Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
При повторении этого устройства строго соблюдать технику безопасности.Здесь присутствует сетевое напряжение и высоковольтные импульсы.
Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Инструменты:
Паяльник
Отвертки
Пассатижи
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.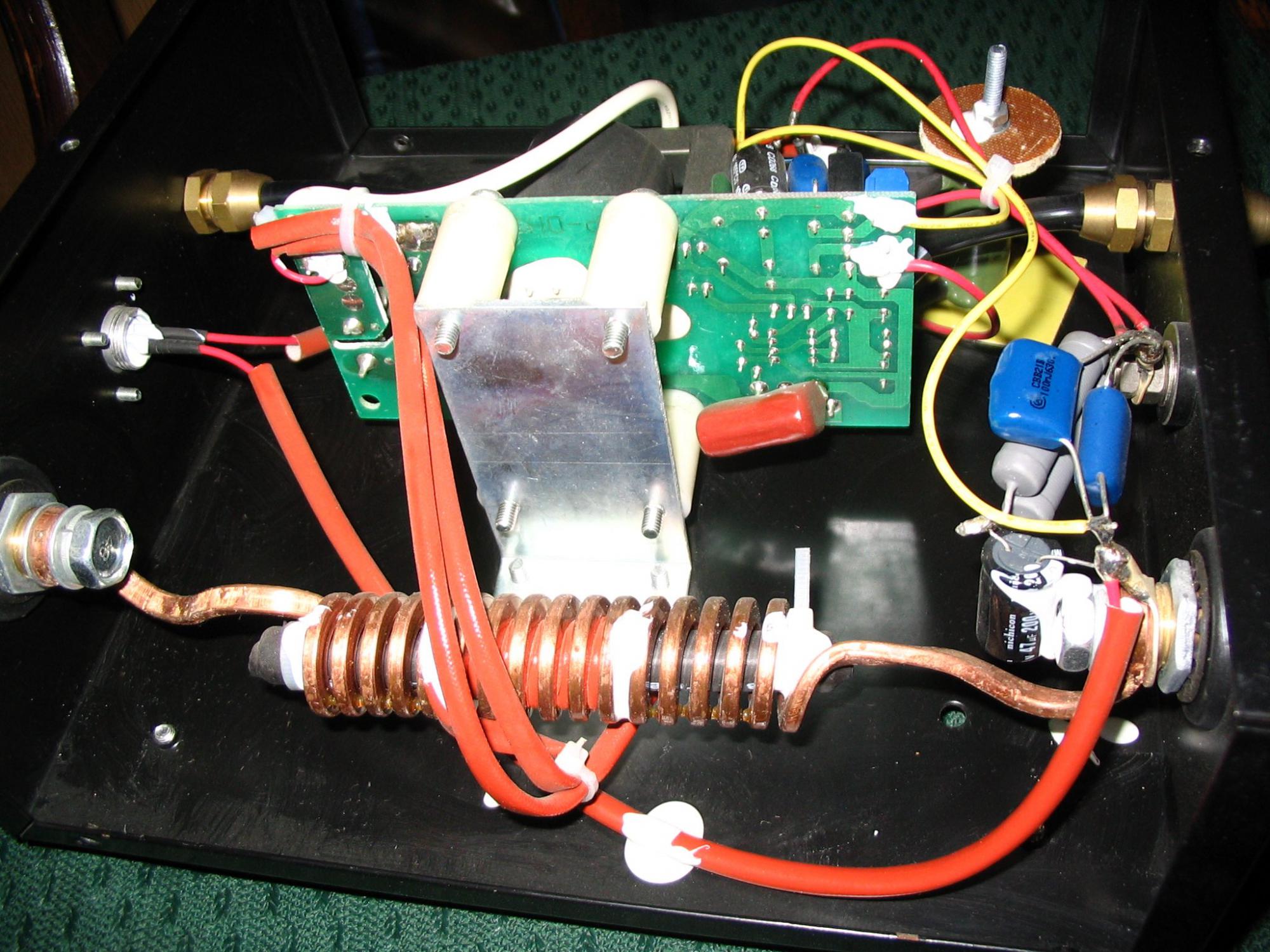
Устройство
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
СХЕМА
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.
Защитый конденсатор С1 2-6мкФ, на напряжение не менее 630В. Лучше установить два параллельно, в случае обрыва одного второй будет защищать сварочный аппарат.
Высокочастотный трансформатор.
Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.
Разрядник.
В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.

В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
Частотозадающий конденсатор С2.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Устройство коммутации.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Сварка алюминия инвертором — пошаговая инструкция
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом сложностей, вызванных его физико-химическими свойствами.
Изделия из алюминия и его сплавов имеют ряд существенных достоинств, что позволило найти им широкое применение как в различных отраслях промышленности, так и во всех сферах нашего быта. Но, к сожалению, этот металл не обладает высокой прочностью и нередко ломается, поэтому алюминиевые детали приходиться иногда ремонтировать. Если раньше такого рода ремонт был возможен только на производстве, то сегодня сварка алюминия инвертором стала вполне доступной даже для неспециалиста.
Но, к сожалению, этот металл не обладает высокой прочностью и нередко ломается, поэтому алюминиевые детали приходиться иногда ремонтировать. Если раньше такого рода ремонт был возможен только на производстве, то сегодня сварка алюминия инвертором стала вполне доступной даже для неспециалиста.
Можно ли варить алюминий инвертором
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:
- оксидная пленка на поверхности алюминиевых деталей, которая образована вполне естественным взаимодействием с атмосферным кислородом, имеет температуру плавления в 2000⁰ C, а сам алюминий плавится при температуре всего в 660⁰ C;
- тугоплавкую оксидную пленку с поверхности места сварки необходимо снимать путем механического удаления или химического воздействия, причем производить сварку металла после этого необходимо сразу во избежание повторного окисления;
- при больших перепадах температур во время электросварки прочностные качества алюминия значительно снижаются;
- от высокой температуры электродуги алюминий интенсивно расплавляется и начинает вытекать из зоны сварки;
- при нагревании во время проведения сварочных работ алюминий практически не изменяет свой цвет, отсюда производить контроль размеров сварного шва довольно затруднительно;
- низкое значение модуля упругости изделий из алюминия может стать причиной деформаций свариваемых конструкции, а при остывании — образования микротрещин в районе сварочной ванны.

Поэтому, зная все нюансы и соблюдая определенные условия, можно сварить алюминий инвертором даже в домашних условиях. Причем, если к инверторному сварочному аппарату не предъявляют особых требований, то к расходным материалам и методике проведения самих сварочных работ уделяют первостепенное значение. Отсюда и постараемся сформулировать ответы на вопрос: как правильно варить алюминий инвертором.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.
А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Для сварочных инверторных полуавтоматов выпускают специальную алюминиевую проволоку диаметром 0,8-1,0 мм, намотанную на стандартные катушки весом в 0,5 кг. Как правило, чаще всего используют сварочную проволоку, представляющую собой литой сплав алюминия с кремнием (Al-Si 5) марок ER 4043 и ER 5356, реже аналогичную проволоку, но сделанную из деформируемых с алюминиево-магниевых сплавов марок Св-АК 5 и Св-АМг 5. Фото
Фото
Главной составляющей цены метра шва при сварочных работах по алюминию является стоимость расходных материалов, а именно инертного газа аргона и специальных алюминиевых электродов.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.

- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.

Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Схема осциллятора для сварки алюминия своими руками
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц. Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе.
 Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | – |
| Вес, кг | 6,5 | 16 | 20 | – |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
A Руководство по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить любые загрязнения оксида алюминия и углеводороды из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в заготовке. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.
Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в заготовке. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов.
Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой детали может помочь избежать растрескивания сварных швов. Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, выполнение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщики также должны предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны, а не его вытягивание, приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия. Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала.Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов.Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении. Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговая сварка или импульсный. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток более 350 А, оптимальные результаты дает cc.
Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток более 350 А, оптимальные результаты дает cc.
Импульсный перенос обычно осуществляется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки.Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, облегчая сварку вне положения и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, при котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды.Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью. Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих труб используйте стамески на выходе и пластиковые входящие трубы, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы проволока не запуталась. Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов для обеспечения равномерной скорости подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете. Часто меняйте футеровки, чтобы минимизировать вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Гравировально-отрезной станок Endurance DIY для дома, мастерской и вашего бизнеса. — Лазеры EnduranceLasers
Endurance DIY — универсальное решение для гравировки сувениров, изготовления штампов и печатей, лазерной маркировки как для дома, так и для небольших мастерских и средних предприятий.
- Недорогое и практичное решение для дома, офиса и небольшой мастерской.
- Это компактный настольный лазерный гравер с рабочей зоной 20×20 см (8 «x 8»).Доступны машины большего размера: 30 x 40 см (11 x 15 дюймов) и 65 x 50 см (25 x 19 дюймов).
- Имеет отличный набор программ: GRBL, CNCC LaseAxe, Benbox, mDraw.

- Он прост в эксплуатации и не требует специальных знаний или навыков.
- Режет и гравирует практически любые материалы, включая нержавеющую сталь, медь, латунь и анодированный алюминий.
Наш гравировально-отрезной станок Endurance DIY оснащен мощным синим диодным лазером с длиной волны 445 нм и мощностью 2100 мВт (2.1 Вт) или 3500 мВт (3,5 Вт), 5600 мВт (5,6 Вт), 8000 мВт (8 Вт), 8500 мВт (8,5 Вт), 10000 мВт (10 Вт). Выберите лучший лазер для ваших нужд. Мы разработали нашу самодельную машину, чтобы просто подключать и играть. Просто подключите его к своему компьютеру, установите необходимое программное обеспечение для создания растрового или векторного изображения, которое вы хотите гравировать, и сгенерируйте код для работы гравера. Поехали и наслаждайтесь просмотром этой красивой маленькой машины, делающей свою работу.
Гравер / резак Endurance DIY гравирует и режет различные материалы, включая PLA, ABS, дерево, фанеру, кожу, ДВП, картон, фольгу и даже акрил. Это прекрасное дополнение для дома или небольшого офиса, дающее невероятные результаты.
Это прекрасное дополнение для дома или небольшого офиса, дающее невероятные результаты.
Наш самодельный гравер выполнит резку и гравировку:
- дерево / фанера
- акрил
- PLA / ABS
- войлок / ткань
- бумага / картон
- оргалит / МДФ
- пена
- ткань / кожа
- камень
- стекло
- и более
Лазерная маркировка на металлических поверхностях возможна с помощью 8.Лазер мощностью 5/10 Вт со специальной пастой для гравировки.
Если вам нужны нестандартные размеры и особые параметры, напишите нам: [email protected]
- 1 x 2,1 Вт / 3,5 Вт / 5,6 Вт / 8 Вт Endurance / 8,5 Вт Endurance / 10 Вт Endurance диодный лазерный гравировальный станок
- 1 адаптер питания (около 135 см).
 Зависит от вашей страны.
Зависит от вашей страны. - 1 шнур питания (около 131 см)
- 1 флэш-накопитель USB (1 ГБ с программным драйвером / ПО для проектирования / образцом)
Процесс установки не требуется. Просто откройте в своем программном обеспечении векторное изображение, растровое изображение или код gcode и выгравируйте или вырезайте. Мы рекомендуем использовать CNCC, CNCC Laseraxe или GRBL.
Этот станок можно использовать как станок для лазерной гравировки и резки. Просто поместите деталь, которую хотите вырезать или выгравировать, на столешницу и начните процесс гравировки или резки.Запустите процесс и наблюдайте, как машина выполняет свою работу.
Рабочая зона 40 x 30 см (15 x 12 дюймов)
Рабочая зона 65 x 50 см (25 x 20 дюймов)
Не пропустите нашу текущую скидку!
Оформляйте покупку и получите лучшую цену!
Подключение 10 Вт PLUS PRO
Быстрая и безопасная оплата.Бесплатная доставка DHL по всему миру. Получите лазер через 3-5 дней.
Гравировальный станок для самостоятельного изготовления Endurance
Endurance DIY — универсальное решение как для дома, так и для небольших мастерских и средних предприятий для гравировки сувениров, изготовления штампов и печатей + лазерной маркировки (может использоваться как лазерный гравировально-отрезной станок). Гравировально-отрезной станок Endurance DIY оснащен мощным синим диодным лазером с длиной волны 445 нм и мощностью 2100 мВт (2.1 Вт) или 3500 мВт (3,5 Вт), 5600 мВт (5,6 Вт), 8000 мВт (8 Вт), 8500 мВт (8,5 Вт), 10000 мВт (10 Вт), 10000 мВт + (10 Вт +). Гравер / резак Endurance DIY гравирует и режет различные материалы, включая PLA, ABS, дерево, фанеру, кожу, ДВП, картон, фольгу и даже акрил.
Лазерная резка и лазерная гравировка изображений
Новые разработки лазеров Endurance мощностью 5,6 Вт (5600 мВт) и 8 Вт (8000 мВт) (выпущены в сентябре 2017 г.)
Лазерная резка и лазерная гравировка для дома и бизнеса.
Преимущества лазеров Endurance
Многоуровневая система тестирования.
Промышленные компоненты.
Гарантированная продолжительность непрерывной работы ~ 48-72 часа.
Истинная длительная выходная мощность
Наша продукция имеет заявленную номинальную мощность — в отличие от китайских аналогов.
Может включаться и выключаться с напряжением 3,5-24 В.
Переменная выходная мощность.
Универсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Не нравится лазер?
Просто верните в течение 30 дней и получите полный возврат.
Полное видео-руководство — процесс сборки *
* Все гравировальные станки Endurance DIY собраны и готовы к работе!
Добавление воздушного ассистента к раме Endurance DIY Eleksmaker. (по рассказу Тома «Бомбардировщика» Рюкля)
(по рассказу Тома «Бомбардировщика» Рюкля)
Начало работы с машинкой Endurance DIY 10 Вт (плата Eleksmaker)
Гравировка анодированного алюминия и гравировка на специальных алюминиевых пластинах CO2.Гравировальный станок Endurance DIY (доска Элексмейкер)
Доска RAMPS 1.4 на гравировальном станке своими руками
Замена платы Eleksmaker или CNCC LaserAxe на RAMPS 1.4 с прошивкой Marlin.
Лазерные насадки и станки для лазерной гравировки (маркировки).
Почему наши клиенты покупают лазеры и гравировальные станки у Endurance?
Мы помогаем и даем советы по телефону / электронной почте / в мессенджере Facebook / Telegram / Whatsapp / Viber.
Помогаем установить и настроить лазер.Предлагаем квалифицированную послепродажную поддержку.
Для начала мы отправляем все необходимое в одной посылке.
Мы отправляем все единицы в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Все наши лазеры проходят испытания и могут работать до 10 000 часов.
У вас старая модель? Обновите свой отряд, установив более мощный.
Установка лазерного модуля DPSS мощностью 10 Вт. Гравировка на металле (углубленная)
Почему наши клиенты покупают лазеры и гравировальные станки Endurance
Сварка алюминия
«Дайте
мне пять минут, и я могу научить обезьяну сварке проволокой.» Да это
правда. Сваривать алюминий может кто угодно.
(1) Сварщики проволоки или сварщики MIG (металл в инертном газе) имеют катушку с
провод внутри и моторный привод, который проталкивает провод через
шлангокабель к пистолету, а также мощность дуги и
защитный газ, такой как аргон, для предотвращения попадания кислорода в сварной шов. А
курок на пистолете запускает питание, провод и газ. Наземный лагерь
должны быть прикреплены к работе, чтобы электрическая цепь была замкнута.Мой стартовый сварщик — Hobart Ironman 210, купленный на аукционе.
за 600 долларов. Затем я купил газовый баллон высотой 5 футов и объемом 300 кубических футов.
для газа аргона, необходимого для сварки алюминия. Защитный газ для
сварка стали не является обязательной, так как вы можете купить проволоку с флюсовым сердечником для стали
который вырабатывает собственный защитный газ.
А
курок на пистолете запускает питание, провод и газ. Наземный лагерь
должны быть прикреплены к работе, чтобы электрическая цепь была замкнута.Мой стартовый сварщик — Hobart Ironman 210, купленный на аукционе.
за 600 долларов. Затем я купил газовый баллон высотой 5 футов и объемом 300 кубических футов.
для газа аргона, необходимого для сварки алюминия. Защитный газ для
сварка стали не является обязательной, так как вы можете купить проволоку с флюсовым сердечником для стали
который вырабатывает собственный защитный газ.
Вы можете использовать пистолет, который идет в комплекте с Хобартом, но шлангокабель всего 10 футов давно и поскольку алюминиевая проволока имеет большее трение, чем сталь, и она также легче гнется, чем стальная проволока, у сварщика возникнут проблемы проталкивая его через пуповину.
(2) (3) Это
лучше всего добавить катушку для алюминия. Катушка пистолета имеет 1 фунт
катушка с проволокой на пистолете, поэтому подача ее через шлангокабель не
проблема. После этого вы можете держать автомат и стандартное ружье заряженными
проволока для сварки стали. Это даст вам быстрый способ переключить
от алюминия до стали.
После этого вы можете держать автомат и стандартное ружье заряженными
проволока для сварки стали. Это даст вам быстрый способ переключить
от алюминия до стали.
Я купил рекомендуемый катушечный пистолет Spoolmate 185 за 400 долларов от Сварка-Прямая.com в 2003 году. Они хорошие цены и быстрая доставка, но смириться придется плохая упаковка, часто поврежденные или неправильные заказы, ужасающие обслуживание клиентов, и тупые представители. С тех пор я взял большая часть моего бизнеса WeldingDepot и Сварка без проблем, а некоторые цены даже лучше.
Не все сварщики
иметь недорогие пистолеты для катушек, предназначенные для прямого подключения к
сварщик так что проверьте перед покупкой.Spoolmate, как и другая шпуля
пистолетов, удерживает на пистолете катушку с проволокой весом 1 фунт и подает ее
мотор в тисках. Электроэнергия и газ по-прежнему поступают из
сварщик, но шлангокабель имеет длину 20 футов, что значительно упрощает
передвигаться на 20-футовой лодке.
Я нашел что нет необходимости спускать газ через пистолет после первого время, когда он подключен. (1) На регулятор, который подключается к аргону.Один из них — давление в бутылке, а другой — кубические футы в час, протекает через пистолет. Заправка аргоном стоила около 65 долларов. но 300 кубических футов хватит примерно на 25 фунтов проволоки, если вы удерживайте поток газа около 20 кубических футов в час (куб. футов в час). Течение регулируется на регуляторе, и я установил свой на рекомендуемые 20 cfh, когда пистолет работает. Вы узнаете, недостаточно ли вы забыли включить его, потому что ваш сварной шов будет не более чем брызги маленьких алюминиевых сфер.
Важно
чтобы оставаться в рабочем цикле сварщика, который для меня сварка
3/16 дюйма алюминия, примерно 5-6 минут из каждых 10 минут.
Однако я быстро понял, что рабочий цикл пистолета Spoolmate
было намного ниже. Примерно через 4 минуты почти непрерывной сварки
ствол стал настолько горячим, что пластиковый шланг подачи газа расплавился и
упал. Я обнаружил, что могу сварить только около 4 дюймов, или
пару 2-дюймовых стежков, прежде чем мне нужно было сделать перерыв и позволить
ствол остынет.(2) Я решил эту проблему поездкой за 50 долларов в
Home Depot, где я купил медную трубку 1/4, 50 футов 3/8
дюймовая прозрачная пластиковая трубка и самый маленький садовый фонтанный насос
они имели. Я намотал медную трубку на ствол, соединил
концы к пластиковой трубке и использованные стяжки для связывания
пластиковый шланг к шлангокабелю. Пластиковые шланги доходят до
сварщик, а затем в ведро с водой, где насос
циркулирует вода по шлангу.Насос может поднимать только воду 3
футов, но после того, как воздух выйдет из строя, я могу поднять пистолет, как
как можно выше, потому что вода, текущая обратно в ведро, создает
вакуум, который помогает насосу поднимать воду. Добавленный
вес незначительный, а ствол остается холодным, что позволяет мне сваривать
на 5 или 6 минут и на одну вещь меньше, чтобы сжечь меня.
Я обнаружил, что могу сварить только около 4 дюймов, или
пару 2-дюймовых стежков, прежде чем мне нужно было сделать перерыв и позволить
ствол остынет.(2) Я решил эту проблему поездкой за 50 долларов в
Home Depot, где я купил медную трубку 1/4, 50 футов 3/8
дюймовая прозрачная пластиковая трубка и самый маленький садовый фонтанный насос
они имели. Я намотал медную трубку на ствол, соединил
концы к пластиковой трубке и использованные стяжки для связывания
пластиковый шланг к шлангокабелю. Пластиковые шланги доходят до
сварщик, а затем в ведро с водой, где насос
циркулирует вода по шлангу.Насос может поднимать только воду 3
футов, но после того, как воздух выйдет из строя, я могу поднять пистолет, как
как можно выше, потому что вода, текущая обратно в ведро, создает
вакуум, который помогает насосу поднимать воду. Добавленный
вес незначительный, а ствол остается холодным, что позволяет мне сваривать
на 5 или 6 минут и на одну вещь меньше, чтобы сжечь меня.
(4) Есть
9-дюймовый ствол «Long Reach» 9 дюймов для Spoolmate
из Сварка-Прямая. ком, что делает
можно сваривать в самых труднодоступных местах. (5) Я называю это своим
Конфигурация «Панчо Вилла». Нечасто мне это нужно, поэтому я
не рекомендовал бы его, если вы не знаете, что он вам понадобится.
ком, что делает
можно сваривать в самых труднодоступных местах. (5) Я называю это своим
Конфигурация «Панчо Вилла». Нечасто мне это нужно, поэтому я
не рекомендовал бы его, если вы не знаете, что он вам понадобится.
Алюминиевые насадки для сварки MIG
Я составил следующий список алюминиевых советы по сварке, которые мне подходят:
Увеличьте ток и скорость провода
|
Первым в списке стоит последнее, что я сейчас узнаю.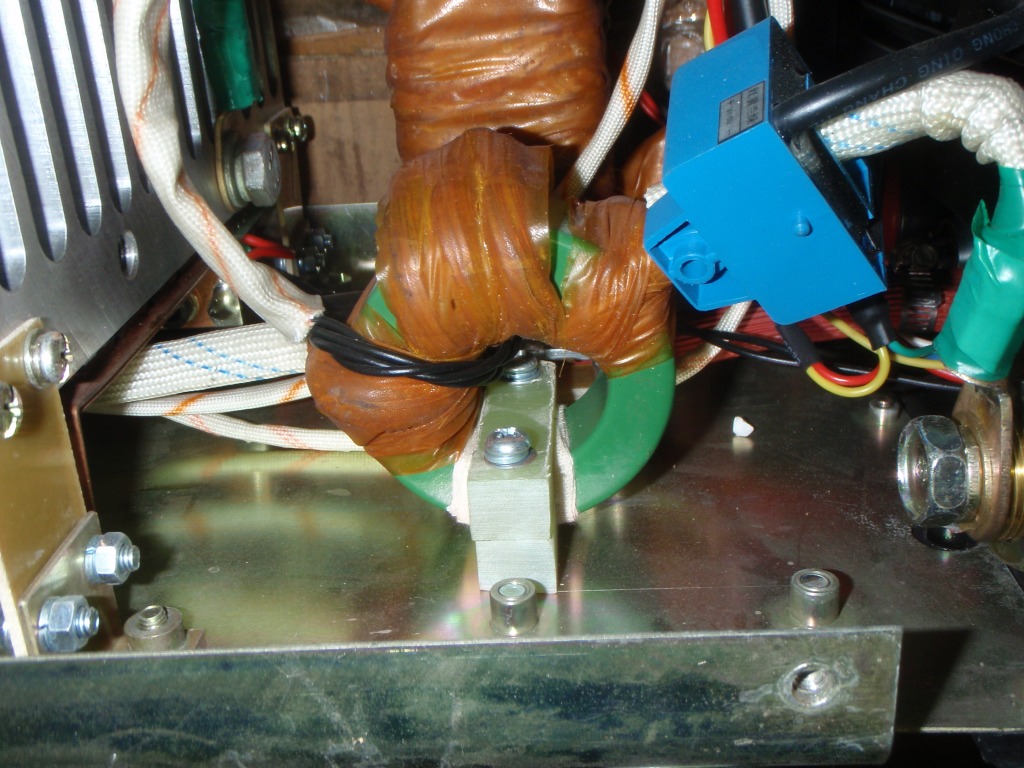 Когда я только начинал, я много дурачился со сварщиком,
пытаюсь найти лучшие настройки с проволокой ER4043 диаметром 0,035. я
остановился на настройке напряжения 4 и скорости проволоки около 290
дюймов в минуту.На мое решение, скорее всего, повлияли мои
невозможность управлять пистолетом с более высокой скоростью подачи проволоки и горением
через упражнения, потому что я позволяю им слишком сильно нагреться.
Когда я только начинал, я много дурачился со сварщиком,
пытаюсь найти лучшие настройки с проволокой ER4043 диаметром 0,035. я
остановился на настройке напряжения 4 и скорости проволоки около 290
дюймов в минуту.На мое решение, скорее всего, повлияли мои
невозможность управлять пистолетом с более высокой скоростью подачи проволоки и горением
через упражнения, потому что я позволяю им слишком сильно нагреться.
(1) Теперь я свариваю алюминий только при максимальном напряжении и самая высокая скорость подачи проволоки — 380 дюймов в минуту. Я использую эти настройки на 3/16 дюйма и даже на более тонком листе 1/8 дюйма. Это было письмо от Гэри Лукаса, которое привело меня к этому. Вот Гэри письмо:
Я немного разбираюсь в сварке алюминия, поэтому посмотрел, что вы
писал о том, как это сделать, и я смотрел фотки ваших
сварные швы.Я считаю, что у вас не настроен сварочный аппарат
должным образом. Вот что заставляет меня так думать. Вы упомянули
шарик на конце сварочной проволоки после сварки. Там
не должно быть, это должно быть острие. Ваши сварные швы очень
дымчатый с обеих сторон, дыма должно быть очень мало. Сварные швы
не переходят плавно в основной металл, и они должны
везде. Алюминий следует сваривать струйной дугой, а не короткой.
дуга.Вы можете определить, используете ли вы аэрозольную дугу, по нескольким признакам.
Там
не должно быть, это должно быть острие. Ваши сварные швы очень
дымчатый с обеих сторон, дыма должно быть очень мало. Сварные швы
не переходят плавно в основной металл, и они должны
везде. Алюминий следует сваривать струйной дугой, а не короткой.
дуга.Вы можете определить, используете ли вы аэрозольную дугу, по нескольким признакам.
Во-первых, при прекращении сварки проволока имеет острый конец, а не
мяч на конце.
Во-вторых, при сварке звук похож на звук, издаваемый
пистолет-распылитель при окраске распылением, а не жарке яиц. В-третьих, сварка
будет довольно блестящим и не весь дымным. [Это верно, только если
у вас чистая и сухая проволока.] В-четвертых, во время сварки будет
искры практически не образуются, весь металл уйдет в сварной шов.
Чтобы получить струйную дугу, необходимо увеличить напряжение, и
скорость тоже при увеличении напряжения. Продолжайте повышать напряжение
и скорость проволоки, пока не услышите резкое изменение звука
сварного шва, затем еще немного, чтобы сварка плавно
сюда. Я думаю, вы будете поражены тем, насколько далеко вы
необходимо поднять напряжение, чтобы это произошло.
Я думаю, вы будете поражены тем, насколько далеко вы
необходимо поднять напряжение, чтобы это произошло.
После получения дуги со струйным переносом произойдет несколько вещей.Ваши сварные швы будет намного красивее. Ваши сварные швы станут намного прочнее. Вы будет сваривать НАМНОГО быстрее. Вы получите гораздо больше сварного шва на одну катушку проволоки.
(2) Итак, я последовал совету Гэри и, конечно же, качество улучшен. На фото слева показан более горячий сварной шов. Это перья намного лучше в лист толщиной 3/16 дюйма, потому что он проникает лучше. Более холодный сварной шов справа требовал обработки наконечника от из стороны в сторону и имеет большую длину холодного старта.
(3) Я все еще вижу шарик на конце провода, как показано на
фото но оно меньше. Скорость движения также увеличивается, а
звук похож на выходящий воздух под высоким давлением, без щелчков или хлопков. Сварной шов
блестит, но у меня все еще есть слой сажи вокруг сварного шва, потому что
мой провод влажный.
Толчок вперед
Используйте «толчок вперед» или наклоните кончик на 10-15 градусов от направления сварного шва.Вы можете обмануть, когда это необходимо углы, но для меня это самый простой способ. Просто держи спрей в сварочной ванне.
Потребуется некоторая практика, чтобы ехать достаточно быстро и не
прожигают, но не так быстро, чтобы не получить очищающее действие
и проникновение, необходимое для сварочной ванны.
Приготовь оружие и зажги
|
Действительно помогает установить подлокотник при сварке длинные чистовые швы. Яркий свет также помогает вам видеть стык и след по прямой.
Чтобы лучше контролировать сварной шов, держите пистолет обеими руками и держите проволоку направленной к передней кромке сварочной ванны.
В труднодоступных местах сделайте проход всухую со своим шлемом
вниз, чтобы вы могли увидеть, на что вы можете наткнуться или запутаться
на.
Предварительный нагрев
Холодный пуск оставляет на сварном шве выступ, который может потребоваться.
шлифовать и сварной шов под высоким пятном не будет
стал достаточно горячим, чтобы основной материал плавился и плавился
все вместе. Поскольку большинство сварных швов имеют длину всего несколько дюймов, это хороший
идея максимально избежать холодных запусков. Убедитесь, что вы
сварка методом распыления, описанным выше. Затем обрежьте проволоку
так что примерно 1/8 дюйма выступает из кончика, особенно если
от конца проволоки, идущей от
предыдущий шов. Лучше, если металл будет уже теплым.
Затем обрежьте проволоку
так что примерно 1/8 дюйма выступает из кончика, особенно если
от конца проволоки, идущей от
предыдущий шов. Лучше, если металл будет уже теплым.
Можно предварительно нагреть основной материал пропановой горелкой.
так что оно составляет от 150 до 200 по всей длине
совместный. Помимо уменьшения холодного пуска, это также устранит любые
воды, уменьшите деформацию и улучшите плавление основного металла.В
температуру можно проверить с помощью поверхностного термометра, такого как
доступно в PCT Instruments по адресу
www.ptc1.com или один из множества бесконтактных инфракрасных
термометры сейчас на рынке. Через некоторое время вы также узнаете
что такое 200 градусов. Широко перемещая пламя по
длины шва, вы действительно увидите форму конденсата и
затем испариться с поверхности. Убедитесь, что тепло успевает
проводиться полностью через поверхность металла.Вы можете
проверьте это путем нагревания с одной стороны и измерения с другой.
Залить кратер
Заполните кратер в конце сварного шва, чтобы избежать трещины
задерживаясь на секунду в сварочной ванне перед остановкой. Быть
будьте осторожны, если металл очень горячий, иначе вы можете прожечь его.
Быть
будьте осторожны, если металл очень горячий, иначе вы можете прожечь его.
Сварка мелких деталей
|
Потому что тепло проходит через алюминий так быстро, когда сварка мелких деталей легко прожигает полностью, особенно на концах и углах. Если можете, лучше сваривать на мелкие детали, прежде чем разрезать их по размеру. Это позволит вам начните сварку в области, которая будет обрезана, и закончите сварку где есть больше материала для работы в качестве радиатора.
Также тяжелый кусок стали или алюминия для использования в качестве основы при
сварка мелких деталей помогает избавиться от лишнего тепла.
переносится на материал основы и предотвращает прожиг.
Прикрепление детали к материалу основы или «прочной спинке»
помогают предотвратить коробление.
Положение сварного шва.
При сварке на вертикальной или потолочной поверхности
сварке, вам следует держать сварочную ванну небольшого размера и использовать самые маленькие
Размер диаметра проволоки можно.На самом деле, в любом случае для меня накладные расходы
очень сложно. Я думаю, что лучше потратить время, чтобы переместить лодку
и не сваривайте на поверхности, которая находится над головой. Хорошее планирование — ключ к успеху
но по мере развития моего проекта я уверен, что это будет легче сказать
чем сделано.
Если требуются угловые швы большего размера, используйте несколько прямых
проходит. Это обеспечит лучший внешний вид и уменьшит вероятность
прогорание и прочие дефекты.
Это обеспечит лучший внешний вид и уменьшит вероятность
прогорание и прочие дефекты.
Держите наконечник на 3/4 дюйма над рабочей поверхностью, но это больше
предложение, чем правило.Чем ближе вы находитесь, тем горячее сварной шов и
более вероятно, что ваша проволока прогорит до кончика и забьет его.
Я начал с 12 советов при сварке проволокой 8 мм и сумел
забил их все в течение первой недели, что побудило меня купить 60
из них примерно по 60 центов за штуку. После того, как я перешел на провод 9мм и
Наконечники 9 мм Я забил только 1 (пока), пытаясь сварить
меньшая скорость подачи проволоки.
Оставьте «вылет» 1/4 — 3/8 дюйма, который соответствует длине проволоки.
выступает из конца контактной трубки.Это тоже рекомендация,
но меньше, и проволока прожигает наконечник и забивает его. Вы
может уменьшить величину вылета, переместив наконечник ближе к
сварите или уменьшите скорость подачи проволоки. Кстати я читал что ты
можно повторно использовать забитые наконечники, если вы позволите им пропитаться соляной
(Соляная) кислота до растворения алюминия. Я пробовал это и это
действительно работает, но вы должны иметь терпение Моисея или только
слегка забил наконечник.Теперь просто выбрасываю их в мусорное ведро.
Я пробовал это и это
действительно работает, но вы должны иметь терпение Моисея или только
слегка забил наконечник.Теперь просто выбрасываю их в мусорное ведро.
Очистка
Очистите свариваемые поверхности, предварительно протерев их
ацетон на чистой тряпке, чтобы удалить масла и грязь. Если сварной шов
действительно важно, затем очистите его три раза тремя разными
чистые тряпки, часто переворачивая их, и держите тряпки в том же порядке
для каждого очищаемого места, поэтому последняя использованная тряпка всегда
самый чистый. После того, как поверхность будет тщательно очищена, вам не нужно
вернитесь и повторите этот шаг еще раз, если вы не загрязнили область
масла.Не очищайте место сварки или электродвигателей (например,
кофемолки), или там, где есть другие источники тепла или
есть искры! Ацетон и сварка объединяются, чтобы произвести взрывы и
Огонь. Я знаю это по опыту. Извините, у меня нет фото.
Затем почистите этот участок щеткой из нержавеющей стали. Окисление
слой, образующийся на поверхности, имеет гораздо более высокую температуру плавления, чем
алюминий, который лежит внизу, и если его не удалить, он играет
разрушает сварочную дугу, вызывает примешивание окисления к
присадочный материал и улавливает сварочные газы в сварном шве, которые образуют
пузыри, утечки и трещины.Я использую щетку для шлифовального круга или
Угловая шлифовальная машина с чашечной щеткой, но не нажимайте слишком сильно.
Вы хотите только разрушить окислительный слой и не хотите
размазывать поверхность и захватывать оксид или кусочки стали
провод. Щетку никогда не следует использовать ни для чего, кроме алюминия.
чтобы он не загрязнялся и его нужно чистить
примерно через 8 часов использования, промыв его в ацетоне. Также не
почистите большую площадь, чем вы будете сваривать в течение следующего часа, поскольку
окисление немедленно начнет преобразовываться.Если сварка критическая
затем почистите его снова щеткой из нержавеющей стали размером с зубную щетку
непосредственно перед сваркой.
Окисление
слой, образующийся на поверхности, имеет гораздо более высокую температуру плавления, чем
алюминий, который лежит внизу, и если его не удалить, он играет
разрушает сварочную дугу, вызывает примешивание окисления к
присадочный материал и улавливает сварочные газы в сварном шве, которые образуют
пузыри, утечки и трещины.Я использую щетку для шлифовального круга или
Угловая шлифовальная машина с чашечной щеткой, но не нажимайте слишком сильно.
Вы хотите только разрушить окислительный слой и не хотите
размазывать поверхность и захватывать оксид или кусочки стали
провод. Щетку никогда не следует использовать ни для чего, кроме алюминия.
чтобы он не загрязнялся и его нужно чистить
примерно через 8 часов использования, промыв его в ацетоне. Также не
почистите большую площадь, чем вы будете сваривать в течение следующего часа, поскольку
окисление немедленно начнет преобразовываться.Если сварка критическая
затем почистите его снова щеткой из нержавеющей стали размером с зубную щетку
непосредственно перед сваркой. Это гарантирует, что окисление
распадается, и газы, пытающиеся выйти из сварочной лужи, сделают это
через отверстия в окислении.
Кевин Морин, опытный строитель алюминиевых лодок, предлагает следующее предложение. «Я держу одну [кисть] в левой руке и иногда бить его стволом пистолета. В других случаях, если я работая с помощником, я оставлю их на руки чистить мне и держать их руку до конца очищенной области, Затем я иду к их кончик пальца в перчатке и приступайте к следующей сварке — это поможет вам вниз больше проволоки, во много раз, чем чистить зубы самостоятельно.»
Я заварил несколько точек, которые намеренно испачкал потом,
масло и грязь. Пот — не очевидная проблема, а вот масло! Некоторые даже
Рекомендуем использовать перчатки, чтобы предотвратить загрязнение масла
естественно на ваших руках. Это звучало немного экстремально, но я держусь
предметы чистой тряпкой, протирая их другой рукой, и
перчатки также предотвратят ожоги.
Смазка для резки
Смазка твердосплавных лезвий поможет им резать
быстрее и дольше оставаться острым. Я использовал WD-40 и он работает
отлично подходит как смазка для резки, но создает беспорядок, который должен быть
полностью очищается, если деталь будет свариваться. Тебе нужно
обязательно очистите масло ацетоном и сделайте это перед
вы чистите ее, чтобы не испачкать проволочную щетку маслом.
Я использовал WD-40 и он работает
отлично подходит как смазка для резки, но создает беспорядок, который должен быть
полностью очищается, если деталь будет свариваться. Тебе нужно
обязательно очистите масло ацетоном и сделайте это перед
вы чистите ее, чтобы не испачкать проволочную щетку маслом.
Сварочные маски
Спросил у одного из старожилов в сварочном магазине
о касках, которые автоматически темнеют при начале сварки.Он осмотрел меня и мою седую бороду и ответил: «Ну, некоторые
дети используют их «. Я купил по одной (на eBay) и поверьте мне
«детишки» правы! Другой шлем — для гостей и на весь день.
Я ломаю свой автоматический шлем и вынужден ждать другого.
Возьмите тот, с которым вы можете регулировать степень затемнения. я нашел это
когда я получил настройку немного темнее, чем разрешено
при установке я мог лучше видеть выступ, а также края
сварочная лужа.Нижняя часть козырька — жидкость
порт для просмотра кристаллов, а верхняя часть представляет собой солнечную панель, которая заряжает
аккумулятор и воспринимает свет от сварочной дуги, чтобы
затемните хрустальную линзу. Будьте осторожны, чтобы не разместить
ваша голова, куда вы смотрите, прямо под частью. Это будет
не позволяйте солнечной панели обнаруживать дугу, и линза не будет
темнеть.
Будьте осторожны, чтобы не разместить
ваша голова, куда вы смотрите, прямо под частью. Это будет
не позволяйте солнечной панели обнаруживать дугу, и линза не будет
темнеть.
Используйте правый провод, если можете
Хобарт, а также Стивен Поллард в его книге «Судостроение с
Алюминий рекомендует использовать 5356 для сварки алюминия 5082 и 5086.
сплав, который является стандартным сплавом для алюминиевых лодок.Однако 5356 недоступен локально, поэтому я узнал с 4043, который
обычно используется для 5052 и более мягкого алюминия серии 6000
сплавы. Итак, после того, как прибыл мой заказ на 50 катушек 5356, я переключился
и обнаружил, что независимо от того, как я настраивал сварщика, я
неизменно получались неаккуратные сварные швы с большим количеством брызг и
столбы дыма. Поэтому я заказал еще 4043 и отправил 5356 обратно. В
Урок в том, что проволока имеет большое значение, попробуйте катушку перед
вы покупаете чехол.5356 — предпочтительный провод для использования с 5000
серии алюминия, потому что он обеспечивает более прочные сварные швы. Независимо от того
какой провод вы в конечном итоге используете, все они должны использоваться в комбинации
со 100% аргоном в качестве защитного газа. Если тебе действительно нужна сила, тогда
вы захотите взглянуть на сварщика, который может производить больше ампер, с
импульсное управление и еще кое-что, кроме младшего Spoolmate 185.
Также увеличьте поток газообразного аргона примерно до 40 кубических футов в минуту.
Поэтому я заказал еще 4043 и отправил 5356 обратно. В
Урок в том, что проволока имеет большое значение, попробуйте катушку перед
вы покупаете чехол.5356 — предпочтительный провод для использования с 5000
серии алюминия, потому что он обеспечивает более прочные сварные швы. Независимо от того
какой провод вы в конечном итоге используете, все они должны использоваться в комбинации
со 100% аргоном в качестве защитного газа. Если тебе действительно нужна сила, тогда
вы захотите взглянуть на сварщика, который может производить больше ампер, с
импульсное управление и еще кое-что, кроме младшего Spoolmate 185.
Также увеличьте поток газообразного аргона примерно до 40 кубических футов в минуту.
Регулировка приводных роликов золотникового пистолета
Поддерживайте давление приводного ролика механизма подачи проволоки достаточно плотно, чтобы
подавать проволоку.Вы должны уметь тянуть провод с помощью буксира из
плоскогубцами и заставьте его проскользнуть через ведущие ролики. Это будет
помогают предотвратить попадание птичьего гнезда в приводные ролики, когда вы неизбежно
сожгите провод обратно в наконечник.
Это будет
помогают предотвратить попадание птичьего гнезда в приводные ролики, когда вы неизбежно
сожгите провод обратно в наконечник.
Хранение проводов
|
Если вы хотите действительно хорошего, важно то, как вы храните провод.
сварные швы.Вы должны содержать его в чистом, сухом и обезжиренном виде. Если вы купите
случай или два и использовать его только изредка, тогда вы обречены
черная сажа. Проблема в том, что проволока и любой новый алюминий будут
быстро образуют твердый оксидный слой на поверхности при воздействии
кислород. Оксид плавится при более высокой температуре и вызывает сварной шов.
быть труднее контролировать, а также вызывает черную сажу. если ты
хотите сохранить провод в лучшем виде, а затем храните его запечатанным в тепле,
контейнер для пыли и влаги.Старый холодильник с подсветкой
колба хороша для предотвращения конденсации.
если ты
хотите сохранить провод в лучшем виде, а затем храните его запечатанным в тепле,
контейнер для пыли и влаги.Старый холодильник с подсветкой
колба хороша для предотвращения конденсации.
Лучше хранить провод в ящике с влагой.
абсорбент или осушитель, например активированный оксид алюминия. Строитель
парусное судно Джухи хранит проволоку в ящике с силикагелем
осушитель и цифровой гигрометр. Узнайте больше о Чжухи на
www.sailjoohee.com. Кремнезем
Гель доступен по цене 70 долларов за пакетик с бусинами 1/8 дюйма на 50 фунтов от
www.ecompressedair.com
или www.deltaadsorbents.com.
У них также есть осушитель силикагеля в разновидностях, которые меняют
цвет так как впитывает влагу, но стоит в 4 раза дороже. В то время как
Активированный оксид алюминия не меняет цвета, можно купить влажность
метр или гигрометр примерно за 5 долларов, который покажет вам, когда пришло время
заменить осушитель. И силикагель, и более экономичный
Активированный оксид алюминия можно высушить или регенерировать в печи при температуре 450 градусов. а затем повторно использовать.Вам действительно нужно всего несколько фунтов, но это так много
дешевле в 50 фунтов, что было бы отличным рождественским подарком, не
ты думаешь? Может быть, ваш племянник захочет мумифицировать кошку?
а затем повторно использовать.Вам действительно нужно всего несколько фунтов, но это так много
дешевле в 50 фунтов, что было бы отличным рождественским подарком, не
ты думаешь? Может быть, ваш племянник захочет мумифицировать кошку?
Если вы действительно хотите сохранить его в чистоте, заполните хранилище аргон. Аргон тяжелее воздуха и может быть введен в пластиковый пакет с проволокой, вставленной в верх этого старого холодильник. Вы также можете положить провод в пластиковое ведро. кусочком сухого льда и дайте воздуху выйти из небольшого отверстия в крышке ведра.В результате ведро останется полным CO2. Это также хороший повод для уничтожения насекомых в ваших продуктовых магазинах.
Управление искажением
Книги по строительству металлических лодок скажут вам распространять
ваши сварные швы и шов, чтобы дать время сварным швам
круто и, следовательно, сводят к минимуму искажения. И это очень хорошо
рекомендация. Сварите пару тренировочных деталей и проверьте, как
деталь выдержит длительную сварку, прежде чем она потеряет форму. С участием
немного поупражняйтесь, вы можете разместить сварные швы на противоположной стороне детали
чтобы заставить его вернуться в правильную форму. Сварка MIG должна быть
выполняется в безветренной местности, чтобы не продувать защитный газ аргон
прочь. Небольшое движение воздуха — это хорошо, поскольку дым от сварки
вредны, и большая часть лета на Среднем Западе убьет вас от жары
и влажность, если вы слишком заперты. Нет смысла иметь префекта
сварка, если лежишь мертвым в цехе.
С участием
немного поупражняйтесь, вы можете разместить сварные швы на противоположной стороне детали
чтобы заставить его вернуться в правильную форму. Сварка MIG должна быть
выполняется в безветренной местности, чтобы не продувать защитный газ аргон
прочь. Небольшое движение воздуха — это хорошо, поскольку дым от сварки
вредны, и большая часть лета на Среднем Западе убьет вас от жары
и влажность, если вы слишком заперты. Нет смысла иметь префекта
сварка, если лежишь мертвым в цехе.
Не дыши этим дымом
Сварка алюминия производит озон, азотистые газы, окись углерода, и диоксид углерода, и сварка в закрытом или плохо вентилируемом помещении. пространство или маска прямо над сварным швом позволит вам вдохните достаточно этих паров, чтобы вызвать респираторный дистресс, в форма одышки, головокружения, тошноты и кашля. Это случилось со мной, поэтому, пожалуйста, прислушайтесь к моему совету, вам это не понравится.
Кентукки Кен, мой советник по сварке, добавляет: «Я использую
ингалятор сейчас без особого толку. Однажды ночью я сварил алюминиевый
МИГ и на улице было ветрено, поэтому мне пришлось закрыть дверь магазина,
был белый порошок (пригоревшее окисление) на всем в
там. Мой капюшон был покрыт толстым слоем, так как мне пришлось прижаться лицом к
работать, чтобы увидеть. На следующий день я пошел и открыл магазин, и я
нашел там в полу лежащих 2 мертвых мышей.Теперь становится плохо
когда магазин 30 футов на 50 футов. Поместите это на свою страницу о сварке как
прямое свидетельство предупреждения ». — Спасибо, Кен. Теперь он мне говорит 🙂
Однажды ночью я сварил алюминиевый
МИГ и на улице было ветрено, поэтому мне пришлось закрыть дверь магазина,
был белый порошок (пригоревшее окисление) на всем в
там. Мой капюшон был покрыт толстым слоем, так как мне пришлось прижаться лицом к
работать, чтобы увидеть. На следующий день я пошел и открыл магазин, и я
нашел там в полу лежащих 2 мертвых мышей.Теперь становится плохо
когда магазин 30 футов на 50 футов. Поместите это на свою страницу о сварке как
прямое свидетельство предупреждения ». — Спасибо, Кен. Теперь он мне говорит 🙂
Носить длинные рукава и перчатки
|
Как только я начал чистить швы и прожигал более
один фунт проволоки за один день, я научился носить рубашки с длинными рукавами
и перчатки. Это могло не иметь значения, если бы у меня была настоящая работа, работаю на улице
для моей жизни, но у моего малыша мягкие предплечья администратора базы данных
приятный солнечный ожог от сварки.
Это могло не иметь значения, если бы у меня была настоящая работа, работаю на улице
для моей жизни, но у моего малыша мягкие предплечья администратора базы данных
приятный солнечный ожог от сварки.
Испытание на разрыв при изгибе
Я слышал об испытаниях на изгиб / разрыв, но я дал хорошее описание правильного способа сделать это, поэтому я спросил судостроителя Кевина Морина, который внес большой вклад в формы на metalboatsociety.org, и он внес следующее.
Испытания на изгиб при разрыве обычно проводятся однопроходные сварные швы с одной стороны испытания, но не исключительно. Двусторонние сварные швы также проходят испытания, но они не изгибаются под нагрузкой. и неподдерживаемая поверхность корня.
Если стыкованная Т с квадратным краем и без зазора приваривается, то обратно
загнутые с корневой стороны назад по торцу целостность сварного шва
полностью протестирован. Это должно удерживаться, и сварной шов должен быть загнут обратно без
неуспешный разрыв изгиба Т-образного скругления без фаски. Но
не все Т-образные скругления проходят этот тест даже с наполнителем 5356 на 5083/86
материал.
Но
не все Т-образные скругления проходят этот тест даже с наполнителем 5356 на 5083/86
материал.
Такой же шов выполняется с полным скосом к нижнему краю вертикальный Т-образный элемент, а край корня должен иметь небольшой опадание или проникновение корневого края родительского материал. Это показывает «полное проникновение» в основной материал — обычно без этой небольшой выпуклости корневой изгиб порвет этот «задняя» сторона сварного шва, поскольку газовые карманы корневой зоны действуют как точка отказа или выемка на галтеле.Этот сварной шов похож на сварной шов переборки, который полностью водонепроницаем, был переборкой к корпусу шарнир помогает создать фаску.
В зависимости от материала, торцевой ширины галтели, сплава
совпадение, охват газа, время замерзания и полученное количество газа
эвакуация; общая пластичность сварного шва в сочетании с плавлением
площадь и проникновение) позволит испытательному образцу полностью уложиться
90град. Здесь Т-образная часть стыка будет плоской к
горизонтальная часть, имеющая набор изгибов в обоих основных материалах, но
поверхность корня шва остается «в» основном металле.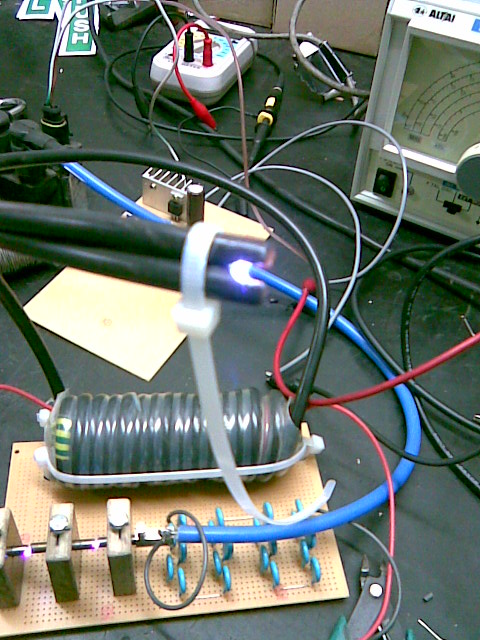 Если родитель
металл «вырывается» или корень цел, но оторван от родительского
металл, то сварной шов «побил металл».
Если родитель
металл «вырывается» или корень цел, но оторван от родительского
металл, то сварной шов «побил металл».
Многие сварочные аппараты MIG для алюминия улучшают характеристики изгиба с разрывом за счет увеличивая размер грани скругления, чтобы ЗТВ (термическое воздействие Zone) — это более широкий сплав с несколькими комбинированными эффектами, чтобы помочь тест’. Более широкая лужа НЕ ЯВЛЯЕТСЯ толще однородной. Вместо этого угловая поверхность увеличивается за счет «растекания» наплавленного металла. шире при движении, а края более сужаются к родительскому металл у носка и верхней части галтели.
Это достигается «взбиванием» лужи движением C или G. обычно рукой с пистолетом, которой помогает другая рука, держащая сопло. Другой метод — просто замедлить скорость троса и скорость движения. дает больше времени в луже для любого корма и тепла сочетание.
Увеличенный размер ванны означает более длительное время жидкости и больший нагрев дуги
позволяя большему количеству газа выходить в верхнюю часть сварочной ванны. Шире
лицевые скругления позволяют увеличить площадь нагрева, поэтому основной металл может изгибаться
на большей длине, благодаря чему силы на заднюю часть меньше
распределение нагрузки по большему поперечному сечению, что помогает
сварной шов тоже проходит это испытание.Наконец, большая масса лужи помогает
чтобы «пропитать» или погрузить лужу в открытую сторону сварного шва, но это
поверхность материала на самом деле не «расплавленная жидкость», поэтому поверхность
на самом деле не загрязняется из воздуха. Это означает
«передний» край возвратного изгиба не такой «зубчатый», как
может быть, если сварной шов не провисает и не проникает в эту зону.
Шире
лицевые скругления позволяют увеличить площадь нагрева, поэтому основной металл может изгибаться
на большей длине, благодаря чему силы на заднюю часть меньше
распределение нагрузки по большему поперечному сечению, что помогает
сварной шов тоже проходит это испытание.Наконец, большая масса лужи помогает
чтобы «пропитать» или погрузить лужу в открытую сторону сварного шва, но это
поверхность материала на самом деле не «расплавленная жидкость», поэтому поверхность
на самом деле не загрязняется из воздуха. Это означает
«передний» край возвратного изгиба не такой «зубчатый», как
может быть, если сварной шов не провисает и не проникает в эту зону.
Таким образом, взбитая лужа шире, но не такая тяжелая, как более медленная.
сплошное сопряжение в режиме перетаскивания.Более тонкий сварной шов также расширяется и
обычно применяется при гораздо более высоких настройках, что позволяет лучше
смачивание и газ движется, промывая более чистую основу для корня.
Это очень распространенный метод улучшения результатов испытаний на изгиб-изгиб. широко используется штатными сварщиками на Северо-Западе, строящими лодки.
ежедневно.
широко используется штатными сварщиками на Северо-Западе, строящими лодки.
ежедневно.
С другой стороны, более широкие и медленные сварные швы, в отличие от узорчатых
метод, сжимайте больше — так будет больше результирующего напряжения и деформации
если эти сварные швы с большим поперечным сечением возникают в середине корпуса
панель.Реальное дело для практики — получить высокий сварочный ток.
достаточно, чтобы достичь проникновения, не замедляясь, пока
много. Как и всякая сварка, это родственная скорость — или «наощупь».
где разные люди понимают это на разных уровнях
усилие.
Дополнительные советы
Для получения дополнительной информации о сварке MIG обязательно посетите сайт Miller: www.millerwelds.com и использовать их бесплатно в Интернете тренировка: www.millerwelds.com/education/etraining.html
Герметичные сварные швы
|

До сих пор моим сварным швам требовалось только скрепление двух частей, и
попытка разорвать эти сварные швы молотком и зубилом даст
Вы хорошо представляете, насколько хорошо вы делаете свою работу.
(1) Я обнаружил, что сваривать герметично тоже несложно, по крайней мере
для низкого давления. Когда я сварил балластные салазки, они
вода; буквально на первом тесте. Однако создание чего-то способного
выдерживать большее давление, когда его можно сваривать только с одной стороны,
совсем другая история.
(2) Недавно я отказался от попыток отлить мокрый выхлоп
коллектор из алюминия и решил вместо этого сварить один.После долгого нагревания, гибки, резки и сварки у меня было довольно много
симпатичный набор трубок для кишок мокрого коллектора. Я отправил
фото слева — Кен «Сварщик», мой сварщик и
кастинг ресурс. Он ответил, что похоже на то, что у меня дыры от булавок
и что я должен проверить это под давлением. (3) Я думал, что сварные швы выглядели
неплохо, но я заделал коллектор, подключил к 12 вольт
насос для шин, смоченный в мыльном растворе, и.. вы когда-нибудь видели один
из этих мыльных машин? Некоторые дыры исправить было легко, но
другие были настойчивы. Я мог отшлифовать сварной шов, залить его обратно и
утечка вернется. Я прогорел и залатал пару
пятен, поэтому часть времени я работал задом наперед. В отчаянии
Я заказал немного Super Alloy 5, который представляет собой алюминиевый стержень на 600 градусов.
который использует флюс, в надежде, что он исправит мой беспорядок, но я не
уверен, и Кен считает это бесполезным…. Кен снова был прав
о Super Alloy 5, но мне удалось остановить все
утечки с использованием «Seal All Polymer Sealer» Подробная информация о двигателе и
Страница Jet Drive в разделе Exhaust Manifold.
Он ответил, что похоже на то, что у меня дыры от булавок
и что я должен проверить это под давлением. (3) Я думал, что сварные швы выглядели
неплохо, но я заделал коллектор, подключил к 12 вольт
насос для шин, смоченный в мыльном растворе, и.. вы когда-нибудь видели один
из этих мыльных машин? Некоторые дыры исправить было легко, но
другие были настойчивы. Я мог отшлифовать сварной шов, залить его обратно и
утечка вернется. Я прогорел и залатал пару
пятен, поэтому часть времени я работал задом наперед. В отчаянии
Я заказал немного Super Alloy 5, который представляет собой алюминиевый стержень на 600 градусов.
который использует флюс, в надежде, что он исправит мой беспорядок, но я не
уверен, и Кен считает это бесполезным…. Кен снова был прав
о Super Alloy 5, но мне удалось остановить все
утечки с использованием «Seal All Polymer Sealer» Подробная информация о двигателе и
Страница Jet Drive в разделе Exhaust Manifold.
Неспособность точно контролировать количество тепла является частью
проблема. Сварочная установка TIG решит эту проблему, но пока мне нужно
довольствоваться MIG. Итак, после 16 часов проб и ошибок я наконец
залатал все отверстия так, чтобы насос достиг 40 фунтов на квадратный дюйм раньше
слишком много воздуха просачивалось через временные уплотнения.Лучший подход
должен был наложить параллельные сварные швы и использовать щетку из нержавеющей стали для
удаляйте копоть между каждым проходом. Чаще всего отверстия для штифтов находились на
конец сварных швов, поэтому я начал выполнять финальную сварку на всех
концов, или зацепите конец сварного шва так, чтобы он пересекал
предыдущий шов. Было бы так неплохо иметь возможность выключить тепло
при завершении сварки то, что позволяет сварка TIG без дополнительных
оборудование и расход.На более дорогих установках MIG вы можете
переключатель, который позволяет уменьшить ток. Конечный результат не
красиво, но для прототипа это должно быть, и, возможно, у меня будет
перешел на TIG к тому времени, когда мне нужно было собрать замену.
Сварочная установка TIG решит эту проблему, но пока мне нужно
довольствоваться MIG. Итак, после 16 часов проб и ошибок я наконец
залатал все отверстия так, чтобы насос достиг 40 фунтов на квадратный дюйм раньше
слишком много воздуха просачивалось через временные уплотнения.Лучший подход
должен был наложить параллельные сварные швы и использовать щетку из нержавеющей стали для
удаляйте копоть между каждым проходом. Чаще всего отверстия для штифтов находились на
конец сварных швов, поэтому я начал выполнять финальную сварку на всех
концов, или зацепите конец сварного шва так, чтобы он пересекал
предыдущий шов. Было бы так неплохо иметь возможность выключить тепло
при завершении сварки то, что позволяет сварка TIG без дополнительных
оборудование и расход.На более дорогих установках MIG вы можете
переключатель, который позволяет уменьшить ток. Конечный результат не
красиво, но для прототипа это должно быть, и, возможно, у меня будет
перешел на TIG к тому времени, когда мне нужно было собрать замену.
Ссылки
Поставщики сварочного оборудования
www.weldingsupply.com Лучшая цена на ER4043 .035, катушка 1 фунт
провод, номер детали 40430351
www.weldingdepot.com WeldingDepot — Хорошее обслуживание
www.Welding-Direct.com
Spoolmate 185 частей, наконечники являются частью # 186406. Прямая сварка — Плохо
Сервис и медленный.
www.abrasives4sale.com Шлифовальные круги — дешево, но не для меня
любимый.
Шлифовальные круги: в местном магазине AirGas продается Flexcel 7 «A-medium.
диск со ступицей 5/8 «9,84 $ за штуку. Ой!
Best Welders Supply, 1824 Southwest Blvd (918) 587-0183 по запросу
Дуэйн
Поставщики алюминия
www.metalalesusa.com MetalSalesСША
Tridant, 5555 South Garnett Road, Талса, OK 252-5781
Quick Service Steel, 1155 N Peoria, Tulsa OK 587-5909
Interstate Steel and Meta, 2100 N Lewis, Tulsa OK 585-3844
Integris Metals, 1888 N 109 E Av, Tulsa OK 838-9821
Особая благодарность Уоррену Ньюбери, Дюрант, Оклахома, за проверку
эта страница. Уоррен — член Профессионального
Организация магистров английского языка (P.O.E.М.) и англичанин-пенсионер
учитель. 🙂
Уоррен — член Профессионального
Организация магистров английского языка (P.O.E.М.) и англичанин-пенсионер
учитель. 🙂
Основы DIY: Основное руководство по сварке
Сварка — это производственный процесс, при котором металлы соединяются путем плавления деталей и наполнителя в сварочную ванну из расплавленного материала, который охлаждается, образуя очень прочное соединение. Три основных типа, подходящих для проектов DIY, — это дуговые, MIG и инверторные сварочные аппараты.
Выберите доступную и простую в использовании сварочную установку из одной из трех категорий, доступных для DIY, и получите полезный новый навык, который позволит вам ремонтировать металлические сборки и строить стальные конструкции без привлечения сторонних ресурсов.
Основы дуговой сварки
Для соединения металлов требуется интенсивное нагревание от электрической дуги, возникающей между соединяемым металлом и электродом.
Сварочный пруток используется в качестве электрода для сварки штангой, а проволока для сварки в среде защитного газа (MIG).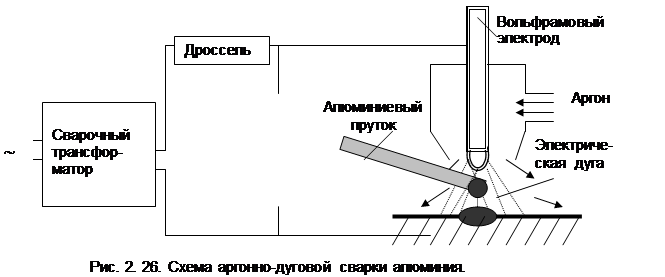
Электроэнергия для дуги обеспечивается источником питания, а электрод проводит ток, плавясь в сварочную ванну, образуя сварное соединение.
Для предотвращения реакции горячего металла с воздухом и образования соединений, ослабляющих соединение, сварочные стержни имеют покрытие, обеспечивающее защитный газ в точке контакта, а также шлак для покрытия свежего сварного шва.
Для сварки MIG сварочный шов защищен газом с внешней подачей. В безгазовых установках работа выполняется сварочной проволокой с флюсовой сердцевиной.
При сварке вольфрамовым инертным газом (TIG) используется защитный газ с вольфрамовым электродом для зажигания дуги и присадочным материалом, подаваемым отдельно
вручную в сварочную ванну.
Не все металлы подходят для самостоятельной сварки. Хорошим показателем технологичности является то, будет ли магнит прикрепляться к металлу, но чугун является исключением, поскольку он притягивает магниты, но его очень проблематично сваривать.
Избавление от жаргона
Откройте для себя происхождение шлака и узнайте, почему флюс так важен, из нашего удобного руководства по сварочному жаргоне.
FLUX-CORED WIRE используется с безгазовой сваркой MIG. Металлическая оболочка окружает сердечник из флюса, который обеспечивает газовую защиту сварочной ванны во время сварки.
SLAG — это корка, образующаяся при сварке стержнем для защиты металла шва от атмосферных загрязнений по мере его затвердевания. После охлаждения он отколотывается сварочным молотком.
ПРИЕМНАЯ СВАРКА включает в себя выполнение быстрого частичного сварного шва, чтобы удерживать части металлической сборки в совмещении до того, как будут выполнены более прочные чистовые швы.
СВАРОЧНЫЕ УДИЛИЩА или электроды используются с аппаратом для ручной сварки для работ с низкоуглеродистой и оцинкованной сталью. Также доступны стержни для пайки и сварки меди, латуни, бронзы и других сплавов.
WELDER’S FLASH — это заболевание глаз, которое обычно носит временный характер, но вызывает сильный дискомфорт.Это тип ожога глаз, возникающий в результате кратковременного, но незащищенного воздействия яркого света сварочной дуги с очень высокой степенью УФ-излучения.
Основы мастерской
Независимо от того, выберете ли вы традиционный аппарат для ручной сварки или безгазовую сварку MIG, вам потребуется специальное защитное снаряжение и другие аксессуары.
При сварке носите огнестойкую одежду с длинными рукавами, например комбинезон, а также прочную обувь и всегда работайте в хорошо вентилируемом помещении.
Сварочные системы
Выберите дуговой сварочный аппарат старой школы, в котором используются металлические электродные стержни, модель MIG для начинающих или новейшие универсальные технологии инверторной сварки для создания прочных и долговечных соединений между стальными деталями.
Сварка палкой
Используя электрическую дугу для плавления деталей и электродного стержня, этот тип сварочного аппарата обычно требует больше времени для освоения из-за необходимой практики, но он лучше работает на грязных или ржавых поверхностях.
Сварка МИГ
Для этого требуется меньшее напряжение, чем для сварки штучной сваркой, а это означает, что он более безопасен. Электродвигатель используется для подачи проволоки к сварному шву, что упрощает процесс. Установки MIG могут использовать защитный газ или иметь конструкцию, в которой используется полая проволока, заполненная флюсом.
Сварочный инвертор постоянного тока
Инверторные сварочные аппараты меньше своих традиционных аналогов. Дугу легко запустить, и они обычно имеют цифровой контроль тока. Некоторые многоцелевые инверторы можно использовать как для ручной, так и для TIG-сварки.
Безопасная сварка
Яркий свет сварочной дуги включает ультрафиолетовые и инфракрасные лучи, которые могут нанести непоправимый урон незащищенным глазам.
Он также выделяет дым и пары, поэтому работайте в проветриваемом помещении и не наклоняйтесь над работой, чтобы не вдохнуть их.
Всегда надевайте сварочный шлем с темными стеклами и длинные кожаные перчатки.