной почты и получите планы на свой почтовый ящик.
ПРИМЕЧАНИЕ. Автоматическая система отправит ваши планы в течение часа. В зависимости от ваших настроек они могут попасть в ящик для спама.
Убедитесь, что вы это проверили!
Вы можете скачать только один раз за 24 часа!
Получите планы приспособления для заточки сверл, заполнив эту форму.
Спасибо!
Проверьте свой почтовый ящик, чтобы получить планы.
Стать участником€ 8.99 — 10,5 $ / мес
- Смотрите все подробности.
- Адаптируйте под свои нужды.
- Проведите точные измерения.
- Изменение с метрической системы на британскую.
- 3D-модели всех планов, загруженных во время вашего членства.
Почему следует затачивать сверла
Как и большинство режущих инструментов, сверла со временем тупятся. Будь то длительное использование или сложный проект, не нужно много времени, чтобы немного отточить.Затупившееся сверло может стоить вам времени и денег, не говоря уже о возможности получения травмы. Имея это в виду, вот несколько причин, по которым вы должны сохранять свои сверла острыми после каждой работы.
Основы работы со сверлами
Важно понять, как работает сверло, прежде чем затачивать его. Немного прорезает материал острым углом. Для мягких материалов используется крутой угол при вершине, тогда как для твердых материалов требуется более плоский угол. Например, стандартные биты имеют угол наклона 118 градусов, в то время как биты, изготовленные для более твердых материалов, имеют угол наклона 135 градусов.
У сверла острие долота используется для прохождения сквозь материал. Когда острие долота протыкает объект, режущие кромки переносят стружку через канавки в сверле, выводя излишки материала из отверстия. Острый край расширяет отверстие до нужного размера, в зависимости от типа используемой коронки.
Поврежденные инструменты и материалы
Сверла изнашиваются в момент начала резания. Износ происходит в нескольких местах на долоте, но обычно он сосредоточен на режущей кромке.Буровое долото также может изнашиваться в острие долота, которое может деформироваться под воздействием высокой температуры и давления сверления. Везде, где происходит потускнение, чрезмерный износ вызывает больше тепла и происходит с повышенной скоростью.
Затупившееся сверло требует большего крутящего момента и усилия для выполнения работы. В свою очередь, это создает больше тепла и увеличивает вероятность отказа. Когда сверло выходит из строя или ломается, оно может нанести удивительно большой ущерб самому материалу. Это не только будет стоить вам нового сверла, но также может испортить весь проект.
Безопасность
Самая большая опасность затупившегося сверла — это телесные повреждения. Всякий раз, когда бит сломается, чрезмерное количество крутящего момента и тепла может отправить бит в любом направлении, включая близлежащие руки и конечности. Это создает серьезную опасность травм, к которым нельзя относиться легкомысленно. Всегда рекомендуется проверять остроту сверла перед началом бурения, чтобы избежать ненужных травм.
Экономия времени и денег
Затупившееся сверло может стоить не только телесных повреждений, но и драгоценного времени.Даже если немного выйдет из строя, не повредив материал или посторонних, это, скорее всего, приведет к потере времени. Тупое сверло, которое не выходит из строя, также требует больше времени и усилий для просверливания материала. Напротив, острое сверло на самом деле сэкономит ваше время на проекте, не беспокоясь о риске материала.
Сохранение остроты сверл в долгосрочной перспективе сэкономит вам много денег. Вам не только не придется беспокоиться о порче материалов, но вы можете быть уверены, что работа будет выполнена без поездки в больницу.Заточка сверл также снизит вероятность поломки и необходимости покупки замены (и повторного похода в строительный магазин).
Вы действительно можете продлить срок службы сверла, оставив его острым. Это избавит вас от необходимости постоянно покупать новые биты для замены сломанных и позволит вам сэкономить на других расходах, таких как покупка точилки.
Заточка
Сохранение остроты сверл без правильных инструментов может оказаться сложной задачей.К счастью, Drill Doctor предлагает несколько точилок, которые делают процесс простым и эффективным. Будь то затачивание твердосплавных, кобальтовых или даже каменных коронок, Drill Doctor предлагает подходящую точилку, которая поможет выполнить работу и сэкономит ваше время и деньги на следующем проекте.
При заточке сверла убедитесь, что вы правильно выровняли его, чтобы сохранить одинаковую геометрию с обеих сторон. Помните, для какого материала будет использоваться сверло, и выберите правильный угол для заточки сверла.Вы также можете выбрать после повышения резкости добавить точку разделения — функцию, которая помогает сверлить при контакте без риска ходьбы или отклонения от выбранного места. Точки разделения могут уменьшить нагрев, помочь вам быстрее сверлить и сохранить центрирование отверстий.
Как затачивать сверло »Молоток для самостоятельного изготовления
Сверла — полезный режущий инструмент. Они бывают самых разных размеров, форм и назначения. Так удобно владеть несколькими разными видами сверл для несложного домашнего ремонта и делать проекты своими руками.Но чтобы они были эффективными, они должны быть острыми. Тупые биты опасны в работе. Они не выполняют свою работу и становятся причиной несчастных случаев. Вот почему вы должны научиться затачивать сверло.
Какой угол лучше всего затачивать сверло?
Любой опытный пользователь сверл может заточить стандартное сверло вручную. Для достижения наилучшего результата его следует держать так, чтобы хвостовик был повернут влево примерно на 59 градусов. Когда сверло коснется шлифовального круга, наклоните хвостовик одновременно дальше влево и вниз, поворачивая его по часовой стрелке.
Заточка сверл
Вложение в буровые коронки может быть дорогостоящим, но это хорошее решение. Однако они тоже изнашиваются после нескольких использований. Вы сэкономите деньги, если будете затачивать сверла, а не заменять их новыми.
Чтобы упростить работу, вы можете приобрести инструмент для заточки с направляющей для заточки. Не беспокойтесь, если у вас есть сверла разного профиля. Большинство коммерческих инструментов для заточки подходят для сверл разного профиля.
Найдите точилку для сверл на Amazon.
Вот несколько советов, которые можно использовать при заточке сверл с помощью инструмента для заточки.
1) Установите направляющую для заточки соответственно
Если у вас есть сверла с профилем 59 градусов на режущей кромке, используйте направляющую для заточки и установите ее на такой же угол. Затяните эскиз.
2) Заточить края
Инструмент для заточки имеет небольшой наконечник, предназначенный для краев канавок сверла.Прижмите к нему флейты. Возможно, вам придется опустить или поднять наконечник инструмента напротив канавки бита, чтобы убедиться, что края подходят правильно.
3) Отрегулируйте угол в соответствии с вылетом режущей кромки
Сверла имеют разную режущую кромку и вылет. Вы должны начать с того, что вылет должен быть равен радиусу сверла. Это имеет значение, потому что, если вы не отрегулируете соответствующим образом, вы можете повредить инструмент для заточки, и сверло может стать слишком плоским.
Идеальный угол режущей кромки — это как можно более короткая режущая кромка. Между нижними точками канавки кромка должна проходить между ними. Если сверло близко к идеальному, оно будет резать сталь более эффективно.
4) Зажмите сверло в инструменте для заточки
После установки вылета поверните винт, фиксирующий сверло в желобе заточного инструмента.
5) Настройте инструмент для заточки сверла на длину
Установите направляющую заточки в соответствии с длиной сверла, которое вы хотите затачивать.Убедитесь, что конец сверла подвижен в желобе инструмента, а не просто висит в воздухе. Найдите гайку из цветного металла и ослабьте ее. Отрегулируйте заднюю гайку и затяните металлическую гайку.
6) Совместите высоту сверла с шлифовальным кругом
Наконечник сверла должен совпадать с центром вала двигателя. Для шлифования можно использовать пилу с радиусным рычагом.
7) Закрепите инструмент для заточки на столе
При заточке сверло лучше целовать шлифовальный круг.Помните, если он будет слишком близко, вы потеряете больше материала, чем необходимо. Заточить будет очень сложно, и сверло станет горячим. Основание инструмента для заточки должно быть перпендикулярно точильному камню.
8) Отшлифуйте сверло
Запустите шлифовальный двигатель и поверните наконечник сверла вправо. Продолжайте поворачивать и вращать инструмент, чтобы заточить биту. Заточите сначала одну сторону, а затем другую.
9) Подождите, пока двигатель выключится и колесо не остановится
В целях безопасности убедитесь, что двигатель и колесо выключены.При необходимости повторите процесс. Убедитесь, что канавка сверла опирается на наконечник направляющей для заточки.
10) Готовое сверло
Правильно заточенное сверло не должно иметь закругленных изношенных краев. Он должен быть резким и четким.
Вы можете делать деревянные бруски, которые будут служить вам ориентиром при заточке небольших сверл.
Шлифовка сверл на настольном шлифовальном станкеЕсли у вас в гараже или на рабочем месте стоит настольный шлифовальный станок, вам не нужно покупать инструмент для заточки.Вы можете затачивать сверла от руки.
- Удерживая сверло, убедитесь, что режущая поверхность параллельна шлифовальному кругу.
- Установите сверло в контакт с колесом как можно прямо.
- Пятка сверла должна быть отшлифована немного больше, чем край.
- Приготовьте рядом с собой таз с водой, чтобы охладить сверло, когда оно станет слишком горячим во время шлифования.
- Как только вы получите желаемую остроту режущей кромки, проверьте, одинакова ли ширина.Две кромки должны почти пересекаться, образуя точку в центре диаметра коронки.
Настольный шлифовальный станок WEN. Найдите настольные шлифовальные машины на Amazon.
Если обе режущие кромки вашего сверла острые, отцентрированные и одинаковой ширины, значит, вы хорошо поработали! Теперь вы можете затачивать свои собственные сверла в будущем. Если вам нужно проверить, прижмите наконечник сверла к деревянному бруску. Медленно поверните его вручную. Он должен легко проделать отверстие, не оказывая большого давления.
Советы для профессионалов- Удаляйте стружку и стружку из канавок по мере сверления. Если вы этого не сделаете, сверло станет слишком горячим, и оно только быстрее затупится.
- В целях безопасности используйте перчатки и очки.
Посмотрите это короткое видео, чтобы лучше понять, как затачивать сверло.
Когда вы научитесь затачивать сверло, вам не придется тратить много денег на замену изношенных сверл.Вы можете использовать коммерческий инструмент для заточки или шлифовальный станок. Просто соблюдайте осторожность, чтобы избежать несчастных случаев.
инструментов торговли! — Drill Doctor Bit Sharpener
Сверла стоят дорого, и я склонен относиться к ним несколько оскорбительно. Их дешевле затачивать, чем заменять, особенно для больших сверл. Прочтите больше, чтобы узнать о моем опыте работы с точилкой для сверл Drill Doctor.
Всем привет! Я хорошо разбираюсь в рентабельности инвестиций (возврат инвестиций), поэтому обычно, когда я покупаю инструменты, я стараюсь быть уверенным, что получу обратно свои деньги взамен.В этом случае, держу пари, я вложил сотни долларов в сверла, и за последние 10 лет или около того я использовал их и злоупотреблял ими. Большинство из них тупые или сломанные и расстраивают меня, когда я пытаюсь их использовать.
Вместо того, чтобы покупать все новые сверла, я хотел поэкспериментировать с заточкой собственных. Я пробовал это в прошлом с настольным шлифовальным станком и с треском провалился. Итак, я пошел и купил доктора-дрели.
Бур др. утверждает, что это простое решение для заточки старых сверл.Учитывая, что некоторые из более крупных сверл стоят до 20 долларов и более, мои деньги быстро вернутся.
Единственное различие между DD750X и DD500X состоит в том, что 750 может затачивать сверло диаметром до 3/4 дюйма и устанавливать MTO (вынос материала). Если у вас уже есть DD500X или вы нашли его по дешевке, не бойтесь, вы можете купить патрон большего размера в качестве дополнения. Вы также можете приобрести патрон, который подходит для сверл с левой (обратной) спиралью.
Я полагаю, что если я заточу около 15 сверл большего размера, то при заточке примерно 130 долларов я окуплю все свои вложения.
У меня есть много битов, над которыми можно попрактиковаться:
Моя огромная куча тупых и сломанных сверл
Достаем дрель dr. И инструкция
Первым делом необходимо слегка вставить сверло в держатель и вставить его в приспособление для центровки на сверле-докторе
Две ручки кувшина помогают выровнять сверло по самой узкой части сверла. Этот шаг очень важен.
Если у вас действительно плохое сверло, на стороне 750x есть настройка отбора материала MTO.Когда вы регулируете съем материала, он перемещает головку болта внутрь и наружу, как показано в нижней части рисунка выше. Этот параметр настраивается на более или менее агрессивную резкость. Более агрессивный для сильно изношенных или поврежденных бит и менее агрессивный для тех, которым просто нужна легкая заточка.
Ручка MTO — черная в правом нижнем углу изображения.
После совмещения ослабьте зажим, вытащите зажимной патрон и полностью затяните его.
Затем совместите белую линию на патроне со штифтом на отверстии для заточки, затем начните вращать по часовой стрелке, пока не прекратится шлифовальный шум.
Это может занять от 4 полуоборотов или до 20+ полуоборотов в зависимости от того, насколько агрессивно вы устанавливаете MTO. На действительно плохих или сломанных сверлах вам, возможно, придется снова вставить их в кондуктор и настраивать несколько раз, пока они снова не станут острыми. Это действительно несложно и занимает всего пару минут на бит.
УБЕДИТЕСЬ, ЧТО НЕТ — берите из коробки любые левосторонние (обратные) спиральные сверла, если вы не приобрели дополнительный левосторонний патрон! Я случайно сделал это и полностью испортил один из моих битов.Это поправимо, но я потратил кучу времени.
Точки разделения используются для более быстрого бурения и уменьшения времени обхода, когда вы не пробурите пилотное отверстие.
Для создания точки разделения с помощью Drill Dr. 750x оставьте сверло в патроне после заточки. Снимите крышку с бокового порта. Совместите белые линии и вставьте патрон в разъем. Затем поверните на 180 градусов и повторите с другой стороны. Если все сделано правильно, линии разделения должны быть почти прямыми, если смотреть на кончик.
Расщепление острия сверла.
Вот вид долота в порте разделения.
Сверло заостренное и разрезное. Именно здесь вы можете видеть, что линия от разделения с обеих сторон почти прямая.
ДА, но это требует времени.
У меня есть сверло 3/4 дюйма, которое я сломал пополам много лет назад. Слишком зол на потраченные впустую вложения, я не мог заставить себя выбросить их. Решил попробовать и посмотреть, сможет ли Drill Doctor его спасти.
Сломанное сверло 3/4 ″…
Здесь затачивается (после выставления МТО на максимум и примерно 5 переустановок в приспособлении) и точка разделения.
Одна из самых крутых особенностей Drill Doctor — теперь я не попаду в затруднительное положение, если сломаю сверло в середине проекта. Я могу просто взять точилку с полки и минут через 5 вернуться к работе. Больше не нужно бегать в магазин поздно ночью и надеяться, что у них есть бит определенного размера на складе.
Надеюсь, это поможет, я определенно порекомендую Drill Doctor всем, у кого есть много тупых, сломанных или иным образом изношенных сверл, которые могут использовать второй шанс.
А теперь ВЫ, выходите в гараж и над чем-нибудь поработайте!
СвязанныеКакие самые лучшие точилки для сверл?
Вы когда-нибудь внимательно наблюдали за процессом сверления? Если вы никогда раньше не обращали на это внимания, необходимо помнить, что сверление — сложная работа, выполняемая с помощью сверл.Однако чрезмерное использование может привести к повреждению долот, и для восстановления контроля над долотами требуется точилка для сверл, поскольку в этой области нет недостатка в работе.В связи с быстрым развитием недвижимости и жилищного строительства по всему городу потребность в использовании буровых коронок также возросла. Самое приятное то, что вы даже можете выполнить эту работу самостоятельно, обладая некоторой проницательностью и знаниями.
БЫСТРЫЕ ОТБОРЫ
Вот мои рекомендуемые продукты, выбранные через Amazon, которые могут вас заинтересовать, в зависимости от вашего бюджета…
Вы ищете дешевые точилки для сверл?
Мы проведем вас через полное техническое и ценовое сравнение.
Какой тип заточки сверл лучше всего подходит для вас?
Мы рассмотрим все технические детали, которые вы можете прочитать, а затем решим, какой из них вам подходит. Даже если вы любитель DIY или промышленник; вы получите от этого одинаковую пользу.
Поехали…
Разнообразие сверл
Для резки различных поверхностей используется так много сверл, что новичку наверняка потребуется больше времени, чтобы понять, какое из них лучше.
Приобретая станок для заточки сверл, вы можете попробовать лучшие розничные интернет-магазины, чтобы понять ассортимент и цены на них.
Самое интересное в том, что существуют различные типы сверл, используемых для сверления различных типов поверхностей. Для заточки изношенного сверла вам понадобится всего одна точилка для сверл. Другими словами, одно и то же устройство может выполнять работы по заточке для всех типов сверл.
Если вы любите читать, то можете прочитать здесь о сверлах типа
Зачем мне точилка?
Точилка несложна в использовании, даже если ею пользуются новички, никогда раньше не выполнявшие эту работу.Если вы планируете отремонтировать свой дом, вам потребуются сверла для различных целей в доме.
Наряду с этим необходимо иметь при себе точилку для сверл, чтобы получить максимальную пользу. Иногда бывает непросто получить информацию о людях, необходимых для выполнения бурения. Например, в ванной комнате вашего дома вы всегда должны носить с собой сверла, потому что эти области дома никогда не будут выглядеть так, как будто были сделаны ремонтные работы, пока не будет установлена надлежащая фурнитура.
Лучшая точилка для сверл на рынке
Давайте рассмотрим некоторые лучшие точилки для сверл. Обязательно прочтите этот пост до конца, чтобы лучше решить, что вам действительно нужно иметь в своем ящике с инструментами.
Drill Doctor Точилка для сверл
Drill Doctor Заточка для сверл — идеальный вариант в случае меняющихся условий и бюджета
Цена на Амазонке!
Факт остается фактом: большинство людей не подозревают, что тупые сверла можно даже повторно затачивать.Таким образом, люди склонны складировать свои старые изношенные сверла. Но теперь, благодаря заточке сверл Drill Doctor и другим, люди начинают знакомиться с концепцией заточки сверл. Эти точилки просты и доступны по цене, они могут надежно затачивать сверла, а иногда даже лучше, чем новые. Кроме того, удобство наличия острых сверл является главным преимуществом владения устройством для заточки сверл.
Точилка для сверл Drill Doctor доступна в различных исполнениях для различных условий и бюджета.Некоторые из них работают вместе с электродрелью, а другие являются автономными точилками. Есть несколько, которые затачивают стандартные сверла, сверла с насечкой и сверла по камню.
Если деревообработка — ваше хобби или бизнес, вы будете поражены количеством сверл, которые вы действительно собираете. Более крупные сверла довольно дороги, а большие качественные сверла могут стоить совсем немного.
Следовательно, эти биты определенно стоит заточить, чтобы поддерживать их в рабочем состоянии и избавить вас от хлопот и расходов, связанных с регулярной покупкой новых.
Устройство для заточки сверл Drill Doctor — это устройство для заточки сверл, которое существует уже много лет. Он оснащен дополнительными функциями заточки по сравнению с конкурентами. К ним относятся шлифование с переменным углом режущей кромки и съемка материала с переменным углом, а также шлифовка режущей кромки с разрезом Back-Cut.
Это механизированный инструмент, вместо того, чтобы вставлять сверло в сверло, а затем использовать его для вращения сверла по шлифовальному камню, что обычно происходит с дешевыми устройствами для заточки бит.Кроме того, это устройство для заточки сверл, которое может работать с различными типами сверл, такими как лопата, штифт и т. Д., И поставляется в небольшом компактном корпусе.
В заточке сверл Drill Doctor для заточки сверл используется шлифовальный круг с алмазной наплавкой. Таким образом, он может шлифовать многие типы спиральных сверл и сверл по камню, конструкции или материалы с покрытием, такие как карбид , луженые покрытия, кобальт, быстрорежущая сталь и т. Д.
Двигатель и его компоненты заключены в прочный и ударопрочный корпус из инструментального пластика.Вы также можете отправить все устройство в пластиковом формованном кейсе для переноски. Таким образом, это удобно, если вы хотите передвигаться с точилкой.
Двигатель устройства для заточки сверл Drill Doctor вращает колесо со скоростью 15 000 об / мин. Это означает, что шлифовка кромок выполняется очень быстро. Есть сменный алмазный круг, который выполняет все задачи по заточке.
А если вам потребуется сменное колесо, оно легко доступно и может быть легко заменено пользователем. Все инструкции включены в прилагаемое руководство.
Точилка для сверл Darex
Точилка для сверл Darex может упростить выполнение тяжелых работ
Цена на Амазонке!
Darex — одна из ведущих в мире станков для заточки промышленных сверл. Они предлагают широкий выбор высококачественных станков для заточки сверл, концевых фрез и зенковок. Точилка для сверл Darex известна как своим выдающимся дизайном, так и конструкцией. Он может предложить точное и быстрое решение для заточки сверл.Таким образом, это помогает снизить затраты на инструмент и сделать все ваши сложные работы действительно гладкими.
Точилка для сверл Darexможет заточить сверла самых разных размеров и стилей, а также многие другие инструменты. И все это делается относительно легко и точно. Вы даже можете использовать их патроны запатентованной конструкции и стать экспертом по заточке всего за несколько минут.
Точилка для сверлDarex — это прочная машина для тяжелых условий эксплуатации, которая способна затачивать весь день — каждый день.Вы можете поменять местами насадки за секунды, и все регулировки можно производить без инструментов. Фактически, это одни из лучших, наиболее технологически совершенных ручных заточных станков для сверл, которые когда-либо производились.
Еще одним преимуществом этого крепежа для сверл является то, что в станке есть 2 колеса. Один — точильный круг, а другой — шлифовальный круг. Вы также можете выбрать CBN или алмазные диски.
Точилка для сверл Darex оснащена вакуумной системой на 115 В, которая удаляет мелкие частицы и пыль из точилки.Следовательно, если вы занимаетесь высокотехнологичным массовым производством или выполняете низкотехнологичное изготовление по индивидуальному заказу, вы сможете найти точилку для сверл Darex, которая снизит затраты на инструмент и упростит выполнение ваших работ.
Скорее всего, Darex может окупить себя быстрее, чем любой другой инструмент, который вы можете купить в магазине. Использование сверлильно-шлифовального станка — самый безопасный, быстрый и точный способ заточки сверл. Станок для заточки сверл Darex является модным, поскольку он может точить сверла диаметром от 1/16 до 3/4 дюйма.
В шлифовальном станке Darex в основном используется цанговый патрон, с помощью которого он удерживает сверло. Станок для заточки сверл Darex может заточить обе режущие кромки одним движением. Это способ убедиться, что обе кромки равны по длине.
Станок для заточки сверл Darex в основном состоит из правки круга, чистого, свободного отрезного круга. Это очень важно для точного и прохладного шлифования. Чтобы свести правку круга к минимуму, заточку сверла необходимо перенести на другие участки круга.
Их больше нет в наличии, но вы можете прочитать технические подробности, чтобы понять их!
Точилка для сверл Lisle
Точилка для сверл Lisle всегда славилась своим высоким качеством
Lisle заработал репутацию на высококачественных автомобильных инструментах, таких как дрель-шлифовальный станок Lisle, пневматический съемник датчика кислорода Lisle и набор гаек для антенн Lisle уже 104 года.
Устройство для заточки сверл Lisle — это недорогой и простой станок, который может быстро заточить несколько различных сверл.Он известен своей точной работой.
Всегда устанавливайте защитный пластиковый экран с помощью прилагаемых винтов. Теперь не забудьте отпустить «винт подачи», пока коромысло не будет полностью расслаблено.
Затем вам нужно совместить метки на алмазном шлифовальном станке и разрезной втулке, прежде чем затягивать ее на место. Теперь сдвиньте узел кронштейна подачи до тех пор, пока ромб не окажется на расстоянии 1/4 дюйма от камня. Следующим шагом будет затяжка кронштейна подачи на месте.
Если вы хотите обработать шлифовальный круг точилки для сверл Lisle, подключите двигатель к трехпроводной розетке заземления и затем включите его. Во избежание травм рекомендуется всегда носить защитные очки. На этот раз продвигайте «подающий винт» до тех пор, пока алмаз не коснется колеса. Следующим шагом является ослабление стопорного винта поперечной подачи, чтобы переместить рычаг поперечной подачи, чтобы алмаз двигался вперед и назад по шлифовальному кругу.
Шлифовальный круг станка для заточки сверл Lisle может стать неровным из-за износа в процессе эксплуатации.Следовательно, для обеспечения качественной заточки требуется регулярная правка. Регулярная регулировка кронштейна подачи в соответствии с уменьшенным размером шлифовального круга также является большой необходимостью. А если корпус шлифовального круга ослабнет, вы всегда можете затянуть два установочных винта.
Существуют точилки для сверл, которые являются специальными сверлами. Одно из них — сверло с плоским дном. Во время работы убедитесь, что разрезная втулка установлена на 180 градусов.
Теперь ослабьте два болта, удерживающие кронштейн подачи, чтобы переместить его как можно вперед.Затем поместите сверло в держатель сверла так, как если бы вы шлифовали стандартное острие сверла. Поместите этот держатель сверла в разъемную втулку, а затем продвиньте подающий винт.
По мере приближения сверла к камню необходимо переместить стопорный винт с поперечной подачей. Вы можете отшлифовать первую губу обычным способом. Чтобы отшлифовать вторую кромку, установите стопорную втулку и подперните подающий винт, а затем поверните сверло.
Если ваша точилка для сверл Lisle предназначена для корончатого сверла, установите сверло в держателе, удерживая первую кромку параллельно центральной линии держателя сверла.В случае такой шлифовки нет необходимости использовать установочную линию на верхней кромке.
Точилка для сверл Black And Decker
Держите под рукой точилку для сверл Black and Decker, чтобы сверла оставались острыми
Вы можете приобрести точилку для сверл Black And Decker, портативный гаджет, предназначенный для того, чтобы вставляться в канавки для сверл для переточки кромок. Некоторые из этих точилок для сверл также являются электрическими.
По сути, сверла — это инструменты, которые нужно затачивать.Это предметы многоразового использования. Предполагается, что они прослужат много лет, если за ними правильно ухаживать.
Первый шаг к хорошему уходу за ними — держать их в острой форме. Следующим шагом будет держать их сухими. Важно чистить их сразу после использования, это поможет продлить их жизнь.
Вам нужно будет решить, какая точилка для сверл Black And Decker соответствует вашим потребностям и предпочтениям. Для некоторых людей цена может быть решающим фактором.
Существуют и ручные напильники, и точилки, которые стоят довольно недорого.Тогда некоторые работают почти так же, как любая электрическая версия. Если вы хотите выбрать электрический тип, строго соблюдайте все инструкции по уходу и безопасности.
Это потому, что вы хотите, чтобы ваша новая точилка для сверл Black And Decker прослужила столько же, сколько и ваше сверло.
Инструкции по технике безопасности
Безопасность всегда будет главной заботой для всех типов точилок. Используйте здравый смысл при использовании любых инструментов. Всегда проявляйте должную осторожность, чтобы защитить свои руки и глаза.
Точилки для сверл Black And Decker просты в использовании и намного безопаснее, чем большинство других стилей заточки. Эти устройства для заточки сверл можно найти в большинстве хозяйственных магазинов, и они прослужат вам долгие годы.
Острое сверло важно как с точки зрения безопасности, так и с точки зрения эффективности. Хотя заточка сверл может оказаться сложной, экономия по сравнению с заменой сверл действительно существенная.
Но будьте осторожны при заточке сверл в защитных очках, так как летящие искры или кусочки металла очень опасны, если они находятся рядом с вашими глазами.
Общий результат
Было бы лучше, если бы у вас были наготове инструменты, когда они вам понадобятся. Никто не хочет начинать проект, а затем прекращать его из-за разряженной батареи или тупых инструментов.
Часто люди быстро идут и покупают новое сверло, когда старое затупляется. Это пустая трата денег. Фактически, если вы купите точилку для сверл Black And Decker, вы сможете сэкономить больше денег, чем вы думаете.
Сохранение остроты инструментов становится действительно простым и легким делом, если у вас есть подходящий инструмент.Ваша жизнь станет намного проще, так как вам не придется бежать в магазины товаров для дома, чтобы покупать новые инструменты.
Точки забора домой
Перед покупкой станка для заточки сверл необходимо проконсультироваться с ним, особенно если вы новичок. Если вы не будете осторожны, вы можете пораниться или повредить участок или поверхность, на которых выполняются сверлильные работы. Использование сверл очень важно, хотя эти материалы или инструменты необходимо использовать с соблюдением всех спецификаций.
Пока не могу определиться, тогда подробнее про точилки здесь…
Каковы основные характеристики бурового долота?
Уникальная особенность буровых долот заключается в том, что на рынке доступно несколько типов сверл, и ни одно из них не может использоваться для других целей, кроме его собственных.
Например, у вас никогда не будет возможности использовать металлические биты для пробивания деревянной поверхности. Поступая так, вы в конечном итоге нанесете больший ущерб, чем вы когда-либо думали.С другой стороны, если сверло по металлу утратило силу, вы должны использовать точилку для сверл, чтобы повысить эффективность этого устройства.
В большинстве случаев, особенно для сверл по металлу, чрезмерное использование приводит к быстрому износу материала.
Что касается основных применений сверл, существуют различные стадии использования этих материалов, таких как плитка, стекло, дерево, кирпич или металл.
Металлические листы, используемые в различных садах, обладают высокой прочностью на разрыв, поскольку они могут выдерживать чрезмерное давление.Сталь, используемая для изготовления металлических коронок, довольно прочная, хотя использование металлических коронок невозможно без соответствующих знаний.
Обычно быстрорежущая сталь требуется для большинства целей. Использование долота — сложная задача, особенно потому, что это зависит от поверхности материала, через который предполагается проникать в этом c
.Зачем нужны подходящие инструменты для прецизионных сверлильных работ?
Без использования подходящих инструментов или приспособлений невозможно успешно выполнить какую-либо работу.Для сверления поверхности дерева необходимо использовать соответствующее приспособление, поскольку сверла по металлу никогда не должны использоваться для сверления деревянных поверхностей. Однако для заточки сверл по металлу вам понадобится всего одна точилка.
Самая сложная задача при выполнении работы по сверлению — это выполнить с большой точностью, потому что стена или плитка являются хрупкими конструкциями, которые могут быть серьезно повреждены, если вы не будете осторожны при правильном выполнении работы.
С другой стороны, необходимо помнить, что точилка должна использоваться для повышения навыков работы с этими устройствами, что очень важно.Сверла используются людьми во всем мире для сверления стеновых конструкций. На рынке доступны различные сверла, хотя для большей производительности вам следует попробовать приобрести известные сверла.
Что такое точилки для сверл?
Каждое сверло имеет свою особую конструкцию для сверления определенного материала и уникальный размер сверла. Работая по дому, вам нужно использовать подходящее сверло для каждой просверленной дыры.
Точилки для сверл делают вашу работу намного проще и быстрее.Помимо того, что сверла будут острыми, вы, вероятно, защитите их от поломки или других повреждений. Если вы не хотите затачивать сверла вручную, то с этой задачей должны справиться точилки для сверл. Эти точилки избавят вас от необходимости постоянно покупать новые биты. Многие из этих сверл очень дороги, особенно если вам нужно купить несколько из них.
Всегда приятно иметь разные наборы сверл. Но вы, вероятно, будете использовать один или несколько битов чаще, чем другие размеры.В результате вы получаете одно или два тупых сверла в наборе. Здесь может помочь точилка для сверл. Когда вы держите их острыми, они прослужат вам очень долго.
Для надлежащего ухода за ними всегда храните сверла в прочном ящике. Убедитесь, что в кейсе есть отдельные держатели или отделения для каждой биты. Если по какой-то причине вы бросите сверла в ящик для инструментов или ящик, они будут кататься и тереться о неровности. Это может привести к поломке или затуплению наконечников и режущих кромок.
С помощью устройства для заточки сверл можно быстро и легко поддерживать заточку всех сверл. Таким образом, когда они вам понадобятся, они будут острыми и готовыми к использованию. Вы также уменьшите разочарование, которое испытываете. Когда вы вытаскиваете унылый кусочек и пытаетесь его использовать, ваша работа отнимает больше времени и выполняется некорректно.
С острым битом все делается быстро и правильно с первого раза. Вы можете затачивать сверло снова и снова. Чем крупнее сверло, тем больше раз его можно затачивать.
Еще одним преимуществом заточки сверл является то, что вы также сэкономите аккумуляторную дрель 18 В от значительного износа. Нет ничего лучше, чем иметь действительно острый кусочек, когда он вам нужен.
Сэкономьте время и деньги, используя одну из этих точилок для сверл самостоятельно. Да, это будет стоить вам дороже, но это устройство сэкономит вам много денег в долгосрочной перспективе.
Вы можете время от времени проверять все сверла, чтобы убедиться, что они заточены.Если вам интересно, какие марки точилок для сверл являются лучшими, вот несколько из лучших, доступных на сегодняшний день.
Точилка для сверл с протектором сверла — одна из лучших. Их также можно приобрести в Black & Decker. Точилки для сверл Darex также являются точилками хорошего качества.
В некоторых станках для заточки сверл используется настольный электрический шлифовальный станок с алмазным шлифовальным кругом или угольными кругами. Если у вас есть один из них, помните, что карбоновые диски изнашиваются гораздо раньше, чем их более твердые алмазные аналоги.
Шлифовальный станок может заточить практически любые сверла. Он затачивает стандартные сверла по металлу, каменную кладку, сверла из быстрорежущей стали, твердосплавные сверла, углеродистую сталь, нитрид титана и кобальтовые сверла.
При использовании точилки для сверл всегда надевайте защитные очки. Начните экономить деньги сегодня, когда научитесь затачивать свои собственные сверла. Вы также можете сэкономить время, убедившись, что все ваши биты заточены, прежде чем использовать их.
СверлаSharp помогут вам быстро и легко выполнять ваши задачи.Вы также в конечном итоге просверлите много более гладких отверстий. Таким образом, точилки для сверл являются важным аксессуаром для электродрелей или аккумуляторных дрелей.
Точилка для сверл — один из самых распространенных инструментов, которые используются для различных целей. С этим инструментом можно обращаться самостоятельно, чтобы использовать его для ремонта вещей в доме. Сверла можно использовать для обработки различных типов металла и дерева.
Однако, прежде чем наносить этот кусок на любую поверхность, необходимо знать особенности, чтобы каждый нашел наиболее подходящий способ использования этого устройства.
С другой стороны, если вы хотите выполнять эту работу дома. Когда мы слышим о точном использовании этого материала, это кажется трудным и невероятным. Будь то точилка или простые сверла, необходимо получить знания о сверлах, прежде чем покупать их.
При таких обстоятельствах у вас никогда не будет возможности повторно использовать сверла без их повторной заточки. Прецизионные инструменты, такие как сверла, необходимы для различных целей.
Если вы планируете выполнять работы по сверлению самостоятельно, вы можете купить сверла, чтобы выполнить работу с максимальной точностью. Эти материалы важны, потому что их невозможно заменить другими вещами, поскольку сверление — сложная работа, требующая больших усилий.
ЛУЧШИЕ ПОСТЫ
Сверла для фарфора
Керамогранит заменил обычную керамическую плитку. Это главным образом потому, что керамогранит более эстетичен.Сверла для фарфора
Best Drill Bits
Независимо от того, находитесь ли вы на стройплощадке или возитесь по дому, набор сверл является необходимым компонентом любой работы…..Лучшие сверла
Твердосплавные сверла
Твердосплавные сверла сегодня являются одними из наиболее часто используемых буровых инструментов на рынке. Эти высокопрочные углеродистые стали….Твердосплавные сверла
Сверло для каменной кладки
Сверло — это оборудование, которое используется для создания отверстий, как правило, цилиндрической формы. Дрель — это инструмент, который используется….Сверла по камню
Stee Drill Bits
Просверливание дерева и пластика легко, если вы выберете правильный тип сверла.Но просверливание закаленной стали….Стальные сверла
Удлинитель для сверл
Удлинитель для сверл — это спасатель, когда вам нужно просверлить материалы толщиной более двенадцати дюймов….Удлинитель сверла
Сверла по стеклу
Алмаз — единственный материал более твердый, чем стекло, поэтому алмазные сверла можно использовать только для стекла!… ..сверла по стеклу
Сверло по дереву
Просверлить дерево легко? Ответ положительный.поскольку дерево обычно является мягким материалом. Но это может …Сверло по дереву
Я контент-стратег и редактор tools10.com. Я много лет работаю в нефтяной отрасли, а также в строительной отрасли. Основные проекты, в которых я принимал участие, — это морское бурение и жилые дома. У меня большой практический опыт работы с инструментами и машинами. Подробнее обо мне Последние сообщения Дэвида Хоутона (посмотреть все)
7 лучших точилок для сверл — обзоры и руководство по покупке
Если ваши сверла не были изготовлены из каких-то сверхпрочных экзотических сплавов, они когда-нибудь затупятся, и вам придется либо их выбросить, либо заточить обратно в форму.
Раз уж вы здесь, вы, вероятно, решили поступить правильно и купить себе точилку для сверл. Дело в том, что их много, и вам нужно знать, на что обращать внимание.
Этот обзор поможет вам, предоставив всю эту информацию и дополнительно представив вам список лучших на рынке устройств для заточки сверл.
7 Лучшие точилки для сверл — Обзоры1.Drill Doctor 750X Точилка для стандартных сверл | |||||||||||
2. Общие инструменты 825 Шлифовальная насадка | S-903 903 Приставка для заточки сверл | ||||||||||
4. Drill Doctor 500X Точилка для сверл | .Насадка для заточки сверл Woodstock D4144 | ||||||||||
6. Насадка для заточки сверл Grizzly G1081 с электроприводом | 8 Точилка для сверл |
Рейтинг редактора:
(4.3/5)- Угол резания: 115-140 градусов
- Диаметр резания: 3/32 — 3/4 дюйма
- Размер: 13,8 x 5,8 x 11,8 дюйма
- Вес: 3 фунта
Drill Doctor’s 750X — это лучшая модель в линейке устройств для заточки сверл. Он включает в себя все необходимое, а также точность и высокое качество, которые ценят профессионалы. Он также присутствует на рынке уже много лет, и часто бывают более новые версии.
Точилка для сверл Doctor поставляется с DVD с инструкциями, и рекомендуется сначала прочитать это видео, чтобы вы могли понять, как правильно использовать инструмент и как получить наилучшие результаты.
Используя прилагаемый патрон, вы можете использовать Drill Doctor для заточки сверл огромного диапазона размеров, от 3/32 до 3/4 дюйма.
Использовать Drill Doctor легко, если вы решили сосредоточиться. Вы можете легко выбрать угол заточки бита, а также выбрать, сколько материала вы хотите удалить, с помощью простого диска.
Drill Doctor 750X — лучшая точилка для сверл, за исключением случаев, когда сравниваются цены, потому что это не дешево.
- Заточка всех бит, включая биты из быстрорежущей стали, кирпичной кладки и оловянные биты
- Регулируемый угол заточки от 115 до 140 градусов
- Для бит размером от 3/32 до 3/4 дюйма
- Поставляется с предварительно установленным алмазом заточный круг
- Drill Doctor предоставляет на него 3-летнюю гарантию производителя
- 3-летняя гарантия не распространяется на заточный круг и его коммерческое использование
- Это недешево
Рейтинг редактора:
(4,3 / 5)- Угол резания: 41 — 88 градусов
- Диаметр резания: 1/8 — 3/4 дюйма
- Размер: 4,9 x 4,9 x 7,4 дюйма
- Вес: 2 фунта
Сам по себе это не полная точилка для сверл, а скорее приспособление, которое поможет вам использовать верстак или плоскошлифовальный станок для заточки сверл, и это предполагает, что вы также иметь заранее болгарку.
Его основная концепция использования довольно проста. Вы вставляете сверло в эту насадку и фиксируете саму насадку перед болгаркой. Затем правильно поместите зажим перед шлифовальной машиной, затем отрегулируйте его углы, и вы готовы начать заточку.
Это зажимное приспособление для шлифовального станка работает с битами от 1/8 до 3/4 дюйма и предназначено для использования с поверхностно-шлифовальными станками, одобренными OSHA, ANSI и UL, или электрическими столами. Он также полностью сделан из металла, так что вы уверены, что он прослужит очень долго.
В прилагаемом руководстве по эксплуатации, которое также доступно в Интернете, вы получите подробные чертежи и инструкции о том, как правильно настроить сверла с помощью прилагаемой таблицы углов для производства сверл с наилучшей заточкой.
- Работает в качестве насадки на верстак или плоскошлифовальный станок
- Включает настройки угла для идеального шлифования
- Руководство по эксплуатации предлагает подробные инструкции по правильному использованию
- Очень легкий и доступный по цене
- Идеально подходит для ряда бит от 1 / Размеры от 8 до 3/4 дюйма
- Требуются некоторые усилия, чтобы понять и сначала настроить
Рейтинг редактора:
(4,3 / 5)- Угол резания: 90 — 150 градусов
- Диаметр резания: от 1/8 до 7/8 дюймов
- Размер: 14 x 7 x 3 дюйма
- Вес: N / A
Tormek — широко известный бренд шлифовального оборудования. Производя шлифовальные станки и инструменты для всех профессий, Tormek также производит высококачественные кондукторы и другое навесное оборудование, в том числе DBS-22.
Первое, что нужно понять, это то, что он совместим только с шлифовальными станками Tormek, и, поскольку он является одним из лучших заточных станков для сверл, его характеристики действительно стоят его высокой цены.
Вы получаете 4-гранное острие на вашем сверле, которое обеспечивает чистые прямые отверстия без прохода при отсутствии пилотного отверстия. Конструкция также позволяет легко создать 2 асимметричных режущих кромки. Просто отшлифуйте одну сторону, переверните приспособление и отшлифуйте другую.
Тормек DBS-22 также очень универсален. Если вы знаете, как его использовать, то вы можете легко отшлифовать любую коронку для конкретного материала или зазора.
Несмотря на то, что это не автоматическая точилка, это приспособление по-прежнему остается удивительно точным инструментом для заточки ваших бит.Вам просто нужно прочитать инструкцию и немного развить навык, и вы удивитесь.
- Обеспечивает 2 симметричные кромки, которые точно совпадают.
- Создает 4-гранную точку для идеальной производительности сверления
- Регулируемый угол заточки от 90 до 150 градусов
- Легко справляется со сверлами диаметром от 1/8 до 7/8 дюйма
- Совместима только с шлифовальными машинами Tormek
Рейтинг редактора:
(4,3 / 5)- Угол резания: 118 — 135 градусов
- Диаметр резания: от 3/32 до 1/2 дюйма
- Размер: 14 x 12,8 x 7,5 дюймы
- Вес: 4 фунта
Drill Doctor 500X спроектирован так, чтобы обеспечивать гибкость и универсальность при заточке битов многих размеров. Они варьируются от 3/32 до 1/2 дюйма и включают в себя различные типы бит, такие как твердосплавные, быстрорежущие сталь, биты по камню, биты с луженым покрытием и многое другое.
Разработанный на основе промышленного алмазного заточного круга, вы можете быть уверены, что он прослужит вам более 200 сеансов заточки, а если вам понадобится его заменить, процесс замены также очень прост.
Коробка поставляется с руководством пользователя, предварительно установленным алмазным кругом с зернистостью 180, патроном 1/2 дюйма и ключом для замены заточного круга.
Хотя это очень хорошая точилка для долот, его недостатком является меньшее количество функций и гибкость, чем у топовой модели Drill Doctor, 750X, но если у вас ограниченный бюджет и он хорошо отвечает вашим потребностям, тогда , почему бы не сэкономить?
- Заточка под углом 118 и 13 градусов
- Может создавать и затачивать долота с разделительной головкой
- Поставляется с предварительно установленным алмазным шлифовальным кругом с зернистостью 180
- Заточка твист, карбид, HSS, черный оксид, кобальт, биты с луженым покрытием и биты для кирпичной кладки
- Хотя это дешевле, чем 750X, в нем отсутствуют некоторые особенности 750X
Рейтинг редактора:
(4/5)- Угол резания: от 41 до 88 градусов
- Диаметр резания: от 1/8 до 3/4 дюйма
- Размер: 8,7 x 5,3 x 2 дюймы
- Вес: 1,4 фунта
Если вам нужна дешевая и хорошая точилка для сверл, то вот кое-что, на что вы можете присмотреться. При весе всего 1,4 фунта, он сделан из металла и разработан для точной заточки бит.
Все, что вам нужно сделать, это установить его рядом с вашей поверхностью или настольным шлифовальным станком, следовать инструкциям, и у вас есть доступный и интересный инструмент для восстановления ваших сверл.
Вы можете использовать его для заточки сверл диаметром от 1/8 до 3/4 дюйма, и вы сможете делать это быстро и точно, как только освоите инструмент.
Поставляется с хорошим руководством пользователя, в котором есть вся информация, необходимая для обучения работе с этой насадкой для шлифовальной машины. Он включает в себя советы и предупреждения, список всех его частей и пошаговое руководство по эксплуатации, чтобы максимально использовать возможности системы.
- Гибкая, подходит для битов различных размеров от 1/8 до 3/4 дюйма
- Полностью изготовлена из металла, чтобы служить долго
- Предлагается по очень привлекательной цене
- Поставляется с подробным руководством по эксплуатации
- Установка немного сложный, но его низкая цена оправдывает себя
- Для работы требуется шлифовальный станок
Рейтинг редактора:
(3,9 / 5)- Угол резания: от 41 до 88 градусов
- Диаметр резания: от 1/8 до 3/4 дюйма
- Размер: 8 x 5 x 1,3 дюймы
- Вес: 1,35 фунта
G1081 Grizzly имеет те же характеристики, что и D4144 Woodstock. Он сделан из металла, имеет высоту около 8 дюймов и весит примерно столько же.
Для работы с Grizzly G1081 вам также понадобится шлифовальный станок.Вы устанавливаете его рядом с шлифовальным станком, а затем используете настройки, чтобы приложить коронку к шлифовальному кругу, чтобы получить необходимую вам резкость.
В комплект входит руководство пользователя, но вам нужно хорошо сосредоточиться, чтобы понять, как настраивать и использовать. Однако, как только вы освоите это, вы обнаружите, что это очень простой и понятный способ заточить сверла и сэкономить немного денег.
С одной стороны, это приспособление может не сойти за компактную точилку для сверл, так как вам нужно установить его рядом с шлифовальным станком, но с другой стороны, дешевле купить заранее, и нет никаких затрат на техническое обслуживание, связанных непосредственно с Это.
- Может использоваться для сверл диаметром от 1/8 до 3/4 дюйма
- Металлический корпус прочный и долговечный
- Предлагается по очень низкой цене
- Поставляется с руководством пользователя по настройке и эксплуатации
- Требуется дополнительная поверхность или настольный шлифовальный станок
- Для его настройки нужно немного привыкнуть к
Рейтинг редактора:
(3.8/5)- Угол резания: Нет данных
- Диаметр резания: 1 / 8-5 / 8
- Размер: 10,6 x 7,6 x 5,3 дюйма
- Вес: 4,4 фунта
Neiko — китайский производитель недорогих инструменты и многое другое для дома и гаража. Эта точилка для сверл от Neiko отличается уникальным дизайном, который выгодно отличает ее от остальных в этом списке.
Идея проста: просто вставьте сверло в подходящее отверстие в верхней части, и вращающийся шлифовальный камень внутри будет затачивать его за вас.На выбор предлагаются две головки, причем головки имеют множество отверстий с этикетками, на которых указан их диаметр.
Простая ручка сверху позволяет отрегулировать высоту камня, так что вы можете установить ее именно так, как хотите. Каждая из головок также поставляется с собственным шлифовальным кругом и электродвигателем, в то время как весь комплект включает 6-футовый кабель питания и адаптер переменного тока.
С другой стороны, у такой системы есть свои проблемы, потому что в отличие от автоматических точилок от Drill Doctor, например, вам потребуются некоторые навыки, чтобы правильно затачивать биты на этом станке Neiko.
Эта точилка также затачивает только под одним стандартным углом, поэтому вы не можете выбрать угол заточки, как в случае с профессиональной заточкой сверл.
- Электрическая точилка для сверл компактная и портативная
- Имеет направляющие отверстия наверху для облегчения использования
- Включает резиновые ножки для устойчивости
- Поставляется с двумя головками для вашего удобства
- Заточка только под одним углом, который не регулируется
- Вам потребуются некоторые личные усилия, чтобы правильно заточить биты
Заточка для сверл — это очень специализированный инструмент со специализированной работой .Это требует более глубокого понимания его различных функций, чтобы вы могли сделать правильный выбор и получить точилку, которая идеально подходит для ваших нужд. Ниже приведены эти особенности, которые следует учитывать.
№1. Размер
Есть 2 размера, которые следует учитывать, когда вы говорите о точилке для сверл. Первый размер относится к самой точилке, к тому, насколько она большая или маленькая, и достаточно ли у вас места для нее. Большинство заточек сверл обычно компактны.
Другой размер относится к размеру долота, с которой может справиться точилка.Особенно это касается размера держателя бит и точильного камня.
Вы должны знать, что устройства для заточки сверл предназначены для конкретных размеров сверл, поэтому ничего сверх этого размера работать не будет. Что вам нужно сделать, прежде всего, это узнать диапазон размеров ваших сверл, а затем начать поиск точилки для этого диапазона размеров.
№ 2. Материал
Во-вторых, необходимо учитывать, подходит ли заточка сверла для конкретного материала вашего сверла.Это связано с тем, что в то время как большинство имеющихся на рынке точилок затачивают большинство материалов сверл, некоторые сверла со специальной отделкой или сплавами могут создавать проблемы.
Итак, убедитесь, что ваши биты стандартные — это ключ к этому, иначе вам придется найти специализированную точилку для ваших сверл. Большинство обычных точилок могут работать с битами с луженым покрытием, битами по камню, стальными битами, битами с оловянным, кобальтовым и титановым покрытием.
№ 3. Универсальность
Под универсальностью точилки здесь понимается количество различных видов бит, которые она может заточить.Некоторые точилки могут работать автоматически, но они будут ограничены только определенным типом бит, в то время как другие точилки могут затачивать больше типов бит.
Большинство инструментов легко затачивают спиральные сверла, но если вам нужно заточить лопаточное сверло, вам понадобится более универсальная точилка. Более универсальный инструмент определенно более ценен в любой ситуации, но вы также должны учитывать его дополнительную стоимость.
№ 4. Простота использования
Специализированные устройства для заточки сверл сделают ваше сверло заточенным и готовым всего за несколько секунд, а заточка вручную с помощью кондуктора и настольного шлифовального станка даст разные результаты в зависимости от ваших навыков.
Здесь вам остается знать, насколько вы терпеливы и сколько времени вы можете потратить на настройку и завершение сеанса заточки. Если у вас нет времени, автоматические точилки могут стать вашим другом.
№ 5. Шлифовальный камень
Качество вашего точильного камня поможет вам узнать, сколько он прослужит, а его зернистость определяет, насколько он острый или абразивный. Вам нужен камень с зернистостью более 100 или более, и, если вы можете, приобретите алмазные шлифовальные круги, потому что они просто лучшие.
№ 6. Торговая марка и гарантия
Покупка товара известного бренда — всегда разумный поступок. Известные бренды, в том числе Drill Doctor, для заточки сверл имеют также другие известные бренды, как стандартные, так и специализированные устройства для заточки сверл.
Что касается гарантии, то чем больше, тем лучше, поэтому, выбирая точилки, лучше выбрать точилки с более длительной гарантией.
ЗаключениеЕсли у вас раньше были какие-либо сомнения относительно ваших старых тупых сверл, вы должны были принять решение сделать что-нибудь стоящее и заточить их самостоятельно, вместо того, чтобы просто выбрасывать их и покупать новые.
Самостоятельная заточка сверл не только экономит ваши деньги, но и дает интересный опыт, который приближает вас к миру изготовления инструментов.
По мере того, как мы приближаемся к концу этого обзора станков для заточки сверл, помните, что окончательный выбор между решением для полной заточки сверл и насадкой или между прецизионной и бюджетной заточкой остается за вами.
Заточка сверл — 5 лучших советов — Сверла USA
Один из лучших навыков самостоятельного изготовления, который может освоить любой разнорабочий, — это как правильно затачивать затупившиеся и использованные сверла.Это дешевле и практичнее, чем покупать новые заменители, поэтому вам действительно стоит усвоить следующие советы.
Какая точилка для сверл самая лучшая?
Drill Doctor — одна из самых надежных марок станков для заточки сверл. Их модели, такие как DD500X или 750X, идеально подходят для оживления любого затупившегося сверла.
Стоит ли затачивать сверла?
Поначалу это может показаться хлопотным занятием, но научиться затачивать свои собственные сверла действительно окупится в долгосрочной перспективе.Это сэкономит вам деньги и не займет много времени.
Как затачивать сверло вручную?
Если у вас есть что-то вроде настольного шлифовального станка или ленточно-шлифовального станка, вы можете легко заточить свои биты, правильно установив их под углом на точилке. Вам нужно будет приложить небольшое усилие, когда вы поместите насадку на устройство, наклоните ее под углом примерно 45 градусов от наконечника, а затем сформируйте посадочную площадку, повернув ее против часовой стрелки, чтобы создать закругленный край.
Как лучше всего затачивать сверла?
Три лучших способа заточки сверл — использование настольного шлифовального станка, ленточной шлифовальной машины или специального устройства для заточки сверл.Вы можете научиться затачивать сверла с помощью напильника, но это сложнее и требует больше времени, поэтому не рекомендуется.
Если вы все еще хотите научиться затачивать сверла без шлифовального станка, вам нужно научиться затачивать сверла напильником. Если вам интересно, под каким углом вы затачиваете сверла напильником, он должен составлять около 60 градусов. Проведите его по краям несколько раз, либо крепко удерживая сверло, либо зажимая его в тисках.Так можно затачивать сверла вручную или без болгарки.
Можно ли затачивать все сверла?
Да, все сверла можно затачивать, но следует отметить, что некоторые сверла затачиваются легче, чем другие. Спиральные сверла точить проще всего, потому что их конструкция упрощает их вращение в нужном направлении при их затачивании.